УРОВЕНЬ ТЕХНИКИ
Область техники
[0001] Настоящее изобретение относится к резьбовому соединению для стальных труб.
Раскрытие предшествующего уровня техники
[0002] Стальные трубы, называемые трубами для нефтяных скважин, используют, например, в нефтяных или газовых скважинах для разведки или добычи нефти или природного газа (далее совместно именуемых «нефтяные скважины» и т. п.), разработки нетрадиционных ресурсов, в частности, нефтеносного песка или сланцевого газа, извлечения или хранения двуокиси углерода (улавливания и хранения двуокиси углерода (Carbon dioxide Capture and Storage (CCS))), производства геотермальной энергии, а также в горячих источниках. Резьбовое соединение используют для соединения стальных труб.
[0003] Такие резьбовые соединения для стальных труб обычно подразделяют на соединения муфтового типа и интегрального типа. Соединение муфтового типа соединяет пару труб, одна из которых представляет собой стальную трубу, а другая является соединительной деталью. В этом случае на наружной периферии каждого из концов стальной трубы предусмотрена наружная резьба, а при этом на внутренней периферии каждого из концов соединительной детали предусмотрена внутренняя резьба. После этого наружную резьбу стальной трубы вкручивают во внутреннюю резьбу соединительной детали таким образом, чтобы они оказались свинчены и соединены. Соединение интегрального типа соединяет пару стальных труб, обе из которых являются стальными трубами, без использования отдельной соединительной детали. В этом случае на наружной периферии одного конца каждой стальной трубы предусмотрена наружная резьба, а при этом на внутренней периферии другого конца предусмотрена внутренняя резьба. После этого наружную резьбу стальной трубы вкручивают во внутреннюю резьбу другой стальной трубы таким образом, чтобы трубы оказались свинчены и соединены.
[0004] Соединительный участок конца трубы, на котором предусмотрена наружная резьба, содержит элемент, вставляемый во внутреннюю резьбу, и поэтому его обычно называют «ниппелем». Соединительный участок конца трубы, на котором предусмотрена внутренняя резьба, содержит элемент, принимающий наружную резьбу, и поэтому его называют «муфтой». Ниппель и муфта представляют собой концы труб и, таким образом, имеют трубчатую форму.
[0005] Резьбовые соединения, используемые на малых глубинах в очень глубоких нефтяных скважинах, подвергаются, в частности, большим растягивающим нагрузкам, обусловленным собственной массой труб для нефтяных скважин, в то время как резьбовые соединения на больших глубинах испытывают большие сжимающие нагрузки, обусловленные термическим расширением.
[0006] Кроме того, требуется, чтобы резьбовое соединение обладало герметичностью по отношению к давлению жидкости изнутри (далее называемое «внутреннее давление») и давлению жидкости снаружи (далее называемое «внешнее давление»); чем больше глубина, на которой расположено соединение, тем выше требования к герметичности соединения. Ввиду этого резьбовое соединение оснащают металлическим уплотнением, в котором металлические элементы контактируют друг с другом. Металлическое уплотнение скомпоновано уплотнением ниппеля, выполненным на внешней периферии ниппеля, и уплотнением муфты, выполненным на внутренней периферии муфты. Диаметр уплотнения ниппеля немного больше диаметра уплотнения муфты. Разность между диаметрами уплотнения ниппеля и уплотнения муфты будет называться величиной натяга. Когда резьбовое соединение свинчено, и уплотнения подогнаны друг к другу, величина натяга обуславливает уменьшение диаметра уплотнения ниппеля и увеличение диаметра уплотнения муфты. Каждое из уплотнений пытается восстановить свои первоначальные диаметры, и таким образом, создает упругие восстанавливающие усилия, что создает контактные давления на уплотнениях, в результате которых уплотнения плотно контактируют друг с другом по всей окружности, обеспечивая тем самым герметичность.
[0007] Резьбовое соединение с использованием клиновидной резьбы раскрыто в заменяющем патенте США № 30647 (патентный документ 1), патенте США № 6158785 (патентный документ 2) и WO 2015/194193 (патентный документ 3). Клиновидная резьба имеет ширину резьбы, которая постепенно изменяется по мере прохождения по винтовому направлению. Клиновидная резьба, также называемая резьбой «ласточкин хвост», обеспечивает высокий момент затяжки. Тем не менее, ни в одном из патентных документов 1-3 не раскрыт показатель изменения ширины клиновидной резьбы.
[0008] Патент JP 2012-512347 A (патентный документ 4) также раскрывает резьбовое соединение с клиновидной резьбой. На участках, расположенных вблизи концов с наружной резьбой, ход, измеренный между закладными сторонами наружной резьбы, и ход, измеренный между опорными сторонами наружной резьбы, являются постоянными. Аналогичным образом, на участках, расположенных вблизи концов с внутренней резьбой, ход, измеренный между закладными сторонами внутренней резьбы, и ход, измеренный между опорными сторонами внутренней резьбы, являются постоянными. Следовательно, ширина резьбы вблизи концов резьбовых участков постоянна. Хотя можно обнаружить наличие разности между ходом, измеренным между опорными сторонами, и ходом, измеренным между закладными сторонами, в документе не указано конкретное значение такой разности.
[0009] Следующие документы, характеризующие уровень техники, внесены в настоящий документ путем отсылки.
[0010] [Патентный документ 1] заменяющий патент США № 30647
[Патентный документ 2] патент США № 6158785
[Патентный документ 3] WO 2015/194193
[Патентный документ 4] JP 2012-512347 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0011] Поскольку опорные стороны и закладные стороны клиновидной резьбы имеют отрицательный угол наклона, то клиновидная резьба характеризуется высоким моментом затяжки благодаря сцеплению во время свинчивания. Кроме того, для облегчения свинчивания клиновидная резьба может иметь ширину, уменьшающуюся по мере схождения к концу ниппеля или замка. Иными словами, существует разность между шагом опорной стороны и шагом закладной стороны резьбы. Эту разность шага можно назвать «дельтой хода». Дельта хода определяет ширину вершины резьбы, измеренную вблизи концов ниппеля и муфты.
[0012] Вместо дельты хода можно использовать «коэффициент клиновидности», чтобы учесть влияние абсолютного значения шага резьбы. Коэффициент клиновидности определяют делением дельты хода на шаг опорной стороны и представляет собой отношение дельты хода к шагу опорной стороны, выраженное в процентах.
[0013] Если коэффициент клиновидности высок, это означает, что степень уменьшения ширины вершины резьбы также будет высока. Если коэффициент клиновидности высок, ширина вершины резьбы будет уменьшаться к концам ниппеля или муфты. Если ширина вершины резьбы мала, клиновидная резьба не сможет выдерживать большие растягивающие нагрузки, и вершина резьбы может быть разрушена. Поэтому при выборе коэффициента клиновидности необходимо соблюдать осторожность. Способность клиновидной резьбы выдерживать растягивающую нагрузку в дальнейшем будет называться «устойчивостью к растяжению».
[0014] Вышеупомянутый патентный документ 4 (JP 2012-512347 A) раскрывает оптимизацию коэффициента клиновидности. Тем не менее, ни в одном документе не рассматривается влияние коэффициента клиновидности на момент затяжки и герметичность, а также на устойчивость к растяжению.
[0015] Задачей настоящего изобретения является разработка резьбового соединения для стальных труб, которое обеспечивает высокий момент затяжки, высокую устойчивость к растяжению и высокую герметичность.
[0016] Авторы изобретения провели обширные исследования с целью нахождения подходящего коэффициента клиновидности, улучшающего как момент затяжки, так и устойчивость к растяжению. Они обнаружили, что при изменении коэффициента клиновидности достигается высокий момент затяжки, высокая устойчивость к растяжению и высокая герметичность.
