Настоящее изобретение относится к способу производства рулона, содержащего материал, содержащий алкалоиды, такой как гомогенизированный табачный материал.
В настоящее время при изготовлении табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Этот гомогенизированный табачный материал обычно изготавливают из частей табачного растения, которые в меньшей степени пригодны для изготовления резаного наполнителя, например таких, как табачные стебли или табачная пыль. Обычно табачная пыль образуется в качестве побочного продукта во время обработки табачных листьев в процессе изготовления.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Известный способ образования листов гомогенизированного табачного материала раскрыт в EP0565360 и включает этап, на котором измельченный табак и связующее смешивают с образованием пульпы, которая обычно может содержать от приблизительно 150 процентов до приблизительно 500 процентов воды в пересчете на сухой вес. Затем эту пульпу используют для создания табачного полотна или листа, например, посредством литья вязкой пульпы на движущуюся металлическую ленту с получением так называемого формованного листа. В качестве альтернативы, пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги.
Затем лист или полотно гомогенизированного табачного материала скатывают в рулоны, которые требуется разматывать с целью дальнейшей обработки и включения в субстрат, образующий аэрозоль, изделия, образующего аэрозоль.
Размотка таких рулонов может, однако, быть сложной задачей. Лист гомогенизированного табачного материала, когда он намотан в рулоны, действительно трудно разматывать из–за его консистенции, чувствительности к нагреву, липкости и низкой прочности на разрыв: он легко может быть разорван и, если для разделения слипшихся листов используется слишком высокая разрывная сила, листы могут разорваться.
Кроме того, эти рулоны сложно транспортировать, и в то же время они в настоящее время потребляются в течение очень короткого периода времени, поскольку в противном случае листы гомогенизированных табачных материалов сцепляются вместе с явным нарушением размотки. Следовательно, создание резервного запаса таких рулонов также может быть сложной задачей.
Следовательно, существует потребность в способе производства рулона из листа материала, содержащего алкалоиды, такого как гомогенизированный табачный материал, который легко хранится, транспортируется и разматывается, и таким образом обеспечивает возможность непрерывной, постоянной и регулярной подачи гомогенизированного табачного материала, так что остальная часть производственной линии может увеличить общую производительность.
Настоящее изобретение может удовлетворить по меньшей мере одну из вышеуказанных потребностей.
В одном аспекте настоящее изобретение относится к способу производства рулона, содержащего множество витков слоистого листа, причем способ включает этапы: предоставления непрерывного листа материала, содержащего алкалоиды, имеющего свободную поверхность; предоставления непрерывного листа первого защитного материала, имеющего свободную поверхность; склеивания свободной поверхности непрерывного листа первого защитного материала со свободной поверхностью непрерывного листа материала, содержащего алкалоиды, для образования непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, при этом указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними; подачи указанного слоистого листа на вращающийся центральный сердечник; и вращения центрального сердечника таким образом, чтобы намотать указанный непрерывный слоистый лист вокруг него таким образом, чтобы образовывать указанный рулон, содержащий множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала.
Материал, содержащий алкалоиды, смотан в рулон с образованием множества слоев один над другим. В способе согласно настоящему изобретению во время образования рулона между каждыми двумя последовательными слоями материала, содержащего алкалоиды, помещен лист первого защитного материала. Лист первого защитного материала действует как разделительная пленка между двумя слоями материала, содержащего алкалоиды. Таким образом, отдельные слои материала, содержащего алкалоиды, образующие витки рулона, отделены друг от друга, предотвращая таким образом их сцепление друг с другом, которое в противном случае может происходить из–за их «липкости». Размотка и подача сформированного таким образом слоистого листа на производственную линию, таким образом, может быть ускорена.
В контексте настоящего документа термин «лист» обозначает слоистый элемент, имеющий ширину и длину, по существу превышающие его толщину. Ширина листа предпочтительно составляет более чем 10 миллиметров, более предпочтительно более чем приблизительно 20 миллиметров или более чем приблизительно 30 миллиметров. Еще более предпочтительно ширина листа составляет от приблизительно 100 миллиметров до 300 миллиметров.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Среди алкалоидов предпочтительным является никотин, который может быть обнаружен в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые в основном содержат атомы азотистых оснований. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и, более редко, другие элементы, такие как хлор, бром и фосфор.
Алкалоиды получают с помощью большого ряда организмов, в том числе бактерий, грибков, растений и животных. Их можно очищать из неочищенных экстрактов, полученных от этих организмов, с помощью кислотно–щелочной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
В данном контексте термин «гомогенизированный табачный материал» обозначает материал, образованный путем агломерации сыпучего табака, который содержит алкалоид никотин.
Гомогенизированный табачный материал может иметь форму листа. Содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять более чем приблизительно 5 процентов в пересчете на сухой вес. В качестве альтернативы, содержание вещества для образования аэрозоля в гомогенизированном табачном материале может составлять от приблизительно 5 процентов до приблизительно 30 процентов в пересчете на сухой вес. Листы гомогенизированного табачного материала могут быть образованы путем агломерирования сыпучего табака, полученного путем помола или измельчения другим способом одного или обоих из табачных листовых пластин и жилок табачного листа; в качестве альтернативы или дополнительно, листы гомогенизированного табачного материала могут содержать одно или несколько из табачной пыли, табачной мелочи и других сыпучих табачных отходов, образующихся, например, во время обработки, перемещения и отгрузки табака. Листы гомогенизированного табачного материала могут содержать одно или несколько собственных связующих, т.е. табачных эндогенных связующих, одно или несколько внешних связующих, т.е. табачных экзогенных связующих, или их сочетание, что способствует агломерированию сыпучего табака; в качестве альтернативы или дополнительно листы гомогенизированного табачного материала могут содержать другие добавки, включая, но без ограничения, табачные и нетабачные волокна, вещества для образования аэрозоля, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их сочетания.
