Область техники
Изобретение относится к устройствам для намотки, навивки или укладки нитевидного материала на барабаны и является конструктивным решением исполнения раскладчика намоточного станка. Изобретение может быть использовано для намотки провода или кабеля, например, в кабельной промышленности для обеспечения равномерной плотной намотки кабеля разной толщины на барабаны разных типоразмеров в широком диапазоне номинальных значений.
Уровень техники
Известны различные технические решения, направленные на достижение равномерной и плотной намотки нитевидных материалов на барабаны. Практически все намоточные станки включают в себя конструктивное устройство-раскладчик, которое обеспечивает реверсивное линейное движение элемента, поддерживающего и направляющего перематываемый нитевидный материал на барабан. Обычно элемент представляет собой ролик или группу роликов, закрепленных на каретке, имеющей возможность линейного реверсивного перемещения по траверсе раскладчика параллельно оси вращения наматываемого барабана, то есть «туда-обратно» вдоль шейки барабана. Скорость перемещения каретки по траверсе и скорость подачи кабеля к раскладчику взаимосвязаны и определяют плотность намотки. Чем точнее установлено соответствие между толщиной намоточного материала, диаметром шейки барабана и ее длиной, тем правильнее можно подобрать скорость вращения двигателя, обеспечивающего подачу намоточного материала и линейную скорость толкателя в двигателе линейного перемещения (актуатора), обеспечивающего перемещение каретки по траверсе раскладчика.
Так, например, по патенту US 3,677,483 устройство, совершая возвратно-поступательное движение, наматывает проволоку на барабан равномерными слоями. Перемещение проволоки регулируется концевыми выключателями, положение которых регулируется натяжением проволоки перед перемещением. Перед намоткой проволока проходит через отбалансированный, смонтированный на оси, ролик. При этом ролик проворачивается за счет натяжения проволоки. Проволока механически воздействует на рычаги концевых выключателей, расположенных в области щек барабана, обеспечивая этим смену направления намотки на барабан.
Недостатком является большая вероятность образования неровностей намотки (впадин, бугров, петлей) около щек барабана в момент смены направления движения каретки раскладчика.
В устройстве для намотки проволоки по патенту US 4,004,744 используется раскладчик с нитенаправляющим устройством, обеспечивающий перемещение намоточной проволоки вперед и назад по длине катушки с использованием концевых выключателей, а также - приспособление для выявления неровностей намотки в области фланцев катушки. Приспособление для выявления неровностей имеет буферный накопитель, расположенный над катушкой, датчик линейной скорости, расположенный между катушкой и буферным накопителем, и устройство с управляющей схемой (стробирующей схемой) для запрета выходного сигнала от датчика в том случае, когда нитенаправляющее устройство находится в положении, при котором нить или проволока доходит до одного из концов катушки. Такая приостановка скорости намотки в области фланцев помогает избегать в этих местах бугров или впадин на поверхности намотки.
Недостатком является зависимость плотности намотки лишь от силы натяжения наматываемой проволоки и скорости движения каретки. Также устройство не защищено от возможных нахлестов витков, создающих неровности намотки, и не может использоваться для намотки кабелей, которые не обладают достаточной гибкостью и упругостью (свойства, определяющие возможную степень натянутости).
Наиболее близким техническим решением является устройство для намотки по патенту US 4,150,801. В этом устройстве, чтобы обеспечить плотную ровную намотку провода на барабан, используются два устройства: устройство для определения положения провода (содержащее роликовое устройство подачи материала к раскладчику) и траверсное устройство (содержащее механизм раскладки провода непосредственно на барабан). Оба устройства должны работать очень синхронно, для чего используются дополнительные элементы: датчики, двигатели. На каретке траверсного устройства расположен механизм порядной укладки витков, представляющий собой управляемый лифтовой механизм с рабочим штоком, на конце которого закреплен прижимной элемент, назначение которого - прижимать сверху в вертикальном направлении провод к поверхности намотки на шейке горизонтально расположенного барабана. При завершении намотки одного ряда срабатывают концевые датчики, расположенные по краям проекции щек барабана, и лифтовой механизм вступает в работу, обеспечивая перемещение прижимного элемента вверх на шаг, равный диаметру наматываемого провода, обеспечивая тем самым намотку первого витка следующего ряда точно на последний виток предыдущего ряда. После чего намотка продолжается уже в обратном направлении. Таким образом, это техническое решение позволяет, во-первых, обеспечить хорошую плотность намотки за счет прижима каждого витка к поверхности намотки, а во-вторых, исключает появление неровностей намотки около щек барабана.
