УРОВЕНЬ ТЕХНИКИ
Данное изобретение относится к намоточной системе и способу для намотки ленты.
В US 2012/0248651 А1 описаны способ и устройство для управления намоткой протяженного элемента на приемный барабан с перекладыванием вспомогательным материалом. Это устройство содержит первый рабочий станок и второй рабочий станок, по существу идентичный с первым рабочим станком и расположенный за указанным первым рабочим станком. Это устройство выполнено с возможностью подачи протяженного элемента поочередно на приемный барабан первого рабочего станка или на приемный барабан второго рабочего станка, обеспечивая возможность заполнения и опустошения приемного барабана при намотке протяженного элемента и вспомогательного материала на другой приемный барабан. Это устройство оснащено устройством подачи, содержащим первую конвейерную ленту вблизи приемного барабана и вторую конвейерную ленту, функционально расположенную между первой конвейерной лентой и приемным барабаном. Вторая конвейерная лента может автоматически перемещаться в направлении от указанного приемного барабана и/или к нему, что обеспечивает явное преимущество с эксплуатационной точки зрения.
Было обнаружено, что протяженные элементы, в частности, ленты для применения в брекерных слоях для шин, ведут себя непредсказуемо на конвейерах устройства подачи. Более того, при подаче ленты протяженного элемента в направлении приемного барабана протяженный элемент имеет свободную часть, которая вскоре должна попадать со второго конвейера на приемный барабан. Так как технические характеристики приемного барабана, как правило, являются прерогативой клиента, могут возникать затруднения с точным размещением протяженного элемента на приемных барабанах с разными техническими характеристиками. Может возникать необходимость временной остановки процесса, чтобы позволить оператору правильно расположить свободную часть протяженного элемента. Это является потенциально опасным действием, в частности, когда протяженный элемент имеет острые края, например, вследствие наличия стальной проволоки.
В US 2015/0122096 Al, KR 10-1357273 В1 и DE 202014101081 U1 описаны аналогичные устройства, содержащие конвейеры и протяженные элементы, которые имеют часть, свободно свисающую с указанных конвейеров, перед попаданием на приемный барабан.
Целью настоящего изобретения является обеспечение намоточной системы и способа намотки ленты, в которых можно уменьшить по меньшей мере один из вышеуказанных недостатков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом в данном изобретении предложена намоточная система для намотки ленты, причем намоточная система содержит первый рабочий станок и первый элемент подачи для подачи ленты на указанный первый рабочий станок в направлении подачи, причем первый рабочий станок содержит:
первую приемную зону для крепления первого приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков;
первую зону прокладочного материала для крепления первого барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и
первую направляющую зону, идущую от первой зоны прокладочного материала до первой приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки с первого барабана для прокладочного материала в первой зоне прокладочного материала через первую направляющую зону на первый приемный барабан в первой приемной зоне;
причем намоточная система дополнительно содержит перегрузочный элемент для захвата ведущего конца ленты с первого элемента подачи в положении захвата и для размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне.
Посредством захвата и размещения можно точно контролировать положение ведущего конца ленты в положении захвата, положении размещения и между ними. Необходимость в повторном ручном размещении ведущего конца на прокладочном материале можно устранить. Следовательно, процесс захвата и размещения ведущего конца может быть полностью автоматизирован и более не требует вмешательства оператора.
В предпочтительном варианте реализации намоточная система содержит манипулятор для перемещения перегрузочного элемента из положения захвата над первым подающим элементом в положение размещения на размотанном прокладочном материале в первой направляющей зоне. Манипулятор может автоматизировать перемещение перегрузочного элемента из положения захвата в положение размещения, тем самым снова устраняя необходимость во вмешательстве оператора.
В дополнительном варианте реализации перегрузочный элемент содержит головку и один или более фиксирующих элементов для фиксации ведущего конца ленты на головке с момента захвата и по меньшей мере до того, как ведущий конец ленты будет размещен на прокладочном материале. Следовательно, ведущим концом можно управлять таким образом, что он никогда не выскользнет во время перемещения из положения захвата в положение размещения.
В дополнительном варианте реализации лента содержит металл, причем один или более фиксирующих элементов содержат по меньшей мере один магнит. Ленту, содержащую металл, например, брекерный слой, можно легко и надежно фиксировать на головке с помощью магнитного притяжения, создаваемого магнитом. В альтернативном варианте один или более фиксирующих элементов содержат по меньшей мере один вакуумный элемент, который можно использовать для фиксации немагнитных компонентов шины, например, компонентов шины с тканевым усилением или без усиления.
Предпочтительно, манипулятор представляет собой координатный привод. Координатный привод, например, координатный портал, имеет две поступательные степени свободы, предпочтительно горизонтальную, например, параллельно направлению подачи, и вертикальную. Путем одновременного перемещения координатного привода в направлениях, соответствующих обеим степеням свободы, можно создавать сложную траекторию движения.
В другом варианте реализации перегрузочный элемент содержит элемент сквозной подачи для сквозной подачи размещенного ведущего конца ленты из положения размещения в первой направляющей зоне в направлении первого приемного барабана и до контакта с ним в первой приемной зоне. Следовательно, перегрузочный элемент не только выполнен с возможностью размещения захваченного ведущего конца на прокладочном материале в положении размещения, но также может обеспечивать продвижение или сквозную подачу указанного ведущего конца в направлении первого приемного барабана. Следовательно, один и тот же перегрузочный элемент может точно контролировать не только захват и размещение, но также сквозную подачу до зацепления ведущего конца относительно первого приемного барабана.
В варианте реализации элемент сквозной подачи представляет собой конвейер сквозной подачи. Посредством применения элемента сквозной подачи конвейерного типа можно обеспечивать сквозную подачу ленты просто за счет приведения в движение конвейера сквозной подачи, не перемещая перегрузочный элемент в целом. Следовательно, перегрузочный элемент может оставаться на расстоянии от первого приемного барабана в первой направляющей зоне, когда ведущий конец перемещается в направлении первого приемного барабана и до зацепления с ним.
В дополнительном варианте реализации элемент сквозной подачи определяет плоскость сквозной подачи и выполнен с возможностью сквозной подачи ленты в указанной плоскости сквозной подачи, причем перегрузочный элемент содержит отклоняющий ролик, который расположен за элементом сквозной подачи относительно направления подачи, причем отклоняющий ролик может вращаться относительно элемента сквозной подачи вокруг оси отклонения, идущей параллельно плоскости сквозной подачи и перпендикулярно направлению подачи, причем отклоняющий ролик может размещаться в положении отклонения, в котором отклоняющий ролик по меньшей мере частично пересекается с плоскостью сквозной подачи для отклонения ленты от плоскости сквозной подачи. Таким образом, можно эффективно отклонять относительно жесткую ленту в направлении первого рабочего станка.
В предпочтительном варианте реализации перегрузочный элемент содержит дополнительный фиксирующий элемент на отклоняющем ролике или в нем. Дополнительный фиксирующий элемент может надежно фиксировать ведущий конец ленты, в частности, когда указанный ведущий конец является относительно длинным и достаточно сильно выходит за головку перегрузочного элемента.
В другом варианте реализации перегрузочный элемент оснащен поворотным шарниром, который выполнен с возможностью соединения перегрузочного элемента с манипулятором так, чтобы перегрузочный элемент мог поворачиваться относительно манипулятора вокруг оси поворота, чтобы идти параллельно ленте в положении захвата и параллельно размотанному прокладочному материалу в положении размещения. Таким образом, перегрузочный элемент можно размещать в разных ориентациях в зависимости от ориентации ленты, подлежащей захвату, или ориентации прокладочного материала, на котором необходимо разместить захваченную ленту.
В другом варианте реализации намоточная система содержит блок управления, который функционально соединен с первым элементом подачи для управления скоростью подачи первого элемента подачи, причем блок управления дополнительно функционально соединен с элементом сквозной подачи для сквозной подачи ленты со скоростью сквозной подачи в направлении подачи, которая равна скорости подачи при захвате ленты в положении захвата. Следовательно, перегрузочный элемент может захватывать ленту, оставаясь стационарным по отношению к первому элементу подачи. Как только перегрузочный элемент начинает перемещаться с захваченной лентой, скорость сквозной подачи может быть снижена.
В варианте реализации блок управления выполнен с возможностью корректировки скорости сквозной подачи так, чтобы она совпадала со скоростью намотки первого приемного барабана, при сквозной подаче ленты из положения размещения в направлении первого приемного барабана. Следовательно, можно предотвратить растягивание или сжатие ленты между перегрузочным элементом и первым приемным барабаном.
В дополнительном варианте реализации первый рабочий станок содержит первую зону провисания, проходящую между первым элементом подачи и первой направляющей зоной, для направления провисающей части ленты с первого элемента подачи в направлении первой направляющей зоны, причем указанная намоточная система оснащена первым датчиком в указанной первой зоне провисания для регистрации степени провисания ленты, причем блок управления выполнен с возможностью снижения скорости сквозной подачи до скорости, которая ниже скорости подачи, в момент, когда ленту размещают на прокладочном материале, и с возможностью корректировки скорости сквозной подачи так, чтобы она совпадала со скоростью намотки первого приемного барабана при регистрации пороговой степени провисания. Допуская провисание ленты до указанной пороговой степени, создают буферную длину ленты, чтобы компенсировать изменение скорости намотки на первый приемный барабан, например, в результате увеличения диаметра каждого витка.
В варианте реализации блок управления функционально соединен с перегрузочным элементом для высвобождения ленты из перегрузочного элемента, когда ведущий конец зацепляется первым приемным барабаном. Следовательно, лента может фиксироваться перегрузочным элементом до ее зацепления первым приемным барабаном. Это может существенно улучшить точность размещения и последующего зацепления ленты.
В альтернативном варианте реализации манипулятор содержит роботизированную руку. Предпочтительно указанный манипулятор имеет по меньшей мере четыре степени свободы. В отличие от координатного привода в соответствии с одним из ранее описанных вариантов реализации роботизированная рука имеет значительно больше степеней свободы и, таким образом, может обеспечивать более сложные движения перегрузочного элемента. Этот альтернативный вариант манипулятора предпочтительно использовать в системах с более сложными и/или неизвестными переменными, такими как системы, в которых технические характеристики приемного барабана и/или барабана прокладочного материала являются прерогативой клиента.
В варианте реализации намоточная система содержит блок управления, который функционально соединен с первым элементом подачи для управления скоростью подачи первого элемента подачи, причем блок управления дополнительно функционально соединен с манипулятором для перемещения перегрузочного элемента в направлении подачи со скоростью захвата, которая равна скорости подачи при захвате ленты в положении захвата. Следовательно, относительную скорость перегрузочного элемента по отношению к ленте можно снижать до нуля в момент захвата.
В дополнительном варианте реализации первый рабочий станок оснащен фиксатором сквозной подачи для фиксации ленты на прокладочном материале во время сквозной подачи указанной ленты в направлении первого приемного барабана. При условии, что роботизированная рука не оснащена элементом сквозной подачи, как было описано ранее, она может быть ограничена в отношении направления ведущего конца до его зацепления с первым приемным барабаном. Вместо этого фиксатор сквозной подачи находится в месте или вблизи прокладочного материала для приема ленты из манипулятора. После того, как манипулятор высвобождает ленту в положении размещения, фиксатор сквозной подачи может фиксировать ленту на прокладочном материале и предотвращать сдвиг ленты относительно указанного прокладочного материала при направлении прокладочного материала вместе с находящейся на нем лентой в направлении первого приемного барабана и до зацепления с ним.
