ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу образования штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, и к картонажной машине, при помощи которой реализуется указанный способ.
ОПИСАНИЕ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
В настоящее время существуют оберточные упаковки, состоящие из раскрытого штампованного элемента из картона или подобного материала, получаемые в виде совокупности двух или более листовых элементов, отличающихся друг от друга и обычно представляющих собой два или три элемента, которые надлежащим образом склеивают с образованием упаковки, состоящей из нижней части, лотка для демонстрации товара, выполненного с возможностью содержания продуктов, и верхней части, крышки, которая является съемной с нижней части и, таким образом, обеспечивающей возможность демонстрации продуктов при размещении упаковки на полке/прилавке торговой точки.
Раскрытый штампованный элемент, как предполагается, обрабатывают в автоматических картонажных машинах с целью перевода этого штампованного элемента из раскрытого состояния в закрытое состояние непосредственно вокруг продукта, и по этой причине он называется «оберточным» в соответствии с последовательностью заданных этапов.
По этой причине указанные машины по существу содержат: хранилище картона для каждого листового элемента, подлежащего обработке, средства захвата и средства управления одиночным элементом, связанным с одним хранилищем, секцию склеивания одиночных элементов с целью получения раскрытого штампованного элемента, секцию заполнения и формирования ранее полученного раскрытого штампованного элемента вокруг вводимых внутрь него продуктов.
Эти картонажные машины известного типа не лишены недостатков, среди которых тот факт, что для каждой стандартной собранной упаковки имеется некоторое количество кодов частей в сборе, равное количеству элементов, составляющих готовую упаковку.
Это оказывает отрицательное влияние на сложность управления элементами как при выставлении на продажу, так и при хранении, а также на оперативное управление материалами на всех этапах производства.
Фактически, количество устройств сборочной машины и их сложность увеличиваются пропорционально количеству элементов, подлежащих сборке.
Подробнее, указанные машины должны содержать количество хранилищ, равное количеству листовых элементов, образующих упаковку, с соответствующим возрастанием количества устройств для захвата листовых элементов из хранилища картона, управления, направления и склеивания одиночных элементов.
КРАТКОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Главная цель настоящего изобретения состоит в предоставлении способа образования штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, которая обеспечивает возможность устранения вышеупомянутого недостатка за счет уменьшения количества хранилищ и связанных с ними устройств относительно количества листовых элементов, которые будут составлять готовую упаковку.
В контексте данной задачи, цель настоящего изобретения состоит в реализации картонажной машины, выполненной с возможностью осуществления вышеупомянутого способа и являющейся конструктивно и функционально более простой, чем машины известного типа, таким образом, чтобы она, в то же время, являлась экономически преимущественной относительно них.
Дальнейшая цель настоящего изобретения состоит в реализации картонажной машины, предлагающей широчайшие гарантии функциональности и надежности.
Решение данной задачи, а также эти и другие цели, которые более полно выяснятся в дальнейшем, достигаются при помощи способа образования штампованного элемента, в частности образования оберточной коробки типа лотка с крышкой, согласно пункту 1 формулы изобретения.
Кроме того, решение указанной задачи, а также эти и другие цели, которые более полно выяснятся в дальнейшем, достигаются с использованием картонажной машины по пункту 5 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Дальнейшие характерные признаки и преимущества настоящего изобретения более полно выяснятся из описания предпочтительного, но не исключительного, варианта осуществления способа образования штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, и картонажной машины, при помощи которой реализуется указанный способ, согласно настоящему изобретению, которые проиллюстрированы на неограничивающем примере в сопроводительных графических материалах, в которых на фиг. 1—7, 3А, 3В, 3C и 3D схематически изображены последовательные этапы работы картонажной машины, действующей в соответствии со способом настоящего изобретения для получения раскрытого штампованного элемента, образованного из трех заготовок, а на фиг. 8 изображена часть картонажной машины в более крупном масштабе.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Со ссылкой, в частности, на сопроводительные фигуры, способ образования штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, согласно настоящему изобретению в данном варианте осуществления описан как по существу состоящий из ряда этапов, последовательно описанных ниже.
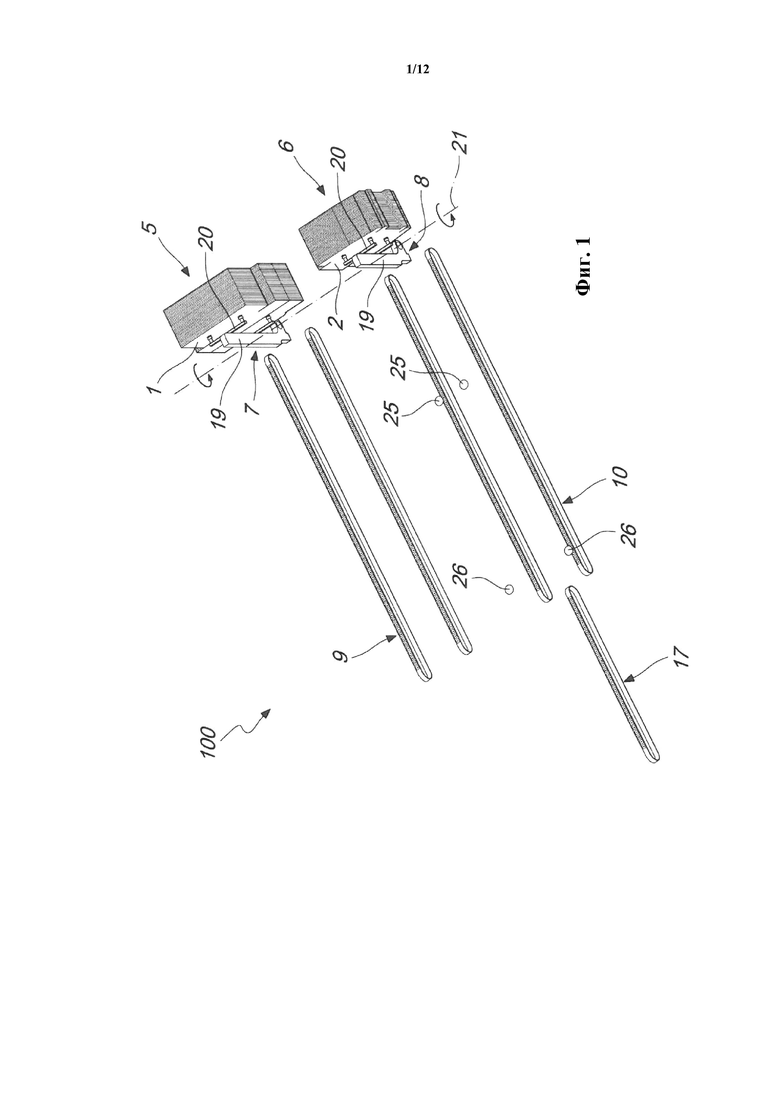
Со ссылкой, в частности, на фиг. 1, имеет место первый этап получения основного штампованного элемента (1) и вторичного штампованного
элемента (2).
Как будет более полно описано в дальнейшем со ссылкой, в частности на фиг. 2, штампованные элементы (1 и 2) забираются из двух соответствующих хранилищ (5 и 6), расположенных, например, параллельно одно другому, и укладываются с использованием соответствующих устройств (7 и 8) поднятия и выпуска на две линии (9 и 10) подачи, например, также параллельные одна другой.
