Изобретение касается двигателя внутреннего сгорания, в частности двигателя внутреннего сгорания с линейным движением поршней, согласно ограничительной части п.1 формулы изобретения, а также способа изготовления картера или гильзы цилиндра для двигателя внутреннего сгорания согласно ограничительной части п.4 формулы изобретения.
Существенной целью при разработке двигателей внутреннего сгорания является выполнить рабочие поверхности цилиндров как можно более износостойкими и устойчивыми к коррозии. При этом высокая износостойкость рабочих поверхностей цилиндров важна, чтобы можно было обеспечить долгий срок службы двигателя внутреннего сгорания. Высокая устойчивость к коррозии рабочих поверхностей цилиндров необходима, например, потому что по-прежнему имеются так называемые страны с плохим топливом, в которых в первую очередь доступны только топлива с относительно высоким содержанием серы. При сжигании такого топлива возникают сернокислые конденсаты, которые могут приводить к так называемому коррозионному износу рабочих поверхностей цилиндров. Кроме того, у двигателей внутреннего сгорания с рециркуляцией отработавших газов также в увеличенной мере образуются коррозионные конденсаты.
Из DE 10 2015 207 833 A1 известен блок цилиндров для двигателя внутреннего сгорания, у которого по меньшей мере одна рабочая поверхность цилиндра образована из материала, который содержит хром, молибден, углерод и керамику. Содержание хрома и керамики в покрытии рабочей поверхности цилиндра должно противодействовать коррозионному воздействию кислоты, возможно, возникающей при сжигании топлива в цилиндре, в частности серной кислоты.
Однако при применении для покрытия рабочей поверхности цилиндра материала покрытия, содержащего керамические частицы, имеется тот недостаток, что следующее за нанесением покрытия хонингование рабочей поверхности цилиндра затрудняется абразивно действующими керамическими частицами.
Поэтому задачей изобретения является предоставить двигатель внутреннего сгорания, в частности двигатель внутреннего сгорания с линейным движением поршней, а также способ изготовления картера или гильзы цилиндра для двигателя внутреннего сгорания, в случае которых указанная по меньшей мере одна рабочая поверхность цилиндра покрывается, соответственно, покрываются материалом покрытия, который является особенно износостойким, устойчивым к коррозии и одновременно также просто обрабатываемым, соответственно, хонингуемым, а также экономичным.
Задача решается с помощью признаков независимых пунктов формулы изобретения. Предпочтительные усовершенствования раскрыты в зависимых пунктах формулы изобретения.
По п.1 формулы изобретения предлагается двигатель внутреннего сгорания, в частности двигатель внутреннего сгорания с линейным движением поршней, имеющий по меньшей мере один цилиндр, при этом стенка цилиндра по меньшей мере в одной, образующей рабочую поверхность цилиндра области стенки образована путем покрытия картера или гильзы цилиндра двигателя внутреннего сгорания материалом покрытия. В соответствии с изобретением материал покрытия образован, в частности высоколегированным, стальным сплавом, который содержит в качестве легирующих элементов по меньшей мере хром, никель, медь и ниобий.
Как неожиданным образом выяснилось при испытаниях, рабочая поверхность цилиндра, имеющая такое покрытие, соответственно, антифрикционный слой, обладает очень хорошими трибологическими свойствами (свойства в отношении трения и износа), а также замечательной устойчивостью к коррозии по отношению к коррозионным конденсатам, возникающим при сжигании топлива. Причем это покрытие из стального сплава при данном применении не обладает также склонностью к размазыванию, как это часто происходит у других стальных сплавов. Кроме того, образованная этим материалом покрытия поверхность может также особенно просто, соответственно, с низкими издержками обрабатываться, соответственно, хонинговаться, так как этот материал покрытия не содержит абразивно действующих керамических частиц. К тому же предлагаемый изобретением материал покрытия также является экономичным, так как стальные сплавы, содержащие такие легирующие элементы, являются обычными.
