Линия намотки катушек реле (в дальнейшем линия) относится к технологическому оборудованию для намотки проводов, проволоки и т.п. длинномерных изделий и может быть использована в электротехнической, машиностроительной и других отраслях промышленности, а также на предприятиях по изготовлению автомобильной электроарматуры.
Известен станок для намотки длинномерных материалов, преимущественно проволоки, содержит привод со шпинделем для установки катушки, механизм укладки проволоки, устройство для натяжения проволоки с направляющим рычагом, храповую передачу и круговой копир. Для упрощения конструкции механизм укладки проволоки содержит установленный на шпинделе копир, воздействующий на собачку, для поворота храпового колеса и кругового копира. Последний, взаимодействуя с роликом, сообщает рычагу возвратно-поступательное перемещение (смотри описание изобретения к авторскому свитедельству СССР №1652263, В 65 Н 54/02, опубликовано 30.05.91 г., Бюл.№20).
Известен станок, у которого шпиндель выполнен их двух половин:
левой половины 1 с подпружиненной оправкой 2 и правой половины 3, синхронно вращаемых валом 4 от электродвигателя 5. Вал 4 через редуктор 6 приводит в движение ролик 7 проводоводителя, соприкасающегося с роликом 8, переносящим клей из ванночки 9 на наматываемый провод 10. Правая половина 3 шпинделя установлена на обойме 11, поворачивающейся на валу 4 в момент снятия намотанной катушки 12 с оправки 2. При повороте обоймы 11 торец правой половины 3 шпинделя вращается под действием перекатывания шестерни 13 по шестерне вала 4.
Намотанная катушка 12 снимается при помощи рукоятки 14, которой передвигают оправку 2.
На торце ролика 7 имеется скос, благодаря которому ролик при своем вращении под действием шарика 15 и пружины 16 совершает возвратно-поступательное движение по оси, что способствует раскладке провода по ширине намотки.
При работе станка провод подается с двух бобин 17 через направляющие ролики 18. Для автоматического останова станка при намотке заданного количества витков применяется счетчик 19 (смотри описание изобретения к авторскому свидетельству СССР №469151, В 65 Н 54/02).
Эти станки обладают низкой производительностью.
Известно устройство для намотки электрических катушек, содержащее многоручейный шаблон, закрепленный на шпинделе, проводоводитель, связанный с раскладчиком и электромагнитом, механизм переброса провода в соседний ручей, при этом на шпинделе закреплен упор, контактирующий с дополнительным конечным выключателем (смотри авторское свидетельство СССР №629607, кл. Н 02 К 15/04).
Однако в этом устройстве механизм переброса провода в соседний ручей осуществляет его переброс только на небольшом участке.
Известен станок для намотки длинномерного нитевидного материала (см. авторское свидетельство СССР №1641755, В 65 Н 54/07).
Станок содержит станину с салазками, на которых закреплена плита. На плите установлены редуктор, стойка с зажимами для проволоки, салазки со стойкой раскладчика проволоки. Раскладчик имеет пневмоцилиндр для перемещения приводной рейки, которая вращает диск с направляющей фильерой. Последняя установлена со смещением от центра для того, чтобы произошла намотка проволоки на левую и правую лапку катушки. Вращение от двигателя намотки передается на вал шпинделя при стыковке с осью катушки. Вал шпинделя установлен в подшипниках скольжения, которые имеют переливные отверстия для циркуляции масла. За шпинделем размещены зажимы для проволоки и ножи. Упорная шайба у торца шпинделя имеет выступ для захвата конца проволоки. На станине закреплен кронштейн с бобинами, с которых сматывается проволока. Поворотный стол содержит шесть горизонтальных рядов ванночек для масла, в стенках которых установлены оси катушек для наматываемого материала. Этот станок принят за ближайший аналог (прототип). Станок обладает следующими недостатками:
- установка каркасов и катушек на оси и съем намотанных катушек не автоматизирован и производится вручную;
- конец провода пропускают под колпачек через зажим и фильеру вручную;
- отсутствуют технологические операции и механизмы запрессовки выводов в каркасы катушек, нанесение флюса, пайки выводов, контроля намотанных катушек.
Задача и технический результат, заключающиеся в устранении указанных недостатков - повышении производительности и качества намотки, автоматизации технологических операций.
Это достигнуто новыми техническими решениями, находящимися в причинно-следственной связи с техническим результатом.
Сущность заявленной линии выражается в совокупности нижеследующих существенных признаков.
В уже известном оборудовании, содержащем транспортное устройство с приводом, установленном на станине, бабины для провода, предназначенного для намотки, а также оправки, предназначенные для установки на них каркасов катушек, существенными отличительными признаками являются следующие:
транспортное устройство, предназначенное для перемещения носителей с оправками по технологическим позициям, выполнено в виде двух приводных станций и натянутых между ними параллельно расположенных лент, образующих трассы, с возможностью перемещения этих трасс в противоположных направлениях. Транспортное устройство снабжено переталкивателями оправок с одной трассы на другую.
