Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу и системе сооружения трубопровода, который включает в себя прямые отрезки и одну или несколько нелинейных секций.
Предшествующий уровень техники настоящего изобретения
Трубопроводы обычно сооружаются и прокладываются в несколько этапов, что требуют частого использования небольших кранов и боковых стрел трубоукладчика для подъема или опускания труб. Необходимо выполнить множество таких этапов, а это занимают много времени. Хотя сооружение трубопровода осуществляется в непрерывном режиме, обычные способы сооружения и укладки трубопровода предусматривают выполнение ряда технологических процессов в периодическом режиме.
Как правило, после определения предполагаемой траектории укладки трубопровода, намеченной на поверхности земли, на стройплощадке выкапывается траншея под трубопровод. Далее на стройплощадку доставляются отдельные трубы, которые укладываются рядом с траншеей. После этого указанные трубы поднимаются, соединяются по длине с использованием обычных методов сварки и инспектируются. На сваренную трубу по всей ее длине наносится покрытие, а затем она опять поднимается для укладки в траншею. Сваренная труба, уложенная в траншею, испытывается по всей своей длине, после чего на нее наносится сплошное покрытие.
Там, где состояние грунта не позволяет выкопать траншею (например, в болотистой местности, на торфяниках или в тундре), трубопровод может быть смонтирован на рамных опорах или иных пригодных для использования опорах, на которых надежно закрепляется, и на которые прочно опирается труба. Однако, за исключением разницы в расположении трубопровода относительно земли этапы сооружения трубопровода остаются, в общем, такими же.
Готовый трубопровод, состоящий, главным образом, из прямых отрезков труб, обычно содержат также ряд нелинейных участков и/или включает в себя элементы, такие как трубная арматура, требующие особого обращения при монтаже.
Из вышесказанного видно, что обычный способ сооружения трубопровода предусматривает наличие персонала, обладающего высокой квалификацией в различных сферах и вовлеченного в выполнение множества дискретных этапов, а также отнимает в конечном итоге достаточно много времени.
Краткое раскрытие настоящего изобретения
Существует потребность в способе и системе сооружения трубопровода, которые преодолевали бы или смягчали один или несколько недостатков или изъянов, присущих предшествующему уровню техники. Такие недостатки или изъяны не обязательно ограничиваются теми недостатками и изъянами, которые описаны выше.
В соответствии с широким аспектом настоящего изобретения предложена система сооружения трубопровода, содержащего сплавленную трубу, включающую прямые отрезки труб и одну или несколько нелинейных секций, располагаемых в соответствующих заранее определенных точках на заданной траектории укладки. Система включает в себя подузел обработки прямых отрезков труб, включающий загрузочный модуль, в который загружаются прямые отрезки труб; и первый сращивающий модуль для сплавления между собой прямых отрезков труб для получения сплавленной трубы. Система также включает в себя доводочный подузел, включающий проверочный модуль, в котором осуществляется технический контроль сплавленной трубы, и который соединяется с первым сращивающим модулем; и доводочный модуль, в котором наносится покрытие на сплавленную трубу для получения готовых участков трубопровода. Кроме того, система включает в себя второй сращивающий модуль, предназначенный для сплавления нелинейной секции трубопровода с выбранными прямыми отрезками труб для включения нелинейной секции в состав сплавленной трубы; при этом второй сращивающий модуль выполнен с возможностью соединения с проверочным модулем.
Согласно другому аспекту настоящего изобретения предложен способ сооружения трубопровода, содержащего сплавленную трубу, укладываемую в направлении по ходу движения по заданной траектории, которая характеризуется одной или несколькими проектными высотными отметками. Трубопровод включает в себя прямые отрезки труб и одну или несколько нелинейных секций, установленных в соответствующих заранее определенных точках на заданной траектории. Описываемый способ предусматривает подготовку загрузочного модуля для загрузки прямых отрезков труб; размещение множества прямых отрезков труб в загрузочном модуле; и подготовку первого сращивающего модуля, соединяемого с загрузочным модулем и выполненного с возможностью сплавления между собой прямых отрезков труб; при этом загрузочный модуль и первый сращивающий модуль образуют подузел обработки прямых отрезков труб. С помощью первого сращивающего модуля последовательно сплавляются прямые отрезки труб, образующие первый участок сплавленной трубы. В проверочном модуле, который соединен с первым сращивающим модулем, осуществляется технический контроль сплавленной трубы. В доводочном модуле, который соединен с проверочным модулем, на сплавленную трубу наносится покрытие для получения готовых участков трубопровода; при этом проверочный модуль и доводочный модуль образуют доводочный подузел. Подузел обработки прямых отрезков труб и доводочный подузел перемещаются относительно заданной траектории в направлении по ходу движения вдоль заданной траектории, что позволяет готовым участкам трубопровода опускаться до заданной высотной отметки вдоль заданной траектории под действием силы тяжести. По существу в заранее определенной точке первый сращивающий модуль отсоединяется от проверочного модуля. Подузел обработки прямых отрезков труб отходит от доводочного подузла в направлении по ходу движения, в результате чего между первым сращивающим модулем и проверочным модулем образуется зазор, по существу, в заранее определенной точке. В этом зазоре располагается один или несколько опорных элементов. Второй сращивающий модуль перемещается в заданное положение в зазоре относительно проверочного модуля; при этом второй сращивающий модуль соединяется с проверочным модулем; и при этом второй сращивающий модуль - по меньшей мере, частично - опирается на опорный элемент. Задний по ходу конец нелинейной секции, расположенной во втором сращивающем модуле, сплавляется с передним по ходу концом первого участка сплавленной трубы, поддерживаемого проверочным модулем, для формирования второго участка сплавленной трубы, который включал бы в себя нелинейную секцию. Второй сращивающий модуль перемещается в направлении по ходу движения для размещения нелинейной секции - по меньшей мере, частично - в проверочном модуле, где осуществляется технический контроль второго участка сплавленной трубы, включающего нелинейную секцию. Второй сращивающий модуль перемещается в направлении по ходу движения для размещения нелинейной секции - по меньшей мере, частично в доводочном модуле, где на нелинейную секцию наносится покрытие, для включения нелинейной секции в состав готовых участков трубопровода. Второй сращивающий модуль отсоединяется от проверочного модуля. Второй сращивающий модуль отходит от заданной траектории. Первый сращивающий модуль соединяется с проверочным модулем. Задний по ходу конец одного из прямых отрезков труб сплавляется с передним по ходу концом нелинейной секции для включения нелинейной секции в состав сплавленной трубы. Подузел обработки прямых отрезков труб и доводочный подузел перемещаются в направлении по ходу движения вдоль заданной траектории с тем, чтобы готовый участок трубопровода, включающий нелинейную секцию, можно было расположить в заранее определенной точке на заданной траектории.
Согласно еще одному из аспектов настоящего изобретения предложена нелинейная секция трубопровода, проходящая между своим первым концом и своим вторым концом и сращиваемая с соответствующими прямыми отрезками труб своим первым концом и своим вторым концом. Нелинейная секция трубопровода включает в себя нелинейный отрезок трубы, проходящий между своим передним по ходу концом и своим задним по ходу концом; прямой отрезок трубы, проходящий между своим передним по ходу концом и своим задним по ходу концом; и промежуточный отрезок трубы, расположенный между задним по ходу концом прямого отрезка трубы и передним по ходу концом нелинейного отрезка трубы. Промежуточный отрезок трубы сплавляется с нелинейным отрезком трубы с его переднего по ходу конца и сплавляется с прямым отрезком трубы с его заднего по ходу конца.
