Настоящее изобретение относится к способу и системе для сращивания двух листов материала, содержащего алкалоиды, таких как гомогенизированные табачные листы.
В операции изготовления или производства, в которой обрабатывают лист материала, предоставленный намотанным на катушку, может быть желательно разматывать лист с катушки с высокой скоростью, чтобы лист также можно было обрабатывать с высокой скоростью. Например, при производстве изделий, генерирующих аэрозоль, лист может быть листом из гомогенизированного табачного материала.
Если катушка полностью размотана или пуста, то процесс изготовления или производства необходимо замедлить или остановить для замены пустой катушки на новую катушку.
Чтобы избежать полной остановки производства, листы, намотанные на две разные катушки, «старую» катушку и «новую» катушку, можно сращивать, чтобы новая катушка заменяла старую катушку до того, как старая будет полностью израсходована.
Также известно измерение уменьшающегося диаметра катушки во время ее размотки с помощью одного или более датчиков. Датчик может быть соединен с системой, выполненной с возможностью инициирования замены катушки или сращивания, когда диаметр катушки ниже предварительно определенного порогового значения, что указывает на то, что катушка достигла определенного состояния израсходования.
Однако и с вышеуказанными системами нельзя избежать перерывов в производстве. Процессу размотки могут препятствовать несколько параметров: в качестве примеров, на поверхности листа может присутствовать грязь, создающая неоднородную зону в листе, или условия окружающей среды или хранения могут увеличить «старение» листа, делая лист более склонным к разрыванию. Например, из-за липкости часть разматываемого листа может остаться застрявшей в катушке, разрывая часть листа, которую обрабатывают позже, ослабляя лист, а также предотвращая попадание надлежащего количества листа в последующие процессы, что ставит под угрозу консистенцию конечных продуктов.
Следовательно, целью, лежащей в основе настоящего изобретения, является предоставление способа и устройства для сращивания листов материала, намотанных на катушки, которые обеспечивают более высокую скорость обработки материала, в частности, при замене размотанной или пустой катушки на новую катушку.
Согласно одному аспекту настоящее изобретение относится к способу сращивания двух листов материала, содержащего алкалоиды. Предпочтительно, способ включает: предоставление первого листа материала, содержащего алкалоиды, намотанного на первую катушку. Предпочтительно, способ включает: предоставление второго листа материала, содержащего алкалоиды, намотанного на вторую катушку. Предпочтительно, способ включает: размотку первого листа материала, содержащего алкалоиды, намотанного на первую катушку. Предпочтительно, способ включает оценку одного или более из следующих параметров размотанного первого листа материала, содержащего алкалоиды: влажность первого листа материала, содержащего алкалоиды; толщина первого листа материала, содержащего алкалоиды; ширина первого листа материала, содержащего алкалоиды; липкость первого листа материала, содержащего алкалоиды; наличие или отсутствие отверстий или разрывов в первом листе материала, содержащего алкалоиды. Предпочтительно, способ включает, в зависимости от значения оцениваемого одного или более параметров: размотку второго листа материала, содержащего алкалоиды, намотанного на вторую катушку. Предпочтительно, способ включает, в зависимости от значения оцениваемого одного или более параметров: сращивание первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды.
Согласно способу по настоящему изобретению определяют состояние первого листа. Состояние первого листа определяют путем оценки одного или более из тех параметров, которые указывают на состояние целостности первого листа или на то, находятся ли характеристики первого листа в пределах требуемых диапазонов. Если первый лист демонстрирует один или более параметров, из которых ясно, что первый лист не подходит для дальнейшей обработки для получения конечного продукта в пределах требуемых промышленных стандартов, то происходит действие сращивания, инициируемое оценкой параметров. Таким образом, предотвращают дефект продуктов и сводят к минимуму расход материала. Кроме того, можно предотвратить разрывание первого листа, поскольку ослабление первого листа может быть определено до того, как остановка производства станет неизбежной.
Предпочтительно, предоставлена первая катушка. Первая катушка образована витками первого листа материала, содержащего алкалоиды. Первая катушка может быть вставлена в первый вал, приспособленный для вращения вокруг своей оси вращения.
Предпочтительно, предоставлена вторая катушка. Вторая катушка образована витками второго листа материала, содержащего алкалоиды. Вторая катушка может быть вставлена во второй вал, приспособленный для вращения вокруг своей оси вращения. Предпочтительно первый лист материала, содержащего алкалоиды, и второй лист материала, содержащего алкалоиды, идентичны, то есть они по существу имеют одинаковые физические и химические характеристики.
Предпочтительно, предоставлен держатель катушки, при этом держатель катушки содержит первый вал и второй вал, причем первый вал и второй вал на держателе катушки выполнены с возможностью перемещения так, что положения первого вала и второго вала являются сменными друг на друга. Первый вал и второй вал могут быть расположены с возможностью перемещения на держателе катушки. Альтернативно, первый вал и второй вал могут быть неподвижно расположены на держателе катушки. В последнем случае держатель катушки выполнен с возможностью перемещения, например, выполнен с возможностью вращения, так что вторая катушка может быть расположена в прежнем положении первой катушки и vice versa. Держатель катушки также может быть обеспечен одним или несколькими дополнительными валами для одной или нескольких дополнительных катушек листа материала, содержащего алкалоиды, в дополнение к первой катушке и второй катушке. Хотя осуществимы и другие сменные механизмы для валов, положения нескольких валов предпочтительно приводят в положение друг друга после вращения держателя катушки или путем вращения валов на держателе катушки соответственно.
Каждый вал может быть связан с датчиком для обнаружения приближающегося конца катушки, вставленной в вал. Например, могут быть предоставлены первый датчик и второй датчик для обнаружения приближающегося конца катушки, связанные с первым валом и вторым валом. Например, измеряют диаметр первой катушки. Например, измеряют диаметр второй катушки.
Кроме того, может быть предоставлен блок управления. Первый датчик или второй датчик для обнаружения приближающегося конца первой катушки, второй катушки или обеих из них может быть приспособлен для отправки сигнала в блок управления, когда количество листа в катушке ниже заданного порогового значения. Например, первый датчик или второй датчик для обнаружения приближающегося конца катушки может представлять собой датчик расстояния, приспособленный для измерения расстояния между датчиком и наружной поверхностью катушки. Когда расстояние находится за пределами предварительно установленного диапазона, то датчик расстояния указывает, что первая катушка или вторая катушка возможно почти израсходована.
Кроме того, первый лист материала, содержащего алкалоиды, разматывают с катушки. Первая катушка содержит свободный конец, который является головной частью первого листа, с которой может быть размотана первая катушка. Размотка может быть выполнена, например, посредством подходящего тянущего валика. Первый лист определяет направление транспортировки, то есть направление, в котором он движется, пока разматывается первая катушка. Направление транспортировки может изменяться во время транспортировки первого листа на различных стадиях обработки. Кроме того, первый лист определяет первую поверхность и вторую поверхность, противоположные друг другу. Расстояние между первой поверхностью и второй поверхностью составляет толщину листа.
Предпочтительно, транспортировку первого листа выполняют со скоростью первого листа, составляющей от приблизительно 50 метров в минуту до приблизительно 400 метров в минуту.
Один или более параметров части размотанного первого листа оценивают согласно способу по настоящему изобретению. Предпочтительно, оценку выполняют перед дальнейшей обработкой первого листа, то есть предпочтительно оценку выполняют по существу сразу после размотки.
Предпочтительно, способ по настоящему изобретению включает оценку влажности первого листа материала, содержащего алкалоиды. Предпочтительно способ по настоящему изобретению включает оценку толщины первого листа материала, содержащего алкалоиды. Предпочтительно, способ по настоящему изобретению включает оценку ширины первого листа материала, содержащего алкалоиды. Предпочтительно способ по настоящему изобретению включает оценку липкости первого листа материала, содержащего алкалоиды. Предпочтительно, способ по настоящему изобретению включает оценку наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды. Более предпочтительно, способ по настоящему изобретению включает оценку по меньшей мере двух из следующих параметров: влажность первого листа материала, содержащего алкалоиды; или толщина первого листа материала, содержащего алкалоиды; или ширина первого листа материала, содержащего алкалоиды; или липкость первого листа материала, содержащего алкалоиды; или наличие или отсутствие отверстий или разрывов в первом листе материала, содержащего алкалоиды. Значение одного или более из вышеуказанных параметров, называемых «параметрами целостности» первого листа в дальнейшем для краткости, может указывать на то, что первый лист материала, содержащего алкалоиды, больше не обладает рекомендованными характеристиками для получения приемлемого конечного продукта в пределах желаемых допусков. Конечным продуктом может быть, например, изделие, генерирующее аэрозоль. Значение одного или более параметров целостности первого листа может указывать на то, что первый лист материала, содержащего алкалоиды, может быть разорван в ближайшем будущем. Например, значение может указывать на то, что первый лист материала, содержащего алкалоиды, может разорваться до того, как первый лист будет собран в стержень. Например, значение параметра целостности может указывать на то, что первый лист материала, содержащего алкалоиды, может разорваться до того, как он будет обернут оберткой. Например, значение параметра целостности может указывать на то, что первый лист материала, содержащего алкалоиды, может вскоре разорваться, приведя к остановке машины.
Под «оценкой одного или более из следующих параметров» подразумевается оценка самого параметра, такого как оценка значения влажности, или толщины, или ширины, или липкости первого листа материала, содержащего алкалоиды, или обнаружение наличия или отсутствия отверстий или разрывов. «Оценка одного или более из следующих параметров» также означает оценку разницы значений между эталонным значением и фактическим измеренным значением. Под «оценкой одного или более из следующих параметров» также подразумевается оценка скорости изменения конкретного параметра. Например, может быть оценено изменение в значении влажности, или толщины, или ширины, или липкости первого листа материала, содержащего алкалоиды. Может быть введено или измерено эталонное значение для влажности, или толщины, или ширины, или липкости первого листа материала, содержащего алкалоиды, и могут быть оценены отклонения от этого эталонного значения.
Оцененный параметр целостности может быть измерен, например, с использованием подходящего датчика. Предпочтительно датчик измеряет параметр целостности в режиме реального времени, то есть параметр целостности первого листа предпочтительно измеряют во время обработки первого листа. Кроме того, из-за того, что первый лист перемещают в направлении транспортировки, один или более параметров измеряются непрерывно. Альтернативно, один или более параметров измеряются с заданной частотой. Заданная частота может быть постоянной. Заданная частота может быть переменной. Предпочтительно, чтобы заданная частота была синхронизирована со скоростью транспортировки первого листа. Заданная частота может изменяться в зависимости от условий транспортировки первого листа. Например, если скорость транспортировки первого листа остается постоянной, предпочтительно, чтобы частота измерения также была постоянной. Альтернативно, если первый лист ускоряют, предпочтительно частота измерения выше, чем частота, поддерживаемая при постоянной скорости листа, поскольку первый лист подвержен более высокому напряжению во время ускорения. Таким образом, проверяют несколько частей первого листа. Следовательно, параметр целостности первого листа предпочтительно измеряют в предварительно определенные последующие интервалы времени. Продолжительность этих интервалов времени, в течение которых происходит измерение, может варьироваться.
Измерение параметра целостности листа означает измерение параметра целостности листа по меньшей мере в предварительно определенном месте, то есть параметр целостности по меньшей мере первой части первого листа измеряют в каждом интервале времени.
Любой датчик для измерения одного из параметров целостности предпочтительно расположен таким образом, чтобы параметр целостности измерялся в части первого листа, уже размотанной с катушки. То есть часть первого листа, где предпочтительно измеряют параметр целостности, больше не относится к наружной поверхности первой катушки.
Один датчик или больше датчиков для измерения одного и того же параметра целостности могут использоваться для измерения одного и того же параметра целостности первого листа. Один и тот же параметр целостности первого листа может быть измерен в одном месте или в нескольких местах в каждом интервале времени. Если он измерен в более чем одном месте, каждое измерение создает данные и эти данные собирают. Собранные данные из разных измерений могут быть статистически объединены. Может быть выведена средняя (усредненная) величина всех измерений одного и того же параметра целостности. Таким образом, для каждого интервала времени может быть собрана комбинация из нескольких значений одного и того же параметра целостности, причем разные значения измеряют в разных частях первого листа.
В случае наличия двух разных датчиков, измеряющих два разных параметра целостности, предпочтительно, чтобы два разных параметра целостности измерялись в одной и той же части первого листа. Предпочтительно, чтобы разные параметры целостности измерялись с одной и той же частотой. Предпочтительно, чтобы измерения разных параметров целостности были синхронизированы.
Предпочтительно, датчик, приспособленный для измерения параметра целостности первого листа, является неподвижным, а первый лист перемещается.
Первый лист имеет толщину. В случае, если толщина измеряется в качестве параметра целостности, то может быть использован датчик толщины, приспособленный для измерения толщины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины.
Датчик толщины может предусматривать механический датчик. Датчик толщины может предусматривать оптический датчик. Датчик толщины может содержать механический датчик и оптический датчик. В случае оптического датчика оптический датчик может содержать источник света. Пучок электромагнитного излучения, испускаемый источником света, может падать на первый лист. Вариации в интенсивности проходящего пучка света через первый лист могут указывать на вариацию толщины в первом листе.
Сращивание может происходить в зависимости от измеренного значения толщины первого листа.
Если измеренная толщина выше или ниже порогового значения толщины, датчик толщины может отправлять сигнал в блок управления, информируя о том, что толщина находится за пределами предпочтительного диапазона значений параметра толщины. Например, сигнал может быть отправлен, если толщина первого листа ниже определенного порогового значения. Альтернативно, датчик толщины может отправлять сигналы, представляющие толщину первого листа, при каждом измерении, а блок управления может выполнять сравнение с пороговым значением толщины. Например, может быть установлено пороговое значение, равное выбранной процентной доле эталонного значения для толщины первого листа. Выбранная процентная доля составляет, например, 25 процентов, 20 процентов, 15 процентов или 10 процентов. Эталонным значением для толщины предпочтительно является значение, составляющее от 150 микрометров до 350 микрометров, более предпочтительно от 200 микрометров до 300 микрометров. Если толщина первого листа ниже эталонного значения толщины более чем на выбранную процентную долю, то тогда сигнал отправляют в блок управления. В противном случае устанавливают эталонное значение для толщины. Если измеренная толщина ниже эталонного значения более чем на фиксированное значение, то тогда отправляют сигнал. Фиксированное значение может составлять 50 микрометров, 30 микрометров, 25 микрометров, 15 микрометров, 10 микрометров. Датчик толщины может отправлять сигнал в блок управления при измерении изменения в толщине, превышающей пороговое значение вариации толщины. Кроме того, сигнал также может быть отправлен, если изменение толщины первого листа происходит слишком быстро. Например, если измеренное значение толщины в трех последовательных измерениях варьируется более чем на 15 процентов, это указывает на то, что на первом листе может присутствовать повреждение.
