Изобретение относится к способу плазменного напыления для покрытия рабочей поверхности цилиндра блока цилиндров поршневого двигателя внутреннего сгорания.
Из WO 2017/202852 A1 известен способ нанесения покрытий на изогнутую поверхность, термопокрытие, а также цилиндр с термопокрытием. При этом можно указать, в частности, использование порошкового материала покрытия с применением устройства термонапыления, в частности, плазменного распылителя или устройства высокоскоростного напыления (HVOF, от английского high velocity oxy-fuel) с горелкой, которая вращается на валу горелки вокруг оси вала с заданной частотой вращения, причем распыляемая струя для нанесения покрытия на изогнутую поверхность по меньшей мере частично направлена по радиусу от оси вала к изогнутой поверхности. При этом указывается использование повышенной частоты вращения, более 200 об/мин (оборотов в минуту), в частности, до 800 об/мин или даже больше, соответственно скорость продвижения порошкового материала покрытия должна при этом быть "подходящим образом увеличена".
В WO 2017/202852 A1 ничего не говорится о движении подачи (продвижение) во время нанесения покрытия и не рассматривается также образование так называемых оксидных строчек в получаемом покрытии.
При изготовлении блока цилиндров для поршневого двигателя внутреннего сгорания все чаще стремятся снизить вес блока цилиндров. С этой целью используют блоки цилиндров из алюминия, однако они требуют защитного слоя в области рабочей поверхности цилиндра, например, защитного слоя, наносимого плазменным напылением. Положительным побочным эффектом покрытия является, наряду с повышением прочности рабочей поверхности цилиндра, заметное снижение трения в области поршневой группы (и, тем самым, также снижение выбросов CO2), а также положительные эффекты в отношении коррозионных сред. Из уровня техники известны такие способы покрытия как порошковое плазменное напыление (способ APS), металлизация из проволоки, как, например, способ покрытия путем плазменной сварки дугой прямого действия (Plasma Transferred Wire Arc, PTWA/RSW), дуговое распыление проволоки (LDS) и высокоскоростное пламенное распыление (распыление HVOF).
Перед нанесением термопокрытия на внутренние диаметры (отверстия) цилиндра в блоке цилиндров из алюминия и частично также из серого чугуна проводят процесс шерохования для закрепления покрытия, т.е. для улучшения адгезии покрытия, или для того, чтобы покрытие вообще могло быть нанесено. Эта операция шерохования проводится посредством струйной обработки корундом и водой (водяные струи среднего/высокого давления), посредством шерохования лазерным излучением или шерохования с помощью режущий кромки с определенной геометрией.
При использовании порошкового плазменного напыления (способ APS) из-за неоднородностей, обусловленных вышеупомянутым процессом шерохования, происходит повышенное образование оксидов, если выбирается режим процесса в соответствии с известным из уровня техники способом нанесения покрытия, например, с 4 двойными циклами. Это может привести к образованию параллельно поверхности оксидных строчек в покрытии. В свою очередь, образование оксидных строчек приводит к снижению стабильности покрытия и может, в частности, при наличии оксидов или оксидных строчек после окончательного хонингования на поверхности покрытия (рабочая поверхность цилиндра), привести к выбиванию оксидов и затем к образованию микроцарапин на рабочей поверхности цилиндра. Если оксиды/оксидные строчки на поверхности испытывают напряжения при хонинговании, это может привести к усиленному выбиванию этих оксидов и, как результат, к повышенной занятой порами доле площади рабочей поверхности. Это может привести к повышенному расходу масла и, соответственно с этим, к повышенному выбросу твердых частиц. Следующим недостатком способов, известных из уровня техники, является то, что они требуют относительно много времени для процесса нанесения покрытия.
В основе изобретения лежит задача разработать способ покрытия, при котором можно ограничить образование оксидов, соответственно, оксидных строчек в структуре слоя и, тем самым, предотвратить негативное влияние выбивания оксидов и микроцарапин, возникающих, в частности, вследствие таких выбиваний оксидов или имеющихся из-за большого количества оксидных строчек.