Краткое описание фигур
Настоящее изобретение можно лучше понять в привязке к прилагаемым чертежам,
где:
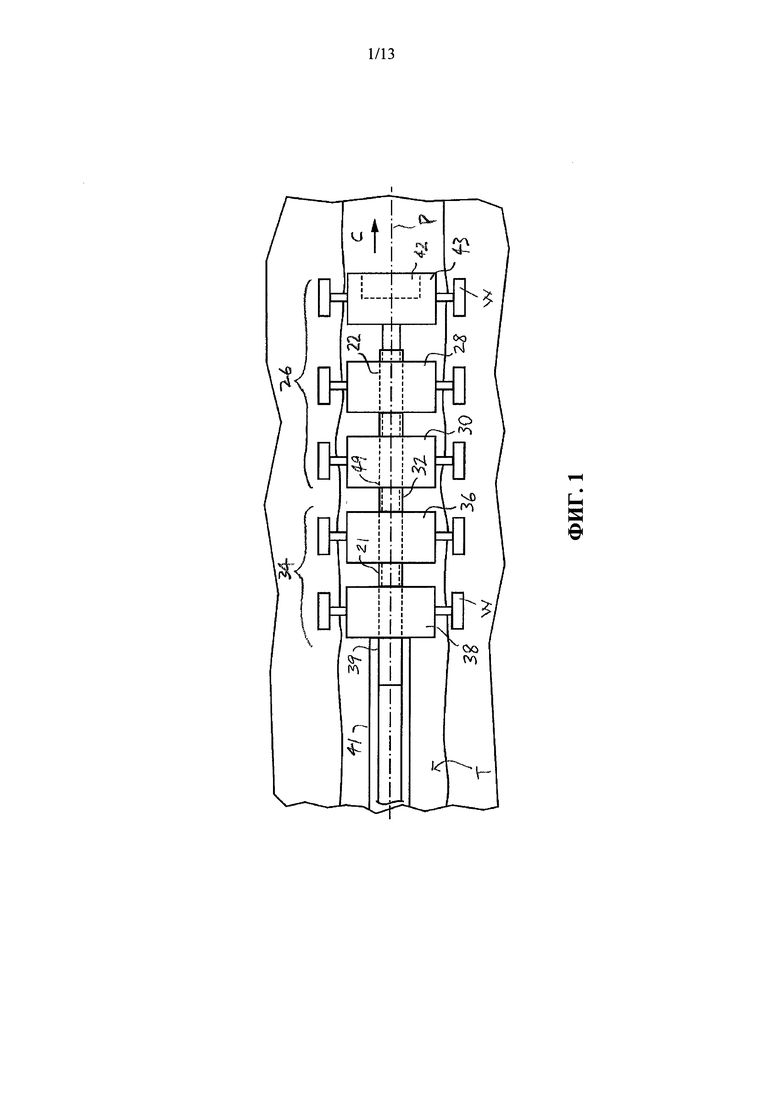
На фиг. 1 показан вид сверху одного из вариантов осуществления системы согласно настоящему изобретению;
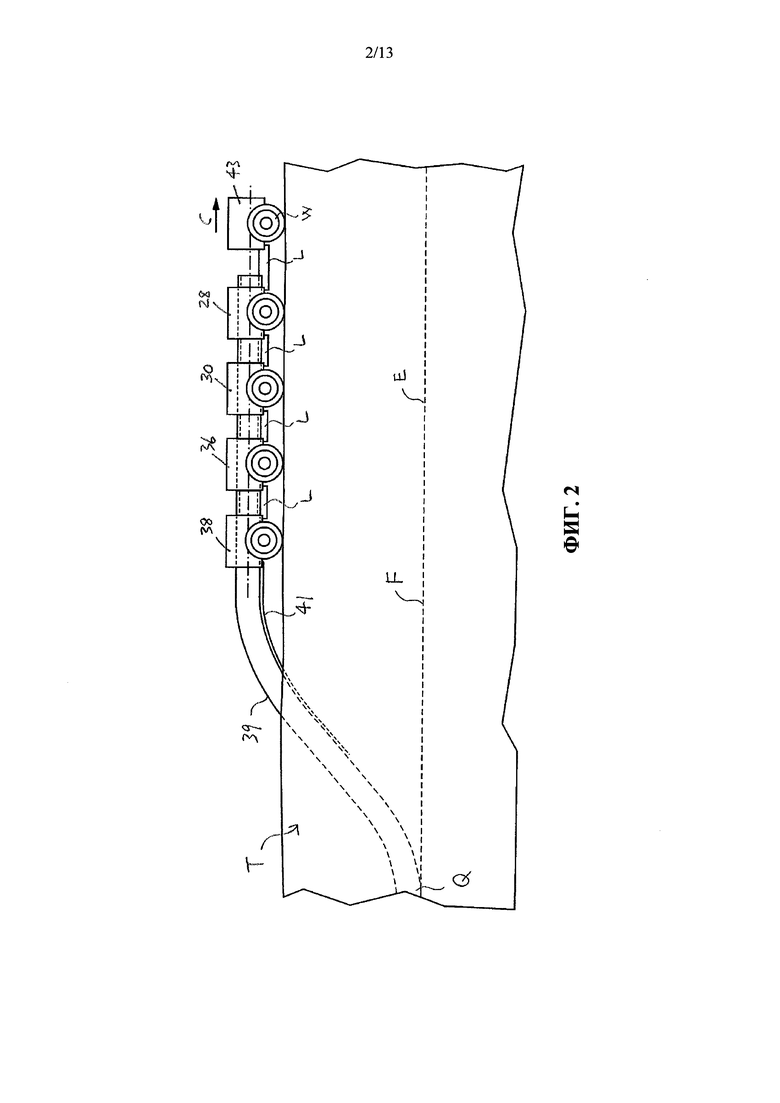
На фиг. 2 представлен вид сбоку системы, показанной на фиг. 1;
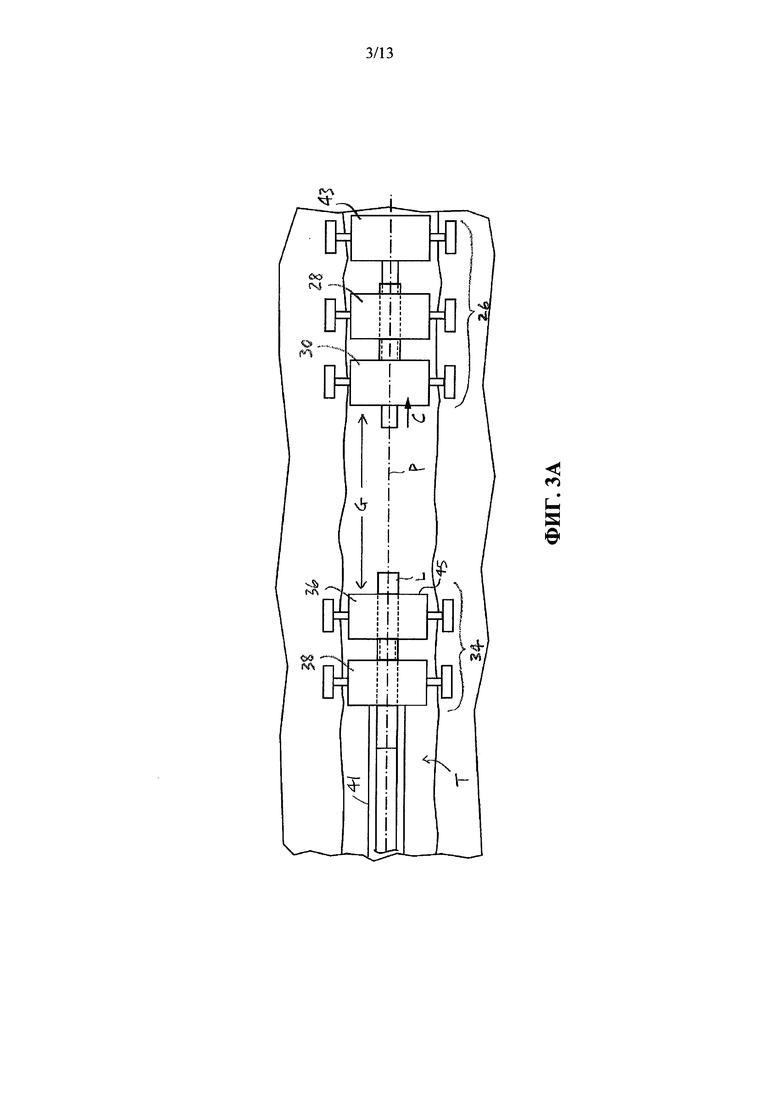
На фиг. 3А представлен вид сверху системы, показанной на фиг. 1, в которой ее подузел обработки прямых отрезков труб и доводочный подузел отделены друг от друга;
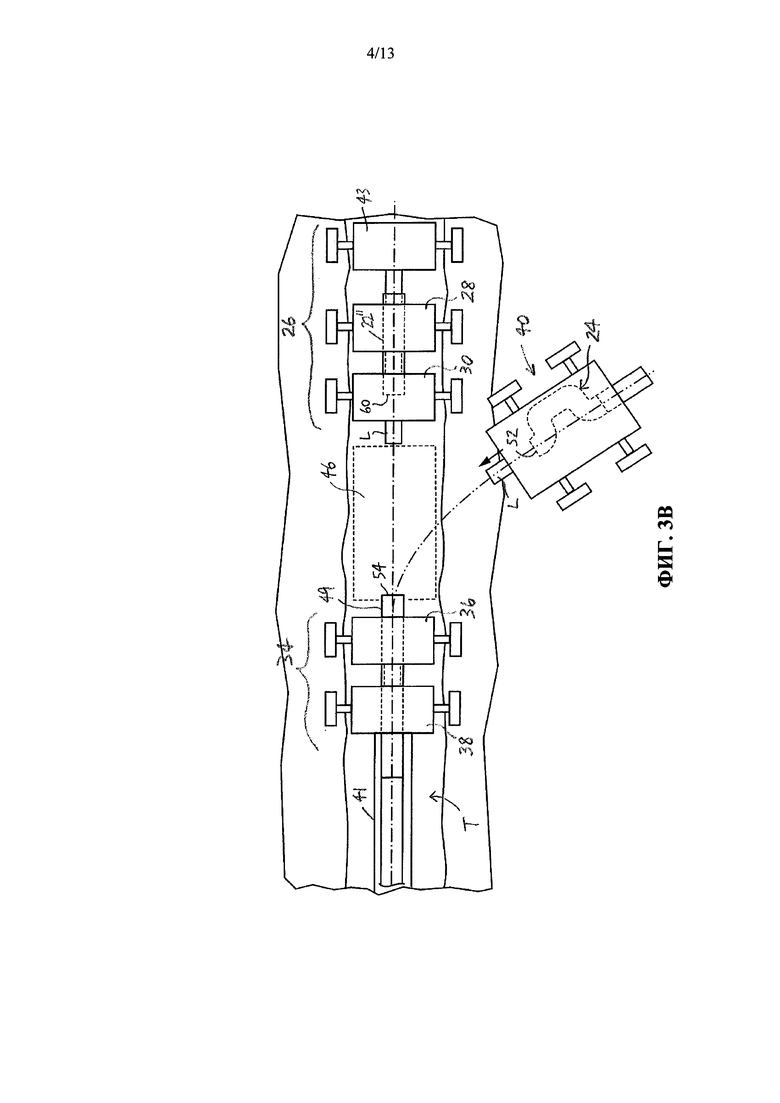
На фиг. 3В представлен вид сверху системы, показанной на фиг. 3А, дополнительно включающей в себя второй сращивающий модуль, установленный с возможностью вставки между подузлом обработки прямых отрезков труб и доводочным подузлом;
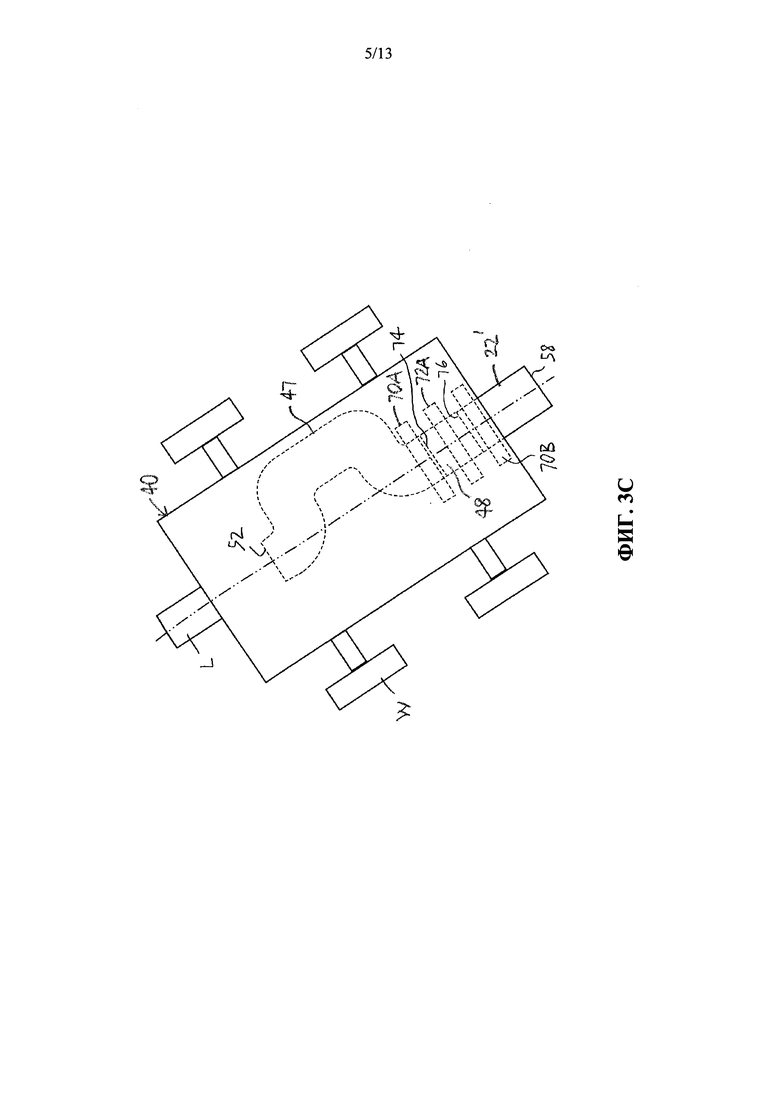
На фиг. 3С показан вид сверху второго сращивающего модуля, вычерченного в более мелком масштабе, иллюстрирующий вариант осуществления расположенной в нем нелинейной секции трубопровода;
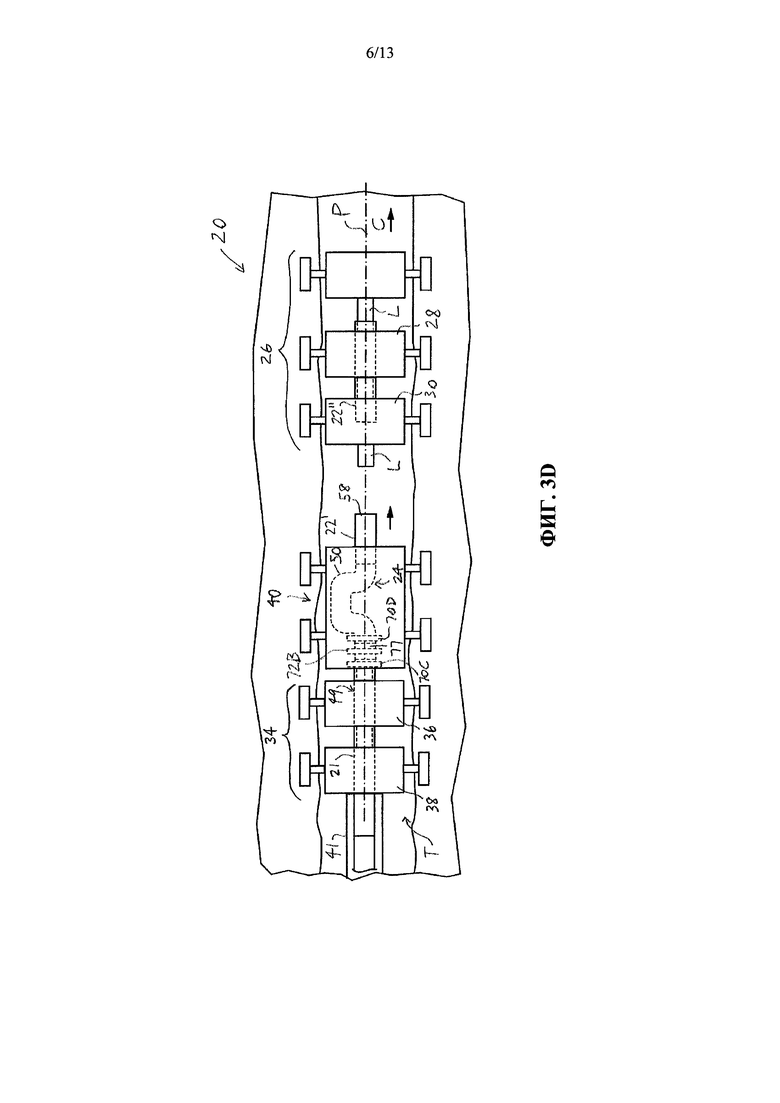
На фиг. 3D показан вид сверху одного из вариантов осуществления системы согласно настоящему изобретению, вычерченной в более мелком масштабе, в которой второй сращивающий модуль вставлен между подузлом обработки прямых отрезков труб и доводочным подузлом;
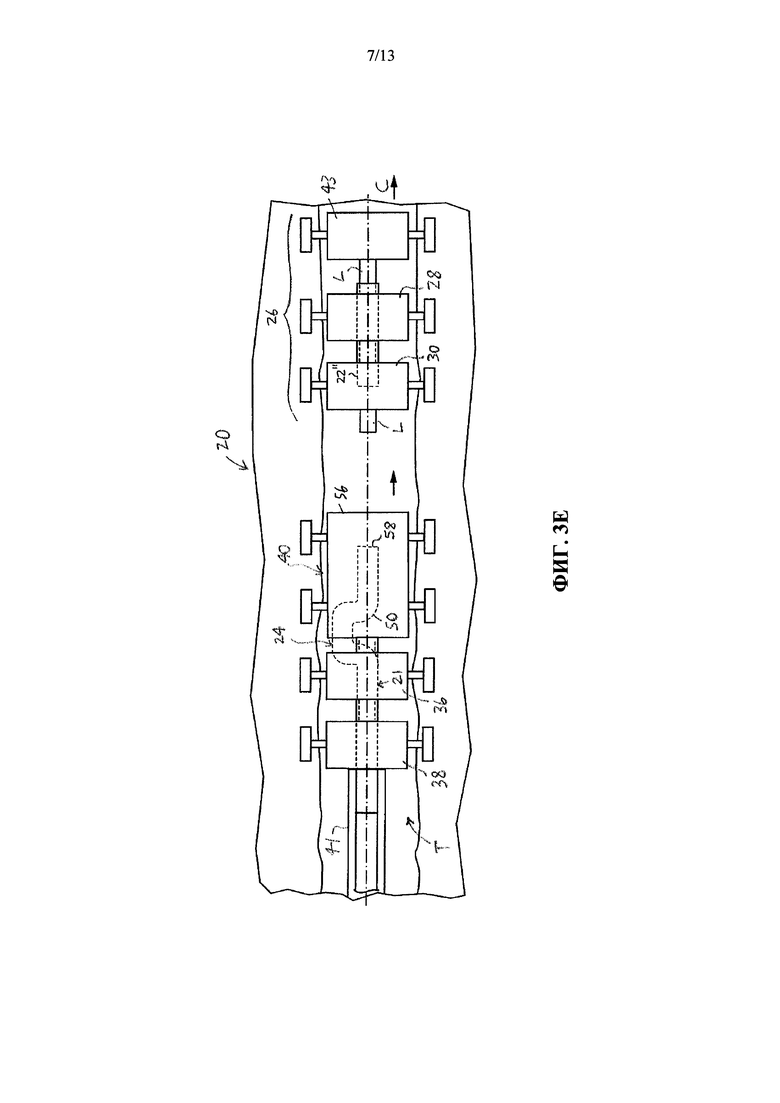
На фиг. 3Е представлен вид сверху системы, показанной на фиг. 3D, в которой нелинейная секция трубопровода включена в сплавленную трубу;
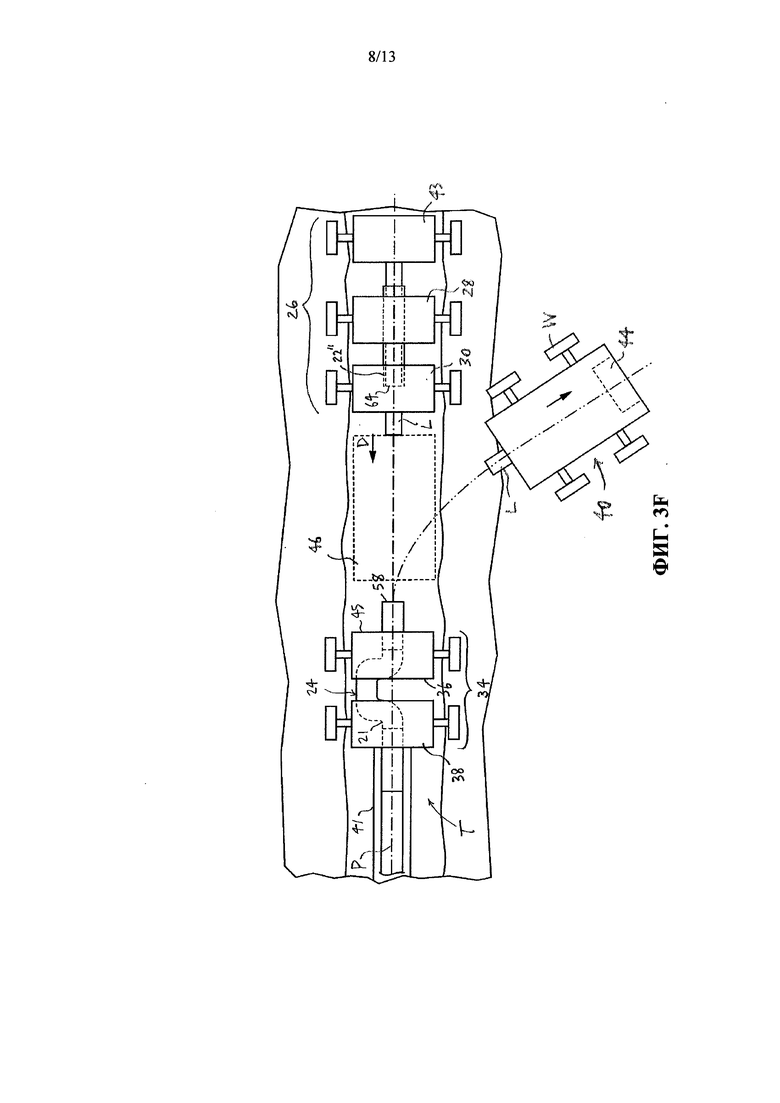
На фиг. 3F представлен вид сверху системы, в которой второй сращивающий модуль отделен от подузла обработки прямых отрезков труб и доводочного подузла;
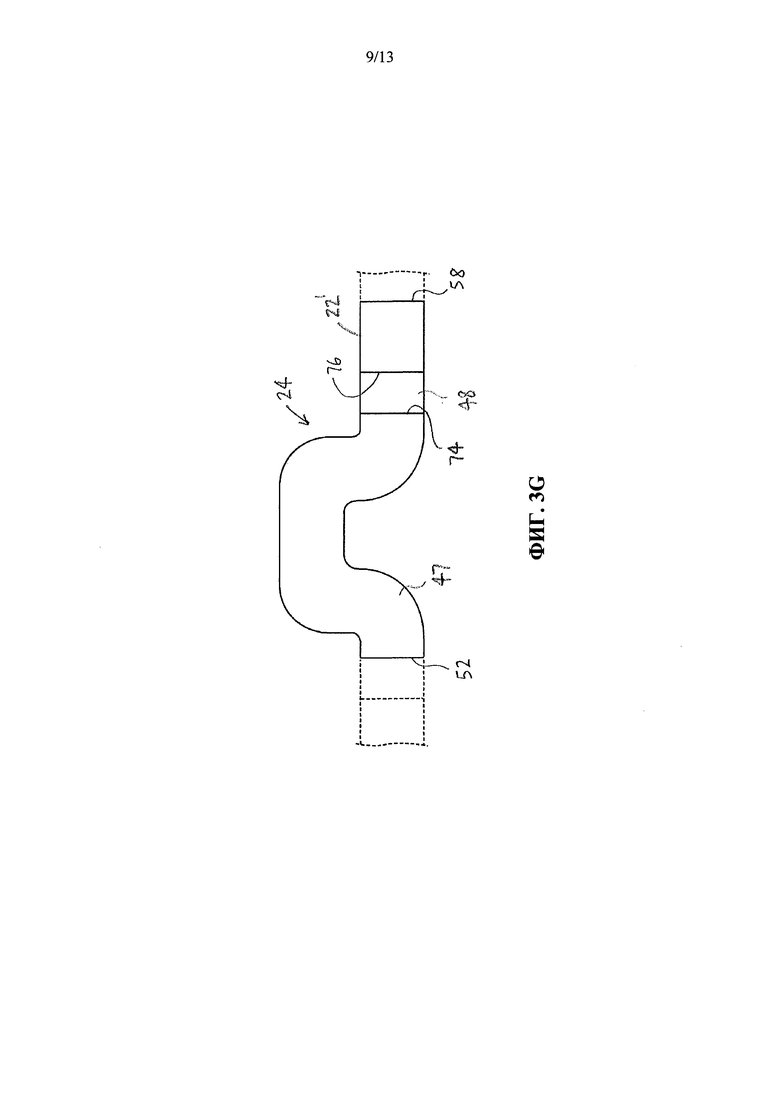
На фиг. 3G показан вид сверху нелинейной секции трубопровода, вычерченной в более мелком масштабе;
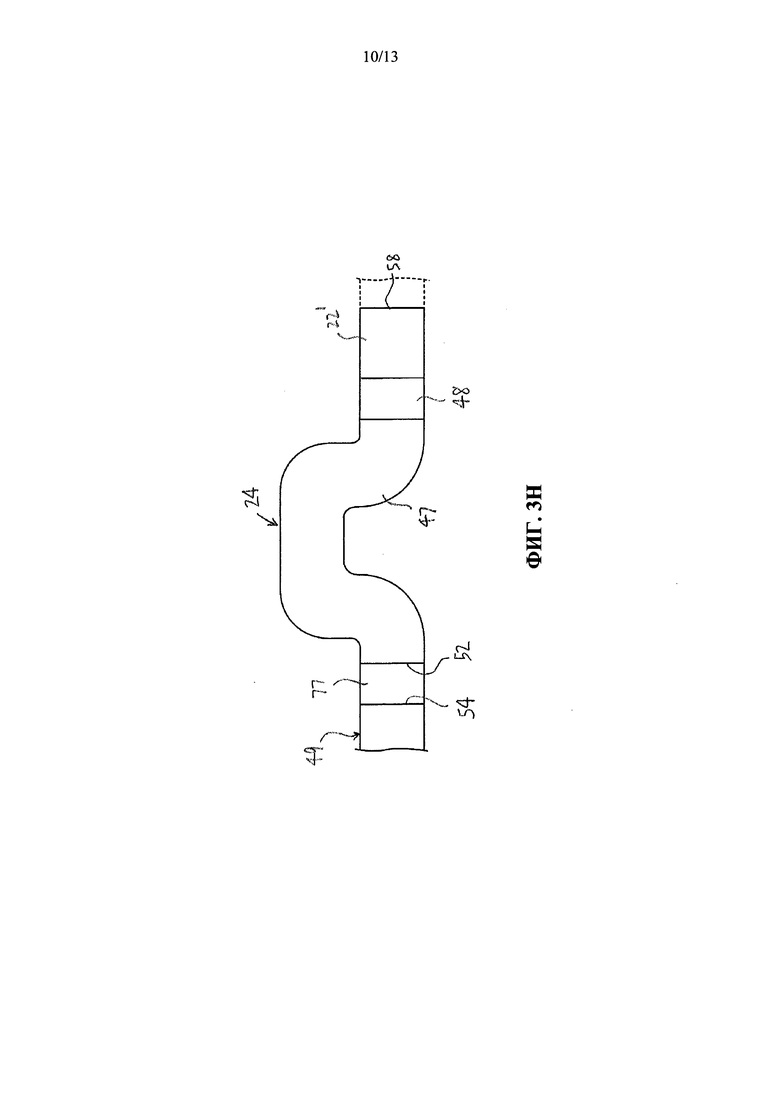
На фиг. 3Н представлен вид сверху нелинейной секции трубопровода, показанной на фиг. 3G, со сплавленными с ней прямыми отрезками труб;
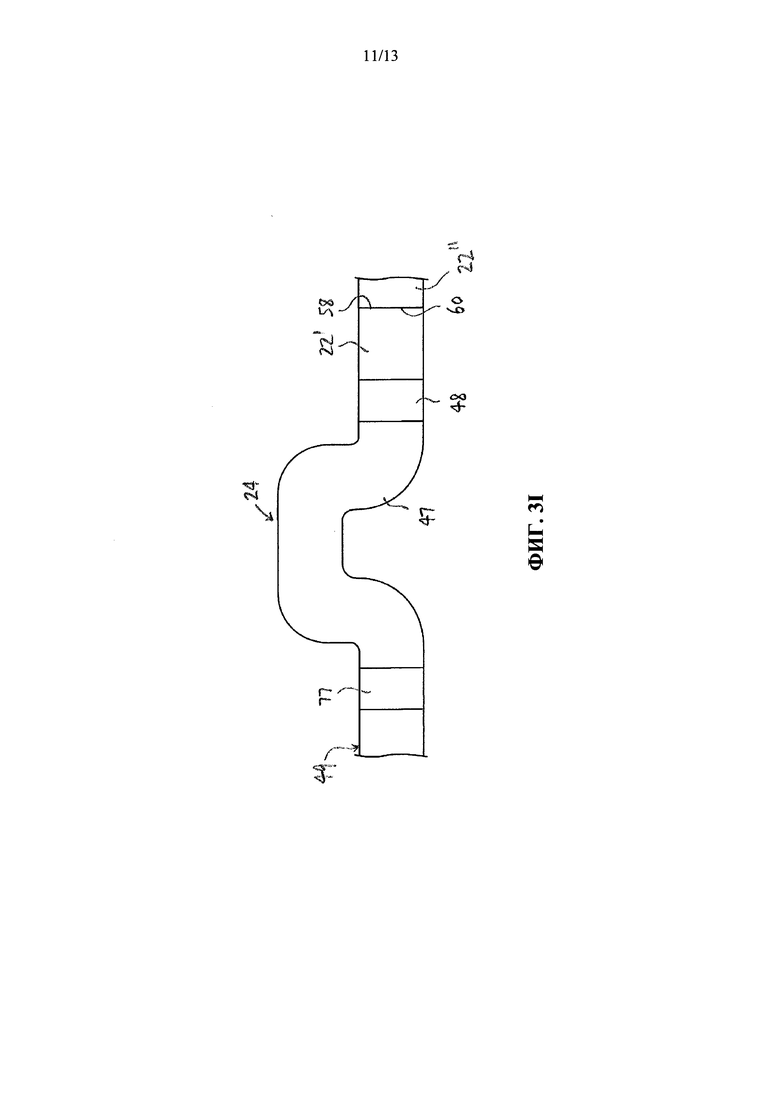
На фиг. 3I представлен вид сверху нелинейной секции трубопровода, показанной на фиг. 3Н, со сплавленным с ней дополнительным прямым отрезком трубы;
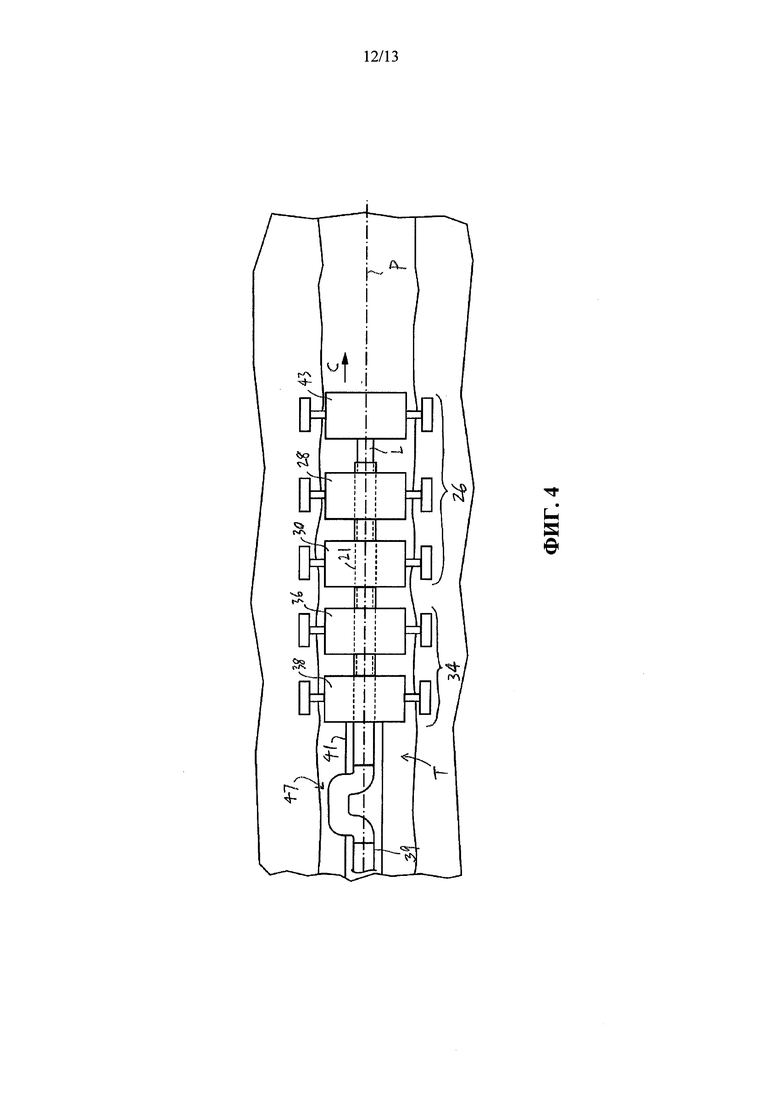