Если толщину первого листа измеряют в нескольких местах, таких как N мест (где N это целое число), в каждый интервал времени, то сращивание может быть инициировано только в том случае, если толщина ниже порогового значения толщины в по меньшей мере M местах (где M это целое число), где 1 < M < N мест.
Вариация толщины может указывать на то, что часть первого листа осталась застрявшей в катушке, например, потому, что первый лист стал слишком липким. Это может инициировать разрыв первого листа в ближайшем будущем, например, перед гофрированием первого листа, или перед сборкой первого листа в стержень, или перед помещением в буфер первого листа. Альтернативно или дополнительно, слишком тонкий первый лист может указывать на возможность разрыва. Слишком толстый первый лист может указывать на наличие дефектов в первом листе, которые могут привести к возможному затруднению или неоптимальным результатам на дальнейших этапах обработки. Дальнейшие этапы обработки могут включать гофрирование или сборку листа в стержень.
Первый лист имеет влажность. В случае, если влажность измеряется в качестве параметра целостности, может быть использован датчик влажности, приспособленный для измерения влажности первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности. Датчик влажности может предусматривать датчик граммажа. Датчик влажности может содержать камеру. Датчик влажности может содержать инфракрасную камеру. Датчик влажности может содержать источник микроволн. В качестве примера инфракрасный датчик TM710 от NDC Technologies может быть использован в качестве датчика влажности. Другим примером является датчик ближнего инфракрасного диапазона Perten DA 7440.
Сращивание может происходить в зависимости от измеренного значения влажности первого листа.
Если измеренная влажность выше или ниже порогового значения влажности, датчик влажности может отправлять сигнал в блок управления, информируя о том, что влажность находится за пределами предпочтительного диапазона значений параметра влажности. Например, сигнал может быть отправлен, если влажность первого листа ниже определенного порогового значения. Например, сигнал может быть отправлен, если влажность первого листа выше определенного порогового значения. Альтернативно, датчик влажности может отправлять сигналы, представляющие влажность первого листа, при каждом измерении, а блок управления может выполнять сравнение с пороговым значением влажности. Например, может быть установлено пороговое значение, равное выбранной процентной доле эталонного значения для влажности первого листа. Процентная доля составляет, например, 25 процентов, 20 процентов, 15 процентов или 10 процентов. Эталонным значением для влажности предпочтительно является значение, составляющее от 7 процентов до 15 процентов воды в общем весе первого листа. Если влажность первого листа ниже или выше эталонного значения влажности более чем на выбранную процентную долю, то тогда сигнал отправляют в блок управления. Альтернативно, устанавливают эталонное значение для влажности. Если измеренная влажность ниже эталонного значения более чем на фиксированное значение, то тогда отправляют сигнал. Если измеренная влажность выше эталонного значения более чем на фиксированное значение, то тогда отправляют сигнал. Фиксированное значение может составлять 2 процента воды в общем весе, 1,5 процента воды в общем весе, 1 процент воды в общем весе, 0,5 процента воды в общем весе. Датчик влажности может отправлять сигнал в блок управления при измерении изменения во влажности, превышающей пороговое значение вариации влажности. Кроме того, сигнал также может быть отправлен, если изменение влажности первого листа происходит слишком быстро. Например, если измеренное значение влажности в трех последовательных измерениях варьируется более чем на 15 процентов, это указывает на то, что может присутствовать первый лист, не соответствующий техническим требованиям.
Если влажность первого листа слишком низкая, первый лист может легко треснуть, и в первом листе могут образоваться разрывы или отверстия, что приведет к возможному разрушению. Кроме того, слишком сухой лист во время гофрирования может разлететься на куски, поэтому собрать гофрированный лист в стержень может стать невозможным. Если влажность первого листа слишком высока, первый лист может быть слишком липким, и для его размотки может потребоваться избыточная сила, которая может превысить прочность листа на разрыв, что приведет к разрыванию.
Первый лист определяет ширину. Ширина листа представляет собой размер листа в направлении, которое по существу перпендикулярно направлению транспортировки листа. Ширина листа также по существу перпендикулярна толщине листа. В случае, если ширина измеряется в качестве параметра целостности, может быть использован датчик ширины, приспособленный для измерения ширины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины. Датчик ширины может представлять собой датчик расстояния. Датчик ширины может содержать датчик светового барьера. Датчик ширины может содержать камеру.
Сращивание может происходить в зависимости от измеренного значения ширины первого листа.
Если измеренная ширина первого листа выше или ниже порогового значения ширины, датчик ширины может отправлять сигнал в блок управления, информируя о том, что ширина находится за пределами предпочтительного диапазона значений параметра ширины. Например, сигнал может быть отправлен, если ширина первого листа ниже определенного порогового значения. Например, сигнал может быть отправлен, если ширина первого листа выше определенного порогового значения. Альтернативно, датчик ширины может отправлять сигналы, представляющие ширину первого листа, при каждом измерении, а блок управления может выполнять сравнение с пороговым значением ширины. Например, может быть установлено пороговое значение, равное выбранной процентной доле эталонного значения для ширины первого листа. Процентная доля составляет, например, 25 процентов, 20 процентов, 15 процентов или 10 процентов. Эталонным значением для ширины предпочтительно является значение, составляющее от 120 миллиметров до 130 миллиметров. Если ширина первого листа ниже или выше эталонного значения ширины более чем на выбранную процентную долю, то тогда сигнал отправляют в блок управления. Альтернативно, устанавливают эталонное значение для ширины. Если измеренная ширина ниже эталонного значения ширины более чем на фиксированное значение, то тогда отправляют сигнал. Если измеренная ширина выше эталонного значения более чем на фиксированное значение, то тогда отправляют сигнал. Фиксированное значение может составлять 5 миллиметров, 2 миллиметра. Датчик ширины может отправлять сигнал в блок управления при измерении изменения в ширине, превышающей пороговое значение вариации ширины. Кроме того, сигнал также может быть отправлен, если изменение ширины первого листа происходит слишком быстро. Например, если измеренное значение ширины в трех последовательных измерениях варьируется более чем на 15 процентов, это указывает на то, что может присутствовать первый лист, не соответствующий техническим требованиям.
Слишком маленькая ширина может указывать на то, что кусок первого листа отсутствует. Это может указывать на то, что первый лист может вскоре разорваться. Большая ширина может указывать на дефект в процессе литья первого листа, и могут быть получены недостаточно оптимальные конечные продукты. Большая ширина может быть индикацией того, что часть материала, содержащего алкалоиды, в первом листе является рыхлой, или что образовалось отверстие или щель в центре первого листа, так что материал отклоняется в стороны листа.
Первый лист обладает липкостью. В случае, если липкость измеряется в качестве параметра целостности, может быть использован датчик липкости, приспособленный для измерения липкости первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости.
Датчик липкости может предусматривать датчик расстояния и датчик угла. Величина, которая относятся к липкости катушки, представляет собой так называемый «угол отслоения», который представляет собой угол, образованный между эталонной линией (например, эталонный диаметр первой катушки) и линией отделения, то есть линией, проходящей через линию, где первый лист отделяется от первой катушки. Если этот угол увеличивается, это может означать, что липкость первого листа увеличилась. Если этот угол уменьшается, это может означать, что липкость первого листа уменьшилась. Угол также может быть измерен путем измерения расстояния между первым листом, размотанным с катушки, и датчиком. Датчик липкости может предусматривать датчик распределения давления.
Сращивание может происходить в зависимости от измеренного значения липкости первого листа.
Если измеренная липкость выше или ниже порогового значения липкости, датчик липкости может отправлять сигнал в блок управления, информируя о том, что толщина находится за пределами предпочтительного диапазона значений параметра липкости. Например, сигнал может быть отправлен, если липкость первого листа выше определенного порогового значения. Альтернативно, датчик липкости может отправлять сигналы, представляющие липкость первого листа, при каждом измерении, а блок управления может выполнять сравнение с пороговым значением липкости. Например, может быть установлено пороговое значение, равное выбранной процентной доле эталонного значения для липкости первого листа. Процентная доля составляет, например, 25 процентов, 20 процентов, 15 процентов или 10 процентов. Если липкость первого листа выше эталонного значения липкости более чем на выбранную процентную долю, то тогда сигнал отправляют в блок управления. Альтернативно, устанавливают эталонное значение для липкости. Если измеренная липкость выше эталонного значения более чем на фиксированное значение, то тогда отправляют сигнал. Датчик липкости может отправлять сигнал в блок управления при измерении изменения в липкости, превышающей пороговое значение вариации липкости. Кроме того, сигнал также может быть отправлен, если изменение липкости первого листа происходит слишком быстро. Например, если измеренное значение липкости в трех последовательных измерениях варьируется более чем на 15 процентов, это указывает на то, что может присутствовать первый лист, не соответствующий техническим требованиям.
Если липкость слишком низкая, это может означать, что произошла ошибка в составе пульпы, используемой для получения первого листа материала, содержащего алкалоиды, и первый лист может не привести к получению конечных продуктов согласно техническим требованиям. Если первый лист слишком липкий, для его размотки может потребоваться избыточная сила, которая может превысить прочность первого листа на разрыв, что приведет к разрыванию. Не ограничиваясь теорией, слишком липкий первый лист может быть указанием того, что связующее в листе не создало должным образом «прочную» структуру. Это может создать слабую связь волокон друг с другом внутри пульпы. Следовательно, чем более липкий лист, тем меньше его прочность на разрыв, что в свою очередь увеличивает опасность разрушения при размотке катушки.
В случае обнаружения наличия или отсутствия отверстий или разрывов может быть использован датчик для обнаружения наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды.
Датчик может быть оптическим датчиком или звуковым датчиком. Датчик звука может предусматривать ультразвуковой датчик. Оптический датчик может содержать камеру. Оптический датчик может содержать источник света. Пучок электромагнитного излучения, испускаемый источником света, может падать на первый лист. Вариации в интенсивности проходящего пучка света через первый лист могут указывать на наличие отверстия или разрыва в первом листе. Ультразвуковые датчики передают и принимают звуковые волны в ультразвуковом диапазоне. Ультразвуковая волна, падающая на поверхность первого листа, создает отраженную волну. Отраженная волна изменяется, если на поверхности первого листа присутствуют отверстия или разрывы, и эти вариации отраженной волны могут быть измерены.
«Наличие или отсутствие» разрывов или отверстий не означает, что при оценке могут быть рассмотрены все отверстия или разрывы, независимо от их размера. Во-первых, существуют первые минимальные размеры для отверстий или разрывов, которые должны быть обнаружены датчиком. Этот первый минимальный размер зависит от разрешающей способности датчика. Кроме того, относительно «маленькие» отверстия или разрывы могут не представлять угрозы для целостности первого листа и не могут быть индикатором того, что произойдет разрывание. Следовательно, может быть установлен «второй минимальный размер» отверстия или разрыва и только отверстия или разрывы выше такого второго минимального размера могут быть рассмотрены при оценке как подтверждающие наличие отверстия или разрыва. Относительно «большие» отверстия или разрывы могут указывать на то, что первый лист ослабевает и что он может скоро разорваться. Второй минимальный размер может составлять 5 миллиметров или 10 миллиметров. Это означает, что только отверстия или разрывы, имеющие размер более 5 миллиметров или более 10 миллиметров, считаются указывающими на «наличие отверстий или разрывов». Рассматриваемый размер является размером, поперечным направлению транспортировки. Кроме того, вместо линейного размера пороговым значением может быть площадь, то есть отверстия или разрывы считаются отверстиями или разрывами только в том случае, если их площадь превышает заданное пороговое значение площади.
Сращивание может происходить, если обнаружено наличие отверстий или разрывов в первом листе.
Когда вместо абсолютного значения параметра целостности измеряют вариацию параметра целостности, предпочтительно, чтобы вариация измерялась относительно эталонного значения. Другими словами, вариация принимается относительно эталонного значения, которое предположительно является «приемлемым» значением параметра целостности. Этот эталонный параметр можно использовать в качестве порогового значения измеренного значения параметра целостности. Например, сращивание может происходить, если измеренное значение целостности выше или ниже эталонного значения одного и того же параметра целостности плюс/минус 10 процентов или 15 процентов, или 25 процентов эталонного значения.
Эталонным значением может быть переменная, которая обновляется во время проведения измерений. Например, начиная с установленного эталонного значения, каждое N последовательное измерение, где N это целое число, эталонное значение обновляется и его новое значение равно значению, которое было давно измерено датчиком N измерений.
Кроме того, также может иметь значение скорость изменения измеренного значения. Если скорость изменения выше заданного порогового значения, то тогда сращивание происходит независимо от абсолютного значения изменения.
Эталонный параметр целостности может быть получен посредством базы данных. Эталонный параметр целостности можно использовать для оценки того, существует ли вариация этого параметра целостности выше заданного порогового значения. Способ по настоящему изобретению предпочтительно включает получение доступа к базе данных и извлечение данных из базы данных, относящихся к одному из эталонных параметров целостности первого листа. База данных может содержать одно или более значений эталонных параметров целостности: толщину, влажность, ширину, липкость первого листа. Данные, относящиеся к одному или более эталонным параметрам целостности, могут храниться в доступном запоминающем устройстве, где присутствует база данных. Данные могут присутствовать на наклейке или штрихкоде, прикрепленном к катушке, с которой разматывается первый лист. Эти данные могут быть отсканированы известным способом и загружены в блок управления. Кроме того, пороговые значения параметров могут зависеть от состава первого листа или от партии катушки. Следовательно, база данных может содержать несколько пороговых значений, с которыми сравнивают параметры, множество пороговых значений для одного параметра, и в зависимости от состава листа для этого параметра выбирают другое пороговое значение из множества.
Эталонный параметр целостности может быть получен с помощью пользовательского ввода. Может быть предоставлена панель или другое устройство ввода, и пользователь, например, оператор, может вводить значение эталонного параметра целостности первого листа. Кроме этого, данные, относящиеся к одному из эталонных параметров целостности, могут быть получены путем сканирования данных, предоставленных в отношении первой катушки, выполненной из первого листа, например, характерного кода.
Эталонный параметр целостности может быть получен посредством сигнала от удаленного источника. Для того, чтобы ввести эталонный параметр целостности, может происходить беспроводная или проводная передача данных.
В результате оценки, например, в результате измерений одним или более датчиками одного или более параметров целостности первого листа, становится доступным одно или более значений или одно или более разностей значений. Затем эти значения или разности значений могут быть уточнены блоком управления. Блок управления предпочтительно уточняет один или более сигналов, поступающих от датчиков, измеряющих параметры целостности первого листа. Один или более сигналов указывают на значение одного или более параметров целостности.