Недостатком устройства являются большие габариты устройства в целом, так как крепление траверсы раскладчика на станке выполнено с условием вертикального поднятия ее по вертикальным направляющим на значительную высоту, определяемую максимальным типоразмером наматываемого барабана, причем за счет отдельного двигателя, расположенного внизу конструкции устройства. Это определяет расположение прижимного контактного элемента - он расположен сверху над наматываемым проводом и должен оказывать прижимное усилие на провод сверху. Кроме того, в устройстве предусмотрено использование большого количества дополнительных устройств, обеспечивающих согласование движения каретки раскладчика по траверсе и движения роликового устройства подачи провода, так как каретка и роликовое устройство подачи провода имеют разные направляющие, расположенные параллельно.
Таким образом, раскладчик прототипа имеет достаточно сложную конструкцию, требует больших габаритов станка в целом, а его основной механизм порядной укладки витков не является независимым механизмом и не может быть выделен в автономный модуль и использован отдельно, например, для модернизации других намоточных станков.
Раскрытие изобретения
Заявляемое устройство позволяет существенно снизить весогабаритные характеристики и материалоемкость намоточного станка, а также позволяет использовать главный рабочий механизм раскладчика в качестве унифицированного модуля для других станков, не оснащенных приспособлениями для намотки улучшенного качества. Особенно это имеет значение при намотке проводов в диапазоне диаметров от 0,5 до 5 мм, когда самое незначительное стороннее воздействие на провод может привести к образованию существенных дефектов наматываемых слоев.
Раскладчик намоточного станка включает себя: роликовое устройство подачи провода, траверсу, состоящую из ходового винта и направляющих, закрепленную параллельно оси вращения намоточного барабана, и каретку, снабженную возможностью реверсивного движения по этой траверсе, причем для обеспечения реверса используется энкодер, который определяет предельное положение хода каретки. Каретка выполнена на базе подвижной платформы, на которой закреплены: роликовое устройство подачи провода, приемный шкив, мотор-редуктор и механизм порядной укладки витков. Главный рабочий орган раскладчика - это механизм порядной укладки витков, насаженный на выходной вал мотор-редуктора и снабженный элементом для фиксированного поджатая провода непосредственно вблизи поверхности намотки. Механизм порядной укладки витков включает в себя: шкивы сопровождения провода, линейный актуатор с управляемым выдвигающимся штоком и манипулятор, имеющий вид механической руки, состоящей из подвижных, соединенных между собой элементов: кронштейна, коромысла и рычага. Одно плечо коромысла соединено с управляемым выдвигающимся штоком линейного актуатора, а второе - через шарнирное соединение - с одним концом подвижного кронштейна. Рычаг манипулятора жестко закреплен в средней части коромысла. Другой, свободный конец манипулятора содержит элемент фиксации наматываемого провода, выполненный, например, в виде прижимного шкива. Второй конец кронштейна закреплен на выходном валу мотор-редуктора, причем с одной степенью свободы, что обеспечивает возможность поворота на этом валу всего механизма порядной укладки витков как единого модуля в плоскости вращения, перпендикулярной траверсе. Кронштейн может быть выполнен в виде двух параллельно скрепленных рычагов, имеющих форму бумеранга. Между ними может располагаться один из шкивов сопровождения, насаженный на ось, проходящую через отверстия в обоих рычагах в области изгиба. Таким образом, конфигурация кронштейна имеет изогнутую форму, вогнутой стороной обращенную к барабану с тем, чтобы при работе можно было наиболее оптимально приблизить рабочий модуль к барабану и тем самым обеспечить максимальную компактность рабочего модуля. Второй шкив сопровождения может быть размещен в области шарнирного соединения кронштейна и коромысла, причем оба шкива сопровождения располагаются в одной виртуальной плоскости.
Кроме того, величина углового поворота может отслеживаться датчиком поворотного угла, расположенным на выходном валу мотор-редуктора, а на каретке могут быть расположены концевые выключатели манипулятора с рычагами отключения, для того чтобы ограничить поворотный угол механизма порядной укладки витков на выходном валу мотор-редуктора в заданных пределах.