Более того, предпочтительно, чтобы блок управления был функционально соединен с фиксатором сквозной подачи для высвобождения ленты из фиксатора сквозной подачи, когда ведущий конец зацепляется первым приемным барабаном. Лента может фиксироваться на прокладочном материале до момента, когда ведущий конец зацепляется первым приемным барабаном, тем самым повышая точность размещения ленты относительно прокладочного материала до первого приемного барабана.
В дополнительном варианте реализации лента содержит металл, причем фиксатор сквозной подачи представляет собой магнит, который выполнен с возможностью расположения под размотанным прокладочным материалом в положении размещения или вблизи него. Ленту, содержащую металл, например, брекерный слой, можно легко фиксировать на прокладочном материале на фиксаторе сквозной подачи с помощью магнитного притяжения, создаваемого магнитом. Предпочтительно магнитное притяжение является достаточно сильным, чтобы фиксировать ленту на прокладочном материале, при этом обеспечивая возможность сквозной подачи слоистого материала из прокладочного материала и ленты в направлении первого приемного барабана.
В варианте реализации перегрузочный элемент содержит головку и один или более фиксирующих элементов для фиксации ведущего конца ленты на головке по меньшей мере до тех пор, пока ведущий конец ленты не будет размещен на прокладочном материале, причем один или более фиксирующих элементов содержат по меньшей мере один магнит, причем положение фиксатора сквозной подачи смещено относительно одного или более фиксирующих элементов. Следовательно, можно предотвратить взаимодействие магнита фиксатора сквозной подачи и одного или более магнитов в перегрузочном элементе.
В высокоэффективном варианте реализации изобретения намоточная система дополнительно содержит второй рабочий станок, причем второй рабочий станок содержит:
вторую приемную зону для крепления второго приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков;
вторую зону прокладочного материала для крепления второго барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и
вторую направляющую зону, идущую от второй зоны прокладочного материала до второй приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки со второго барабана для прокладочного материала во второй зоне прокладочного материала через вторую направляющую зону на второй приемный барабан во второй приемной зоне;
причем перегрузочный элемент выполнен с возможностью захвата ведущего конца ленты с первого элемента подачи в положении захвата и с возможностью поочередного размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне первого рабочего станка и в положении размещения во второй направляющей зоне второго рабочего станка.
После завершения намотки ленты на первый приемный барабан в первом рабочем станке ленту можно обрезать, а новый ведущий конец можно захватывать и размещать на прокладочном материале на втором рабочем станке для последующей намотки на второй приемный барабан. Между тем приемный барабан и барабан для прокладочного материала на первом рабочем станке можно заменять на новый набор для последующего цикла намотки.
В варианте реализации первый рабочий станок и второй рабочий станок расположены в тандеме в направлении подачи. Следовательно, для переключения на второй рабочий станок необходимо просто направить первую ленту на второй рабочий станок за первым рабочим станком.
В варианте реализации намоточная система содержит второй элемент подачи, расположенный на одной линии с первым элементом подачи над первым рабочим станком, для получения и направления ленты над указанным первым рабочим станком, когда захваченный ведущий конец ленты размещен в положении размещения во второй направляющей зоне второго рабочего станка. Таким образом ленту можно направлять поверх первого рабочего станка, тем самым эффективно минуя указанный первый рабочий станок так, чтобы полный первый приемный барабан можно было заменять, не препятствуя намотке на втором рабочем станке.