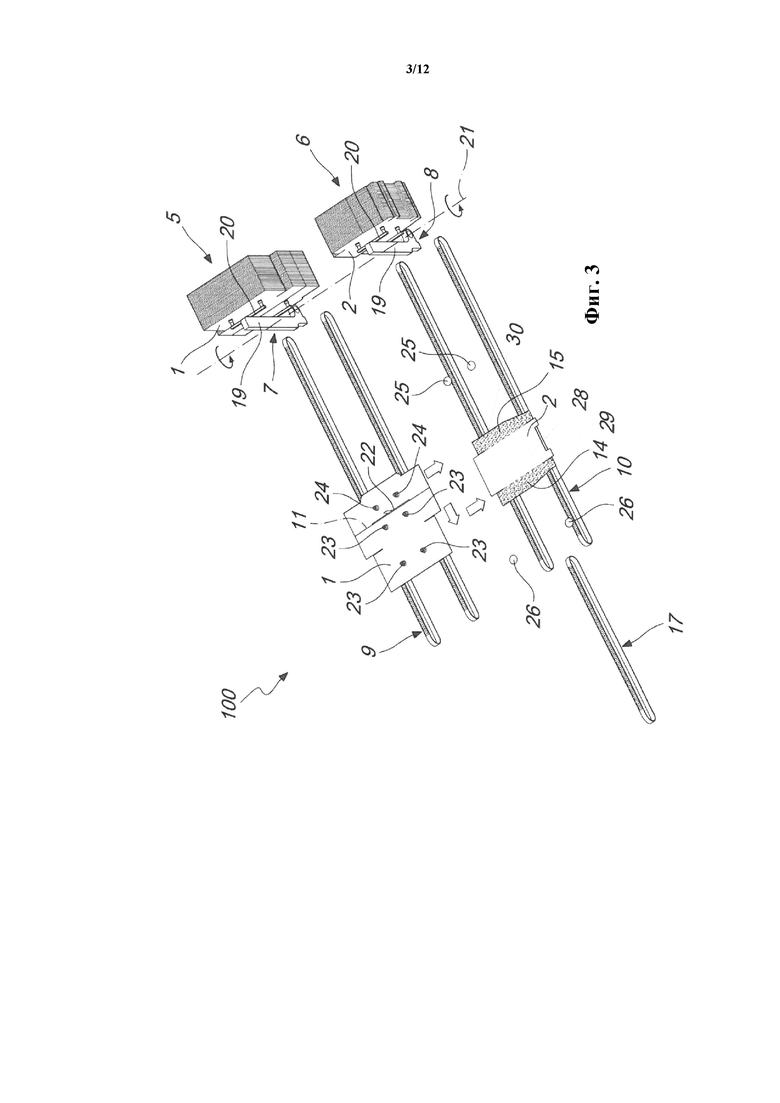
Затем, со ссылкой, в частности, на фиг. 3, происходит этап разделения основного штампованного элемента (1) по линии (11) разделения, за счет которого получаются первый штампованный элемент (12) и второй штампованный элемент (13), являющиеся взаимно отличающимися.
Подробнее, в настоящем варианте осуществления этап разделения включает разрезание основного штампованного элемента (1) по заранее определенной линии (11) разделения.
В качестве альтернативы, этап разделения может включать отрыв основного штампованного элемента (1) по заранее определенной линии (11) разделения. В этом случае, для упрощения отрыва, основной штампованный элемент (1) является частично надрезанным по заранее определенной линии (11) разделения.
С целью обеспечения возможности правильного разделения двух штампованных элементов (12, 13) в состав преимущественно могут входить средства (80) захвата и разделения, которые будут более подробно описаны впоследствии и которые приспособлены для удерживания указанного основного штампованного элемента (1) в ходе его разделения на первый штампованный элемент (12) и второй штампованный элемент (13).
Одновременно или сразу же после вышеописанного этапа разделения в состав преимущественно входит этап нанесения клея на первую часть (14) одного из первого штампованного элемента (12) и вторичного штампованного элемента (2) и на вторую часть (15) одного из второго штампованного элемента (13) и вторичного штампованного элемента (2).
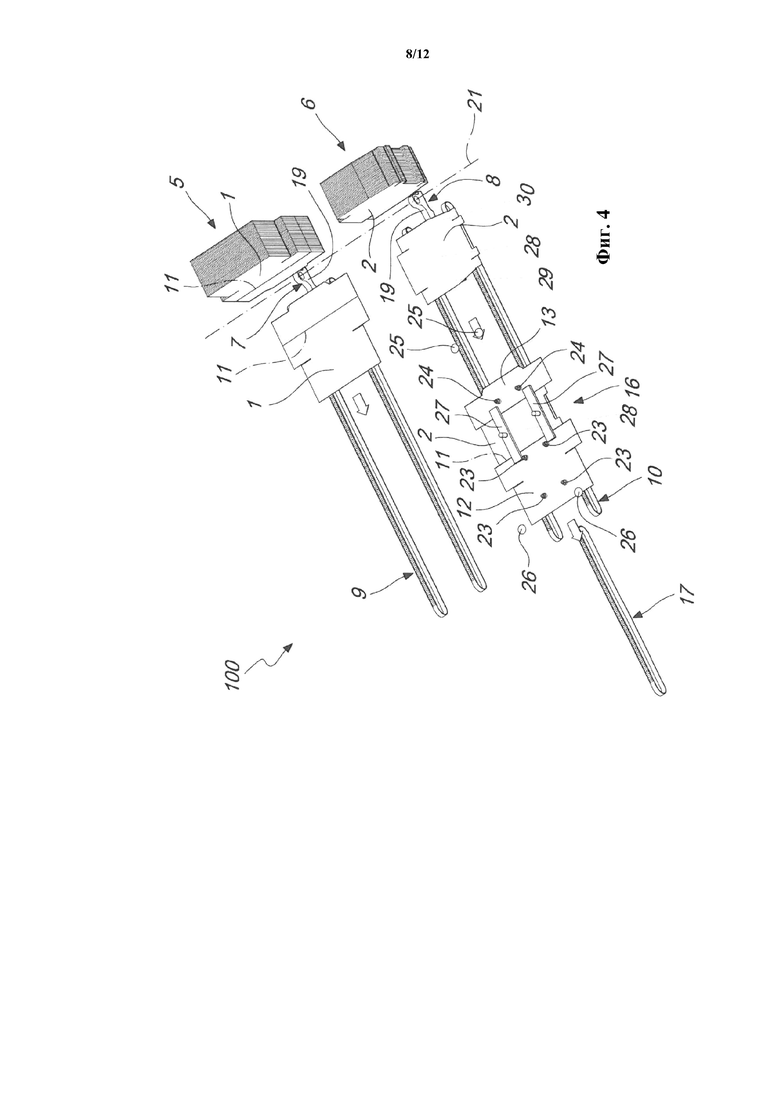
Затем, как изображено на фиг. 4, происходит этап образования раскрытого штампованного элемента (16) типа лотка с крышкой, представленного в виде комбинации первого штампованного элемента (12) и второго штампованного элемента (13).
Подробнее, в изображенном варианте осуществления первый штампованный элемент (12) и второй штампованный элемент (13) соединены со вторичным штампованным элементом (2), при этом первый штампованный элемент (12) и вторичный штампованный элемент (2) частично накладываются и прижимаются друг к другу в первой части (14), и второй штампованный элемент (13) и вторичный штампованный элемент (2) частично накладываются и прижимаются друг к другу во второй части (15).