Примерами подходящих веществ для образования аэрозоля являются глицерин и пропиленгликоль.
После получения листа материала, содержащего алкалоиды, такого как лист гомогенизированного табачного материала, его часто необходимо хранить по меньшей мере в течение определенного времени перед дальнейшей обработкой. Для того чтобы хранить его правильно, без риска или с минимальным риском повреждения или без занятия слишком большого пространства, обычно его наматывают в рулоны. Однако намотка листа, содержащего алкалоиды, в рулон, таким образом может создавать несколько проблем при последующей размотке из–за «липких» свойств листов. Из–за того, что лист, содержащий алкалоиды, является липким, слои, образованные в рулоне посредством намотки листа на себя самого, склонны к склеиванию друг с другом, препятствуя размотке.
С целью упрощения размотки согласно настоящему изобретению рулон образован не только намоткой листа материала, содержащего алкалоиды, в рулон, но также намоткой листа первого защитного материала. Два листа наматывают вместе таким образом, что полученный рулон представляет собой слоистый рулон, в котором между каждыми двумя последовательно расположенными слоями материала, содержащего алкалоиды, расположен слой защитный лист. Это достигается путем намотки двух листов вместе таким образом, что свободная поверхность листа, содержащего алкалоиды, склеивается со свободной поверхностью первого листа защитного материала. Склеивание обеспечивает то, что два листа не перемещаются относительно друг к другу. «Двойной лист» образует слоистый лист, и его намотка создает рулон из витков слоистого листа. Вследствие того, что отсутствует непосредственный контакт между различными слоями листа, содержащего алкалоиды, размотка рулона упрощается.
Предпочтительно материал, содержащий алкалоиды, содержит гомогенизированный табачный материал. Предпочтительно материал, содержащий алкалоиды, может содержать один алкалоид или более одного алкалоида.
Предпочтительно непрерывный лист материала, содержащего алкалоиды, имеет содержание влаги от приблизительно 7 процентов до приблизительно 15 процентов от общего веса листа, более предпочтительно от приблизительно 9 процентов до приблизительно 13 процентов от общего веса листа. При этом содержании влаги лист является по существу твердым и относительно простым в обращении.
Предпочтительно способ согласно настоящему изобретению включает этап размотки исходного рулона, содержащего намотанный непрерывный лист материала, содержащего алкалоиды, таким образом, чтобы предоставить непрерывный лист материала, содержащего алкалоиды. Таким образом, способ согласно настоящему изобретению также можно применять для получения рулонов, содержащих множество витков слоистого листа, даже начиная с ранее полученных рулонов материалов, содержащих алкалоиды. Предпочтительно этот этап размотки исходного рулона осуществляют перед предоставлением непрерывного листа материала, содержащего алкалоиды, имеющего свободную поверхность.
Предпочтительно непрерывный лист материала, содержащего алкалоиды, имеет толщину от приблизительно 100 микрон до приблизительно 300 микрон и ширину от приблизительно 0,1 метра до приблизительно 2 метров. Предпочтительно толщина листа материала, содержащего алкалоиды, является «стандартной» толщиной, используемой для производства изделий, генерирующих аэрозоль, например, приблизительно 200 микрон. Нет необходимости в модификации стандартных этапов процесса.
Предпочтительно непрерывный лист первого защитного материала имеет толщину от приблизительно 5 микрон до приблизительно 50 микрон. Более предпочтительно, толщина составляет от приблизительно 5 микрон до приблизительно 20 микрон. Таким образом, лист первого защитного материала имеет толщину, достаточную для отделения слоев материала, содержащего алкалоиды, без представления избыточной доли веса рулона, произведенного совместно с ним.
Предпочтительно первый защитный материал, используемый в способе согласно настоящему изобретению, может быть изготовлен из любого подходящего материала или материалов. Более предпочтительно первый защитный материал выбран из группы, состоящей из полипропилена, полиэтилена, политетрафторэтилена, сложного полиэфира, бумаги. Эти материалы обладают свойством, заключающимся в том, что они предотвращают или сводят к минимуму склеивание одного слоя с другим в рулоне.
Предпочтительно способ согласно настоящему изобретению включает нанесение высвобождающего средства на свободную поверхность непрерывного листа первого защитного материала. Более предпочтительно высвобождающее средство выбрано из группы, состоящей из глицерина, жидкости на основе целлюлозы, жидкой смеси на основе талька или кальция, табачного порошка. Высвобождающее средство выполняет функцию облегчения размотки рулона и отделения слоя материалов, содержащих алкалоиды, от слоя первого защитного материала на уровне поверхности склеивания. Предпочтительно этот этап нанесения высвобождающего средства осуществляют перед склеиванием свободной поверхности непрерывного листа первого защитного материала со свободной поверхностью непрерывного листа материала, содержащего алкалоиды.
Предпочтительно способ согласно настоящему изобретению включает пропускание непрерывного листа материала, содержащего алкалоиды, через по меньшей мере один валик, таким образом, чтобы осуществлять натяжение и подачу непрерывного листа материала, содержащего алкалоиды, на этап приклеивания свободной поверхности непрерывного листа первого защитного материала к свободной поверхности непрерывного листа материала, содержащего алкалоиды, с образованием непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала.
Предпочтительно этап предоставления непрерывного листа первого защитного материала, имеющего свободную поверхность, предусматривает пропускание непрерывного листа первого защитного материала через по меньшей мере один валик таким образом, чтобы осуществлять натяжение и подачу непрерывного листа материала, содержащего алкалоиды.
Предпочтительно способ согласно настоящему изобретению включает пропускание непрерывного листа материала, содержащего алкалоиды, и непрерывного листа первого защитного материала через пару роликов таким образом, чтобы прижимать свободную поверхность непрерывного листа указанного первого защитного материала к свободной поверхности непрерывного листа материала, содержащего алкалоиды. Таким образом улучшается склеивание между непрерывным листом материала, содержащего алкалоиды, и непрерывным листом первого защитного материала.
