Настоящее изобретение относится к устройству разматывания ленты для машины тиснения элементов в виде листов. Изобретение относится также к машине тиснения, выполненной с возможностью нанесения на каждый лист позолоченной или металлизированной пленки, получаемой по меньшей мере из одной предназначенной для тиснения ленты.
Известно печатание текстов и/или рисунков путем тиснения, то есть нанесение под давлением на носитель в виде листа цветной или металлизированной пленки, получаемой из одной или множества предназначенных для тиснения лент, обычно называемых металлизированными лентами. В промышленности такую операцию переноса обычно осуществляют при помощи плиточного пресса, в который лист за листом вводят носители печати, тогда как подача каждой предназначенной для тиснения ленты происходит непрерывно.
Каждая предназначенная для тиснения лента упакована в виде рулона, установленного с возможностью вращения вокруг своей оси и разматываемого при помощи вала подачи, непосредственно вытягивающего ленту. На практике этот вал подачи должен вращаться с переменной скоростью, учитывая то, что подача ленты происходит внутри плиточного пресса циклично. Однако, поскольку рулон имеет относительно большую массу и, следовательно, инерцию, для него очень трудно следовать таким следующим друг за другом ускорениям, замедлениям и задержкам.
Чтобы преодолеть эту трудность, было предложено отделить вращение рулона от вращения вала подачи за счет образования запаса ленты между этими двумя вращающимися органами. Для этого обычно используют систему разматывания ленты, которая может одновременно накапливать ленту в предварительно размотанном виде на выходе рулона и подавать определенную длину предварительно размотанной ленты при каждом приведении в действие вала подачи. Наличие такого запаса ленты в промежуточном положении позволяет разматывать рулон с по существу постоянной скоростью, в то время как вал подачи может работать с переменной скоростью.
Из документа WO2012/116781 известна система разматывания ленты, расположенная между рулоном и валом подачи, в которой используют два ряда промежуточных передач, промежуток между которыми может меняться в зависимости от подачи ленты. В частности, оба ряда промежуточных передач расположены таким образом, что образуют путь движения ленты, форма которого описывает последовательность петель, которые огибают соответственно каждую промежуточную передачу, поочередно проходя от одного ряда промежуточных передач к другому. Один из рядов промежуточных передач установлен с возможностью перемещения относительно другого ряда между сдвинутым положением, в котором ряды промежуточных передач расположены вблизи друг от друга, образуя путь движения полосы минимальной длины, и раздвинутым положением, в котором упомянутые ряды промежуточных передач расположены на расстоянии друг от друга, образуя путь движения полосы максимальной длины.
Однако эта система разматывания ленты может работать со скачками по причине инерции рулона, в частности, во время переходных фаз запуска, остановки ускорения и замедления. Эти скачки могут приводить к вытягиванию предназначенной для тиснения ленты и к ее повреждению. Кроме того, приходится использовать устройство торможения ленты, чтобы обеспечивать оптимальное натяжение ленты и не размывать ленту больше, чем это необходимо, когда вращение вала подачи замедляется и останавливается. Другим недостатком этой системы является сложность в ее применении, в частности, после нарушения производственного цикла. Другой проблемой является то, что размещенная снаружи система требует значительного места на полу и существенного развертывания ленты межу рулоном и прессом. Эта большая длина размотанной ленты может отрицательно сказаться на точности укладки и увеличить расход ленты.
Настоящее изобретение призвано предложить устройство разматывания предназначенной для тиснения ленты, позволяющее по меньшей мере частично устранить по меньшей мере один из вышеупомянутых недостатков.
Для этого объектом настоящего изобретения является устройство разматывания ленты для машины тиснения, выполненное с возможностью накапливать предназначенную для тиснения ленту в предварительно размотанном виде между по меньшей мере одним рулоном теснения и плиточным прессом машины тиснения, отличающееся тем, что устройство разматывания ленты содержит:
- центральный барабан, выполненный с возможностью вращения с переменной скоростью подачи, неподвижно соединенный при вращении с осью устройства разматывания ленты,
- сателлитный валик, имеющий ось, расположенную параллельно оси центрального барабана, при этом сателлитный валик выполнен с возможностью вращаться вокруг центрального барабана, при этом предварительно размотанная лента может наматываться вокруг центрального барабана под действием перемещения сателлитного валика, и
- планетарное приводное устройство для перемещения сателлитного валика вокруг центрального барабана в зависимости от разности скоростей вращения центрального барабана и наружного обода планетарного приводного устройства, выполненной с возможностью вращения с постоянной скоростью в направлении вращения, противоположном к направлению вращения центрального барабана.
Таким образом, предназначенная для тиснения лента может быть предварительно размотана с постоянной скоростью с рулона тиснения под действием вытягивания сателлитным валиком. На выходе устройства разматывания ленты лента может выходить с переменной скоростью подачи. Длина накапливающейся предназначенной для тиснения ленты меняется по мере углового перемещения сателлитного валика вокруг центрального барабана, которое, в свою очередь, меняется с учетом планетарного привода в зависимости от разности скоростей вращения центрального барабана и наружного обода. Это позволяет накапливать предназначенную для тиснения ленту, затем подавать накопленную предназначенную для тиснения ленту при каждом приведении в действие вала подачи.
Устройство разматывания ленты является более компактным, чем известная «линейная» система, так как его можно встроить непосредственно в машину. Кроме того, оно является более надежным и более простым в применении. Расстояние между рулоном и прессом может быть небольшим, что позволяет повысить точность укладки ленты и, следовательно, уменьшить расход ленты.
Согласно примеру выполнения, планетарное приводное устройство содержит:
- центральную шестерню, неподвижно соединенную при вращении и коаксиальную с центральным барабаном, при этом наружный обод является коаксиальным с центральной шестерней,
- водило, неподвижно соединенное при перемещении с сателлитным валиком вокруг центрального барабана и коаксиальное с центральным барабаном, и
- по меньшей мере одну сателлитную шестерню, установленную на водиле, зацепляющуюся с наружным ободом и с центральной шестерней для своего приведения во вращение в одном или другом направлении вокруг центрального барабана в зависимости от разности скоростей вращения центрального барабана и наружного обода.
Согласно примеру выполнения, начальный радиус центральной шестерни соответствует наружному радиусу центрального барабана.
Согласно примеру выполнения, диаметр сателлитного валика имеет размер, меньший радиального промежутка между начальным диаметром наружного обода и наружным диаметром центрального барабана.
Согласно примеру выполнения, сателлитный валик является вращающимся.
Например, планетарное приводное устройство дополнительно содержит зубчатое колесо, установленное на водиле, неподвижно соединенное при перемещении с сателлитным валиком и зацепляющееся с наружным ободом. Начальный радиус зубчатого колеса соответствует, например, наружному радиусу сателлитного валика.
Согласно другому примеру выполнения, сателлитный валик закреплен на водиле планетарного приводного устройства, при этом сателлитный валик является пористым и имеет внутреннюю полость, выполненную с возможностью сообщаться с воздухом под давлением, чтобы создавать воздушную подушку под предназначенной для тиснения лентой.
Согласно примеру выполнения, планетарное приводное устройство содержит направляющую, неподвижно соединенную при перемещении с сателлитным валиком вокруг центрального барабана, при этом направляющая может располагаться между двумя ветвями предварительно размотанной ленты, чтобы направлять наружную ветвь упомянутой ленты.