В альтернативном варианте реализации первый рабочий станок и второй рабочий станок расположены бок-о-бок в направлении, перпендикулярном направлению подачи. За счет расположения рабочих станков бок-о-бок можно сконструировать намоточную систему так, чтобы она занимала меньшее пространство в производственном цехе и/или была более компактной.
В варианте реализации первый рабочий станок, второй рабочий станок или они оба расположены под углом относительно направления подачи. В такой конфигурации, например, конфигурации Y или V, перегрузочный элемент может легко и/или быстро переключаться между рабочими станками путем поворота на определенный угол для выравнивания с одним из соответствующих рабочих станков.
В дополнительном варианте реализации намоточная система дополнительно содержит третий рабочий станок или дополнительные рабочие станки. Указанные третий или дополнительные рабочие станки можно, например, использовать для приема обрезков или для приема других типов лент.
В соответствии со вторым аспектом в изобретении предложен способ намотки ленты с помощью намоточной системы в соответствии с любым из предыдущих пунктов, причем способ включает такие этапы:
размотка прокладочного материала с первого барабана для прокладочного материала в первой зоне прокладочного материала через первую направляющую зону на первый приемный барабан в первой приемной зоне;
применение перегрузочного элемента для захвата ведущего конца ленты с первого элемента подачи в положении захвата и для размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне.
В предпочтительном варианте реализации способа ведущий конец ленты фиксируется перегрузочным элементом с момента захвата и по меньшей мере до размещения ведущего конца ленты на прокладочном материале.
Способ и его варианты реализации относятся к практическому осуществлению намоточной системы в соответствии с первым аспектом изобретения и, таким образом, имеют такие же технические преимущества, как и указанная намоточная система и ее соответствующие варианты реализации. Далее в тексте эти преимущества повторяться не будут.
В дополнительном варианте реализации способа осуществляют сквозную подачу ленты из положения размещения в направлении первого приемного барабана со скоростью сквозной подачи, причем первый рабочий станок содержит первую зону провисания, проходящую между первым элементом подачи и первой направляющей зоной, для направления провисающей части ленты с первого элемента подачи в направлении первой направляющей зоны, причем скорость сквозной подачи ниже, чем скорость подачи в момент, когда лента размещается на прокладочном материале, и корректируется так, чтобы совпадать со скоростью намотки первого приемного барабана, когда регистрируется пороговая степень провисания.
В варианте реализации лента высвобождается из перегрузочного элемента, когда ведущий конец зацепляется первым приемным барабаном.
В дополнительном варианте реализации лента фиксируется на прокладочном материале фиксатором сквозной подачи во время сквозной подачи указанной ленты в направлении первого приемного барабана.
В варианте реализации лента высвобождается из фиксатора сквозной подачи, когда ведущий конец зацепляется первым приемным барабаном.
В другом предпочтительном варианте реализации способа намоточная система дополнительно содержит второй рабочий станок, причем второй рабочий станок содержит:
вторую приемную зону для крепления второго приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков;
вторую зону прокладочного материала для крепления второго барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и
вторую направляющую зону, идущую от второй зоны прокладочного материала до второй приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки со второго барабана для прокладочного материала во второй зоне прокладочного материала через вторую направляющую зону на второй приемный барабан во второй приемной зоне;
