Область техники, к которой относится изобретение
Изобретение касается устройства и способа обработки прутков, в частности, металлических.
Под термином «прутки» понимаются товары в общем продолговатой формы, такие как стержни, арматурные стержни, прутки, круглые детали, квадратные детали или подобное. Прутки могут быть использованы, например, в области строительства в качестве арматуры для бетонных структур, например, для балок или колонн.
Уровень техники
Известны устройства для обработки металлических товаров, например, прутков, арматурных стержней, брусков, трубок или других профилей, с любой формой сечения с целью получения наполовину готовых товаров, подлежащих использованию в качестве армирования в строительных конструкциях.
Эти устройства могут содержать гибочные машины, машины для изготовления скоб, режущие установки, измерительные машины или другие машины.
Таким устройствам требуется устройство загрузки, которое способно расположить единичные прутки из связок и последовательно загрузить их, например по одному, на соответствующие блоки обработки, например, гибочные, режущие, считающие блоки и т.д.
Одно из указанных известных устройств для обработки прутков может содержать множество захватных устройств, которые размещены рядом друг с другом и параллельно медлу собой и которые имеют продолговатую форму в соответствующих продольных направлениях для размещения соответствующей связки прутков; и станцию обработки, которая находится ниже по ходу относительно захватных устройств и которая содержит устройство для извлечения по меньшей мере одного прутка из одного из захватных устройств, устройство протягивания, которое выполнено с возможностью перемещения прутка в направлении загрузки, которое параллельно продольным направлениям, и по меньшей мере одно гибочное устройство, которое выполнено с возможностью сгибания прутков.
Таким образом, захватные устройства образуют модульное хранилище, в котором могут быть размещены связки или группы прутков разных типов, при этом для каждого захватного устройства могут быть предназначены прутки конкретного типа.
Существуют устройства для обработки прутков, в которых модульное хранилище является передвижным, например, установленным на направляющих, расположенных на полу, так что оно может быть перемещено относительно станции обработки, чтобы в каждом случае размещать выбранное захватное устройство перед станцией обработки, снабженной гибочным устройством.
Ясно, что наличие передвижного модульного хранилища приводит, например, к необходимости наличия направляющих и средства перемещения этого хранилища, следовательно, необходимо наличие большой площади для маневрирования, так как модульное хранилище должно обладать возможностью размещения захватных устройств от первого до последнего, соответствующих неподвижной станции обработки.
Так как такие устройства обычно размещены внутри складов или подобного, ясно, что внутри этих складов должны быть большие пространства для размещения и маневрирования передвижного хранилища.
Кроме того, перемещение передвижного хранилища требует вмешательств в конструкции внутри склада, что ведет к увеличению затрат и сложности всего устройства обработки.
Более того, в таком случае трудно расширить модульное передвижное хранилище дополнительными захватными устройствами. В общем, если пользователю нужны дополнительные захватные устройства расположения, например, так как он обрабатывает товары, для которых нужны прутки других длин, по сравнению с прутками, присутствующими в захватных устройствах, он должен обеспечить установку нового, большего, передвижного хранилища, если на складе есть доступное пространство.
Таким образом, передвижное хранилище не позволяет размещать связки прутков различной длины с таким же или другим диаметром, для оптимизации циклов изготовления.
Другим недостатком передвижного хранилища является то, что оператор, если ему надо переместить/загрузить/извлечь связки прутков из одного или другого захватного устройства из захватных устройств хранилища, должен остановить передвижное хранилище и, следовательно, цикл обработки прутков приведет к потерям эффективности общей работы.
Передвижное хранилище, которое должно быть снабжено средством перемещения и, возможно, соответствующими направляющими, также увеличивает вес всей системы или устройства.
Другой недостаток известных устройств обработки прутков касается этапа выгрузки готового товара, который соответствует определенному циклу обработки, например, скоб подходящей формы и разных типов. Этап выгрузки часто имеет ограничения с точки зрения автоматизации, так как трудно отсоединить хранилище, которое содержит готовые товары, от оставшейся части устройства обработки и, в общем, трудно организовать подходящие захватные устройства для каждого типа готового товара.
Другие ограничения и недостатки обычных решений и технологий будут ясны специалисту в рассматриваемой области из дальнейшего описания.
Таким образом, существует потребность в разработке устройства обработки для прутков, в частности, металлических, которое может устранить по меньшей мере один из недостатков известных решений.
Одной задачей изобретения является разработка устройства для обработки прутков, в частности металлических, которое автоматизировано, эффективно и позволяет сохранить хранилище, содержащее подлежащие обработке прутки по существу неподвижным, обеспечивая при этом по меньшей мере одно перемещение станции обработки, так что каждый раз ее положение соответствует одному из захватных устройств с целью извлечения по меньшей мере одного подлежащего обработке прутка.