Согласно примеру выполнения, направляющая содержит от одного до десяти, например, пять дополнительных сателлитных валиков, при этом дополнительный(ые) сателлитный(ые) валик(и) и сателлитный валик вписаны в окружность.
Дополнительный(ые) сателлитный(ые) валик(и) может(гут) быть вращающимся(имися).
Например, направляющая дополнительно содержит столько же зубчатых колес, сколько и сателлитных валиков, при этом зубчатые колеса установлены на водиле и неподвижно соединены при вращении с соответствующим сателлитным валиком и зацепляются с наружным ободом.
Согласно другому примеру выполнения, направляющая содержит закрепленный на водиле металлический элемент, при этом металлический элемент имеет от одной до десяти, например, пять складок или гофр, при этом складка(и) или гофра(ы) и сателлитный валик вписаны в окружность.
Согласно примеру выполнения, диаметр упомянутой окружности соответствует начальному диаметру наружного обода.
Согласно примеру выполнения, наружный обод выполнен с возможностью вращаться с постоянной скоростью, по существу равной среднему значению переменной скорости подачи.
Согласно примеру выполнения, ось центрального барабана выполнена с возможностью своего приведения во вращение с переменной скоростью подачи при помощи двигателя устройства разматывания ленты и образует вал подачи. Это позволяет уменьшить количество деталей.
Объектом изобретения является также машина для тиснения на элементах в виде листов, выполненная с возможностью нанесения на каждый лист позолоченной или металлизированной пленки, получаемой из по меньшей мере одной предназначенной для тиснения ленты, отличающаяся тем, что дополнительно содержит по меньшей мере одно описанное выше устройство разматывания ленты.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие преимущества и отличительные признаки будут более очевидны из описания изобретения, а также из прилагаемых фигур, которые иллюстрируют не ограничительный пример выполнения изобретения и на которых:
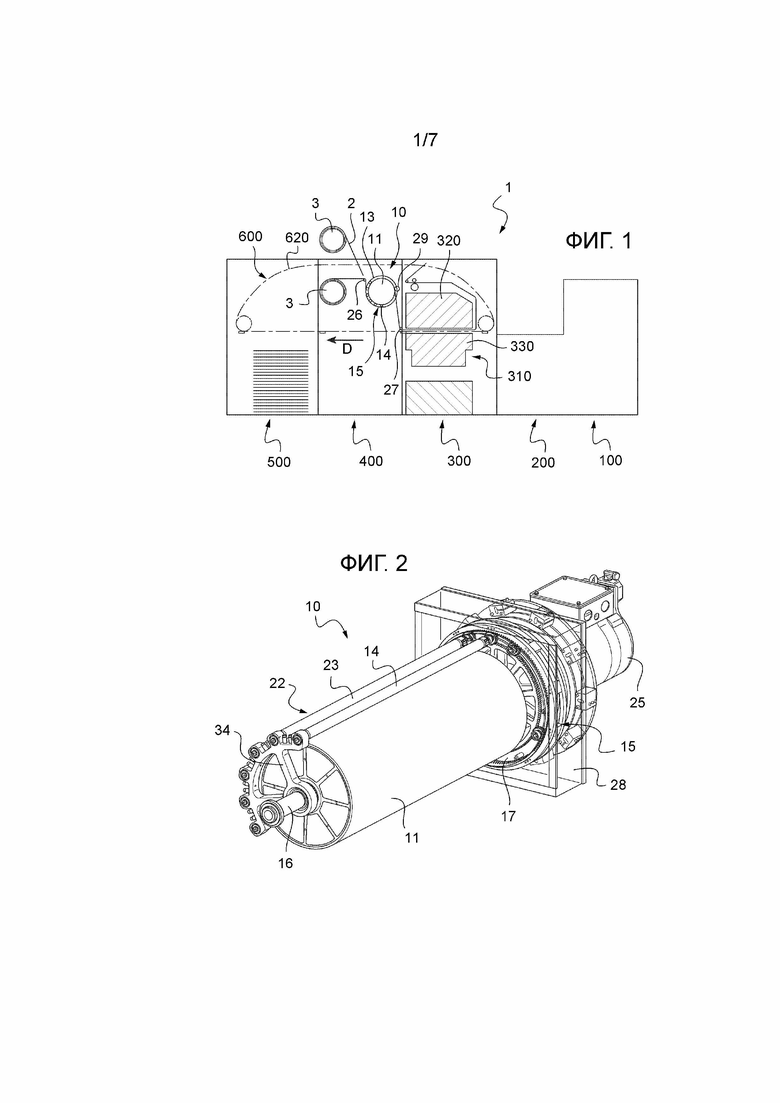
Фиг. 1 - схематичный вид примера машины для тиснения.
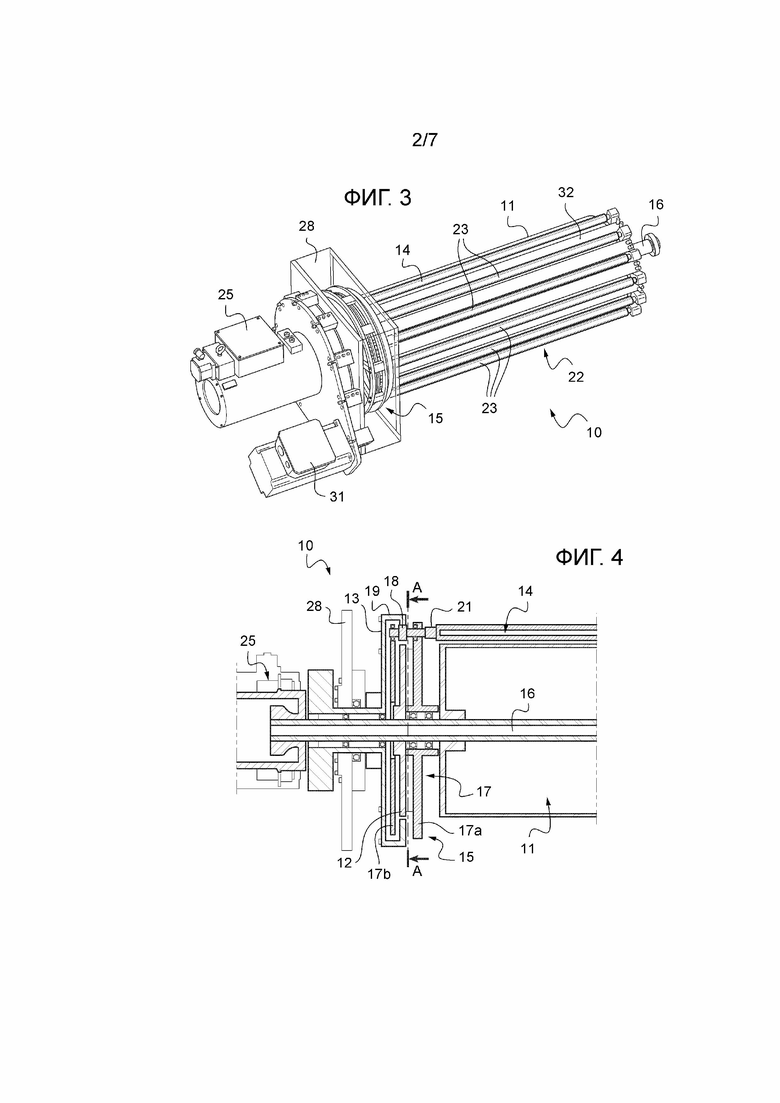
Фиг. 2 - вид в перспективе устройства разматывания ленты машины для тиснения, показанной на фиг. 1 (с корпусом, показанным в прозрачном виде).