Кроме того, на рычаге манипулятора может быть закреплен оптический датчик, ориентированный на участок кабеля между последним шкивом сопровождения кабеля и прижимным шкивом, используемый в качестве элемента обратной связи на случай обрыва провода.
Движение прижимного шкива при намотке происходит по горизонтальной линии в направлении от шейки барабана до проекции на эту линию крайних точек щек барабана. Это движение осуществляется путем манипуляций соединенных между собой кронштейна, коромысла и рычага. Управление манипулятором в процессе намотки осуществляется линейным актуатором. Начальное положение манипулятора устанавливается мотор-редуктором и определяется размерами устанавливаемого барабана. Манипулятор изначально может быть установлен на любом заданном расстоянии от фланцев и шейки барабана благодаря упомянутой ранее возможности отклоняться на заданный угол на своей оси вращения, которой является ось выходного вала мотор-редуктора. Алгоритм движения выдвижного штока линейного актуатора должен быть заложен заранее в программе управления раскладчиком и учитывать параметры наматываемого провода и намоточного барабана.
Техническое решение механизма раскладки витков позволяет максимально приближать прижимной шкив с поджатым проводом к поверхности намотки, причем сохранять это расстояние постоянным на всей длине шейки, не касаясь при этом поверхности намотки. Отслеживание движения витков и фиксирование момента подхода витка на заранее заданное расстояние до щеки (это расчетная величина, зависимая от скорости намотки и конкретных размеров барабана и намоточного материала и заложенная в алгоритм программы управления) позволяет вовремя отвести прижимной шкив от провода. Это помогает избежать столкновения прижимного шкива со щекой барабана. При бескаркасной намотке при реверсе каретки актуатор поднимает прижимной шкив на величину, равную диаметру провода, что исключает сбой процесса намотки от возможной вибрации провода. Любые колебания провода при намотке неизбежно приводят к образованию «бороды» или петель в наматываемом проводе, особенно в момент реверса, так как на больших скоростях любая случайная вибрация приводит к существенному смещению рядности намотки, образуя петли или «бороду». Особенно это опасно при намотке тонкого провода.
Таким образом, заявляемое техническое решение позволяет избежать появления возможных дефектов намотки и обеспечивает осуществление ровной плотной намотки в широких диапазонах толщин намоточного провода (например, от 0,5 до 5 мм, то есть в диапазоне разумного требования к плотности и ровности намотки достаточно гибкого длинномерного материала). Причем барабан может иметь любой типоразмер, а шейка барабана может быть любой длины и не влиять на качество намотки, так как за счет короткого свободного плеча натянутого провода на отрезке от прижимного шкива до поверхности намотки обеспечено равномерное поджатие провода к поверхности намотки, а следовательно, обеспечена высокая плотность и равномерность намотки.
При этом конструкцией предусмотрена компактность раскладчика, в большой степени определяемая индивидуальной формой элементов манипулятора и компактным размещением основных узлов на каретке. Это позволяет снизить весогабаритные характеристики и металлоемкость конструкции намоточного станка.
Кроме того, использование в сопровождающих и направляющих шкивах втулок, вращающихся на подшипниках, имеющих минимальное трение качения, позволяет свести к минимуму возможность повреждения изоляционного слоя провода, даже если таким слоем является лак.
К тому же главный рабочий орган раскладчика, выполненный в виде автономного модуля, обеспечивает универсальность, то есть может использоваться в других намоточных станках, поскольку может быть установлен на каретке любого простого намоточного устройства, содержащего траверсу и каретку с узлом подачи намоточного материала и не имеющего иных приспособлений для улучшения качества намотки.
Перечень чертежей
Фиг.1 - Конструктивная схема раскладчика намоточного станка.