Другой задачей изобретения является разработка устройства для обработки прутков, которое позволяет пользователю оптимизировать циклы изготовления прутков, ограничивая остановки устройства и позволяя размещать и/или перемещать прутки в захватные устройства даже в ходе конкретного цикла изготовления.
Еще одной задачей изобретения является разработка устройства для обработки прутков, которое позволяет пользователю по желанию расширять или уменьшать хранилище, которое содержит прутки, путем добавления или исключения одного или нескольких устройств, которые содержат связки или блоки прутков, что позволит оптимизировать циклы изготовления прутков.
Еще одной задачей изобретения является разработка устройства для обработки прутков, которое является компактным, и его размеры и вес меньше размеров и веса известных устройств обработки.
Еще одной задачей изобретения является повышение эффективности способа обработки прутков за счет обеспечения возможности перемещения станции обработки относительно по существу неподвижных устройств, которые содержат прутки.
Раскрытие изобретения
Указанные задачи решаются в устройстве для обработки прутков содержащем множество захватных устройств, расположенных параллельно рядом друг с другом и имеющих продолговатую форму вдоль продольных направлений для размещения соответствующей связки прутков, и по меньшей мере одну станцию обработки, которая расположена ниже по ходу относительно указанных захватных устройств, при этом станция обработки содержит по меньшей мере одно устройство извлечения, которое выполнено с возможностью извлечения по меньшей мере одного прутка с одного из захватных устройств, по меньшей мере один блок протягивания, который выполнен с возможностью перемещения прутков в направлении загрузки, параллельном указанным продольным направлениям, и по меньшей мере одно гибочное устройство, которое выполнено с возможностью сгибания прутков.
Согласно изобретению со станцией обработки связан по меньшей мере один привод, выполненный с возможностью перемещения указанной станции обработки в направлении, поперечном относительно указанных продольных направлений, чтобы разместить устройство извлечения в соответствии с одним из указанных захватных устройств, установленных по существу неподвижно.
Станция обработки может содержать опорную структуру, которая снабжена сдвигающимися элементами, расположенными на направляющих, которые направлены в поперечном направлении.
Со станцией обработки может быть связана станция управления, которая может быть выполнена с возможностью управления циклом обработки прутков.
Станция управления может быть связана с опорной структурой станции обработки и может перемещаться вместе со станцией обработки.
Устройство обработки также может содержать станцию сбора, которая выполнена с возможностью сбора готовых изделий и расположена ниже по ходу относительно станции обработки.
Станция сбора готовых изделий связана с соответствующими приводами и может перемещаться в поперечном направлении.
Станция сбора может быть снабжена сдвигающимися элементами, расположенными на направляющих, направленных в указанном поперечном направлении.
Станция обработки может быть поднята относительно пола так, чтобы станция сбора могла перемещаться под станцией обработки.
Предпочтительно, захватные устройства образуют модульное хранилище, по существу независимое от станции обработки прутков и от станции сбора готовых изделий.
Объектом изобретения является также способ обработки прутков с использованием описанного выше устройства. Этот способ включает в себя по меньшей мере один этап, на котором перемещают станцию обработки относительно параллельно расположенных рядом друг с другом захватных устройств так, чтобы располагать в каждом случае станцию обработки в соответствии с одним из по существу неподвижных захватных устройств; по меньшей мере один этап, на котором извлекают по меньшей мере один пруток из захватных устройств; и по меньшей мере один этап, на котором сгибают и придают дальнейшую формы прутку, который извлечен из соответствующего захватного устройства, с помощью указанной станции обработки.
Указанные и другие особенности настоящего изобретения будут более понятны из дальнейшего описания вариантов его осуществления со ссылками на чертежи.