[0017] Резьбовое соединение для стальных труб согласно настоящему изобретению содержит трубчатый ниппель и трубчатую муфту. Трубчатый ниппель сформирован одним концевым участком стальной трубы. Трубчатая муфта навинчивается на ниппель, когда ниппель вставляют в муфту. Ниппель содержит упор ниппеля, наружную резьбу и уплотнение ниппеля. Упор ниппеля предусмотрен на концевом участке ниппеля, причем упор ниппеля имеет тороидальную поверхность. На наружной периферийной поверхности ниппеля предусмотрена наружная резьба. Наружная резьба является клиновидной резьбой. Между упором ниппеля и наружной резьбой предусмотрено уплотнение ниппеля, причем уплотнение ниппеля предусмотрено на наружной периферийной поверхности ниппеля. Муфта содержит упор муфты, внутреннюю резьбу и уплотнение муфты. Упор муфты соответствует упору ниппеля и предусмотрен на наиболее заглубленной поверхности муфты, причем упор муфты имеет тороидальную поверхность. Внутренняя резьба соответствует наружной резьбе и предусмотрена на внутренней периферийной поверхности муфты. Внутренняя резьба является клиновидной резьбой. Уплотнение муфты соответствует уплотнению ниппеля и предусмотрено на внутренней периферийной поверхности муфты. Когда ниппель и муфта свинчены, упор ниппеля находится на расстоянии от упора муфты. Резьбовое соединение удовлетворяет следующему выражению, (1).
[0018] 3 % ≤ (LP−SP)/LP ≤ 7 % (1).
[0019] В выражении (1) LP означает шаг между опорными сторонами наружной резьбы. SP означает шаг между закладными сторонам наружной резьбы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
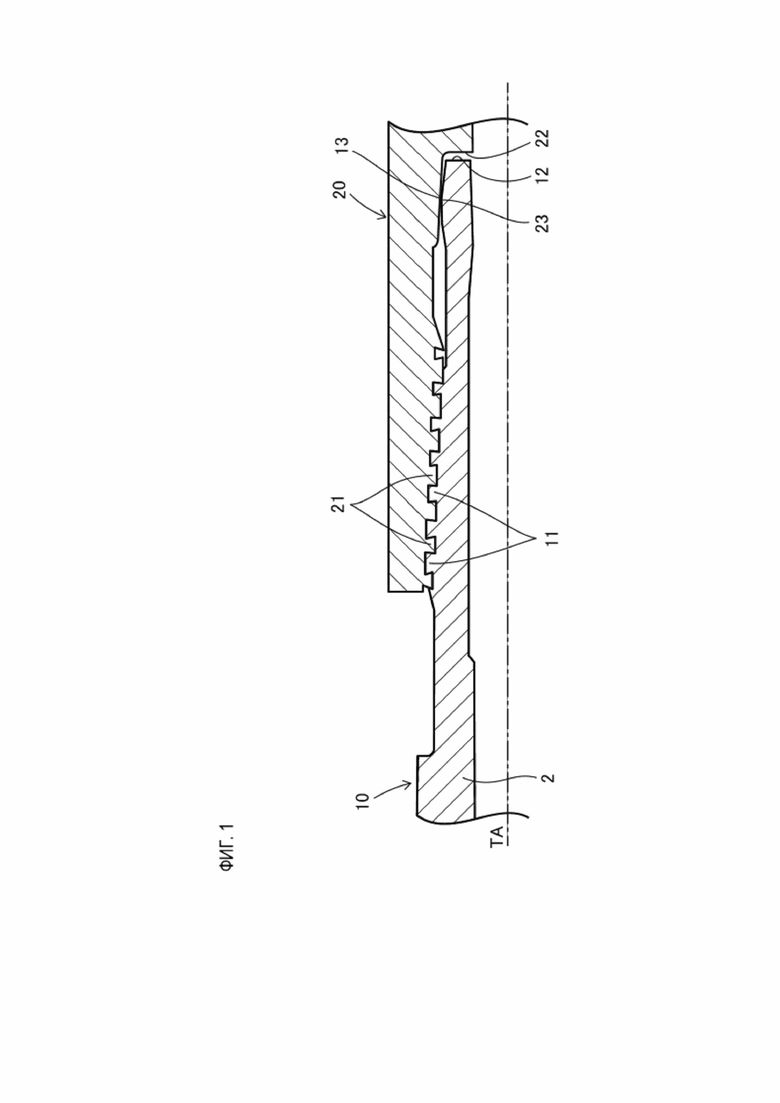
[0020] [ФИГ. 1] На ФИГ. 1 изображен вид в продольном сечении резьбового соединения для стальных труб в одном из вариантов осуществления, выполненном вдоль оси трубы.
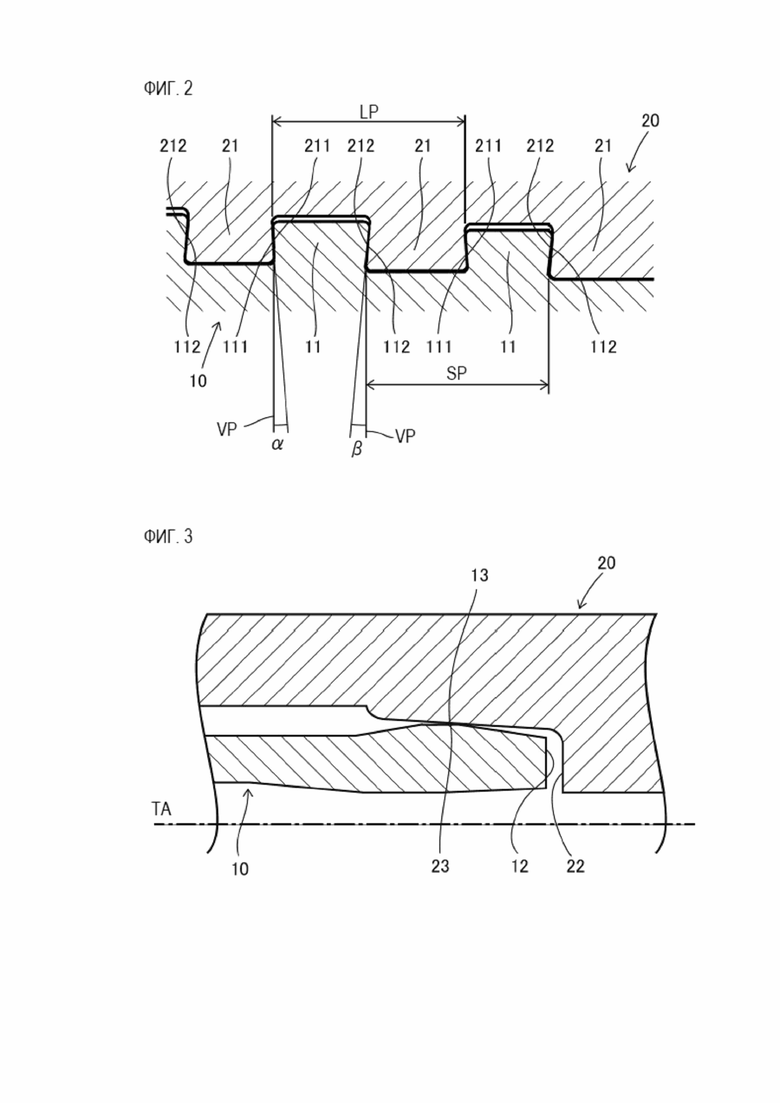
[ФИГ. 2] На ФИГ. 2 изображен увеличенный вид в продольном сечении наружной и внутренней резьбы согласно ФИГ. 1.
[ФИГ. 3] На ФИГ. 3 изображен увеличенный вид в продольном сечении металлического уплотнения согласно ФИГ. 1.