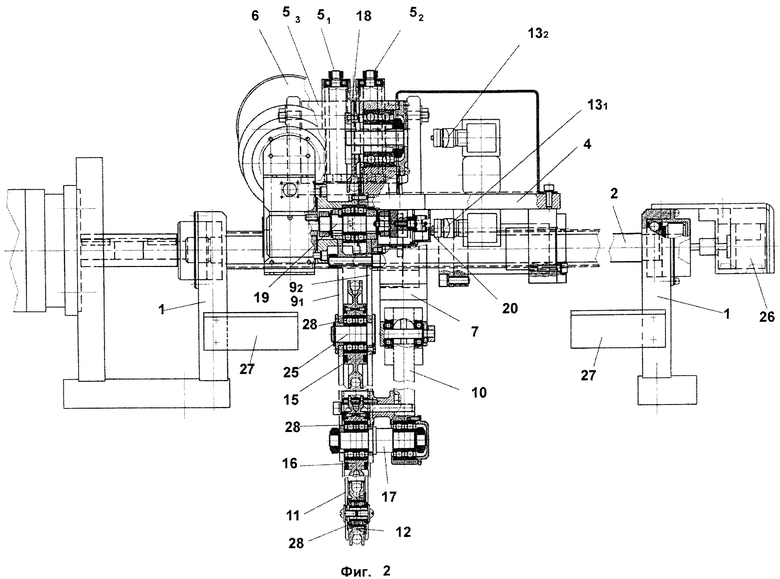
Фиг.2 - Вариант конструкции раскладчика намоточного станка.
Фиг.3 - Профиль конструкции шкива с фигурным профилем для протяжки проводов различных диаметров.
Фиг.4 - Конструкция намоточного станка в целом, снабженного механизмом порядной укладки витков с манипулятором в виде механической руки.
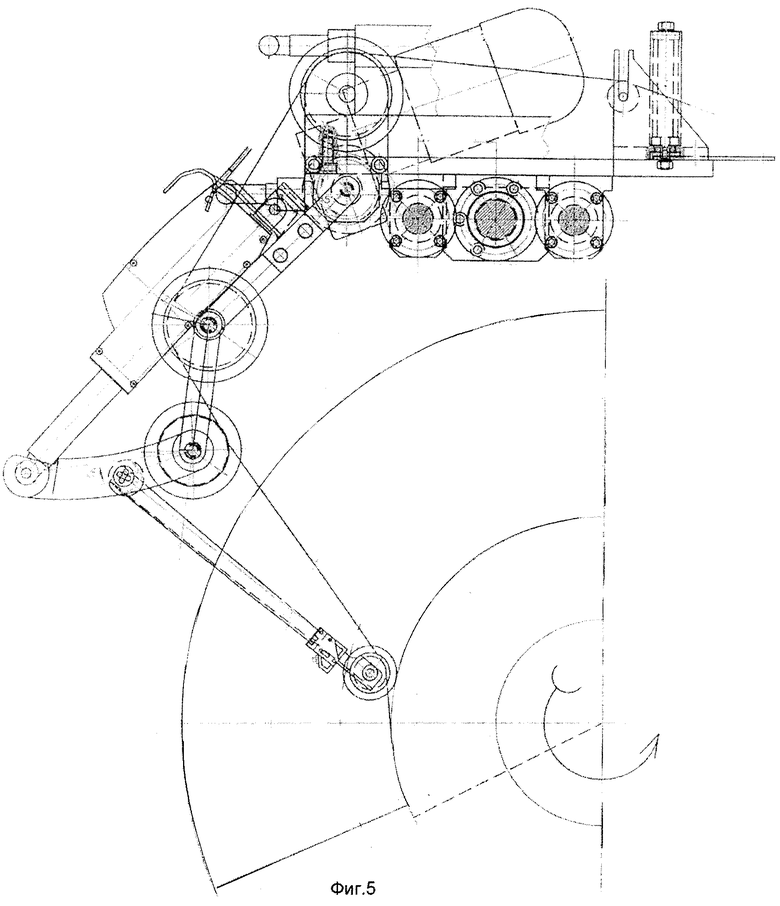
Фиг.5 - Расположение конструктивных элементов механизма порядной укладки витков в момент начала намотки.