По ходу технологического процесса по трассам установлены автомат загрузки каркасов из кассет на оправки носителей и выгрузки намотанных катушек с носителя в кассеты, автомат запрессовки выводов в каркасы катушек, устройство контроля наличия каркаса на оправке носителя и наличия выводов, узел переталкивания носителей с браком, намоточный станок с механизмом загрузки каркасов на оправки шпинделей намоточного станка и съема намотанных катушек с оправок, перегрузки их на оправки носителей, механизм нанесения флюса на вывода, механизм облуживания выводов, устройство обрезки выводов, устройство контроля катушек.
Автомат загрузки каркасов из кассет и выгрузки катушек с носителя в кассеты содержит накопитель кассет с каркасами, соединенный транспортным устройством с накопителем кассет с катушками, а также он содержит манипулятор с грейфером для перемещения каркасов из кассеты на оправку носителя и манипулятор с грейфером для премещения катушек с оправки носителя в кассету.
Автомат запрессовки выводов в каркасы содержит пневмопривод для запрессовки пуансонами выводов в отверстия каркаса. Намоточный станок содержит револьвер, поворачивающийся на 180°, с установленными на нем шпинделями с оправками.
Механизм загрузки каркасов на оправки шпинделей станка и съема намотанных катушек с оправок, перегрузки их на оправки носителей снабжен манипулятором с грейферами, расположенными напротив соответствующих шпинделей намоточного станка.
Механизм нанесения флюса снабжен ванночкой для флюса с приводом ее перемещения к выводам и нанесения на них флюса окунанием.
Механизм облуживания выводов содержит нагревательное устройство с подвижным паяльным стержнем, узлом подачи припоя, узлом чистки паяльного стержня, при этом паяльный стержень имеет лунку на торце для припоя.
Приведенная совокупность существенных признаков в сравнении с известным уровнем техники позволяет сделать вывод о соответствии предлагаемого технического решения критерию "новизна".
В тоже время совокупность отличительных признаков, приводящих к решению поставленной задачи, явным образом не следует из уровня техники, поэтому предлагаемое техническое решение соответствует критерию "изобретательский уровень".
Перечень фигур на чертежах.
На фиг.1 - фронтальный вид линии.
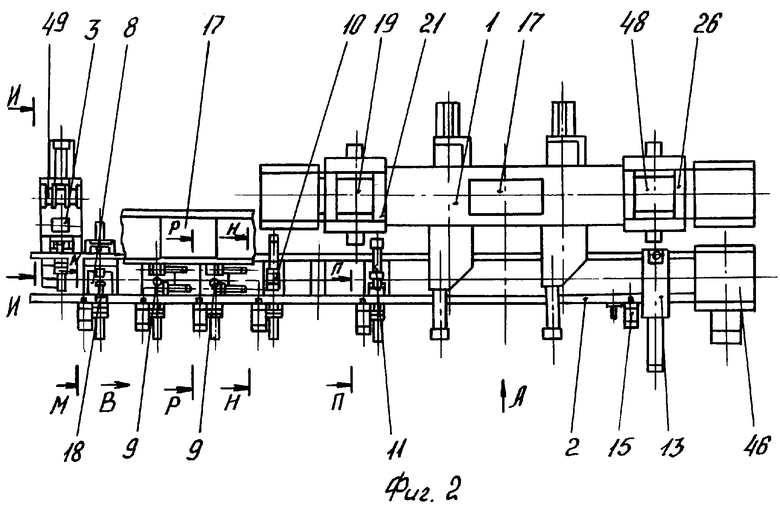
На фиг.2 - вид сверху линии до разреза по И-И на фиг.1.
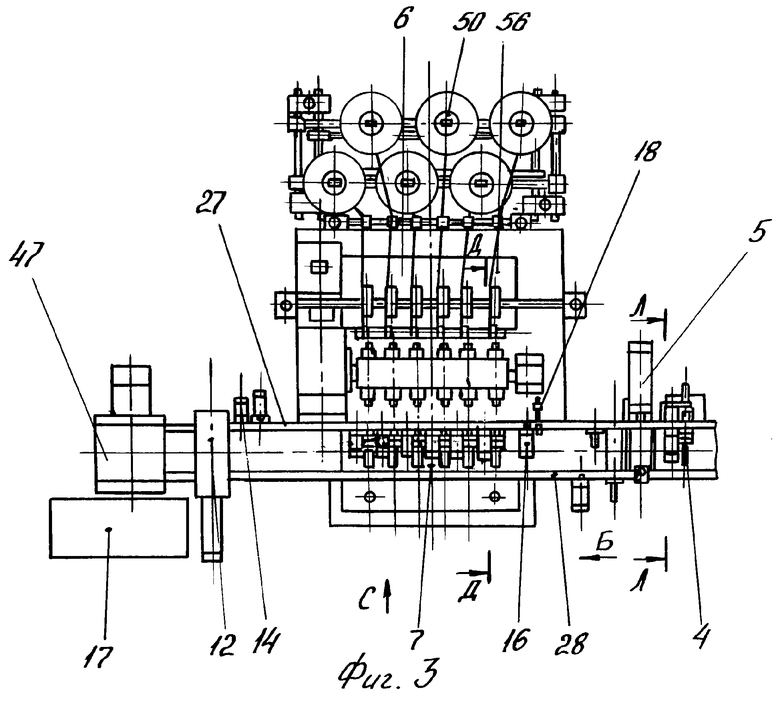
На фиг.3 - вид сверху линии после разреза по И-И на фиг.1.
