Область техники, к которой относится изобретение
Настоящее изобретение относится к способу создания покрытия с помощью термического напыления, в частности плазменного напыления, при котором один компонент, в частности гильзу цилиндра двигателя внутреннего сгорания, выполненную, например, из алюминия, покрывают сплавом, предпочтительно железным сплавом.
Уровень техники
Из публикации патентной заявки EP 1967601 А2 известно, что, например, алюминиевый блок цилиндров, в частности рабочую поверхность его цилиндров, покрывают железным сплавом с помощью проволочного электродугового напыления. При этом в документе ЕР 1967601 А2 предлагается использовать железный сплав, содержащий от 5 до 25 мас. % хрома. При этом также важно, чтобы в плавку чугуна еще добавлялась порошковая добавка, а именно карбид бора. В технологии проволочного электродугового напыления из ЕР 1967601 А2 речь идет о так называемой TWAS-технологии (электродуговое напыление двухкомпонентного материала), в соответствии с которой две проволоки подводят к распылительной головке таким образом, чтобы по ним проходил ток. При соприкосновении обеих проволок вследствие короткого замыкания возникает дуга, расплавляющая проволоки. За соплом находится другое сопло, из которого выходит сжатый воздух или инертный газ, например азот. Данный поток газа распыляет расплавленный железный сплав и подает его вместе с расплавленным порошком карбида бора на обрабатываемую поверхность.
В публикациях патентных заявок DE 4411296 A1 и DE 4447514 A1 раскрыты покрытия с плазменным напылением, в которых происходит расплавление металлического порошка или сварочной проволоки, после чего для затвердевания покрытия на смесь материалов подают азот в форме азотистых соединений с металлом.
В настоящее время двигатели внутреннего сгорания или их блоки цилиндров могут быть отлиты из металла или алюминия, при этом алюминиевые блоки, в частности, имеют на внутреннем диаметре цилиндров железное или металлическое покрытие. Слой металла может быть напылен с помощью термического процесса. Некоторые известные способы термического напыления указаны выше.
Также известна так называемая технология нанесения внутреннего слоя PTWA (плазменное электродуговое напыление). С помощью данной технологии отверстия (в цилиндрах) могут изнутри покрываться проволочным распыляемым присадочным материалом. Подается только один проволочный распыляемый присадочный материал, при этом возможно использование сварочной проволоки или порошкообразного напыляемого материала. Плазма, в большинстве случаев представляющая собой аргон-водородную смесь, подается на разогретый проволочный материал. В качестве распылительного или транспортировочного газа при технологии PTWA используется воздух, в том числе сжатый. Получаемые с помощью данной технологии покрытия отличаются низкой пористостью. В настоящее время технология PTWA используется для создания внутреннего слоя на отверстиях цилиндров.
Однако было обнаружено, что металлические или железные покрытия отверстий цилиндров, полученные с помощью известных из уровня техники способов напыления, не выдерживают особых коррозионных воздействий этаноловых видов топлива. Это, в частности, наблюдается при длительном простое транспортного средства или двигателя внутреннего сгорания, что, например, может случиться при постановке автомобиля в гараж на время отпуска. Даже при использовании сплава с 17 мас. % хрома на защитном напылении появляются следы коррозии.
Раскрытие изобретения
С учетом проблем с коррозией металлических покрытий отверстий цилиндров, вызванной использованием этаноловых типов топлива, техническим результатом изобретения является обеспечение большой коррозионной стойкости покрытия цилиндров.
В соответствии с изобретением задача решается с помощью способа по п. 1. Другие, особенно предпочтительные варианты осуществления изобретения рассматриваются в зависимых пунктах.
Следует отметить, что приведенные ниже признаки могут сочетаться любым технически целесообразным способом, создавая таким образом новые варианты осуществления изобретения.
В соответствии с изобретением предлагается способ создания покрытия с помощью термического напыления, в частности плазменного напыления, при котором один компонент, в частности гильзу цилиндра двигателя внутреннего сгорания, изготовленную, например, из алюминия, покрывают сплавом. При этом, по крайней мере, в качестве транспортного газа используют азот, а в качестве расплавляемого материала, служащего в качестве источника добавки, используют цельную проволоку из сплавов, подаваемую в поток плазмы, при этом напыление осуществляют без использования дополнительного порошка или вообще без порошка (беспорошковое напыление). Предпочтительно, чтобы в качестве плазменного напыления использовать технологию PTWA (плазменное электродуговое напыление).