Предпочтительно способ согласно настоящему изобретению включает этап разрезания указанного непрерывного слоистого листа в направлении, которое по существу перпендикулярно поверхности склеивания, определенной указанным по меньшей мере одним слоем материала, содержащего алкалоиды, и по меньшей мере одним слоем первого защитного материала, таким образом, чтобы предоставить два непрерывных слоистых листа, каждый из которых содержит один слой материала, содержащего алкалоиды, и один слой первого защитного материала. Предпочтительно этот этап осуществляют перед этапом подачи указанного слоистого листа на вращающийся центральный сердечник.
Предпочтительно указанный непрерывный слоистый лист подают на указанный вращающийся центральный сердечник со скоростью от приблизительно 10 метров/минуту до приблизительно 500 метров/минуту. Предпочтительно этот этап происходит при подаче указанного слоистого листа на вращающийся центральный сердечник. Таким образом получают относительно высокую скорость производства.
Предпочтительно на этапе вращения вращающегося центрального сердечника таким образом, чтобы наматывать указанный непрерывный слоистый лист вокруг него с образованием указанного рулона, содержащего множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой из следующего: материал, содержащий алкалоиды, и по меньшей мере один слой первого защитного материала, при этом скорость вращения указанного вращающегося центрального сердечника такая, чтобы обеспечивать линейную скорость движения материала от приблизительно 10 метров/минуту до приблизительно 500 метров/минуту.
Предпочтительно способ согласно настоящему изобретению включает этап нанесения слоя второго защитного материала снаружи на указанное множество витков. Более предпочтительно, слой второго защитного материала наносят путем обертывания листа второго защитного материала снаружи указанного множества витков. Таким образом, материал рулона, содержащий алкалоиды, является защищенным, что предотвращает внешние загрязнения, которые могут изменять качество материала. Предпочтительно этот этап осуществляют после этапа вращения вращающегося центрального сердечника таким образом, чтобы наматывать непрерывный слоистый лист вокруг него так, чтобы образовывать указанный рулон, содержащий множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала.
Предпочтительно второй защитный материал, используемый в способе согласно настоящему изобретению, может быть выполнен из любого подходящего материала или материалов. Более предпочтительно второй защитный материал выбран из группы, состоящей из полипропилена, полиэтилена, политетрафторэтилена, сложного полиэфира, бумаги.
Согласно дополнительному аспекту настоящее изобретение относится к рулону, содержащему множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, причем указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними.
Преимущества этого рулона уже были описаны со ссылкой на вышеуказанный способ согласно настоящему изобретению, и не будут повторяться здесь.
Форма рулона может быть любой. Он может иметь по существу цилиндрическую форму, однако и овальная или любая деформированная форма, такая как у рулона с выпуклостями, деформирующими нижележащую цилиндрическую форму, не будет препятствовать применению идеи настоящего изобретения.
Предпочтительно в указанном рулоне указанный по меньшей мере один слой материала, содержащего алкалоиды, имеет толщину от приблизительно 100 микрон до приблизительно 300 микрон.
Предпочтительно по меньшей мере один слой материала, содержащего алкалоиды, содержит по меньшей мере слой гомогенизированного табачного материала.
Предпочтительно по меньшей мере один слой материала, содержащего алкалоиды, имеет содержание влаги от приблизительно 7 процентов до приблизительно 15 процентов от общего веса слоя, более предпочтительно от приблизительно 9 процентов до приблизительно 13 процентов от общего веса слоя. При этом содержании влаги слой является по существу твердым и относительно простым в обращении.
Предпочтительно указанный по меньшей мере один слой первого защитного материала имеет толщину от приблизительно 5 микрон до приблизительно 50 микрон. Таким образом, слой имеет толщину, достаточную для отделения слоев материала, содержащего алкалоиды, без представления избыточной доли веса рулона, произведенного совместно с ним.
Предпочтительно первый защитный материал, используемый в рулоне, согласно настоящему изобретению, может быть выполнен из любого подходящего материала или материалов. Более предпочтительно первый защитный материал выбран из группы, состоящей из полипропилена, полиэтилена, политетрафторэтилена, сложного полиэфира, бумаги.
Предпочтительно рулон согласно настоящему изобретению содержит средство, нанесенное по меньшей мере на одну сторону указанного по меньшей мере одного слоя первого защитного материала, причем указанную сторону склеивают с по меньшей мере одной стороной указанного по меньшей мере одного слоя материала, содержащего алкалоиды. Более предпочтительно указанное по меньшей мере одно высвобождающее средство выбрано из группы, состоящей из глицерина, жидкости на основе целлюлозы, табачного порошка, талька или жидкой смеси на основе кальция.
Предпочтительно рулон согласно настоящему изобретению содержит слой второго защитного материала снаружи указанного множество витков. Таким образом, материал рулона, содержащий алкалоиды, является защищенным, что предотвращает внешние загрязнения, которые могут изменять качество материала.
Предпочтительно указанный второй защитный материал, используемый в рулоне, согласно настоящему изобретению, может быть выполнен из любого подходящего материала или материалов. Более предпочтительно указанный второй защитный материал выбран из группы, состоящей из полипропилена, полиэтилена, политетрафторэтилена, сложного полиэфира, бумаги.
Предпочтительно рулон согласно настоящему изобретению используют в способе производства изделия, генерирующего аэрозоль, содержащего материал, содержащий алкалоиды, при этом указанный способ включает этап размотки указанного рулона, образованного согласно предыдущему аспекту настоящего изобретения.
Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает с образованием дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, с образованием аэрозоля, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала без сжигания или нагревания.
Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или более другими компонентами для предоставления собранного изделия для образования аэрозоля, например, такого, как расходуемая часть нагреваемого курительного устройства.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, непосредственно вдыхаемый в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Изделие, образующее аэрозоль, может также содержать сгорающую сигарету. В предпочтительных вариантах осуществления изделие, образующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, образующее аэрозоль, может быть по существу удлиненным. Изделие, образующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Изделие, образующее аэрозоль, может иметь общую длину от приблизительно 30 миллиметров до приблизительно 100 миллиметров. Изделие, образующее аэрозоль, может иметь наружный диаметр от приблизительно 5 миллиметров до приблизительно 12 миллиметров.
В данном документе также раскрывается аппарат для производства рулона, содержащего множество витков слоистого листа, причем указанный аппарат содержит:
первый подающий канал, выполненный с возможностью подачи непрерывного листа материала, содержащего алкалоиды, имеющего свободную поверхность;
второй подающий канал, выполненный с возможностью подачи непрерывного листа первого защитного материала, имеющего свободную поверхность;
склеивающее устройство, выполненное с возможностью склеивания свободной поверхности непрерывного листа первого защитного материала со свободной поверхностью непрерывного листа материала, содержащего алкалоиды, с образованием таким образом непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, причем указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними;
вращающийся центральный сердечник, вокруг которого намотан указанный непрерывный слоистый лист;
двигатель для вращения указанного вращающегося центрального сердечника с целью намотки указанного слоистого листа вокруг указанного вращающегося центрального сердечника.
Преимущества этого аппарата уже были описаны со ссылкой на вышеуказанный способ, и не будут повторяться здесь.
Предпочтительно указанный аппарат содержит размоточное устройство, выполненное с возможностью размотки исходного рулона, содержащего намотанный лист материала, содержащего алкалоиды, таким образом, чтобы предоставить указанный непрерывный лист материала, содержащего алкалоиды.
Предпочтительно указанный аппарат содержит размоточное устройство, выполненное с возможностью размотки исходного рулона, содержащего намотанный лист первого защитного материала, таким образом, чтобы предоставить указанный непрерывный лист первого защитного материала.
Предпочтительно указанный первый подающий канал содержит ряд валиков, через которые пропускают указанный непрерывный лист материала, содержащего алкалоиды, выполненный с возможностью натяжения и направления непрерывного листа материала, содержащего алкалоиды, на склеивающее устройство.
Предпочтительно указанный второй подающий канал содержит ряд роликов, через который пропускают указанный непрерывный лист первого защитного материала, выполненный с возможностью натяжения и направления непрерывного листа первого защитного материала на склеивающее устройство.
Предпочтительно указанный аппарат содержит установку распределения высвобождающего средства, расположенную в точке выше по потоку от указанного склеивающего устройства, и выполненную с возможностью распределения высвобождающего средства для нанесения высвобождающего средства на указанную свободную поверхность указанного непрерывного листа первого защитного материала.
Предпочтительно указанное склеивающее устройство содержит склеивающий элемент. Более предпочтительно указанное склеивающее устройство содержит склеивающий элемент, представляющий собой пару валиков, через которые пропускают указанный непрерывный лист материала, содержащего алкалоиды, и указанный непрерывный лист первого защитного материала, и выполненный с возможностью прижимания указанной свободной поверхности указанного непрерывного листа первого защитного материала к указанной свободной поверхности указанного непрерывного листа материала, содержащего алкалоиды. Таким образом улучшается склеивание между непрерывным листом материала, содержащего алкалоиды, и непрерывным листом первого защитного материала.
Предпочтительно аппарат согласно настоящему изобретению содержит режущее устройство, расположенное в положении ниже по потоку от указанного склеивающего устройства и выполненное с возможностью разрезания непрерывного слоистого листа в направлении, по существу перпендикулярном поверхности склеивания, определенной указанным по меньшей мере одним слоем материала, содержащего алкалоиды, и по меньшей мере одним слоем первого защитного материала, для предоставления двух непрерывных слоистых листов, каждый из которых содержит по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала.
Предпочтительно указанный двигатель выполнен с возможностью вращения указанного вращающегося центрального сердечника со скоростью вращения, соответствующей линейной скорости материала от приблизительно 10 метров/минуту до приблизительно 500 метров/минуту.
Предпочтительно указанный аппарат содержит устройство нанесения внешнего слоя, выполненное с возможностью нанесения слоя второго защитного материала снаружи указанного множества витков.
Более предпочтительно указанное устройство нанесения внешнего слоя содержит оберточную станцию, выполненную с возможностью обертывания по меньшей мере одного листа указанного второго защитного материала снаружи указанного множества витков.
Конкретные варианты осуществления настоящего изобретения будут далее описаны исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
на фиг. 1 показан вид в перспективе рулона согласно настоящему изобретению;
на фиг. 2 показан вид в перспективе в увеличенном масштабе непрерывного слоистого листа, содержащего один слой материала, содержащего алкалоиды, и один слой первого защитного материала;
на фиг. 3 показан вид в перспективе первого варианта аппарата для производства рулона согласно настоящему изобретению;
на фиг. 4 показан вид в перспективе второго варианта аппарата для производства рулона согласно настоящему изобретению;
на фиг. 5 показан вид сбоку третьего варианта аппарата для производства рулона согласно настоящему изобретению; и
на фиг. 6 показан вид сбоку четвертого варианта аппарата для производства рулона согласно настоящему изобретению.