Согласно изобретению, решение указанной задачи обеспечивается признаками независимых пунктов формулы изобретения. Дальнейшие практические варианты осуществления и преимущества изобретения описаны в связи с зависимыми пунктами.
Согласно предлагаемому изобретением способу плазменного напыления для покрытия рабочей поверхности цилиндра блока цилиндров поршневого двигателя внутреннего сгорания, покрытие наносят на рабочую поверхность цилиндра блока цилиндров, по меньшей мере частично, при следующей комбинации параметров:
В результате серии детальных экспериментов с привлечением модифицированного технологического оборудования было установлено, что при указанных выше диапазонах параметров, которые все должны соответствовать пунктам а), b) и с) для достижения преимуществ изобретения, уменьшается образование оксидов и можно существенно снизить существующую возможность образования оксидных строчек. В результате можно получить особенно однородную поверхность, которая по существу не содержит нежелательных микроцарапин, которые являются следствием повышенного образования оксида и высокой возможности образования оксидных строчек. Кроме того, в процессе можно использовать высокую скорость вращения, таким образом, желаемое покрытие может быть нанесено за более короткое время, чем с помощью способов, известных из уровня техники. Для скорости вращения в технологиях с использованием горелок предпочтительными оказались значения 600-700 об/мин. Более предпочтительны значения от 630 об/мин до 770 об/мин, особенно предпочтительны от 640 об/мин до 660 об/мин. Особенно хорошие результаты достигаются при скорости вращения 650 об/мин.
Для скорости подачи распыляемого материала можно указать, в частности, более узкий диапазон значений от 80 до 150 г/мин. Более предпочтительным является диапазон от 90 до 130 г/мин, особенно предпочтителен диапазон от 100 до 120 г/мин. Конкретно для скорости подачи распыляемого материала можно указать значение 110 г/мин, при котором, в частности в сочетании со скоростью вращения 650 об/мин, был достигнут особенно высококачественный результат покрытия рабочей поверхности цилиндра.
Для скорости продвижения согласно признаку c) можно указать диапазон значений от 30 до 70 мм/сек, более предпочтительно от 40 до 65 мм/сек и особенно предпочтительно от 50 до 65 мм/сек. Кроме того, можно указать еще более узкие диапазоны, от 52 до 60 мм/сек и, более предпочтительно, от 54 до 58 мм/сек.
В одном практическом варианте осуществления способа плазменного напыления согласно изобретению покрытие наносят посредством 5-8 циклов напыления, каждый раз в форме двойных проходов. В этом отношении следует упомянуть как особенно предпочтительное нанесение с 6-7 циклами напыления. Оказалось, что в этом случае толщина и структура соответствующего покрытия в сочетании с необходимой продолжительностью обработки являются особенно высококачественными и эффективными.
В качестве покрытия предпочтительно наносить слой стали или слой керамики. Что касается слоя стали, можно назвать, в частности, слои низколегированной и высоколегированной стали, т.е. слои из стали, у которой суммарное содержание легирующих элементов не превышает 5 вес.% (низколегированные стали), соответственно, из стали, у которой среднее весовое содержание по меньшей мере одного легирующего элемента больше 5% (высоколегированные стали). Применение низколегированных сталей предпочтительнее, чем применение высоколегированных сталей. Однако, и с высоколегированными сталями также достигаются результаты, которые имеют преимущества перед результатами, известными из уровня техники.
Что касается нанесения керамического слоя, можно указать, в частности, слои из диоксида титана (TiO2).
Керамический слой, независимо от указанного выше, предпочтительно наносить в сочетании с предшествующим процессом шерохования и предшествующим нанесением слоя промотора адгезии. В качестве слоя промотора адгезии подходят, в частности, никель-алюминиевый слой, слой бронзы или слой низколегированной стали. Толщина слоя промотора адгезии предпочтительно составляет менее 100 мкм, предпочтительно менее 60 мкм и особенно предпочтительно не более 40 мкм.