Понятие «без дополнительного порошка» или «без порошка» в рамках данного изобретения означает, что не используется ни заполняемая (металлическим) порошком сварочная проволока, ни отдельно подаваемый (металлический) порошок. В рамках изобретения будет предпочтительным использовать исключительно цельную, т.е. гомогенную или ненаполненную, напыляемую присадочную проволоку. В подходящий для напыления сплав в качестве легирующей добавки входят хром, а основным элементом является железо. Предпочтительный металлический или железный сплав будет рассмотрен ниже.
Поскольку вместо воздуха (в т.ч. сжатого), который используется, например, в известной PTWA-технологии, в качестве транспортного газа в настоящем изобретении предпочтительно используется азот, то преобразование или разрушение хрома, вызванное кислородом, содержащимся в воздухе, будет исключено, поэтому для образования стабильного защитного слоя может быть использован весь хром, содержащийся в сплаве. Из-за разницы в свободной энтальпии (или свободной энергии Гиббса) вместо нитридов хрома преимущественно образуются нитриды алюминия. Эти нитриды алюминия заменяют прежние износоустойчивые оксиды металла, образующиеся при технологии напыления PTWA со сжатым воздухом. Таким образом, изобретение позволяет получить не только износоустойчивое покрытие, но и (коррозионный) защитный слой, устойчивый к коррозионному воздействию, в частности, этаноловых видов топлива. Этаноловые типы топлива для двигателей внутреннего сгорания в рамках изобретения могут использоваться в виде смеси этанола с традиционными, ископаемыми видами топлива (например, Е5, Е10 или Е85) или применяться в чистой форме (E100).
При использовании известной из уровня техники технологии PTWA особенно подходящим и соответствующим предъявляемым требованиям является сплав с содержанием хрома, равным 17 мас. %. В соответствии с настоящим изобретением напыляемая присадочная проволока должна содержать железный сплав с долей хрома от 12 до 35 мас. %. Другими компонентами сплава могут быть алюминий (2-10 мас. %), кремний (0-1 мас. %); марганец (0-1 мас. %), углерод (0-1 мас. %) и другие компоненты, например фосфор (0-1 мас. %), сера (0-0,09 мас. %), молибден (0-5 мас. %), никель (0-1 мас. %), медь (0-0,5 мас. %), азот (0-0,5 мас. %), оставшаяся часть - железо.
В особенно предпочтительном варианте осуществления напыляемая присадочная проволока содержит железный сплав с содержанием хрома - 23 мас. %, алюминия - 5 мас. %, кремния - менее 0,5 мас. %, марганца -менее 0,2 мас. %, углерода - менее 0,05 мас. %, при этом суммарное содержание остальных компонентов составляет менее 2 мас. %, а остальное - железо.
