Изобретение относится к машиностроению, а именно к способам восстановлению рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей при ремонте и восстановлении деталей автотранспортной и сельскохозяйственной техники.
Известен «Способ восстановления чугунных гильз цилиндров двигателей» (см. патент РФ 2181650), включающий непрерывно-последовательный индукционный нагрев и охлаждение водой, причем нагрев ведут до 710…790°С, а охлаждение со скоростью 150…200 град/с.
Однако данный способ не решает вопрос восстановления уменьшенных размеров гильзы цилиндра.
Известен «Способ восстановления внутренней поверхности гильз цилиндров» (см. патент РФ2203788), включающий нагрев гильзы, вращение ее вокруг горизонтальной оси и введение присадочного материала на восстанавливаемую поверхность, при этом перед восстановлением производят обработку внутренней поверхности гильзы с получением рваной резьбы до максимально возможного диаметра, обеспечивающего последующее получение наплавленного слоя толщиной, после его окончательной механической обработки, не менее минимально допустимой при эксплуатации толщины стенки гильзы, причем присадочный материал вводят в жидком состоянии, а нагрев гильзы производят перед вводом присадочного материала
К недостаткам данного способа относятся сложность и дороговизна процесса, также необходимость литейного оборудования.
Наиболее близким по технической сущности и достигаемому экономическому эффекту является «Способ восстановления гильз цилиндров» (см. а.с. СССР №1289608), сущность которого заключается в получении покрытий из порошков на внутренней поверхности изделий. На внутреннюю поверхность вращающейся гильзы равномерно насыпается металлический порошок, а внутрь гильзы вводят источник нагрева. При нагреве поверхности гильзы осуществляется напекание порошка.
Основным недостатком данного способа является низкое качество порошковых покрытий из-за отсутствия антифрикционных материалов, поэтому полученные покрытия имеют высокую твердость, плохо поддаются механической обработке, а в эксплуатационных условиях, сопряженные с поршневыми кольцами, вызывают их интенсивный износ.
Техническим результатом задачи является повышение качества порошкового покрытия, эксплуатационной надежности и долговечности гильзы.
Технический результат достигается тем, что в «Способе восстановления гильз цилиндров», включающем установку и фиксацию ремонтируемой гильзы с возможностью придачи ей вращательного движения, введения во внутрь гильзы металлических порошков и источника индукционного нагрева для спекания, согласно изобретению, предварительно внутреннюю поверхность гильзы растачивают, обезжиривают, сушат, подвергают меднению путем смачивания ее раствором медного купороса в электролите, затем готовят пастообразную смесь, состоящую из порошков антифрикционного материала 35-48%, порошков твердосплавных материалов 20-25% и паяльного жира 32-40%, которую наносят на омедненную внутреннюю поверхность гильзы, далее гильзу переустанавливают на вращающий стол, где нагревают до 850-900°С источником индукционного нагрева для припаивания антифрикционного материала к внутренней поверхности гильзы и спекания твердосплавных материалов с последующим хонингованием внутренней поверхности гильзы.
Новизна способа заключается в том, что предварительно внутреннюю поверхность гильзы растачивают, обезжиривают, сушат, подвергают меднению путем смачивания ее раствором медного купороса в электролите, затем готовят пастообразную смесь, состоящую из порошков антифрикционного материала 35-48%, порошков твердосплавных материалов 20-25% и паяльного жира 32-40%, которую наносят на омедненную внутреннюю поверхность гильзы, далее гильзу переустанавливают на вращающий стол, где нагревают до 850-900°С источником индукционного нагрева для припаивания антифрикционного материала к внутренней поверхности гильзы и спекания твердосплавных материалов, в заключении производят хонингование внутренней поверхности гильзы.