В одном из предпочтительных конкретных вариантов осуществления предлагаемый изобретением стальной сплав образован сталью 1.4542 (DIN EN 10088-3), соответственно, X5CrNiCuNb16-4 или сталью 1.4548 (DIN EN 10088-3), соответственно, X5CrNiCuNb17-4-4. При этом речь идет о стандартных сталях, обычно применяемых для авиации и космонавтики.
Кроме того, предметом заявки является также транспортное средство, в частности автомобиль промышленного назначения, имеющий предлагаемый изобретением двигатель внутреннего сгорания.
Преимущества, получающиеся благодаря предлагаемому изобретением транспортному средству, идентичны уже отмеченным преимуществам предлагаемого изобретением двигателя внутреннего сгорания, так что здесь они не повторяются.
Кроме того, фирма-заявительница оставляет за собой право формулировать пункты формулы изобретения, которые касаются блока цилиндров или гильзы цилиндра, имеющих предлагаемое изобретением покрытие.
Для решения вышеназванной задачи предлагается также способ изготовления картера или гильзы цилиндра для двигателя внутреннего сгорания, при этом посредством устройства для нанесения покрытия на стенку цилиндра (=цилиндрическая стенка) картера или гильзы цилиндра наносится материал покрытия. В соответствии с изобретением в качестве материала покрытия на стенку цилиндра наносится, в частности высоколегированный, стальной сплав, который в качестве легирующих элементов содержит по меньшей мере хром, никель, медь и ниобий.
Преимущества, получающиеся при предлагаемых изобретением вариантах осуществления способа, тоже идентичны уже отмеченным преимуществам предлагаемого изобретением двигателя внутреннего сгорания, так что здесь они тоже не повторяются.
В одном из предпочтительных вариантов осуществления способа материал покрытия наносится методом термического напыления, при этом устройство для нанесения покрытия образовано нагревательно- распылительным устройством, в частности плазменной горелкой, посредством которой материал покрытия нагревается и при этом расплавляется, и расплавленный материал покрытия напыляется на стенку цилиндра картера или гильзы цилиндра. Так предлагаемый изобретением материал покрытия может просто и эффективно с требуемым качеством наноситься на стенку цилиндра.
В одном из предпочтительных конкретных вариантов осуществления метод термического напыления может представлять собой атмосферное плазменное напыление (АПН), при этом напыляемый материал, соответственно, материал покрытия посредством подводящего устройства в порошковой форме транспортируется к области нагрева нагревательно-распылительного устройства, в частности вдувается в плазмотрон нагревательно-распылительного устройства, выполненного в виде плазменной горелки. Так предлагаемый изобретением материал покрытия может просто и эффективно наноситься на стенку цилиндра.
Альтернативно метод термического напыления может также представлять собой электродуговое напыление из проволоки (ЭДН), при этом напыляемый материал в форме проволоки посредством подводящего устройства транспортируется к области нагрева нагревательно-распылительного устройства. Таким образом предлагаемый изобретением материал покрытия может особенно просто, соотв., с особенно низкими издержками наноситься на стенку цилиндра.
Также предпочтительно после нанесения материала покрытия на стенку цилиндра образованная материалом покрытия поверхность обрабатывается посредством хонинговального устройства, имеющего хонинговальный инструмент, в частности хонинг-головку. Благодаря этой последующей обработке посредством хонинговального устройства заметно улучшаются трибологические свойства образованного предлагаемым изобретением материалом покрытия антифрикционного слоя картера, соответственно, гильзы цилиндра, что эффективно противодействует износу рабочей поверхности цилиндра и движущегося в цилиндре поршня.
Кроме того, предметом заявки является также применение, в частности высоколегированного, стального сплава, который в качестве легирующих элементов содержит по меньшей мере хром, никель, медь и ниобий, в качестве материала покрытия для нанесения покрытия на рабочую поверхность цилиндра картера или гильзы цилиндра.
Преимущества, получающиеся при предлагаемом изобретением применении, тоже идентичны уже отмеченным преимуществам предлагаемого изобретением двигателя внутреннего сгорания, так что здесь они тоже не повторяются.