Фиг. 3 - другой вид устройства разматывания ленты, показанного на фиг. 2.
Фиг. 4 - вид в продольном разрезе элементов устройства разматывания ленты, показанного на фиг. 2.
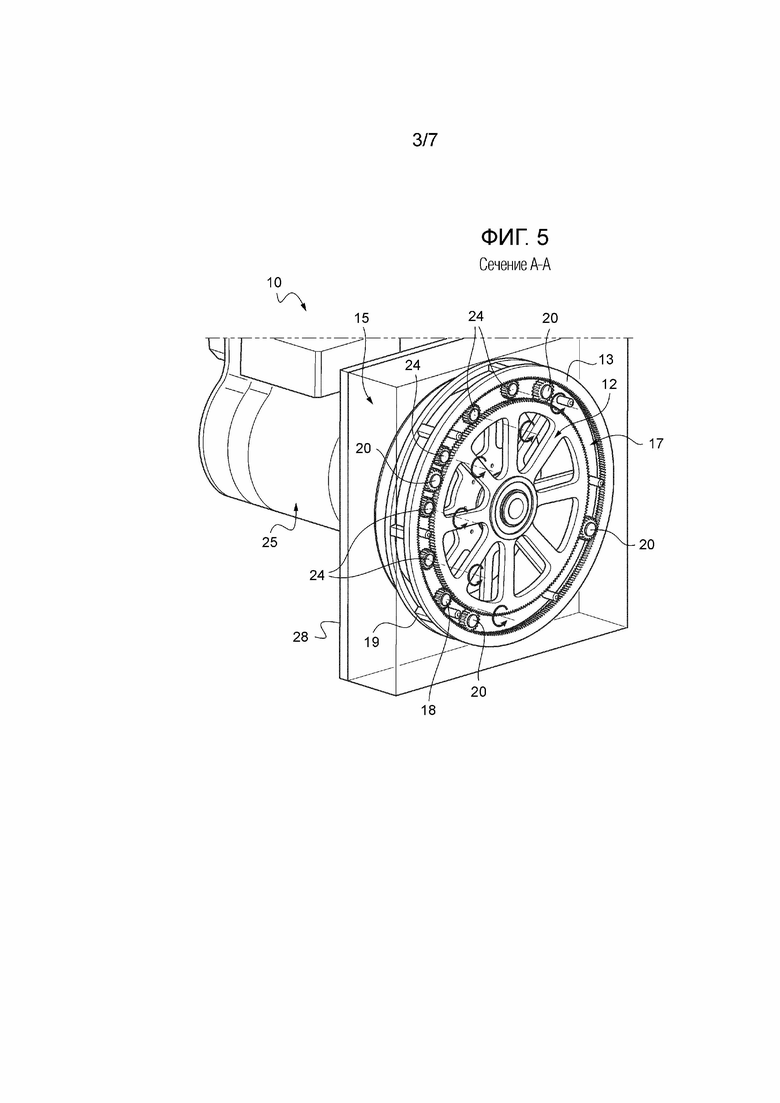
Фиг. 5 - вид в поперечном разрезе по А-А устройства разматывания ленты, показанного на фиг. 4.
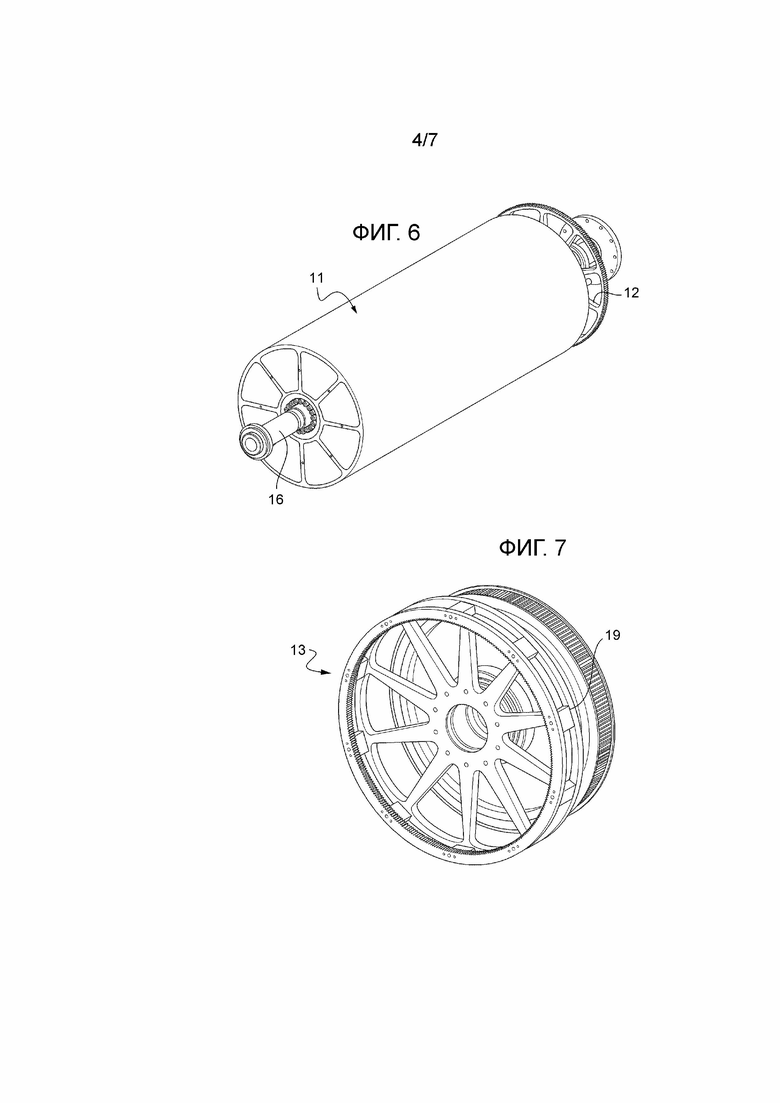
Фиг. 6 - вид в перспективе центрального барабана и центральной шестерни устройства разматывания ленты, показанного на фиг. 2.
Фиг. 7 - вид в перспективе наружного обода и опоры устройства разматывания ленты, показанного на фиг. 2.