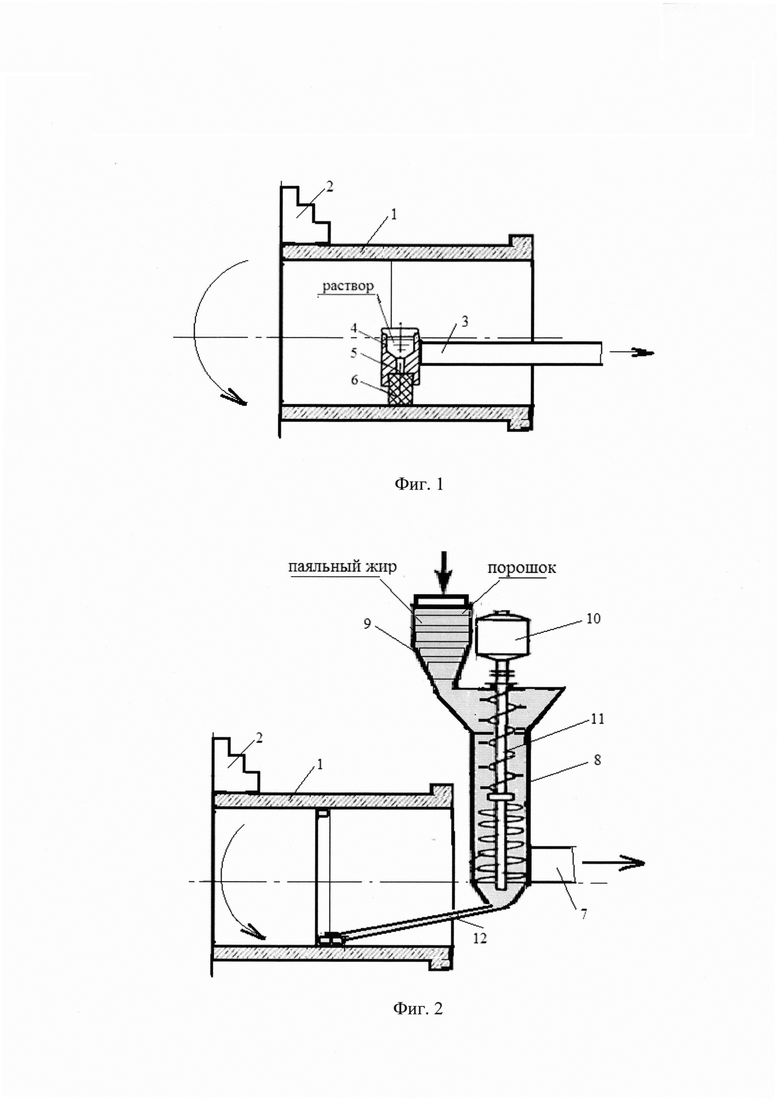
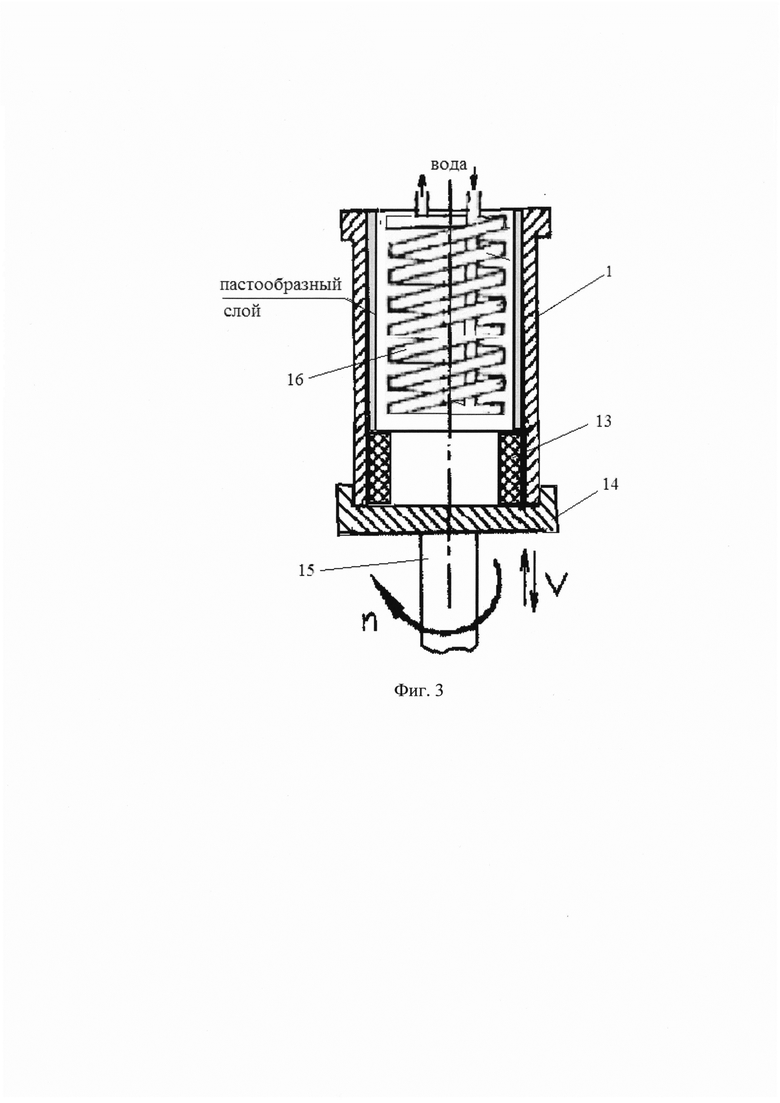
Сущность изобретения поясняется на чертежах, где на Фиг. 1 показан процесс обработки внутренней поверхности гильзы медным купоросом, осуществляемый на токарном станке; на Фиг. 2 показан процессы приготовления в шнековом смесителе и нанесения пастообразного слоя на внутреннюю поверхность гильзы купоросом, также осуществляемый на токарном станке; на Фиг. 3 показан процесс припаивания пастообразного слоя.