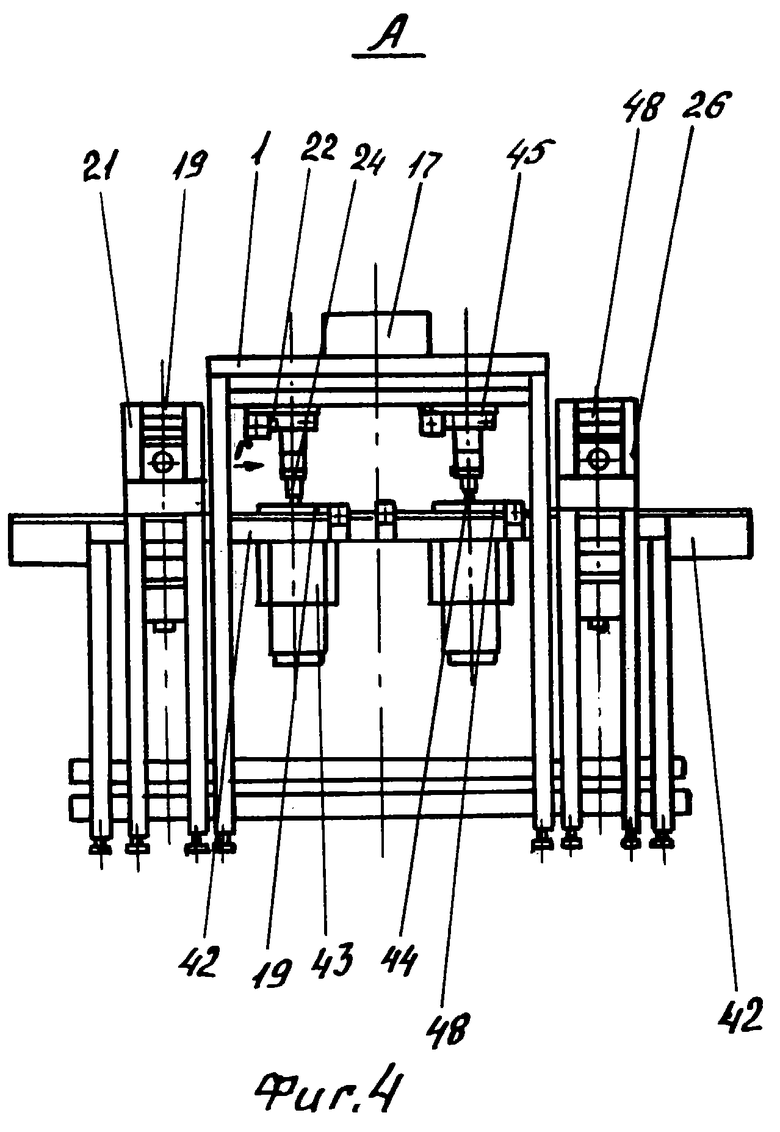
На фиг.4 - вид по А поз. 1 (на фиг.1, 2) на автомат загрузки каркасов 20 (фиг.6) из кассет 19 (фиг.1) и выгрузки катушек 55 в кассеты 48. Трассы 27, 28 условно не показаны.
На фиг.5 - вид по Г на фиг.4.
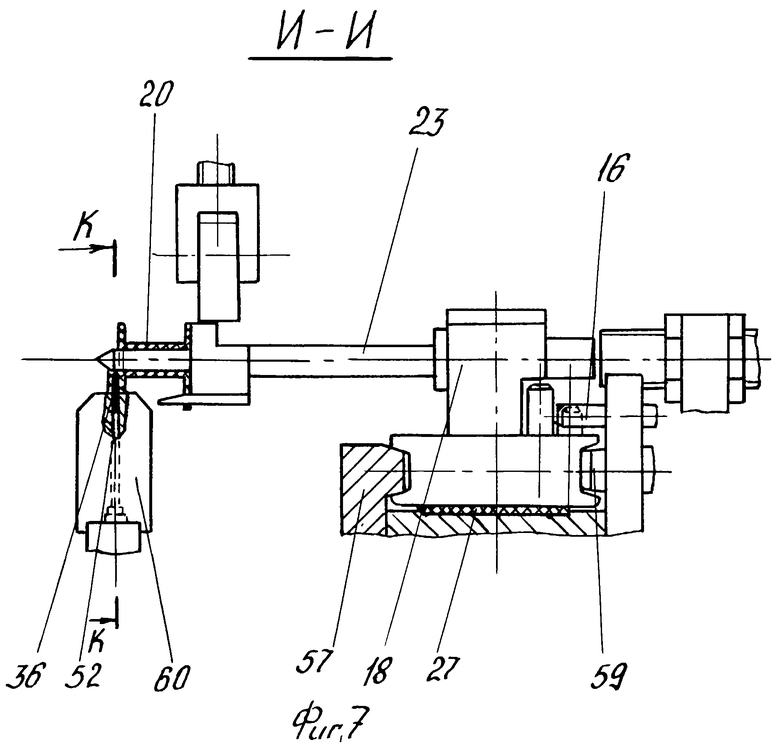
На фиг.6, 7 - разрез по И-И автомата 3 запрессовки выводов.