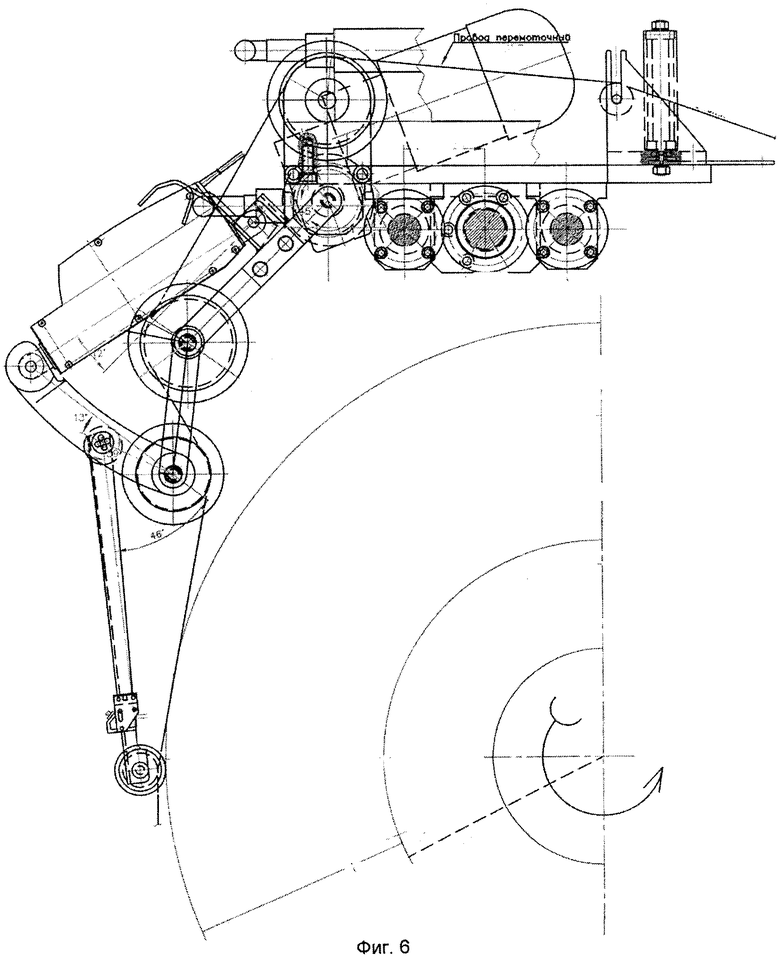
Фиг.6 - Расположение конструктивных элементов механизма порядной укладки витков в момент окончания намотки.
Осуществление изобретения
На чертежах указаны позиции конструктивных элементов раскладчика намоточного станка:
Траверса состоит из ходового винта 2 и направляющих 3 (фиг.1). Она должна иметь возможность закрепления на намоточном станке параллельно оси вращения намоточного барабана.
Каретка выполнена на базе платформы 4, которая имеет на своей нижней поверхности конструктивные элементы для обеспечения возможности реверсного перемещения по траверсе в виде держателей 29 для втулки направляющих и шариковой втулки 30 ходового винта 2.
Роликовый узел 5, закрепленный на каретке, состоит из вертикальных цилиндрических роликов 51 и 52 и горизонтального цилиндрического ролика 53, через которые провод 1 подается от отдающего механизма перемоточного станка к приемному шкиву 18.
Механизм порядной укладки витков, являющийся главным рабочим модулем раскладчика, расположен на платформе 4 и соединен с выходным валом 19 мотор-редуктора 6, закрепленного на этой же платформе. Мотор-редуктор 6 обеспечивает поворот рабочего модуля на заданный угол в плоскости вращения, перпендикулярной траверсе. Величина углового поворота определяется заданным положением манипулятора относительно барабана в зависимости от параметров барабана. Датчик угла поворота 20 служит для отслеживания этого углового поворота и формирования сигнала обратной связи. Механизм порядной укладки витков включает в себя линейный актуатор 7 с выдвигающимся штоком 8 и манипулятор, состоящий из кронштейна 9, коромысла 10 и рычага 11, на конце которого закреплен прижимной шкив 12. В манипуляторе одно плечо коромысла 10 соединено со штоком 8 линейного актуатора 7. Другое плечо этого коромысла 10 соединено с концом кронштейна 9 через шарнир 17. Рычаг 11 жестко закреплен в средней части коромысла 10. Кронштейн 9 выполнен в виде параллельно соединенных двух рычагов, имеющих форму наподобие бумеранга. В месте изгиба кронштейна 9 крепится первый шкив сопровождения 15, а в месте соединения коромысла с кронштейном расположен шарнир 17 и там же крепится второй шкив сопровождения 16.