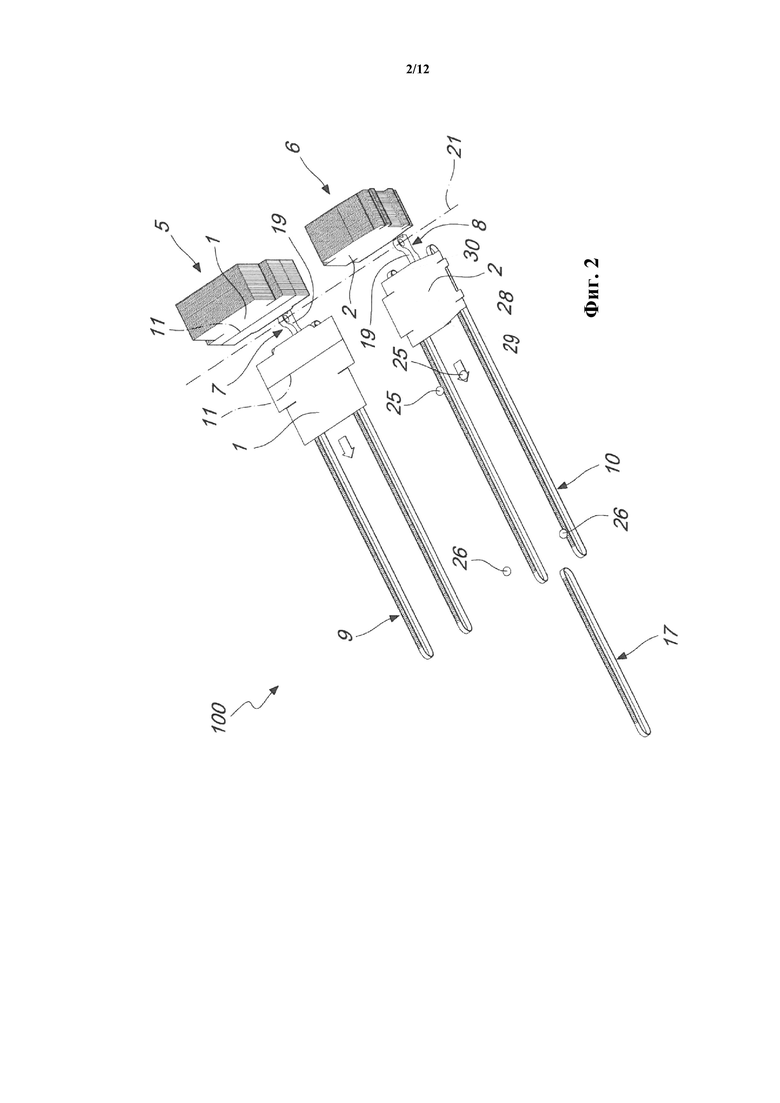
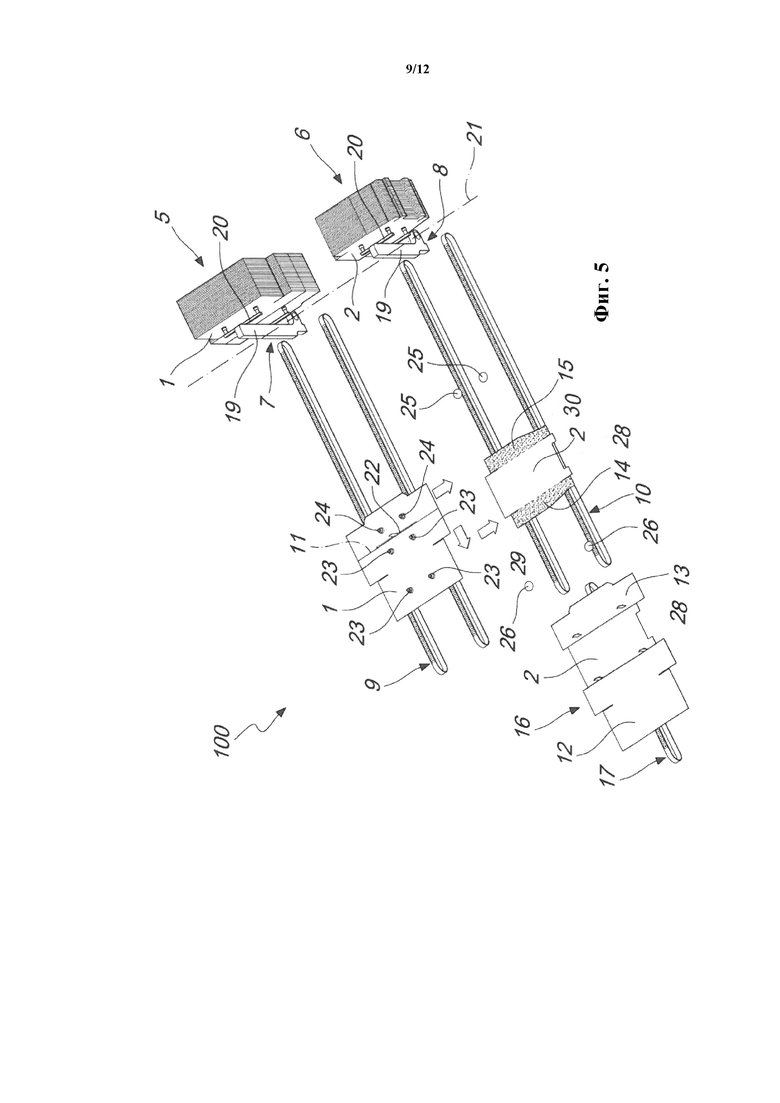
Вторичный штампованный элемент (2) предпочтительно содержит центральную часть (28), первую боковую часть (29) и вторую боковую часть (30), противоположную первой боковой части (29). Кроме того, первый штампованный элемент (12) предпочтительно соединяются со вторичным штампованным элементом (2) путем относительного наложения между первым штампованным элементом (12) и первой боковой частью (29); и второй штампованный элемент (13) соединяют со вторичным штампованным элементом (2) путем относительного наложения между вторым штампованным элементом (13) и второй боковой частью (30), как видно, в частности, на фиг. 2.
Иными словами, первый штампованный элемент (12) может быть наложен на вторичный штампованный элемент (2) в первой боковой части (29), или, в качестве альтернативы, вторичный штампованный элемент (2) может быть наложен на первый штампованный элемент (12) в первой боковой части (29). Аналогично, второй штампованный элемент (13) может быть наложен на вторичный штампованный элемент (2) во второй боковой части (30), или, в качестве альтернативы, вторичный штампованный элемент (2) может быть наложен на второй штампованный элемент (13) во второй боковой части (30).
Подробнее, в одном варианте осуществления первая часть (14) предпочтительно содержится между первым штампованным элементом (12) и первой боковой частью (29) вторичного штампованного элемента (2), и в одном варианте осуществления вторая часть (15) предпочтительно содержится между вторым штампованным элементом (13) и второй боковой частью (30) вторичного штампованного элемента (2), см. фиг. 3, 5 и 7.
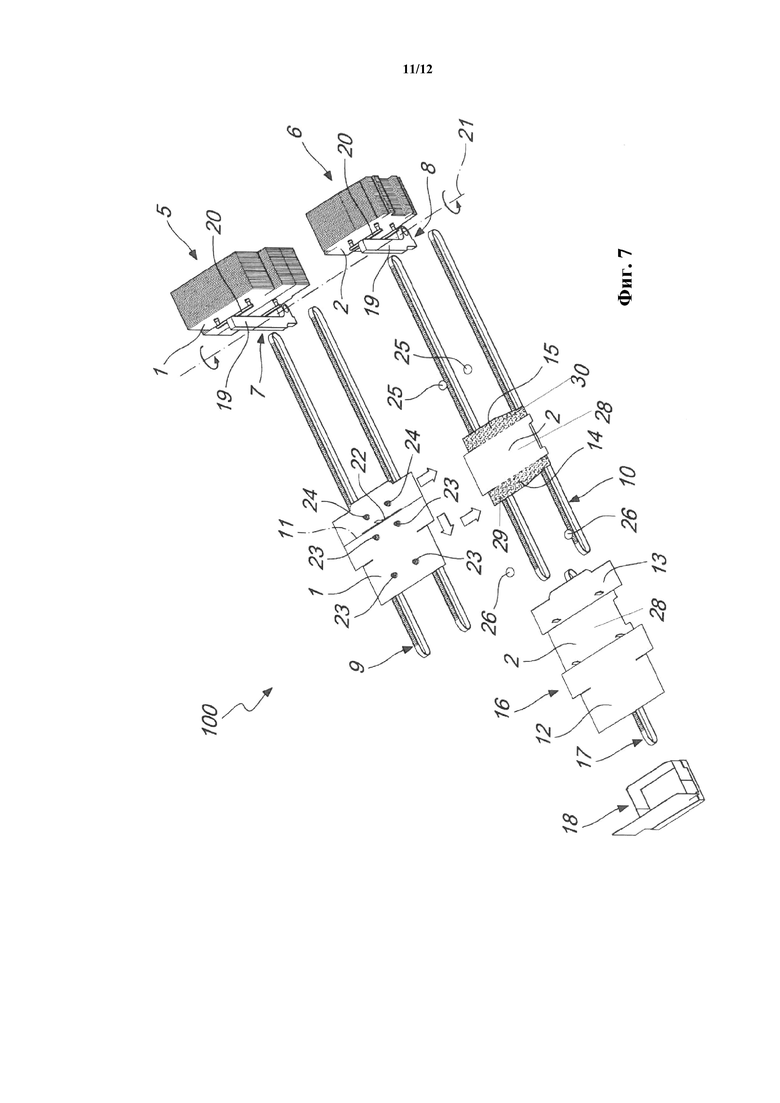
Затем, со ссылкой, в частности, на фиг. 5—7, при получении полученного раскрытого штампованного элемента он выпускается при помощи специальной линии выпуска, включенной в изображенный вариант осуществления со ссылочной позицией (17).