Краткое описание чертежей
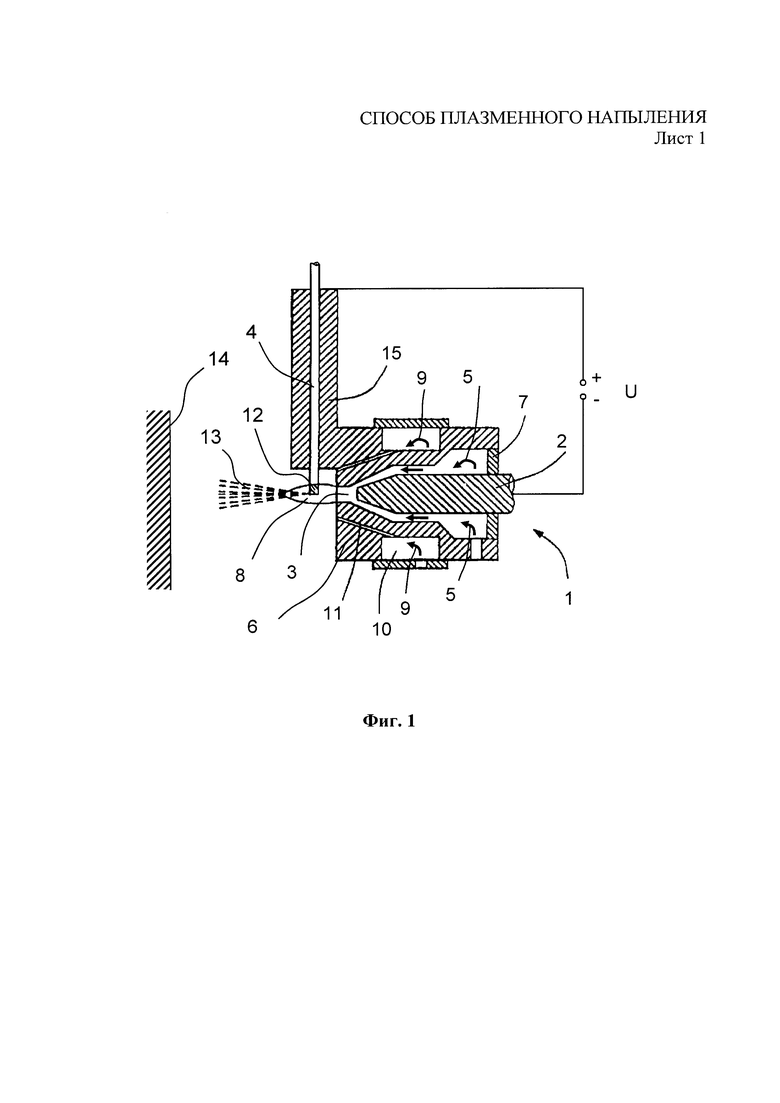
На Фиг. 1 показана головка 1 устройства для внутреннего напыления по технологии PTWA.
Осуществление изобретения
Под системой для напыления PTWA (плазменное электродуговое напыление) понимается устройство для покрытия отверстий, в частности отверстий блоков цилиндров двигателя внутреннего сгорания. Головка 1 состоит из катода 2, плазменного сопла 3 и электропроводящей проволоки из сплава 4, используемого в качестве анода, которая вертикально подается в плазменное сопло 3. В качестве материала для катода 2 предпочтительно использовать вольфрам, который можно легировать, например, торием. Плазма 5, например смесь аргона и водорода, подается через отверстия, расположенные по периметру корпуса 6 распылителя. Держатель 7 катода изолирует катод 2 от корпуса 6 распылителя. Проволока из сплава 4 в механизме 15 подачи проволоки направляется с возможностью вращения и перемещения по длине.
Процесс запускается высоковольтным разрядом, ионизирующим и диссоциирующим плазму 5 между проволокой 4, корпусом 6 распылителя и катодом 2. Полученная таким образом плазма выходит с высокой скоростью из плазменного сопла 3. При этом плазменный газ 5 подводится к проволоке 4, непрерывно подаваемой в вертикальном направлении к соплу 3, вследствие чего электрический контур замыкается.
Дополнительно к выходящему из сопла 3 потоку плазмы 8 через подводящие каналы 10 и вспомогательные сопла 11 подается транспортный газ 9 или распылительный газ 9.
При расплавлении и распылении проволоки из сплавов 4 наблюдаются два явления. Проволока 4, с одной стороны, подвержена резистивному нагреву под воздействием большой силы тока, обычно 65-90А. Столкновение потока плазмы 8 с разогретой проволокой 4 обеспечивает ее расплавление на конце проволоки 12. Другими словами, с помощью высоковольтного заряда внутри плазменного сопла 3 создается плазма. Направленный поток азота, т.е. транспортного газа 9, переносит плазму и расплавленный напыляемый материал 13 по трубке на поверхность 14 обрабатываемого изделия.