Краткое описание чертежей
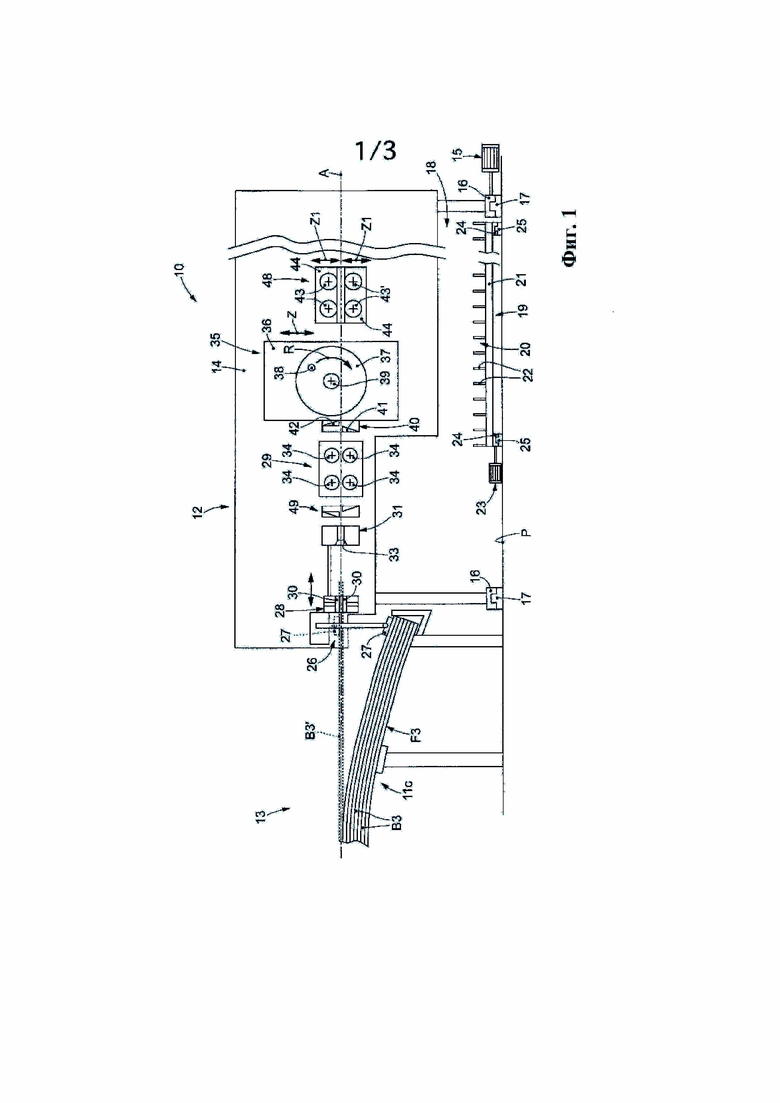
На фиг. 1 показано устройство для обработки прутков согласно изобретению, вид спереди;
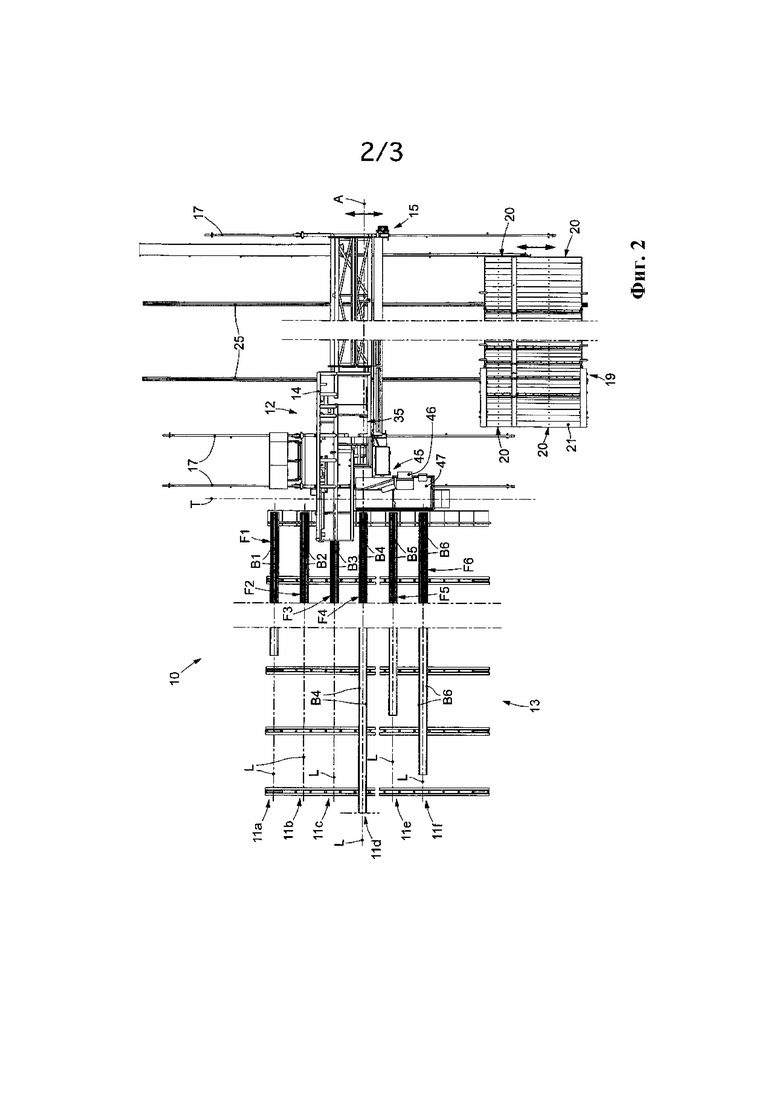
на фиг. 2 – устройство для обработки прутков, в котором станция обработки находится в первом положении извлечения относительно захватных устройств, вид сверху;
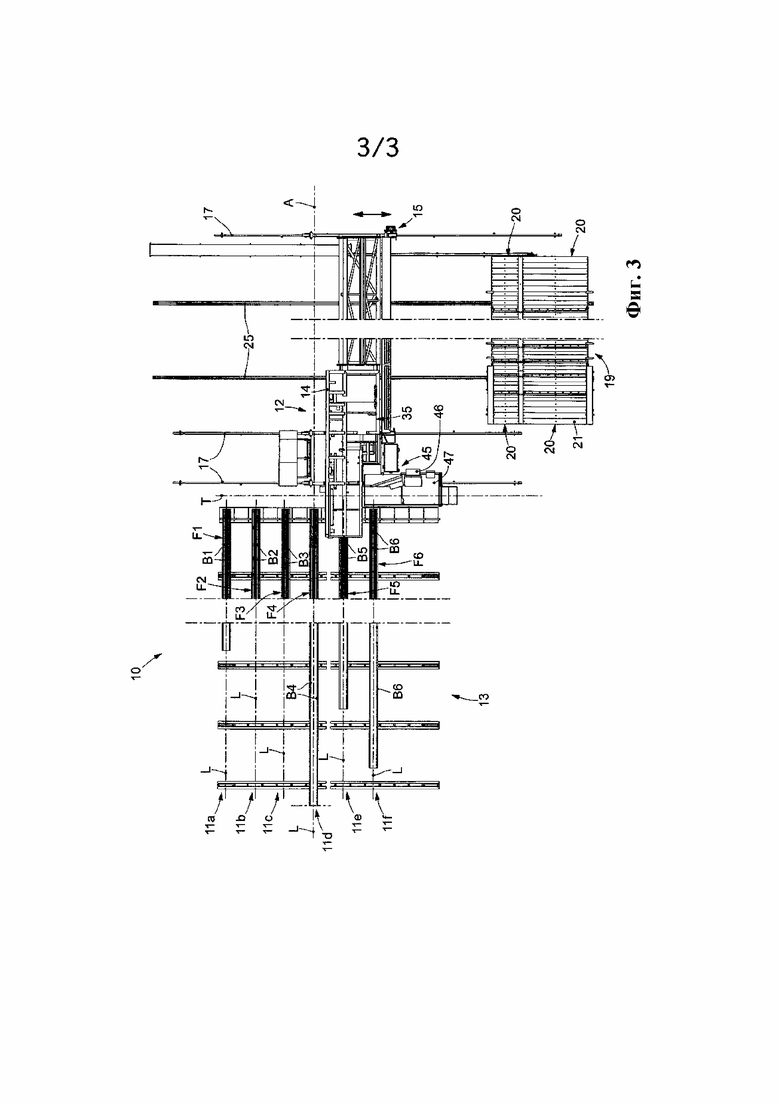
фиг. 3 – устройство для обработки прутков, в котором станция обработки находится во втором положении извлечения относительно захватных устройств, вид сверху.
Для облегчения понимания, где возможно для идентификации идентичных общих элементов на чертежах использованы одинаковые ссылочные позиции. Ясно, что элементы и характеристики одного варианта осуществления изобретения могут быть соответствующим образом встроены в другие варианты осуществления изобретения без дополнительного разъяснения.
Врианты осуществления изобретения
Далее подробно рассмотрены разные варианты осуществления настоящего изобретения, из которых один или несколько примеров показаны на чертежах. Каждый пример описан как иллюстрация изобретения и не должен рассматриваться как ограничение изобретения. Например, показанные или описанные ранее особенности, поскольку они являются частью одного варианта осуществления изобретения, могут быть применены в других вариантах осуществления изобретения или могут быть применены в связи с другими вариантами осуществления изобретения для получения другого варианта осуществления изобретения. Ясно, что настоящее изобретение будет включать в себя все такие модификации и варианты.
Перед описанием вариантов осуществления изобретения необходимо также пояснить, что настоящее описание не ограничено деталями конструкции и расположения компонентов, которое приведено ниже с использованием чертежей. Настоящее описание может предоставить другие варианты осуществления изобретения, и они могут быть получены или исполнены разными другими путями. Также необходимо пониматьть, что используемые фразы и терминология применены исключительно для описания, а не для ограничения изобретения.