причем перегрузочный элемент захватывает ведущий конец ленты с первого элемента подачи в положении захвата и поочередно размещает захваченный ведущий конец ленты на прокладочном материале в положении размещения в первой направляющей зоне первого рабочего станка и в положении размещения во второй направляющей зоне второго рабочего станка.
Различные аспекты и характеристики, описанные и проиллюстрированные в тексте заявки, можно применять индивидуально там, где это возможно. Эти индивидуальные аспекты, в частности, аспекты и характеристики, описанные в зависимых пунктах прилагаемой формулы изобретения, могут составлять предмет выделенных патентных заявок.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Данное изобретение будет разъяснено на основании типового варианта реализации, проиллюстрированного на прилагаемых схематических графических материалах, где:
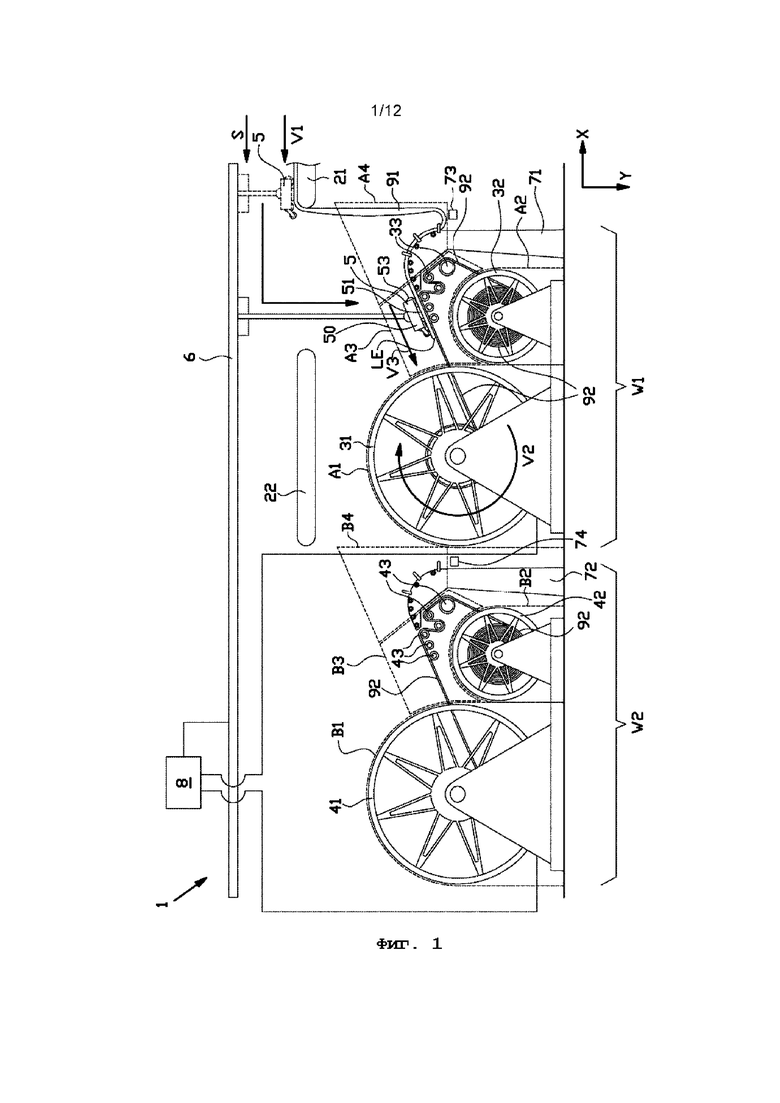
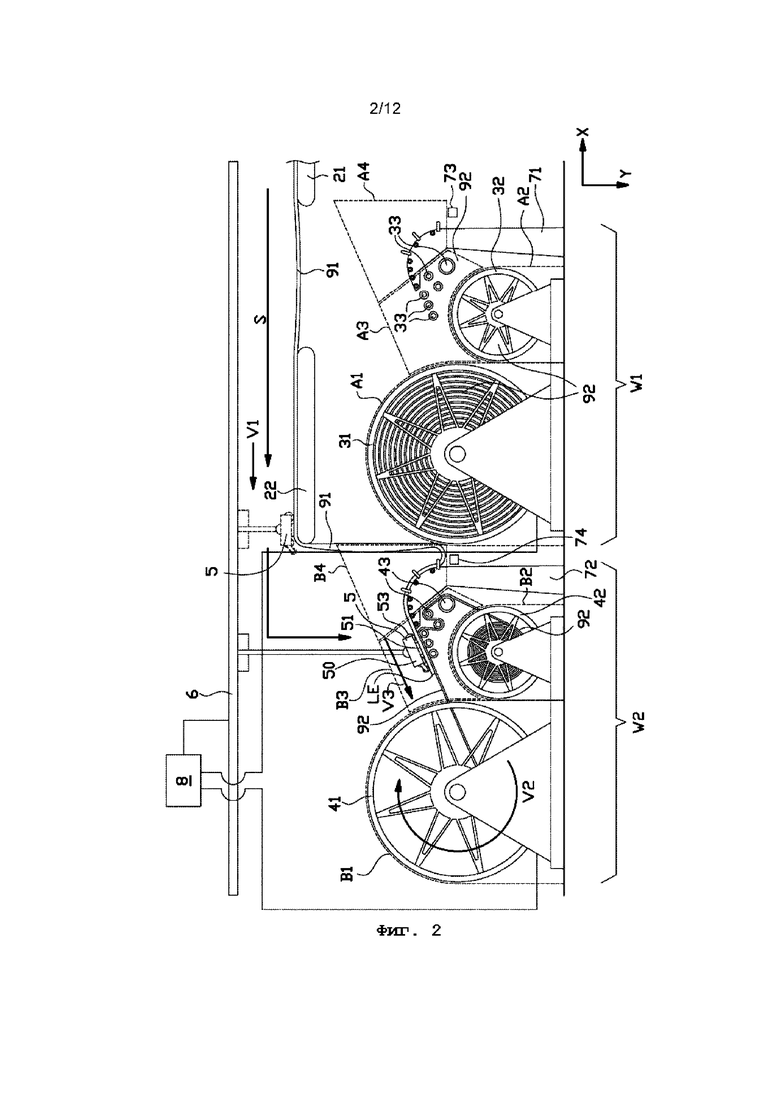
на Фиг. 1 и 2 показан вид сбоку намоточной системы с первым рабочим станком и вторым рабочим станком в соответствии с первым типовым вариантом реализации изобретения во время намотки ленты на первом рабочем станке и втором рабочем станке, соответственно;
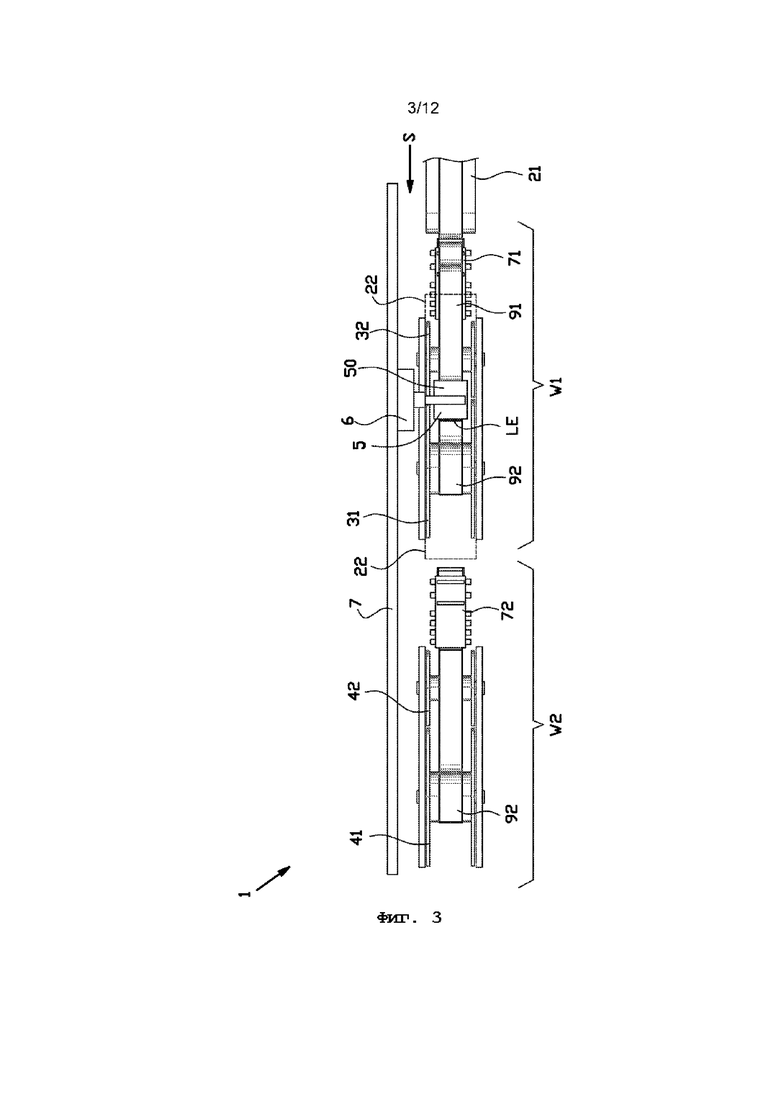
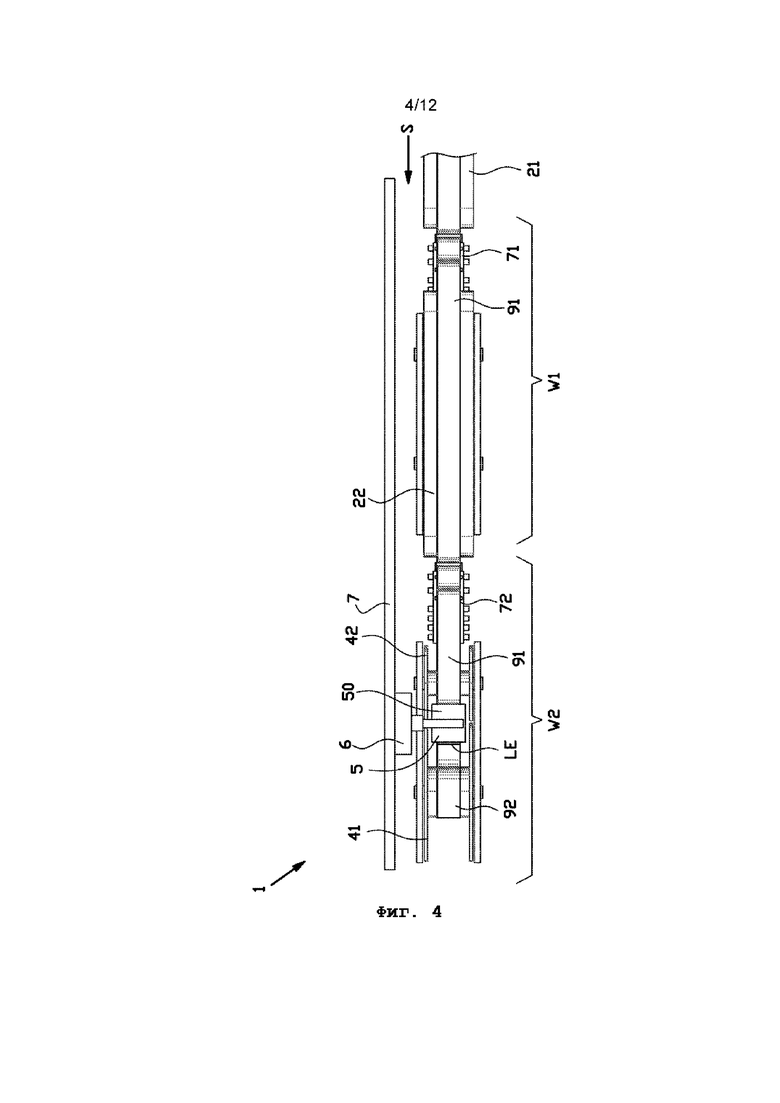
на Фиг. 3 и 4 показан вид сверху намоточной системы в соответствии с Фиг. 1 и 2, соответственно;
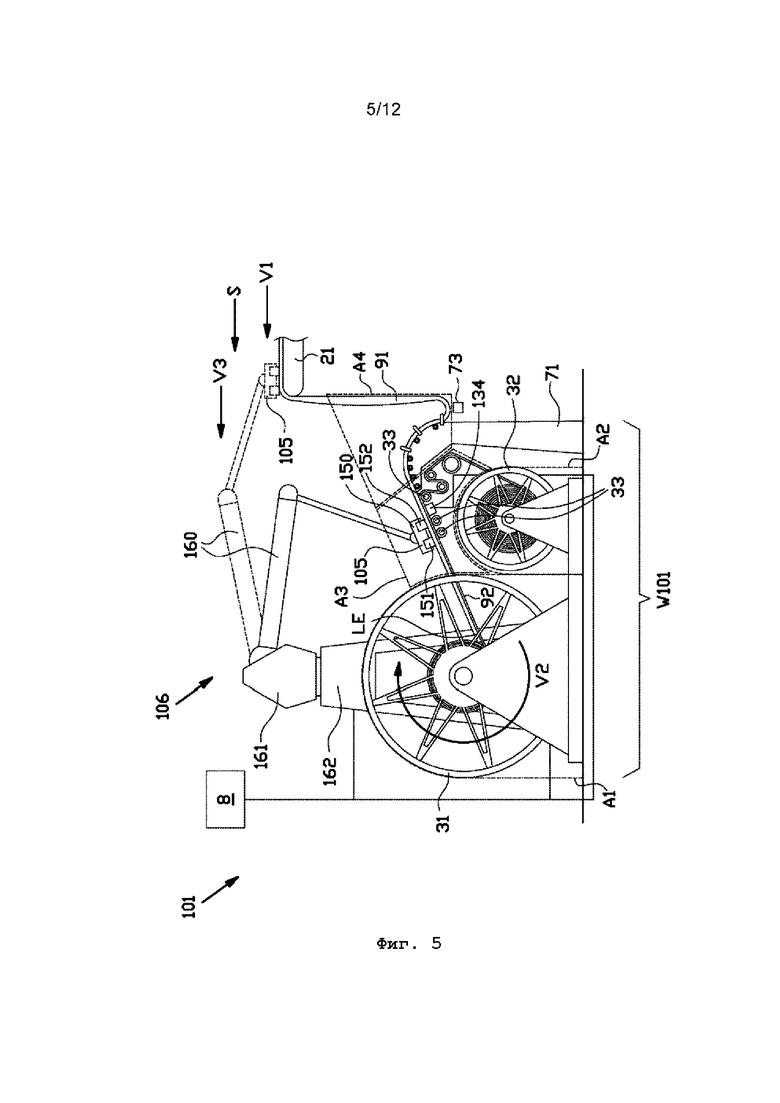
на Фиг. 5 показан вид сбоку альтернативной намоточной системы с первым рабочим станком и вторым рабочим станком в соответствии со вторым типовым вариантом реализации изобретения;
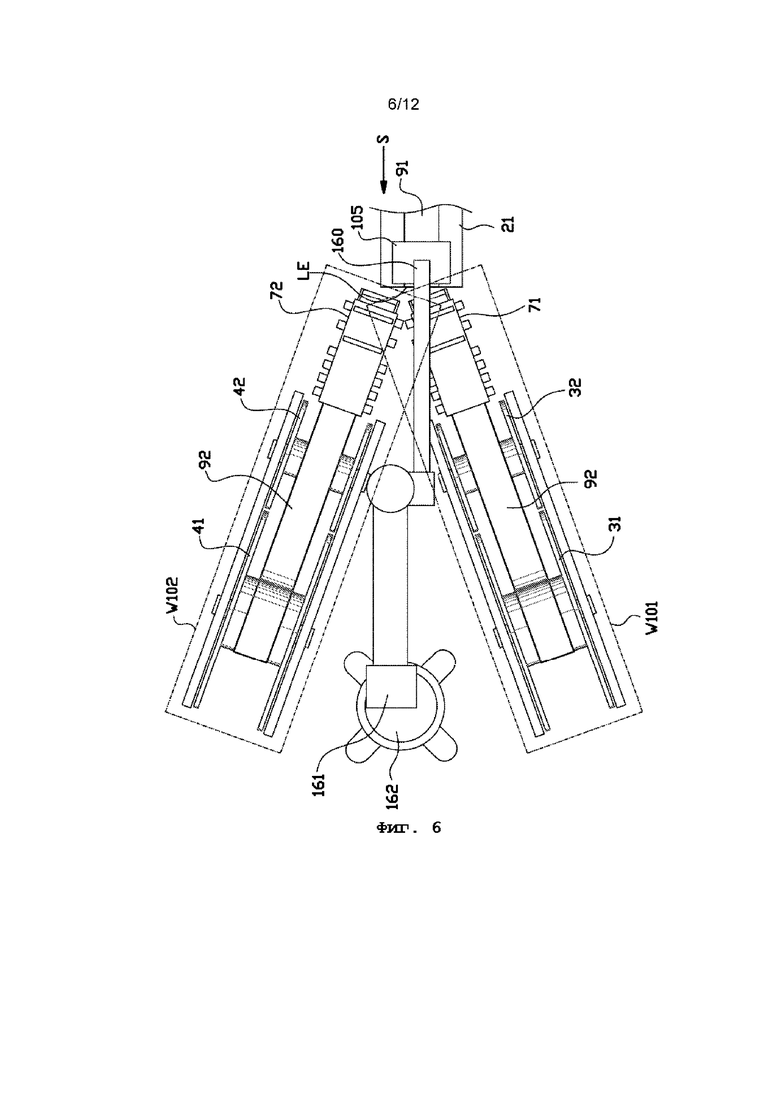
на Фиг. 6 показан вид сверху альтернативной намоточной системы в соответствии с Фиг. 5;
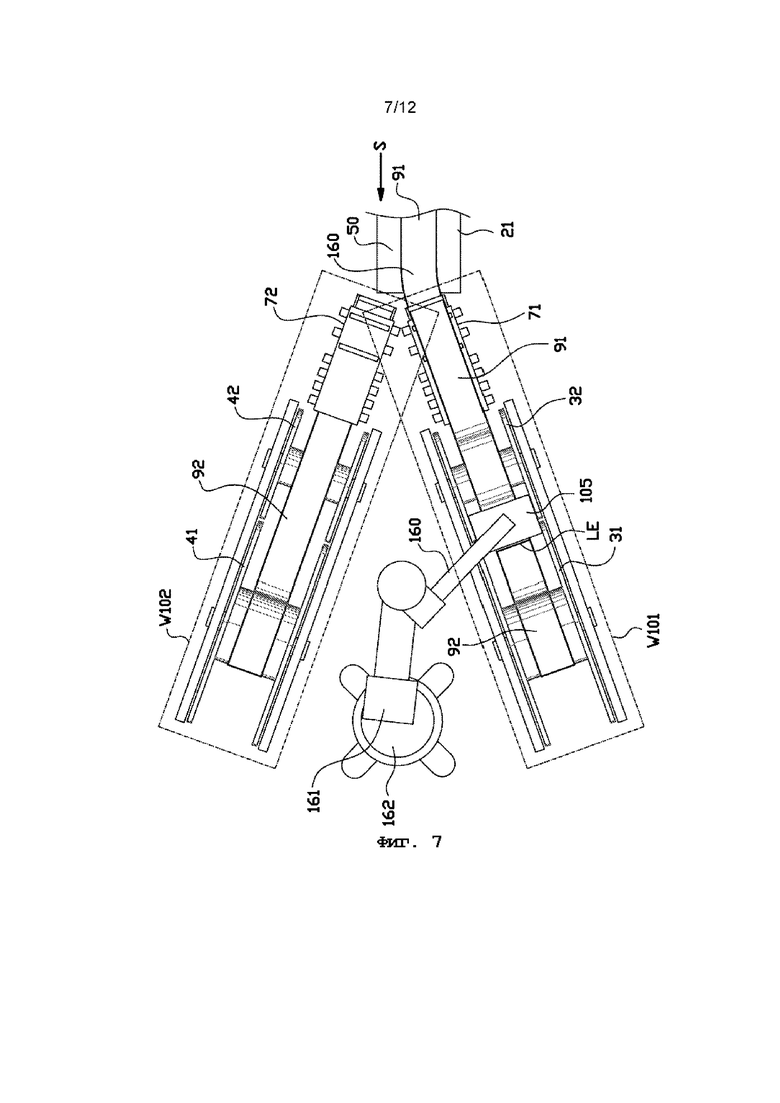
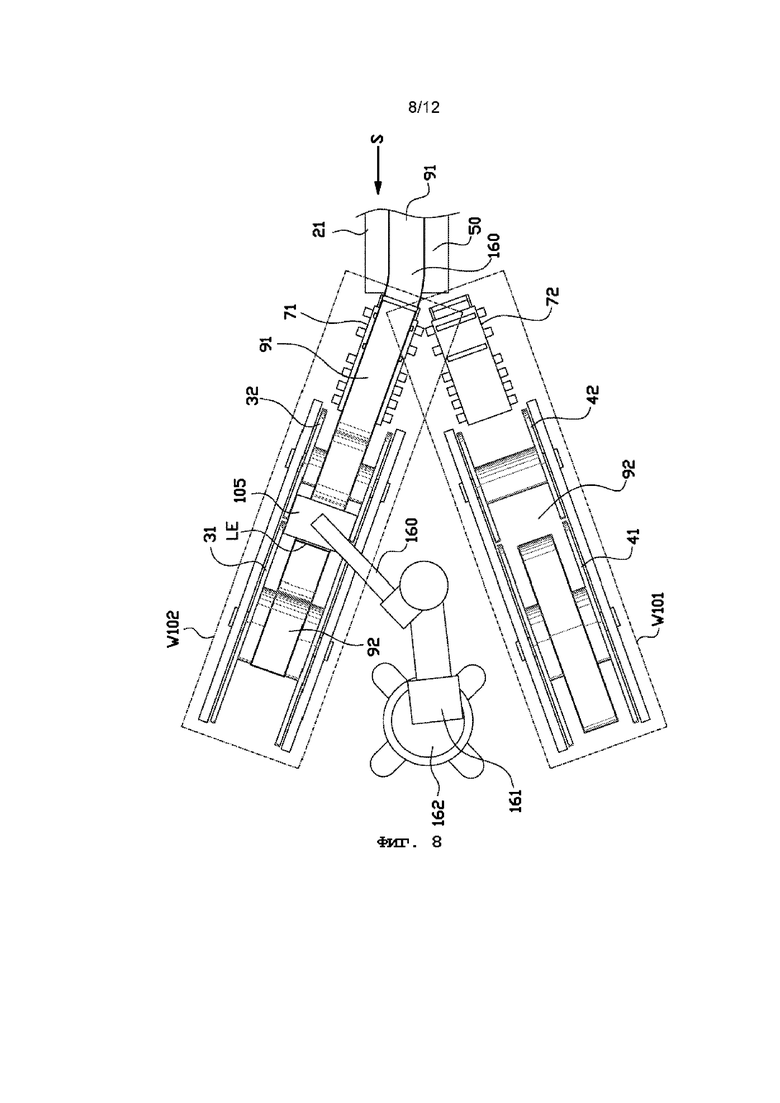
на Фиг. 7 и 8 показан вид сверху альтернативной намоточной системы в соответствии с Фиг. 6 во время намотки ленты на первом рабочем станке и втором рабочем станке, соответственно;
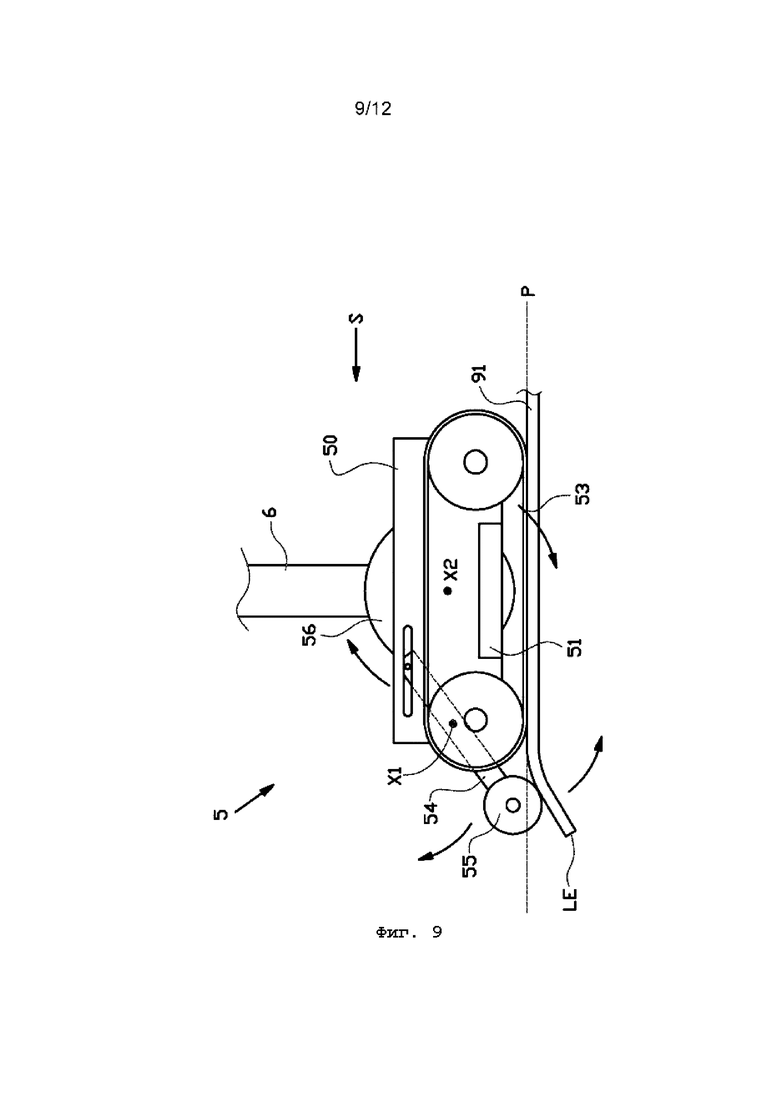
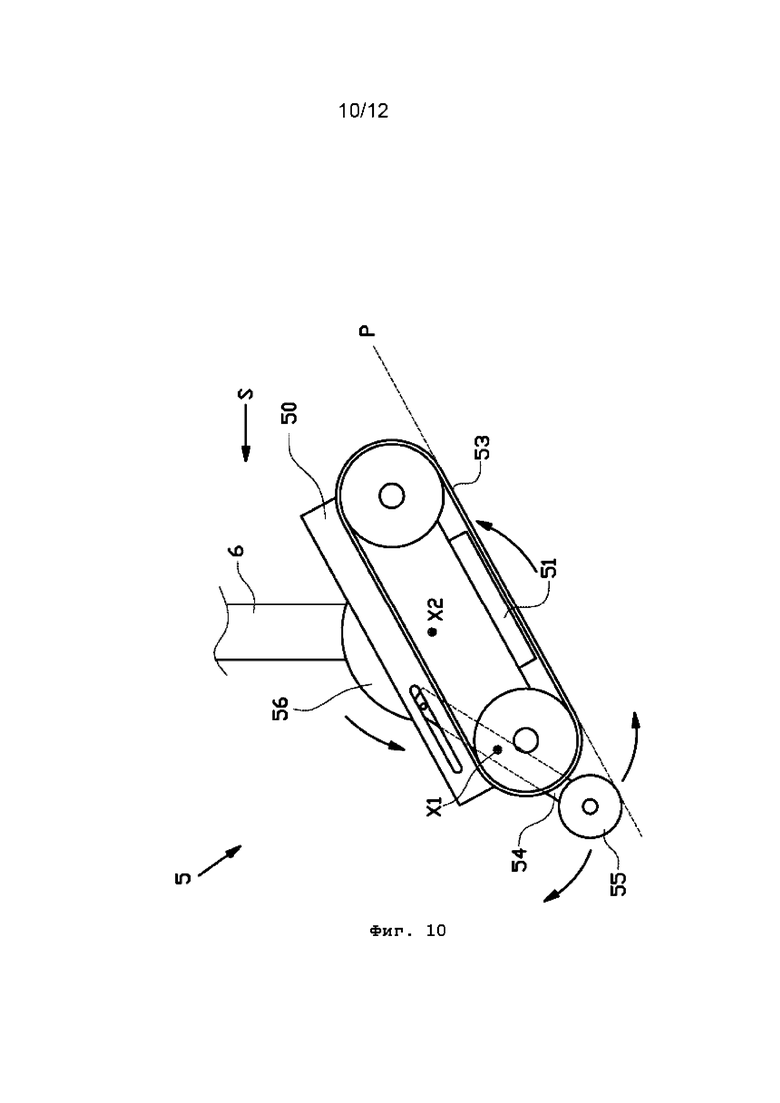
на Фиг. 9 и 10 показан вид сбоку перегрузочного элемента для применения в намоточной системе в соответствии с Фиг. 1-4;
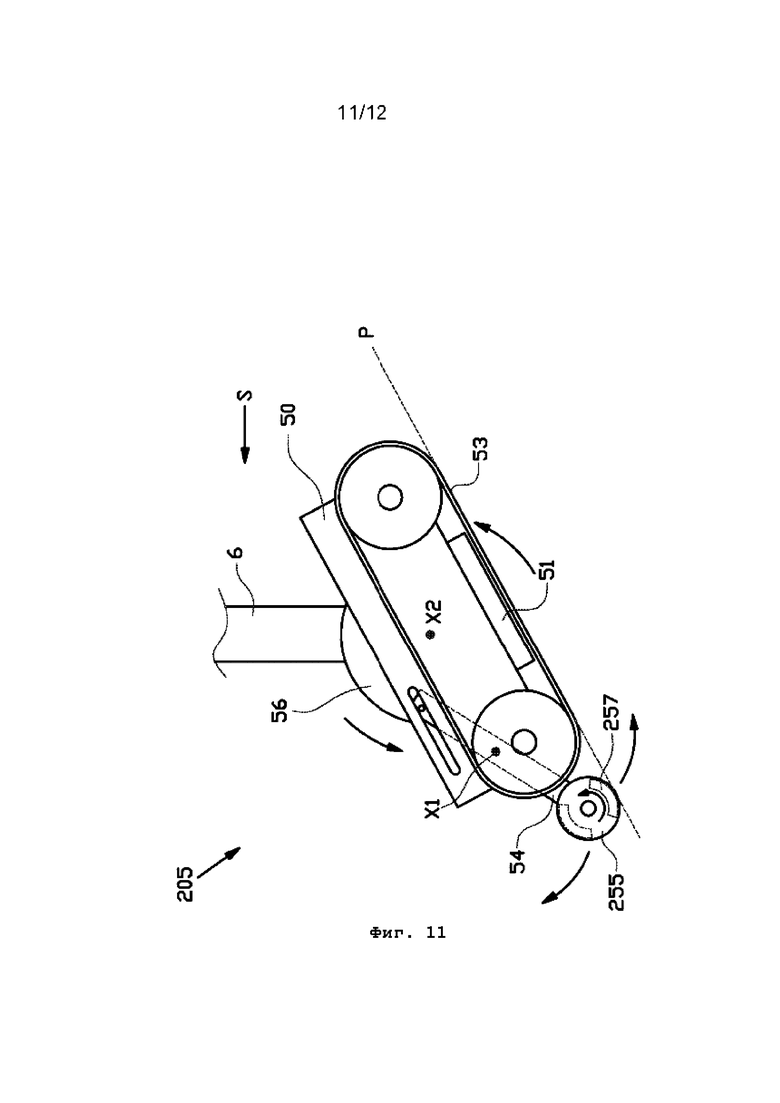
на Фиг. 11 показан вид сбоку дополнительного альтернативного перегрузочного элемента в соответствии с третьим типовым вариантом реализации изобретения для применения в намоточной системе в соответствии с Фиг. 1-4; и
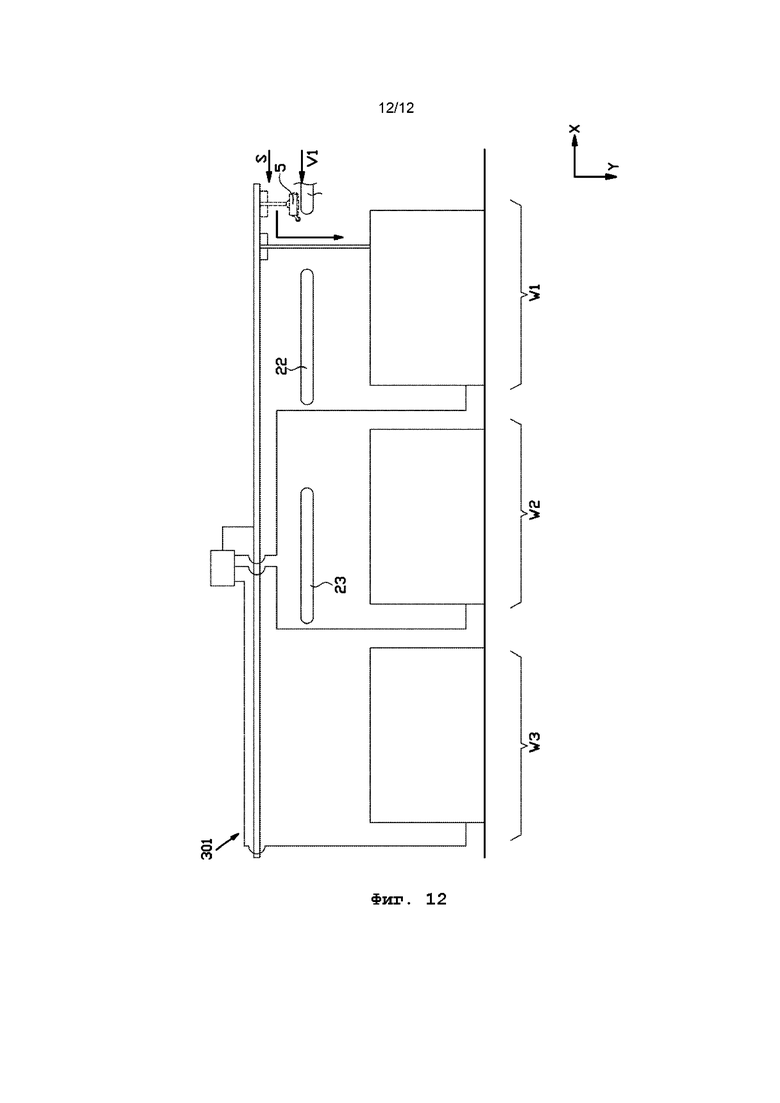
на Фиг. 12 показан вид сбоку дополнительной альтернативной намоточной системы в соответствии с четвертым типовым вариантом реализации изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На Фиг. 1-4 показана намоточная система 1 для намотки ленты 91 в соответствии с первым типовым вариантом реализации изобретения. Лента 91 представляет собой непрерывную ленту или полосу, которая хранится в виде множества витков для последующего применения в процессе производства шин. Лента 91 предпочтительно представляет собой усиленную ленту, наиболее предпочтительно усиленную металлом ленту, например, для производства брекерных слоев для шин.
Как показано на Фиг. 1 и 2, намоточная система 1 содержит первый рабочий станок W1 и второй рабочий станок W2. Ленту 91 можно поочередно наматывать на каждом из указанных рабочих станков W1, W2, чтобы обеспечить возможность манипуляций с ранее намотанной лентой 91 на неактивном рабочем станке W1, W2. Как лучше всего видно на Фиг. 3 и 4, рабочие станки W1, W2 в соответствии с этим первым вариантом реализации изобретения расположены в тандеме или на одной линии.