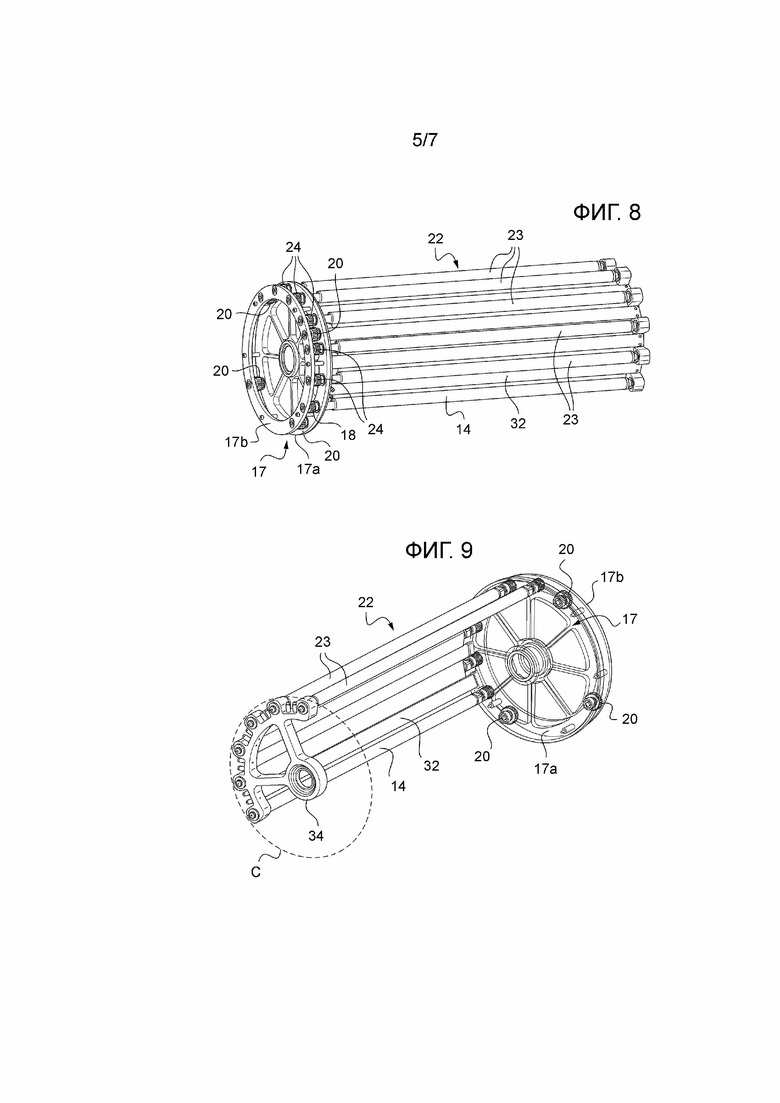
Фиг. 8 - вид в перспективе планетарного приводного устройства в составе устройства разматывания ленты, показанного на фиг. 2.
Фиг. 9 - другой вид планетарного приводного устройства, показанного на фиг. 8.
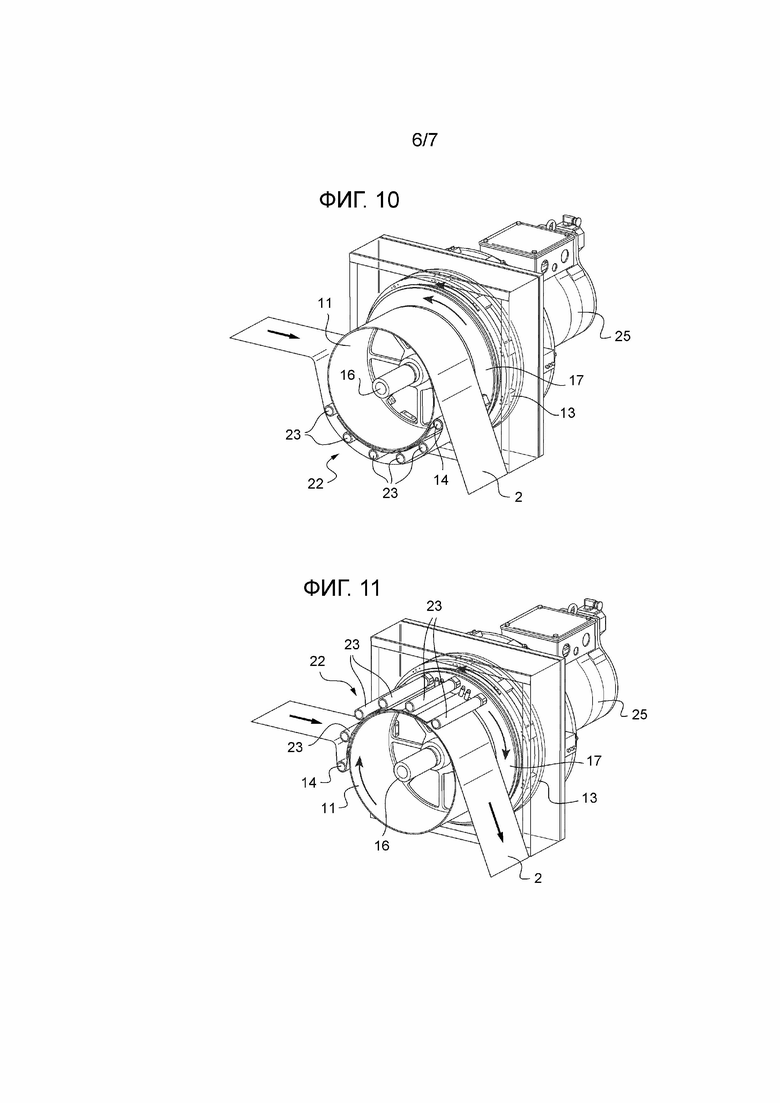
Фиг. 10 - вид в поперечном разрезе устройства разматывания ленты, показанного на фиг. 2, во время разматывания предназначенной для тиснения ленты, при этом устройство разматывания ленты находится в первом крайнем положении.
Фиг. 11 - вид, аналогичный фиг. 10, с показом второго крайнего положения.
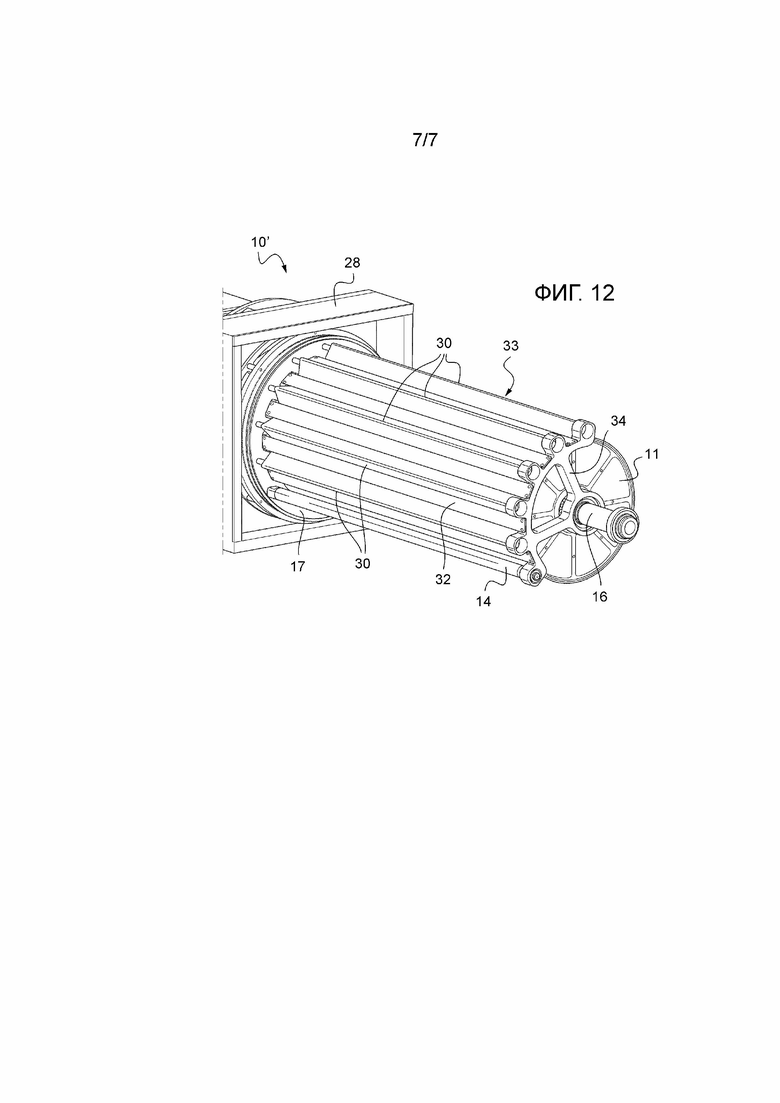
Фиг. 12 - вид в перспективе элементов устройства разматывания ленты согласно второму примеру выполнения.