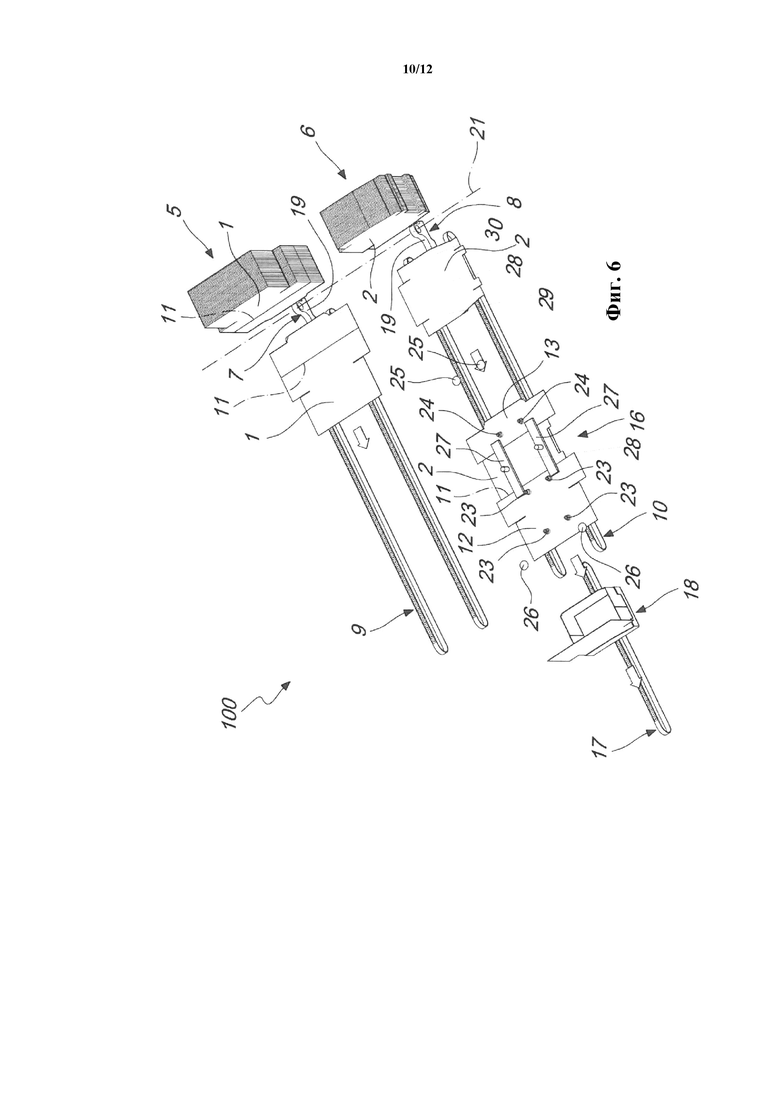
Подробнее, со ссылкой, в частности, на фиг. 6, на линии (17) выпуска происходит образование оберточной коробки (18) лоточного типа с крышкой.
Наконец, со ссылкой, в частности, на фиг. 7, оберточная коробка (18) лоточного типа с крышкой выпускается с линии (17) выпуска.
В качестве альтернативы, образование оберточной коробки (18) лоточного типа с крышкой может происходить вне линии (17) выпуска, в другой машине, и тогда в качестве выходного продукта получается плоский штампованный элемент.
По-прежнему со ссылкой, в частности, на сопроводительные фигуры, картонажная машина, действующая посредством вышеописанного способа, изображенная схематически и упрощенным образом для представления этапов и особых концептуальных признаков настоящего изобретения и в целом обозначенная ссылочной позицией (100), содержит первое хранилище (5) и второе хранилище (6), в которых, соответственно, хранятся множество основных штампованных элементов (1) и множество вторичных штампованных
элементов (2).
Подробнее, хранилища (5 и 6) расположены параллельно одно другому, и они принимают соответствующие штампованные элементы (1 и 2) в направлении, которое является практически наклонным относительно горизонтали, для того чтобы две стопки штампованных элементов (1 и 2) продвигались под действием тяготения по мере постепенного поднятия штампованных элементов (1 и 2).
В качестве альтернативы, в вариантах осуществления, которые не изображены, хранилища (5 и 6) могут быть выполнены разными способами известных типов. Например, они могут не являться параллельными, вместо этого они могут принимать соответствующие штампованные элементы (1 и 2) в соответствии с направлением, которое не является практически горизонтальным, содержать листоотделяющие устройства, и т.д.
По-прежнему со ссылкой, в частности, на сопроводительные фигуры, картонажная машина (100) предпочтительно содержит первую линию (9) подачи и вторую линию (10) подачи.
Как было упомянуто выше, в состав входит первое устройство (7) поднятия и выпуска основных штампованных элементов (1), связанное с первым хранилищем (5) и выполненное с возможностью забора одиночного основного штампованного элемента (1) и его установки в заданном положении с последующим выпуском на первую линию (9) подачи.
Аналогично, второе устройство (8) поднятия и выпуска вторичных штампованных элементов (2) связано со вторым хранилищем (6) и выполнено с возможностью забора одиночного вторичного штампованного элемента (2) и его установки в заданном положении с последующим выпуском на вторую линию (10) подачи, которая, как было упомянуто, в изображенном варианте осуществления является параллельной первой линии (9) подачи.
В изображенном варианте осуществления устройства (7 и 8) поднятия и выпуска содержат по одному шарнирному манипулятору (19) или технически эквивалентному устройству, оборудованным группой всасывающих патрубков под вакуумом (20), и которые передвигаются вокруг оси вращения (21) между положением захвата основного штампованного элемента (1) или вторичного штампованного элемента (2) и положением его выпуска.
Подробнее, со ссылкой, в частности, на фиг. 1 и 2, шарнирный манипулятор (19) передвигается вокруг оси вращения (21) между положением захвата основного штампованного элемента (1), в котором устройство (7) поднятия и выпуска может поднимать одиночный основной штампованный элемент из числа основных штампованных элементов (1), и второе устройство (8) поднятия и выпуска может поднимать одиночный вторичный штампованный элемент (2) из числа вторичных штампованных элементов (2) (см. фиг. 1, 3, 5, 7), и положением выпуска, в котором шарнирный манипулятор (19) первого устройства (7) поднятия и выпуска и соответствующая группа всасывающих патрубков под вакуумом (20) расположены так, что они могут выпускать основной штампованный элемент (1) на первую линию (9) подачи, и шарнирный манипулятор (19) второго устройства (8) поднятия и выпуска и соответствующая группа всасывающих патрубков под вакуумом (20) расположены так, что они могут выпускать вторичный штампованный элемент (2) на вторую линию (10) подачи (см. фиг. 2, 4, 6).
Шарнирный рычаг (19) первого устройства (7) поднятия и выпуска и шарнирный рычаг (19) второго устройства (8) поднятия и выпуска в положении выпуска предпочтительно являются параллельными, соответственно, направлению прохождения первой линии (9) подачи и направлению прохождения второй линии (10) подачи, см., в частности, фиг. 2, 4 и 6.
Секция разделения основного штампованного элемента (1) для получения первого штампованного элемента (12) и второго штампованного элемента (13) может быть предусмотрена вдоль первой линии (9) подачи.
Подробнее, секция разделения содержит режущее устройство (22), использующее нож или молот, и действующее на основной штампованный элемент (1) по линии (11) разделения одновременно со средствами (80) захвата и разделения основного штампованного элемента (1).
Также предусмотрены первые средства (25) для распыления клея, приспособленные для нанесения клея на первую часть (14) и вторую часть (15) указанного вторичного штампованного элемента (2), продвигающегося по второй линии (10) подачи параллельно штампованному элементу (1).
Преимущественно предусматривается блок (110) обработки первого штампованного элемента (12) и второго штампованного элемента (13), который по существу состоит из головки (31) захватного устройства, снабженной двумя группами всасывающих патрубков под вакуумом (23 и 24), независимых одна от другой.
В частности блок (110) обработки, который также реализует средства (80) захвата и разделения основного штампованного элемента (1) в ходе этапа его разделения, выполнен с возможностью:
- перемещения первого штампованного элемента (12) и второго штампованного элемента (13) с первой линии (9) подачи,
- расположения штампованных элементов (12, 13) на расстоянии друг от друга за счет расположения на расстоянии групп всасывающих патрубков (23 и 24) под вакуумом,
- их установки в определенном положении поверх вторичного штампованного элемента (2) на второй линии (10) подачи так, что первый штампованный элемент (12) и второй штампованный элемент (13) частично накладываются на вторичный штампованный элемент (2), соответственно, в первой части (14) и второй части (15),
- укладки и выпуска первого штампованного элемента (12) и второго штампованного элемента (13) на вторичный штампованный элемент (2) с целью получения раскрытого штампованного элемента (16).