Как показано на фиг. 1-3, устройство 10 для обработки прутков, соответствующее настоящему изобретению, содержит множество захватных устройств 11a-11f, которые находятся рядом друг с другом и размещены параллельно друг другу. Они имеют продолговатую форму в соответствующих продольных направлениях L для размещения соответствующей связки F1-F6 прутков B1-B6.
Таким образом, захватные устройства 11a-11f по существу образуют модульное хранилище 13, и в этих устройствах 11a-11f могут быть размещены прутки B1-B6 разных типов.
Захватные устройства 11a-11f по существу неподвижны относительно станции 12 обработки. Станция 12 обработки расположена ниже по ходу относительно захватных устройств 11a-11f и может перемещаться по меньшей мере в поперечном направлении T с помощью подходящих приводов 15.
Станция 12 обработки может содержать опорную структуру 14, которая снабжена сдвигающимися элементами 16, такими как колеса, вкладки или подобное, которые расположены на направляющих 17, установленных на полу P параллельно поперечному направлению T.
Станция 12 обработки может быть высоко поднята относительно пола P, чтобы под станцией 12 обработки было пространство 18, в котором может перемещаться станция 19 сбора для готовых товаров, например, товаров определенной формы, полученных из прутков B1 и B6.
Станция 19 сбора тоже может быть разделена на множество удерживающих средств 20, подходящих для размещения готовых товаров разных типов.
Станция 19 сбора содержит поддон 21, где находятся удерживающие средства 20. Поддон 21 также снабжен удерживающими элементами 22 для готовых товаров.
Станция 19 сбора выполнена с возможностью перемещения по меньшей мере в поперечном направлении T с помощью по меньшей мере одного привода 23.
Например, поддон 21 может быть снабжен сдвигающимися элементами 24, такими как колеса, вкладки или подобное, которые расположены на соответствующих направляющих 25, связанных с полом Р и параллельных поперечному направлению Т.
Станция 12 обработки содержит по меньшей мере одно устройство 26 извлечения, которое выполнено с возможностью извлечения по меньшей мере одного прутка, например прутка B3′ связки F3 (фиг. 1).
Устройство 26 извлечения может быть снабжено, например, головкой 27, которая выполнена с возможностью перемещения вниз для извлечения прутка B3′ из связки F3 и вверх для размещения этого прутка с выравниванием в направлении А загрузки, которое подходит для его перевода на подходящие рабочие элементы станции 12 обработки. Головка 27 может быть магнитной или подобной.
Направление A загрузки прутков, в данном случае, например, прутка B3′, параллельно продольным направлениям L.
Ниже по ходу относительно устройства 26 извлечения расположен блок 28 введения, который выполнен с возможностью подачи прутка B3′ по направлению к блоку 29 протягивания.
В некоторых вариантах осуществления изобретения (фиг. 1) блок 28 введения может содержать устройство захвата, например, образованное двумя зажимами 30, и устройства перевода, которые предназначены для перемещения устройства захвата в направлении, параллельном направлению A загрузки, для подачи прутка B3′ к компонентам, которые расположены ниже по ходу. Таким образом, блок 28 введения может перемещаться в две стороны в направлении A загрузки.
В не показанных вариантах осуществления изобретения блок 28 введения может содержать снабженные двигателями ролики, между которыми размещают пруток B3′, и блок 28 введения может подходить для перемещения в направлении A загрузки, чтобы перевести пруток B3′ по направлению к блоку 29 протягивания.
Ниже по ходу относительно блока 28 введения может быть установлен элемент 31 введения, который подходит для надлежащего расположения прутка B3′ с выравниванием относительно направления А загрузки, что нужно для последующего его перевода в блок 29 протягивания.
Элемент 31 введения может содержать, например, канал 32, который проходит в направлении A загрузки и который может быть снабжен заборной частью 33 для облегчения введения прутка.
Между блоком 28 введения и блоком 29 протягивания может быть установлено режущее устройство 49, которое выполнено с возможностью выборочного разрезания прутка, который загружают в направлении A загрузки. Например, режущее устройство 49 может быть выполнено с возможностью отрезания хвостового конца прутков, проходящих через станцию 12 обработки.
Блок 29 протягивания может содержать снабженные двигателями ролики 34, между которыми могут быть размещены любые прутки B1-B6, например, пруток B3′, чтобы иметь возможность их перевода к гибочному устройству 35, расположенному ниже по ходу.
Гибочное устройство 35 может содержать опорный стол 36, который может быть перемещен с помощью подходящего привода в направлении Z, перпендикулярном направлению A загрузки, что позволяет в каждом случае располагать гибочное устройство 35 заранее определенным образом для осуществления сгибания.
Гибочное устройство 35 содержит опорный диск 37, на котором расположен фиксированный опорный палец 39. Гибочный палец 38 может поворачиваться, например, в направлении R вокруг фиксированного опорного пальца 39.