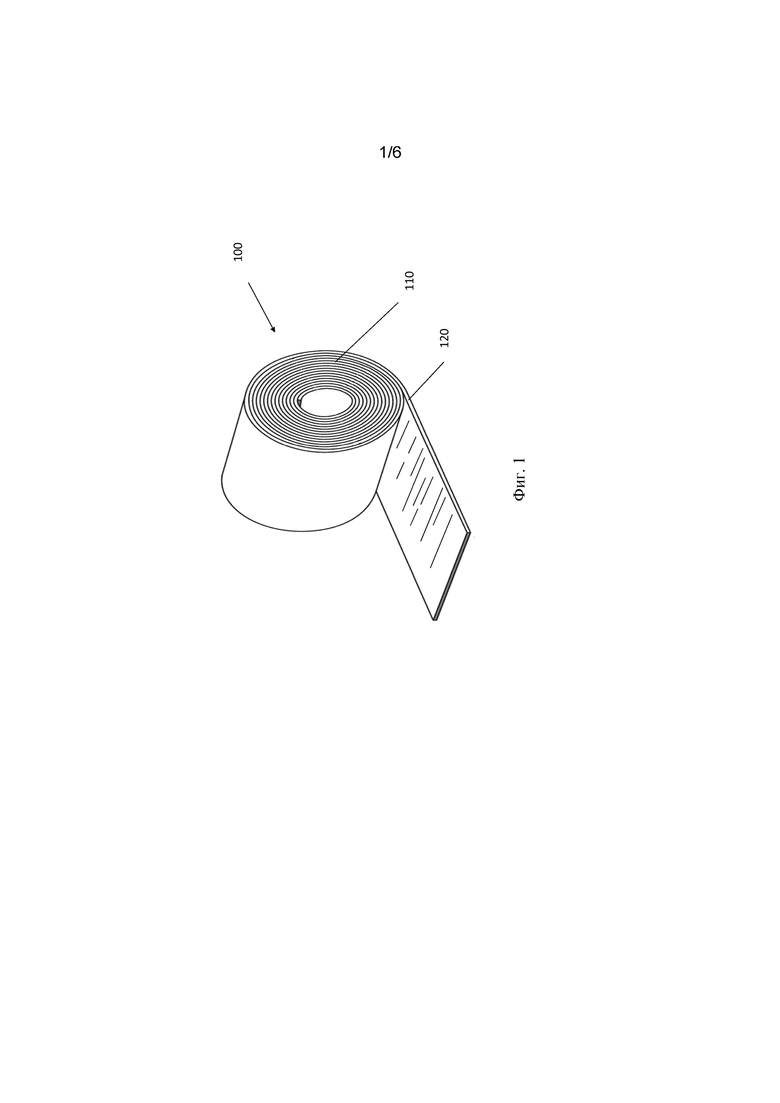
На фиг. 1 показан вид в перспективе рулона 100, выполненного согласно настоящему изобретению.
Рулон 100 содержит множество витков 110 непрерывного слоистого листа 120.
Как более подробно изображено на фиг. 2, указанный слоистый лист 120 содержит один слой гомогенизированного табачного материала 130 в виде материала, содержащего алкалоиды, и один слой первого защитного материала 140. Первый защитный материал представляет собой бумагу или полипропилен.
Слой первого защитного материала 140 склеивается со слоем гомогенизированного табачного материала 130, определяя таким образом поверхность склеивания между ними между свободной поверхностью первого защитного материала и свободной поверхностью гомогенизированного табачного материала 140, как более подробно описано ниже, при этом свободная поверхность первого защитного материала обращена к свободной поверхности гомогенизированного табачного материала.
На фиг. 3 показан вид в перспективе первого варианта аппарата 200 для производства рулона 100.
На фиг. 3 аппарат 200 содержит первый исходный рулон 210, содержащий намотанный лист гомогенизированного табачного материала 220, второй исходный рулон 230, содержащий намотанный лист первого защитного материала 240, первое размоточное устройство 250, выполненное с возможностью размотки указанного первого исходного рулона 210 гомогенизированного табачного материала, второе размоточное устройство 260, выполненное с возможностью размотки указанного второго исходного рулона 230 первого защитного материала, первый подающий канал 270 и второй подающий канал 280, склеивающее устройство 290, вращающийся центральный сердечник 300. Каждое размоточное устройство 250, 260 содержит двигатель, который не изображен на графических материалах.
Первое размоточное устройство 250 содержит вращающийся центральный сердечник, вокруг которого намотан и вращается в направлении, указанном стрелкой 2, первый исходный рулон 210. Первое размоточное устройство 250 разматывает с первого исходного рулона 210 намотанный лист гомогенизированного табачного материала 220, предоставляя таким образом непрерывный лист гомогенизированного табачного материала 320. Непрерывный лист гомогенизированного табачного материала 320 имеет свободную поверхность 325.
Второе размоточное устройство 260 содержит вращающийся центральный сердечник, вокруг которого намотан второй исходный рулон 230, он вращается в направлении, указанном стрелкой 3 и разматывает со второго исходного рулона 230 намотанный лист первого защитного материала 240, предоставляя таким образом непрерывный лист первого защитного материала 330. Непрерывный лист первого защитного материала 330 имеет свободную поверхность 335.
Непрерывный лист гомогенизированного табачного материала 320 и непрерывный лист первого защитного материала 330 подают соответственно через первый подающий канал 270 и второй подающий канал 280 к склеивающему устройству 290.
Лист гомогенизированного табачного материала и лист первого защитного материала подают в склеивающее устройство 290, содержащее вращающийся центральный сердечник 300.
В склеивающем устройстве 290 свободную поверхность 335 непрерывного листа первого защитного материала 330 склеивают со свободной поверхностью 325 непрерывного листа гомогенизированного табачного материала 320 с образованием непрерывного слоистого листа 120, содержащего один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140 (как подробно показано на фиг. 2), причем указанный по меньшей мере один слой гомогенизированного табачного материала 130 и указанный по меньшей мере один слой первого защитного материала 140 определяют поверхность склеивания между ними.
Двигатель (не изображен на графических материалах) вращает вращающийся центральный сердечник 300 в направлении, указанном стрелкой 1, так что слоистый лист 120 наматывается вокруг вращающегося центрального сердечника 300, образуя рулон 100, содержащий множество витков 110 непрерывного слоистого листа 120, содержащего один слой гомогенизированного табачного материала 130, и один слой первого защитного материала 140 (как показано подробно на фиг. 2).