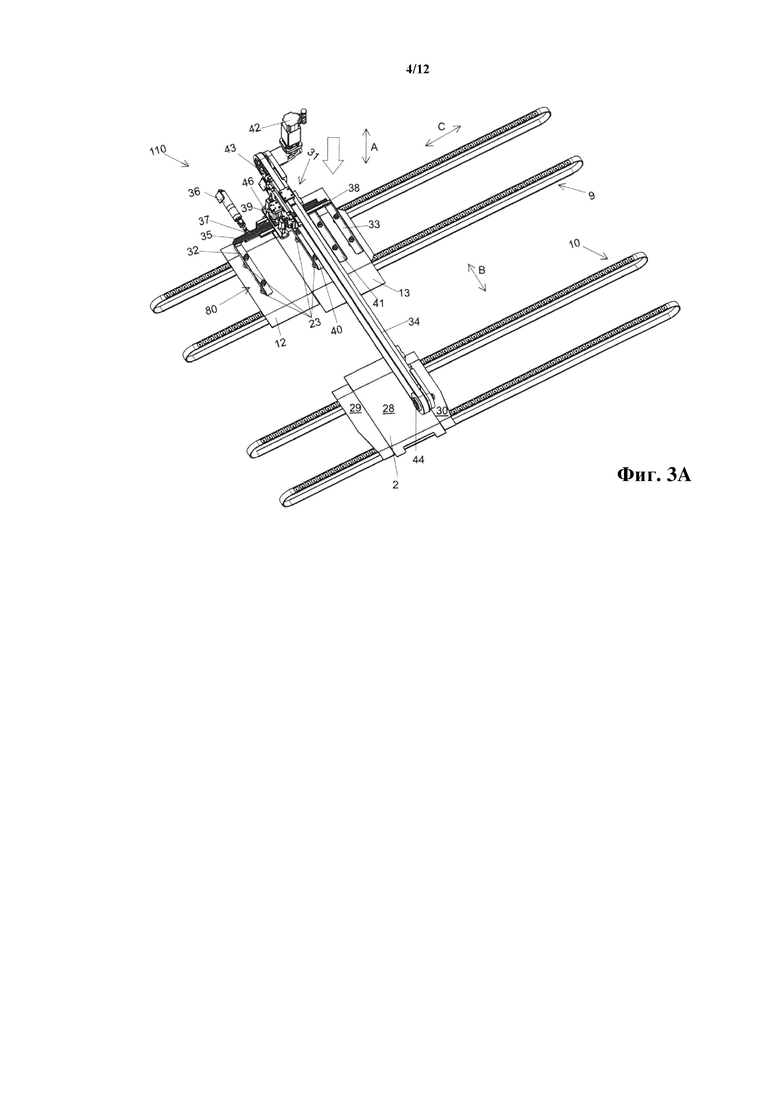
Головка (31) захватного устройства несет первую группу всасывающих патрубков (23) под вакуумом и вторую группу всасывающих патрубков (24) под вакуумом, и она предназначена для обеспечения возможности перемещения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24) в первом направлении (А), которое является вертикальным, для обеспечения возможности поднятия и выпуска первого штампованного элемента (12) и второго штампованного элемента (13) и во втором направлении (В), перпендикулярном первому направлению (А) и направлению прохождения первой линии (9) подачи и второй линии (10) подачи, для обеспечения возможности перемещения первого штампованного элемента (12) и второго штампованного элемента (13) с первой линии (9) подачи на вторую линию (10) подачи. Головка (31) захватного устройства также предназначена для обеспечения возможности перемещения первой группы всасывающих патрубков (23) и/или второй группы всасывающих патрубков (24) в третьем направлении (С), перпендикулярном первому направлению (А) и второму направлению (В), и параллельном направлению прохождения первой линии (9) подачи и второй линии (10) подачи, для обеспечения возможности расположения первого штампованного элемента (12) и второго штампованного элемента (13) на расстоянии или поблизости друг от друга.
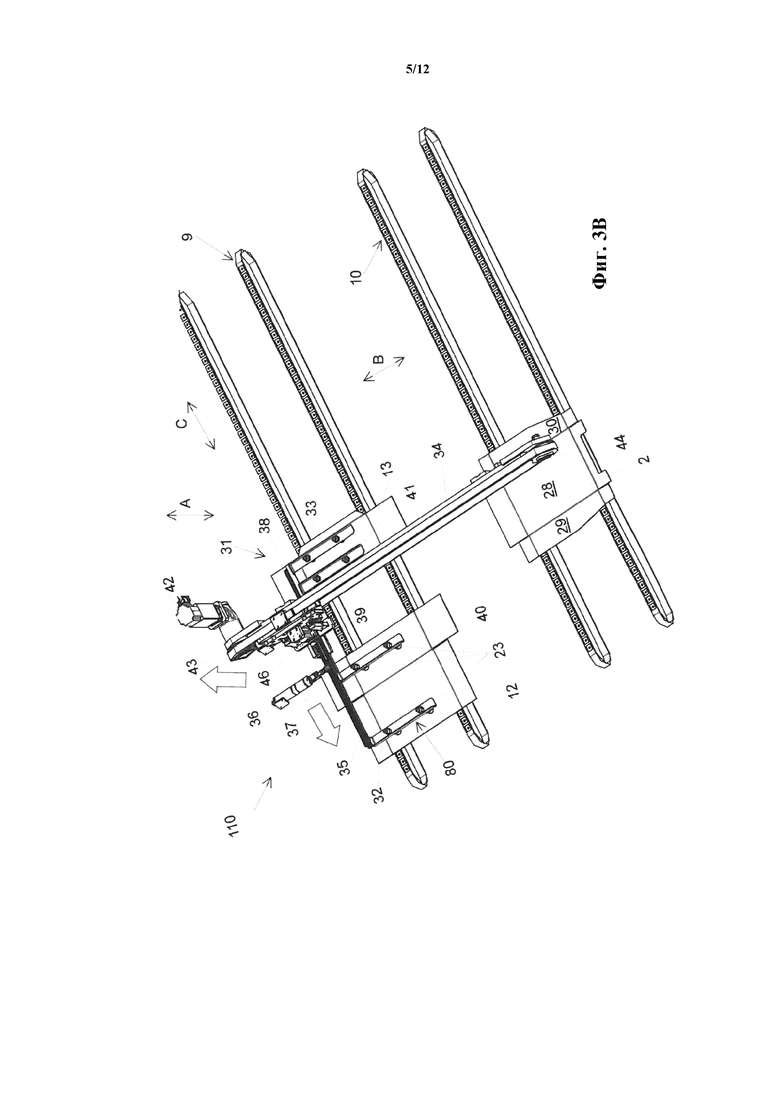
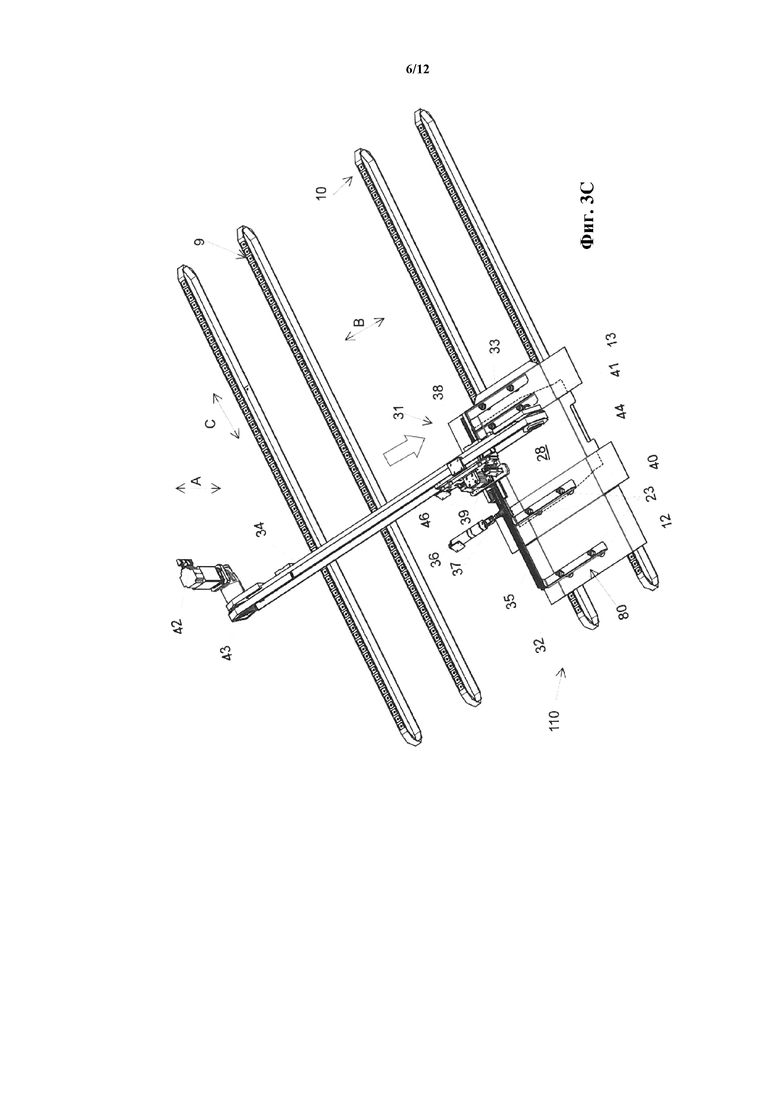
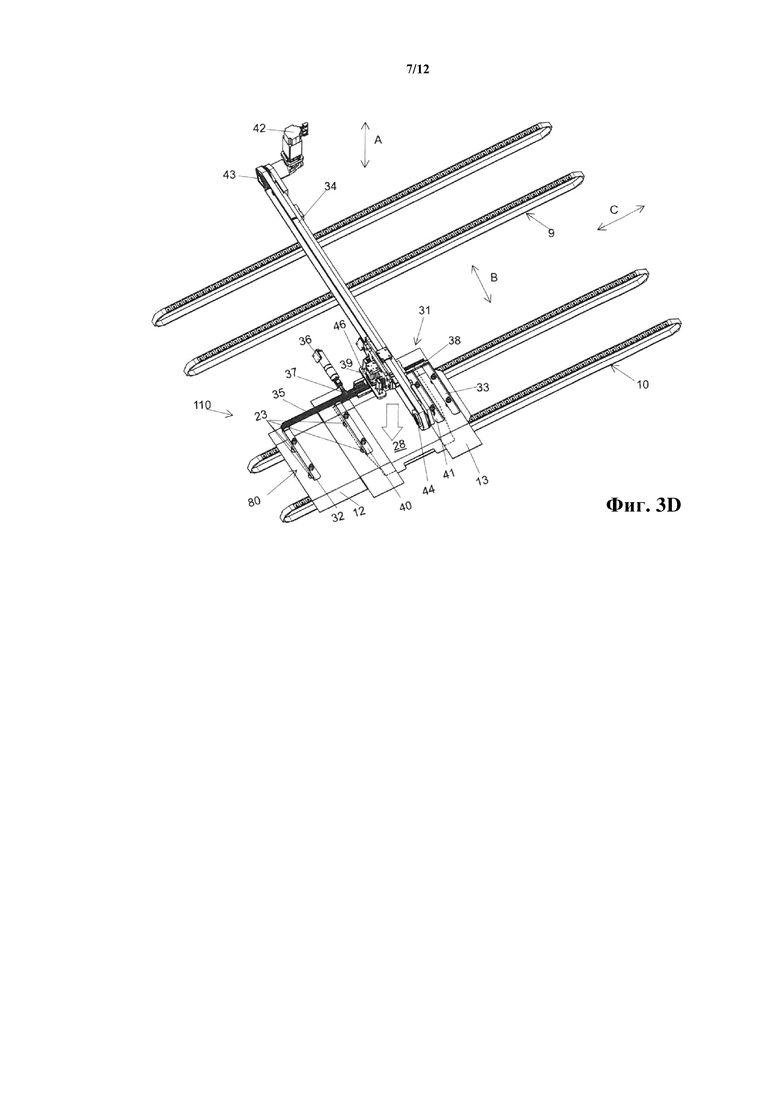
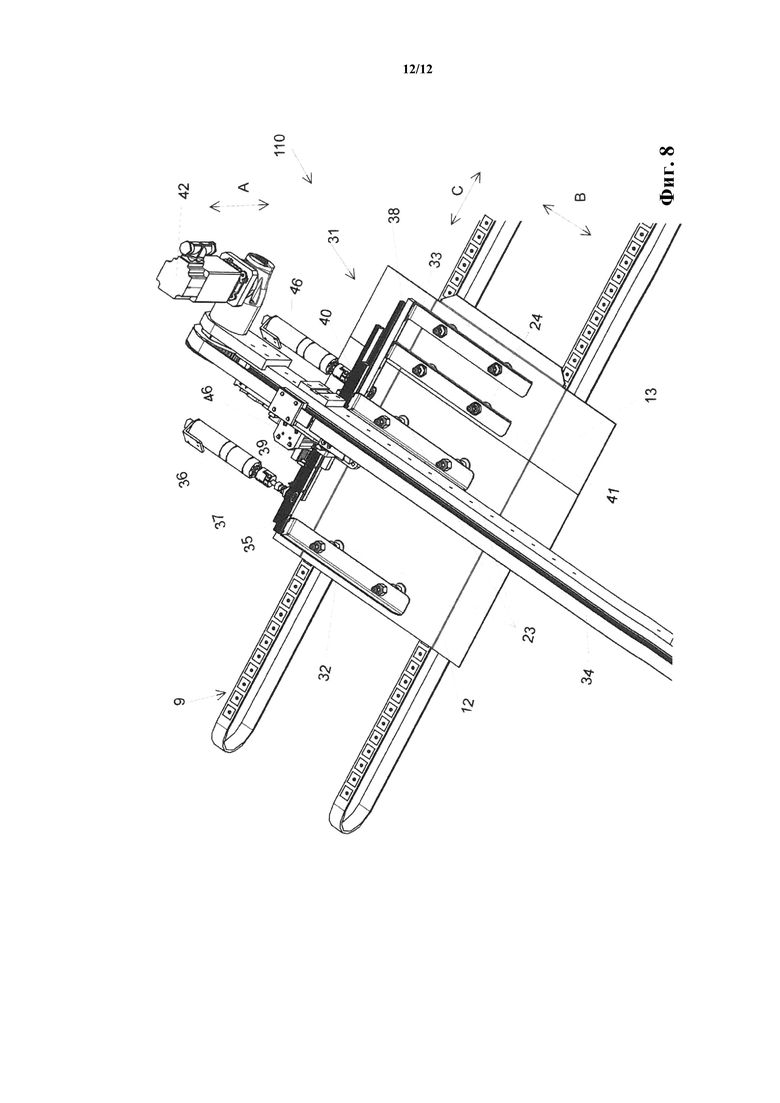
Картонажная машина (100) предпочтительно содержит конвейерную ленту (34), проходящую во втором направлении (В); головка (31) захватного устройства переносится конвейерной лентой (34) для перемещения во втором направлении (В). Кроме того, головка (31) захватного устройства