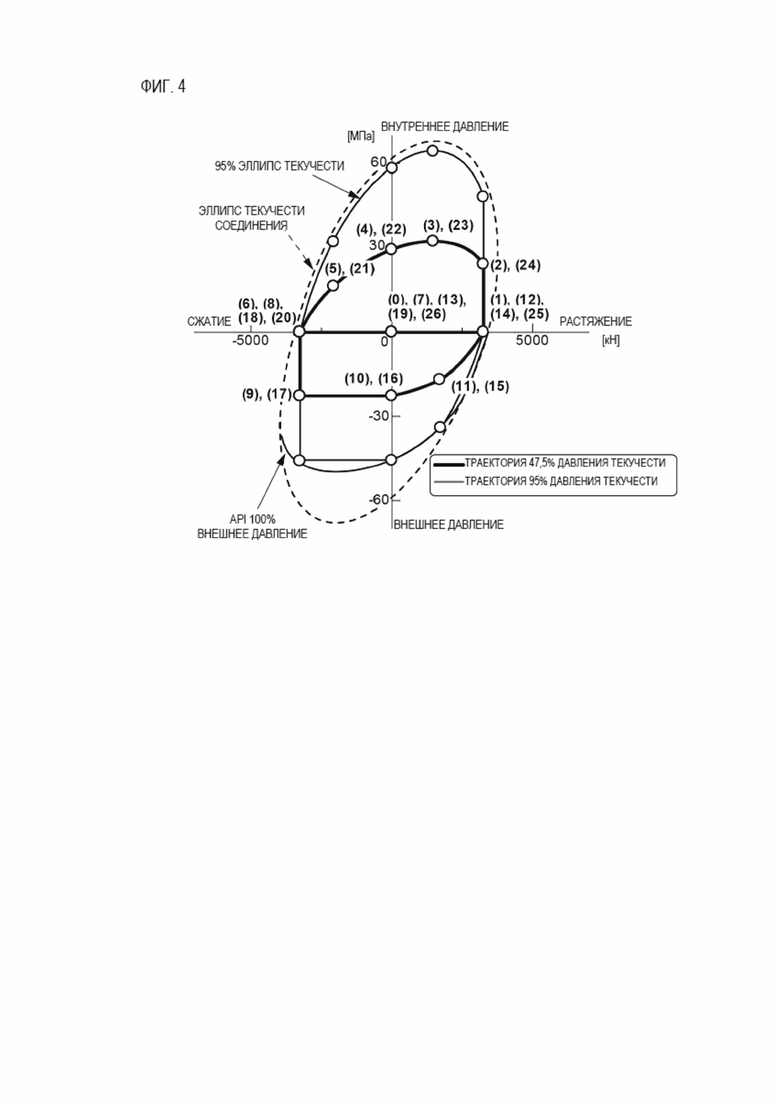
[ФИГ. 4] На ФИГ. 4 изображены кривые условий нагрузки при испытаниях для оценки эффективности уплотнения.
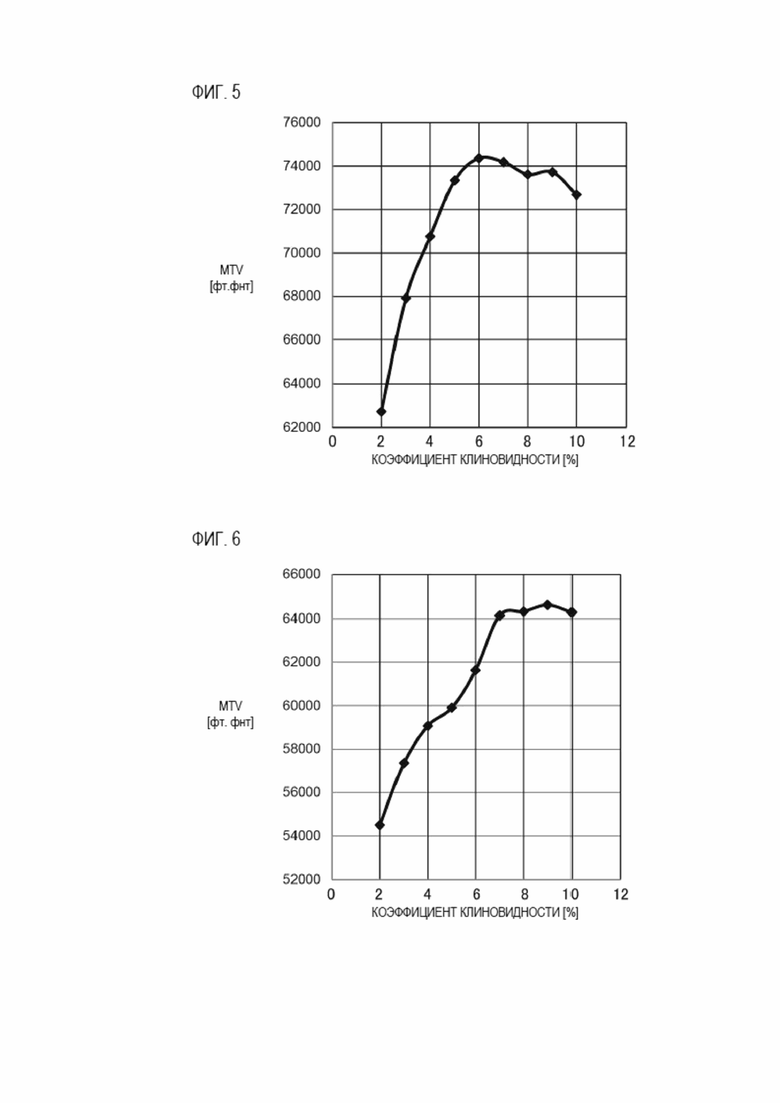
[ФИГ. 5] На ФИГ. 5 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и крутящим моментом на пределе текучести для шага опорной стороны 7,2 мм.
[ФИГ. 6] На ФИГ. 6 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и крутящим моментом на пределе текучести для шага опорной стороны 8,64 мм.
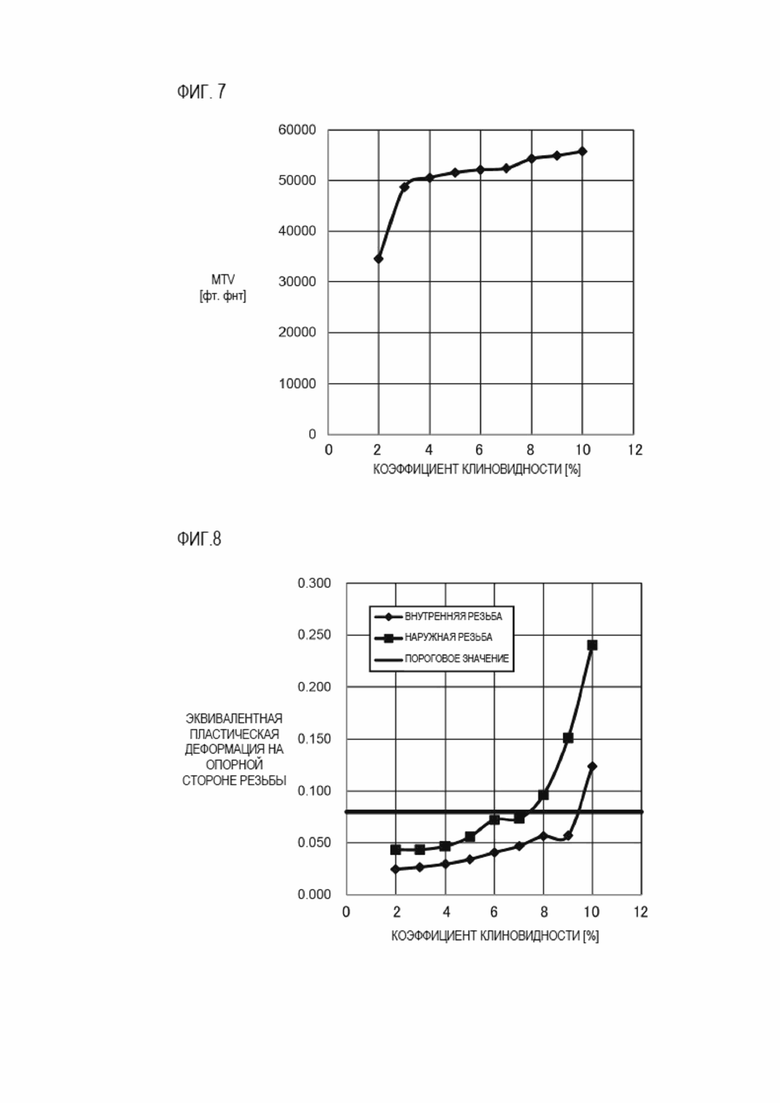
[ФИГ. 7] На ФИГ. 7 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и крутящим моментом на пределе текучести для шага опорной стороны 10,8 мм.