В этом типовом варианте реализации намоточная система 1 содержит первый элемент подачи 21 и второй элемент подачи 22 для подачи ленты 91 на первый рабочий станок W1 и второй рабочий станок W2, соответственно, в направлении подачи S. Как показано на Фиг. 1 и 3, первый элемент подачи 21 расположен над и непосредственно перед первым рабочим станком W1 относительно направления подачи S. Как показано на Фиг. 2 и 4, второй элемент подачи 22 расположен над первым рабочим станком W1 и непосредственно перед вторым рабочим станком W2. В этом примере оба элемента подачи 21, 22 выполнены в виде транспортных конвейеров для перемещения ленты 91 вдоль прямой линии параллельной направлению подачи S. Конвейеры могут представлять собой ленточные конвейеры, роликовые конвейеры или любой другой подходящий тип конвейеров. Элементы подачи 21, 22 выполнены с возможностью подачи ленты 91 со скоростью подачи V1 в направлении соответствующих рабочих станков W1, W2. В этом первом варианте реализации изобретения элементы подачи 21, 22 расположены на одной линии с рабочими станками W1, W2 в тандемной конфигурации, идущей параллельно направлению подачи S.
Как показано на Фиг. 1, первый рабочий станок W1 содержит первую приемную зону А1 для крепления пустого первого приемного барабана 31, первую зону для прокладочного материала А2 для крепления заполненного первого барабана для прокладочного материала 32 и первую направляющую зону A3 между первой приемной зоной А1 и первой зоной для прокладочного материала А2. Первый барабан для прокладочного материала 32 выполнен с возможностью размотки некоторой длины вспомогательного материала или прокладочного материала 92 через первую направляющую зону A3 на первый приемный барабан 31. Первую часть прокладочного материала 92, как правило, направляют вручную в направлении первого приемного барабана 31 и до зацепления с ним. Для облегчения направления направляющая зона A3 оснащена одним или более первыми направляющими элементами 33, например, в форме роликов или блоков. На Фиг. 1 первая приемная зона А1, первая зона прокладочного материала А2 и первая направляющая зона A3 показаны в виде отдельных зон. Однако понятно, что первая направляющая зона A3 функционально определяется как зона, через которую направляется прокладочный материал 92 с первого барабана для прокладочного материала 32 до первого приемного барабана 31. Следовательно, первая направляющая зона A3 проходит от первой зоны прокладочного материала А2 до первой приемной зоны А1. Предпочтительно первая направляющая зона A3 проходит от центра первого барабана для прокладочного материала 32 до центра первого приемного барабана 31. Когда первый приемный барабан 31 имеет фланцы, первая направляющая зона A3 может по меньшей мере частично проходить между указанными фланцами до центра первого приемного барабана 31.
Прокладочный материал 92 выполнен с возможностью размещения и/или помещения между каждым витком ленты 91 для предотвращения склеивания витков ленты 91 между собой. Лента 91 выполнена с возможностью размещения поверх прокладочного материала 92 в первой направляющей зоне A3 с целью перемещения вместе с указанным прокладочным материалом 92 в направлении первого приемного колеса 31. Как только ведущий конец LE ленты 91 подается в зазор между прокладочным материалом 92 и первым приемным барабаном 31 (или предыдущим витком прокладочного материала 92 на указанном первом приемном барабане 31), ведущий конец LE и остаток ленты 91 автоматически принимаются, натягиваются и/или наматываются на первый приемный барабан 31. Первый приемный барабан 31 выполнен с возможностью вращения со скоростью намотки V2.
Первый приемный барабан 31 и первый барабан для прокладочного материала 32 могут представлять собой отдельные элементы в первом рабочем станке W1, которые можно отдельно заменять. Чаще первый приемный барабан 31 и первый барабан для прокладочного материала 32 выполнены в виде кассеты, которую можно легко вставлять в первый рабочий станок W1 и изымать из него.