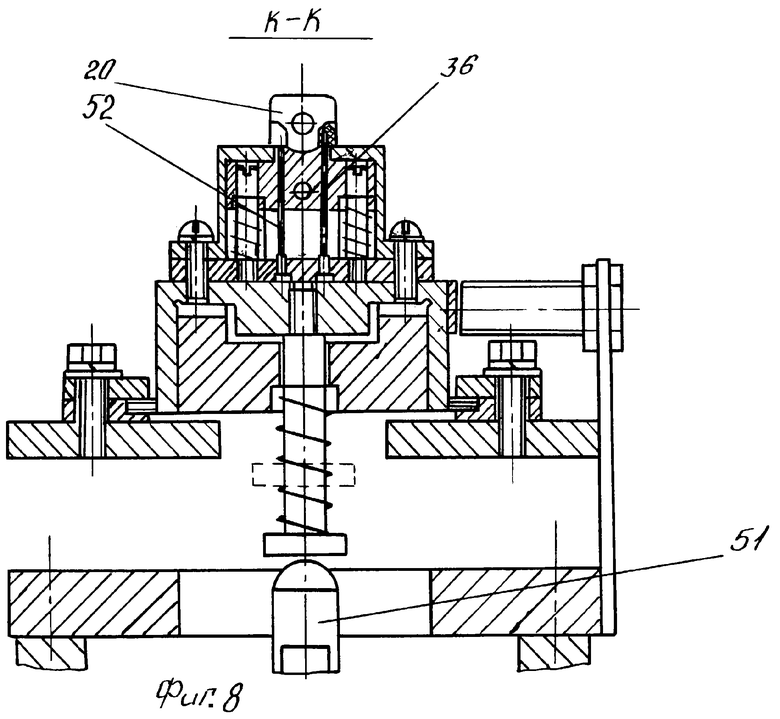
На фиг.8 - разрез по К-К фиг.7 автомата 3 запрессовки выводов.
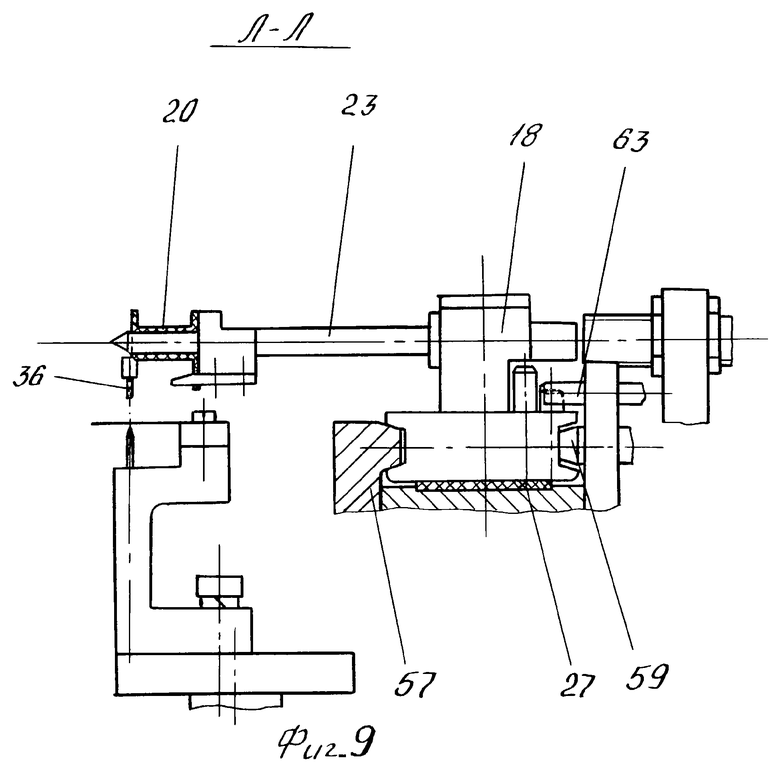
На фиг.9 - разрез по Л-Л на устройстве контроля 4 наличия каркаса 20 на оправке 23 носителя 18 и наличия выводов 36.