[ФИГ. 8] На ФИГ. 8 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и эквивалентной пластической деформацией для шага опорной стороны 7,2 мм.
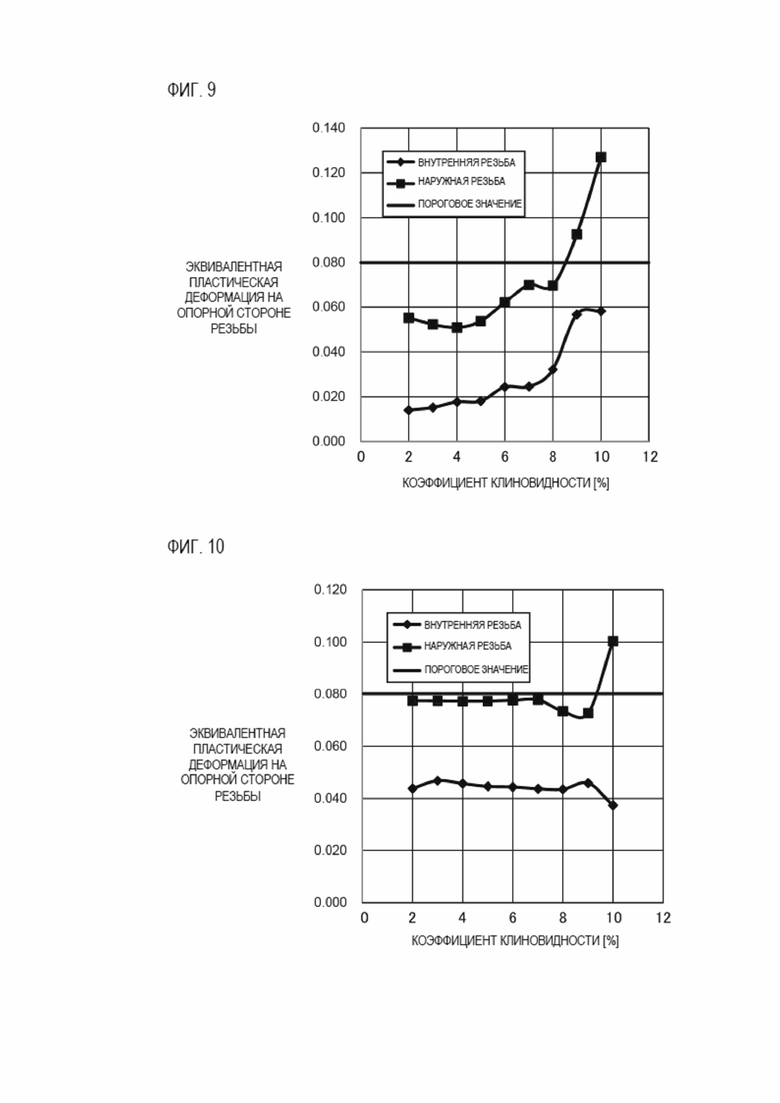
[ФИГ. 9] На ФИГ. 9 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и эквивалентной пластической деформацией для шага опорной стороны 8,64 мм.
[ФИГ. 10] На ФИГ. 10 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и эквивалентной пластической деформацией для шага опорной стороны 10,8 мм.
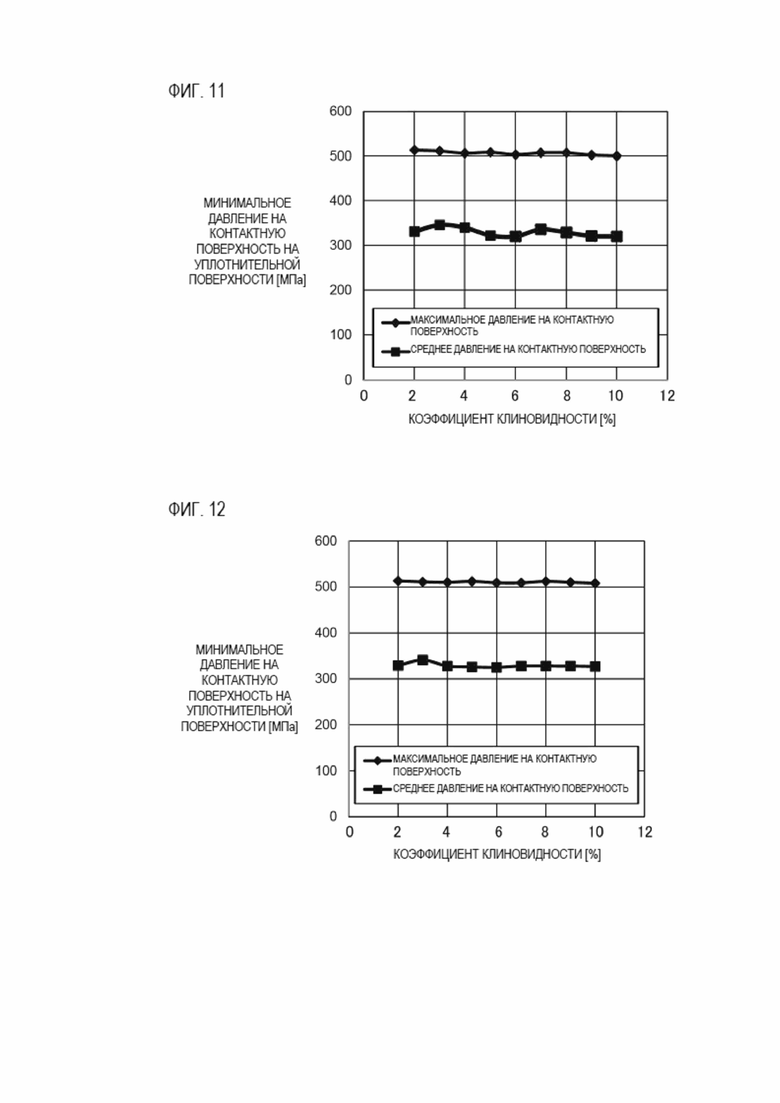
[ФИГ. 11] На ФИГ. 11 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и минимальным давлением на контактную поверхность уплотнения для шага опорной стороны 7,2 мм.
[ФИГ. 12] На ФИГ. 12 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и минимальным давлением на контактную поверхность уплотнения для шага опорной стороны 8,64 мм.
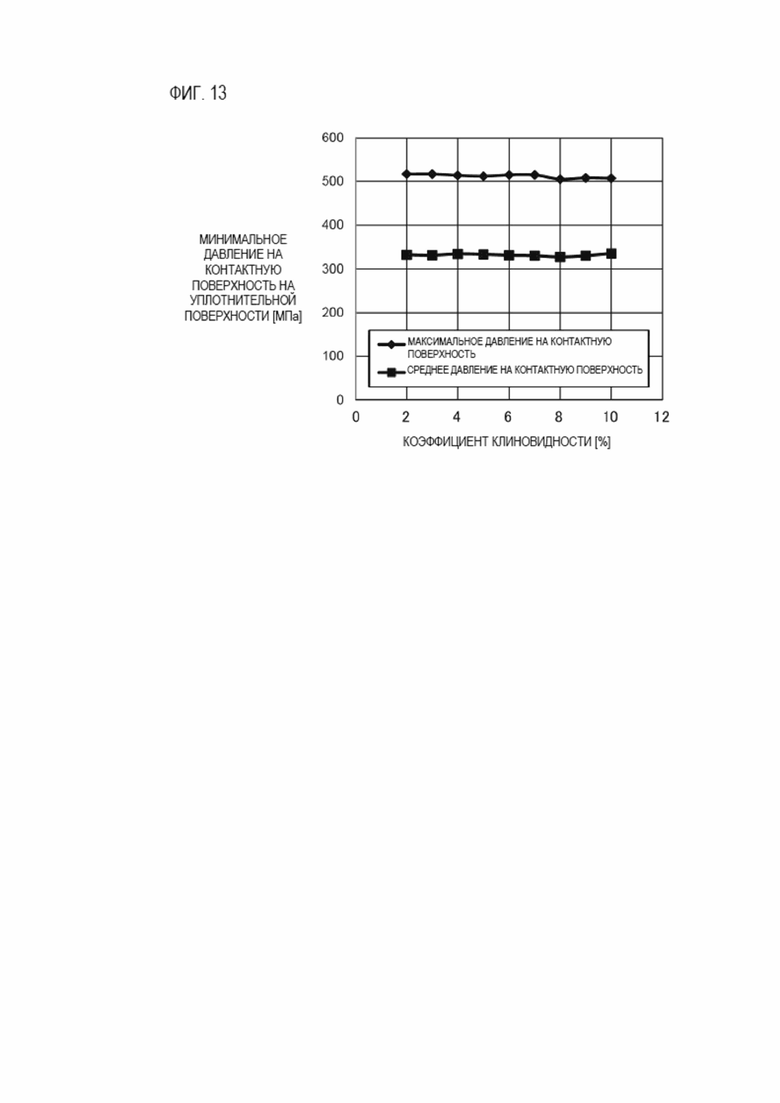
[ФИГ. 13] На ФИГ. 13 изображен график, иллюстрирующий соотношение между коэффициентом клиновидности и минимальным давлением на контактную поверхность уплотнения для шага опорной стороны 10,8 мм.