Если способом плазменного напыления согласно изобретению нужно получить покрытие в форме слоя низколегированной стали, это покрытие предпочтительно наносят с использованием порошка низколегированной стали. При этом особенно предпочтителен стальной порошок с преимущественно сферической морфологией с незначительной долей сателлитов.
В следующем практическом варианте осуществления способа плазменного напыления согласно изобретению, в котором в качестве покрытия наносят слой стали, покрытие получают из стального порошка, который содержит менее 2 вес.% углерода (C), менее 2 вес.% марганца (Mn), менее 2 вес.% хрома (Cr), менее 1 вес.% никеля (Ni), менее 1 вес.% кислорода (O2) и менее 1 вес.% азота (N2). Что касается содержания углерода, можно указать, в частности, весовую долю от 1,0 до 1,3 вес.%. В отношении содержания марганца можно указать, в частности, весовую долю от 1,2 до 1,6 вес.%. Содержание хрома лежит, в частности, в диапазоне значений от 1,2 до 1,6 вес.%. Весовая доля никеля лежит, в частности, в диапазоне менее 0,5 вес.%. Весовая доля кислорода составляет, в частности, менее 0,2 вес.%, а что касается весовой доли азота, можно указать, в частности, диапазон значений меньше 0,5 вес.%. Вышеуказанные диапазоны значений предпочтительно являются кумулятивными, т.е. связаны друг с другом в указанной комбинации.
Особенно высококачественное покрытие получается, когда стальной слой наносят с использованием стального порошка, размер частиц которого всегда меньше 60 мкм и/или размер частиц которого преимущественно меньше 42 мкм. Доля (в весовых процентах) стального порошка с размерами частиц меньше 42 мкм предпочтительно не превышает 90%. Доля частиц размером менее 26 мкм предпочтительно составляет не более 50 процентов. Доля частиц с размером менее 16 мкм предпочтительно составляет не более 10 процентов.
В следующем практическом варианте осуществления способа плазменного напыления согласно изобретению покрытие наносят при воздействии атмосферы. В этом случае способ называется также атмосферным способом плазменного напыления или APS-способом. Преимуществом способа APS является то, что можно обойтись без использования защитных газов и связанных с этим расходов. Альтернативно, покрытие можно наносить способом плазменного напыления согласно изобретению, но также с использованием защитного газа или в вакууме. Хотя в этом случае затраты на проведение процесса увеличиваются, в отдельных случаях может быть достигнут качественно гораздо лучший результат покрытия, т.е., в частности, можно получить покрытие, которое имеет более низкое содержание оксидов, соответственно, более низкую вероятность образования оксидных строчек.
Способ плазменного напыления согласно изобретению выгоден, в частности, тогда, когда перед нанесением покрытия проводится по меньшей мере один процесс шерохования посредством струйной обработки корундом и/или водой, шерохования лазерным излучением или шерохования с помощью режущий кромки с определенной геометрией. В этом случае улучшается адгезионная прочность наносимого покрытия и одновременно повышается долговечность полученного покрытия.