Первый рабочий станок W1 дополнительно содержит первую зону провисания А4 для обеспечения возможности провисания некоторой длины ленты 91 между первым элементом подачи 21 и первой направляющей зоной A3. Провисающая часть ленты 91 образует буфер, который может компенсировать изменение скорости намотки V2.
Как показано на Фиг. 2, второй рабочий станок W2 имеет такие же зоны, как и первый рабочий станок W1, а каждая зона имеет такие же функции. Вкратце, второй рабочий станок W2 содержит вторую приемную зону В1 для размещения второго приемного барабана 41, вторую зону для прокладочного материала В2 для размещения второго барабана для прокладочного материала 42, вторую направляющую зону В3 со вторыми направляющими элементами 43 для направления прокладочного материала 92 от второго барабана для прокладочного материала 42 до второго приемного барабана 41 и вторую зону провисания В4 для буферизации некоторой длины ленты 91.
Намоточная система 1 дополнительно содержит перегрузочный элемент 5 для захвата ведущего конца LE ленты 91 с первого элемента подачи 21 в положении захвата (показано пунктирными линиями на Фиг. 1) и для размещения захваченного ведущего конца LE ленты 91 на прокладочном материале 92 в положении размещения в первой направляющей зоне A3 (показано сплошными линиями на Фиг. 1). Перегрузочный элемент 5 содержит головку 50 и один или более фиксирующих элементов 51 для фиксации ведущего конца LE ленты 91 на головке 50. Когда лента 91 содержит металл, один или более фиксирующих элементов 51 могут быть выполнены в виде магнитов. В этом примере перегрузочный элемент 5 содержит первый фиксирующий элемент 51 в форме постоянного магнита, который может перемещаться относительно головки 50 в направлении (смотрите Фиг. 10) ленты 91 и обратно (смотрите Фиг. 9) от нее для фиксации и высвобождения ленты 91, соответственно. В альтернативном варианте можно использовать переключаемые электромагниты или вакуумные средства.
В этом первом варианте реализации изобретения манипулятор 6 представляет собой координатный привод, например, координатный портал, который выполнен с возможностью перемещения перегрузочного элемента 5 относительно рабочих станков W1, W2 в горизонтальном направлении, в этом примере параллельном направлению подачи S, и в вертикальном направлении.
Как показано на Фиг. 1, перегрузочный элемент 5 в соответствии с первым вариантом реализации изобретения содержит элемент сквозной подачи 53 для сквозной подачи размещенного ведущего конца LE ленты 91 из положения размещения в первой направляющей зоне A3 в направлении первого приемного барабана 31 и до контакта с ним в первой приемной зоне А1. Как более подробно показано на Фиг. 8 и 9, элемент сквозной подачи 53 представляет собой конвейер сквозной подачи, в частности ленточный конвейер сквозной подачи. Указанный элемент сквозной подачи 53 определяет плоскость сквозной подачи Р и выполнен с возможностью сквозной подачи ленты 91 в указанной плоскости сквозной подачи Р со скоростью сквозной подачи V3. Элемент сквозной подачи 53 обеспечивает возможность сквозной подачи ленты 91, когда перегрузочный элемент 5 остается стационарным, например, в положении размещения. Следовательно, ленту 91 можно перемещать в направлении первого приемного барабана 31 и до зацепления с ним без необходимости перемещения перегрузочного элемента 5 в направлении первого приемного барабана 31.
Перегрузочный элемент 5 дополнительно содержит отклоняющий ролик 55, который расположен за элементом сквозной подачи 53 относительно направления подачи S. Указанный отклоняющий ролик 55 может вращаться относительно элемента сквозной подачи 53 вокруг оси отклонения X1, идущей параллельно плоскости сквозной подачи Р и перпендикулярно направлению отклонения S. Таким образом, отклоняющий ролик 55 может размещаться в положении отклонения, в котором отклоняющий ролик 55 по меньшей мере частично пересекается с плоскостью сквозной подачи Р для отклонения ленты 91 от плоскости сквозной подачи Р. Эту особенность используют для отклонения ленты 91 вниз от первого элемента подачи 21 в направлении первого рабочего станка W1 на Фиг. 1.
Как показано на Фиг. 8 и 9, перегрузочный элемент 5 дополнительно оснащен поворотным шарниром 56, который выполнен с возможностью соединения перегрузочного элемента 5 с манипулятором 6. Поворотный шарнир 56 обеспечивает возможность поворота перегрузочного элемента 5 относительно манипулятора 6 вокруг оси поворота Х2. Указанная ось поворота Х2 проходит параллельно плоскости сквозной подачи Р и перпендикулярно направлению подачи S. Следовательно, перегрузочный элемент 5 может поворачиваться так, чтобы идти параллельно ленте 91 в положении захвата (показано пунктирными линиями на Фиг. 1), и может поворачиваться так, чтобы идти параллельно размотанному прокладочному материалу 92 в положении размещения (показано сплошными линиями на Фиг. 1). Это обеспечивает возможность нахождения элемента сквозной подачи 53 в оптимальной позиции для сквозной подачи ленты 91.
Как схематически показано на Фиг. 1 и 2, намоточная система 1 содержит блок управления 8, функционально соединенный с первым элементом подачи 21 и вторым элементом подачи 22 для управления скоростью подачи V1. Блок управления 8 выполнен с возможностью перемещения перегрузочного элемента 5 с такой же или по существу такой же скоростью, что и скорость подачи V1, в направлении подачи S во время захвата ленты 91 в положении захвата. В альтернативном варианте блок управления 8 может быть функционально соединен с элементом сквозной подачи 53 для сквозной подачи ленты 91 со скоростью сквозной подачи V3 в направлении подачи S, которая равна скорости подачи V1, при захвате ленты 91 в положении захвата. В обоих случаях относительная скорость между элементом сквозной подачи 53 и лентой 91 равна нулю во время захвата.
Блок управления 8 дополнительно выполнен с возможностью регистрации и/или управления скоростью намотки V2 первого приемного барабана 31. Следовательно, блок управления также корректирует скорость сквозной подачи V3 так, чтобы она совпадала со скоростью намотки V2 первого приемного барабана 31 при сквозной подаче ленты 91 из положения размещения в направлении первого приемного барабана 31. Таким образом можно предотвратить сжатие или растяжение ленты 91.
Блок управления 8 функционально соединен с перегрузочным элементом 5 для высвобождения ленты 91 из перегрузочного элемента 5, когда ведущий конец LE зацепляется первым приемным барабаном 31. В этом примере высвобождение обеспечивается путем перемещения фиксирующего элемента 51 в виде постоянного магнита на достаточное расстояние от ленты 91.
Как показано на Фиг. 1, когда ведущий конец LE ленты 91 размещается на прокладочном материале 92 и/или в плотном контакте с ним в положении размещения, допускается провисание части ленты 91 ниже указанного ведущего конца LE или образование петли в первой зоне провисания А4. Для направления провисающей части ленты 91 первый рабочий станок W1 оснащен направляющей провисания 71, которая выполнена с возможностью поддержания ленты 91 так, чтобы по меньшей мере часть ленты 91 провисала, предпочтительно для направления ленты 91 на прокладочный материал 92 в направлении положения размещения. Намоточная система 1 оснащена первым датчиком 73 в первой зоне провисания А4 для регистрации степени провисания ленты 91. Блок управления выполнен с возможностью корректировки скорости сквозной подачи V3 в элементе сквозной подачи 53 до скорости, которая ниже скорости подачи V1 в момент, когда ленту 91 размещают на прокладочном материале 92 и/или в плотном контакте с ним. Так как первый элемент подачи 21 продолжает подавать ленту 91 на первый рабочий станок W1, лента 91 начинает провисать. Затем скорость сквозной подачи V3 корректируется так, чтобы она совпадала со скоростью намотки V2 первого приемного барабана 31, как только регистрируется пороговая степень провисания.
Вторая зона провисания В4 на втором рабочем станке W2 содержит аналогичную направляющую провисания 72 и второй датчик 74 для регистрации провисания в указанной второй зоне провисания В4.
Способ намотки ленты 91 с помощью намоточной системы 1 в соответствии с первым вариантом реализации изобретения вкратце объясняется ниже со ссылкой на Фиг. 1-4.
Как показано пунктирными линиями на Фиг. 1, лента 91 имеет ведущий конец LE, как в начале процесса, так и в результате обрезки ранее намотанной части непрерывной ленты 91, которая находится на первом элементе подачи 21. Прокладочный материал 92 на первом рабочем станке W1 разматывается с первого барабана для прокладочного материала 32 в первой зоне прокладочного материала А2 и направляется через первую направляющую зону A3 на первый приемный барабан 31 в первой приемной зоне А1. Перегрузочный элемент 5 выполнен с возможностью захвата ведущего конца LE из положения захвата на первом элементе подачи 21, когда лента 91 подается первым элементом подачи 21 в направлении подачи S. Элемент сквозной подачи 53 работает со скоростью сквозной подачи V3, которая равна скорости подачи V1. Как только перегрузочный элемент 5 захватывает ведущий конец LE, например, посредством магнитного притяжения фиксирующего элемента 51, координатный привод манипулятора 6 перемещает перегрузочный элемент 5 в сторону и вниз в направлении положения размещения на прокладочном материале 92, как показано сплошными линиями на Фиг. 1. Перемещение может происходить в направлении X и Y отдельно или как комбинированное перемещение.
Перегрузочный элемент 5 выполнен с возможностью размещения захваченного ведущего конца LE на прокладочном материале 92 и/или в плотном контакте с ним в положении размещения в первой направляющей зоне A3, не давая выскользнуть указанному ведущему концу LE. Как было описано ранее, скорость сквозной подачи V3 можно держать на нуле для буферизации некоторой длины ленты 91 в первой зоне провисания А4. При буферизации достаточной длины ленты 91 скорость сквозной подачи V3 повышается так, чтобы она совпадала со скоростью намотки V2 первого приемного барабана 31, а ведущий конец LE подается в зазор между прокладочным материалом 92 и первым приемным барабаном 31 (или предыдущим витком прокладочного материала 92 на указанном первом приемном барабане 31). Когда ведущий конец LE зацепляется первым приемным барабаном 31 и/или наматывается на него, лента 91 высвобождается из перегрузочного элемента 5. Теперь перегрузочный элемент 5 может возвращаться к первому элементу подачи 21 для ожидания следующего цикла способа.
Следующий цикл способа можно проводить на втором рабочем станке W2, пока происходит замена полного первого приемного барабана 31 и первого рабочего станка W1, как показано на Фиг. 2 и 4. Чтобы переключиться на второй рабочий станок W2, необходимо обрезать ленту 91, которая наматывается на первый приемный барабан 31. Эта обрезка может происходить, например, на первом элементе подачи 21. После обрезки остаток ленты 91 и ее задний конец наматывают на первый приемный барабан 31. После этого намотка на первом рабочем станке W1 завершена. Новый созданный ведущий конец LE на первом элементе подачи 21 может впоследствии быть захвачен перегрузочным элементом 5 по существу тем же образом, что и в ранее описанном цикле способа. Однако, вместо перемещения вниз после первого элемента подачи, координатный привод манипулятора 6 выполнен с возможностью перемещения перегрузочного элемента 5 в направлении и над вторым элементом подачи 22, чтобы миновать первый рабочий станок W1, как показано пунктирными линиями на Фиг. 2. Впоследствии перегрузочный элемент 5 может перемещаться вниз за вторым элементом подачи 22 для размещения ведущего конца LE на размотанном прокладочном материале на втором рабочем станке W2 по существу тем же образом, что и в ранее описанном цикле способа. Теперь ранее описанные этапы цикла можно повторять для намотки ленты 91 на второй приемный барабан 32 на втором рабочем станке W2.