ПОДРОБНОЕ РАСКРЫТИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0021] Резьбовое соединение для стальных труб согласно настоящему варианту осуществления содержит трубчатый ниппель и трубчатую муфту. Трубчатый ниппель сформирован одним концевым участком стальной трубы. Трубчатая муфта навинчивается на ниппель, когда ниппель вставляют в муфту. Ниппель содержит упор ниппеля, наружную резьбу и уплотнение ниппеля. Упор ниппеля предусмотрен на концевом участке ниппеля, причем упор ниппеля имеет тороидальную поверхность. На наружной периферийной поверхности ниппеля предусмотрена наружная резьба. Наружная резьба является клиновидной резьбой. Между упором ниппеля и наружной резьбой предусмотрено уплотнение ниппеля, причем уплотнение ниппеля предусмотрено на наружной периферийной поверхности ниппеля. Муфта содержит упор муфты, внутреннюю резьбу и уплотнение муфты. Упор муфты соответствует упору ниппеля и предусмотрен на наиболее заглубленной поверхности муфты, причем упор муфты имеет тороидальную поверхность. Внутренняя резьба соответствует наружной резьбе и предусмотрена на внутренней периферийной поверхности муфты. Внутренняя резьба является клиновидной резьбой. Уплотнение муфты соответствует уплотнению ниппеля и предусмотрено на внутренней периферийной поверхности муфты. Когда ниппель и муфта свинчены, упор ниппеля находится на расстоянии от упора муфты. Резьбовое соединение удовлетворяет следующему выражению, (1).
[0022] 3 % ≤ (LP−SP)/LP ≤ 7 % (1).
[0023] В выражении (1) LP означает шаг между опорными сторонами наружной резьбы. SP означает шаг между закладными сторонами наружной резьбы.
[0024] В предпочтительном варианте резьбовое соединение удовлетворяет следующему выражению, (2).
[0025] 4 % ≤ (LP−SP)/LP ≤ 6 % (2).
[0026] Резьбовое соединение может удовлетворять следующему выражению, (3).
[0027] −10 градусов ≤ α ≤ −1 градус и −10 градусов ≤ β ≤ −1 градус (3).
[0028] В выражении (3) α означает угол наклона опорной стороны наружной резьбы, а β означает угол наклона закладной стороны наружной резьбы.
[0029] Как наружная резьба, так и внутренняя резьба могут содержать участок с полнопрофильной резьбой, содержащий полнопрофильную резьбу. Участок с полнопрофильной резьбой может иметь длину от 40 до 60 мм при измерении в осевом направлении стальной трубы.
[0030] Резьбовое соединение для стальных труб согласно данному варианту осуществления будет раскрыто ниже со ссылкой на чертежи. Одинаковые и аналогичные компоненты имеют одинаковые обозначения на чертежах, и их описание не повторяется в раскрытии.
[0031] Как показано на ФИГ. 1, резьбовое соединение 1 для стальных труб согласно настоящему варианту осуществления содержит трубчатый ниппель 10 и трубчатую муфту 20. Ниппель 10 формируется одним концевым участком стальной трубы 2. Муфту 20 навинчивают на ниппель 10, когда ниппель 10 вставлен в нее. Участки стальной трубы 2, иные чем концевой участок, в частности, могут называться «телом стальной трубы».
[0032] Ниппель 10 содержит упор 12 ниппеля, наружную резьбу 11 и уплотнение 13 ниппеля. Упор 12 ниппеля предусмотрен на концевом участке ниппеля 10 и имеет тороидальную поверхность. Наружная резьба 11 выполнена на внешней периферийной поверхности ниппеля 10 и имеет винтовую форму. Наружная резьба 11 выполнена как клиновидная резьба. Между упором 12 ниппеля и наружной резьбой 11 предусмотрено уплотнение 13 ниппеля, расположенное на внешней периферийной поверхности ниппеля 10. Муфта 20 содержит упор 22 муфты, внутреннюю резьбу 21 и уплотнение 23 муфты. Упор 22 муфты соответствует упору 12 ниппеля, располагается на наиболее заглубленной поверхности муфты 20 и имеет тороидальную поверхность. Внутренняя резьба 21 соответствует наружной резьбе 11, предусмотрена на внутренней периферийной поверхности муфты 20 и имеет винтовую форму. Наружная резьба 21 выполнена как клиновидная резьба. Уплотнение 23 муфты соответствует уплотнению 13 ниппеля и предусмотрено на внутренней периферийной поверхности муфты 20. Когда ниппель 10 и муфта 20 свинчены, упор 12 ниппеля находится на расстоянии от упора 22 муфты.
[0033] Кроме того, после того, как ниппель 10 и муфту 20 свинчивают, закладные и опорные стороны наружной резьбы 11 находятся в контакте, соответственно, с закладными и опорными сторонами внутренней резьбы 21, а уплотнение 13 ниппеля находится в контакте с уплотнением 23 муфты. Угол упора относительно оси ТА трубы составляет 90°. Под углом упора понимают угол между упором 12 ниппеля или упором 22 муфты относительно плоскости, перпендикулярной оси ТА трубы (оси стальной трубы 2).
[0034] Как показано на ФИГ. 2, опорные стороны 111 наружной резьбы 11 и опорные стороны 211 внутренней резьбы 21 имеют угол α наклона. Закладные стороны 112 наружной резьбы 11 и закладные стороны 212 внутренней резьбы 21 имеют угол β наклона. Угол α наклона представляет собой угол опорных сторон 111 и 211 относительно плоскости VP, перпендикулярной оси TA трубы (оси стальной трубы 2). Угол β наклона представляет собой угол закладных сторон 112 и 212 относительно плоскости VP, перпендикулярной оси TA трубы. Если опорные стороны 111 и 211 или закладные стороны 112 и 212 параллельны плоскости VP, их угол наклона составляет ноль градусов. Если опорные стороны 111 наружной резьбы 11 наклонены в направлении конца ниппеля 10 относительно плоскости VP (иными словами, если опорные стороны 211 внутренней резьбы 21 наклонены в направлении конца муфты 20 относительно плоскости VP), то угол α наклона опорных сторон 111 и 211 будет положительным. И наоборот, если опорные стороны 111 наружной резьбы 11 наклонены в направлении тела стальной трубы от ниппеля 10 относительно плоскости VP (иными словами, если опорные стороны 211 наружной резьбы 21 наклонены в направлении тела стальной трубы от муфты 20 относительно плоскости VP), то угол α наклона опорных сторон 111 и 211 будет отрицательным. Кроме того, если закладные стороны 112 наружной резьбы 11 наклонены в направлении тела стальной трубы от ниппеля 10 относительно плоскости VP (иными словами, если закладные стороны 212 внутренней резьбы 21 наклонены в направлении тела стальной трубы от муфты 20 относительно плоскости VP), то угол наклона закладных сторон 112 и 212 будет положительным. И наоборот, если закладные стороны 112 наружной резьбы 11 наклонены в направлении конца ниппеля 10 относительно плоскости VP (иными словами, если закладные стороны 212 внутренней резьбы 21 наклонены в направлении конца муфты 20 относительно плоскости VP), то угол наклона закладных сторон 112 и 212 будет отрицательным. Углы α и β наклона клиновидной резьбы имеют отрицательные значения.