предпочтительно содержит по меньшей мере первый захватный рычаг (32), несущий первую группу всасывающих патрубков (23), второй захватный рычаг (33), несущий вторую группу всасывающих патрубков (24), первую зубчатую рейку (35), проходящую в третьем направлении (С) и несущую первый захватный рычаг (32) или второй захватный рычаг (33), и первый двигатель (36), перемещающий первую зубчатую рейку (35) посредством шестерни (37) в третьем направлении (С) с целью расположения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24) на расстоянии или поблизости друг от друга в направлении друг от друга или друг к другу, см. фиг. 3А, 3B, 3C, 3D и 8.
Со ссылкой, в частности, на фиг. 8, головка (31) захватного устройства дополнительно содержит вторую зубчатую рейку (38), проходящую в третьем направлении (С), и второй двигатель (45), перемещающий вторую зубчатую рейку (38) посредством второй шестерни (не изображена) в третьем направлении (С) с целью расположения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24) на расстоянии или поблизости друг от друга в направлении друг от друга или друг к другу.
Со ссылкой, в частности, на фиг. 3A, 3B, 3C, 3D и 8, первая зубчатая рейка (35) несет первый захватный рычаг (32), и вторая зубчатая рейка (38) несет второй захватный рычаг (33).
Кроме того, со ссылкой по-прежнему на фиг. 8, конвейерная лента (34) предпочтительно обвита вокруг первого шкива (43), соединенного с третьим двигателем (42), и второго, холостого шкива (44). В качестве альтернативы, в вариантах осуществления картонажной машины (100), которые не изображены, конвейерная лента (34) может быть заменена конвейером, который может приводиться в действие при помощи зубчатой рейки, шнека, а также пневматического или электрического линейного привода.