Элементами для поддержки и продвижения намоточного провода 1 к барабану 22 являются: роликовый узел 5, приемный шкив 18, первый шкив сопровождения 15, второй шкив сопровождения 16, прижимной шкив 12.
На рычаге 11 может быть закреплен оптический датчик 21, в поле зрения которого должен попадать движущийся провод. При обрыве провода сигнал от датчика служит для остановки станка.
На фигуре 2 представлен вариант конструкция раскладчика. Траверса закреплена на опорах 24. Роликовый узел 5 подачи провода закреплен на платформе 4 и включает в себя два вертикальных ролика: 5i и 52 и нижний поддерживающий ролик 53. Приемный шкив 18 располагается на уровне роликового узла 5, то есть в верхней части конструкции. Кронштейн 9 состоит из двух параллельных рычагов: 91 и 92. Между ними на оси 25 через подшипники 26 насажен первый шкив сопровождения 15. Один конец кронштейна 9 соединен с выходным валом 19 мотор-редуктора 6. Второй конец этого кронштейна соединен с одним концом коромысла 10 через шарнир 17, на котором на подшипниках насажен второй шкив сопровождения 16. Второй конец коромысла 10 подвижно соединен со штоком (не показан) линейного актуатора 7. Рычаг 11 закреплен на коромысле 10 таким образом, что прижимной элемент 12, находящийся на свободном конце этого рычага, находится в одной плоскости с приемным шкивом 18 и обоими шкивами сопровождения: 15 и 16.
Рычаг 11 манипулятора может быть выполнен в виде корытообразного рычага для удобства размещения прижимного шкива 12, закрепленного на конце этого рычага, а также для обеспечения соосности всей системы шкивов. Вторым концом рычаг 11 закреплен на коромысле под определенным углом, рассчитанным заранее с учетом предназначения данного станка для работы с несколькими конкретными типоразмерами барабанов.
Концевые выключатели 13 манипулятора закреплены на платформе 4 и располагаются один над другим. Между ними на кронштейне 9 размещен рычаг отключения концевых выключателей манипулятора, работающий в плоскости вращения манипулятора, причем нижний концевой выключатель 131 располагается на уровне траверсы, а верхний 132 - на уровне оси вращения приемного шкива 18.
Датчик 20 поворотного угла размещен на оси выходного вала 19 мотор-редуктора 6 и отслеживает угловой поворот оси кронштейна (точнее - его прямолинейной, прилегающий к валу мотор-редуктора части) относительно горизонтальной плоскости.
На этой же фигуре показан энкодер 26, закрепленный на станине станка соосно ходовому винту траверсы, который служит для перевода оборотов ходового винта в линейное перемещение каретки раскладчика, а также механические ограничители 27 хода каретки, предусмотренные для аварийного случая.
На фиг.3 представлено конструктивное исполнение шкива с фигурным профилем (А), предназначенным для протяжки проводов различных диаметров с наименьшим травмированием изоляционного слоя, а также способ крепления прижимного шкива (Б) на раздвоенном в виде вилки конце рычага 11 манипулятора с помощью двух втулок 33 с внутренней резьбой, двух винтов 34 и двух регулировочных шайб 35. В этой конструкции предусмотрено использование подшипников качения 28, служащих для свободного вращения прижимного шкива 12 на своей оси.
Описание работы
Предварительно, до начала намотки, устанавливают намоточный барабан 22 на пиноли 23 (фиг.4) намоточного станка. Ось вращения барабана параллельна траверсе. При этом рычаг 11 манипулятора с прижимным шкивом 12 на конце находится в верхнем исходном положении. С помощью мотор-редуктора 6 рабочий модуль раскладчика - механизм порядной укладки витков - по сигналу от контроллера поворачивают на определенный угол и положение прижимного шкива 12 фиксируют в вертикальной плоскости на минимально допустимом расстоянии от внешней окружности щеки барабана (не касаясь ее), а в горизонтальной плоскости - на расстоянии, равном диаметру перематываемого провода, в направлении от внутренней плоскости щеки вдоль шейки барабана (фиг.5). Через роликовый узел 5, приемный шкив 18, первый шкив сопровождения 15 пропускают провод 1 и крепят в отверстии барабана 22 с натягом. Начинают процесс намотки. Движение провода происходит за счет вращения барабана. При отходе каретки от щеки на расчетное расстояние прижимной шкив 12 опускается, поджимая провод к поверхности шейки барабана. Движение манипулятора осуществляется за счет движения штока линейного актуатора по определенному алгоритму, заложенному в программу контроллера для конкретного процесса намотки с учетом толщины провода и типоразмеров барабана. Причем в этом алгоритме заложена обязательная изначальная равномерность расположения витков, чтобы в конце намоточного ряда не оказалось слишком большого зазора.