На фиг. 4 представлен вид сверху системы, показанной на фиг. 1, вычерченной в более мелком масштабе, в которой подузел обработки прямых отрезков труб и доводочный подузел соединены вместе;
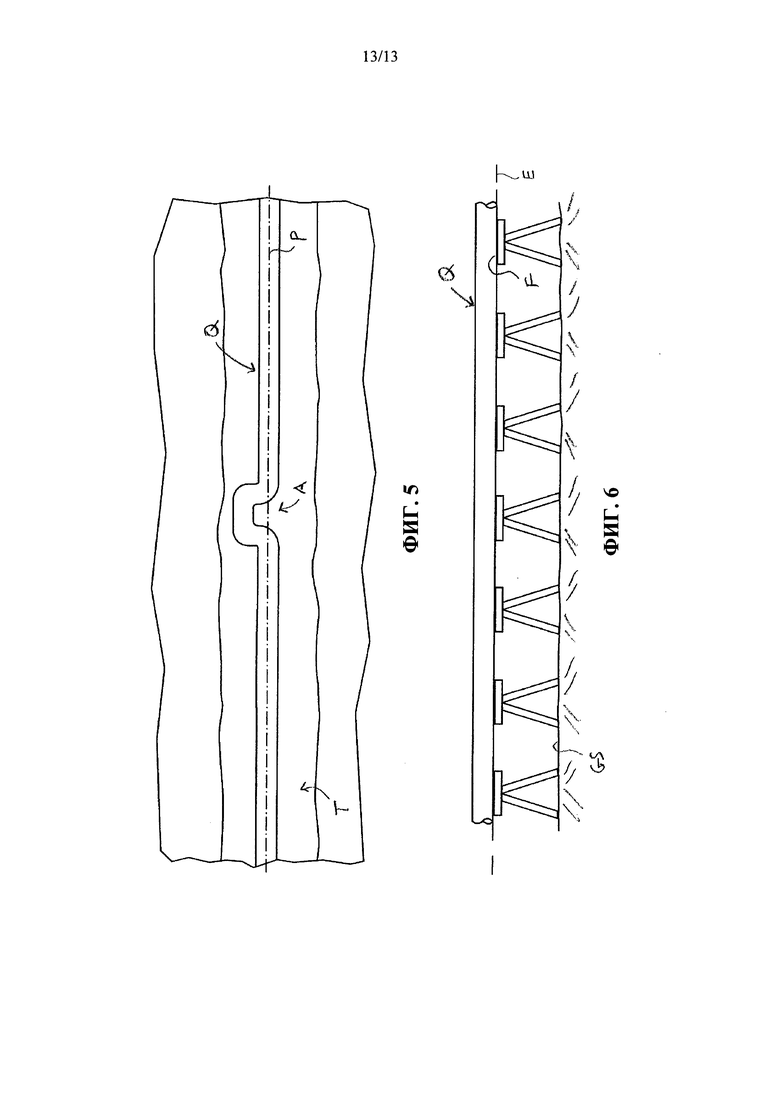
На фиг. 5 показан вид сверху части варианта осуществления полностью смонтированного трубопровода, вычерченный в более мелком масштабе; а
На фиг. 6 показан вид сбоку части еще одного из вариантов осуществления полностью смонтированного трубопровода согласно настоящему изобретению.
Подробное раскрытие настоящего изобретения
В прилагаемых чертежах одни и те же элементы везде обозначены одними и теми же номерами позиций. Один из вариантов осуществления системы согласно настоящему изобретению, обозначенной позицией 20 (фиг. 3D), описан в привязке к фиг. 1-6. Система 20 предназначена для сооружения трубопровода «Q» (фиг. 5 и 6), содержащего сплавленную трубу 21, которая предпочтительно включает в себя прямые отрезки 22 труб и одну или несколько нелинейных секций 24 (фиг. 3В), располагаемых в заранее определенной точке «А» на заданной траектории «Р» (фиг. 5), как это будет подробнее описано ниже. В одном из вариантов осуществления настоящего изобретения система 20 предпочтительно содержит подузел 26 обработки прямых отрезков труб, который включает в себя загрузочный модуль 28, в который загружаются прямые отрезки 22 труб; и первый сращивающий модуль 30, предназначенный для сплавления между собой прямых отрезков 22 труб торец в торец для получения множества прямых участков 32 трубопровода (фиг. 1). Как можно видеть, например, на фиг. 1 и 3D, также предпочтительно, чтобы система 20 содержала доводочный подузел 34. В одном из вариантов осуществления настоящего изобретения доводочный подузел включает в себя проверочный модуль 36, в котором осуществляется технический контроль сплавленной трубы 21, и который соединяется с первым сращивающим модулем 30; и доводочный модуль 38, в котором наносится покрытие на сплавленную трубу 21 для получения готовых участков 39 трубопровода. Кроме того, что будет подробнее описано ниже, в предпочтительном варианте система 20 включает в себя второй сращивающий модуль 40, предназначенный для сплавления нелинейной секции 24 трубопровода с выбранными прямыми участками 32 трубопровода для включения нелинейной секции 24 в состав сплавленной трубы 21. Второй сращивающий модуль 40 предпочтительно выполнен с возможностью соединения с проверочным модулем 36.
