Изобретение относится к радиотехнике и может быть использовано для изготовления устройства радиочастотной идентификации текстильных изделий.
Из уровня техники известно устройство радиочастотной идентификации текстильных изделий, которое состоит из герметичного корпуса, внутри которого размещена плата радиочастотной метки, содержащая электронную часть и устройство согласования и укорочения антенны. При этом антенна выполнена в виде гибкого металлического троса, а именно переплетенных между собой тонких металлических нитей, которые имеют электрическое соединение с платой. (RU 169 436 U1).
Настоящее изобретение описывает технологическую операцию электрического соединения металлического троса и печатной платы.
Из уровня техники известен способ лужения стальных изделий с помощью флюсов, состоящих из неорганических кислот. При этом следует отметить, что использование флюсов на основе неорганических кислот не допускается для пайки печатных узлов (ГОСТ Р МЭК 61191-1-2017). Кроме того, при лужении стального троса, который состоит из множества переплетенных меду собой нитей флюс попадает глубоко между волокнами, и последующая его отмывка не представляется возможной, что в последствии приводит к деградации стального троса или паянного соединения.
Техническим результатом и положительным эффектом заявленного изобретения является возможность качественного и прочного монтажа стального троса к печатной плате с идентификационной микросхемой. Для этого используется процесс лазерной сварки, где лазер используется в качестве энергетического источника. Учитывая, что толщина контактных площадок на печатной плате в десятки раз тоньше, чем толщина троса, то необходимым условием качественного монтажа является достаточное количество металла на поверхности контактных площадок печатной платы, в качестве такого металла предлагается использовать олово. При этом мощность излучения лазера должна быть не меньше необходимой мощности для частичного расплавления стали, в противном случае олово не соединится со сталью.
Для того, чтобы стальной трос не разматывался, все нити, из которых состоит трос предварительно свариваются лазерным излучением друг с другом, образуя стальной шарик, одновременно с этим происходит разделение троса. Воздействие лазерного излучения на трос при разделении или монтаже на печатную плату может выполняться в атмосфере воздуха или в среде защитных газов (аргона, гелия или углекислого газа).
Для выполнения операций по разделению и монтажу троса на контактную площадку печатной платы может быть использован импульсный лазерный источник излучения с длиной импульса в миллисекундном диапазоне.
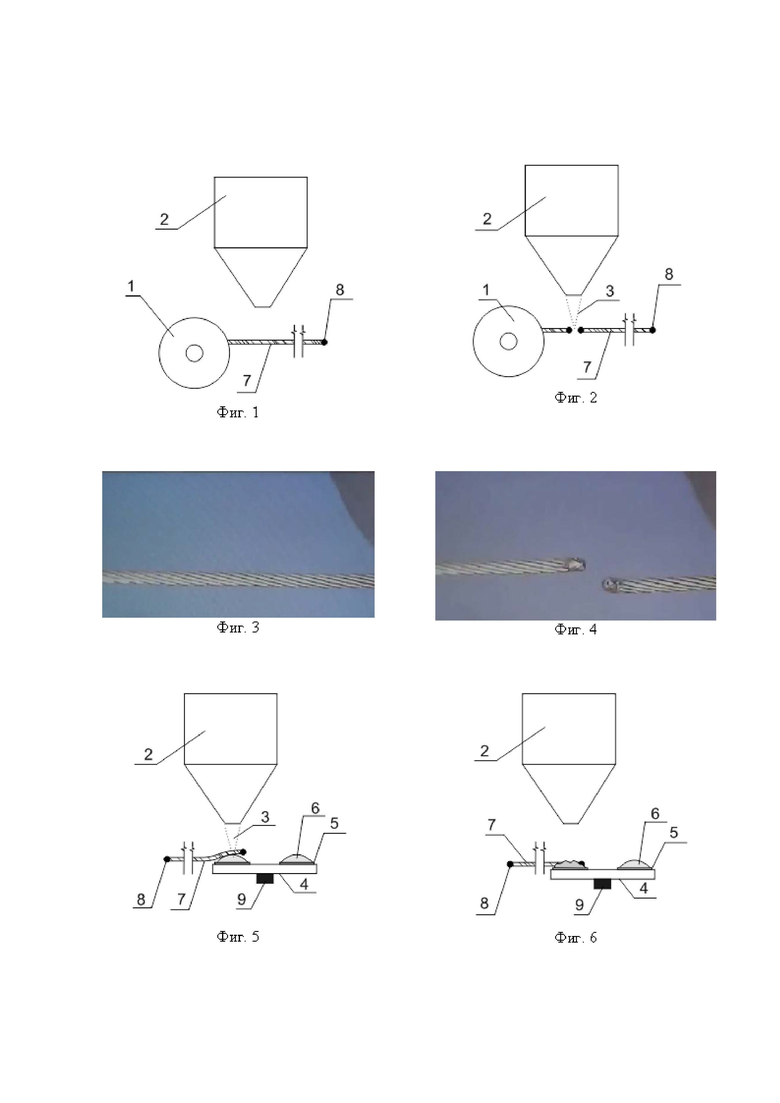
Изобретение поясняется с помощью фиг. 1, 2, 3, 4, 5 и 6 на которых показана последовательность действий, выполняемых для монтажа стального троса на контактную дорожку печатной платы. На фиг. 1, 2, 3 и 4 показан процесс разделения стального троса с одновременным свариванием отдельных волокон троса друг с другом. На фиг. 5 показано позиционирование стального троса относительно контактной площадки печатной платы, на фиг. 6 показан результат монтажа стального троса к контактной площадке печатной платы с помощью лазерного излучения.