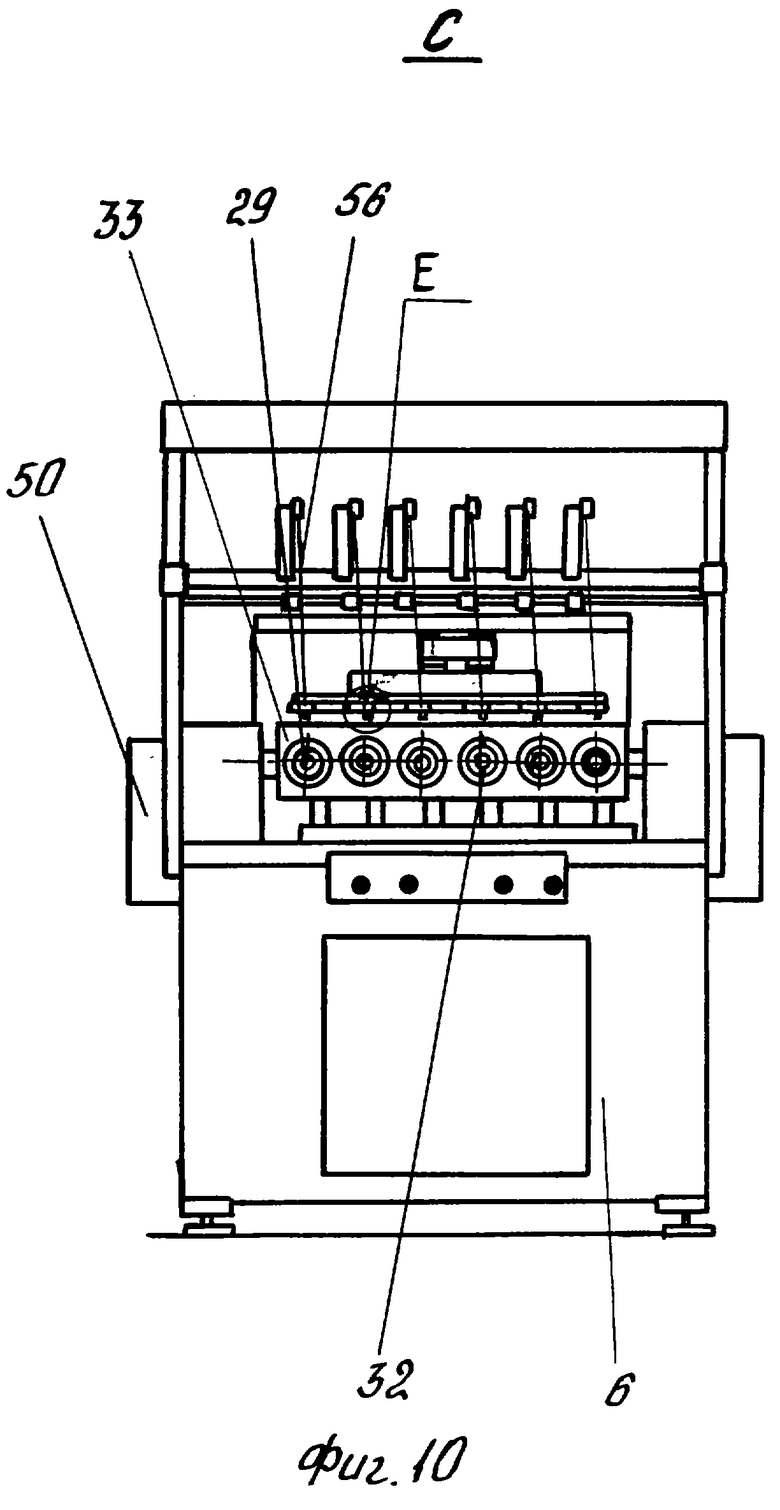
На фиг.10 - вид С намоточного станка 6.
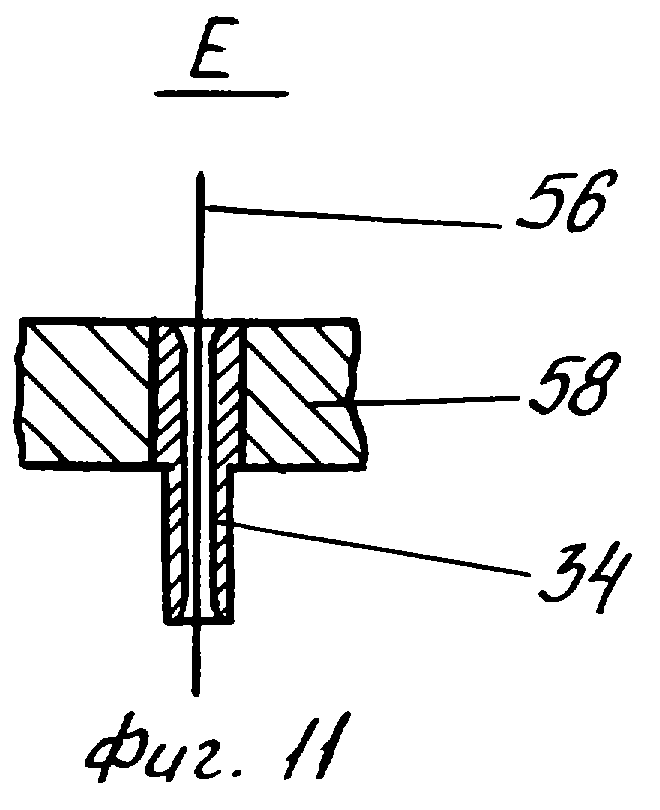
На фиг.11 - вид Е в разрезе фильера 34 узла намотки провода 56.