Пруток может быть вставлен между гибочным пальцем 38 и фиксированным опорным пальцем 39 посредством совместного перемещения, составленного из поворота гибочного пальца 38 и перевода опорного стола 36 в том или в другом направлении Z, которое по существу перпендикулярно направлению A загрузки, что позволяет получить согнутое изделие из прутка, например, квадратной, прямоугольной или другой формы, такой, например, как скоба.
Выше по ходу относительно гибочного устройства 35 расположен режущий блок 40, который может быть снабжен, например, первым режущим ножом 41 и вторым режущим ножом 42. Режущий блок 40 может быть выполнен с возможностью отрезания переднего конца загружаемых прутков.
Режущий блок 40 может быть установлен непосредственно на опорной структуре 14, как показано на фиг. 1. В соответствии с одним из вариантов осуществления изобретения часть режущего блока 40, например первый режущий нож 41, установлена на опорной раме 14, а другая часть, например второй режущий нож 42 – на опорном столе 36.
Ниже по ходу относительно гибочного устройства 35 может быть установлен блок 48 захвата, который выполнен с возможностью удержания участка прутка, который предназначен для перемещения в направлении A загрузки и который проходит через гибочное устройство 35 с помощью блока 29 протягивания.
Блок 48 захвата может быть снабжен роликами 43 и 43′, между которыми размещен пруток, и эти ролики 43 могут быть расположены на опорах 44, по меньшей мере одна из которых подходит для перемещения по меньшей мере в направлении Z1, по существу перпендикулярном направлению A загрузки. Обе эти опоры 44 могут перемещаться в две стороны в направлении Z1, как схематично показано на чертежах.
По меньшей мере один ролик, например ролик 43′, может быть снабжен двигателем, чтобы обеспечивать возможность перемещения прутка в две стороны в направлении A загрузки.
Когда прутку была придана определенная форма гибочным устройствома 35, режущий блок 40 отделяет готовый товар из блока 29 протягивания и дает ему возможность прохождения пол действием силы тяжести на станцию 19 сбора для готовых товаров.
Можно предусмотреть, чтобы опорная структура 14 обладала определенным наклоном относительно вертикального направления, чтобы обеспечить некоторую наклонную плоскость, вдоль которой готовые товары могут скользить до попадания в станцию 19 сбора.
Устройство обработки также содержит станцию 45 управления (фиг. 2 и 3), из которой оператор может управлять всеми операциями цикла обработки прутков. Станция 45 управления может содержать по меньшей мере один процессор 46, соединенный по меньшей мере с устройством 26 извлечения, блоком 29 протягивания и гибочным устройством 35.
Предпочтительно, чтобы станция 45 управления была расположена на платформе 47, которая связана со станцией 12 обработки, следовательно, она подходит для перемещения в две стороны в поперечном направлении T, вместе со станцией 12 обработки.
Сравнивая фиг. 2 и фиг. 3, ясно, что на фиг. 2 станция 12 обработки размещена в соответствии с захватным устройством 11с, в котором находится связка F3 прутков B3, а на фиг. 3 станция 12 обработки так перемещена относительно по существу фиксированных захватных устройств 11а-11f, чтобы размещаться в соответствии с захватным устройством 11е связки F5 прутков B5, т.е. чтобы извлечь по меньшей мере один пруток B5 из захватного устройства.
Целесообразно, чтобы, хотя станция 12 обработки продолжает обрабатывать пруток В3, например, с помощью гибочного устройства 35, она также могла быть уже перемещена по направлению к устройству расположения с целью извлечения прутка B5, который, например, предполагается обработать позже.
Кроме того, станция 19 сбора готовых товаров является по существу независимой как от модульного хранилища 13, так и от станции 12 обработки, так что она может быть перемещена в поперечном направлении T с целью размещения под станцией 12 обработки наиболее подходящим образом, чтобы собирать готовые товары в соответствующие удерживающие средства 20.
Станция 12 обработки может быть перемещена в направлении T, чтобы размещаться в соответствии с любым захватным устройством 11а-11f, которое является по существу неподвижным.
Таким образом, устройство 10 обработки позволяет добиться преимуществ по сравнению с известными устройствами или машинами обработки, т.е. объединить гибкость хранилища, снабженного множеством по существу неподвижных захватных устройств, с множеством работ с прутком, которые могут быть осуществлены с помощью станции обработки, например, отрезать пруток по размеру, согнуть, придать форму, изготовить скобу и пропустить через каландры или т.д.