Из графических материалов видно, что рулон из слоистого листа имеет множество витков, и между двумя последовательными витками гомогенизированного табачного листа помещен лист первого защитного материала.
На фиг. 4 показан вид в перспективе второго варианта аппарата 400 для производства рулона 100.
На фиг. 4 аппарат 400 содержит первый исходный рулон 210, содержащий намотанный лист гомогенизированного табачного материала 220, второй исходный рулон 230, содержащий намотанный лист первого защитного материала 240, первое размоточное устройство 250, выполненное с возможностью размотки указанного первого исходного рулона 210, второе размоточное устройство 260, выполненное с возможностью размотки указанного второго исходного рулона 230, первый подающий канал 270, второй подающий канал 280, установку 340 распределения высвобождающего средства, склеивающее устройство 290, вращающийся центральный сердечник 300 и по меньшей мере двигатель (не изображен на графических материалах) для вращения размоточных устройств 250, 260.
Первое размоточное устройство 250 содержит вращающийся центральный сердечник, вокруг которого намотан исходный рулон 210, он вращается в направлении, указанном стрелкой 2, и разматывает с первого исходного рулона 210 намотанный лист гомогенизированного табачного материала 220, предоставляя таким образом непрерывный лист гомогенизированного табачного материала 320. Непрерывный лист гомогенизированного табачного материала 320 имеет свободную поверхность 325.
Второе размоточное устройство 260 содержит вращающийся центральный сердечник, вокруг которого намотан второй исходный рулон 230, он вращается в направлении, указанном стрелкой 3, и разматывает со второго исходного рулона 230 намотанный лист первого защитного материала 240, предоставляя таким образом непрерывный лист первого защитного материала 330. Непрерывный лист первого защитного материала имеет свободную поверхность 335. Первый защитный материал представляет собой бумагу или полипропилен.
Установка 340 распределения высвобождающего средства распределяет высвобождающее средство 345 по свободной поверхности 335 непрерывного листа первого защитного материала 330. Высвобождающее средство 345 представляет собой глицерин.
Склеивающее устройство 290 содержит пару валиков 295.
Непрерывный лист гомогенизированного табачного материала 320 и непрерывный лист первого защитного материала 330 подают соответственно через первый подающий канал 270 и второй подающий канал 280 к склеивающему устройству 290 и пропускают через указанную пару валиков 295.
Непрерывный лист гомогенизированного табачного материала 320 и непрерывный лист первого защитного материала 330 пропускают через пару валиков 295 склеивающего устройства 290 и свободная поверхность 335 непрерывного листа первого защитного материала 330 склеивается со свободной поверхностью 325 непрерывного листа гомогенизированного табачного материала 320 таким образом, чтобы образовывать непрерывный слоистый лист 120, содержащий один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140 (как показано подробно на фиг. 2).
Двигатель (не изображен на фиг. 4) вращает вращающийся центральный сердечник 300 в направлении, указанном стрелкой 1, и слоистый лист 120 наматывается вокруг вращающегося центрального сердечника 300, образуя таким образом рулон 100, содержащий множество витков 110 непрерывного слоистого листа 120, содержащего один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140, приклеенный к нему.
На фиг. 5 показан вид сбоку третьего варианта аппарата 500 для производства рулона 100.
На фиг. 5 аппарат 500 содержит первый исходный рулон 210, содержащий намотанный лист гомогенизированного табачного материала 220, второй исходный рулон 230, содержащий намотанный лист первого защитного материала 240, первое размоточное устройство 250, выполненное с возможностью размотки указанного исходного рулона 210, второе размоточное устройство 260, выполненное с возможностью размотки указанного второго исходного рулона 230, первый подающий канал 270, второй подающий канал 280, склеивающее устройство 290, вращающийся центральный сердечник 300 и двигатель (не изображен на фиг. 5).
Первое размоточное устройство 250 содержит вращающийся центральный сердечник, вокруг которого намотан первый исходный рулон 210, он вращается в направлении, указанном стрелкой 2, и разматывает с первого исходного рулона 210 намотанный лист гомогенизированного табачного материала 220, предоставляя таким образом непрерывный лист гомогенизированного табачного материала 320. Непрерывный лист гомогенизированного табачного материала 320 имеет свободную поверхность 325.
Второе размоточное устройство 260 содержит вращающийся центральный сердечник, вокруг которого намотан второй исходный рулон 230, он вращается в направлении, указанном стрелкой 3, и разматывает со второго исходного рулона 230 намотанный лист первого защитного материала 240, предоставляя таким образом непрерывный лист первого защитного материала 330. Непрерывный лист первого защитного материала 330 имеет свободную поверхность 335. Первый защитный материал представляет собой смесь глицерина, жидкости на основе целлюлозы, талька или жидкой смеси на основе кальция.
Первый подающий канал 270 содержит валики 275, применяемые для натяжения и выравнивания материала во время процесса.
Непрерывный лист гомогенизированного табачного материала 320 пропускают через валики 275 первого подающего канала 270 и подают на склеивающее устройство 290.
Непрерывный лист первого защитного материала 330 подают через второй подающий канал 280 на склеивающее устройство 290.
Склеивающее устройство 290 выполнено с возможностью склеивания свободной поверхности 335 непрерывного листа первого защитного материала 330 со свободной поверхностью 325 непрерывного листа гомогенизированного табачного материала 320, таким образом, чтобы образовывать непрерывный слоистый лист 120, содержащий один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140.
Двигатель (не изображен на фиг. 5) вращает вращающийся центральный сердечник 300 в направлении, указанном стрелкой 1, и слоистый лист 120 наматывается вокруг вращающегося центрального сердечника 300, образуя таким образом рулон 100, содержащий множество витков 110 непрерывного слоистого листа 120, содержащего один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140.