[0035] В предпочтительном варианте наружная резьба 11 и внутренняя резьба 21 полностью являются полнопрофильной резьбой и не содержит резьбы другого профиля, хотя это не является ограничивающим. Если резьбы 11 и 21 полностью являются полнопрофильными, это означает увеличенную площадь контакта между наружной резьбой 11 и внутренней резьбой 21, что улучшает показатели момента затяжки. Длина области полнопрофильной резьбы (то есть области полнопрофильной наружной резьбы 11 и полнопрофильной внутренней резьбы 21) составляет, например, от 40 до 60 мм.
[0036] Резьбовое соединение 1 для стальных труб удовлетворяет следующему выражению, (1).
[0037] 3 % ≤ (LP−SP)/LP ≤ 7 % (1).
[0038] В предпочтительном варианте резьбовое соединение 1 для стальных труб удовлетворяет следующему выражению, (2).
[0039] 4 % ≤ (LP−SP)/LP ≤ 6 % (2).
[0040] В выражениях (1) и (2) LP означает шаг между опорными сторонами 111 наружной резьбы 11 (далее по тексту «шаг опорной стороны»). SP означает шаг между закладными сторонами 112 наружной резьбы 11 (далее по тексту «шаг закладной стороны»). (LP−SP)/LP представляет коэффициент клиновидности. Шаг LP опорной стороны равен шагу между опорными сторонами 211 внутренней резьбы 21. Шаг SP закладной стороны равен шагу между закладными сторонами 212 внутренней резьбы 21.
[0041] Таким образом, верхний предел коэффициента клиновидности составляет 7%, в предпочтительном варианте, 6%. Нижний предел коэффициента клиновидности составляет 3%, в предпочтительном варианте, 4%.
[0042] Резьбовое соединение 1 для стальных труб удовлетворяет следующему выражению, (3).
[0043] −10 градусов ≤ α ≤ −1 градус и −10 градусов ≤ β ≤ −1 градус (3).
[0044] В выражении (3) α означает угол наклона опорной стороны 111 наружной резьбы 11, β означает угол наклона закладной стороны 112 наружной резьбы 11. Угол α наклона опорной стороны 111 наружной резьбы 11 может быть равен углу β наклона закладной стороны 112 наружной резьбы 11 или отличаться от него. Угол α наклона закладной стороны 111 наружной резьбы 11, по существу, равен углу α наклона опорной стороны 211 внутренней резьбы 21. Угол β наклона закладной стороны 112 наружной резьбы 11, по существу, равен углу β наклона закладной стороны 212 внутренней резьбы 21.
[0045] Точнее говоря, значения шага LP опорной стороны, шага SP закладной стороны и углов α и β наклона боковых сторон резьбы соответствуют значениям до свинчивания.
[0046] Как показано на ФИГ. 1, ниппель 10 содержит упор 12 ниппеля, уплотнение 13 ниппеля и наружную резьбу 11. Упор 12 ниппеля предусмотрен на концевом участке ниппеля 10. Упор 12 ниппеля расположен на концевой поверхности трубчатого ниппеля 10. Таким образом, упор 12 ниппеля представляет собой тороидальную поверхность. Уплотнение 13 ниппеля предусмотрено на наружной периферийной поверхности ниппеля 10. Уплотнение 13 ниппеля расположено между упором 12 ниппеля и наружной резьбой 11. Уплотнение 13 ниппеля образовано, например, периферией тела вращения, полученного вращением дуги или эллиптической дуги вокруг оси ТА трубы, или периферией усеченного конуса, имеющего ось, представленную осью ТА трубы. В альтернативном варианте уплотнение 13 ниппеля может быть образовано сочетанием двух или более таких периферийных поверхностей. Муфта 20 содержит упор 22 муфты, уплотнение 23 муфты и внутреннюю резьбу 21. Упор 22 муфты соответствует упору 12 ниппеля и располагается на наиболее заглубленной поверхности муфты 20. Аналогично упору 12 ниппеля, упор 22 муфты представляет собой тороидальную поверхность. Когда соединение свинчено, упор 22 муфты совместно с упором 12 ниппеля формирует определенный зазор. Уплотнение 23 муфты соответствует уплотнению 13 ниппеля и предусмотрено на внутренней периферийной поверхности муфты 20. Уплотнение 23 муфты расположено между упором 22 муфты и внутренней резьбой 21. Уплотнение 23 муфты образовано, например, периферией тела вращения, полученного вращением дуги или эллиптической дуги вокруг оси ТА трубы, или периферией усеченного конуса, имеющего ось, представленную осью ТА трубы. В альтернативном варианте уплотнение 23 муфты может быть образовано сочетанием двух или более таких периферийных поверхностей. Когда соединение выполнено, уплотнение 23 муфты находится в контакте с уплотнением 13 ниппеля, то есть уплотнение муфты совместно с уплотнением 13 ниппеля формирует металлическое уплотнение.
[0047] Обеспечение определенного зазора между упором 12 ниппеля и упором 22 муфты, формируемого когда соединение свинчено, уменьшает влияние упоров на фиксацию клиновидной резьбы. Является приемлемым обеспечение зазора примерно от 1,5 до 2,5 мм.
[0048] Что касается положений уплотнений 13 и 23 ниппеля и муфты, то предварительно заданное расстояние от начального положения резьбы, нарезанной на ниппеле 10, или конечного положения резьбы, нарезанной на муфте 20, необходимо для предотвращения взаимодействия резца с уплотнением 13 или 23 во время нарезания резьбы. Является приемлемым обеспечение расстояния не менее 1,5 × LP (в 1,5 раза больше шага опорной стороны резьбы).
[0049] В соответствии с настоящим вариантом осуществления наружная резьба 11 и внутренняя резьба 12 образованы, как клиновидная резьба, а коэффициент их клиновидности находится в диапазоне 3-7%, что обеспечивает высокий момент затяжки, высокую устойчивость к растяжению и высокую герметичность.
[0050] Резьбовое соединение 1 может быть муфтового типа или интегрального типа. Резьбовое соединение муфтового типа содержит два ниппеля и соединительную деталь. Один из ниппелей формируется концевым участком одной стальной трубы. Другой ниппель формируется концевым участком другой стальной трубы. Соединительная деталь содержит две муфты. Одна из муфт сформирована одним концевым участком соединительной детали. Другая муфта сформирована другим концевым участком соединительной детали. Одну муфту навинчивают на один ниппель, когда упомянутый один ниппель вставляют в нее. Другая муфта расположена на конце соединительной детали, противоположном концу с первой муфтой, и навинчивается на другой ниппель, когда упомянутый другой ниппель вставляют в нее. С другой стороны, интегральное резьбовое соединение предназначено для соединения двух стальных труб и содержит ниппель и муфту. В случае интегрального резьбового соединения одна стальная труба содержит ниппель, а другая стальная труба содержит муфту.
[0051] Хотя вариант осуществления описан, настоящее изобретение не ограничивается вариантом осуществления, описанным выше со ссылкой на фигуры, и допускает различные модификации без отхода от идеи изобретения.
ПРИМЕРЫ
[0052] Для проверки эффектов настоящего варианта осуществления момент затяжки и устойчивость к растяжению оценивали методом конечных элементов (МКЭ). Оценивалось резьбовое соединение с клиновидной резьбой, использовались стальные трубы, раскрытые ниже.