Так как захватные устройства 11а-11f являются по существу неподвижными, они позволяют экономить пространство по сравнению с передвижным хранилищем, обеспечивая также более простую общую конструкцию устройства 10 обработки прутков. При этом можно при желании расширить или уменьшить хранилище путем добавления или удаления одного или нескольких захватных устройств 11а-11f без ограничений, которые имеются у известных устройств и машин, при выборе или покупке всего устройства в соответствии с типами прутков, используемых в заданный период.
По желанию модульное хранилище 13 может быть изменено даже после первой установки, например, чтобы размещать прутки, которые ранее не предполагалось использовать на начальном этапе установки хранилища.
Это также позволяет оптимизировать операции по извлечению прутков, сокращая простои, необходимые для изменения формата.
Например, из фиг. 2 и 3 ясно, как можно устанавливать другие захватные устройства рядом с существующими захватными устройствами 11а и 11f, извлекать одно или несколько из существующих захватных устройств и заменять их другими устройствами.
Кроме того, рассматриваемое устройство обработки прутков позволяет размещать связки различной длины с одинаковым или разным диаметром, в результате чего предоставляется возможность лучшей оптимизации циклов изготовления.
Поскольку захватные устройства 11а-11f по существу неподвижны, в ходе обработки любого прутка оператор имеет возможность переместить прутки или связки прутков на захватные устройства 11а-11f или из них безопасно и без необходимости останавливать цикл обработки, что происходило в известных передвижных хранилищах.
Целесообразно, чтобы пространство для осуществления маневрирования, необходимое для перемещения станции 12 обработки относительно захватных устройств 11а-11f по существу совпадало или немного превышало общую ширину всех захватных устройств 11а-11f, чтобы можно было взаимодействовать со всеми установленными захватными устройствами, от первого до последнего. В известных передвижных хранилищах пространство, необходимое для маневрирования передвижного хранилища, по существу равно двойной ширине передвижного хранилища и, следовательно, является довольно большим.
Общий вес устройства 10 обработки прутков также гораздо меньше общего веса машины с передвижным хранилищем, так что предоставляется возможность более быстрых перемещений при переходе от одной связки к другой и более точного выравнивания при извлечении прутка.
Ясно, что рассматриваемое устройство 10 обработки прутков также может быть снабжено одной или несколькими станциями для приема деталей определенной формы, при этом такие станции могут быть самоходными и могут быть синхронизированы с перемещением устройства обработки и, следовательно, с циклом обработки прутков. Станция 19 сбора позволяет оптимальным образом организовывать и выгружать готовые изделия.
Таким образом, станция 19 сбора предлагает несколько устройств расположения для организации готовых изделий, при этом станция 19 сбора может быть не ограничена устройством обработки в ходе выгрузки изделий, даже в ходе обработки, следовательно, даже в станции приема возможно маневрировать готовыми изделиями определенной формы безопасно и без остановки цикла обработки.
Ясно, что в устройстве и способе могут быть изменены и/или добавлены части для обработки прутков, как описано выше, без выхода за пределы объема и идеи настоящего изобретения.
Также ясно, что, хотя настоящее изобретение описано со ссылками на некоторые конкретные примеры, специалисту в рассматриваемой области будут ясны многие другие эквивалентные формы устройства и способа обработки прутков, в частности, металлических, которые не выходят за объем изобретения, определенный его формулой.
Изобретение относится к устройству для обработки прутков. Устройство содержит множество захватных устройств, расположенных параллельно и имеющих продолговатую форму вдоль продольных направлений для размещения соответствующей связки прутков, и станцию обработки. Станция обработки содержит устройство извлечения, выполненное с возможностью извлечения прутка с одного из захватных устройств, блок протягивания, выполненный с возможностью перемещения прутков в направлении загрузки, параллельном указанным продольным направлениям, и гибочное устройство. Со станцией обработки связан привод, выполненный с возможностью перемещения указанной станции обработки в направлении, поперечном относительно указанных продольных направлений, чтобы разместить устройство извлечения в соответствии с одним из указанных захватных устройств, установленных неподвижно. В результате обеспечивается компактность устройства для обработки прутков и возможность размещения и/или перемещения прутков в захватные устройства в ходе конкретного цикла изготовления. 2 н. и 8 з.п. ф-лы, 3 ил. 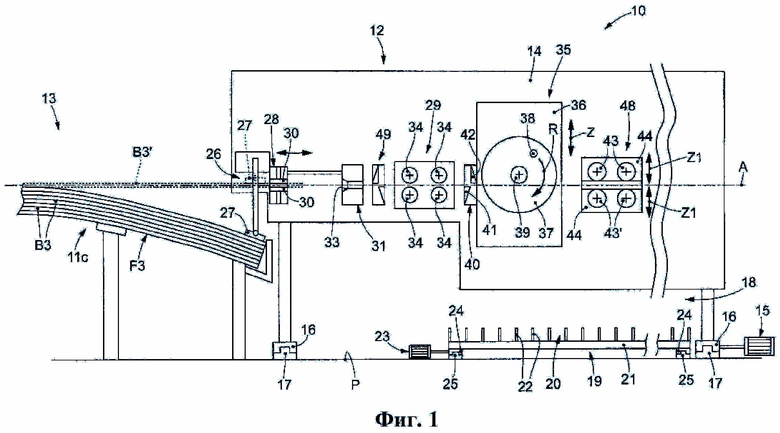