Следует понимать, что участки 32 трубопровода являются по существу прямыми. Однако специалистам в данной области техники очевидно, что трубопровод «Q» предпочтительно включает в себя одну или несколько нелинейных секций 47, которые могут представлять собой одну или несколько различных комбинаций труб и фитингов, не являющихся по существу прямыми (фиг. 4). К примеру, нелинейная секция 47 трубопровода может включать в себя один или несколько следующих элементов:
(a) компенсатор;
(b) задвижку;
(c) участок технического контроля; и
(d) колено трубопровода (в плане или по высоте), например, для предотвращения образования пробок.
Следует понимать, что в целях, определенных настоящим документом, в проверочном модуле 36 осуществляется технический контроль сплавленной трубы 21; а при необходимости сплавленная труба 21 также подвергается однократной или многократной послесварочной обработке. Соответственно, следует понимать, что в целях, определенных настоящим документом, ссылка на «технический контроль» сплавленной трубы в проверочном модуле 36 относится, помимо технического контроля, также и к послесварочной обработке, которая может потребоваться для получения готовых участков 39 трубопровода. Специалистам в данной области техники известны подходящие средства технического контроля и обеспечения послесварочной обработки.
Подобным же образом следует понимать, что для получения готовых участков 39 трубопровода в доводочном модуле 38 на сплавленную трубу 21 может быть нанесено как покрытие, так и изоляция. Соответственно, следует понимать, что в целях, определенных настоящим документом, ссылка на «нанесение покрытия» на сплавленную трубу в доводочном модуле 38 относится, помимо нанесения покрытия, также и к нанесению изоляции на сплавленную трубу 21, что может потребоваться для получения готовых участков 39 трубопровода. Специалистам в данной области техники известны подходящие средства нанесения покрытия и изоляции.