На Фиг. 5-8 показана альтернативная намоточная система 101 для намотки ленты 91 в соответствии со вторым типовым вариантом реализации изобретения. Указанная альтернативная намоточная система 101 отличается от ранее обсуждаемой намоточной системы 1 тем, что ее рабочие станки W101, W102 расположены бок-о-бок в направлении, перпендикулярном направлению подачи S. В частности, оба рабочих станка W101, W102 расположены под углом относительно указанного направления подачи S с образованием Y- или V-конфигурации вместе с одним элементом подачи 21. Благодаря конфигурации бок-о-бок нет необходимости во втором элементе подачи как на Фиг. 1-4, так как нет необходимости обходить первый рабочий станок W101. Можно просто чередовать рабочие станки W101, W102, меняя направление ленты 91 от направления подачи S до выравнивания с одним из рабочих станков W101, W102.
Чтобы чередовать рабочие станки W101, W102, альтернативная намоточная система 101 дополнительно оснащена альтернативным перегрузочным элементом 105 и альтернативным манипулятором 106 для перемещения указанного альтернативного перегрузочного элемента 105 между рабочими станками W101, W102. В этом типовом варианте реализации альтернативный манипулятор 106 содержит роботизированную руку, предпочтительно с по меньшей мере четырьмя степенями свободы, например, двумя поступательными и двумя вращательными. Следовательно, указанный альтернативный манипулятор 106 способен обеспечивать сложные движения перегрузочного элемента 105 относительно элемента подачи 21 и рабочих станков W101, W102. В этом типовом варианте реализации роботизированная рука 160 содержит некоторое количество шарнирно-сочлененных сегментов и поддерживается на вращаемом основании 161, которое может вращаться относительно фиксированного основания 162.
Ранее описанный блок управления 8 теперь может быть функционально соединен с альтернативным манипулятором 106 для перемещения альтернативного перегрузочного элемента 105 со скоростью захвата V3 в направлении подачи S, которая равна скорости подачи V1 элемента подачи 21, при захвате ленты 91 в положении захвата. Степени свободы альтернативного манипулятора 106 обеспечивают возможность перемещения альтернативного перегрузочного элемента 105 так, чтобы он точно следовал за лентой 91 во время захвата ведущего конца LE. Следовательно, для альтернативного перегрузочного элемента 105 не нужны средства сквозной подачи, включенные в него, так как альтернативный перегрузочный элемент 105 в целом способен перемещаться вместе с лентой 91 во время захвата и/или размещения. Следовательно, альтернативный перегрузочный элемент 105 содержит только головку 150 и один или более фиксирующих элементов 151, 152, в этом примере в форме магнитов, для фиксации ленты 91 на головке 150. Предпочтительно магниты 151, 152 представляют собой переключаемые электромагниты для облегчения мгновенных и/или контролируемых фиксации и высвобождения.
Однако после размещения альтернативный манипулятор 106 может быть не способен фиксировать ленту 91 на внутреннем прокладочном материале 92 до момента, пока ведущий конец LE не будет зацеплен приемным барабаном 31, 41 и/или намотан на него на одном из рабочих станков W101, W102. Следовательно, вместо наличия средств сквозной подачи в альтернативном перегрузочном элементе 105, альтернативная намоточная система 101 содержит фиксатор сквозной подачи 134 для фиксации ленты 91 на прокладочном материале 92 во время сквозной подачи указанной ленты (91) в направлении первого приемного барабана (31). В этом типовом варианте реализации фиксатор сквозной подачи 134 представляет собой магнит, который выполнен с возможностью расположения под размотанным прокладочным материалом 92 в положении размещения или вблизи него. Фиксатор сквозной подачи 134 может представлять собой переключаемый электромагнит для облегчения мгновенных и/или контролируемых фиксации и высвобождения. В альтернативном варианте фиксатор сквозной подачи 134 содержит постоянный магнит, который может перемещаться в направлении прокладочного материала 92 и от него. Предпочтительно, чтобы положение фиксатора сквозной подачи 134 было смещено относительно одного или более фиксирующих элементов 151, 152 для предотвращения взаимных помех между магнитными полями магнитов фиксирующих элементов 151, 152 и магнита фиксатора сквозной подачи 134.
Магнитное притяжение, создаваемое фиксатором сквозной подачи 134, является достаточно сильным, чтобы фиксировать ленту 91 на прокладочном материале 92, при этом обеспечивая возможность продвижения слоистого материала из прокладочного материала 92 и ленты 91, находящейся на нем, в направлении приемного барабана 31, 41 соответствующего рабочего станка W101, W102. Ранее описанный блок управления 8 может быть функционально соединен с фиксатором сквозной подачи 134 для высвобождения ленты 91 из фиксатора сквозной подачи 134, когда ведущий конец LE зацепляется первым приемным барабаном 31 и/или наматывается на него.
Следовательно, в альтернативном способе намотки ленты 91 с помощью вышеописанной альтернативной намоточной системы 101 этапы намотки включали бы:
размотку прокладочного материала 92 с первого барабана для прокладочного материала 32 в первой зоне прокладочного материала А2 через первую направляющую зону A3 на первый приемный барабан 31 в первой приемной зоне А1;
применение альтернативного перегрузочного элемента 105 для захвата ведущего конца LE ленты 91 с первого элемента подачи 21 в положении захвата и для размещения захваченного ведущего конца LE ленты 91 на прокладочном материале 92 и/или в плотном контакте с ним в положении размещения в первой направляющей зоне A3;
применение фиксатора сквозной подачи 134 для перехвата размещенной ленты 91 с альтернативного перегрузочного элемента 105 и выключение фиксирующих элементов 151, 152 альтернативного перегрузочного элемента 105 после перехвата ленты 91 фиксатором сквозной подачи 134;
сквозную подачу ленты 91 в направлении первого приемного барабана 31 путем дополнительной размотки внутреннего прокладочного материала 92 и высвобождения ленты 91 из фиксатора сквозной подачи 134, как только ведущий конец LE зацепляется первым приемным барабаном 31 и/или наматывается на него.
При переключении с первого рабочего станка W101 на второй рабочий станок W102 ленту 91 обрезают и создают новый ведущий конец LE. В целях обрезания альтернативный перегрузочный элемент 105 может быть оснащен средствами для обрезания, например, нагреваемым резцом. Новый ведущий конец LE захватывается альтернативным перегрузочным элементом 105 и перемещается альтернативным манипулятором 106 в направлении и на прокладочный материал 92 и/или до плотного контакта с ним на втором рабочем станке W102. Следовательно, альтернативный манипулятор 106 может поочередно перемещаться от элемента подачи 21 до первого рабочего станка W101 и второго рабочего станка W102 посредством вращения роботизированной руки 160 относительно фиксированного основания 162 до выравнивания с первым рабочим станком W101 и вторым рабочим станком W102, соответственно.
Следует понимать, что вышеприведенное описание включено для иллюстрации работы предпочтительных вариантов реализации и не подразумевает ограничение объема данного изобретения. Из вышеприведенного обсуждения для специалистов в данной области техники станут очевидны многие вариации, которые включены в объем настоящего изобретения.
Например, специалисту в данной области техники будет понятно, что роботизированную руку альтернативного манипулятора 106 можно, в альтернативном варианте, использовать для захвата, перемещения и размещения ленты 91 в намоточной системе 1 в соответствии с первым вариантом реализации изобретения при условии, что альтернативный манипулятор 106 может перемещаться в диапазоне, который позволяет обслуживать оба рабочих станка W1, W2. В другом альтернативном варианте реализации можно использовать два альтернативных манипулятора 106 в соответствии со вторым вариантом реализации изобретения в намоточной системе 1 в соответствии с первым вариантом реализации изобретения, например, по одному альтернативному манипулятору 106 на каждом рабочем станке W1, W2.
На Фиг. 11 показан дополнительный альтернативный перегрузочный элемент 205 в соответствии с третьим вариантом реализации изобретения. Альтернативный перегрузочный элемент 205 отличается от ранее обсуждаемого перегрузочного элемента 5, показанного на Фиг. 9 и 10, тем, что он оснащен дополнительным фиксирующим элементом 257 на отклоняющем ролике 255. В частности, указанный дополнительный фиксирующий элемент 257 расположен на отклоняющем ролике 255 или внутри него для фиксации ленты на отклоняющем ролике 255. Следовательно, фиксирующий элемент 257 на отклоняющем ролике 255 или внутри него может действовать вместе с одним или более фиксирующими элементами 51 на головке 50 для надежной фиксации ленты. Это в особенности целесообразно, когда лента имеет относительно длинный ведущий конец, в случае чего указанный ведущий конец можно фиксировать более надежно. В этом конкретном примере дополнительный фиксирующий элемент 257 представляет собой магнит, предпочтительно постоянный магнит. В альтернативном варианте дополнительный фиксирующий элемент 257 может представлять собой вакуумный элемент. Предпочтительно магнит расположен внутри отклоняющего ролика 255, при этом отклоняющий ролик может вращаться независимо от внутреннего магнита. Более предпочтительно, отклоняющий ролик может свободно вращаться вокруг центрального вала, а магнит соединен с центральным валом так, чтобы поворачиваться вместе с указанным центральным валом из активного положения в неактивное положение, как показано пунктирными линиями на Фиг. 11, в направлении от ленты в плоскости сквозной подачи P.
На Фин. 12 показана дополнительная альтернативная намоточная система 301 в соответствии с четвертым вариантом реализации изобретения, в которой добавлен третий рабочий станок W3 вместе с третьим элементом подачи 23 над вторым рабочим станком W2, чтобы миновать указанный второй рабочий станок W2. Аналогичным образом можно добавлять дополнительные станки. Третий рабочий станок W3 может, например, представлять собой станок для приема обрезков или станок для приема разных лент или компонентов шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСКЛАДЧИК НАМОТОЧНОГО СТАНКА | 2009 |
|
RU2392214C1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ И СМЕНЫ РУЛОНОВ ЛЕНТОЧНОГО МАТЕРИАЛА, А ТАКЖЕ СВЯЗАННЫЙ СПОСОБ | 2019 |
|
RU2737008C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ (ВАРИАНТЫ) И СПОСОБ НАМОТКИ ПАКЕТОВ | 2009 |
|
RU2489341C2 |
| ПЕРЕМОТОЧНАЯ МАШИНА ДЛЯ НАМОТКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА НА ГИЛЬЗУ ДЛЯ РУЛОНОВ И СООТВЕТСТВУЮЩИЙ СПОСОБ НАМОТКИ | 2001 |
|
RU2237004C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, А ТАКЖЕ СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2456145C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМОТКИ РУЛОННОГО МАТЕРИАЛА | 2004 |
|
RU2255035C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ОБОРВАННОГО ОПТИЧЕСКОГО ВОЛОКНА С АВТОМАТИЧЕСКОЙ ЗАПРАВКОЙ И НАМОТКОЙ | 1998 |
|
RU2181338C2 |
Группа изобретений относится к намоточной системе и способу намотки ленты. Намоточная система содержит первый рабочий станок и первый элемент подачи для подачи ленты на указанный первый рабочий станок. Причем первый рабочий станок содержит первую приемную зону для крепления первого приемного барабана для приема и намотки ленты, первую зону прокладочного материала для крепления первого барабана для прокладочного материала для размотки прокладочного материала и первую направляющую зону, идущую от первой зоны прокладочного материала до первой приемной зоны. Причем разматываемый прокладочный материал разматывается с первого барабана для прокладочного материала через первую направляющую зону на первый приемный барабан. Причем намоточная система дополнительно содержит перегрузочный элемент для захвата ведущего конца ленты с первого элемента подачи и для размещения захваченного ведущего конца ленты на прокладочном материале в первой направляющей зоне. Обеспечивается автоматизация процесса захвата и размещения ведущего конца ленты без вмешательства оператора. 2 н. и 33 з.п. ф-лы, 12 ил.