Изобретение и его предпочтительные варианты осуществления и/или усовершенствования, а также их преимущества только в качестве примера поясняются подробнее ниже с помощью чертежей.
Показано:
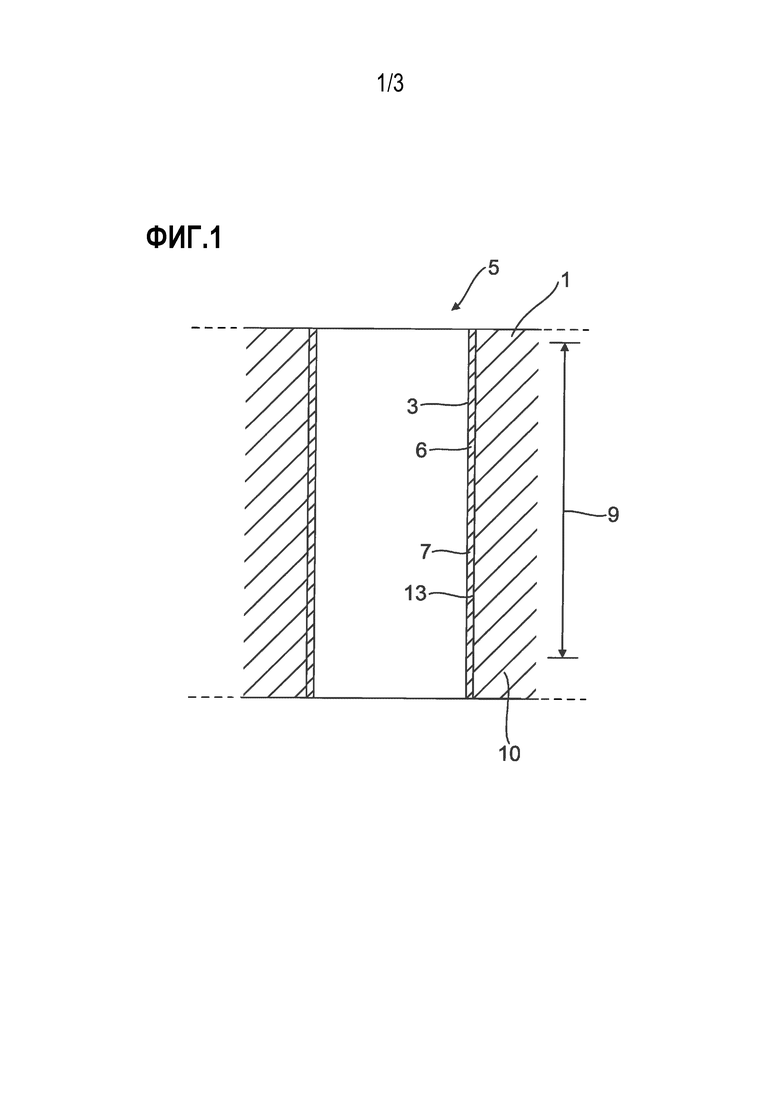
фиг.1: сечение картера предлагаемого изобретением двигателя внутреннего сгорания;