Следует понимать, что готовые участки 39 трубопровода являются по существу неподвижными по отношению к заданной траектории «Р» за исключением того, что они располагаются выше проектной высотной отметки (т.е. выровнены относительно заданной траектории) в момент первоначального формирования, т.е. сразу после выхода из доводочного модуля 38 (фиг. 2). Как будет описано ниже, система 20 предпочтительно выполнена подвижной относительно заданной траектории «Р» в направлении по ходу движения с тем, чтобы готовые участки 39 трубопровода могли укладываться вдоль заданной траектории «Р» на проектной высотной отметке для формирования трубопровода «Q» (фиг. 5 и 6). Направление по ходу движения обозначено стрелками на фиг. 1 и 2. Следует понимать, что в предпочтительном варианте заданная траектория «Р» располагается на одной или нескольких проектных высотных отметках «Е» (фиг. 2). Специалистам в данной области техники понятно, что в предпочтительном варианте основание «F» подготавливается по существу на проектной высотной отметке «Е» для укладки трубопровода «Q» до того, как система 20 начинает перемещаться вдоль заданной траектории «Р».
Как можно видеть на фиг. 1-3В, 3D-3F, 4 и 5, основание «F» может быть подготовлено в траншее «Т». Однако в зависимости от ряда факторов, таких как состояние грунта или проектная высотная отметка с учетом рельефа местности, может оказаться необходимым, чтобы основание «F» располагалось по меньшей мере, частично - выше поверхности земли. В этом случае основание «F» предпочтительно задается конструкциями «S», установленными на поверхности «GS» земли, как это показано на фиг.6.
Вне зависимости от того, располагается ли основание «F» ниже поверхности «GS» земли (т.е. в траншее «Т», как это показано на фиг. 2) или на конструкции «S» выше поверхности «GS» земли (т.е. как это показано на фиг. 6), готовые участки 39 трубопровода предпочтительно опускаются из доводочного модуля 38 на основание «F» под действием силы тяжести. Поскольку готовые участки 39 трубопровода по существу неподвижны за исключением их вертикального перемещения относительно проектной высотной отметки «Е», перемещение подузла 26 обработки прямых отрезков труб и доводочного подузла 34 в направлении по ходу движения приводит к тому, что прямые участки 39 трубопровода опускаются на основание «F» постепенно по мере выполнения указанного перемещения по ходу движения. На практике это означает, что при ликвидации опоры, которая обеспечивается доводочным модулем 38 (т.е. вследствие его перемещения в направлении по ходу движения), прямые участки 39 трубопровода опускаются в направлении основания «F» под действием силы тяжести.