На фигурах идентичные элементы имеют одинаковые обозначения. Представленные ниже варианты выполнения являются лишь примерами. Хотя описание ссылается на один или несколько вариантов выполнения, это не значит, что каждая ссылка касается одного и того же варианта выполнения или что признаки применимы только для одного варианта выполнения. Отдельные признаки разных вариантов выполнения можно также комбинировать или заменять один на другой для получения других вариантов выполнения.
Термины «вход» и «выход» определены относительно продольного направления перемещения листов D (фиг. 1). Листы перемещаются от входа к выходу, как правило, вдоль главной продольной оси машины, движением, ритм которого задается периодическими остановками.
Термины «элементы в виде листов» и «листы» будут считаться эквивалентными и касаются как элементов из гофрированного картона, так и элементов из плоского картона, бумаги или любого другого материала, используемого в производстве тары. Во всем тексте термины «лист» или «листовой элемент» или «элемент в виде листов» в целом обозначают любой носитель печати в виде листов, например, такой как листы картона, бумаги, пластика и т.д.
Термины «верх», «низ», «нижний», «верхний», «горизонтальный» и «вертикальный» определены относительно расположения элементов в находящейся на полу машине тиснения.
На фиг. 1 представлен пример выполнения машины 1 для тиснения, выполненной с возможностью нанесения на каждый лист позолоченной или металлизированной пленки, получаемой по меньшей мере из одной предназначенной для тиснения ленты 2, в частности, для производства тары.
Эта машина 1 классически состоит из нескольких рабочих постов 100, 200, 300, 400, 500, которые расположены рядом друг с другом, но взаимосвязаны и образуют единый комплекс для обработки последовательного ряда листовых элементов. В его состав входят укладчик 100, укладочный стол 200, пост 300 тиснения, пост 400 подачи ленты, а также приемный пост 500. Кроме того, предусмотрено транспортировочное устройство 600 для индивидуального перемещения каждого листа от выхода укладочного стола 200 до приемного поста 500, в том числе через пост 300 тиснения.
В этом частном варианте выполнения, представленном исключительно в качестве примера, листы последовательно снимаются сверху стопы всасывающим захватывающим органом, который доставляет их до смежного укладочного стола 200.
На уровне укладочного стола 200 листы расстилаются в виде полотна всасывающим захватывающим органом, то есть укладываются друг за другом, частично перекрывая друг друга. Затем все полотно приводится в движение вдоль стола в направлении поста 300 тиснения при помощи ременного транспортировочного механизма. На конце полотна головной лист систематически и точно позиционируется при помощи фронтальных и боковых стоек или при помощи шиберной системы.
Таким образом, рабочий пост, находящийся сразу за укладочным столом 200, является постом 300 тиснения. Этот последний пост предназначен для нанесения посредством горячего тиснения на каждый лист металлизированной пленки, которую получают из предназначенной для тиснения ленты 2. Для этого используют плиточный пресс 310, внутри которого классически осуществляют операцию тиснения между верхней нагревающей плитой 320, которая является неподвижной, и нижней плитой 330, которая установлена с возможностью перемещения вертикальным возвратно-поступательным движением.
Пост 400 подачи ленты одновременно обеспечивает питание машины 1 предназначенной для тиснения лентой 2, а также удаление этой ленты 2 после ее использования и прохождения через пост 300 тиснения.
Процесс обработки листов в машине 1 тиснения завершается в приемном посту 500, основной функцией которого является укладка в стопу обработанных перед этим листов. Для этого транспортировочное устройство 600 выполнено, например, таким образом, чтобы автоматически отпускать каждый лист, как только он оказывается над новой стопой. При этом лист падает под прямым углом сверху на стопу.
Классически в транспортировочном устройство 600 используют ряд зажимных планок, которые установлены подвижно при помощи двух цепных передач 620, расположенных сбоку с каждой стороны машины 1 тиснения. Каждая цепная передача 620 проходит по замкнутом контуру, который позволяет зажимным планкам следовать по траектории, проходящей последовательно через пост 300 тиснения, пост 400 подачи ленты и приемный пост 500.
Комплекс зажимных планок начинает двигаться из положения остановки, ускоряется, достигает максимальной скорости, замедляется, затем останавливается, описывая таким образом цикл, соответствующий перемещению листа от одного рабочего поста к следующему рабочему посту. Цепные передачи 620 перемещаются и периодически останавливаются таким образом, чтобы при каждом перемещении все зажимные планки, удерживающие лист, проходили от одного поста к следующему рабочему посту на выходе. Каждый пост осуществляет свою работу синхронно с циклом, который обычно называют циклом машины. Рабочие посты начинают новую работу при каждом запуске цикла машины.
Пост 400 подачи ленты содержит по меньшей мере одно устройство 10 разматывания ленты, которое выполнено с возможностью накапливать предназначенную для тиснения ленту 2 в предварительно размотанном виде на выходе по меньшей мере одного рулона 3 тиснения и выдавать предварительно размотанную ленту при каждом приведении в действие вала подачи машины 1.
Для этого устройство 10 разматывания ленты расположено между по меньшей мере одним рулоном 3 тиснения и плиточным прессом 310 (фиг. 1).
Кроме того, как более наглядно показано на фиг. 2-11, устройство 10 разматывания ленты содержит центральный барабан 11, сателлитный валик 14 и планетарное приводное устройство 15.
Центральный барабан 11 выполнен с возможностью вращения с переменной скоростью подачи и неподвижно соединен при вращении с осью 16 устройства 10 разматывания ленты. При каждом цикле машины скорость подачи, управляемая машиной 1, повышается, затем понижается (при этом говорят о «подаче») и становится равной нулю. Этот шаг подачи (подача, затем остановка) позволяет совместить предназначенную для тиснения ленту с листом для нанесения путем тиснения металлизированной пленки в соответствии с заранее определенной программой в машине 1. Подачи могут быть идентичными или разными между каждой остановкой или разными между по меньшей мере двумя последовательными и периодическими остановками.
Сателлитный валик 14 имеет ось 21, расположенную параллельно оси 16 центрального барабана 11. Сателлитный валик 14 выполнен с возможностью вращаться вокруг центрального барабана 11.
Во время работы предварительно размотанная лента может наматываться вокруг центрального барабана 11 (по меньшей мере на один оборот) под действием перемещения сателлитного валика 14. В частности, предварительно размотанная лента наматывается вокруг центрального барабана 11 после прохождения через сателлитный валик 14, образующий угловую передачу предварительно размотанной ленты (фиг. 10 и 11).
Согласно примеру выполнения, планетарное приводное устройство 15 содержит центральную шестерню 12, наружный обод 13, водило 17 и по меньшей мере одну сателлитную шестерню 20 (фиг. 4 и 5).