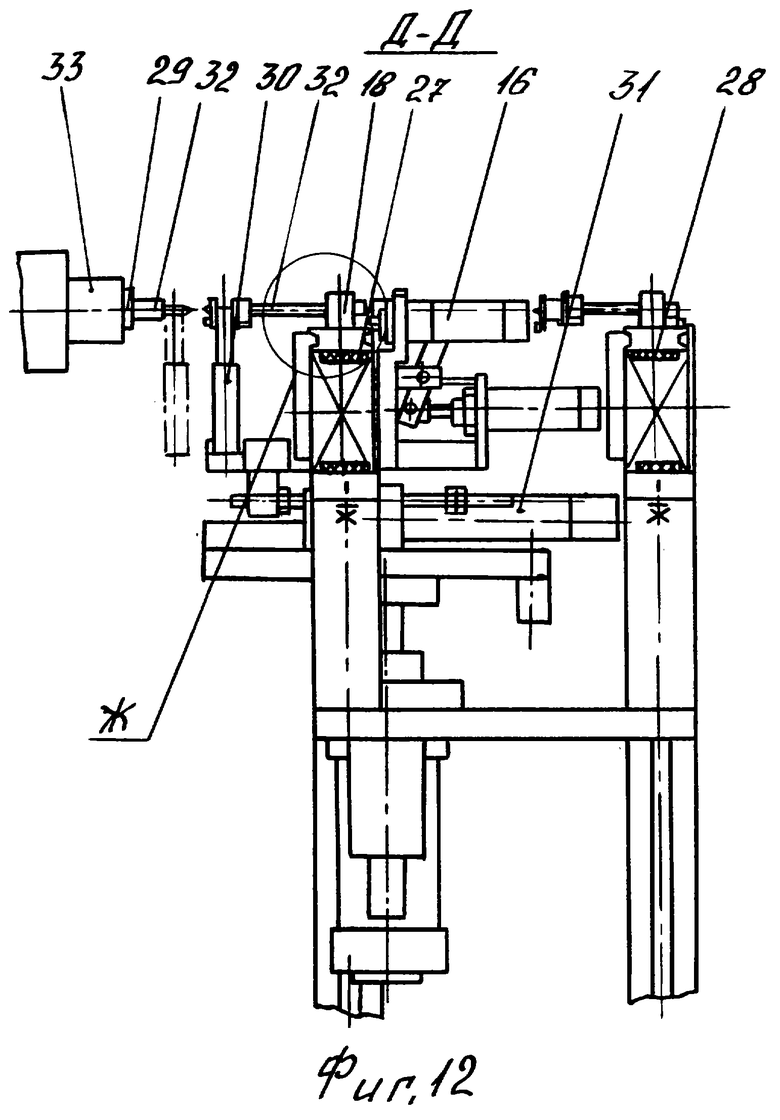
На фиг.12 - разрез по Д-Д механизма 7 загрузки каркасов 20 на оправки 32 шпинделей 29 намоточного станка 6.
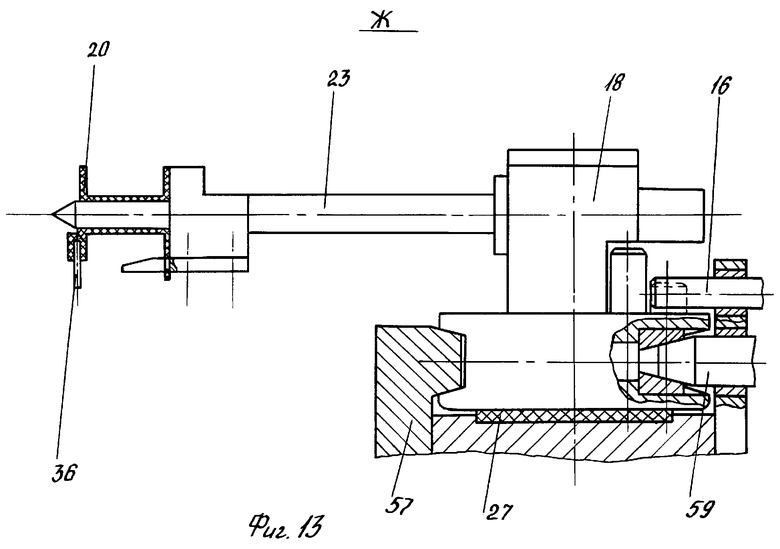
На фиг.13 - вид Ж фигуры 12, грейфер 30 условно не показан.
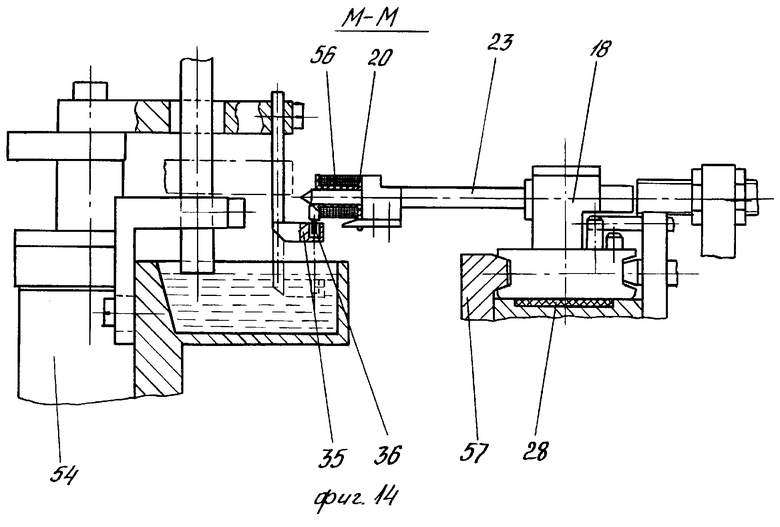
На фиг.14 - механизм 8 нанесения флюса, разрез по М-М. Пунктирной линией показано положение ванночки 35, погруженной во флюс.