В одном из вариантов осуществления настоящего изобретения система 20 предпочтительно включает в себя фартук 41, предназначенный для поддержания прямых участков 39 трубопровода после ликвидации опоры, обеспечиваемой доводочным модулем 38, вследствие перемещения доводочного модуля 38 и других модулей, соединенных с ним напрямую или опосредованно, в направлении по ходу движения. В предпочтительном варианте фартук 41 соединен с доводочным модулем 38 по существу с его задней по ходу стороны (фиг. 2). Фартук 41 предпочтительно выполнен достаточно гибким, и он может характеризоваться наличием шарнирного крепления на своей верхней стороне, т.е. вблизи соединения или на соединении с задней по ходу стороны доводочного модуля 38.
Специалистам в данной области техники очевидно, что после укладки трубопровода «Q» в траншею «Т» эта траншея может быть заполнена вынутым грунтом.
Система 20 дополнительно содержит первое толкающее устройство 42, предназначенное для перемещения подузла 26 обработки прямых отрезков труб и доводочного подузла 23 по заданной траектории «Р». В одном из вариантов осуществления настоящего изобретения первое толкающее устройство 42 предпочтительно устанавливается на транспортировочном модуле 43, который соединен с загрузочным модулем 28. Кроме того, в предпочтительном варианте система 20 также включает в себя второе толкающее устройство 44 для перемещения второго сращивающего модуля 40 относительно доводочного подузла 34 для соединения второго сращивающего модуля 40 с проверочным модулем 36. Как можно видеть на фиг.3F, в одном из вариантов осуществления настоящего изобретения второе толкающее устройство 44 предпочтительно устанавливается во втором сращивающем модуле 40 (следует понимать, что первое толкающее устройство 42 и второе толкающее устройство 44 не показаны на чертежах, за исключением фиг. 1 и 3F, что сделано для упрощения иллюстрации).
Специалистам в данной области техники очевидно, что толкающие устройства 42 и 44 могут быть выполнены в любой подходящей конфигурации. Например, как это проиллюстрировано в настоящем документе, толкающие устройства 42 и 44 включают в себя колеса «W» для сцепления с поверхностью «GS» земли для перемещения модулей, в которых соответственно установлены эти толкающие устройства 42 и 44, относительно поверхности «GS» земли. Специалистам в данной области техники также известны и другие средства сцепления с поверхностью «GS» земли, отличные от колес (например, гусеницы). Специалистам в данной области техники также хорошо известны пригодные для использования средства приведения в движение (не показаны), вращающие колеса «W», такие как, например, электродвигатель и приводной механизм.
Модули 43, 28, 30, 36, 38 и 40 могут быть при необходимости соединены друг с другом с помощью любого пригодного для использования сцепляющего приспособления «L» (фиг. 2). Пригодные для использования сцепляющие приспособления «L» хорошо известны специалистам в данной области техники.
Как можно видеть на фиг. 3В и 3F, в одном из вариантов осуществления настоящего изобретения система 20 предпочтительно включает в себя также платформу 46, устанавливаемую для поддержки второго сращивающего модуля 40 при его перемещении в заданное положение между подузлом 26 обработки прямых отрезков труб и доводочным подузлом 34 (фиг. 3D и 3Е) для соединения с проверочным модулем 36. Как будет описано ниже, когда второй сращивающий модуль 40 находится в заданном положении, нелинейная секция 24 может быть сплавлена со сплавленной (обычно прямой) трубой 21.
Как показано на фиг. 3В, в одном из вариантов осуществления настоящего изобретения платформа или опора 46 предпочтительно устанавливается в траншее «Т» или над этой траншеей для поддержки второго сращивающего модуля 40 при его перемещении в заданное положение или из заданного положения между подузлом 26 обработки прямых отрезков труб и доводочным подузлом 34 (фиг. 3В и 3F). Пригодные для использования платформы или опоры 46 хорошо известны специалистам в данной области техники.
Специалистам в данной области техники также очевидно, что в тех случаях, когда проектная высотная отметка располагается на поверхности земли или над поверхностью земли, платформа или опора 46 может не понадобиться.
Как можно видеть на фиг. 3G - 3I, в одном из вариантов осуществления настоящего изобретения нелинейная секция 24 предпочтительно включает в себя нелинейный отрезок 47 и один прямой отрезок 22' трубы, которые жестко соединены друг с другом через первый промежуточный отрезок 48 трубы. Способ, которым нелинейный отрезок 47 и один прямой отрезок 22' трубы соединяются друг с другом через первый промежуточный отрезок 48 трубы, будет описан ниже.
Специалистам в данной области техники очевидно, что прямые отрезки 22 труб могут сплавляться друг с другом в первом сращивающем модуле 30 любым подходящим способом. Например, для сплавления между собой прямых отрезков 22 труб могут быть использованы способы, раскрытые в патенте США №6,637,642 (Лингнау (Lingnau)) или в патенте США №7,348,523 (Слэк (Slack) и другие). Как описано в патентах '642 и '523, раскрытые в них способы требуют наличия двух привариваемых друг к другу прямых труб, которые вращаются и нагреваются перед соединением торец к торцу для сплавления между собой.
Специалистам в данной области техники также очевидно, что сращение нелинейной секции 24 со сплавленными прямыми участками 32 трубопровода и прямыми отрезками 22 труб требует использования методики, отличной от тех, что описаны в патентах '642 и '523, поскольку в данном случае невозможно обеспечить вращение нелинейной секции 24 вокруг продольной оси ее концов. Нелинейная секция 24 может сплавляться с прямыми отрезками 22 труб любым подходящим способом или способами. Например, нелинейная секция 24 может сплавляться с прямыми отрезками 22 труб способом, описанным в заявке на выдачу патента США №14/220,508, поданной 20 марта 2014 гола (представляемой как патент США №9,644,769) («Патент Чэна»), и содержание которой полностью включено в настоящий документ посредством ссылки. Как описано в патенте Чэна, промежуточная трубчатая деталь, установленная между двумя другими деталями, вращается вокруг своей оси, нагревается и сцепляется с двумя другими деталями, вызывая в них пластическую деформацию, в результате чего обеспечивается спаивание промежуточной трубчатой детали с примыкающими к ней деталями.
Специалистам в данной области техники очевидно, что прямой отрезок 22 трубы может быть сплавлен с нелинейным элементом 47 (напрямую или опосредованно, в зависимости от обстоятельств) любым подходящим способом. Как можно видеть на фиг. 3G, в предпочтительном варианте прямой отрезок 22 трубы соединяется с нелинейным элементом 47 не напрямую, а через промежуточный отрезок 48 трубы, как это описано в патенте Чэна. Как будет описано ниже, такая схема расположения облегчает соединение со следующим по ходу движения прямым отрезком трубы, так как сразу после подсоединения прямого отрезка 22' трубы этот прямой отрезок 22' трубы устанавливается в положение сплавления с одним из прямых отрезков 22'' трубы.
В одном из вариантов осуществления способа согласно настоящему изобретению трубопровод «Q», включающий сплавленную трубу 21, предпочтительно укладывается вдоль заданной траектории «Р» в направлении по ходу движения, как это было описано выше. В предпочтительном варианте описываемый способ предусматривает подготовку загрузочного модуля 28, предназначенного для загрузки прямых отрезков 22 труб; размещение ряда прямых отрезков 22 труб в указанном загрузочном модуле 28; и подготовку первого сращивающего модуля 30, соединяемого с загрузочным модулем 28 и выполненного с возможностью сплавления друг с другом прямых отрезков 22 труб. С помощью первого сращивающего модуля 40 прямые отрезки 22 труб в предпочтительном варианте последовательно сплавляются друг с другом (торец к торцу), образуя первый участок 49 сплавленной трубы 21 (фиг. 1).
Описываемый способ также предусматривает стадию технического контроля сплавленной трубы 21 в проверочном модуле 36 (после его соединения с первым сращивающим модулем 30). Кроме того, в доводочном модуле 38, который соединяется с проверочным модулем, на сплавленную трубу наносится соответствующее покрытие для получения готовых участков 39 трубопровода. Также предпочтительно, чтобы подузел 26 обработки прямых отрезков труб и доводочный подузел 34 перемещались относительно заданной траектории «Р» в направлении по ходу движения (обозначенном стрелкой «С») вдоль заданной траектории «Р» таким образом, чтобы готовые участки 39 трубопровода могли опускаться до проектной высотной отметки или отметок вдоль заданной траектории «Р» под действием силы тяжести. Специалистам в данной области техники очевидно, что в соответствии с вышесказанным готовые участки 39 трубопровода, включающие в себя прямые отрезки 22 труб, укладываются вдоль заданной траектории «Р».
Как было указано выше, в предпочтительном варианте в состав трубопровода «Q» включена одна или несколько нелинейных секций 24, расположенных в заранее определенной точке «А». Соответственно, в одном из вариантов осуществления настоящего изобретения описываемый способ предусматривает отсоединение первого сращивающего модуля 30 от проверочного модуля 36 в заранее определенной точке «А». В предпочтительном варианте подузел 26 обработки прямых отрезков труб отходит от доводочного подузла 34 при перемещении в направлении по ходу движения, в результате чего между первым сращивающим модулем 30 и проверочным модулем 36 образуется зазор «G», расположенный по существу в заранее определенной точке «А» (фиг. 3А и 3В).
В предпочтительном варианте образуется достаточно большой зазор «G», позволяющий второму сращивающему модулю 40 соединиться с проверочным модулем 36 на передней по ходу стороне 45 проверочного модуля 36 (фиг. 3А). После установки подузла 26 обработки прямых отрезков труб и доводочного подузла 34 в положение, в котором они оказываются разделенными зазором «G», второй сращивающий модуль 40 перемещается в заданное положение, как это проиллюстрировано на фиг. 3D и 3Е, в котором второй сращивающий модуль 40 соединяется с проверочным модулем 36 с помощью сцепляющего приспособления «L», предусмотренном на втором сращивающем модуле 40, в результате чего второй сращивающий модуль 40 оказывается непосредственно перед проверочным модулем 36. Следует понимать, что второй сращивающий модуль 40 перемещает доводочный подузел 34 в направлении по ходу движения по мере того, как нелинейная секция 24 сплавляется своим задним по ходу концом со сплавленной прямой трубой и происходит укладка трубопровода. При том, что второй сращивающий модуль 40 соединен с проверочным модулем 36, в предпочтительном варианте подузел 26 обработки прямых отрезков труб также перемещается в направлении по ходу движения в той мере, в которой такое перемещение необходимо для сохранения зазора «G» между подузлом 26 обработки прямых отрезков труб и доводочным подузлом 34.