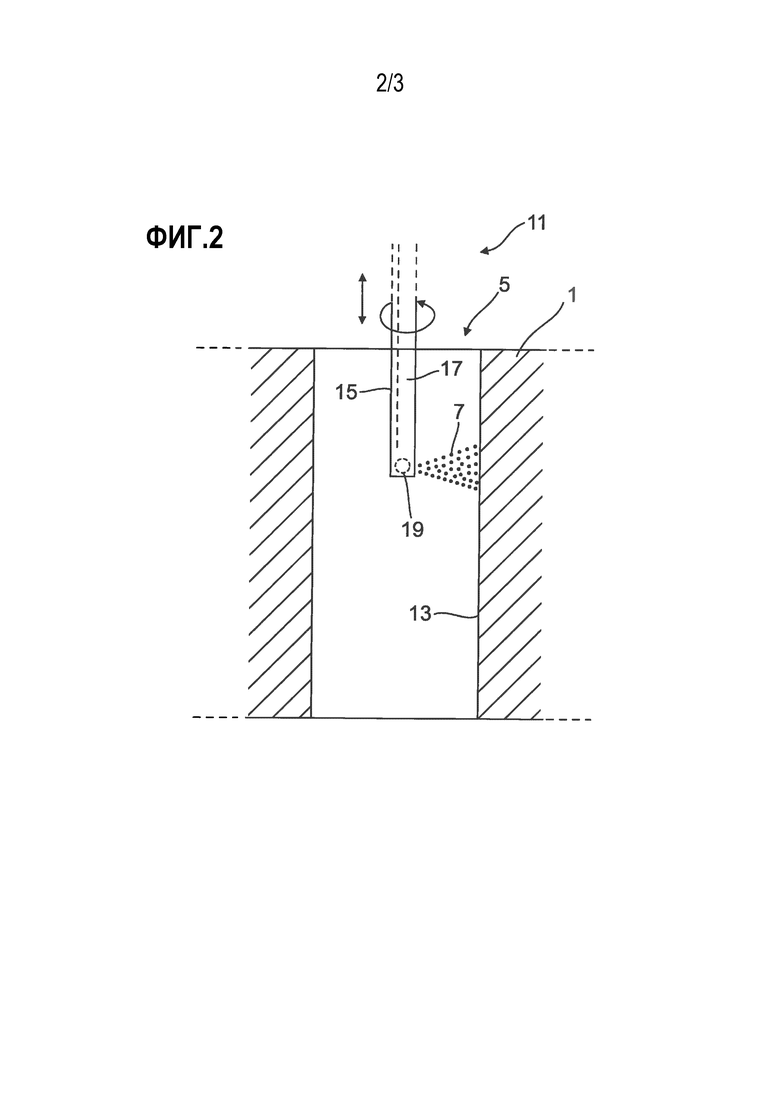
фиг.2: схематичное изображение, с помощью которого поясняется предлагаемый изобретением вариант осуществления способа;
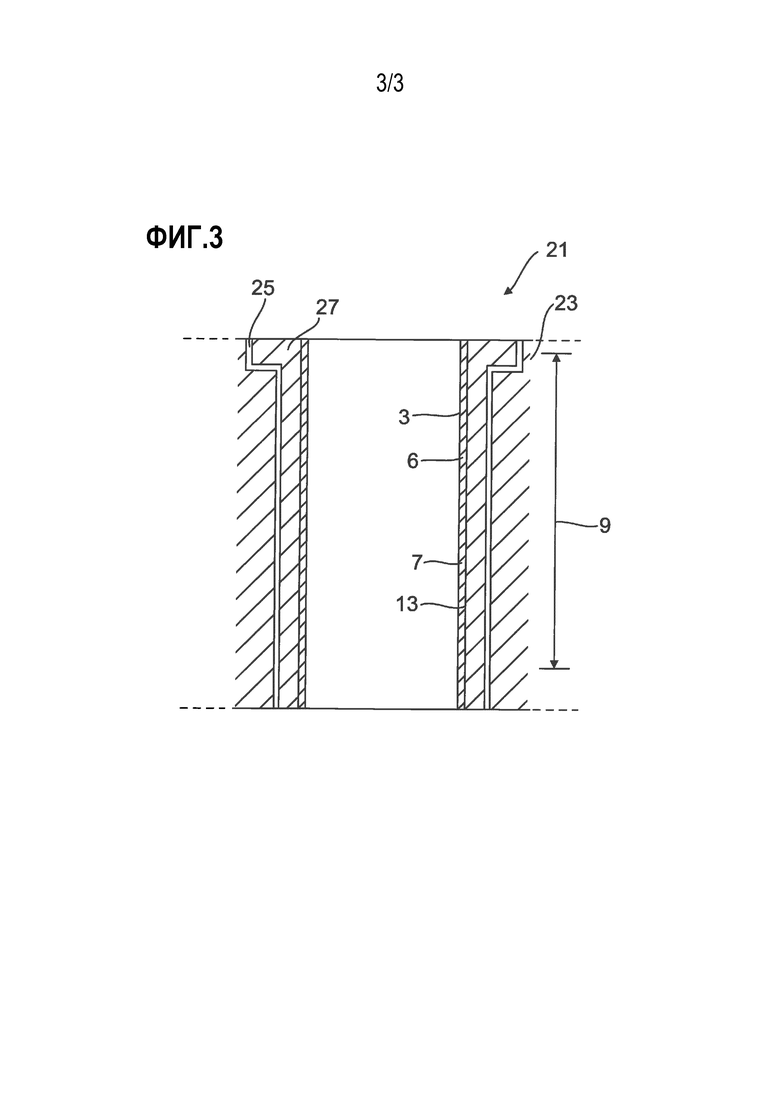
фиг.3: сечение второго варианта осуществления предлагаемого изобретением двигателя внутреннего сгорания.