Способ восстановления гильз цилиндров, включает расточку гильз 1 на расточном станке и обезжиривание ее внутренней поверхности, промывку водой и сушку (на схемах не показано). Затем производят меднение ее внутренней поверхности на глубину сопряжения с поршневыми кольцами. Путем введения во вращающуюся гильзу 1, установленную на токарно-винторезном станке 2, с помощью приспособления содержащем закрепленную в резцедержателе державку 3 и заполненную медным купоросом с электролитом емкость 4 с каналом 5, с губкой 6, и смачивания. Далее, осуществляют приготовление и нанесение на внутреннюю поверхность гильзы 1 пастообразного слоя также на глубину сопряжения с поршневыми кольцами из смешанных с паяльным жиром 32-40% порошков антифрикционного материала 35-38% в виде латуни марок Л68, Л70 и твердосплавных материалов в виде карбидов вольфрама, титана, хрома и пр. 20-25%. Для приготовления пастообразного слоя используют смеситель, содержащий державку 7 несущую цилиндрический корпус 8 с загрузочной горловиной 9, с электроприводом 10, шнеками 11 и дефлектором 12 оснащенным гладилкой на конце. Нанесение производят на токарно-винторезном станке 2, при этом державка 7 смесителя также закрепляется в резцедержателе (на схемах не показано). Затем производят припаивание и спекание нанесенного слоя на внутреннюю поверхность гильзы 1 на глубину сопряжения с поршневыми кольцами, для чего используют ограничитель в виде куска асбоцементной трубы 13. При этой операции гильзу 1 переустанавливают на стол 14 с устройством вращения и перемещения 15, и вводят внутрь ее источник индукционного нагрева 16 и нагревают до 850-900°С. При этом происходит процесс припаивания антифрикционного материала к внутренней поверхности гильзы и спекания твердосплавных материалов. Далее гильзы 1 подвергаются хонингованию (на схемах не показано).
Реализация способа, следующая после расточки, обезжиривании внутренней поверхности гильзы 1, например, протирание теплым раствором кальцинированной соды с последующим промыванием водой и сушки известными методами осуществляется меднение, которое производится при вращении гильзы 1 в станке 2 и перемещении емкости 4, благодаря передвижению резцедержателя, при этом на ее внутреннюю поверхность наносится губкой 5 медный купорос. Пастообразный слой наносится на внутреннюю поверхность гильзы 1 также при ее вращении в токарно-винторезном станке 2. При этом через горловину 9 смесителя слоями порционно с соблюдением процентного соотношения загружают паяльный жир и порошки из антифрикционного материала в виде латуни марок Л68, Л70 и твердосплавных материалов в виде карбидов вольфрама, титана, хрома и пр. Указанный материал проталкивают в корпус 8, где за счет работы электропривода 10 вращается шнековый смеситель 11, и происходит перемешивание компонентов. Перемешанные компоненты через дефлектор 12 с гладилкой на конце наносятся равномерным слоем на внутреннюю поверхность гильзы 1 при перемещении дефлектора 12 совместно с резцедержателем. После гильзы 1 с нанесенным пастообразным слоем и ограничителем в виде куска асбоцементной трубы 13 гарантирующим глубину сопряжения с поршневыми кольцами переустанавливают на стол 14 с устройством вращения и перемещения 15, включают вращение и перемещают, чтобы источник индукционного нагрева 16 вошел внутрь. Благодаря действию источника индукционного нагрева 16 ее внутренняя поверхность разогревается и осуществляется припаивание к ней порошка антифрикционного материала, а также спекание его и порошков карбидов вольфрама, титана, хрома и пр. Короткое время нагрева и центробежные силы при вращении способствуют предохранению от стекания расплавленного антифрикционного материала. Далее гильзы 1 подвергаются хонингованию на хонинговальном станке согласно известным методам.