Предпочтительно, измеряют более одного эталонного параметра целостности первого листа. Предпочтительно, получают ширину первого листа. Предпочтительно получают наличие или отсутствие отверстий и разрывов первого листа. Предпочтительно, получают ширину и наличие или отсутствие отверстий и разрывов первого листа. Предпочтительно получают комбинацию из наличия или отсутствия разрывов и отверстий и толщины первого листа. Предпочтительно получают комбинацию из наличия или отсутствия разрывов и отверстий и влажности первого листа. Предпочтительно получают комбинацию из наличия или отсутствия разрывов и отверстий и липкости первого листа.
После оценки, в зависимости от значения оцененных одного или более параметров целостности, происходит этап сращивания. Сращивание происходит в блоке сращивания. Например, если на этапе оценки один или более параметров целостности находятся за пределами предварительно заданного диапазона, то тогда происходит сращивание первого листа и второго листа. Если при оценке присутствуют отверстия или разрывы, то тогда может происходить сращивание.
Блок управления принудительно выполняет сращивание в зависимости от значения одного или более сигналов, отправляемых датчиками, измеряющими параметры целостности, то есть сращивание принудительно выполняется в зависимости от значения одного или более параметров целостности. Блок управления может принудительно выполнить сращивание, если уточненное значение одного или более параметров целостности находится за пределами заданного диапазона. Для каждого параметра целостности может быть предварительно установлен диапазон. Для каждого параметра целостности могут быть предварительно установлены несколько диапазонов. Например, для каждого параметра целостности может быть предварительно установлен зеленый диапазон. Если все значения или разности значений, измеренные датчиками, или все сигналы, уточненные блоком управления, находятся в пределах их соответствующих зеленых диапазонов, то блок управления не инициирует сращивание. Сращивание все еще может происходить из-за другого измерения или команды, например, из-за израсходования первой катушки. Однако сращивание не инициируется из-за уточненных значений параметров целостности. Например, для каждого параметра целостности может быть предварительно установлен желтый диапазон. Если один из параметров целостности имеет значение или разность значений в пределах своего желтого диапазона, сращивание инициируется только в том случае, если существует по меньшей мере еще другой параметр целостности, который имеет значение или разность значений в пределах своего желтого диапазона. Может быть установлено, что, если один из параметров целостности имеет значение или разность значений в пределах своего желтого диапазона, сращивание инициируется только в том случае, если существует по меньшей мере два других разных параметра целостности, которые имеют значения или разности значений в пределах их соответствующих желтых диапазонов. Кроме того, можно установить, что только определенная комбинация из параметров целостности, когда они находятся в пределах их желтых диапазонов, может инициировать сращивание. Например, если уточненные значения как липкости, так и ширины первого листа находятся в их соответствующих желтых диапазонах, то тогда происходит сращивание. Однако, если уточненное значение как влажности, так и липкости первого листа находится в своем соответствующем желтом диапазоне, то тогда сращивание не происходит. Например, для каждого параметра целостности может быть предварительно установлен красный диапазон. Если один из параметров целостности имеет значение или разность значений в пределах своего красного диапазона, то тогда происходит сращивание, независимо от значения или разности значений других параметров целостности.
Для сращивания первого листа и второго листа материала, содержащего алкалоиды, второй лист разматывают со второй катушки. Второй лист определяет первую поверхность и вторую поверхность. Расстояние между первой поверхностью и второй поверхностью составляет толщину второго листа. Второй лист определяет влажность. Второй лист определяет ширину. Второй лист определяет липкость.
В настоящем изобретении может быть использовано любое сращивание, известное в данной области техники, которое соединяет, предпочтительно стабильно соединяет, первый лист и второй лист. Предпочтительно, этап сращивания включает прессование первого листа и второго листа вместе. Предпочтительно, этап резания включает разрезание по меньшей мере первого листа. Этап разрезания может быть выполнен до, после или одновременно с этапом прессования. Предпочтительно, разрезают как первый лист, так и второй лист. Для этой цели блок сращивания может содержать лезвие.
Когда первый лист разрезан, он определяет конец первого листа. Этот конец первого листа и головная часть второго листа, размотанные со второй катушки, предпочтительно сращены. Затем второй лист подвергают той же обработке, которой был подвергнут первый лист, например, гофрированию и сборке для образования стержня.
Таким же образом, разрезание первого листа и второго листа обеспечивает определенную концевую часть первого листа и определенную головную часть второго листа, которые должны быть объединены для предоставления продолжающегося, непрерывного листа материала, содержащего алкалоиды.
Предпочтительно, сращивание происходит раньше по ходу потока от части первого листа, где были оценены параметры целостности, которые инициировали сращивание. То есть сращивание инициируется, потому что оцененное значение одного или более параметров целостности находится, например, в его красном диапазоне. Это значение инициирования было измерено в конкретной части первого листа. Это означает, что конкретная часть первого листа возможно не подходит для дальнейшей обработки для получения конечных продуктов согласно желаемым техническим требованиям, или дальнейшая обработка первого листа может привести к разрушению первого листа и может привести к остановке машины. Следовательно, предпочтительно, чтобы эта конкретная часть первого листа не использовалась при последующей обработке, и сращивание первого листа и второго листа происходит раньше по ходу потока от этой конкретной части. Например, первый лист разрезают раньше по ходу потока от конкретной части. Таким образом, часть первого листа, где могут присутствовать «дефекты», не используют на последующих этапах изготовления. Таким образом, количество конечных продуктов, не соответствующих производственным требованиям, сводится к минимуму.
Разрезание может быть выполнено для первого листа и для второго листа последовательным образом. Предпочтительно, разрезание выполняют как для первого листа, так и для второго листа одновременно. Для процесса разрезания первый лист и второй лист могут быть расположены друг за другом или могут перекрывать друг друга. Альтернативно, каждый лист первого листа и второго листа разрезают независимо от другого. Предпочтительно, первый лист и второй лист выравнивают так, чтобы они лежали друг над другом центрированным образом вдоль продольной центральной оси первого листа и второго листа. Как упоминалось, первый лист и второй лист локально определяют плоскость. Каждый из первого листа и второго листа имеют ширину. Предпочтительно ширина первого листа и ширина второго листа по существу идентичны. Разрезание предпочтительно обеспечивает первую поверхность среза и вторую поверхность среза, которые обеспечивают ясно определенные области контакта, где первый лист и второй лист могут контактировать друг с другом и могут быть соединены друг с другом. Это поддерживает хорошее соединение между первым листом и вторым листом. Разрезание также может быть выполнено под углом.
Срез выполняют под углом по отношению к направлению ширины. Другими словами, ширина первого листа или второго листа определяет направление ширины, которое лежит на поверхности первого листа или второго листа. Это направление ширины перпендикулярно направлению транспортировки. Угол между направлением ширины и линией среза отличается от 0 градусов до 90 градусов и предпочтительно составляет от приблизительно 25 градусов до 60 градусов, более предпочтительно от приблизительно 30 градусов до 45 градусов.
Для соединения первого листа и второго листа, предпочтительно на поверхностях углового среза, добавляют воду. Добавление воды в по меньшей мере один из первого листа и второго листа увлажняет и смягчает материал первого листа или второго листа. Хотя материал первого листа или второго листа может иметь определенную липкость сам по себе, такая липкость может быть увеличена путем добавлением воды. Предпочтительно, воду добавляют только на поверхность углового среза, предпочтительно только одного листа, либо первого листа, либо второго листа. Таким образом добавленная вода может поддерживать процесс объединения первого листа и второго листа в области контакта листов без избыточной воды, которая может оказать негативное влияние на соединение.
Предпочтительно, давление прикладывают к первому листу и второму листу. Для этой цели блок сращивания может содержать сжимающее устройство. Впоследствии прикладываемая сила к первому листу и второму листу в по меньшей мере участке перекрытия, образованном путем перекрывания поверхностей среза, обеспечивает прочное соединение между двумя листами. Давление может быть приложено к объединяемому листу, в то время как объединяемый лист является неподвижным или в то время как он перемещается далее вдоль направления перемещения. Сжимающее устройство может, например, содержать неподвижный пресс или, например, прижимные валики, между которыми вставлен объединяемый лист. Величину прикладываемой силы приспосабливают для обеспечения хорошего соединения, однако, предпочтительно без утончения или существенного утончения первого листа и второго листа в участке перекрытия.
С вышеописанным сращиванием прочное соединение может быть обеспечено без добавок (помимо воды) или дополнительного материала, которые могут повлиять на вкус. Кроме того, может быть обеспечено соединение, которое не оказывает или оказывает только уменьшенное воздействие на процессы после процесса сращивания на линии обработки табачного листа. Такие последующие процессы могут, например, представлять собой последующий процесс гофрирования или процесс образования стержня.
Следовательно, при использовании способа по настоящему изобретению перерывы в производстве сведены к минимуму. Как только на первом листе появляется «один или более знаков ослабления», в зависимости от оценки этих знаков, как подробно описано выше, происходит сращивание, избегая остановки производства. Кроме того, отбраковка конечных продуктов также сведена к минимуму, поскольку, как только первый лист демонстрирует характеристики, которые не соответствуют техническим требованиям, такие как слишком высокая влажность, сращивание инициируется блоком управления. Следовательно, в результате процесс производства происходит быстрее.
Предпочтительно, один или более датчиков для проверки одного или более параметров целостности первого листа расположены между первой катушкой и блоком сращивания. Предпочтительно, сигнал для инициирования сращивания отправляют от блока управления в блок сращивания достаточно быстро, чтобы разрезать первый лист раньше по ходу потока от конкретной части первого листа, которая была проверена датчиками, и которая инициировала сращивание, таким образом на конечные продукты не влияет часть первого листа, которая может не соответствовать техническим требованиям.
Кроме того, все еще поддерживается нормальное управление первой катушкой, такое как управление ее диаметром и инициирование сращивания, когда катушка почти израсходована. Таким образом, изменения в существующих системах и программах сведены к минимуму.
Линию обработки можно непрерывно эксплуатировать при высокой скорости с непрерывным постоянным качеством изготавливаемого продукта. Кроме того, любые возможно производимые отходы можно сохранять на минимальном уровне.
Предпочтительно, способ включает сращивание первого листа и второго листа, если диаметр первой катушки ниже заданного порогового значения. Сращивание происходит для того, чтобы избежать остановки производства. Таким образом, предпочтительно, чтобы сращивание происходило до того, как первая катушка будет израсходована. Например, измеряют диаметр первой катушки, и когда диаметр первой катушки ниже заданного порогового значения, происходит сращивание. Диаметр может быть измерен датчиком диаметра, который непрерывно или с заданной частотой измеряет диаметр первой катушки во время размотки. Датчик диаметра соединен с блоком управления. Блок управления может инициировать сращивание, например, путем отправки командного сигнала в блок сращивания, если сигнал, представляющий значение диаметра первой катушки, ниже заданного порогового значения.
Предпочтительно, способ согласно настоящему изобретению включает гофрирование первого листа материала, содержащего алкалоиды, размотанного с первой катушки. Первый лист материала, содержащего алкалоиды, размотанный с первой катушки, предпочтительно подвергают дальнейшим этапам обработки. Например, первый лист гофрируется. Предпочтительно, гофрирование происходит при вставке первого листа материала, содержащего алкалоиды, между парой гофрирующих валиков.
Один или более параметров части размотанного первого листа оценивают согласно способу по настоящему изобретению. Предпочтительно оценку одного или более параметров первого листа выполняют перед гофрированием первого листа.
Предпочтительно, способ по настоящему изобретению включает сборку гофрированного листа в стержень. После того, как первый лист был гофрирован, предпочтительно он проходит через устройство, образующее стержень, где создают стержень, собирающий гофрированный лист. Затем стержень подвергают дальнейшей обработке, например, его оборачивают. Обернутый или необернутый стержень может быть использован в качестве компонента изделия, генерирующего аэрозоль.
Предпочтительно, способ включает: отбраковку первой катушки после сращивания. После сращивания некоторая длина первого листа остается намотанной на первую катушку. Данный остаток первого листа в первой катушке может быть выброшен, например, в случае, если значение параметров целостности, которое инициировало сращивание, указывает на то, что оставшаяся длина первого листа в первой катушке не соответствует техническим требованиям. Это может произойти, например, если первый лист окажется слишком липким или слишком влажным. Оставшийся первый лист в первой катушке может быть переработан. Например, остатки первой катушки могут быть повторно введены в новую партию пульпы для производства другого листа материала, содержащего алкалоиды. Альтернативно, предварительно определенную или подлежащую определению секцию первой катушки проверяют в автономном режиме и удаляют материал, не соответствующий техническим требованиям, так что остаток материала первого листа на первой катушке может быть повторно использован в другом производственном цикле, если он соответствует желаемым требованиям.
Предпочтительно, этап отбраковки первой катушки включает удаление первой катушки с первого вала. После этого предпочтительно способ включает вставку третьей катушки в первый вал. После сращивания производство продолжается с использованием второго листа, намотанного на вторую катушку. Третья катушка, образованная посредством намотанного третьего листа, заменяет первую катушку в первом валу, так что при необходимости второй лист и третий лист могут быть сращены. Датчики, используемые для оценки или измерения одного или более параметров целостности первого листа, размотанного с первой катушки, теперь используют для оценки или измерения одного или более параметров целостности третьего листа, размотанного с третьей катушки.
Предпочтительно, способ включает: помещение в буфер заданной длины первого листа материала, содержащего алкалоиды, перед сращиванием. Во время сращивания предпочтительно, чтобы скорость первого листа была уменьшена по отношению к скорости, с которой первый лист перемещается во время производства. Во время сращивания первый лист может быть остановлен. Во избежание задержек или остановок производства предпочтительно перед сращиванием помещают в буфер заданную длину первого листа. Данная помещенная в буфер длина может быть использована во время сращивания, таким образом скорость производства не изменяется. Например, может быть использована буферная система, при этом буферная система содержит множество валиков. Количество помещенного в буфер первого листа достаточно, чтобы обеспечить процесс сращивания без остановки производства. Буферная система может содержать несколько валиков, которые могут перемещаться, и по этой причине называемых «валиками, выполненными с возможностью перемещения», во встречном или противоположном направлении относительно других валиков, которые неподвижно закреплены («неподвижные валики»), при этом лист проходит вдоль этих двух типов валиков. Однако предусмотрены и другие системы, в которых все валики могут перемещаться навстречу друг другу и в сторону друг от друга. Валики также разделены на пары, причем два валика одной и той же пары расположены по существу на одной высоте. Кроме того, пары валиков расположены один поверх другого, образуя матрицу валиков, имеющую два столбца и несколько рядов. Буфер может быть образован вертикальными секциями или горизонтальными секциями первого листа. Таким образом, первый лист материала образует множество параллельных секций, расположенных одна над другой и проходящих через различные пары валиков. Чем длиннее эти секции, то есть чем больше расстояние между двумя валиками одной и той же пары, тем больше осуществляется помещение в буфер. Перед сращиванием расстояние между двумя валиками каждой пары должно быть близко к максимально возможному расстоянию. Во время сращивания расстояние между двумя валиками каждой пары уменьшается, так что помещенный в буфер первый лист уменьшается, чтобы справиться, с одной стороны, со скоростью производства, которая остается постоянной, а с другой стороны, со скоростью первого листа перед блоком сращивания, которая уменьшается до достижения скорости машины. Буферные валики каждой пары сближаются друг с другом, уменьшая путь, пройденный первым листом в буферной системе, и, таким образом, обеспечивая для обработки дальше по ходу потока дополнительный первый лист для компенсации уменьшения скорости первой катушки.