Также предпочтительно, чтобы в зазоре «G» располагалась одна или несколько опор 46 (фиг. 3В и 3F). В предпочтительном варианте второй сращивающий модуль 40 перемещается в зазор «G» относительно проверочного модуля 36, где второй сращивающий модуль 40 соединяется с проверочным модулем 36 (фиг. 3D) так, что второй сращивающий модуль 40 оказывается в своем заданном положении. Специалистам в данной области техники очевидно, что в предпочтительном варианте второй сращивающий модуль 40 поддерживается - по меньшей мере, частично - опорой 46 по мере того, как второй сращивающий модуль 40 перемещается в зазор «G», поскольку такое перемещение требует пересечения вторым сращивающим модулем 40 заданной траектории «Р».
Как можно видеть на фиг. 3А, зазор «G» создается за счет отсоединения проверочного модуля 36 от первого сращивающего модуля 30 и последующего перемещения подузла 26 обработки прямых отрезков труб на небольшое расстояние в направлении по ходу движения. После перемещения второго сращивающего модуля 40 в заданное положение и его соединения с проверочным модулем 36 с помощью сцепляющего приспособления «L» подузел 26 обработки прямых отрезков труб перемещается в направлении по ходу движения при одновременном перемещении в этом же направлении доводочного подузла 34 и второго сращивающего модуля 40 для сохранения зазора «G».
Как было указано выше, в предпочтительном варианте прямые отрезки 22 труб сплавляются друг с другом любым подходящим способом. Кроме того, нелинейный отрезок 47 сплавляется с прямыми отрезками труб (предпочтительно не напрямую, а через промежуточный отрезок трубы) также любым подходящим способом. Однако, что также было указано выше, в предпочтительном варианте нелинейный отрезок 47 жестко соединяется с прямыми отрезками труб через промежуточные отрезки труб с использованием способа, раскрытого в патенте Чэна. Как описано в патенте Чэна, этот способ предусматривает использование зажимов и дополнительного зацепляющего элемента для удержания двух обрабатываемых деталей в неподвижном состоянии и обеспечения вращения промежуточного отрезка трубы, расположенного между этими двумя деталями. В предпочтительном варианте способ, раскрытый в патенте Чэна, также предусматривает установку нагревательных элементов в требуемое положение между обрабатываемыми деталями до сращивания обрабатываемых деталей с достаточным ковочным усилием. Следует понимать, что нагревательные элементы пропущены на чертежах для упрощения иллюстрации.
Результат реализации предпочтительного способа сплавления между собой переднего по ходу конца 74 нелинейного отрезка 47 трубы и первого промежуточного отрезка 48 трубы, а также сплавления между собой первого промежуточного отрезка 48 трубы и заднего по ходу конца 76 прямого отрезка 22' трубы, можно видеть на фиг. 3G. Устройства, использованные для достижения результатов, показанных на фиг. 3G, схематически проиллюстрированы на фиг. 3С. В предпочтительном варианте зажим 70А захватывает нелинейный отрезок 47 трубы вблизи его переднего по ходу конца 74, а еще один зажим 70В захватывает прямой отрезок 22' трубы вблизи его заднего по ходу конца 76. Согласно способу, описанному в патенте Чэна, зажим 72А захватывает первый промежуточный отрезок 48 трубы для его вращения для обеспечения его сплавления с нелинейным отрезком 47 трубы и прямым отрезком 22' трубы, в результате чего образуется нелинейная секция 24.
Следует понимать, что некоторые другие элементы (например, нагревательные элементы), используемые при реализации способа, раскрытого в патенте Чэна, не показаны на фиг. 3С, что сделано для упрощения иллюстрации. Также следует понимать, что зажимы и зацепляющие элементы обычно не показаны на чертежах для упрощения иллюстрации за исключением случаев, когда в настоящем документе на них дается прямая ссылка.
Как было сказано выше, после выравнивания нелинейной секции 24 относительно первого участка 49 сплавленной трубы 21 (фиг. 3В и 3D) задний по ходу конец 52 нелинейного участка 24 трубопровода в предпочтительном варианте сплавляется с передним по ходу концом 54 первого участка 49 сплавленной трубы 21. Как можно видеть на фиг. 3D, предпочтительно, чтобы способ сплавления первого участка 49 с нелинейной секцией 24 трубопровода соответствовал способу, раскрытому в патенте Чэна.
Соответственно, для жесткого соединения нелинейной секции 24 трубопровода ее задним по ходу концом с уже сплавленной прямой трубой первый участок 49 удерживается в неподвижном состоянии зажимом 70С, а нелинейная секция 24 трубопровода удерживается в неподвижном состоянии зажимом 70D. Второй промежуточный отрезок 77 трубы, расположенный между первым участком 49 и нелинейной секцией 24 трубопровода, удерживается и вращается еще одним зажимом 72В (фиг. 3D).
В одном из вариантов осуществления настоящего изобретения способ согласно завяленному изобретению предпочтительно предусматривает сплавление заднего по ходу конца 52 нелинейной секции 24, расположенной во втором сращивающем модуле, с передним по ходу концом 54 первого участка 49 сплавленной трубы 21, поддерживаемого проверочным модулем 36 (фиг. 3В), для формирования второго участка 50 сплавленной трубы 21, который включает в себя нелинейную секцию 24 (фиг. 3D и 3Е). Сплавление может осуществляться любым подходящим способом. Как можно видеть на фиг. 3D, на этой стадии нелинейная секция 24 трубопровода сплавляется с прямыми участками 32 трубопровода, расположенными за секцией 24 по ходу движения, т.е. со сплавленной трубой 21, которая представляет собой прямую трубу и располагается за нелинейной секцией 24 трубопровода по ходу движения.
В предпочтительном варианте второй сращивающий модуль 40 затем перемещается в направлении по ходу движения вместе с другими модулями 36 и 38 для установки нелинейной секции 24 трубопровода - по меньшей мере, частично - в проверочном модуле 36, в котором осуществляется технический контроль второго участка 50 сплавленной трубы 21, включающий в себя нелинейную секцию 24 (фиг. 3F). Одновременно с этим подузел 26 обработки прямых отрезков труб в предпочтительном варианте также перемещается в направлении по ходу движения для сохранения зазора «G» между подузлом 26 обработки прямых отрезков труб и доводочным подузлом 36. Как было указано выше, в целях настоящего документа технический контроль сплавленной трубы может предусматривать как собственно технический контроль, так и послесварочную обработку. После этого второй сращивающий модуль 40 перемещается в направлении по ходу движения для установки нелинейной секции 24 трубопровода по меньшей мере, частично - в доводочном модуле 38, в котором на нелинейную секцию 24 трубопровода наносится покрытие, для включения нелинейной секции 24 трубопровода в состав готовых участков 39 трубы. Это также показано, частично, на фиг. 3F. Кроме того, что также было указано выше, процесс нанесения покрытия на участок сплавленной трубы 21, включающий в себя нелинейную секцию 24 трубопровода, может также предусматривать нанесение на него изоляции, что осуществляется в доводочном модуле 38.
Следует понимать, что на этой стадии перемещение второго сращивающего модуля 40 в направлении по ходу движения отрегулировано таким образом, что такое перемещение прекращается в тот момент, когда сплавленная труба 21 (т.е. включая нелинейную секцию 24 трубопровода) оказывается в доводочном подузле 34, в результате чего передний по ходу конец 58 прямого отрезка 22' трубы оказывается в заранее определенном положении относительно передней по ходу стороны 45 проверочного модуля 36 (фиг. 3F). Как можно видеть на фиг. 3F, установка сплавленной трубы 21 в требуемое положение на этой стадии (т.е. с передним по ходу концом 58, немного выступающим вперед относительно переднего по ходу конца 45) предполагает такое расположение переднего по ходу конца 58 прямого отрезка 22' трубы, чтобы в последующем с ним мог быть сплавлен другой прямой отрезок трубы на переднем по ходу конце 58.
В предпочтительном варианте после установки прямого отрезка 22' трубы в заданное положение второй сращивающий модуль 40 отсоединяется от проверочного модуля 36 (фиг. 3F). Также предпочтительно, чтобы второй сращивающий модуль 40 после этого сошел с заданной траектории «Р», в результате счет чего между подузлом 26 обработки прямых отрезков труб и доводочным подузлом 34 мог быть опять открыт зазор «G», как это проиллюстрировано на фиг. 3F.
В предпочтительном варианте после этого платформа 46 извлекается из траншеи «Т». Затем подузел 26 обработки прямых отрезков труб перемешается в направлении против хода движения (обозначенном на фиг. 3F стрелкой «D») таким образом, что первый сращивающий модуль 30 соединяется с проверочным модулем 36 с помощью сцепляющего приспособления «L», предусмотренного на первом сращивающем модуле 30.
Как можно видеть на фиг. 3F и 4, после соединения первого сращивающего модуля 30 с проверочным модулем 36 передний по ходу конец 58 прямого отрезка 22' трубы устанавливается в положение, обеспечивающее его зацепление с задним по ходу концом 64 прямого отрезка 22'' трубы (фиг. 3F). Как можно видеть на фиг. 4, для продолжения процесса сооружения сплавленной трубы 21 после соединения первого сращивающего модуля 30 с проверочным модулем 36 передний по ходу конец 58 сплавляется с задним по ходу концом 64. Сплавление может осуществляться любым подходящим способом. Например, отрезок 22'' трубы может нагреваться и вращаться с последующим сцеплением с передним по ходу концом прямого отрезка 22' трубы способом, описанным в патенте '642, или способом, который раскрыт в патенте '523 (следует понимать, что зажимы, которые могут потребоваться, показаны на фиг. 3D и 3Е и опущены на фиг. 3F и 4, что сделано для упрощения иллюстрации).
Следует понимать, что после этого процесс сооружения сплавленной трубы 21 может быть продолжен путем загрузки прямых отрезков 22 труб в загрузочный модуль 28 и их сплавления (в первом сращивающем модуле 30) с ранее сформированной сплавленной трубой 21 по мере того, как подузел 26 обработки прямых отрезков труб и доводочный подузел 34 будут перемещаться в направлении по ходу движения. Подузел 26 обработки прямых отрезков труб и доводочный подузел 34, соединенные друг с другом (фиг. 4), перемещаются в направлении по ходу движения вдоль заданной траектории «Р» с тем, чтобы готовые участки 39 трубопровода, включающие в себя нелинейную секцию 24, могли быть размещены в заранее определенной точке «А» на заданной траектории «Р».