[0053] Размер: 9-5/8 дюймов (с наружным диаметром тела трубы 244,48 мм и внутренним диаметром тела трубы 216,8 мм)
Материал: материал L80 для нефтегазопромысловых труб в соответствии со стандартами API (с номинальным условным пределом текучести YS=552 МПа (80 кфунт/кв.дюйм))
Конусность резьбы: 1/12
Длина резьбы: 50 мм (ниппель) и 60 мм (муфта)
Высота резьбы: 1,8 мм
Угол наклона боковых сторон резьбы: −5 градусов (как для закладной, так и для опорной стороны)
Шаг опорной стороны: 7,2 мм, 8,64 мм или 10,8 мм
Коэффициент клиновидности: 2-10%
Шаг закладной стороны: рассчитан обратным способом на основании коэффициента клиновидности
[0054] Оцениваемое резьбовое соединение образовано наружной резьбой 11, упором 12 ниппеля, уплотнением 13 ниппеля, внутренней резьбой 21, упором 22 муфты и уплотнением 23 муфты, как показано на ФИГ. 1. Наружная резьба 11 и внутренняя резьба 21 были выполнены полностью, как клиновидная резьба, преимущественно выполнены, как полнопрофильная резьба.
[0055] В таблице 1 приведены размеры и другие параметры 27 резьбовых соединений (то есть образцов), испытанных в ходе анализа.
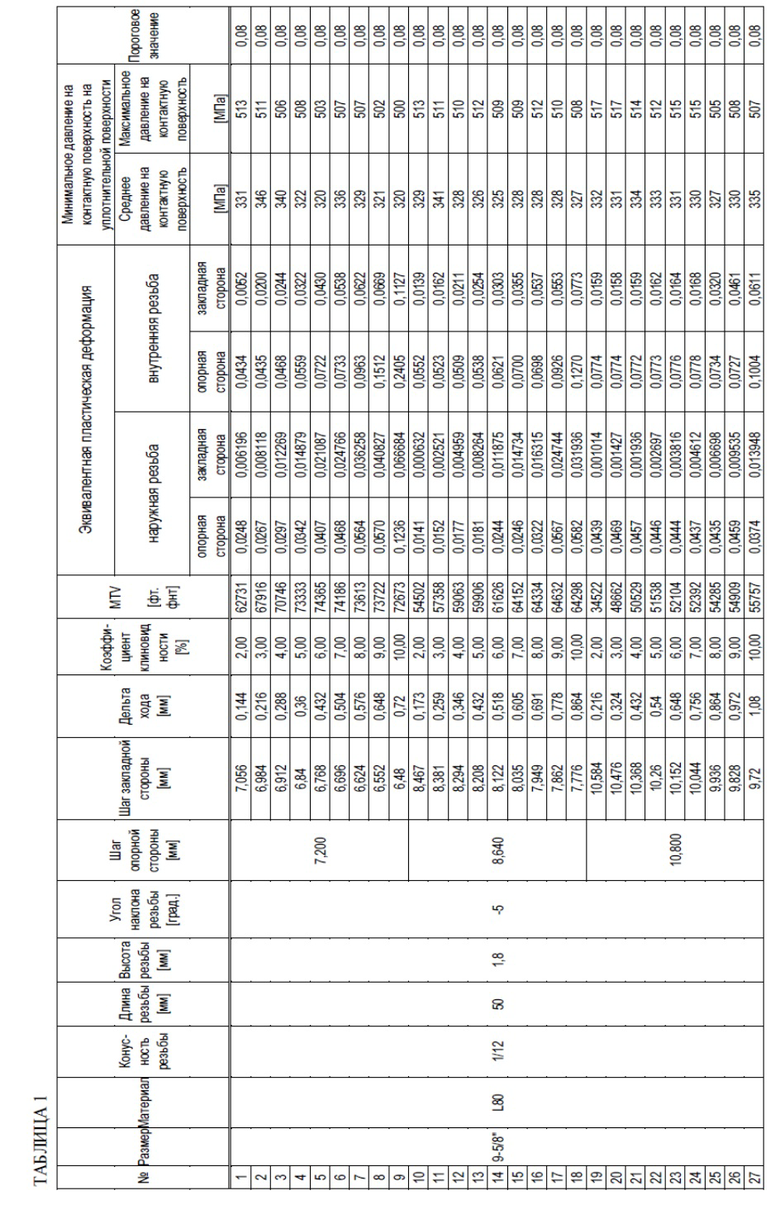
[0056] За основу анализа взято резьбовое соединение 1, изображенное на ФИГ. 1, в котором были изменены размеры наружной резьбы 11 и внутренней резьбы 21, а также были оценены показатели момента затяжки и устойчивости к растяжению.
[0057] [Оценка момента затяжки]
Крутящий момент на пределе текучести был определен как максимальное значение момента затяжки (MTV), при котором момент затяжки при свинчивании приводил к текучести в таблице моментов затяжки, что использовалось для оценки показателей момента затяжки.
[0058] [Оценка устойчивости к растяжению]
Нагрузку, по существу, равную растягивающей нагрузке, при которой достигается предел текучести резьбового соединения 1, прилагали к резьбовому соединению, и максимальное значение эквивалентной пластической деформации, возникающей в основании опорных сторон 111 и 211, а также закладных сторон 112 и 212 резьбы, расположенных наиболее близко к концу как наружной резьбы 11, так и внутренней резьбы 21, использовали для оценки устойчивости к растяжению. По результатам испытаний на реальных трубах авторы изобретения определили, что риск разрушения вершины резьбы возрастает, если значение эквивалентной пластической деформации достигает примерно 0,08. В связи с этим они предположили, что пороговое значение эквивалентной пластической деформации составляет 0,080, и определили, что образец обладает хорошей устойчивостью к растяжению при эквивалентной пластической деформации ниже 0,080. В альтернативном варианте для увеличения запаса прочности пороговое значение эквивалентной пластической деформации может составлять 0,070.
[0059] [Оценка эффективности уплотнения]
Для оценки эффективности уплотнения была применена комбинированная нагрузка, имитирующая физическое испытание, как показано на ФИГ. 4, и рассчитано давление на контактную поверхность в уплотнении 13, 23. Среднее давление на контактную поверхность и максимальное давление на контактную поверхность рассчитывали по распределению давления на контактной поверхности уплотнения, а значение вдоль траектории нагрузки с наименьшим давлением на контактной поверхности принимали за минимальное давление на контактной поверхности для оценки. Траектория нагрузки соответствовала траектории нагрузки, указанной в стандарте ИСО 13679, приложенное осевое усилие составляло 95% от эллипса текучести соединения, приложенное давление составляло 47,5% от эллипса текучести соединения.
[0060] [Результат анализа]
На ФИГ. 5-7 представлены значения крутящего момента на пределе текучести, полученные с помощью анализа методом конечных элементов. На каждом из этих графиков по горизонтальной оси обозначен коэффициент клиновидности, а по вертикальной оси обозначен MTV, причем отражены значения MTV, соответствующие значениям коэффициента клиновидности. Независимо от шага резьбы, значение MTV увеличивалось по мере увеличения коэффициента клиновидности, причем особенно быстро увеличивалось в диапазоне от 2 до 3 %. Как показано на ФИГ. 6, MTV имел максимальное значение, когда коэффициент клиновидности составлял порядка 9 %, а затем снижался.
[0061] Момент затяжки увеличивается предположительно по следующим причинам: при высоком коэффициенте клиновидности ширина вершины резьбы, измеренная вблизи конца ниппеля 10, мала, а поскольку часть ниппеля 10 с малой шириной вершины резьбы затягивается частью муфты 20 с большой шириной вершины резьбы, возникает высокое контактное давление.
[0062] На ФИГ. 8-10 изображены графики, иллюстрирующие взаимосвязь между максимальным значением эквивалентной пластической деформации, создаваемой при приложении растягивающей нагрузки к резьбовому соединению 1, свинченному в соответствии с приведенным выше описанием, и коэффициентом клиновидности. Эта эквивалентная пластическая деформация была вызвана в основании опорных сторон 111 и 211 и закладных сторон 112 и 212 резьбы, расположенных наиболее близко к концу как наружной резьбы 11, так и внутренней резьбы 21.