Кроме того, со ссылкой, в частности, на фиг. 3A, 3B, 3C, 3D и 8, для обеспечения возможности перемещения головки (31) захватного устройства во втором направлении (В), головка (31) захватного устройства предпочтительно переносится конвейерной лентой (34) при помощи рамы (46), присоединенной над конвейерной лентой (34), так, чтобы она могла скользить по конвейерной ленте (34), когда конвейерная лента (34) перемещается третьим двигателем (42). Для обеспечения возможности перемещения головки (31) захватного устройства в первом направлении (А), рама (46) дополнительно выполнена с возможностью перемещения в первом направлении (А) при помощи поршня (39).
По-прежнему со ссылкой на фиг. 3A, 3B, 3C, 3D и 8, предпочтительно, головка (31) захватного устройства дополнительно содержит: третий захватный рычаг (40), несущий другие всасывающие патрубки из первой группы всасывающих патрубков (23), и четвертый захватный рычаг (41), несущий другие всасывающие патрубки из второй группы всасывающих патрубков (24).
Третий захватный рычаг (40) предпочтительно несет первая зубчатая рейка (35), и четвертый захватный рычаг (41) предпочтительно несет вторая зубчатая
рейка (38).
По-прежнему со ссылкой на фиг. 3A, 3B, 3C и 3D, после того, как произошло разделение основного штампованного элемента (1) на первый штампованный элемент (12) и второй штампованный элемент (13), блок (110) обработки картонажной машины (100) обеспечивает образование раскрытого штампованного элемента (16) следующим образом: поршень (39) перемещает раму (46), несущую головку (31) захватного устройства, вниз в первом направлении (А) так, что первая группа всасывающих патрубков (23) и вторая группа всасывающих патрубков (24) захватывают, соответственно, первый штампованный элемент (12) и второй штампованный элемент (13) (см. фиг. 3А); первый двигатель (36) посредством шестерни (37) перемещает первую зубчатую рейку (35) для перемещения первого захватного рычага (32) и третьего захватного рычага (40) в третьем направлении (С) с целью расположения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24), несущих, соответственно, первый штампованный элемент (12) и второй штампованный элемент (13), на расстоянии или поблизости одна от другой в направлении одна от другой или одна к другой, и одновременно поршень (39) перемещает каркас (46), несущий головку (31) захватного устройства, вверх в первом направлении (А) с целью забора первого штампованного элемента (12) и второго штампованного элемента (13) с первой линии (9) подачи (см. фиг. 3В); третий двигатель (38) затем перемещает конвейерную ленту (34) с целью перемещения рамы (46), несущей головку (31) захватного устройства, во втором направлении (В) ко второму штампованному элементу (2) (см. фиг. 3С); и наконец, поршень (39) перемещает раму (46), несущую головку (31) захватного устройства, вниз в направлении (А) с целью наложения первого штампованного элемента (12) на вторичный штампованный элемент (2) в первой части (14) и второго штампованного элемента (13) на вторичный штампованный элемент (2) во второй части (15) (фиг. 3D).
С целью обеспечения надлежащей адгезии склеенных частей, на штампованные элементы (12, 13 и 2) преимущественно действуют средства (27) прижимания склеиваемых поверхностей.
Со ссылкой, в частности, на фиг. 4 и 6, средства (27) прижимания склеиваемых поверхностей расположены и выполнены с возможностью давления на первый штампованный элемент (12) и вторичный штампованный элемент (2) в первой части (14) для обеспечения адгезии между первым штампованным элементом (12) и вторичным штампованным элементом (2), и на второй штампованный элемент (13) и вторичный штампованный элемент (2) во второй части (15) для обеспечения адгезии между вторым штампованным элементом (13) и вторичным штампованным элементом (2).
Наконец, как уже было упомянуто, в состав входит линия (17) выпуска, на которой раскрытый штампованный элемент (16) подвергается дальнейшей обработке с целью преобразования в оберточную коробку (18) лоточного типа с крышкой, как изображено на фиг. 6, или выходит из картонажной машины (100) с целью попадания во вторую машину, где он подвергается обработке с целью преобразования в оберточную коробку (18) лоточного типа с крышкой.
Раскрытый штампованный элемент (16) предпочтительно обрабатывается так, что вторичный штампованный элемент (2) образует лоток для демонстрации товара оберточной коробки (18) лоточного типа с крышкой, и первый штампованный элемент (12) и второй штампованный элемент (13) образуют крышку оберточной коробки (18) лоточного типа с крышкой.
В случае, когда оберточная коробка (18) лоточного типа с крышкой образуется непосредственно на линии (17) выпуска, в состав входят средства (26) для распыления клея, действующие на зоны соединения во время прохождения раскрытого штампованного элемента (16).
Было сделано наблюдение, что способ образования раскрытого штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, а также картонажная машина для реализации способа согласно настоящему изобретению, полностью решают задачу, а также достигают заданных целей, поскольку они обеспечивают возможность уменьшения количества хранилищ и, соответственно, устройств и относящихся к ним линий подачи продукции в том, что касается количества элементов, составляющих требуемый готовый штампованный элемент, со значительной экономией как с технической, так и с экономической точек зрения.
Фактически, уменьшение количества хранилищ означает, что машина значительно упрощается и, с точки зрения управления, становится возможным управление меньшим количеством кодов частей в сборе. Например, учтем, что в случае машин известного типа для создания раскрытого штампованного элемента, состоящего из трех заготовок, необходимо спроектировать и обеспечить машину с тремя хранилищами, тремя линиями подачи и двумя группами обработки, по одной для каждого бокового элемента.
С другой стороны, в случае описанной машины все количество всех вышеупомянутых элементов можно сократить на одну единицу.
Группа изобретений относится к способу образования штампованного элемента. Способ образования штампованного элемента включает: этап получения основного штампованного элемента и вторичного штампованного элемента, этап разделения основного штампованного элемента по предварительно определенной линии разделения, чтобы таким образом получить первый штампованный элемент и второй штампованный элемент. Средства захвата и разделения удерживают основной штампованный элемент в ходе его разделения на первый штампованный элемент и второй штампованный элемент. Также способ включает этап нанесения клея на первую часть одного из первого штампованного элемента и вторичного штампованного элемента и на вторую часть одного из второго штампованного элемента и вторичного штампованного элемента. Также способ включает этап образования раскрытого штампованного элемента типа лотка с крышкой, представленного в виде комбинации первого штампованного элемента и второго штампованного элемента. При этом первый штампованный элемент и второй штампованный элемент соединяются со вторичным штампованным элементом. Группа изобретений направлена на упрощение конструкции картонажной машины, выполненной с возможностью осуществления вышеупомянутого способа. 2 н. и 8 з.п. ф-лы, 12 ил.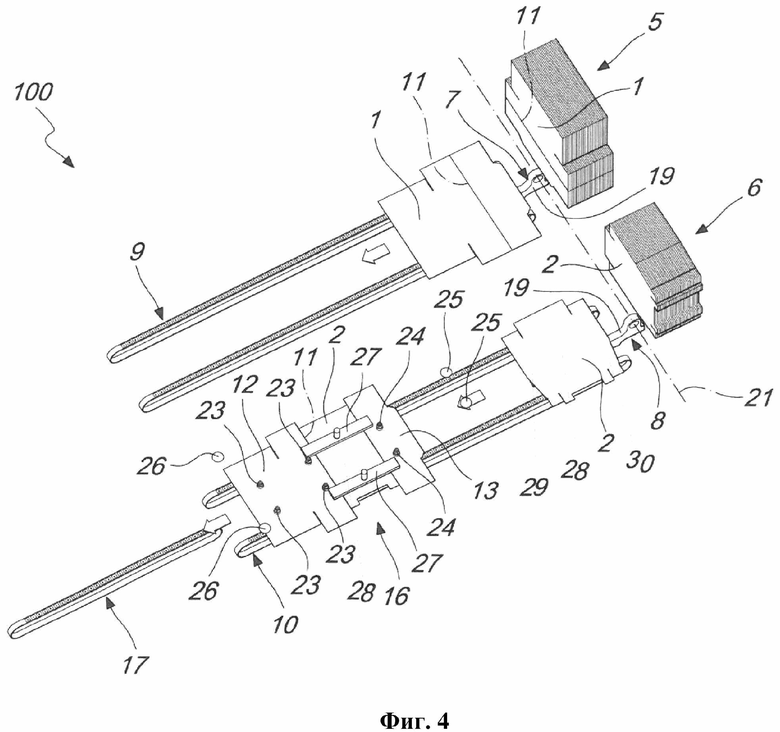
1. Способ образования штампованного элемента, в частности для образования оберточной коробки типа лотка с крышкой, отличающийся тем, что способ включает:
- этап получения основного штампованного элемента (1) и вторичного штампованного элемента (2),
- этап разделения основного штампованного элемента (1) по предварительно определенной линии (11) разделения с целью получения первого штампованного элемента (12) и второго штампованного элемента (13), которые являются взаимно отличающимися, при этом средства (80) захвата и разделения удерживают основной штампованный элемент (1) в ходе его разделения на первый штампованный элемент (12) и второй штампованный элемент (13),
- этап нанесения клея на первую часть (14) одного из первого штампованного элемента (12) и вторичного штампованного элемента (2) и на вторую часть (15) одного из второго штампованного элемента (13) и вторичного штампованного элемента (2),
- этап образования раскрытого штампованного элемента (16) типа лотка с крышкой, представленного в виде комбинации указанного первого штампованного элемента (12) и указанного второго штампованного элемента (13), при этом: первый штампованный элемент (12) и второй штампованный элемент (13) соединены со вторичным штампованным элементом (2), при этом первый штампованный элемент (12) и вторичный штампованный элемент (2) частично накладываются и прижимаются друг к другу в первой части (14), и второй штампованный элемент (13) и вторичный штампованный элемент (2) частично накладываются и прижимаются друг к другу во второй части (15);
- при этом этап нанесения клея осуществляется перед этапом образования.