Предпочтительно, оценку одного из нескольких параметров первого листа выполняют перед помещением в буфер первого листа.
Предпочтительно, способ включает: захват изображения первого листа материала, содержащего алкалоиды. Предпочтительно способ дополнительно включает определение ширины первого листа материала, содержащего алкалоиды, на основе изображения. Предпочтительно способ дополнительно включает определение наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе изображения. Датчик, приспособленный для измерения ширины первого листа материала, или датчик, приспособленный для обнаружения наличия или отсутствия отверстий или разрывов, или оба из них могут содержать камеру. Камера приспособлена для захвата изображения части первого листа. Предпочтительно, камера захватывает изображение другой части первого листа с заданной частотой, в то время как первый лист транспортируют по направлению транспортировки. Предпочтительно частота, с которой захватывают изображения разных частей первого листа, синхронизирована со скоростью, с которой первый лист разматывают с первой катушки. На основе изображения с использованием, например, стандартного инструмента обработки цифрового изображения можно определить ширину листа. Например, может быть использована разница в цвете между первым листом и фоном. Наличие или отсутствие разрывов или отверстий также можно оценить на основе изображения. Например, можно было бы использовать анализ больших двоичных объектов. Камера может быть 2-мерной камерой или камерой линейного сканирования.
Предпочтительно, способ включает: направление пучка света на первый лист материала, содержащего алкалоиды. Предпочтительно способ также включает: определение ширины первого листа материала, содержащего алкалоиды, на основе характеристики проходящего пучка света через первый лист материала, содержащего алкалоиды. Предпочтительно способ также включает: определение толщины первого листа материала, содержащего алкалоиды, на основе характеристики проходящего пучка света через первый лист материала, содержащего алкалоиды. Предпочтительно способ также включает: определение наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе характеристики проходящего пучка света через первый лист материала, содержащего алкалоиды. Например, датчик, приспособленный для измерения ширины или толщины первого листа материала, содержащего алкалоиды, или датчик, приспособленный для обнаружения наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, может содержать излучатель света и приемник света. Излучатель света может быть расположен на одной стороне первого листа, а приемник света может быть расположен на противоположной стороне первого листа. Приемником света может быть, например, фоторецептор. Излучатель света может испускать пучок электромагнитного излучения, падающий на первую поверхность первого листа. Приемник света может принимать свет, проходящий через первый лист. Свет, проходящий через первый лист, выходит на вторую поверхность первого листа. Может быть измерена разница в ширине, например, разница между фактической шириной и эталонным значением ширины первого листа, для которого известно значение интенсивности проходящего света. Альтернативно, разница в ширине между фактическим значением ширины и предыдущим значением ширины получена при предыдущем измерении, выполненном датчиком, для которого известно значение интенсивности проходящего света. Если ширина уменьшается, дополнительный свет может проходить через первый лист, поэтому приемник света собирает больше света. В случае датчика для обнаружения наличия отверстий или разрывов количество проходящего света через первый лист может быть оценено и, например, сравнено с эталонным значением интенсивности проходящего света. Если измеренное значение интенсивности проходящего света выше эталонного значения, через первый лист может проходить больше света, и, таким образом, могут присутствовать отверстия или разрывы. Вариации толщины можно оценить, а также измерить вариации значения интенсивности проходящего света. Более тонкая секция первого листа обеспечивает возможность пропускания через себя больше света, чем более толстая секция первого листа.
Такой датчик, содержащий излучатель света и приемник света, может содержать сетку излучателей света и сетку приемников света. Наличие сетки излучателей света и приемников света обеспечивает возможность определения пространственного расположения вариаций в интенсивности проходящего света. Таким образом, может быть определено, где на первом листе происходит увеличение или уменьшение значения интенсивности проходящего света. Пространственную точность задают посредством размера «квадратов», образованных сеткой.
Предпочтительно, способ включает: измерение расстояния между первым листом материала, содержащего алкалоиды, и первым датчиком. Предпочтительно, способ дополнительно включает: определение липкости первого листа материала, содержащего алкалоиды, на основе измеренного расстояния. Первая катушка образована путем намотки первого листа витками вокруг сердечника. Первый лист определяет свободную часть листа, размотанную с первой катушки. Первая катушка также определяет наружную поверхность катушки. На наружной поверхности катушки также определена разделительная линия между свободной частью первого листа и оставшейся частью первого листа, намотанного на первую катушку. Для обработки первого листа первый лист разматывают. Размотка происходит, вытягивая его в заданном направлении, например, в направлении расположенного дальше по ходу потока блока, такого как буфер или гофрирующий блок. Датчики для измерения одного или более параметров целостности расположены между первой катушкой и расположенным дальше по ходу потока блоком. Вытягивание может быть выполнено подходящими тянущими валиками. Из-за вытягивания и размотки положение разделительной линии изменяется, то есть точка отделения первого листа от первой катушки перемещается в зависимости от адгезии между последними двумя слоями первого листа в катушке. Таким образом, точное расположение разделительных линий зависит от нескольких сил (таких как тянущие силы и их реакция, сила сжатия и другие), от расположения тянущих валиков и от диаметра первой катушки. Если изменяется одна из этих сил или расположение тянущих валиков, или изменяется диаметр катушки, то также может измениться расположение разделительной линии. Кроме того, определяют угол между касательной к наружной поверхности катушки на линии контакта и свободной частью первого листа. Данный угол зависит от липкости листа.
Если липкость первого листа становится «высокой», предпочтительно выше эталонного значения, то изменяется одна из сил, которая определяет расположение разделительных линий. Таким образом, может изменяться либо расположение линии контакта, либо ширина угла между касательной наружной поверхности на разделительной линии и свободной частью первого листа, либо и то, и другое. Если датчик расстояния расположен перед поверхностью первого листа, в расположении дальше по ходу потока от первой катушки и предпочтительно раньше по ходу потока от блока сращивания расстояние между датчиком и поверхностью первого листа изменяется из-за изменения угла или изменения расположения разделительной линии. Эта вариация в расстоянии может указывать на вариацию в липкости первого листа и может вызвать сращивание.
В связи с тем, что расположение разделительной линии зависит также от диаметра первой катушки, предпочтительно также предусмотрен датчик диаметра, приспособленный для измерения диаметра первой катушки. Датчик расстояния и датчик диаметра могут отправлять сигналы, представляющие расстояние между датчиком и поверхностью первого листа и диаметром первой катушки соответственно, в блок управления. Блок управления может определять липкость первой катушки, используя эти два сигнала. Датчик диаметра может содержать валик, прижатый пружиной к наружной поверхности первой катушки, который следует за уменьшающимся диаметром первой катушки.
Предпочтительно, способ включает: измерение силы, необходимой для размотки первого листа материала, содержащего алкалоиды, с первой катушки. Предпочтительно способ дополнительно включает: определение липкости первого листа материала, содержащего алкалоиды, на основе измеренной силы. Другое указание липкости первой катушки может быть дано посредством сигнала обратной связи в отношении силы от первого вала или от привода, приспособленного для вращения первого вала, разматывающего первую катушку. Например, увеличение крутящего момента, необходимого для размотки первого листа, может указывать на то, что первый лист слишком липкий. Кроме того, сила, которая превышает предел безопасности, может указывать на разрыв первого листа.
Предпочтительно, способ включает: смену положения первой катушки и положения второй катушки после сращивания. Предпочтительно в первый вал вставляют новую катушку, такую как третья катушка, для замены первой катушки.
Согласно другому аспекту настоящее изобретение относится к системе для сращивания двух листов материала, содержащего алкалоиды, при этом система содержит: первый вал, приспособленный для удержания с возможностью вращения первой катушки первого листа материала, содержащего алкалоиды. Система предпочтительно содержит: второй вал, приспособленный для удержания с возможностью вращения второй катушки второго листа материала, содержащего алкалоиды. Система предпочтительно содержит один или более из следующих датчиков первого листа: датчик влажности, приспособленный для измерения влажности первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности; датчик толщины, приспособленный для измерения толщины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины; датчик ширины, приспособленный для измерения ширины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины; датчик липкости, приспособленный для измерения липкости первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости; оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды. Система предпочтительно содержит: блок сращивания, приспособленный для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, причем блок сращивания расположен дальше по ходу потока от одного или более датчиков первого листа. Система предпочтительно содержит: блок управления, соединенный с одним или более датчиками и с блоком сращивания и приспособленный для активации блока сращивания для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, на основании сигнала, испускаемого одним или более датчиками первого листа.
Преимущества системы по настоящему изобретению уже были перечислены в отношении предыдущего аспекта и не повторяются в настоящем документе. Блок управления принимает один или более сигналов от одного или более датчиков первого листа. Датчики первого листа приспособлены для измерения одного или более параметров целостности первого листа. Сращивание можно определить значением одного сигнала или комбинацией значений двух или более сигналов. Значения одного или более сигналов могут быть рассмотрены с разными весами.
Предпочтительно, система содержит один или более из следующих датчиков второго листа: датчик влажности, приспособленный для измерения влажности второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности; датчик толщины, приспособленный для измерения толщины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины; датчик ширины, приспособленный для измерения ширины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины; датчик липкости, приспособленный для измерения липкости второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости; оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов во втором листе материала, содержащего алкалоиды. Предпочтительно те же самые один или более параметров целостности, которые измеряют по отношению к первому листу, также измеряют по отношению ко второму листу. Таким образом, набор из одного или более датчиков, которые расположены раньше по ходу потока от блока сращивания и обращены к первому листу, предпочтительно дублируется перед вторым листом. Действительно, когда происходит сращивание, второй лист становится листом, который обрабатывают. Следовательно, при обработке второго листа предпочтительно соблюдать ту же осторожность, что и при обработке первого листа. Кроме того, предпочтительно менять положение первой катушки и положение второй катушки, и, следовательно, наличие двух наборов датчиков, одного для первого листа и одного для второго листа, позволяет осуществлять такую замену без последствий для качества обработки первого листа или второго листа.
Предпочтительно, датчик липкости представляет собой датчик расстояния или датчик силы.
Предпочтительно, датчик ширины представляет собой оптический датчик, содержащий источник света.
Предпочтительно, система содержит держатель катушки, содержащий первый вал и второй вал, причем держатель катушки приспособлен для смены положения первого вала и второго вала. Например, держатель катушки может содержать вращающийся диск, и первый вал и второй вал могут проходить от одной и той же поверхности диска. Вращения диска могут обеспечивать возможность смены между положениями валов.
Предпочтительно, система содержит буфер, приспособленный для помещения в буфер переменного количества первого листа материала, содержащего алкалоиды, или второго листа материала, содержащего алкалоиды, причем буфер расположен дальше по ходу потока от блока сращивания. Буфер предпочтительно содержит выполненные с возможностью перемещения валики для изменения количества помещенных в буфер первого листа или второго листа.
Предпочтительно система содержит сушильный блок для высушивания сращенного листа. Предпочтительно высушивание предусмотрено в по меньшей мере участке перекрытия или в участке, где вода была применена в первом листе или во втором листе, или и там, и там. Высушивание может поддерживать процесс сращивания путем увеличения скорости процесса удаления любой воды, которая была распределена на первый лист или второй лист перед соединением первого листа и второго листа. Предпочтительно сушильный блок содержит нагреватель, например, на основе горячего воздуха или на основе инфракрасного нагревания. Нагреватель расположен дальше по ходу потока от блока сращивания.
Кроме того, предпочтительно гофрируют первый лист или второй лист. Предпочтительно система содержит гофрирующий блок. Гофрирование предпочтительно выполняют с помощью пары гофрирующих валиков, обозначенных как первый гофрирующий валик и второй гофрирующий валик. Первый гофрирующий валик и второй гофрирующий валик расположены смежно друг с другом и между первым гофрирующим валиком и вторым гофрирующим валиком образован зазор. Первый лист или второй лист вставляют в зазор для гофрирования. Первый гофрирующий валик определяет первую ось вращения и первую наружную поверхность. Второй гофрирующий валик определяет вторую ось вращения и вторую наружную поверхность. Первая ось вращения и вторая ось вращения предпочтительно параллельны друг другу. Первая ось вращения и вторая ось вращения предпочтительно являются горизонтальными. По меньшей мере один из первого гофрирующего валика или второго гофрирующего валика содержит гофры. Предпочтительно гофры образованы на первой наружной поверхности или на второй наружной поверхности. Предпочтительно гофры образованы как на первой наружной поверхности, так и на второй наружной поверхности. Гофры на гофрирующих валиках входят в контакт с первым листом или вторым листом, когда первый лист или второй лист вставляют в зазор между первым гофрирующим валиком и вторым гофрирующим валиком. Благодаря воздействию гофров на первый лист или второй лист, на первом листе или втором листе образуются соответствующие гофры, когда он проходит через зазор. В случае, когда первый гофрирующий валик и второй гофрирующий валик содержат гофры, гофрирующие валики могут быть спроектированы и расположены таким образом, чтобы по меньшей мере некоторые из их гофров по существу чередовались.
Предпочтительно гофрированный первый лист или гофрированный второй лист собирают для образования стержня. Предпочтительно стержень образуют с использованием устройства, образующего стержень. Образованный таким образом стержень предпочтительно используют в качестве компонента изделия, генерирующего аэрозоль.
В контексте настоящего документа термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, по существу превышающие его толщину. Ширина листа материала, содержащего алкалоиды, предпочтительно превышает приблизительно 10 миллиметров, более предпочтительно превышает приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно ширина листа материала, содержащего алкалоиды, составляет от приблизительно 60 миллиметров до приблизительно 2500 миллиметров. Толщина листа материала, содержащего алкалоиды, предпочтительно составляет от приблизительно 50 микрометров до приблизительно 300 микрометров, более предпочтительно толщина листа составляет от приблизительно 100 микрометров до приблизительно 250 микрометров, еще более предпочтительно от приблизительно 190 микрометров до 220 микрометров.