На фиг.1 показано частичное сечение картера 1 предлагаемого изобретением двигателя внутреннего сгорания. При этом стенка 3 показанного здесь цилиндра 5 полностью, соответственно, сплошь образована материалом 7 покрытия, образующим антифрикционный слой 6. Но альтернативно было бы возможно, чтобы стенка 3 цилиндра была покрыта материалом 7 покрытия только на некотором участке 9 рабочей поверхности цилиндра 5 или на некоторой части участка 9 рабочей поверхности цилиндра.
Материал 7 покрытия образован стальным сплавом, который содержит в качестве легирующих элементов хром, никель, медь и ниобий. Этот материал 7 покрытия является особенно износостойким, устойчивым к коррозии, а также просто обрабатываемым. Конкретно стальной сплав может быть образован, например, сталью 1.4542 (DIN EN 10088-3) или сталью 1.4548 (DIN EN 10088-3).
Антифрикционный слой 6 нанесен здесь также непосредственно, соответственно, прямо на образованный, например, алюминием основной материал 10 картера 5. Альтернативно между антифрикционным слоем 6 и основным материалом 10 картера 5 мог бы быть предусмотрен также по меньшей мере один опорный слой, соответственно, стабилизирующий слой, который противодействует разрушению антифрикционного слоя 6 при возможной пластической деформации основного материала 10.
Предлагаемый изобретением вариант осуществления способа изготовления картера 5 поясняется подробнее ниже с помощью фиг.2.
На фиг.2 схематично показана часть устройства 11 для нанесения покрытия, посредством которого стенка 13 цилиндра картера 5 может покрываться материалом 7 покрытия. При этом материал 7 покрытия наносится здесь на непокрытую стенку 13 цилиндра картера методом термического напыления, здесь в качестве примера путем атмосферного плазменного напыления (АПН).
Конкретно материал 7 покрытия транспортируется здесь в порошковой форме по подводящему трубопроводу 15 плазменной горелки 17 устройства 11 для нанесения покрытия к области 19 нагрева плазменной горелки 17, соответственно, вдувается в плазменную струю плазменной горелки 11. Порошок материала покрытия нагревается за счет высокой температуры плазмы и при этом расплавляется. Плазменная струя, соответственно, поток плазмы захватывает расплавленные частички порошка и бросает, соответственно, напыляет их на подлежащую покрытию стенку 13 цилиндра картера 5.
При этом плазменная горелка 17 образует здесь нагревательно-распылительное устройство, посредством которого материал 7 покрытия может расплавляться и в расплавленном состоянии напыляться на стенку 3 цилиндра картера 5. Альтернативно атмосферному плазменному напылению материал 7 покрытия мог бы также наноситься на стенку 13 цилиндра путем электродугового напыления из проволоки (ЭДН).
После нанесения материала 7 покрытия на стенку 13 цилиндра образованная материалом покрытия поверхность обрабатывается, соответственно, хонингуется посредством не показанного на фигурах хонинговального устройства. Таким образом оптимизируются трибологические свойства антифрикционного слоя 6 картера 5, полученные благодаря материалу 7 покрытия.