Другие практические варианты осуществления изобретения описаны ниже в сочетании с чертежами. Показано:
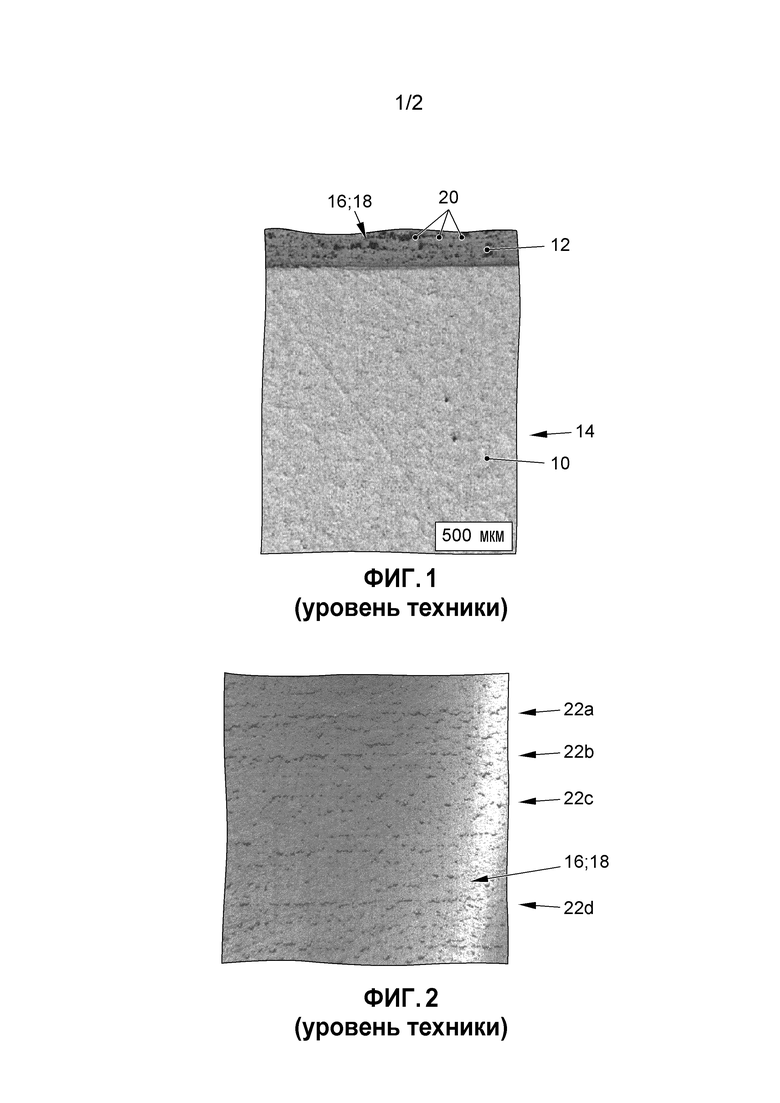
фиг.1 - вид в поперечном сечении участка рабочей поверхности цилиндра с покрытием,
фиг.2 - вид поверхности покрытия на рабочей поверхности цилиндра, согласно уровню техники
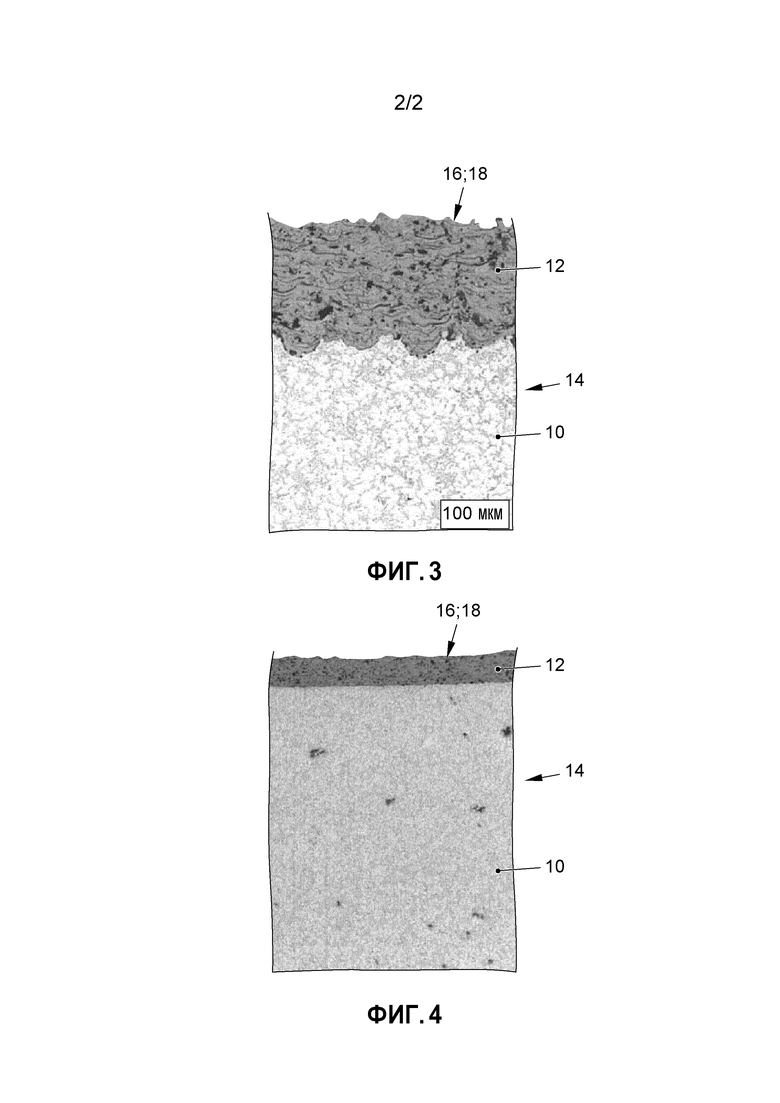
фиг.3 - вид в поперечном сечении покрытия на рабочей поверхности цилиндра, полученного способом по изобретению, и
фиг.4 - увеличенное изображение участка с фиг.3.
На фиг.1 показан фрагмент блока цилиндров поршневого двигателя внутреннего сгорания с участком рабочей поверхности имеющего алюминиевую основу 10 цилиндра блока 14 цилиндров, причем алюминиевая основа 10 снабжена покрытием 12, а обращенная от алюминиевой основы 10 поверхность 16 является частью рабочей поверхности 18 цилиндра блока 14 цилиндров. Частично отмеченные черные области 20, представляют собой оксиды, которые были образованы при нанесении покрытия 12 способом плазменного напыления.
Фиг.2 показывает поверхность 16 рабочей поверхности 18 цилиндра. Как можно видеть, на поверхности 16 имеются отдельные строчки 22a, 22b, 22c, 22d оксидов, которые образованы черными точками, расположенными приблизительно в одном ряду. В этом случае речь идет об упомянутой в начале возможности образования оксидных строчек.
На фиг. показан вид, аналогичный показанному на фиг.1, но покрытие 12 было нанесено способом плазменного напыления согласно изобретению.
Фиг.4 показывает увеличенное изображение участка с фиг.3. Как можно видеть, поверхность 16, являющаяся рабочей поверхностью 18 блока 14 цилиндров, имеет заметно более высокое качество, в том смысле, что оксидные строчки отсутствуют. Кроме того, можно видеть, в покрытии 12 образовано заметно меньше оксидов, чем в покрытии 12 согласно уровню техники, которое показано на фиг.1.
Признаки изобретения, раскрытые в настоящем описании, на фигурах и в формуле изобретения, могут быть существенными как по отдельности, так и в любых комбинациях для реализации изобретения в его различных вариантах осуществления. Изобретение может меняться в рамках формулы изобретения и с учетом знаний компетентных специалистов.