1. Устройство для обработки прутков, содержащее множество захватных устройств (11а-11f), расположенных параллельно рядом друг с другом и имеющих продолговатую форму вдоль продольных направлений (L) для размещения соответствующей связки (F1-F6) прутков (B1-B6), и по меньшей мере одну станцию (12) обработки, которая расположена ниже по ходу относительно указанных захватных устройств (11а-11f), при этом станция (12) обработки содержит по меньшей мере одно устройство (26) извлечения, которое выполнено с возможностью извлечения по меньшей мере одного прутка (B1-B6) с одного из захватных устройств (11а-11f), по меньшей мере один блок (29) протягивания, который выполнен с возможностью перемещения прутков (B1-B6) в направлении (A) загрузки, параллельном указанным продольным направлениям (L), и по меньшей мере одно гибочное устройство (35), которое выполнено с возможностью сгибания прутков (B1-B6), отличающеесяся тем, что со станцией (12) обработки связан по меньшей мере один привод (15), выполненный с возможностью перемещения указанной станции (12) обработки в направлении (T), поперечном относительно указанных продольных направлений (L), чтобы разместить устройство (26) извлечения в соответствии с одним из указанных захватных устройств (11а - 11f), установленных по существу неподвижно.
2. Устройство по п. 1, отличающееся тем, что станция (12) обработки содержит опорную структуру (14), которая снабжена сдвигающимися элементами (16), расположенными на направляющих (17), которые направлены в указанном поперечном направлении (T).
3. Устройство по п. 1 или 2, отличающееся тем, что со станцией (12) обработки связана станция (45) управления, которая выполнена с возможностью управления циклом обработки прутков (B1-B6).
4. Устройство по п. 2, отличающееся тем, что со станцией (12) обработки связана станция (45) управления, которая выполнена с возможностью управления циклом обработки прутков (B1-B6), при этом станция (45) управления связана с опорной структурой (14) станции (12) обработки и выполнена с возможностью перемещения вместе с этой станцией (12) обработки.
5. Устройство по любому из пп. 1-4, отличающееся тем, что содержит станцию (19) сбора, которая выполнена с возможностью сбора готовых изделий и расположена ниже по ходу относительно станции (12) обработки.
6. Устройство по п. 5, отличающееся тем, что станция (19) сбора готовых изделий связана с соответствующими приводами (23) и выполнена с возможностью перемещения в указанном поперечном направлении (T).
7. Устройство по п. 5, отличающееся тем, что станция (19) сбора снабжена сдвигающимися элементами (24), расположенными на направляющих (25), направленных в указанном поперечном направлении (Т).
8. Устройство по п. 5, отличающееся тем, что станция (12) обработки поднята относительно пола (Р) так, чтобы станция (19) сбора могла перемещаться под станцией (12) обработки.
9. Устройство по п. 5, отличающееся тем, что захватные устройства (11а-11f) образуют модульное хранилище (13), по существу независимое от станции (12) обработки прутков и от станции (19) сбора готовых изделий.
10. Способ обработки прутков с использованием устройства по любому из пп. 1-9, включающий в себя по меньшей мере один этап, на котором перемещают станцию (12) обработки относительно параллельно расположенных рядом друг с другом захватных устройств (11а-11f) так, чтобы располагать в каждом случае станцию (12) обработки в соответствии с одним из по существу неподвижных захватных устройств (11а-11f); по меньшей мере один этап, на котором извлекают по меньшей мере один пруток (B1-B6) из захватных устройств (11а-11f); и по меньшей мере один этап, на котором сгибают и придают дальнейшую формы прутку, который извлечен из соответствующего захватного устройства (11а-11f), с помощью указанной станции (12) обработки.
| 0 |
|
SU188850A1 | |
| ГИБОЧНАЯ МАШИНА ДЛЯ ПРУТКОВ, В ЧАСТНОСТИ ПРУТКОВ, ПОДАВАЕМЫХ С РУЛОНА, И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2007 |
|
RU2433879C2 |
| RU 2016117989 A, 22.11.2017 | |||
| Устройство для отделения пены | 1990 |
|
SU1738843A1 |