1. Катушка со стальным тросом;
2. Источник лазерного излучения;
3. Лазерный луч;
4. Печатная плата;
5. Контактная площадка;
6. Олово на поверхности контактной площадки;
7. Стальной трос.
8. Сваренные нити троса друг с другом, образуя стальной шарик.
9. Идентификационная микросхема.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ И УСТРОЙСТВО РАДИОЧАСТОТНОЙ ИДЕНТИФИКАЦИИ КОЛЕСНЫХ ПАР | 2019 |
|
RU2748927C1 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| Способ изготовления коммутационного модуля | 1986 |
|
SU1429352A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ МАТРИЧНО РАСПОЛОЖЕННЫХ ШАРИКОВЫХ ВЫВОДОВ МИКРОСХЕМ ИЗ БЕССВИНЦОВОГО ПРИПОЯ В ОЛОВЯННО-СВИНЦОВЫЕ ОКОЛОЭВТЕКТИЧЕСКОГО СОСТАВА И ПРИПОЙНАЯ ПАСТА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2528553C2 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ НА ПЕЧАТНОЙ ПЛАТЕ | 1995 |
|
RU2108213C1 |
| Способ фиксации изделий произвольной формы для проведения бесконтактных технических операций и система фиксации изделий произвольной формы | 2020 |
|
RU2756535C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| СЕГНЕТОКЕРАМИЧЕСКИЙ ПОЛУПРОВОДНИКОВЫЙ ЧИП-КОНДЕНСАТОР | 1990 |
|
RU2047925C1 |
Изобретение может быть использовано для изготовления устройства радиочастотной идентификации текстильных изделий. С помощью источника лазерного излучения производят разделение стального троса с помощью источника лазерного излучения с одновременным свариванием отдельных нитей троса на его концах в единый стальной шарик. Наносят олово на контактную площадку печатной платы с идентификационной микросхемой. Осуществляют монтаж металлического троса на контактную площадку, при этом с помощью источника лазерного излучения сваривают его с оловом. Мощность излучения лазера выбирают из условия частичного расплавления стали троса и соединения с оловом на контактной площадке. Сварку осуществляют импульсами лазерного излучения с длиной импульса в миллисекундном диапазоне. Воздействие лазерного излучения на трос осуществляют в атмосфере воздуха или в среде защитных газов. Способ обеспечивает возможность качественного и прочного монтажа стального троса к печатной плате с идентификационной микросхемой. 2 з.п. ф-лы, 6 ил.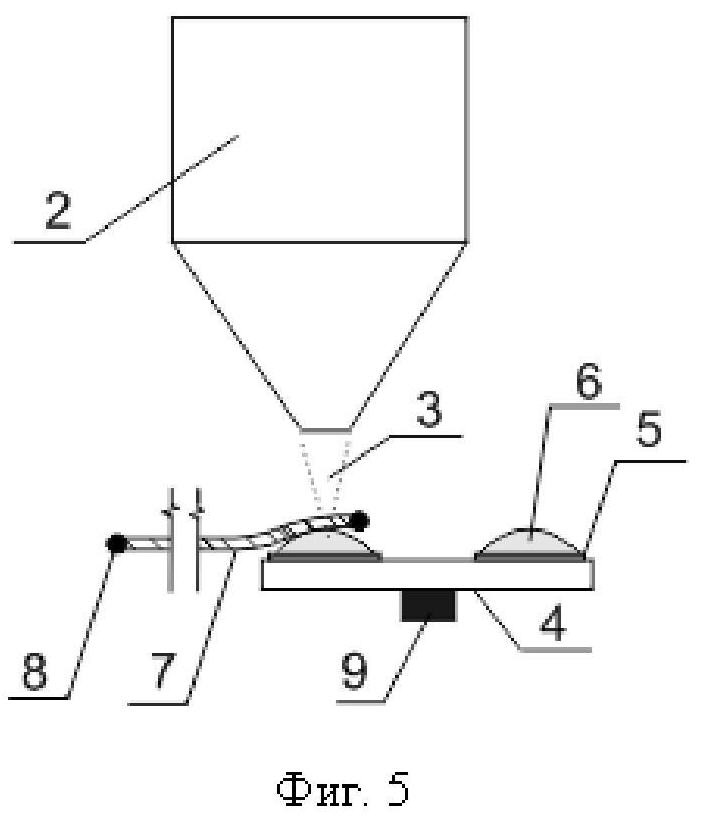
1. Способ монтажа стального троса устройства радиочастотной идентификации на контактную площадку печатной платы с идентификационной микросхемой, включающий разделение стального троса с помощью источника лазерного излучения с одновременным свариванием отдельных нитей троса на его концах в единый стальной шарик и нанесение олова на контактную площадку печатной платы, после чего с помощью источника лазерного излучения упомянутый трос сваривают с оловом, при этом мощность излучения лазера выбирают из условия частичного расплавления стали троса и соединения с оловом на контактной площадке печатной платы.
2. Способ по п.1, отличающийся тем, что стальной трос позиционируют над оловом, а его сварку с оловом осуществляют импульсами лазерного излучения с длиной импульса в миллисекундном диапазоне.
3. Способ по п.1, отличающийся тем, что воздействие лазерного излучения на трос при его разделении или монтаже на печатную плату осуществляют в атмосфере воздуха или в среде защитных газов, в частности аргона или гелия, или углекислого газа.
| RU 160436 U1, 17.03.2017 | |||
| US 2015278671 A1, 01.10.2015 | |||
| СN 205176910 U, 30.10.2015 | |||
| Способ микросварки | 1985 |
|
SU1294534A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ПРОВОЛОК | 2010 |
|
RU2544327C2 |