Центральная шестерня 12 неподвижно соединена при вращении с центральным барабаном 11 и является коаксиальной с центральным барабаном 11 (фиг. 6). Они закреплены, например, на оси 16 (фиг.4). Противоположный конец оси 16 установлен, например, в опорном подшипнике.
Начальный радиус центральной шестерни 12 соответствует, например, наружному радиусу центрального барабана 11 (фиг. 6).
Наружный обод 13 выполнен зубчатый (фиг. 7). Он является коаксиальным с центральной шестерней 12 и выполнен с возможностью вращения с постоянной скоростью. Под «постоянной» следует понимать по существу постоянную скорость, то есть, например, меняющуюся менее чем на +/-10% относительно средней скорости. Например, постоянная скорость по существу равна среднему значению переменной скорости подачи.
Направление вращения наружного обода 13 противоположно к направлению вращения центрального барабана 11. Направление вращения наружного обода 13 выбирают таким образом, чтобы вращение наружного обода 13 приводило к разматыванию рулона 3 тиснения.
Например, наружный обод 13 установлен на опоре 19, установленной с возможностью вращения на оси 16 при помощи подшипника качения (фиг. 4). В осевом направлении центральная шестерня 12 расположена между центральным барабаном 11 и опорой 19 наружного обода 13.
Сателлитный валик 14 имеет, например, диаметр размером, меньшим радиального промежутка между начальным диаметром наружного обода 13 и наружным диаметром центрального барабана 11, что позволяет внутренней ветви предназначенной для тиснения ленты 2, наматывающейся на центральный барабан 11, проходить без заклинивания между сателлитным валиком 14 и центральным барабаном 11.
Водило 17 неподвижно соединено при перемещении с сателлитным валиком 14 вокруг центрального барабана 11 и расположено коаксиально с центральным барабаном 11. Например, водило 17 установлено с возможностью вращения на оси 16 при помощи подшипника качения (фиг. 4).
Например, водило 17 образовано, с одной стороны диском 17а, например, цельным диском, содержащим подшипник качения в центре, и, с другой стороны, ободом 17b, который закреплен коаксиально с диском 17а и в котором установлены опорные подшипники для осей упомянутой по меньшей мере одной сателлитной шестерни 20 и, в случае необходимости, как будет показано ниже, зубчатых колес 18 и 24 (фиг. 4, 8 и 9).
Упомянутая по меньшей мере одна сателлитная шестерня 20 установлена на водиле 17. Она зацепляется, с одной стороны, с наружным ободом 13 и, с другой стороны, с центральной шестерней 12 для своего приведения во вращение в одном или другом направлении вокруг центрального барабана 11 и наружного обода 13. Перемещение упомянутой по меньшей мере одной сателлитной шестерни 20 приводит к перемещению сателлитного валика 14 вокруг центрального барабана 11, что приводит к изменению длины предварительно размотанной ленты.
Например, планетарное приводное устройство 15 содержит четыре сателлитных шестерни 20, установленных на водиле 17, например, вписанных в крестообразную форму (фиг. 5, 8 и 9).
Сателлитные шестерни 20 передают вращения от наружного обода 13 и центральной шестерни 12 на водило 17, неподвижно соединенное при перемещении с сателлитным валиком 14. Сами сателлитные шестерни 20 не связаны ни с одним сателлитным валиком.
Диаметр упомянутой по меньшей мере одной сателлитной шестерни 20, например, по существу больше, чем диаметр сателлитного валика 14.
Сателлитные шестерни 20, центральная шестерня 12 и наружный обод 13 расположены на одном конце оси 16 по существу в одной плоскости. Например, они расположены в корпусе 28 (фиг. 2 и 3). Это расположение зубчатых колес называется также «эпициклической передачей» или «планетарным приводом», при этом «внутренняя планетарная шестерня» или «солнечная шестерня» является центральной шестерней 12, «наружная планетарная шестерня» или «обод» является наружным ободом 13, и «сателлит», зацепляющийся с двумя планетарными шестернями и вращающийся вокруг их общей оси, является сателлитной шестерней 20, при этом «общая ось» является осью 16.
Согласно примеру выполнения, сателлитный валик 14 является вращающимся и может вращаться вокруг своей оси 21. Таким образом, предназначенная для тиснения лента 2 может наматываться без трения вокруг сателлитного валика 14.
Согласно примеру выполнения, планетарное приводное устройство 15 дополнительно содержит зубчатое колесо 18, установленное на водиле 17, неподвижно соединенное при перемещении с сателлитным валиком 14 и зацепляющееся с наружным ободом 13. Зубчатое колесо 18 и сателлитный валик 14 установлены, например, на оси 21 на конце сателлитного валика 14 (фиг 4). Противоположный конец оси 21 сателлитного валика 14 установлен, например, в опорном подшипнике. Начальный радиус зубчатого колеса 18 соответствует, например, наружному радиусу сателлитного валика 14. Окружная скорость вращения сателлитного валика 14 соответствует при этом скорости вращения наружного обода 13, с которой предназначенная для тиснения лента 2 разматывается с рулона 3 тиснения. Таким образом, предназначенная для тиснения лента 2 может перемещаться сателлитным валиком 14 с такой же скоростью, с которой она сходит с рулона 3 тиснения.
Согласно другому примеру выполнения, сателлитный валик 14 не является вращающимся. Например, он закреплен на водиле 17. В этом случае сателлитный валик 14 может быть пористым и может иметь внутреннюю полость, выполненную с возможностью сообщаться с воздухом под давлением, образуя воздушную подушку под предназначенной для тиснения лентой 2, чтобы предназначенная для тиснения лента 2 могла наматываться без трения вокруг сателлитного валика 14.
Согласно примеру выполнения, планетарное приводное устройство 15 дополнительно содержит направляющую 22, неподвижно соединенную при перемещении с сателлитным валиком 14 вокруг центрального барабана (фиг. 8 и 9).
Направляющая 22 может располагаться между двумя ветвями предварительно размотанной ленты 2, то есть между внутренней ветвью предназначенной для тиснения ленты 2, которая находится на центральном барабане 11, и наружной ветвью, чтобы направлять наружную ветвь ленты (фиг. 10 и 11).
Согласно примеру выполнения, направляющая 22 содержит от одного до десяти, например, пять дополнительных сателлитных валиков 23, при этом дополнительный(ые) сателлитный(ые) валик(и) 23 и сателлитный валик 14 вписаны в окружность С (фиг. 9). Дополнительные сателлитные валики 23 и сателлитный валик 14 равномерно распределены, например, по дуге окружности, составляющей от 90° до 180°. Кроме того, направляющая 22 может содержать удерживающий элемент 34, чтобы удерживать и направлять противоположные концы дополнительных сателлитных валиков 23 вокруг оси 16.
Дополнительный(ые) сателлитный(ые) валик(и) 23 может(гут) быть вращающимся(имися). Таким образом, наружная ветвь предварительно размотанной ленты может скользить по вращающимся дополнительным сателлитным валиком 23 практически без трения.
В примере, показанном на фиг. 1-11, направляющая 22 от одного до десяти, например, пять вращающихся дополнительных сателлитных валиков 23 содержит и столько же зубчатых колес 24, установленных на водиле (17 (фиг. 5 и 8). Зубчатые колеса 24 неподвижно соединены при вращении с соответствующим дополнительным сателлитным валиком 23. Они установлены на осевом конце соответствующего дополнительного сателлитного валика 23 и зацепляются с наружным ободом 13. Противоположный конец каждого дополнительного сателлитного валика 23 может быть установлен в опорном подшипнике.