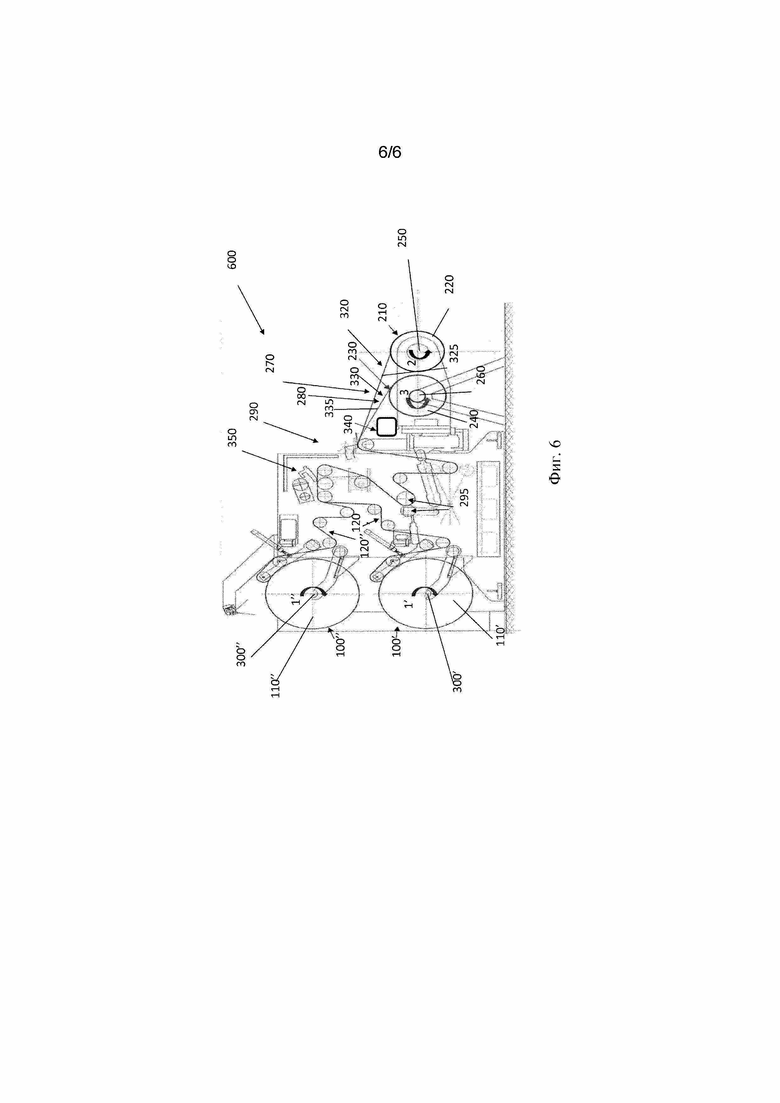
На фиг. 6 показан вид сбоку четвертого варианта аппарата 600 для производства двух катушек 100’ и 100’’.
На фиг. 6 аппарат 600 содержит первый исходный рулон 210, содержащий намотанный лист гомогенизированного табачного материала 220, второй исходный рулон 230, содержащий намотанный лист первого защитного материала 240, первое размоточное устройство 250, выполненное с возможностью размотки указанного первого исходного рулона 210, второе размоточное устройство 260, выполненное с возможностью размотки указанного исходного рулона 230, первый подающий канал 270, второй подающий канал 280, установку 340 распределения высвобождающего средства, склеивающее устройство 290, режущее устройство 350, два вращающихся центральных сердечника 300’ и 300’’, и два двигателя, не изображенных на графических материалах, для вращения центральных сердечников 300’, 300’’.
Первое размоточное устройство 250 содержит вращающийся центральный сердечник, вокруг которого намотан исходный рулон 210, он вращается в направлении, указанном стрелкой 2, и разматывает с первого исходного рулона 210 намотанный лист гомогенизированного табачного материала 220, предоставляя таким образом непрерывный лист гомогенизированного табачного материала 320. Непрерывный лист гомогенизированного табачного материала 320 имеет свободную поверхность 325.
Второе размоточное устройство 260 содержит вращающийся центральный сердечник, вокруг которого намотан второй исходный рулон 230, он вращается в направлении, указанном стрелкой 3 и разматывает со второго исходного рулона 230 намотанный лист первого защитного материала 240, предоставляя таким образом непрерывный лист первого защитного материала 330. Непрерывный лист первого защитного материала имеет свободную поверхность 335. Первый защитный материал представляет собой смесь глицерина, жидкости на основе целлюлозы, талька или жидкой смеси на основе кальция.
Установка 340 распределения высвобождающего средства распределяет высвобождающее средство 345 (не показано на фиг. 6) по свободной поверхности 335 непрерывного листа первого защитного материала 330. Высвобождающее средство 345 представляет собой глицерин.
Непрерывный лист гомогенизированного табачного материала 320 и непрерывный лист первого защитного материала 330 подают соответственно через первый подающий канал 270 и второй подающий канал 280 на склеивающее устройство 290.
Склеивающее устройство 290 содержит пару валиков 295.
Непрерывный лист гомогенизированного табачного материала 320 и непрерывный лист первого защитного материала 330 пропускают через пару валиков 295 склеивающего устройства 290 и свободная поверхность 335 непрерывного листа первого защитного материала 330 склеивается со свободной поверхностью 325 непрерывного листа гомогенизированного табачного материала 320 с образованием непрерывного слоистого листа 120, содержащего один слой гомогенизированного табачного материала 130 и один слой первого защитного материала 140.
Аппарат 600 дополнительно содержит режущее устройство 350, расположенное ниже по потоку от первого и второго главных рулонов, в направлении размотки гомогенизированного табачного листа и первого защитного листа, выполненный с возможностью разрезания непрерывного слоистого листа 120 в направлении, по существу перпендикулярном поверхности склеивания 135, и предоставляет два непрерывных слоистых листа120’ и 120’’, каждый из которых содержит один слой гомогенизированного табачного материала 130’ и 130’’ соответственно, и один слой первого защитного материала 140’ и 140’’ соответственно.