«Изделия, генерирующие аэрозоль», согласно настоящему изобретению могут быть в виде изделий, в которых материал, содержащий алкалоиды, такой как табачный материал, нагревают для образования аэрозоля, а не сжигают, и изделия, в которых аэрозоль, содержащий алкалоиды, генерируют из материала, содержащего алкалоиды, например, из табачной вытяжки или другого источника никотина без сжигания или нагревания. Изделия, генерирующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или более другими компонентами для предоставления собранного изделия для производства аэрозоля, такими как, например, расходуемая часть нагреваемого курительного устройства.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Алкалоиды могут содержать никотин. Никотин может быть обнаружен, например, в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые главным образом содержат основные атомы азота. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и реже другие элементы, такие как хлор, бром и фосфор.
Алкалоиды производят с помощью большого ряда организмов, в том числе бактерий, грибков и растений. Их можно очищать из первичных экстрактов этих организмов путем кислотно-основной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
Термин «гомогенизированный табачный материал» используется для обозначения любого табачного материала, образованного в результате агломерации частиц табачного материала. Листы гомогенизированного табака согласно настоящему изобретению образуются в результате агломерирования дисперсного табака, полученного посредством измельчения или иного превращения в порошок одного или обоих из пластинки табачного листа и стеблей табачного листа. Таким образом, материал, содержащий алкалоиды, может представлять собой гомогенизированный табачный материал, который содержит алкалоид-никотин.
В дополнение гомогенизированный табачный материал может содержать незначительное количество одного или более из табачной пыли, мелких частиц табака и других сыпучих табачных отходов, образующихся во время обработки, перемещения и отгрузки табака.
Гомогенизированный табачный материал может содержать одно или более внутренних связующих, одно или более внешних связующих или их комбинацию для способствования агломерации частиц табака. Гомогенизированный табачный материал также может содержать вещество для образования аэрозоля. Гомогенизированный табачный материал может содержать другие добавки, включая, но без ограничения, табачные и нетабачные волокна, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
Согласно настоящему изобретению гомогенизированный табачный материал содержит табачные листовые пластинки и стебли разных типов табака, которые смешивают надлежащим образом. Под термином «тип табака» подразумевают одну из различных разновидностей табака. В отношении настоящего изобретения эти различные типы табака подразделяют на три основных группы: светлый табак, темный табак и ароматический табак. Различие между этими тремя группами обусловлено процессом высушивания, которому табак подвергают перед тем, как он будет подвергнут дальнейшей обработке с получением табачного продукта.
Виды светлого табака представляют собой виды табака обычно с большими листьями светлой окраски. По всему описанию термин «светлый табак» используют для видов табака, которые были подвергнуты трубоогневой сушке. Примерами видов светлого табака являются китайский вид табака трубоогневой сушки, бразильский вид табака трубоогневой сушки, американский вид табака трубоогневой сушки, такой как табак Вирджиния, индийский вид табака трубоогневой сушки, вид табака трубоогневой сушки из Танзании или другие африканские виды табака трубоогневой сушки. Светлый табак характеризуется высоким соотношением сахара и азота. С точки зрения органолептического восприятия светлый табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и насыщенным ощущением. Согласно настоящему изобретению светлый табак относится к видам табака с содержанием редуцирующих сахаров, составляющим от приблизительно 2,5 процента до приблизительно 20 процентов в перерасчете на сухой вес листьев, и общим содержанием аммиака менее приблизительно 0,12 процента в перерасчете на сухой вес листьев. Редуцирующие сахара содержат, например, глюкозу или фруктозу. Общее содержание аммиака составляют, например, аммиак и соли аммиака.
Виды темного табака представляют собой виды табака обычно с большими листьями темной окраски. По всему описанию термин «темный табак» используют для видов табака, которые были подвергнуты воздушной сушке. Дополнительно виды темного табака могут быть ферментированными. Виды табака, которые используют главным образом для жевания, нюханья, сигар и трубочных смесей, также включены в эту категорию. С точки зрения органолептического восприятия темный табак представляет собой табак такого типа, который после сушки ассоциируется с ощущением запаха дыма, присущим сигарам темного типа. Темный табак характеризуется низким соотношением сахара и азота. Примерами темного табака являются Берли Малави или другие типы африканского Берли, темный высушенный бразильский Галпао, индонезийский Кастури солнечной сушки или воздушной сушки. Согласно настоящему изобретению виды темного табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим менее приблизительно 5 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака не более приблизительно 0,5 процента в пересчете на сухой вес листьев.
Виды ароматического табака представляют собой виды табака, которые часто имеют небольшие листья светлой окраски. По всему описанию термин «ароматический табак» используют в отношении других видов табака, которые характеризуются высоким содержанием ароматических веществ, например, высоким содержанием эфирных масел. С точки зрения органолептического восприятия ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматным ощущением. Примерами видов ароматического табака являются греческий восточный, турецкий восточный, полувосточный табак, но также табак огневой сушки, американский Берли, например, Перик, Махорка, американский Берли или Мэриленд.
Дополнительно, смесь может содержать так называемые табачные наполнители. Табачный наполнитель не является конкретным типом табака, но включает типы табака, которые в основном используют для дополнения к другим типам табака, используемым в смеси, и которые не придают конкретного характерного ароматического свойства конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки других типов табака. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского табака трубоогневой сушки.
Предпочтительно, гомогенизированный табачный материал содержит связующее. Предпочтительно, количество связующего составляет от приблизительно 1 процента до приблизительно 5 процентов в перерасчете на сухой вес гомогенизированного табачного материала. Преимуществом является добавление связующего, такого как камеди или пектины, описанные в настоящем документе, для обеспечения того, что табачный порошок остается по существу диспергированным в объеме всего гомогенизированного табачного листа. Для наглядного обзора камедей см. Gums And Stabilizers For The Food Industry, IRL Press (G.O. Phillip et al. eds. 1988); Whistler, Industrial Gums: Polysaccharides And Their Derivatives, Academic Press (2d ed. 1973); и Lawrence, Natural Gums For Edible Purposes, Noyes Data Corp. (1976).
Хотя может использоваться любое связующее, предпочтительные связующие представляют собой натуральные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтиловая и гидроксипропиловая камедь бобов рожкового дерева; альгинат; крахмалы, такие как модифицированные крахмалы или дериватизированные крахмалы; целлюлозы, такие как метил, этил, этилгидроксиметил и карбоксиметилцеллюлоза; тамариндовая камедь; декстран; пуллалон; конжаковая мука; ксантановая камедь и т. п. Особо предпочтительным связующим для использования в настоящем изобретении является гуар.
Преимущественно, гомогенизированный табачный материал содержит вещество для образования аэрозоля. Предпочтительно образующийся аэрозоль содержится в количестве от приблизительно 5 процентов до приблизительно 30 процентов в перерасчете на сухой вес вещества для образования аэрозоля.
Подходящие вещества для образования аэрозоля для включения в пульпу для полотен гомогенизированного табачного материала известны из уровня техники и включают без ограничения одноатомные спирты, такие как ментол, многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерола; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат.
Например, если гомогенизированный табачный материал согласно настоящему изобретению предназначен для использования в качестве субстратов, образующих аэрозоль, в нагреваемых изделиях, генерирующих аэрозоль, листы гомогенизированного табачного материала могут содержать вещество для образования аэрозоля или увлажнитель в количестве от приблизительно 5 процентов до приблизительно 30 процентов в перерасчете на сухой вес, предпочтительно от приблизительно 15 процентов до приблизительно 20 процентов. Гомогенизированный табачный материал, предназначенный для использования в электрически управляемой системе, генерирующей аэрозоль, имеющей нагревательный элемент, может предпочтительно содержать вещество для образования аэрозоля в диапазоне от более 5 процентов до приблизительно 30 процентов. Для гомогенизированного табачного материала, предназначенного для использования в электрически управляемой системе, генерирующей аэрозоль, имеющей нагревательный элемент, вещество для образования аэрозоля может предпочтительно представлять собой глицерол.
С помощью термина «липкость» делается ссылка на адгезионные свойства или когезионные свойства листа. Адгезия представляет собой склонность несходных частиц или поверхностей прилипать друг к другу, в то время как когезия относится к склонности подобных или идентичных частиц или поверхностей прилипать друг к другу. Липкость листа может быть измерена с помощью устройства LIDAR (устройства для обнаружения и определения дальности с помощью света), приспособленного для измерения расстояния между измерительной установкой и листом, который разматывают с валика. LIDAR размещают таким образом, чтобы он был обращен к размотанной части листа. «Нелипкий» лист имеет наименьшее расстояние до LIDAR, так как размотанная часть листа сразу же отсоединяется от валика. Расстояние между LIDAR и размотанной частью листа увеличивается с увеличением липкости.
Далее в тексте с помощью термина «раньше по ходу потока» или «дальше по ходу потока» делается ссылка на направление перемещения или транспортировки листа.
В контексте настоящего документа термины «собранный» или «собирание» при упоминании листа означают, что лист свернут или иным образом сжат или сужен по существу в поперечном направлении относительно направления транспортировки листа в форме стержня.
В контексте настоящего документа термины «горизонтальный» и «вертикальный» имеют свое стандартное значение.
Настоящее изобретение определено в формуле изобретения. Однако ниже предложен не являющийся исчерпывающим перечень неограничивающих примеров. Любой один или более из признаков этих примеров можно комбинировать с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанных в данном документе.
Пример Ex1: Способ сращивания двух листов материала, содержащего алкалоиды, при этом способ включает:
предоставление первого листа материала, содержащего алкалоиды, намотанного на первую катушку;
предоставление второго листа материала, содержащего алкалоиды, намотанного на вторую катушку;
размотку первого листа материала, содержащего алкалоиды, намотанного на первую катушку;
оценку одного или более из следующих параметров размотанного первого листа материала, содержащего алкалоиды:
влажность первого листа материала, содержащего алкалоиды;
толщина первого листа материала, содержащего алкалоиды;
ширина первого листа материала, содержащего алкалоиды;
липкость первого листа материала, содержащего алкалоиды;
наличие или отсутствие отверстий или разрывов в первом листе материала, содержащего алкалоиды;
и в зависимости от значения оцениваемого одного или более параметров
размотку второго листа материала, содержащего алкалоиды, намотанного на вторую катушку;
сращивание первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды.
Пример Ex2: Способ согласно Ex1, включающий:
отбраковку первой катушки после сращивания.
Пример Ex3: Способ согласно Ex1 или Ex2, включающий:
помещение в буфер заданной длины первого листа материала, содержащего алкалоиды, перед сращиванием.
Пример Ex4: Способ согласно одному или более из предыдущих Ex1-Ex3, включающий:
захват изображения первого листа материала, содержащего алкалоиды;
определение ширины первого листа материала, содержащего алкалоиды, или наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе изображения.
Пример Ex5: Способ согласно одному или более из предыдущих Ex1-Ex4, включающий:
направление пучка света на первый лист материала, содержащего алкалоиды;
определение ширины или толщины первого листа материала, содержащего алкалоиды, или наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе характеристики проходящего пучка света через первый лист материала, содержащего алкалоиды.
Пример Ex6: Способ согласно одному или более из предыдущих Ex1-Ex5, включающий:
измерение расстояния между первым листом материала, содержащего алкалоиды, и первым датчиком;
определение липкости первого листа материала, содержащего алкалоид, на основе измеренного расстояния.
Пример Ex7: Способ согласно одному или более из предыдущих Ex1-Ex6, включающий:
измерение силы, необходимой для размотки первого листа материала, содержащего алкалоиды, с первой катушки;
определение липкости первого листа материала, содержащего алкалоид, на основе измеренной силы.
Пример Ex8: Способ согласно одному или более из предыдущих Ex1-Ex7, включающий:
смену положения первой катушки и положения второй катушки после сращивания.
Пример Ex9: Способ согласно одному или более из предыдущих Ex1-Ex8, включающий:
смачивание водой первого листа или второго листа перед сращиванием.
Пример Ex10: Способ согласно одному или более из предыдущих Ex1-Ex9, включающий:
высушивание первого листа или второго листа после сращивания.
Пример Ex11: Способ согласно одному или более из предыдущих Ex1-Ex10, включающий:
гофрирование первого листа или второго листа.
Пример Ex12: Способ согласно одному или более из предыдущих Ex1-Ex11, включающий:
образование стержня из гофрированного листа.
Пример Ex13: Способ образования изделия, генерирующего аэрозоль, при этом способ включает введение в изделие, генерирующее аэрозоль, одного или более стержней, образованных согласно Ex12.
Пример Ex14: Способ согласно одному или более из предыдущих Ex1-Ex13, включающий:
измерение диаметра первой катушки во время размотки.
Пример Ex15: Способ согласно Ex14, включающий:
сращивание первого листа и второго листа, если диаметр первой катушки ниже заданного порогового значения.
Пример Ex16: Система для сращивания двух листов материала, содержащего алкалоиды, при этом система содержит:
первый вал, приспособленный для удержания с возможностью вращения первой катушки первого листа материала, содержащего алкалоиды;
второй вал, приспособленный для удержания с возможностью вращения второй катушки второго листа материала, содержащего алкалоиды;
один или более из следующих датчиков первого листа:
датчик влажности, приспособленный для измерения влажности первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности;
датчик толщины, приспособленный для измерения толщины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины;
датчик ширины, приспособленный для измерения ширины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины;
датчик липкости, приспособленный для измерения липкости первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости;
оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды;
блок сращивания, приспособленный для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, причем блок сращивания расположен дальше по ходу потока от одного или более датчиков первого листа;
блок управления, соединенный с одним или более датчиками и с блоком сращивания и приспособленный для активации блока сращивания для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, на основании сигнала, испускаемого одним или более датчиками первого листа.
Пример Ex17: Система согласно Ex16, содержащая один или более из следующих датчиков второго листа:
датчик влажности, приспособленный для измерения влажности второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности;
датчик толщины, приспособленный для измерения толщины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины;
датчик ширины, приспособленный для измерения ширины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины;
датчик липкости, приспособленный для измерения липкости второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости;
оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов во втором листе материала, содержащего алкалоиды.
Пример Ex18: Система согласно Ex16 или Ex17, где датчик липкости представляет собой датчик расстояния или датчик силы.
Пример Ex19: Система согласно одному или более из Ex16-Ex18, где датчик ширины представляет собой оптический датчик, содержащий источник света.
Пример Ex20: Система согласно одному или более из Ex16-Ex19, содержащая держатель катушки, содержащий первый вал и второй вал, причем держатель катушки приспособлен для смены положения первого вала и второго вала.
Пример Ex21: Система согласно одному или более из Ex16-Ex20, содержащая буфер, приспособленный для помещения в буфер переменного количества первого листа материала, содержащего алкалоиды, или второго листа материала, содержащего алкалоиды, причем буфер расположен дальше по ходу потока от блока сращивания.