Дополнительные сателлитные валики 23 и зубчатые колеса 24 имеют, например, диаметры с размерами, подобными размерам сателлитного валика 14. Таким образом, внутренняя ветвь предназначенной для тиснения ленты 2 может проходить без заклинивания между, с одной стороны, сателлитным валиком 14 и дополнительными сателлитными валиками 23 и, с другой стороны, центральным барабаном 11.
Диаметр упомянутой окружности С соответствует, например, начальному диаметру наружного обода 13. Окружная скорость вращения дополнительных сателлитных валиков 23 соответствует скорости вращения наружного обода 13, с которой предназначенная для тиснения лента 2 разматывается с рулона 3 тиснения. Таким образом, дополнительные сателлитные ролики 23 могут перемещать предназначенную для тиснения ленту 2 с такой же скоростью, с которой она сходит с рулона 3 тиснения.
Сходящая с рулона 3 тиснения предназначенная для тиснения лента 2 может направляться дополнительными сателлитными роликами 23 таким образом, чтобы наружная ветвь приблизительно следовала начальному диаметру наружного обода 13, при этом наружная ветвь проходит по существу параллельно внутренней ветви ленты, наматывающейся вокруг центрального барабана 11. Чем больше имеется дополнительных сателлитных валиков 23, тем больше направление наружной ветви приближается к окружности, что позволяет избегать скачкообразного разматывания ленты.
Направляющая 22 может дополнительно содержать пластину 32 или пластинчатые элементы, закрепленные на водиле 17 по дуге окружности, чтобы направлять внутреннюю ветвь предназначенной для тиснения ленты 2 на центральном барабане 11 (фиг. 8-11).
Между рулоном 3 тиснения и устройством 10 разматывания ленты предназначенную для тиснения ленту 2 ориентируют тангенциально к дополнительным сателлитным валикам 23 при помощи входной угловой передачи 26. На выходе устройства 10 разматывания ленты предназначенную для тиснения ленту 2 можно привести обратно к горизонтали при помощи выходной угловой передачи 27, чтобы направить ленту 2 плашмя в плиточный пресс 310 (фиг. 1).
Согласно примеру выполнения, устройство 10 разматывания ленты содержит двигатель 25, выполненный с возможностью вращать ось 16 центрального барабана 11 с переменной скоростью подачи (фиг. 3 и 4). Например, двигатель 25 напрямую связан с концом оси 16. Таким образом, ось 16, неподвижно соединенная при вращении с центральным барабаном 11 для разматывания предназначенной для тиснения ленты 2, образует также вал подачи. Это позволяет уменьшить количество деталей.
Устройство 10 разматывания ленты может дополнительно содержать ролик 29 подачи, нажимающий на центральный барабан 11 для обеспечения хорошей трансмиссии между предназначенной для тиснения лентой 2 и центральным барабаном 11 (фиг. 1).
Наружный обод 13 может приводиться во вращение с постоянной скоростью дополнительным двигателем 31 устройства 10 разматывания ленты (фиг. 3). Дополнительный двигатель 31 вращает наружный обод 13, например, через систему шкивов.
Во время работы наружный обод 13 приводится во вращение с постоянной скоростью, например, со скоростью вращения, по существу равной среднему значению переменной скорости подачи (в направлении против часовой стрелки в примере, показанном на фиг. 10 и 11).
Когда скорость подачи является нулевой (фиг. 10), сателлитный валик 14 приводится во вращение (в данном случае в направлении вращения против часовой стрелки) вокруг центрального барабана 11 наружным ободом 13. Перемещение сателлитного валика 14 приводит к увеличению длины предварительно размотанной ленты и, следовательно, накапливаемого запаса ленты. На фиг. 10 показано первое крайнее положение сателлитного валика 14, при котором запас предварительно размотанной ленты является максимальным. Пока сателлитный валик 14 перемещается вокруг центрального барабана 11, чтобы достичь этого первого крайнего положения, позолоченную или металлизированную пленку наносят на лист в плиточном прессе 310.
Затем, когда скорость подачи повышается (фиг. 11), центральный барабан 11 приводится во вращение в направлении, противоположном относительно наружного обода 13 (по часовой стрелке на фиг. 11), и вращает сателлитный валик 14 в этом же направлении, что приводит к уменьшению длины предварительно размотанной ленты, подаваемой на пост 400 тиснения. На фиг. 11 представлен пример второго крайнего положения сателлитного валика 14, при котором запас предварительно размотанной ленты является минимальным.
Затем скорость подачи понижается вплоть до остановки. Следовательно, сателлитный валик 14 приводится во вращение (в данном случае против часовой стрелки) вокруг центрального барабана 11 наружным ободом 13, пока не вернется в первое крайнее положение (фиг. 10). Начинается новый цикл машины, и так далее.
Таким образом, предназначенную для тиснения ленту 2 можно предварительно размотать с постоянной скоростью с рулона 3 тиснения, вытягивая ее сателлитным валиком 14. Лента может выходить на выходе устройства 10 разматывания ленты с переменной скоростью подачи, задаваемой центральным барабаном 11. Длина накапливаемой предназначенной для тиснения ленты 2 меняется по мере углового перемещения сателлитного валика 14 вокруг центрального барабана 11, которое меняется по причине наличия планетарного привода в зависимости от разности скоростей вращения центрального барабана 11 и наружного обода 13. Это позволяет накапливать предназначенную для тиснения ленту 2, затем подавать накопленную предназначенную для тиснения ленту 2 при каждом приведении в действие вала подачи.
Кроме того, при помощи устройства 10 разматывания ленты можно разматывать несколько рулонов 3, если ленты поступают на пост 300 тиснения с одинаковой скоростью подачи.
Понятно, что устройство 10 разматывания ленты является более компактным, чем известная «линейная» система, так как его можно интегрировать напрямую в машину 1. Кроме того, оно является более надежным и более простым в применении. Расстояние между рулоном 2 и прессом 310 может быть небольшим, что позволяет повысить точность укладки ленты и, следовательно, уменьшить расход ленты. Разматывание рулона 3 тиснения может тоже замедляться в ходе производства устройством торможения, чтобы обеспечивать минимальное натяжение ленты, но намного более плавно, что позволяет избегать скачков, которые могут привести к повреждению ленты.
На фиг. 12 представлен другой пример выполнения устройства 10’ разматывания ленты.
Этот пример отличается от предыдущего тем, что в данном случае направляющая содержит металлический элемент, такой как металлический лист, который имеет от одной до десяти, например, пять складок или гофр 30.
Осевой конец металлического элемента закреплен на водиле 17. Направляющая может дополнительно содержать удерживающий элемент 34, чтобы удерживать и направлять противоположный конец металлического элемента вокруг оси 16.
Складки или гофры 30 и сателлитный валик 14 (в направлении, радиальном относительно оси 16) вписаны в окружность, коаксиальную с наружным ободом 13. Диаметр упомянутой окружности соответствует, например, по существу начальному диаметру наружного обода 13.
Например, складки или гофры 30 отстоят друг от друга через равномерные промежутки, например, по дуге окружности, составляющей от 90° до 180°.