Применение «Способа восстановления рабочей поверхности гильз цилиндров двигателей внутреннего сгорания автомобилей» при ремонте и восстановлении деталей автотранспортной и сельскохозяйственной техники обеспечат за счет использования порошка антифрикционного материала в виде латуни марок Л68, Л70 и порошков карбидов вольфрама, титана, хрома повышение качества порошкового покрытия, эксплуатационной надежности и долговечности гильзы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2023 |
|
RU2821120C1 |
| СПОСОБ РЕМОНТА ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2022 |
|
RU2792038C1 |
| Способ ремонта шеек стальных коленчатых валов | 2021 |
|
RU2775587C1 |
| Способ восстановления шеек стальных коленчатых валов | 2019 |
|
RU2729795C1 |
| Способ химического меднения углеродных материалов | 1988 |
|
SU1604862A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| СПОСОБ МЕДНЕНИЯ ЛАВСАНОВЫХ НИТЕЙ С НЕДЕСТРУКТИРУЮЩЕЙ АКТИВАЦИЕЙ ПОВЕРХНОСТИ | 2018 |
|
RU2682577C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ТРУБ И ГИЛЬЗ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2144455C1 |
| Способ восстановления гильз цилиндров двигателей внутреннего сгорания | 1987 |
|
SU1505738A1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
Изобретение относится к машиностроению, а именно к восстановлению рабочей поверхности гильз цилиндров двигателей внутреннего сгорания. Предварительно внутреннюю поверхность гильзы растачивают, обезжиривают, сушат, подвергают меднению путем смачивания ее раствором медного купороса в электролите, затем готовят пастообразную смесь, состоящую из порошков антифрикционного материала 35-48%, порошков твердосплавных материалов 20-25% и паяльного жира 32-40%, которую наносят на омедненную внутреннюю поверхность гильзы, далее гильзу переустанавливают на вращающий стол, где нагревают до 850-900°С источником индукционного нагрева для припаивания антифрикционного материала к внутренней поверхности гильзы и спекания твердосплавных материалов, в заключение производят хонингование внутренней поверхности гильзы. Изобретение позволяет за счет использования порошков антифрикционного материала в виде латуни и порошков карбидов вольфрама, титана, хрома повысить качество покрытия, эксплуатационную надежность и долговечность гильзы. 3 ил.
Способ восстановления рабочей поверхности гильз цилиндров двигателей внутреннего сгорания, включающий установку и фиксацию ремонтируемой гильзы с возможностью придачи ей вращательного движения, введения вовнутрь гильзы металлических порошков и источника индукционного нагрева для спекания, отличающийся тем, что предварительно внутреннюю поверхность гильзы растачивают, обезжиривают, сушат, подвергают меднению путем смачивания ее раствором медного купороса в электролите, затем готовят пастообразную смесь, состоящую из порошков антифрикционного материала 35-48%, порошков твердосплавных материалов 20-25% и паяльного жира 32-40%, которую наносят на омедненную внутреннюю поверхность гильзы, далее гильзу переустанавливают на вращающий стол, где нагревают до 850-900°С источником индукционного нагрева для припаивания антифрикционного материала к внутренней поверхности гильзы и спекания твердосплавных материалов с последующим хонингованием внутренней поверхности гильзы.
| Устройство для получения покрытий из порошков на внутренней поверхности изделий | 1985 |
|
SU1289608A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГИЛЬЗ ЦИЛИНДРОВ | 1999 |
|
RU2203788C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ГИЛЬЗ ЦИЛИНДРОВ ДВИГАТЕЛЕЙ | 2000 |
|
RU2181650C2 |
| DE 4229092 C1, 09.09.1993 | |||
| US 4467169 A1, 21.08.1984 | |||
| Пуговица | 0 |
|
SU83A1 |