Пример Ex22: Система согласно одному или более из Ex16-Ex21, где блок сращивания содержит лезвие для разрезания первого листа или второго листа.
Пример Ex23: Система согласно одному или более из Ex16-Ex22, где блок сращивания содержит сушилку для высушивания первого листа или второго листа.
Пример Ex24: Система согласно одному или более из Ex16-Ex23, содержащая устройство для гофрирования.
Пример Ex25: Система согласно одному или более из Ex16-Ex24, содержащая устройство, образующее стержень.
Далее примеры будут дополнительно описаны со ссылкой на фигуры, на которых:
на фиг.1 представлен схематический вид сбоку системы для сращивания первого листа и второго листа согласно настоящему изобретению;
на фиг.2 представлен схематический вид сверху первого листа и второго листа, сращенных системой по фиг.1;
на фиг.3 и фиг.4 представлены два схематических вида сбоку двух рабочих положений системы по фиг.1;
на фиг.5 представлен вид сбоку первого листа, представляющего дефект;
на фиг.6 и фиг.7 представлены два вида сбоку отдельной части варианта осуществления системы по фиг.1;
на фиг.8 представлен более подробный вид сбоку части системы по фиг.1;
на фиг.9 представлен более подробный вид другой части системы по фиг.1;
на фиг.10 представлен вид сверху первого листа;
на фиг.11 представлен вид сверху первого листа по фиг.10 в фазе способа согласно настоящему изобретению;
на фиг.12 представлен вид сверху второго листа;
на фиг.13 представлен вид сверху второго листа по фиг.12 в фазе способа согласно настоящему изобретению;
на фиг.14 представлен вид сверху обработанного первого листа по фиг.10 и 11 на дополнительном этапе настоящего изобретения;
на фиг.15 представлен вид сверху обработанного второго листа по фиг.12 и 13 на дополнительном этапе настоящего изобретения;
на фиг.16 представлен вид сверху дополнительных этапов настоящего изобретения по сращиванию первого и второго листа по фиг.14 и 15; и
на фиг.17 и 18 представлены виды сверху двух дополнительных этапов способа согласно настоящему изобретению, примененных к сращенному листу по фиг.16.
С первоначальной ссылкой на фиг.1 и 8 система для сращивания первого листа и второго листа материала, содержащего алкалоиды, в целом обозначена позицией 1.
Система 1 содержит первый вал 41 и второй вал 31, на которые соответственно вставлены первая катушка 40 и вторая катушка 30. Первый вал 41 и второй вал 31 выполнены с возможностью вращения вокруг их соответствующей оси (не показано на графических материалах). Первая катушка 40 подает первый лист материала 4, а вторая катушка 30 подает второй лист 3 материала. Предпочтительно первый лист 4 и второй лист 3 представляют собой гомогенизированные табачные листы.
На фиг.8 система 1 содержит выполненный с возможностью вращения держатель 11 катушки. Выполненный с возможностью вращения держатель 11 катушки содержит первый вал 41 и второй вал 31, проходящие от держателя 11 катушки. Таким образом, держатель 11 катушки обеспечен двумя катушками 30, 40, несущими два листа 3, 4.
Система 1 дополнительно содержит блок 2 сращивания, схематически обозначенный прямоугольником на фиг.1 и 8. Первый лист 4, который на фиг.1 и 8 является используемым листом, подают в блок 2 сращивания. Размотку первого листа 4 с первой катушки 40 и его подачу в блок 2 сращивания осуществляют через направляющий шкив 22. Первый лист 4 транспортируют к блоку 2 сращивания и на дополнительных этапах обработки вдоль направления транспортировки, которое обозначено стрелкой 50.
Дальше по ходу потока от блока 2 сращивания система 1 содержит блок ускорения в форме двух валиков 5 ускорения (видны на фиг.8). Первый лист и второй лист (подробно описано ниже), проходящие через блок 2 сращивания, могут быть ускорены или замедлены блоком 5 ускорения. Первый лист 4 или второй лист 3 может непрерывно ускоряться при прохождении между двумя валиками 5 ускорения, чтобы обеспечивать непрерывную скорость листа. Предпочтительно для процесса сращивания лист может быть замедлен или остановлен валиками 5 ускорения. После процесса сращивания сращенный лист может быть ускорен снова до скорости производства.
Дальше по ходу потока от валиков 5 ускорения система 1 содержит буферную систему 6. Буферная система 6 содержит множество валиков, все из которых обозначены цифрой 7, таких как ряд холостых шкивов, где первый лист 4 или второй лист 3 направляют вокруг и образует петли. Некоторые из холостых шкивов 7 расположены с возможностью перемещения, так чтобы увеличивать или укорачивать петлю листа, чтобы иметь возможность дополнительно подавать материал листа в направлении дальше по ходу потока, даже когда подача из блока 2 сращивания или с первой катушки 40, или со второй катушки 30 прерывается или уменьшается.
Дальше по ходу потока от буферной системы 6 тяговый блок 8 (виден только на фиг.8) вытягивает первый лист 4 или второй лист 3 из буферной системы 6 для обеспечения прохождения листа предпочтительно с постоянной скоростью на следующие расположенные дальше по ходу потока блоки обработки листа (не видны).
В систему 1 могут быть включены дополнительные элементы и блоки, такие как устройство для гофрирования и устройство, образующее стержень (не показаны на графических материалах), оба расположены дальше по ходу потока от буферной системы 6 и тягового блока 8.
Между первым валом 41 и блоком 2 сращивания, вдоль пути, пройденного первым листом 4 в направлении 50 транспортировки, в системе 1 расположен по меньшей мере датчик 9 первого листа. Датчик 9 схематически отображен в виде прямоугольника на фиг.1 и 8. Датчик 9 может представлять собой датчик толщины. Датчик 9 может представлять собой датчик ширины. Датчик 9 может представлять собой датчик влажности. Датчик 9 может представлять собой датчик липкости. Датчик 9 может представлять собой детектор наличия или отсутствия отверстий или разрывов в первом листе 4.
В качестве примера датчик 9 первого листа отображен на фиг.6 и 7. Датчик 9 представляет собой датчик липкости, содержащий датчик расстояния. На фиг.6 первый лист 4 размотан с первой катушки 40. Первый лист определяет разделительную линию 91 между свободным концом 92 первого листа, который уже размотан с первой катушки 40, и оставшимся первым листом 93, все еще намотанным на первую катушку 40. Угол 94 образован между вертикальной плоскостью 95, проходящей через ось вращения первого вала 41 и перпендикулярной ей, и плоскостью 96, проходящей через ось вращения первого вала 41 (и перпендикулярной ей) и разделительную линию 91. При заданном угле 94 расстояние, измеренное датчиком 9, имеет заданное значение. Если липкость первого листа 4 изменяется и, в частности, увеличивается, расстояние между датчиком и листом изменяется (а также угол 94), как отображено на фиг.7. Таким образом, можно измерить изменение в липкости первого листа 4.
Между вторым валом 31 и блоком 2 сращивания, вдоль пути, пройденного вторым листом 3, в системе 1 расположен по меньшей мере датчик 10 второго листа, схематически отображенный в виде прямоугольника на фиг.1 и 8. Датчик 10 может представлять собой датчик толщины. Датчик 10 может представлять собой датчик ширины. Датчик 10 может представлять собой датчик влажности. Датчик 10 может представлять собой датчик липкости. Датчик 10 может представлять собой детектор наличия или отсутствия отверстий или разрывов во втором листе 3. Датчик 9 первого листа и датчик 10 второго листа могут быть датчиками одного и того же типа. Датчик 9 первого листа и датчик 10 второго листа могут измерять один и тот же параметр целостности первого листа 4 и второго листа 3 соответственно.
Система 1 дополнительно содержит блок 100 управления. Блок 100 управления соединен с датчиком 9 первого листа, датчиком 10 второго листа и блоком 2 сращивания. Предпочтительно блок управления также соединен с держателем 11 катушки, буферной системой 6 и блоком 5 ускорения для управления ими. Некоторые соединения видны на фигурах в виде пунктирных линий. Не все соединения отображены для наглядности фигур.
Далее обращаясь к фиг.9, блок 2 сращивания показан подробно. Некоторые части системы 1, такие как буферная система 6, не показаны на фиг.9. Блок 2 сращивания содержит режущий нож 20 для разрезания первого листа 4 или второго листа 3, или обоих. Блок 2 сращивания дополнительно содержит дозирующий блок 23, приспособленный для дозирования воды на первый лист 4 или второй лист 3. Блок 2 сращивания также содержит сжимающие валики 24 для сжатия сращенных первого листа и второго листа. Блок 2 сращивания предпочтительно также содержит нагревательный блок 25, например, источник горячего воздуха или источник излучения тепла, расположенный дальше по ходу потока смежно со сжимающими валиками 24.
Система 1 функционирует следующим образом.
На фиг.1 первый табачный лист 4, размотанный с первой катушки 40, находится в использовании и проходит по существу в прямом направлении через блок 2 сращивания. В блоке сращивания не происходит никакой обработки. Затем первый лист 4 помещают в буфер на заданную длину в буферной системе 6, и далее его транспортируют в блоки обработки листа, расположенные дальше по ходу потока (не показаны). Такие блоки обработки могут, например, представлять собой гофрирующий блок или блок образования стержня.
Во время перемещения к блоку 2 сращивания датчик 9 оценивает один или более параметров целостности первого листа с заданной частотой, проверяя поверхность первого листа, в то время как первый лист перемещают вдоль направления 50 транспортировки. Сигналы, представляющие параметры целостности, отправляют в блок 100 управления, где они уточняются, например, сравниваются с пороговым значением.
В этой ситуации буферная система 6 помещает в буфер максимальную длину первого листа 4, как отображено в конфигурации системы 1, отображенной на фиг.3. Валики 7 расположены на максимальном расстоянии друг от друга. Данное расстояние может быть вдоль горизонтального направления (см. фиг.3) или вертикального направления (см. фиг.8).
Например, датчик 9 представляет собой датчик толщины. Датчик 9 измеряет толщину первого листа 4 с заданной частотой. Как показано на фиг.5, где секция первого листа 4 показана вдоль плоскости, содержащей направление 50 транспортировки, датчик 9 измеряет первую толщину 81 в первой части 42 первого листа 4 за момент времени t1. Затем блок 100 управления сравнивает толщину 82 с пороговым значением и результат находится в допустимом диапазоне, например, в зеленом диапазоне. За последующий момент времени t2 первый лист 4 переместился, и, таким образом, датчик 9 может измерить толщину 82 первого листа 4 во второй части 43. Затем блок 100 управления сравнивает толщину 82 с пороговым значением. Например, обнаружено, что результаты не находятся в пределах допустимого диапазона, но и не очень далеки от допустимого диапазона. Тогда блок 100 управления считает, что значение находится в желтом диапазоне. За последующий момент времени t3 первый лист 4 снова переместился, и датчик 9 может измерить толщину 83 первого листа 4 в третьей части 44. Затем блок 100 управления сравнивает толщину 83 с пороговым значением. Например, обнаружено, что результаты не находятся в пределах допустимого диапазона, то есть значение 83 находится в красном диапазоне. Это считается недопустимым дефектом первого листа 4, и блок 100 управления дает команду блоку 2 сращивания начать сращивание.
Второй лист 3 со второй катушки 30 направляют через направляющий шкив 22 и подают в блок 2 сращивания (на фиг.9 второй лист 3 подан снизу первого листа 4 при использовании). Оба листа 3, 4 располагают друг на друге и выравнивают на опорной поверхности 21 блока 2 сращивания. Затем их разрезают под углом разрезания α с помощью режущего ножа 20 (отображенным, например, на фиг.2). Данная операция более подробно описана на фиг.10-13. Первый лист 4, перемещающийся вдоль направления 50 транспортировки (см. вид сверху на фиг.10), разрезают по линии 47 среза, как показано на фиг.11. Линия среза образует угол, отличный от 0 градусов или 90 градусов по отношению к направлению транспортировки. Второй лист 3, перемещающийся вдоль направления 50 транспортировки (см. вид сверху на фиг.12), разрезают по линии 37 среза, как показано на фиг.13. Линия среза образует угол, отличный от 0 градусов или 90 градусов по отношению к направлению транспортировки. Линии 37 и 47 среза предпочтительно совпадают, когда первый лист и второй лист перекрываются. Линией 47 среза определяют четко определенную концевую часть 48 первого листа 4 и отходную часть 49 первого листа, как показано на фиг.14. Линией 37 среза определяют четко определенную отходную часть 38 второго листа 3 и головную часть 39 второго листа 3, как показано на фиг.15.
Отходная часть 49 первого листа 4 и отходная часть 38 второго листа 3 могут быть удалены после разрезания листов 3, 4. Хотя разрезание не обязательно нужно выполнять с выровненными листами, процесс сращивания нужно. Как можно увидеть на фиг.16, листы 4, 3, которые были разрезаны, затем выравнивают друг над другом с лежащими друг на друге их линиями 47, 37 среза. Линия 47 среза в действительности не видна, однако она отображена на фиг.16 в виде пунктирной линии, чтобы показать перекрывающуюся часть 36. В перекрывающихся частях две поверхности 45, 35, принадлежащие первому листу и второму листу, соответственно, называемые «поверхностями среза», находятся в контакте друг с другом (показано на фиг.17). Хотя направление разрезания на фиг.2 является обратным относительно направления разрезания режущего ножа 20 по фиг.8, процесс сращивания является таким же. Угол разрезания α на обеих фигурах составляет приблизительно 30 градусов.
Воду подают на нижележащий лист 3 и на режущую поверхность 35 с помощью дозирующего блока 23. Тонким водным слоем (не виден на графических материалах), наложенным только на один лист, такой как второй лист 3, вода может смягчать материал листов 3, 4 по меньшей мере в одной области поверхностей 35, 45 среза, чтобы поддерживать хорошее соединение листов 3, 4 в области 36 перекрытия. Однако количество воды достаточно мало, чтобы листы не распадались.
Таким образом наложенные и увлажненные листы 3, 4 затем направляют через сжимающие валики 24. Листы сжимают при прохождении между сжимающими валиками, что прочно фиксирует две поверхности 45, 35 среза и два листа 3, 4 друг с другом. Давление, прикладываемое сжимающими валиками 24, обозначено стрелкой 51 на фиг.17. Образовано короткое, но прочное соединение, как схематически показано на фиг.18 или на фиг.2. Для поддержки образования соединения нагревательный блок 25 нагревает объединенные листы. Теплом соединение быстро высушивают, так что теперь сращенный табачный лист можно продолжать поставлять на следующие расположенные дальше по потоку блоки обработки.
В то время как происходит сращивание, из-за того, что для выполнения сращивания необходимо замедлить или остановить первый лист, первый лист 4, помещенный в буфер в буферной системе 6, используют на дальнейших этапах обработки. Следовательно, во время сращивания используют первый лист 4 в буферной системе 6, и валики 7 сближаются друг с другом, достигая минимального расстояния, как отображено на фиг.4.