1. Намоточная система для намотки ленты, причем намоточная система содержит первый рабочий станок и первый элемент подачи для подачи ленты на указанный первый рабочий станок в направлении подачи, причем первый рабочий станок содержит: первую приемную зону для крепления первого приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков; первую зону прокладочного материала для крепления первого барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и первую направляющую зону, идущую от первой зоны прокладочного материала до первой приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки с первого барабана для прокладочного материала в первой зоне прокладочного материала через первую направляющую зону на первый приемный барабан в первой приемной зоне; причем намоточная система дополнительно содержит перегрузочный элемент для захвата ведущего конца ленты с первого элемента подачи в положении захвата и для размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне.
2. Намоточная система по п. 1, отличающаяся тем, что намоточная система содержит манипулятор для перемещения перегрузочного элемента из положения захвата над первым элементом подачи в положение размещения на размотанном прокладочном материале в первой направляющей зоне.
3. Намоточная система по п. 2, отличающаяся тем, что перегрузочный элемент содержит головку и один или более фиксирующих элементов для фиксации ведущего конца ленты на головке с момента захвата и по меньшей мере до того, как ведущий конец ленты будет размещен на прокладочном материале.
4. Намоточная система по п. 3, отличающаяся тем, что лента содержит металл, причем один или более фиксирующих элементов содержат по меньшей мере один магнит.
5. Намоточная система по п. 3, отличающаяся тем, что один или более фиксирующих элементов содержат по меньшей мере один вакуумный элемент.
6. Намоточная система по п. 2, отличающаяся тем, что манипулятор представляет собой координатный привод.
7. Намоточная система по п. 1, отличающаяся тем, что перегрузочный элемент содержит элемент сквозной подачи для сквозной подачи размещенного ведущего конца ленты из положения размещения в первой направляющей зоне в направлении и до контакта с первым приемным барабаном в первой приемной зоне.
8. Намоточная система по п. 7, отличающаяся тем, что элемент сквозной подачи представляет собой конвейер сквозной подачи.
9. Намоточная система по п. 7, отличающаяся тем, что элемент сквозной подачи определяет плоскость сквозной подачи и выполнен с возможностью сквозной подачи ленты в указанной плоскости сквозной подачи, причем перегрузочный элемент содержит отклоняющий ролик, который расположен за элементом сквозной подачи относительно направления подачи, причем отклоняющий ролик может вращаться относительно элемента сквозной подачи вокруг оси отклонения, идущей параллельно плоскости сквозной подачи и перпендикулярно направлению подачи, причем отклоняющий ролик может размещаться в положении отклонения, в котором отклоняющий ролик по меньшей мере частично пересекается с плоскостью сквозной подачи для отклонения ленты от плоскости сквозной подачи.
10. Намоточная система по п. 9, отличающаяся тем, что перегрузочный элемент содержит дополнительный фиксирующий элемент на отклоняющем ролике или в нем.
11. Намоточная система по п. 2, отличающаяся тем, что перегрузочный элемент оснащен поворотным шарниром, который выполнен с возможностью соединения перегрузочного элемента с манипулятором так, чтобы перегрузочный элемент мог поворачиваться относительно манипулятора вокруг оси поворота, чтобы идти параллельно ленте в положении захвата и параллельно размотанному прокладочному материалу в положении размещения.
12. Намоточная система по п. 7, отличающаяся тем, что намоточная система содержит блок управления, который функционально соединен с первым элементом подачи для управления скоростью подачи первого элемента подачи, причем блок управления дополнительно функционально соединен с элементом сквозной подачи для сквозной подачи ленты со скоростью сквозной подачи в направлении подачи, которая равна скорости подачи при захвате ленты в положении захвата.
13. Намоточная система по п. 12, отличающаяся тем, что блок управления выполнен с возможностью корректировки скорости сквозной подачи так, чтобы она совпадала со скоростью намотки первого приемного барабана при сквозной подаче ленты из положения размещения в направлении первого приемного барабана.
14. Намоточная система по п. 12, отличающаяся тем, что первый рабочий станок содержит первую зону провисания, проходящую между первым элементом подачи и первой направляющей зоной, для направления провисающей части ленты с первого элемента подачи в направлении первой направляющей зоны, причем намоточная система оснащена первым датчиком в указанной первой зоне провисания для регистрации степени провисания ленты, причем блок управления выполнен с возможностью снижения скорости сквозной подачи до скорости, которая ниже скорости подачи, в момент размещения ленты на прокладочном материале и с возможностью корректировки скорости сквозной подачи так, чтобы она совпадала со скоростью намотки первого приемного барабана, при регистрации пороговой степени провисания.
15. Намоточная система по п. 12, отличающаяся тем, что блок управления функционально соединен с перегрузочным элементом для высвобождения ленты из перегрузочного элемента, когда ведущий конец зацепляется первым приемным барабаном.
16. Намоточная система по п. 2, отличающаяся тем, что манипулятор содержит роботизированную руку.
17. Намоточная система по п. 16, отличающаяся тем, что манипулятор имеет по меньшей мере четыре степени свободы.
18. Намоточная система по п. 16, отличающаяся тем, что намоточная система содержит блок управления, который функционально соединен с первым элементом подачи для управления скоростью подачи первого элемента подачи, причем блок управления дополнительно функционально соединен с манипулятором для перемещения перегрузочного элемента в направлении подачи со скоростью захвата, которая равна скорости подачи при захвате ленты в положении захвата.
19. Намоточная система по п. 16, отличающаяся тем, что первый рабочий станок оснащен фиксатором сквозной подачи для фиксации ленты на прокладочном материале во время сквозной подачи указанной ленты в направлении первого приемного барабана.
20. Намоточная система по п. 19, отличающаяся тем, что блок управления функционально соединен с фиксатором сквозной подачи для высвобождения ленты из фиксатора сквозной подачи, когда ведущий конец зацепляется первым приемным барабаном.
21. Намоточная система по п. 18, отличающаяся тем, что лента содержит металл, причем фиксатор сквозной подачи представляет собой магнит, который выполнен с возможностью расположения под размотанным прокладочным материалом в положении размещения или вблизи него.
22. Намоточная система по п. 21, отличающаяся тем, что перегрузочный элемент содержит головку и один или более фиксирующих элементов для фиксации ведущего конца ленты на головке по меньшей мере до тех пор, пока ведущий конец ленты не будет размещен на прокладочном материале, причем один или более фиксирующих элементов содержат по меньшей мере один магнит, причем положение фиксатора сквозной подачи смещено относительно одного или более фиксирующих элементов.
23. Намоточная система по п. 1, отличающаяся тем, что намоточная система дополнительно содержит второй рабочий станок, причем второй рабочий станок содержит: вторую приемную зону для крепления второго приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков; вторую зону прокладочного материала для крепления второго барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и вторую направляющую зону, идущую от второй зоны прокладочного материала до второй приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки со второго барабана для прокладочного материала во второй зоне прокладочного материала через вторую направляющую зону на второй приемный барабан во второй приемной зоне; причем перегрузочный элемент выполнен с возможностью захвата ведущего конца ленты с первого элемента подачи в положении захвата и с возможностью поочередного размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне первого рабочего станка и в положении размещения во второй направляющей зоне второго рабочего станка.
24. Намоточная система по п. 23, отличающаяся тем, что первый рабочий станок и второй рабочий станок расположены в тандеме в направлении подачи.
25. Намоточная система по п. 24, отличающаяся тем, что намоточная система содержит второй элемент подачи, расположенный на одной линии с первым элементом подачи над первым рабочим станком, для получения и направления ленты поверх указанного первого рабочего станка, когда захваченный ведущий конец ленты размещен в положении размещения во второй направляющей зоне второго рабочего станка.
26. Намоточная система по п. 23, отличающаяся тем, что первый рабочий станок и второй рабочий станок расположены бок о бок в направлении, перпендикулярном направлению подачи.
27. Намоточная система по п. 26, отличающаяся тем, что первый рабочий станок, второй рабочий станок или они оба расположены под углом относительно направления подачи.
28. Намоточная система по п. 23, отличающаяся тем, что намоточная система дополнительно содержит третий рабочий станок или дополнительные рабочие станки.
29. Способ намотки ленты с помощью намоточной системы по п. 1, отличающийся тем, что способ включает такие этапы: размотка прокладочного материала с первого барабана для прокладочного материала в первой зоне прокладочного материала через первую направляющую зону на первый приемный барабан в первой приемной зоне; применение перегрузочного элемента для захвата ведущего конца ленты с первого элемента подачи в положении захвата и для размещения захваченного ведущего конца ленты на прокладочном материале в положении размещения в первой направляющей зоне.
30. Способ по п. 29, отличающийся тем, что ведущий конец ленты фиксируется перегрузочным элементом с момента захвата и по меньшей мере до размещения ведущего конца ленты на прокладочном материале.
31. Способ по п. 29, отличающийся тем, что осуществляют сквозную подачу ленты из положения размещения в направлении первого приемного барабана со скоростью сквозной подачи, причем первый рабочий станок содержит первую зону провисания, проходящую между первым элементом подачи и первой направляющей зоной, для направления провисающей части ленты с первого элемента подачи в направлении первой направляющей зоны, причем скорость сквозной подачи ниже, чем скорость подачи в момент, когда лента размещается на прокладочном материале, и корректируется так, чтобы совпадать со скоростью намотки первого приемного барабана, когда регистрируется пороговая степень провисания.
32. Способ по п. 31, отличающийся тем, что лента высвобождается из перегрузочного элемента, когда ведущий конец зацепляется первым приемным барабаном.
33. Способ по п. 29, отличающийся тем, что лента фиксируется на прокладочном материале фиксатором сквозной подачи во время сквозной подачи указанной ленты в направлении первого приемного барабана.
34. Способ по п. 33, отличающийся тем, что лента высвобождается из фиксатора сквозной подачи, когда ведущий конец зацепляется первым приемным барабаном.
35. Способ по п. 29, отличающийся тем, что намоточная система дополнительно содержит второй рабочий станок, причем второй рабочий станок содержит: вторую приемную зону для крепления второго приемного барабана, который выполнен с возможностью приема и намотки ленты во множество витков; вторую зону прокладочного материала для крепления второго барабана для прокладочного материала, который выполнен с возможностью размотки прокладочного материала; и вторую направляющую зону, идущую от второй зоны прокладочного материала до второй приемной зоны, причем разматываемый прокладочный материал выполнен с возможностью размотки со второго барабана для прокладочного материала во второй зоне прокладочного материала через вторую направляющую зону на второй приемный барабан во второй приемной зоне; причем перегрузочный элемент захватывает ведущий конец ленты с первого элемента подачи в положении захвата и поочередно размещает захваченный ведущий конец ленты на прокладочном материале в положении размещения в первой направляющей зоне первого рабочего станка и в положении размещения во второй направляющей зоне второго рабочего станка.
| US 4489900 A, 25.12.1984 | |||
| EP 2871049 A1, 13.05.2015 | |||
| US 4951892 A, 28.08.1990 | |||
| US 5282584 A, 01.02.1994 | |||
| US 6719236 B1, 13.04.2004 | |||
| КАРУСЕЛЬНОЕ НАМОТОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2169690C2 |