2. Способ по п. 1, отличающийся тем, что этап разделения включает разрезание основного штампованного элемента (1) по заранее определенной линии (11) разделения.
3. Способ по п. 1, отличающийся тем, что этап разделения включает отрыв основного штампованного элемента (1) по предварительно определенной линии (11) разделения, при этом, для упрощения отрыва, основной штампованный элемент (1) является частично надрезанным по предварительно определенной линии (11) разделения.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что вторичный штампованный элемент (2) содержит: центральную часть (28); первую боковую часть (29); и вторую боковую часть (30), противоположную первой боковой части (29); первый штампованный элемент (12) соединяют со вторичным штампованным элементом (2) путем относительного наложения между первым штампованным элементом (12) и первой боковой частью (29); и второй штампованный элемент (13) соединяют со вторичным штампованным элементом (2) путем относительного наложения между вторым штампованным элементом (13) и второй боковой частью (30).
5. Картонажная машина (100), действующая с использованием способа по любому из предыдущих пунктов, отличающаяся тем, что она содержит:
- первое хранилище (5), в котором хранится множество основных штампованных элементов (1),
- первое устройство (7) поднятия и выпуска основных штампованных элементов (1), связанное с первым хранилищем (5) и приспособленное для забора одиночного штампованного элемента (1) из числа основных штампованных элементов (1) и его установки в заданном положении с последующим выпуском на первую линию (9) подачи,
- секцию разделения основного штампованного элемента (1) с целью получения первого штампованного элемента (12) и второго штампованного элемента (13),
- второе хранилище (6), в котором хранится множество вторичных штампованных элементов (2),
- второе устройство (8) поднятия и выпуска вторичных штампованных элементов (2), связанное со вторым хранилищем (6) и приспособленное для забора одиночного штампованного элемента (2) из числа вторичных штампованных элементов (2) и его установки в заданном положении с последующим выпуском на вторую линию (10) подачи,
- первые средства (25) для распыления клея, приспособленные для нанесения клея на указанную первую часть (14) и указанную вторую часть (15) указанного вторичного штампованного элемента (2),
- блок (110) обработки первого штампованного элемента (12) и второго штампованного элемента (13), приспособленный для поднятия первого штампованного элемента (12) и второго штампованного элемента (13), взаимного расположения первого штампованного элемента (12) и второго штампованного элемента (13) на расстоянии, установки первого штампованного элемента (12) и второго штампованного элемента (13) в определенном положении в наложении со вторичным штампованным элементом (2) так, что первый штампованный элемент (12) и второй штампованный элемент (13) частично накладываются на вторичный штампованный элемент (2), соответственно, в первой части (14) и второй части (15), и укладки и выпуска первого штампованного элемента (12) и второго штампованного элемента (13) на вторичный штампованный элемент (2) с целью получения раскрытого штампованного элемента (16).
6. Картонажная машина (100) по предыдущему пункту, отличающаяся тем, что первое устройство (7) поднятия и выпуска и второе устройство (8) поднятия и выпуска содержат по одному шарнирному манипулятору (19), несущему группу всасывающих патрубков под вакуумом (20), и передвигающемуся вокруг оси вращения (21) между положением захвата, в котором первое устройство (7) поднятия и выпуска может поднимать одиночный основной штампованный элемент (1) из числа основных штампованных элементов (1), и второе устройство (8) поднятия и выпуска может поднимать одиночный вторичный штампованный элемент (2) из числа вторичных штампованных элементов (2), и положением выпуска, в котором шарнирный манипулятор (19) первого устройства (7) поднятия и выпуска и соответствующая группа всасывающих патрубков под вакуумом (20) расположены так, что они могут выпускать основной штампованный элемент (1) на первую линию (9) подачи, и шарнирный манипулятор (19) второго устройства (8) поднятия и выпуска и соответствующая группа всасывающих патрубков под вакуумом (20) расположены так, что они могут выпускать вторичный штампованный элемент (2) на вторую линию (10) подачи.
7. Картонажная машина (100) по п. 5 или п. 6, отличающаяся тем, что секция разделения основного штампованного элемента (1) содержит режущее устройство (22), использующее нож или молот.
8. Картонажная машина (100) по любому из п. 5 или п. 7, отличающаяся тем, что блок (110) обработки содержит головку (31) захватного устройства, несущую первую группу всасывающих патрубков (23), удерживаемых под вакуумом, и вторую группу всасывающих патрубков (24), удерживаемых под вакуумом; головка (31) захватного устройства предусмотрена для обеспечения возможности перемещения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24) в первом направлении (А), которое является вертикальным, для обеспечения возможности поднятия и выпуска первого штампованного элемента (12) и второго штампованного элемента (13), и во втором направлении (В), перпендикулярном первому направлению (А) и направлению прохождения первой линии (9) подачи и второй линии (10) подачи, для обеспечения возможности перемещения первого штампованного элемента (12) и второго штампованного элемента (13) с первой линии (9) подачи на вторую линию (10) подачи; головка (31) захватного устройства дополнительно предназначена для обеспечения возможности перемещения первой группы всасывающих патрубков (23) и/или второй группы всасывающих патрубков (24) в третьем направлении (С), перпендикулярном первому направлению (А) и второму направлению (В), и параллельном направлению прохождения первой линии (9) подачи и второй линии (10) подачи, для обеспечения возможности расположения первого штампованного элемента (12) и второго штампованного элемента (13) на расстоянии или поблизости друг от друга.
9. Картонажная машина (100) по предыдущему пункту, отличающаяся тем, что она содержит конвейерную ленту (34), проходящую во втором направлении (В); головку (31) захватного устройства несет конвейерная лента (34) для ее перемещения во втором направлении (В); головка (31) захватного устройства содержит по меньшей мере первый захватный рычаг (32), несущий первую группу всасывающих патрубков (23), второй захватный рычаг (33), несущий вторую группу всасывающих патрубков (24), первую зубчатую рейку (35), проходящую в третьем направлении (С) и несущую первый захватный рычаг (32) или второй захватный рычаг (33), и первый двигатель (36), перемещающий первую зубчатую рейку (35) посредством шестерни (37) в третьем направлении (С) с целью расположения первой группы всасывающих патрубков (23) и второй группы всасывающих патрубков (24) на расстоянии или поблизости друг от друга в направлении друг от друга или друг к другу.
10. Картонажная машина (100) по любому из п. 5 или п. 9, отличающаяся тем, что содержит средства (27) прижимания склеиваемых поверхностей, расположенные и выполненные с возможностью давления на первый штампованный элемент (12) и вторичный штампованный элемент (2) в первой части (14) для обеспечения адгезии между первым штампованным элементом (12) и вторичным штампованным элементом (2), и на второй штампованный элемент (13) и вторичный штампованный элемент (2) во второй части (15) для обеспечения адгезии между вторым штампованным элементом (13) и вторичным штампованным элементом (2).
| US 2013137563 A1, 30.05.2013 | |||
| WO 2007103176 A2, 13.09.2007 | |||
| Устройство для формования коробок из плоских картонных заготовок | 1978 |
|
SU772891A1 |
| СТАНОК ДЛЯ СКЛЕИВАНИЯ КАРТОННЫХ ЗАГОТОВОК | 2001 |
|
RU2231446C2 |