На фиг.3 показано частичное сечение второго варианта осуществления предлагаемого изобретением двигателя 21 внутреннего сгорания. При этом здесь рабочую поверхность цилиндра двигателя 21 внутреннего сгорания образует не картер 23 двигателя 21 внутреннего сгорания, а вставленная в расточку 25 под гильзу картера 23 гильза 27 цилиндра двигателя 21 внутреннего сгорания. Поэтому антифрикционный слой 6 из материала 7 покрытия нанесен здесь не на картер 23, а на гильзу 27 цилиндра двигателя 21 внутреннего сгорания.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Картер
3 Стенка цилиндра (цилиндрическая стенка)
5 Цилиндр
6 Антифрикционный слой
7 Материал покрытия
9 Рабочая поверхность цилиндра
10 Основной материал
11 Устройство для нанесения покрытия
13 Непокрытая стенка цилиндра
15 Подводящий трубопровод
17 Плазменная горелка
18 Область нагрева
21 Двигатель внутреннего сгорания
23 Блок цилиндров
25 Расточка под гильзу
27 Гильза цилиндра.
Изобретение может быть использовано в двигателях внутреннего сгорания. Двигатель внутреннего сгорания с линейным движением поршней имеет по меньшей мере один цилиндр (5). Стенка (3) цилиндра (5) по меньшей мере в одной образующей рабочую поверхность цилиндра области стенки образована путем покрытия картера или гильзы цилиндра двигателя внутреннего сгорания материалом (7) покрытия. Материал (7) покрытия образован высоколегированным стальным сплавом, который содержит в качестве легирующих элементов по меньшей мере хром, никель, медь и ниобий. Стальной сплав образован сталью 1.4542 (DIN EN 10088-3) или сталью 1.4548 (DIN EN 10088-3). Раскрыты транспортное средство, в частности автомобиль промышленного назначения, имеющий двигатель внутреннего сгорания, способ изготовления картера или гильзы цилиндра и применение высоколегированного, стального сплава. Технический результат заключается в повышении износостойкости, устойчивости к коррозии и упрощении обработки. 4 н. и 4 з.п. ф-лы, 3 ил.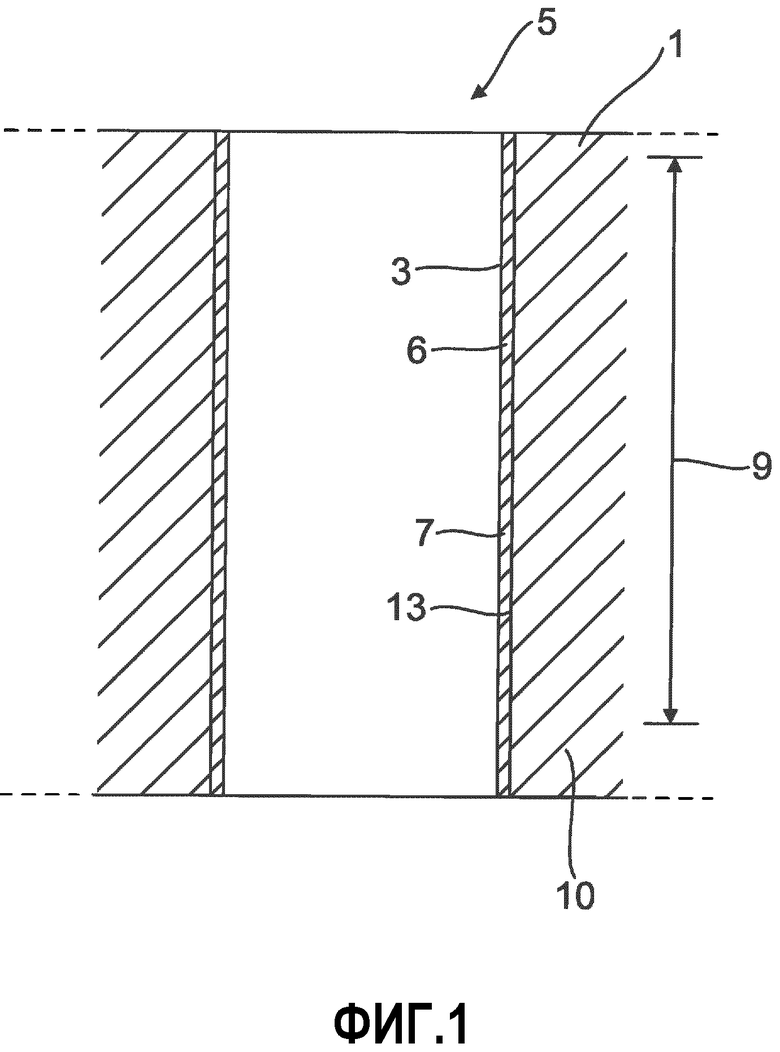
1. Двигатель внутреннего сгорания, в частности двигатель внутреннего сгорания с линейным движением поршней, имеющий по меньшей мере один цилиндр (5), при этом стенка (3) цилиндра (5) по меньшей мере в одной, образующей рабочую поверхность цилиндра области стенки образована путем покрытия картера или гильзы (27) цилиндра двигателя (21) внутреннего сгорания материалом (7) покрытия, причем материал (7) покрытия образован высоколегированным стальным сплавом, который содержит в качестве легирующих элементов хром, никель, медь и ниобий, и стальной сплав образован сталью 1.4542 (DIN EN 10088-3) или сталью 1.4548 (DIN EN 10088-3).
2. Транспортное средство, в частности автомобиль промышленного назначения, имеющий двигатель внутреннего сгорания по п. 1.