[0063] Как показано на ФИГ. 8, было обнаружено, что при шаге LP опорной стороны, равном 7,2 мм, максимальное значение эквивалентной пластической деформации в наружной резьбе превышает 0,070 при коэффициенте клиновидности 6 % и выше, и максимальное значение эквивалентной пластической деформации превышает 0,080, когда коэффициент клиновидности достигает 8 %.
[0064] Как показано на ФИГ. 9, было обнаружено, что при шаге LP опорной стороны, равном 8,64 мм, значение эквивалентной пластической деформации, вызываемой в наружной резьбе, превышает 0,070 при коэффициенте клиновидности 7 %, и максимальное значение эквивалентной пластической деформации превышает 0,080, когда коэффициент клиновидности достигает 9 %.
[0065] Как показано на ФИГ. 10, было обнаружено, что при шаге LP опорной стороны, равном 10,8 мм, максимальное значение эквивалентной пластической деформации, вызываемой в наружной резьбе, превышает 0,080 при коэффициенте клиновидности 10 % и выше, так что вероятность разрушения резьбы повышается.
[0066] Как обсуждалось выше, на ФИГ. 11-13 приведены графики, иллюстрирующие взаимосвязи между коэффициентом клиновидности и минимальными значениями максимального контактного давления и среднего контактного давления в уплотнении, возникающими при приложении комбинированных нагрузок к резьбовому соединению 1. На фигурах показано, что изменение коэффициента клиновидности не приводит к существенному изменению минимального контактного давления на поверхности уплотнения, что означает, что влияние коэффициента клиновидности невелико.
[0067] Эти результаты показывают, что для улучшения показателей момента затяжки чем выше коэффициент клиновидности, тем лучше. Тем не менее, как было указано выше, при избыточно высоком коэффициенте клиновидности увеличивается риск разрушения резьбы вблизи конца ниппеля (наружная резьба) и/или муфты (внутренняя резьба); в связи с этим коэффициент клиновидности не должен превышать 7 %. Далее, так как уменьшение ширины вершины резьбы эквивалентно увеличению ширины впадины резьбы и приводит к увеличению количества проходов при нарезании резьбы и уменьшению срока службы режущей пластины, избыточно высокий коэффициент клиновидности нежелателен с точки зрения производства. В связи с этим приемлемый коэффициент клиновидности был определен равным 3-7%.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0068] 1: резьбовое соединение для стальных труб
10: ниппель
11: наружная резьба
12: упор ниппеля
13: уплотнение ниппеля
20: муфта
21: внутренняя резьба
22: упор муфты
23: уплотнение муфты
111, 211: опорная сторона
112, 212: закладная сторона
LP: шаг опорной стороны
SP: шаг закладной стороны
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2759043C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2768626C1 |
| Резьбовое соединение трубных изделий нефтяного сортамента | 2023 |
|
RU2818433C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2757621C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2018 |
|
RU2721075C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2012 |
|
RU2541363C1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2016 |
|
RU2661917C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2015 |
|
RU2647169C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2017 |
|
RU2720524C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2019 |
|
RU2756365C1 |
Изобретение относится к резьбовому соединению для стальных труб, обеспечивающему высокий момент затяжки, высокую устойчивость к растяжению и высокую герметичность. Резьбовое соединение 1 содержит трубчатый ниппель 10, содержащий упор 12 ниппеля, наружную резьбу 11 и уплотнение 13 ниппеля; и трубчатую муфту 20, содержащую упор 22 муфты, внутреннюю резьбу 21 и уплотнение 23 муфты. Наружная резьба 11 и внутренняя резьба 21 выполнены в виде клиновидной резьбы. Уплотнение 13 ниппеля предусмотрено между упором 12 ниппеля и наружной резьбой 11. Уплотнение 23 муфты соответствует уплотнению 13 ниппеля и предусмотрено на внутренней периферийной поверхности муфты 20. Когда соединение свинчено, упор 12 ниппеля находится на расстоянии от упора 22 муфты. Резьбовое соединение 1 удовлетворяет следующему выражению, (1): 3%≤(LP−SP)/LP≤7% (1). В выражении (1) LP означает шаг между опорными сторонами 111 наружной резьбы 11, а SP означает шаг между закладными сторонами 112 наружной резьбы 11. 3 з.п. ф-лы, 13 ил., 1 табл.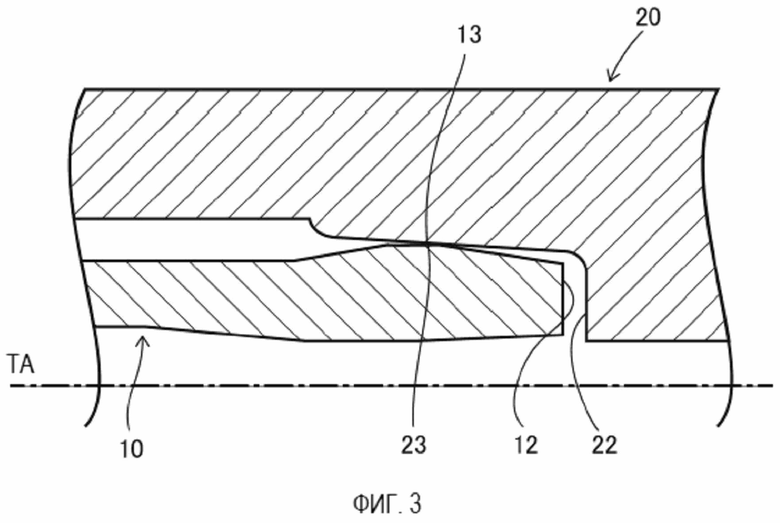
1. Резьбовое соединение для стальных труб, содержащее трубчатый ниппель, формируемый одним концевым участком стальной трубы; и трубчатую муфту, выполненную с возможностью навинчивания на ниппель, когда ниппель вставлен в муфту, ниппель, содержащий упор ниппеля, предусмотренный на концевом участке ниппеля, причем упор ниппеля имеет тороидальную поверхность, наружную резьбу, предусмотренную на наружной периферийной поверхности ниппеля, причем наружная резьба является клиновидной резьбой, и уплотнение ниппеля, предусмотренное между упором ниппеля и наружной резьбой, причем уплотнение ниппеля предусмотрено на внешней периферийной поверхности ниппеля, муфту, содержащую упор муфты, соответствующий упору ниппеля и предусмотренный на наиболее заглубленной поверхности муфты, причем упор муфты имеет тороидальную поверхность, внутреннюю резьбу, соответствующую наружной резьбе, предусмотренную на внутренней периферийной поверхности муфты, причем внутренняя резьба является клиновидной резьбой, и уплотнение муфты, соответствующее уплотнению ниппеля и предусмотренное на внутренней периферийной поверхности муфты, при этом упор ниппеля находится на расстоянии от упора муфты, когда ниппель и муфта свинчены, и резьбовое соединение удовлетворяет следующему выражению:
3%≤(LP−SP)/LP≤7%,
где LP означает шаг между опорными сторонами наружной резьбы, а SP означает шаг между закладными сторонами наружной резьбы.
2. Резьбовое соединение для стальных труб по п. 1, в котором резьбовое соединение удовлетворяет следующему выражению:
4%≤(LP−SP)/LP≤6%.
3. Резьбовое соединение для стальных труб по п. 1 или 2, в котором резьбовое соединение удовлетворяет следующему выражению:
−10°≤α≤−1° и −10°≤β≤−1°,
где α означает угол наклона опорной стороны наружной резьбы, а β означает угол наклона закладной стороны наружной резьбы.
4. Резьбовое соединение для стальных труб по любому из пп. 1-3, в котором как наружная резьба, так и внутренняя резьба содержат участок с полнопрофильной резьбой, содержащий полнопрофильную резьбу, и участок с полнопрофильной резьбой имеет длину от 40 до 60 мм при измерении в осевом направлении стальной трубы.
| US 6158785 A1, 12.12.2000 | |||
| JP 2010514992 A, 06.05.2010 | |||
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2014 |
|
RU2642922C2 |
| JP 2012512347 A, 31.05.2012 | |||
| JP WO2015194193 A1, 20.04.2017. | |||