Когда блок 100 управления дает команду на сращивание, перед его выполнением первую катушку 40 вращают в направлении против часовой стрелки (обозначено стрелкой на фиг.8) держателем 11 катушки в сторону от блока 2 сращивания. Этим же вращательным движением вторая катушка 30 была перемещена ближе к блоку 2 сращивания. Второй табачный лист 3 со второй катушки 30 направляют через направляющий шкив 22 в блок 2 сращивания, где сращивание может быть выполнено. После разрезания в блоке сращивания уже тогда срезанный первый табачный лист 4 может быть удален вместе с первой катушкой 40 с первого вала 41 в держателе 11 катушки. Она может быть заменена новой катушкой. Как только вторая катушка 30 подходит к концу, процесс может быть начат снова.
С помощью этого процесса новую катушку предоставляют и подготавливают для табачного листа на новой катушке для сращивания с табачным листом при использовании, пока табачный лист непрерывно подается на производственную линию табака.
Держатель 11 катушки предпочтительно вращается так, что новый лист может быть подан сверху. Это упрощает установку положения нового листа на верхней поверхности листа при использовании для соединения с ним.
Устройство механического компенсатора и блочных валиков 12, 13 предусмотрено на держателе 11 катушки (см. фиг.8). Они расположены вслед за каждой соответствующей первой и второй катушкой 30, 40. Табачные листы 3, 4 направляются через валики 12, 13, до того как подаются в блок 2 сращивания. Предусматривая механические компенсаторы и блоки 12, 13, можно добиться управляемого направления первого или второго табачного листа, а также постоянного натяжения табачного листа. Это особенно выгодно для табачного листа, который склонен раскалываться или разрываться под воздействием больших или нерегулярных отрывающих или тяговых сил. Особенно валики компенсируют изменяющиеся тяговые силы при вращении катушек на держателе катушки.
Такое же сращивание, описанное выше, может происходить, если блок управления принимает сигнал от дополнительного датчика диаметра (не обнаружен), сигнализирующий о том, что первая катушка скоро израсходуется.
Для целей настоящего описания и приложенной формулы изобретения, за исключением случаев, когда указано иное, все числа, выражающие величины, количества, процентные доли и т. д., следует понимать как модифицированные во всех случаях термином «приблизительно». Также все диапазоны включают раскрытые точки максимума и минимума и включают любые промежуточные диапазоны между ними, которые могут быть или не быть конкретно перечислены в настоящем документе. Поэтому в данном контексте число А следует понимать как А ± 10 процентов А. В данном контексте число А можно считать включающим численные значения, находящиеся в пределах обычной стандартной ошибки для измерения свойства, которое число А представляет. Число А в некоторых случаях при использовании в прилагаемой формуле изобретения может отклоняться на перечисленные выше процентные доли при условии, что величина, на которую отклоняется А, существенно не влияет на основную и новую характеристику (характеристики) заявленного изобретения. Также все диапазоны включают раскрытые точки максимума и минимума и включают любые промежуточные диапазоны между ними, которые могут быть или не быть конкретно перечислены в настоящем документе.
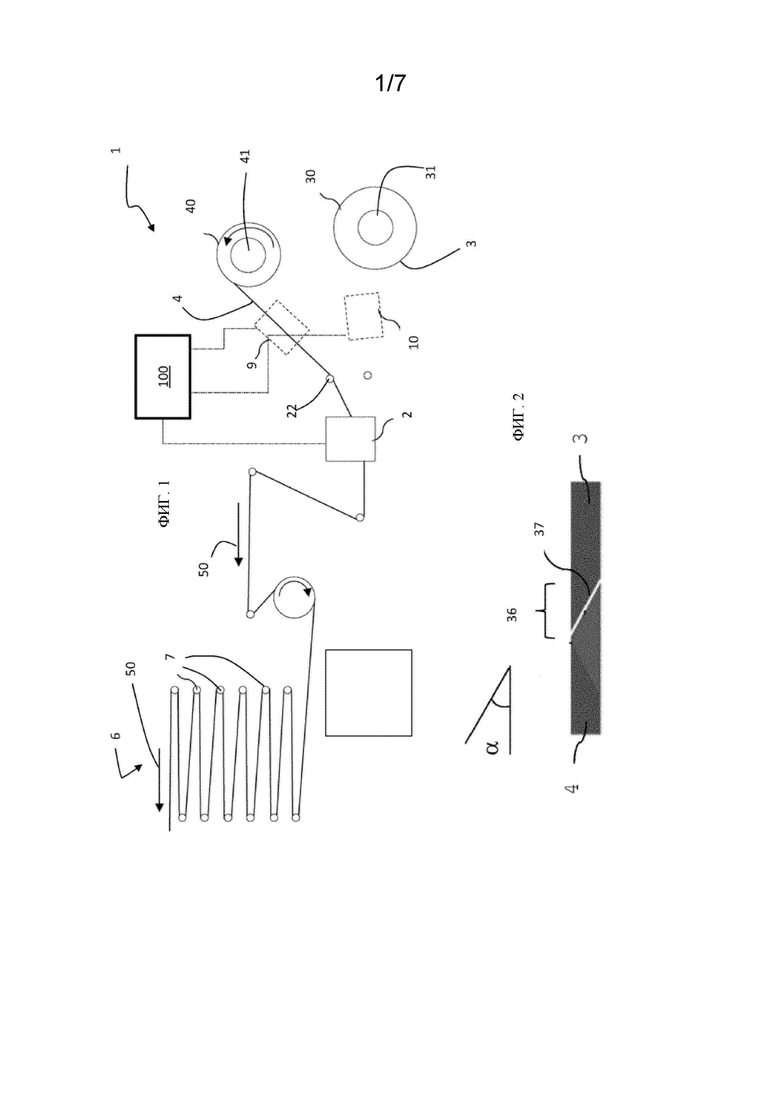
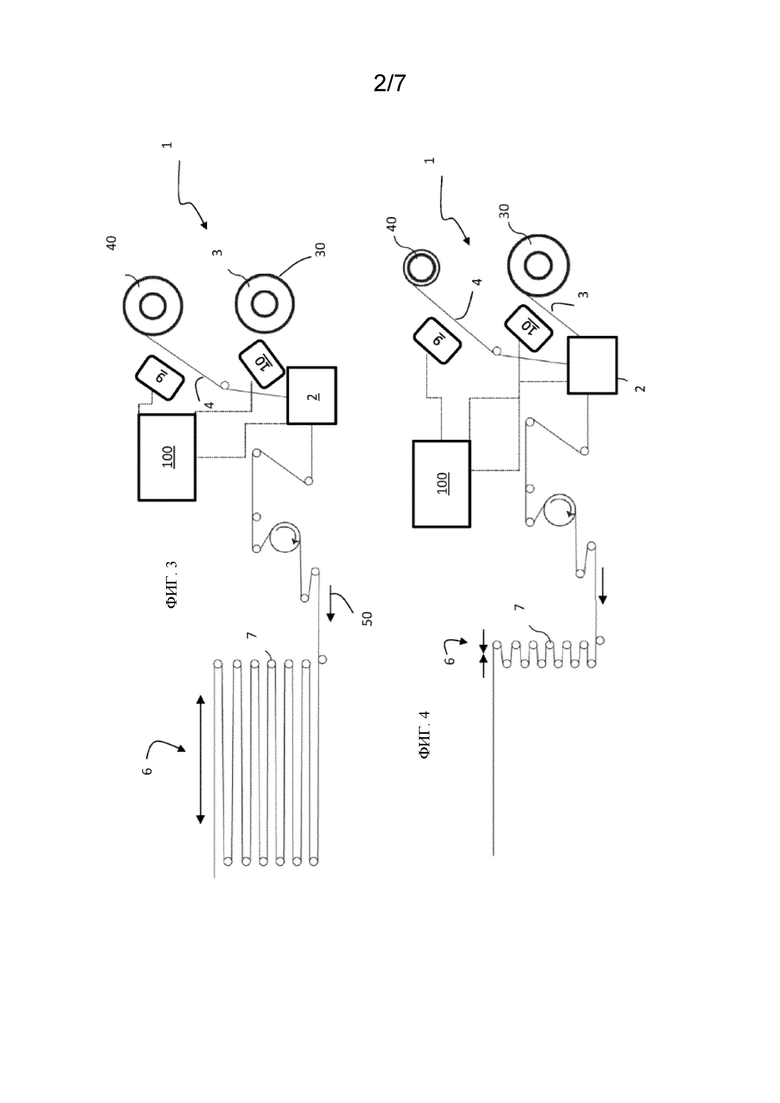
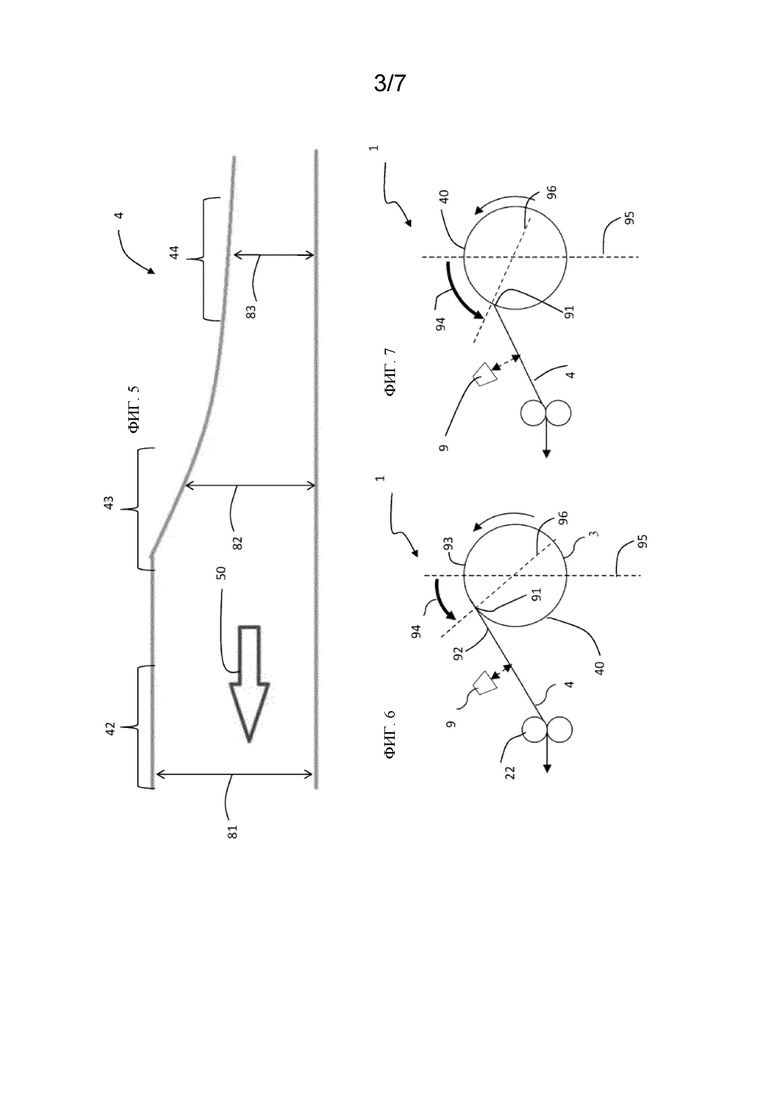
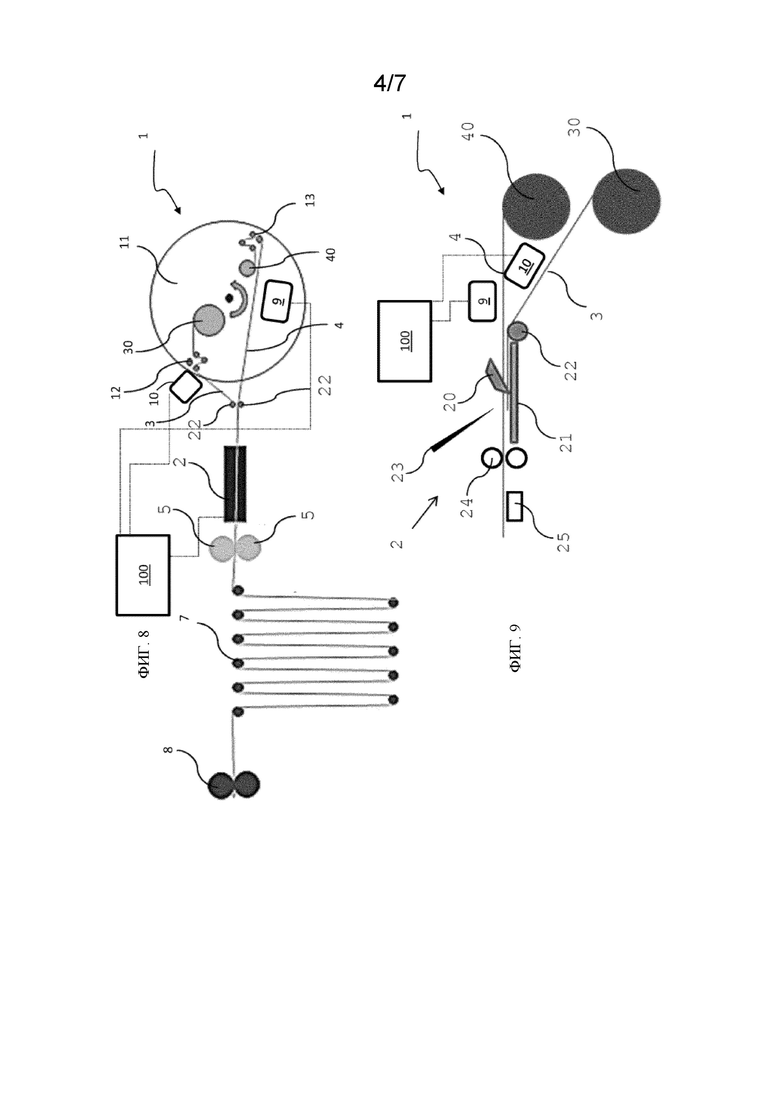
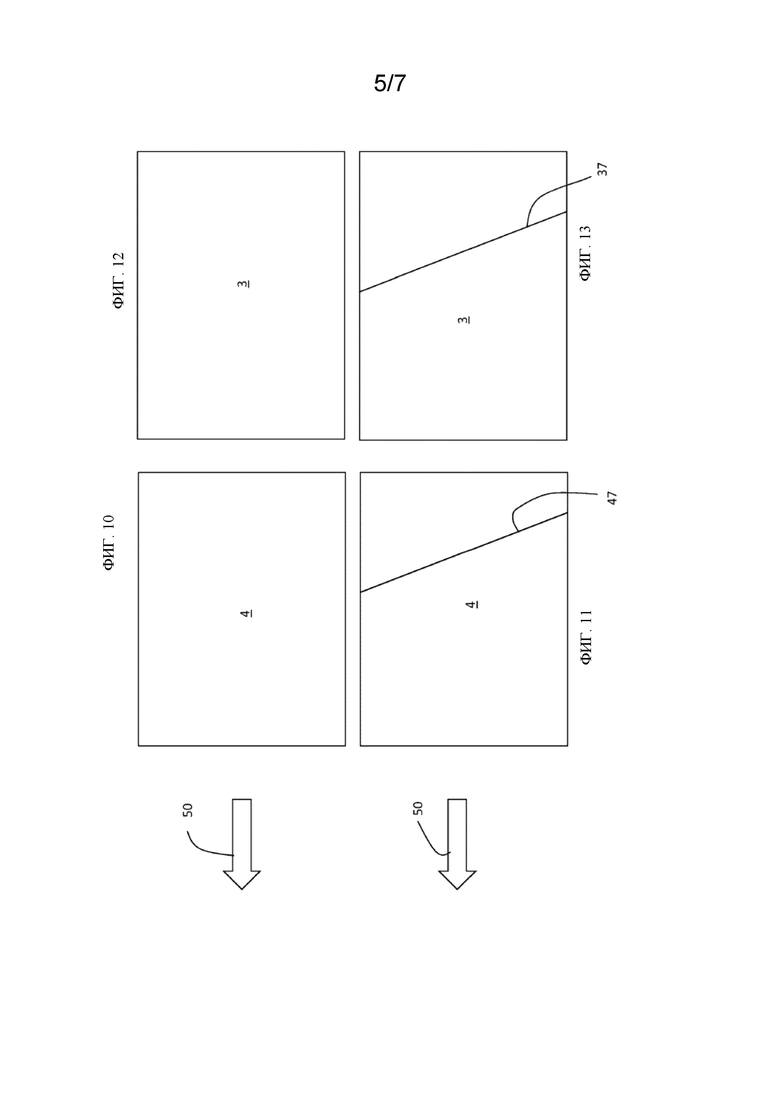
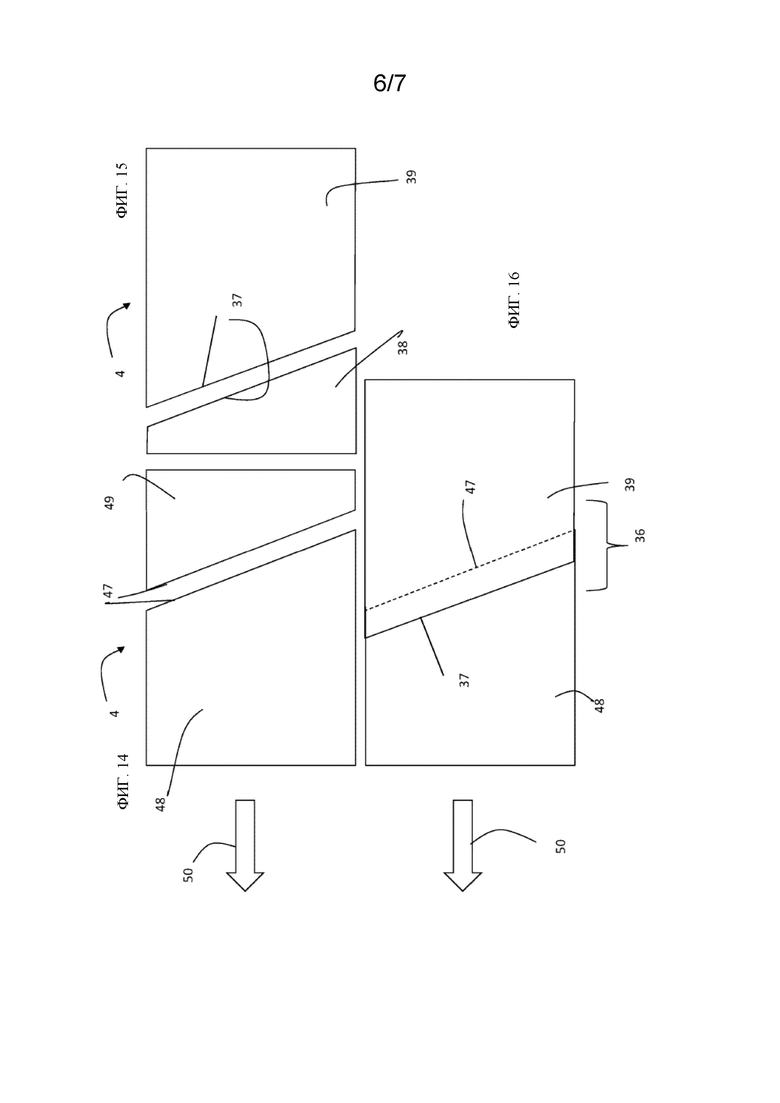
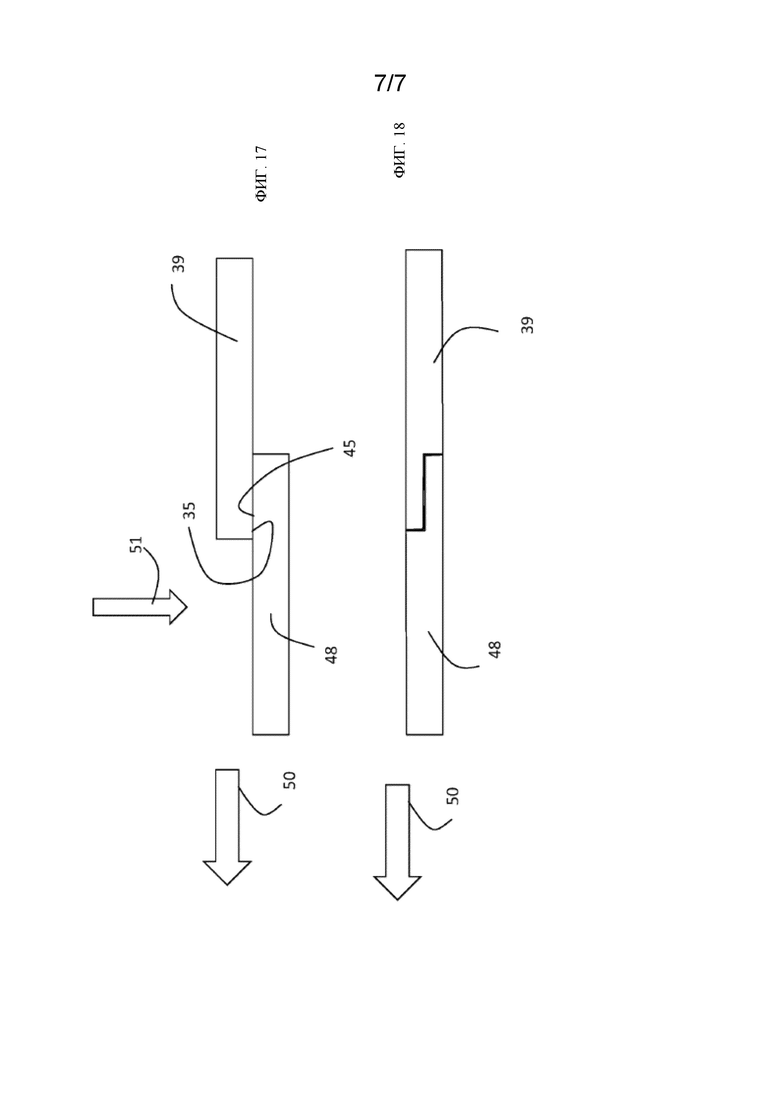
Группа изобретений относится к способу сращивания двух листов материала, содержащего алкалоиды, и системе для сращивания двух листов материала, содержащего алкалоиды. Способ сращивания двух листов материала, содержащего алкалоиды, включает: предоставление первого листа материала, содержащего алкалоиды, намотанного на первую катушку; предоставление второго листа материала, содержащего алкалоиды, намотанного на вторую катушку; размотку первого листа материала, содержащего алкалоиды, намотанного на первую катушку; оценку в размотанном первом листе материала, содержащего алкалоиды, одного или более из следующих параметров: влажность первого листа материала, содержащего алкалоиды; толщина первого листа материала, содержащего алкалоиды; ширина первого листа материала, содержащего алкалоиды; липкость первого листа материала, содержащего алкалоиды; наличие или отсутствие отверстий или разрывов в первом листе материала, содержащего алкалоиды; и в зависимости от значения одного или более параметров - размотку второго листа материала, содержащего алкалоиды, намотанного на вторую катушку; сращивание первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды. Обеспечивают высокую скорость обработки материала, в частности, при замене размотанной или пустой катушки на новую катушку. 2 н. и 12 з.п. ф-лы, 18 ил.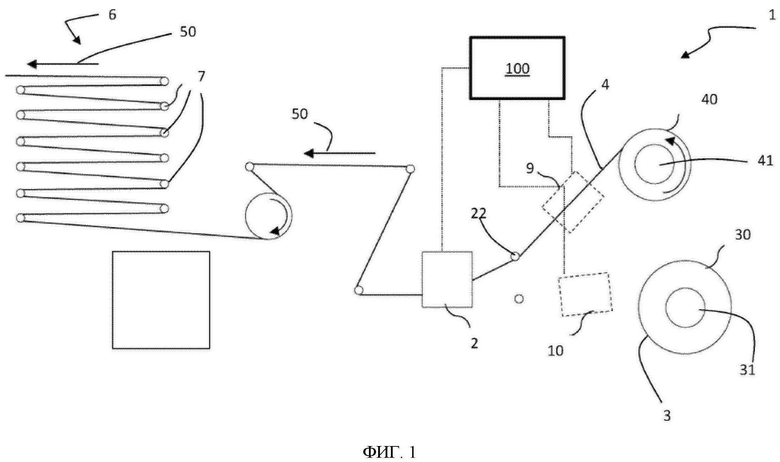
1. Способ сращивания двух листов материала, содержащего алкалоиды, при этом способ включает:
предоставление первого листа материала, содержащего алкалоиды, намотанного на первую катушку;
предоставление второго листа материала, содержащего алкалоиды, намотанного на вторую катушку;
размотку первого листа материала, содержащего алкалоиды, намотанного на первую катушку;
оценку одного или более из следующих параметров размотанного первого листа материала, содержащего алкалоиды:
- влажность первого листа материала, содержащего алкалоиды;
- толщина первого листа материала, содержащего алкалоиды;
- ширина первого листа материала, содержащего алкалоиды;
- липкость первого листа материала, содержащего алкалоиды;
- наличие или отсутствие отверстий или разрывов в первом листе материала, содержащего алкалоиды;
и в зависимости от значения оцениваемого одного или более параметров:
размотку второго листа материала, содержащего алкалоиды, намотанного на вторую катушку;
сращивание первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды.
2. Способ по п. 1, включающий отбраковку первой катушки после сращивания.
3. Способ по п. 1 или 2, включающий помещение в буфер заданной длины первого листа материала, содержащего алкалоиды, перед сращиванием.
4. Способ по одному или более из предыдущих пунктов, включающий:
захват изображения первого листа материала, содержащего алкалоиды;
определение ширины первого листа материала, содержащего алкалоиды, или наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе изображения.
5. Способ по одному или более из предыдущих пунктов, включающий:
направление пучка света на первый лист материала, содержащего алкалоиды;
определение ширины или толщины первого листа материала, содержащего алкалоиды, или наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды, на основе характеристики проходящего пучка света через первый лист материала, содержащего алкалоиды.
6. Способ по одному или более из предыдущих пунктов, включающий:
измерение расстояния между первым листом материала, содержащего алкалоиды, и первым датчиком;
определение липкости первого листа материала, содержащего алкалоид, на основе измеренного расстояния.
7. Способ по одному или более из предыдущих пунктов, включающий:
измерение силы, необходимой для размотки первого листа материала, содержащего алкалоиды, с первой катушки;
определение липкости первого листа материала, содержащего алкалоид, на основе измеренной силы.
8. Способ по одному или более из предыдущих пунктов, включающий смену положения первой катушки и положения второй катушки после сращивания.
9. Система для сращивания двух листов материала, содержащего алкалоиды, при этом система содержит: первый вал, приспособленный для удержания с возможностью вращения первой катушки первого листа материала, содержащего алкалоиды; второй вал, приспособленный для удержания с возможностью вращения второй катушки второго листа материала, содержащего алкалоиды; один или более из следующих датчиков первого листа:
- датчик влажности, приспособленный для измерения влажности первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности;
- датчик толщины, приспособленный для измерения толщины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины;
- датчик ширины, приспособленный для измерения ширины первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины;
- датчик липкости, приспособленный для измерения липкости первого листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости;
- оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов в первом листе материала, содержащего алкалоиды;
блок сращивания, приспособленный для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, причем блок сращивания расположен дальше по ходу потока от указанных одного или более датчиков первого листа; блок управления, соединенный с указанными одним или более датчиками и с блоком сращивания и приспособленный для активации блока сращивания для сращивания первого листа материала, содержащего алкалоиды, и второго листа материала, содержащего алкалоиды, на основании сигнала, испускаемого указанными одним или более датчиками первого листа.
10. Система по п. 9, содержащая один или более из следующих датчиков второго листа:
датчик влажности, приспособленный для измерения влажности второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения влажности;
датчик толщины, приспособленный для измерения толщины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения толщины;
датчик ширины, приспособленный для измерения ширины второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения ширины;
датчик липкости, приспособленный для измерения липкости второго листа материала, содержащего алкалоиды, и для испускания сигнала на основании измерения липкости;
оптический датчик или звуковой датчик для обнаружения наличия или отсутствия отверстий или разрывов во втором листе материала, содержащего алкалоиды.
11. Система по п. 9 или 10, в которой датчик липкости представляет собой датчик расстояния или датчик силы.
12. Система по одному или более из пп. 9-11, в которой датчик ширины представляет собой оптический датчик, содержащий источник света.
13. Система по одному или более из пп. 9-12, содержащая держатель катушки, содержащий первый вал и второй вал, причем держатель катушки приспособлен для смены положения первого вала и второго вала.
14. Система по одному или более из пп. 9-13, содержащая буфер, приспособленный для помещения в буфер переменного количества первого листа материала, содержащего алкалоиды, или второго листа материала, содержащего алкалоиды, причем буфер расположен дальше по ходу потока от блока сращивания.
| УСТРОЙСТВО И СПОСОБ ДЛЯ СОЕДИНЕНИЯ ТАБАЧНЫХ ЛИСТОВ | 2015 |
|
RU2680706C2 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| US 3749634 A, 31.07.1973 | |||
| CN 102090713 A, 15.06.2011. | |||