Таким образом, нелинейная секция 24 трубопровода также жестко соединяется с прямыми отрезками труб, расположенными спереди от нее по ходу движения, например, одним из способов, которые раскрыты в патентах '642 и '523, описанных выше. Специалистам в данной области техники очевидно, что может быть использован любой подходящий для этого способ. Необходимые элементы в предпочтительном варианте располагаются на первом сращивающем модуле 30; при этом они не показаны на чертежах для упрощения иллюстрации.
Из вышеприведенного видно, что в одном из вариантов осуществления настоящего изобретения нелинейная секция 24 трубопровода согласно заявленному изобретению предпочтительно проходит между своим первым концом 52 и своим вторым концом 58 (фиг. 3G). В предпочтительном варианте нелинейная секция 24 трубопровода включает в себя нелинейный отрезок 47 трубы, проходящий между своим передним по ходу концом 74 и своим задним по ходу концом 52, и прямой отрезок 22' трубы, проходящий между своим передним по ходу концом 58 и своим задним по ходу концом 76. На фиг. 3G можно также видеть, что в предпочтительном варианте нелинейная секция 24 трубопровода также включает в себя промежуточный отрезок 48 трубы, расположенный между прямым отрезком 22' трубы и передним по ходу концом 74 нелинейного отрезка 47 трубы. Промежуточный отрезок 48 трубы в предпочтительном варианте сплавляется с нелинейным отрезком 47 трубы с его переднего по ходу конца 74 и сплавляется с прямым отрезком 22' трубы с его заднего по ходу конца 76.
Как было указано выше, нелинейная секция 24 трубопровода сначала сплавляется с ранее сформированной сплавленной трубой своим задним по ходу концом 52. Это также проиллюстрировано на фиг. 3D и 3Е. На фиг. 3Н результат этого процесса проиллюстрирован в более крупном масштабе. Как можно видеть на фиг. 3Н, нелинейная секция 24 трубопровода в предпочтительном варианте соединяется с первым участком 49 сплавленной трубы 21 через второй промежуточный отрезок 77 трубы, т.е. предпочтительно с использованием способа, раскрытого в патенте Чэна. Как было описано выше, второй промежуточный отрезок 77 трубы располагается между передним по ходу концом 54 первого участка сплавленной трубы 21 и задним по ходу концом 52 нелинейной секции 24.
Подобным же образом, что также было описано выше, прямой 22' отрезок трубы, который входит в состав нелинейной секции 24 трубопровода, жестко соединяется со следующим прямым отрезком 22'' трубы, который находится непосредственно перед ним по ходу движения (фиг. 4). Как было описано выше, нелинейная секция 24 трубопровода в предпочтительном варианте сплавляется своим передним по ходу концом 58 с одним из прямых отрезков 22'' труб на его заднем по ходу конце 64.
Специалистам в данной области техники понятно, что настоящее изобретение может принимать различные формы, и что такие формы входят в объем настоящего изобретения в соответствии с его формулой. Объем формулы настоящего изобретения не должен ограничиваться предпочтительными вариантами его осуществления, описанными в примерах, а должен толковаться в широком смысле, согласуясь с описанием в целом.
Группа изобретений относится строительству трубопроводов. Трубопровод содержит прямые отрезки труб и одну или несколько нелинейных секций. В способе с помощью первого сращивающего модуля последовательно сплавляются прямые отрезки труб, образующие первый участок трубы. В проверочном модуле, который соединен с первым сращивающим модулем, осуществляется технический контроль сплавленной трубы. В доводочном модуле, который соединен с проверочным модулем, на трубу наносится покрытие для получения готовых участков трубопровода. Проверочный модуль и доводочный модуль образуют доводочный подузел. Подузел обработки прямых отрезков труб и доводочный подузел перемещаются по ходу движения вдоль заданной траектории, что позволяет готовым участкам трубопровода опускаться до заданной высотной отметки. В заранее определенной точке первый сращивающий модуль отсоединяется от проверочного модуля. Подузел обработки прямых отрезков труб отходит от доводочного подузла в направлении по ходу движения и между первым сращивающим модулем и проверочным модулем образуется зазор. Второй сращивающий модуль перемещается в заданное положение в зазоре относительно проверочного модуля. Нелинейная секция, расположенная во втором сращивающем модуле, сплавляется с первым участком сплавленной трубы. После технического контроля и нанесения покрытия второй сращивающий модуль отходит от заданной траектории. Первый сращивающий модуль соединяется с проверочным модулем. Задний по ходу конец одного из прямых отрезков труб сплавляется с передним по ходу концом нелинейной секции для включения нелинейной секции в состав трубопровода. 2 н.п. ф-лы, 14 ил.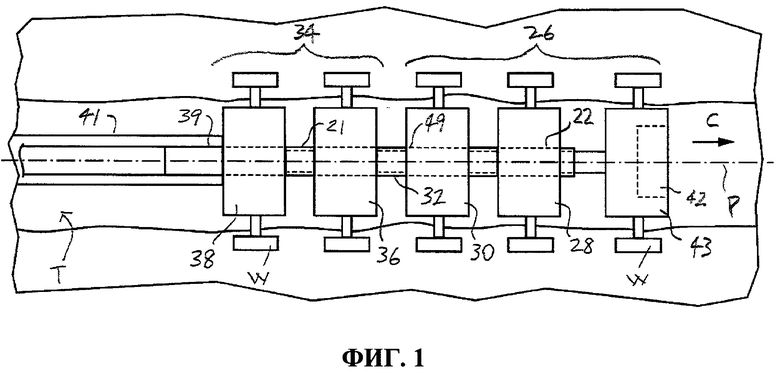
1. Способ сооружения трубопровода, содержащего сплавленную трубу, которая укладывается в направлении по ходу движения вдоль заданной траектории, по меньшей мере, с одной высотной отметкой; при этом трубопровод включает в себя прямые отрезки труб и, по меньшей мере, одну нелинейную секцию, расположенную в заранее определенной точке на заданной траектории; при этом указанный способ предусматривает:
(a) подготовку загрузочного модуля, предназначенного для загрузки прямых отрезков труб;
(b) размещение множества прямых отрезков труб в загрузочном модуле;
(c) подготовку первого сращивающего модуля, соединяемого с загрузочным модулем и выполненного с возможностью сплавления между собой прямых отрезков труб; при этом загрузочный модуль и первый сращивающий модуль образуют подузел обработки прямых отрезков труб;
(d) последовательное сплавление прямых отрезков труб для формирования первого участка сплавленной трубы с помощью первого сращивающего модуля;
(e) технический контроль сплавленной трубы в проверочном модуле, который соединен с первым сращивающим модулем;
(f) нанесение покрытия на сплавленную трубу в доводочном модуле, который соединен с проверочным модулем, для получения готовых участков трубопровода; при этом проверочный модуль и доводочный модуль образуют доводочный подузел;
(g) перемещение подузла обработки прямых отрезков труб и доводочного подузла относительно заданной траектории в направлении по ходу движения вдоль заданной траектории с тем, чтобы готовые участки трубопровода могли опуститься до указанной, по меньшей мере, одной проектной высотной отметки вдоль заданной траектории под действием силы тяжести;
(h) отсоединение первого сращивающего модуля от проверочного модуля по существу в заранее определенной точке;
(i) отведение подузла обработки прямых отрезков труб от доводочного подузла в направлении по ходу движения, в результате чего по существу в заранее определенной точке между первым сращивающим модулем и проверочным модулем образуется зазор;
(j) размещение в зазоре, по меньшей мере, одного опорного элемента;
(k) перемещение второго сращивающего модуля в заданное положение в зазоре относительно проверочного модуля и соединение второго сращивающего модуля с проверочным модулем; при этом второй сращивающий модуль - по меньшей мере, частично - опирается на указанный, по меньшей мере, один опорный элемент;
(l) сплавление заднего по ходу конца указанной, по меньшей мере, одной нелинейной секции, расположенной во втором сращивающем модуле, с передним по ходу концом первого участка сплавленной трубы, поддерживаемого проверочным модулем, для формирования второго участка сплавленной трубы, который включал бы в себя указанную, по меньшей мере, одну нелинейную секцию;
(m) перемещение второго сращивающего модуля в направлении по ходу движения для размещения указанной, по меньшей мере, одной нелинейной секции - по меньшей мере, частично - в проверочном модуле, где осуществляется технический контроль второго участка сплавленной трубы, включающего указанную, по меньшей мере, одну нелинейную секцию;
(n) перемещение второго сращивающего модуля в направлении по ходу движения для размещения указанной, по меньшей мере, одной нелинейной секции - по меньшей мере, частично - в доводочном модуле, где на указанную, по меньшей мере, одну нелинейную секцию наносится покрытие, для включения указанной, по меньшей мере, одной нелинейной секции в состав готовых участков трубопровода;
(о) отсоединение второго сращивающего модуля от проверочного модуля;
(р) увод второго сращивающего модуля с заданной траектории;
(q) соединение первого сращивающего модуля с проверочным модулем;
(r) сплавление заднего по ходу конца одного из прямых отрезков труб с передним по ходу концом указанной, по меньшей мере, одной нелинейной секции для включения указанной, по меньшей мере, одной нелинейной секции в состав сплавленной трубы; и
(s) перемещение подузла обработки прямых отрезков труб и доводочного подузла в направлении по ходу движения вдоль заданной траектории с тем, чтобы готовый участок трубопровода, включающий указанную, по меньшей мере, одну нелинейную секцию, можно было расположить в заранее определенной точке на заданной траектории.
2. Трубопровод, сооруженный согласно способу по п. 1.
| US 3900146 A, 19.08.1975 | |||
| US 4452550 A, 05.06.1984 | |||
| US 4558971 A, 17.12.1985 | |||
| US 3744259 A, 10.07.1973 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЕДОХРАНЕНИЯ ОПАСНЫХ УЧАСТКОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ОТ ПЕРЕНАПРЯЖЕНИЙ | 1997 |
|
RU2143631C1 |
| US 2004231081 A1, 25.11.2004 | |||
| Устройство для монтажа и укладки трубопровода | 1984 |
|
SU1372146A1 |
| US 5240167 A, 31.08.1993 | |||
| US 9644769 B1, 09.05.2017. | |||