Список ссылочных позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЫЛЕННОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ЦИЛИНДРА В БЛОКЕ ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, А ТАКЖЕ ТАКОЙ БЛОК ЦИЛИНДРОВ | 2014 |
|
RU2647064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ЦИЛИНДРА И ГИЛЬЗА ЦИЛИНДРА | 1995 |
|
RU2134810C1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ ОБРАБОТКИ ЗЕРКАЛА ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2674362C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КАРТЕРА И/ИЛИ ГИЛЬЗЫ ЦИЛИНДРА ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2018 |
|
RU2757087C2 |
| ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2627526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРА РАЗЛОЖЕНИЯ АММИАКА | 2022 |
|
RU2798955C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ГИЛЬЗУ ЦИЛИНДРА | 2006 |
|
RU2414526C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803172C1 |
| СПЛАВ, ЗАЩИТНОЕ ПОКРЫТИЕ И КОНСТРУКЦИОННАЯ ДЕТАЛЬ | 2011 |
|
RU2562656C2 |
Изобретение относится к способу плазменного напыления покрытия на рабочую поверхность цилиндра блока цилиндров поршневого двигателя внутреннего сгорания. Способ плазменного напыления для нанесения стального или керамического покрытия на рабочую поверхность цилиндра из алюминия в блоке цилиндров поршневого двигателя внутреннего сгорания включает нанесение покрытия на рабочую поверхность цилиндра блока цилиндров, по меньшей мере частично, при скорости вращения горелки 600-800 об/мин, скорости подачи распыляемого материала 80-180 г/мин, скорости продвижения горелки 24-75 мм/сек. Способ позволяет ограничить образование оксидов или оксидных строчек в структуре слоя и, тем самым, предотвратить выбивание оксидов и образование в результате микроцарапин. 8 з.п. ф-лы, 4 ил.
1. Способ плазменного напыления для нанесения стального или керамического покрытия на рабочую поверхность цилиндра из алюминия в блоке цилиндров поршневого двигателя внутреннего сгорания, отличающийся тем, что покрытие (12) наносят на рабочую поверхность (18) цилиндра блока (14) цилиндров, по меньшей мере частично, при следующей комбинации параметров:
a) скорость вращения горелки: 600-800 об/мин,
b) скорость подачи распыляемого материала: 80-180 г/мин,
c) скорость продвижения горелки: 24-75 мм/сек.
2. Способ по п. 1, отличающийся тем, что покрытие (12) наносят посредством 5-8 циклов напыления, каждый в форме двойного хода.
3. Способ по п. 1, отличающийся тем, что покрытие (12) наносят с использованием порошка низколегированной стали.
4. Способ по п. 1 или 3, отличающийся тем, что в качестве покрытия (12) наносят слой стали посредством стального порошка, имеющего преимущественно сферическую морфологию с небольшими долями сателлитов.
5. Способ по любому из пп. 1, 3, 4, отличающийся тем, что в качестве покрытия (12) наносят слой стали с использованием стального порошка, который содержит менее 2 вес.% углерода (C), менее 2 вес.% марганца (Mn), менее 2 вес.% хрома (Cr), менее 1 вес.% никеля (Ni), менее 1 вес.% кислорода (O2) и менее 1 вес.% азота (N2).
6. Способ по любому из пп. 1, 3-5, отличающийся тем, что слой стали наносят с использованием стального порошка, размер частиц которого всегда меньше 60 мкм и/или преимущественно меньше 42 мкм.
7. Способ по любому из пп. 1-6, отличающийся тем, что покрытие (12) наносят при воздействии атмосферы способом APS.
8. Способ по любому из пп. 1-7, отличающийся тем, что покрытие (12) наносят с применением защитного газа или в вакууме.
9. Способ по любому из пп. 1-8, отличающийся тем, что перед нанесением покрытия (12) осуществляют по меньшей мере одну операцию шерохования посредством корунда и/или воды, посредством шерохования лазерным излучением или посредством шерохования с помощью режущей кромки с заданной геометрией.
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ С ДОБАВКОЙ КАЛЬЦИЯ | 2012 |
|
RU2478132C1 |
| DE 602005011619 D1, 22.01.2009 | |||
| US 4126448 A1, 21.11.1978 | |||
| Устройство для управления светофором | 1984 |
|
SU1241275A1 |
| МАТЕРИАЛ НА ОСНОВЕ АЛЮМИНИЯ | 2003 |
|
RU2245388C1 |