Таким образом, наружная ветвь предварительно размотанной ленты может скользить по складкам или гофрам 30 посте без трения. Предназначенная для тиснения лента 2, поступающая с рулона 3 тиснения, может направляться складками или гофрами 30 таким образом, чтобы наружная ветвь приблизительно следовала начальному диаметру наружного обода 13. При этом наружная ветвь проходит по существу параллельно внутренней ветви ленты, которая наматывается вокруг центрального барабана 11. Чем больше выполнено складок или гофр 30, тем больше направление наружной ветви приближается к окружности, что позволяет избегать скачкообразного разматывания ленты.
Группа изобретений относится к машинам тиснения элементов в виде листов. Устройство разматывания ленты для машины тиснения выполнено с возможностью накапливания ленты в предварительно размотанном виде между рулоном тиснения и плиточным прессом машины тиснения. Устройство разматывания ленты содержит центральный барабан, выполненный с возможностью вращения с переменной скоростью подачи и неподвижно соединенный при вращении с осью устройства разматывания ленты. Устройство разматывания ленты содержит сателлитный валик, имеющий ось, расположенную параллельно оси центрального барабана. Сателлитный валик выполнен с возможностью вращения вокруг центрального барабана. Устройство разматывания ленты содержит планетарное приводное устройство для перемещения сателлитного валика вокруг центрального барабана в зависимости от разности скоростей вращения центрального барабана и наружного обода планетарного приводного устройства. Повышается точность укладки и снижается расход ленты. 2 н. и 15 з.п. ф-лы, 12 ил.
1. Устройство (10) разматывания ленты для машины (1) тиснения, выполненное с возможностью накапливать предназначенную для тиснения ленту (2) в предварительно размотанном виде между по меньшей мере одним рулоном (3) тиснения и плиточным прессом (310) машины (1) тиснения, отличающееся тем, что устройство (10) разматывания ленты содержит: центральный барабан (11), выполненный с возможностью вращения с переменной скоростью подачи и неподвижно соединенный при вращении с осью (16) устройства (10) разматывания ленты, сателлитный валик (14), имеющий ось (21), расположенную параллельно оси (16) центрального барабана (11), при этом сателлитный валик (14) выполнен с возможностью вращаться вокруг центрального барабана (11), при этом предварительно размотанная лента может наматываться вокруг центрального барабана (11) под действием перемещения сателлитного валика (14), и планетарное приводное устройство (15) для перемещения сателлитного валика (14) вокруг центрального барабана (11) в зависимости от разности скоростей вращения центрального барабана (11) и наружного обода (13) планетарного приводного устройства (15), выполненного с возможностью вращения с постоянной скоростью в направлении вращения, противоположном к направлению вращения центрального барабана (11).
2. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что планетарное приводное устройство (15) содержит: центральную шестерню (12), неподвижно соединенную при вращении и коаксиальную с центральным барабаном (11), при этом наружный обод (13) является коаксиальным с центральной шестерней (12), водило (17), неподвижно соединенное при перемещении с сателлитным валиком (14) вокруг центрального барабана (11) и коаксиальное с центральным барабаном (11), и по меньшей мере одну сателлитную шестерню (20), установленную на водиле (17), зацепляющуюся с наружным ободом (13) и с центральной шестерней (12) для своего приведения во вращение в одном или другом направлении вокруг центрального барабана (11) в зависимости от разности скоростей вращения центрального барабана (11) и наружного обода (13).
3. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что начальный радиус центральной шестерни (12) соответствует наружному радиусу центрального барабана (11).
4. Устройство (10) разматывания ленты по одному из предыдущих пунктов, отличающееся тем, что диаметр сателлитного валика (14) имеет размер, меньший радиального промежутка между начальным диаметром наружного обода (13) и наружным диаметром центрального барабана (11).
5. Устройство (10) разматывания ленты по одному из предыдущих пунктов, отличающееся тем, что сателлитный валик (14) является вращающимся.
6. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что планетарное приводное устройство (15) дополнительно содержит зубчатое колесо (18), установленное на водиле (17), неподвижно соединенное при перемещении с сателлитным валиком (14) и зацепляющееся с наружным ободом (13).
7. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что начальный радиус зубчатого колеса (18) соответствует наружному радиусу сателлитного валика (14).
8. Устройство разматывания ленты по одному из пп. 1-4, отличающееся тем, что сателлитный (14) валик закреплен на водиле (17) планетарного приводного устройства (15), при этом сателлитный валик (14) является пористым и имеет внутреннюю полость, выполненную с возможностью сообщаться с воздухом под давлением, чтобы создавать воздушную подушку под предназначенной для тиснения лентой (2).
9. Устройство (10) разматывания ленты по одному из предыдущих пунктов, отличающееся тем, что планетарное приводное устройство (15) содержит направляющую (22; 33), неподвижно соединенную при перемещении с сателлитным валиком (14) вокруг центрального барабана (11), при этом направляющая (22; 33) выполнена с возможностью расположения между двумя ветвями предварительно размотанной ленты, чтобы направлять наружную ветвь упомянутой ленты.
10. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что направляющая (22) содержит от одного до десяти, например пять, дополнительных сателлитных валиков (23), при этом дополнительный(ые) сателлитный(ые) валик(и) (23) и сателлитный валик (14) вписаны в окружность (С).
11. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что дополнительный(ые) сателлитный(ые) валик(и) (23) является(ются) вращающимся(имися).
12. Устройство (10) разматывания ленты по предыдущему пункту, отличающееся тем, что направляющая (22) дополнительно содержит столько же зубчатых колес (24), сколько и дополнительных сателлитных валиков (23), при этом зубчатые колеса (24) установлены на водиле (17) и неподвижно соединены при вращении с соответствующим дополнительным сателлитным валиком (23) и зацепляются с наружным ободом (13).
13. Устройство (10) разматывания ленты по п. 9, отличающееся тем, что направляющая (33) содержит закрепленный на водиле (17) металлический элемент, при этом металлический элемент имеет от одной до десяти, например пять, складок или гофр (30), при этом складка(и) или гофра(ы) (30) и сателлитный валик (14) вписаны в окружность (С).
14. Устройство (10) разматывания ленты по одному из пп. 10-13, отличающееся тем, что диаметр упомянутой окружности (С) соответствует начальному диаметру наружного обода (13).
15. Устройство (10) разматывания ленты по одному из предыдущих пунктов, отличающееся тем, что наружный обод (13) выполнен с возможностью вращаться с постоянной скоростью, по существу равной среднему значению переменной скорости подачи.
16. Устройство (10) разматывания ленты по одному из предыдущих пунктов, отличающееся тем, что ось (16) центрального барабана (11) выполнена с возможностью своего приведения во вращение с переменной скоростью подачи при помощи двигателя (25) устройства (10) разматывания ленты для образования вала подачи.
17. Машина (1) для тиснения элементов в виде листов, выполненная с возможностью нанесения на каждый лист позолоченной или металлизированной пленки, получаемой из по меньшей мере одной предназначенной для тиснения ленты (2), отличающаяся тем, что дополнительно содержит по меньшей мере одно устройство (10) разматывания ленты по одному из предыдущих пунктов.
| WO 2010063353 A1, 10.06.2010 | |||
| CH 292425 A, 15.08.1953 | |||
| Бандажное колесо для рельсового подвижного состава | 1978 |
|
SU742170A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 0 |
|
SU376247A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ТОНКОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2170209C1 |