3. Способ изготовления картера или гильзы цилиндра для двигателя внутреннего сгорания, при этом посредством устройства (11) для нанесения покрытия на стенку (13) цилиндра картера или гильзы (27) цилиндра наносят материал (7) покрытия, причем на указанную стенку (13) цилиндра в качестве материала (7) покрытия наносят высоколегированный стальной сплав, который в качестве легирующих элементов содержит хром, никель, медь и ниобий, и стальной сплав образован сталью 1.4542 (DIN EN 10088-3) или сталью 1.4548 (DIN EN 10088-3).
4. Способ по п. 3, отличающийся тем, что материал (7) покрытия наносят методом термического напыления, при этом устройство (11) для нанесения покрытия образовано нагревательно-распылительным устройством (17), в частности плазменной горелкой, посредством которой материал (7) покрытия нагревают и при этом расплавляют, и расплавленный материал (7) покрытия напыляют на стенку (13) цилиндра картера или гильзы (27) цилиндра.
5. Способ по п. 4, отличающийся тем, что метод термического напыления представляет собой атмосферное плазменное напыление (АПН), при этом напыляемый материал (7) посредством подводящего устройства (15) в порошковой форме транспортируют к области (19) нагрева нагревательно-распылительного устройства (17), в частности вдувают в плазменную струю нагревательно-распылительного устройства, выполненного в виде плазменной горелки.
6. Способ по п. 4, отличающийся тем, что метод термического напыления представляет собой электродуговое напыление из проволоки (ЭДН), при этом напыляемый материал (7) в форме проволоки посредством подводящего устройства транспортируют в направлении области нагрева нагревательно-распылительного устройства.
7. Способ по одному из пп. 3-6, отличающийся тем, что после нанесения материала (7) покрытия образованную материалом (7) покрытия поверхность обрабатывают посредством хонинговального устройства, имеющего хонинговальный инструмент, в частности хонинг-головку.
8. Применение, в частности высоколегированного, стального сплава, который в качестве легирующих элементов содержит хром, никель, медь и ниобий, в качестве материала (7) покрытия для нанесения покрытия на рабочую поверхность цилиндра картера или гильзы (27) цилиндра, при этом предусмотрено, что стальной сплав образован сталью 1.4542 (DIN EN 10088-3) или сталью 1.4548 (DIN EN 10088-3).
| Токарный резец | 1924 |
|
SU2016A1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ ДАТЧИК ДАВЛЕНИЯ | 2017 |
|
RU2664684C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| RU 2015104564 A, 20.09.2016 | |||
| US 4822415 A, 18.04.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА И ГИЛЬЗА ЦИЛИНДРА | 1995 |
|
RU2134810C1 |