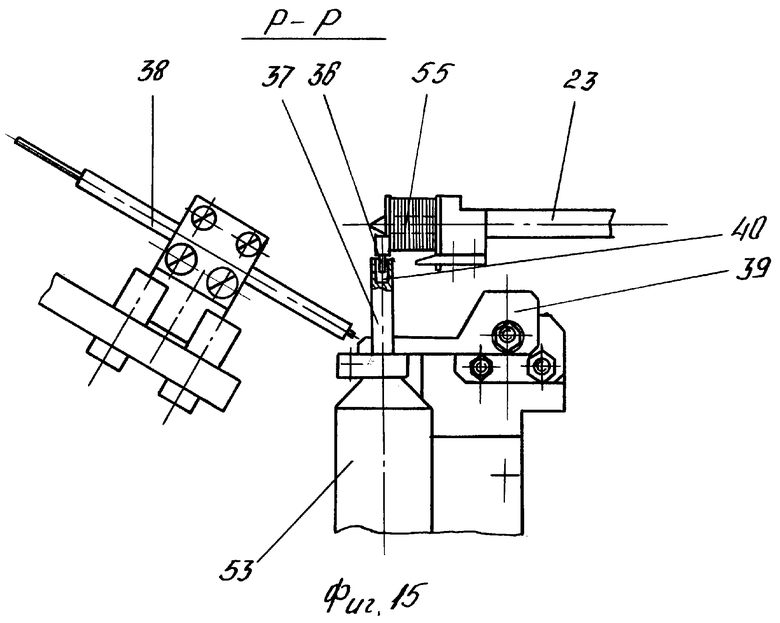
На фиг.15 - механизм 9 облуживания выводов 20, разрез по Р-Р. Стержень 37 изображен в положении пайки.
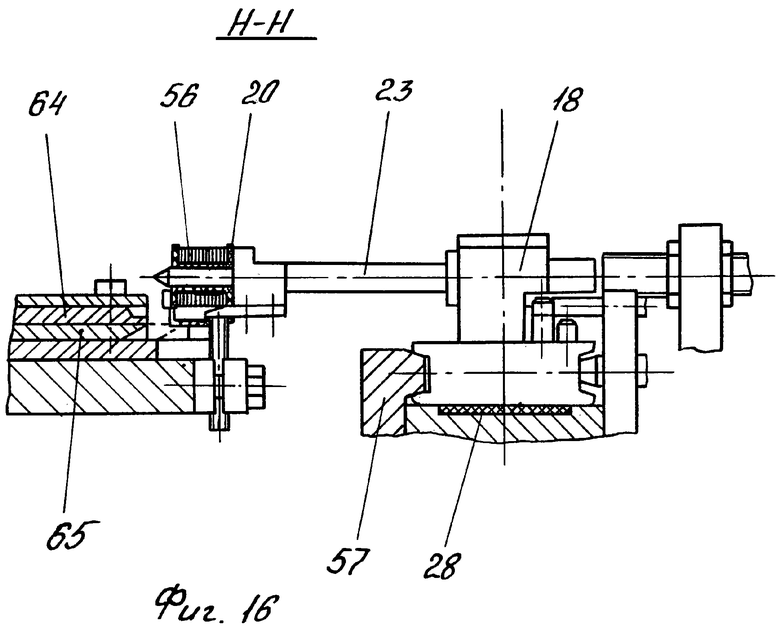
На фиг.16 - разрез по Н-Н механизма 10 обрезки.
На фиг.17 - устройство 11 проверки катушки, разрез по П-П.
Линия намотки катушек реле состоит из транспортного устройства 2 (фиг.1, 2) с приводами 46, 47, смонтированными на станине 43. Транспортное устройство предназначено для перемещения носителей 18 (фиг.5) с оправками 23, на которых установлены каркасы 20 (фиг.7) катушек 55 (фиг.5) по всем технологическим позициям.
В состав транспортного устройства входят две параллельно расположенные между приводами 46, 47 ленты, движущиеся в противоположных направлениях по стрелкам Б, В, образующие трассу 27 (по стрелке Б) и возвратную трассу 28 (по стрелке В), что позволяет при наличии переталкивателей 12, 13 в конце трасс создать замкнутый технологический цикл.
Носители 18 установлены на трассах 27, 28 свободно. Отсекатели 14, 15, 16, а также другие отсекатели при срабатывании задерживают носители на технологических позициях, в то время как трассы 27, 28 продолжают движение. Носители фиксируются в направляющих 57 (фиг.7).
По ходу технологического процесса вдоль трасс 27, 28 установлено оборудование. Автомат 1 загрузки каркасов 20 из кассет 19 и выгрузки катушек 55 с носителя в кассеты 48.