Изобретение относится к способу нанесения покрытия путем термического напыления и может быть использовано для покрытия внутренних поверхностей гильз цилиндра двигателя внутреннего сгорания. Способ получения покрытия путем плазменного напыления дугой прямого действия с использованием проволоки (PTWA) на компоненте, при котором один компонент, в частности рабочую поверхность цилиндра, покрывают сплавом, при этом к выходящему из сопла (3) потоку (8) плазмы через подводящие каналы (11) и вспомогательные сопла (10) подают транспортный газ (9), при этом расплавляемым материалом, являющимся источником добавки, является цельная проволока, выполненная из сплава, которую подают в поток (8) плазмы, при этом напыление осуществляют без дополнительного порошка, отличающийся тем, что в качестве транспортного газа для переноса плазмы и расплавленного напыляемого материала используют азот. Изобретение направлено на повышение коррозионной стойкости покрытия цилиндров. 2 з.п. ф-лы, 1 ил.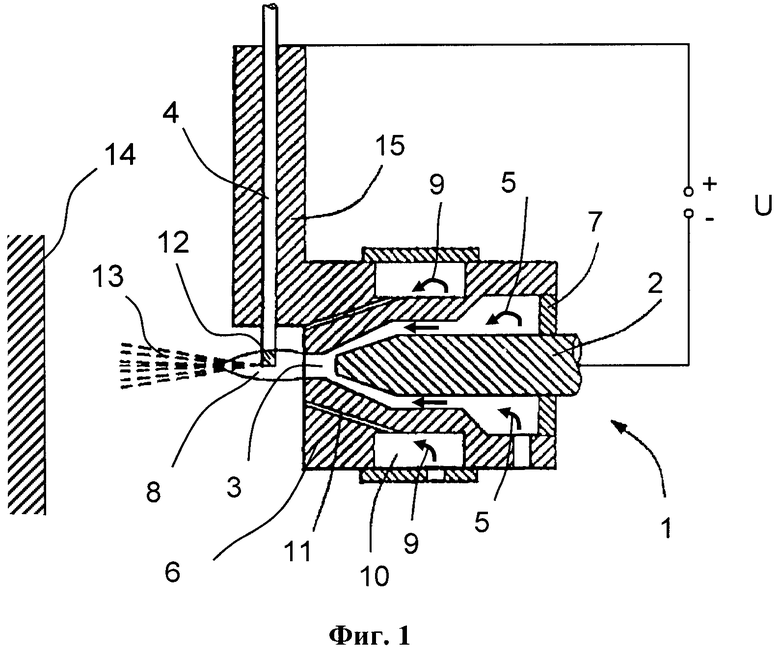
1. Способ получения покрытия путем плазменного напыления дугой прямого действия с использованием проволоки (PTWA) на компоненте, при котором компонент, в частности рабочую поверхность цилиндра двигателя внутреннего сгорания, покрывают сплавом, при этом к выходящему из сопла (3) потоку (8) плазмы через подводящие каналы (11) и вспомогательные сопла (10) подают транспортный газ (9), при этом в качестве расплавляемого материала, являющегося источником добавки, используют цельную проволоку, выполненную из сплава, которую подают в поток (8) плазмы, причем напыление осуществляют без дополнительного порошка, отличающийся тем, что в качестве транспортного газа для переноса плазмы и расплавленного напыляемого материала используют азот.
2. Способ по п. 1, в котором проволока выполнена из сплава на основе железа, содержащего, мас. %: 12-35 хрома, 2-10 алюминия, 0-1 кремния, 0-1 марганца, 0-1 углерода, и дополнительно компоненты, включающие, например, мас. %: 0-1 фосфора, 0-0,5 серы, 0-5 молибдена, 0-1 никеля, 0-0,5 меди, 0-0,5 азота, остальное - железо.
3. Способ по п. 1 или 2, в котором проволока выполнена из сплава на основе железа, содержащего 23 мас. % хрома, 5 мас. % алюминия, менее 0,5 мас. % кремния, менее 0,2 мас. % марганца, менее 0,05 мас. % углерода, дополнительные компоненты в количестве менее 2 мас. %, железо – остальное.
| ЛЕЧЕБНО-ОЗДОРОВИТЕЛЬНОЕ УСТРОЙСТВО | 2002 |
|
RU2236211C2 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |
| Способ изготовления диапозитива из негатива | 1929 |
|
SU13686A1 |
| Е.Д.Кафитин | |||
| Плазменная обработка металлов | |||
| Обзор, Специализированный информационный центр по технологии автомобилестроения, М., 1969, с.21, 22 | |||
| US 6706993 B1, 16.03.2004. | |||