Вращающиеся центральные сердечники 300’, 300’’ также расположены ниже по потоку от лезвия.
Первый двигатель (не изображен на фиг. 6) вращает вращающийся центральный сердечник 300’ в направлении, указанном стрелкой 1’, и слоистый лист 120’ наматывается вокруг вращающегося центрального сердечника 300’, образуя таким образом рулон 100’, содержащий множество витков 110’ непрерывного слоистого листа 120’, содержащего один слой гомогенизированного табачного материала 130’ и один слой первого защитного материала 140’.
Второй двигатель (не изображен на фиг. 6) вращает вращающийся центральный сердечник 300’’ в направлении, указанном стрелкой 1’’, и слоистый лист 120’’ наматывается вокруг вращающегося центрального сердечника 300’’, образуя таким образом рулон 100’’, содержащий множество витков 110’’ непрерывного слоистого листа 120’’, содержащего один слой гомогенизированного табачного материала 130’’ и один слой первого защитного материала 140’’.




Группа изобретений относится к способу изготовления рулона, содержащего множество витков слоистого листа, и непосредственно такому рулону. Способ изготовления рулона, содержащего множество витков слоистого листа, включает этапы: предоставления непрерывного листа материала, содержащего алкалоиды, имеющего свободную поверхность; предоставления непрерывного листа первого защитного материала, имеющего свободную поверхность; склеивания свободной поверхности непрерывного листа первого защитного материала со свободной поверхностью непрерывного листа материала, содержащего алкалоиды, с образованием непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, причем указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними; подачи указанного слоистого листа на вращающийся центральный сердечник; вращения центрального сердечника таким образом, чтобы наматывать непрерывный слоистый лист вокруг него с образованием указанного рулона, содержащего множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала. Обеспечивается возможность непрерывной, постоянной и регулярной подачи гомогенизированного табачного материала, так что остальная часть производственной линии может увеличить общую производительность, при этом обеспечивается легкое хранение, транспортировка и разматывание рулона из листа материала, содержащего алкалоиды, такого как гомогенизированный табачный материал. 2 н. и 13 з.п. ф-лы, 6 ил.
1. Способ производства рулона, содержащего множество витков слоистого листа, при этом способ включает этапы:
a. предоставления непрерывного листа материала, содержащего алкалоиды, имеющего свободную поверхность;
b. предоставления непрерывного листа первого защитного материала, имеющего свободную поверхность;
c. склеивания свободной поверхности непрерывного листа первого защитного материала со свободной поверхностью непрерывного листа материала, содержащего алкалоиды, с образованием непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, причем указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними;
d. подачи указанного слоистого листа на вращающийся центральный сердечник; и
e. вращения вращающегося центрального сердечника таким образом, чтобы наматывать непрерывный слоистый лист вокруг него с образованием указанного рулона, содержащего множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала.
2. Способ по п.1, отличающийся тем, что непрерывный лист материала, содержащего алкалоиды, имеет содержание влаги от 7 процентов до 15 процентов от общего веса листа.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что непрерывный лист материала, содержащего алкалоиды, имеет толщину от 100 микрон до 300 микрон.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что непрерывный лист первого защитного материала имеет толщину от 5 микрон до 50 микрон.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что включает нанесение высвобождающего средства на свободную поверхность непрерывного листа первого защитного материала.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что включает пропускание непрерывного листа материала, содержащего алкалоиды, и непрерывного листа первого защитного материала через пару валиков таким образом, чтобы прижимать свободную поверхность непрерывного листа указанного первого защитного материала к свободной поверхности непрерывного листа материала, содержащего алкалоиды.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что включает этап нанесения наружного слоя второго защитного материала снаружи на множество витков.
8. Способ по п.7, отличающийся тем, что внешний слой второго защитного материала нанесен путем обертывания по меньшей мере одного листа второго защитного материала снаружи указанного множества обмоток.
9. Рулон, содержащий множество витков непрерывного слоистого листа, содержащего по меньшей мере один слой материала, содержащего алкалоиды, и по меньшей мере один слой первого защитного материала, причем указанный по меньшей мере один слой материала, содержащего алкалоиды, и указанный по меньшей мере один слой первого защитного материала определяют поверхность склеивания между ними.
10. Рулон по п.9, отличающийся тем, что упомянутый по меньшей мере один слой материала, содержащего алкалоиды, имеет толщину от 100 микрон до 300 микрон.
11. Рулон по п.9 или 10, отличающийся тем, что указанный по меньшей мере один слой материала, содержащего алкалоиды, имеет содержание влаги от 7 процентов до 15 процентов от общего веса слоя.
12. Рулон по любому из пп.9–11, отличающийся тем, что указанный по меньшей мере один слой первого защитного материала имеет толщину от 5 микрон до 50 микрон.
13. Рулон по любому из пп.9–12, отличающийся тем, что содержит высвобождающее средство, нанесенное на сторону указанного по меньшей мере одного слоя первого защитного материала, при этом указанную сторону склеивают со стороной указанного по меньшей мере одного слоя материала, содержащего алкалоиды.
14. Рулон по п.13, отличающийся тем, что высвобождающее средство выбрано из группы, состоящей из глицерина, кальция или талька, целлюлозы, табачного порошка.
15. Рулон по любому из пп.13, 14, отличающийся тем, что содержит внешний слой второго защитного материала снаружи указанного множества витков.
| US 2016309781 A1, 27.10.2016 | |||
| US 3343546 A, 26.09.1967 | |||
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ КОМПОЗИЦИОННОЙ ЛЕНТЫ | 1998 |
|
RU2194425C2 |
| Электрический секач для выпускаемой формующей машиной торфяной ленты | 1928 |
|
SU13478A1 |