Когда в процессе намотки происходит приближение прижимного шкива 12 ко второй щеке барабана 22 на расстояние в несколько завершающих витков (что тоже заложено в алгоритме управления процессом намотки), происходит быстрый отвод прижимного шкива 12 вверх в исходное положение, чтобы избежать столкновения с этой щекой. При этом каретка продолжает перемещаться, барабан продолжает вращаться, намотка первого ряда завершается и происходит реверс каретки, то есть начинается намотка второго ряда уже в обратном направлении в сторону первой щеки. Через несколько витков второго ряда прижимной шкив 12 снова опускается на провод, поджимая его, но не касаясь поверхности намотки, и происходит заполнение второго ряда витков. При подходе к щеке процесс отвода прижимного шкива повторяется, дабы избежать брака в намотке, который может вызваться нежелательной вибрацией натянутого провода от столкновения со щекой. В связи с вышеуказанной незначительной продолжительностью свободной намотки без поджима и необходимым усилием натяжения провода исключается образование неровностей намотки около щек барабана, так как процесс намотки, т.е. скорость перемещения каретки синхронизирована со скоростью вращения барабана датчиком угла поворота барабана и энкодером 26 линейного перемещения каретки вдоль оси барабана с учетом величины шага намотки. После полного заполнения барабана рычаг 11 со шкивом 12 оказываются в положении на уровне внешней окружности щек барабана (фиг.6).
Для изъятия заполненного барабана по сигналу с контроллера с помощью поворота всего рабочего модуля - механизма раскладки витков - на выходном валу мотор-редуктора производят отвод манипулятора в максимально верхнее исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ БУХТОНАМОТЧИК | 2006 |
|
RU2312054C1 |
| ПЕРЕМОТЧИК КАБЕЛЯ | 2006 |
|
RU2317240C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КАБЕЛЯ НА БАРАБАН | 2003 |
|
RU2241655C1 |
| Раскладчик провода | 1988 |
|
SU1603448A1 |
| Станок для тороидальной намотки статоров | 1986 |
|
SU1417053A1 |
| КАБЕЛЬНЫЙ БАРАБАН ДЛЯ НАМОТКИ-РАЗМОТКИ СИЛОВОГО КАБЕЛЯ | 2024 |
|
RU2835173C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| Станок для намотки ленточного материала | 1986 |
|
SU1317500A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2086494C1 |


Изобретение относится к раскладчику намоточного станка. Раскладчик намоточного станка содержит траверсу, закрепленную на станке параллельно оси вращения намоточного барабана и состоящую из ходового винта и направляющих. Раскладчик содержит каретку, установленную с возможностью реверсивного движения по траверсе и имеющую механизм порядной укладки витков, закрепленный на каретке и содержащий элемент фиксации наматываемого провода у поверхности намотки, и роликовое устройство подачи провода. Каретка раскладчика выполнена в виде платформы, на которой закреплены роликовое устройство подачи провода, приемный шкив, мотор-редуктор и соединенный с ним механизм порядной укладки витков. Механизм порядной укладки витков имеет возможность углового поворота на оси выходного вала мотор-редуктора в плоскости вращения, перпендикулярной траверсе, и содержит шкивы сопровождения, линейный актуатор с управляемым подвижным штоком и манипулятор. Манипулятор состоит из кронштейна, коромысла и рычага, при этом один конец рычага содержит элемент фиксации наматываемого провода, а другой конец рычага жестко закреплен в средней части коромысла. Одно плечо коромысла соединено со штоком линейного актуатора, а другое плечо соединено через шарнирное соединение с одним концом подвижного кронштейна, другой конец которого закреплен на выходном валу моторо-редуктора с одной степенью свободы. Достигается снижение веса намоточного станка и улучшение качества намотки. 7 з.п. ф-лы, 6 ил.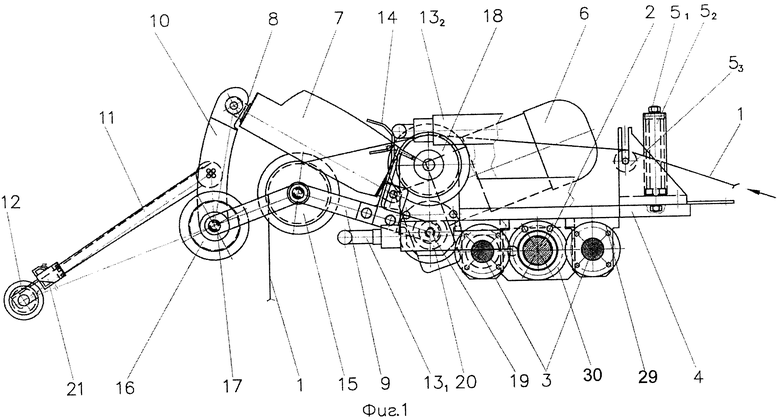
1. Раскладчик намоточного станка, включающий в себя траверсу, закрепленную на станке параллельно оси вращения намоточного барабана и состоящую из ходового винта и направляющих, каретку, установленную с возможностью реверсивного движения по этой траверсе и имеющую механизм порядной укладки витков, закрепленный на каретке и содержащий элемент фиксации наматываемого провода у поверхности намотки, а также роликовое устройство подачи провода, отличающийся тем, что каретка выполнена в виде платформы, на которой закреплены роликовое устройство подачи провода, приемный шкив, мотор-редуктор и соединенный с ним механизм порядной укладки витков, имеющий возможность углового поворота на оси выходного вала мотор-редуктора в плоскости вращения, перпендикулярной траверсе, механизм порядной укладки витков включает в себя шкивы сопровождения, линейный актуатор с управляемым подвижным штоком и манипулятор, состоящий из подвижных элементов: кронштейна, коромысла и рычага, причем один конец рычага содержит элемент фиксации наматываемого провода, а другой конец рычага жестко закреплен в средней части коромысла, одно плечо коромысла соединено со штоком линейного актуатора, а второе плечо коромысла соединено через шарнирное соединение с одним концом подвижного кронштейна, другой конец которого закреплен на выходном валу мотор-редуктора с одной степенью свободы.
2. Раскладчик намоточного станка по п.1, отличающийся тем, что элемент фиксации наматываемого провода выполнен в виде прижимного шкива.
3. Раскладчик намоточного станка по п.1, отличающийся тем, что кронштейн выполнен из двух параллельно скрепленных рычагов, имеющих изогнутую форму типа бумеранга, а между ними в области изгиба расположен один из шкивов сопровождения провода.
4. Раскладчик намоточного станка по п.1, отличающийся тем, что один из шкивов сопровождения провода расположен в месте шарнирного соединения кронштейна и коромысла.
5. Раскладчик намоточного станка по п.1, отличающийся тем, что содержит датчик угла поворота механизма порядной укладки витков, закрепленный на оси выходного вала мотор-редуктора.
6. Раскладчик намоточного станка по п.1, отличающийся тем, что содержит концевые выключатели для ограничения угла поворота механизма порядной укладки витков на выходном валу мотор-редуктора в заданных пределах.
7. Раскладчик намоточного станка по п.1, отличающийся тем, что содержит датчик обрыва провода, закрепленный на рычаге манипулятора, ориентированный на участок провода перед элементом фиксации.
8. Раскладчик намоточного станка по п.1, отличающийся тем, что профиль щелей шкивов выполнен фигурным с возможностью фиксированного расположения в щели шкива проводов различных диаметров.
| US 4150801 A, 24.04.1979 | |||
| Способ изготовления голограммного элемента | 1983 |
|
SU1111129A1 |
| US 4884764 A, 05.12.1989 | |||
| Устройство для формирования паковки | 1982 |
|
SU1291527A1 |
| Механизм раскладки нитевидногоМАТЕРиАлА HA СЕРдЕчНиКЕ | 1979 |
|
SU844531A1 |
| 0 |
|
SU146218A1 | |