Автомат содержит накопитель 21 кассет с каркасами, соединенный транспортным устройством 42 с накопителем 26 кассет 48 с катушками. А также он содержит манипулятор 22 с грейфером 24 для перемещения каркасов 20 из кассеты 19 на оправку 23 носителя 18 и манипулятор 45 с грейфером 44 для перемещения катушки 55 с оправки в кассету 48.
Автомат 3 запрессовки выводов в каркасы 20 катушек содержит пневмопривод 51 и пуансоны 52, запрессовывающие вывода 36 в отверстия каркасов.
Намоточный станок 6 содержит револьвер 33 с возможностью поворота его на 180° с установленными на нем шпинделями 29 с оправками 32. Станок оснащен устройством 58 намотки провода на каркасы.
Механизм 7 загрузки каркасов 20 на оправки 32 шпинделей 29 намоточного станка 6 и съема намотанных катушек с оправок перегрузки их на оправки 23 носителей 18 снабжен манипулятором 31 с грейферами 30, расположенными напротив соответствующих шпинделей 29 намоточного станка 6.
Механизм 8 нанесения флюса снабжен ванночкой 35 для флюса с приводом 54 ее перемещения к выводам 36 и нанесения на них флюса.
Механизм 9 облуживания выводов 36 содержит нагревательное устройство 53 с подвижным паяльным стержнем 37, узлом подачи припоя 38, узлом 39 чистки паяльного стержня. Паяльный стержень имеет лунку 40 на торце для припоя.
Перед началом работы линии выполняют следующие операции:
- настраивают намоточный станок на работу с данным типом катушки, заправляют провод;
- заправляют проволоку в катушки автомата запрессовки;
- заправляют припой для облуживания;
- заливают флюс в ванночку нанесения флюса;
- устанавливают кассеты с каркасами в накопитель;
- включают электрооборудование, подачу сжатого воздуха.
Линия работает следующим образом. Кассета 19 с каркасами 20 катушек 55 в гнездах (80 гнезд, 8 рядов по 10) из накопителя 21 поступает для подачи каркасов посредством манипулятора 22 на оправки 23 носителей 18.
Манипулятор 22 состоит из грейфера 24, механизма вертикального перемещения, каретки горизонтального перемещения и шагового устройства (не показаны).
Носитель 18 останавливается в позиции загрузки отсекателем 25 и фиксируется коническим стопором (не показан, аналогичен 59, фиг.7). Из кассеты 19, зафиксированной в позиционирующем устройстве (не показано), манипулятор 22 вынимает каркас катушки при помощи грейфера 24 и одевает на оправку 23 носителя 18. Грейфер 24 разжимается и манипулятор возвращается за каркасом, находящимся во втором гнезде кассеты, вынимает каркас при готовности следующего носителя, устанавливает на оправку носителя. Циклы повторяются до десятого гнезда кассеты. Затем происходит перемещение кассеты на один шаг, и перегружаются каркасы второго ряда кассеты на оправки носителей. Далее перегружаются каркасы третьего, четвертого... восьмого рядов.
Разгруженная кассета 19 перемещается к манипулятору 45 загрузки катушек, снимаемых с оправок носителей, поступивших с намотки. Данная кассета замещает загруженную катушками кассету 48, перемещенную в накопитель 26.
Носитель 18 с установленным на оправке 23 каркасом 20 перемещается к автомату 3 (фиг.1, 2) запрессовки выводов, предварительно проверяется наличие каркаса на оправке флажком датчика (не показан), где выполняется корректировка положения каркаса на оправке посредством воздействия штока пневмоцилиндра на каркас по осевой линии оправки (не показано).
Носитель поступает в рабочую зону автомата запрессовки выводов, останавливается отсекателем, который аналогичен 16 (фиг.27), базируется фиксатором 59 и направляющей 57.
Концы двух проволок, параллельно подаваемых из бухт 49 в отверстия неподвижного и подвижного ножей, отрезаются подвижным ножом 61 в размер, вставляются пуансонами 62 в два отверстия каретки 60, подведенной под нижнюю плоскость подвижного ножа 61.
Каретка переносит вывода 36 к оправке 23 носителя 18 под каркас 20 катушки, каретка фиксируется на упоре (не показан), нижний пневмопривод поднимает пуансоны 52 каретки вверх и запрессовывает вывода 36 в отверстия каркаса катушки.
Носитель с каркасом переходит к устройству 4 проверки наличия выводов, где он останавливается другим отсекателем 63. При наличии каркаса и обоих выводов носитель отпускается отсекателем в зону намоточного станка 6. При отсутствии одного из выводов 36 или каркаса вообще носитель передается переталкивателем 5 на возвратную ветвь трассы 28, автомат запрессовки выводов блокируется. Запуск его в работу производится оператором после осмотра и выполнения необходимых наладочных работ.
Перед намоточным станком 6 на трассе 27 расположен отсекатель 16 (фиг.13), который задерживает носители, если рабочая зона заполнена носителями.
В зоне станка 6 на трассе 27 размещены отсекатели, аналогичные 16, и фиксирующие устройства, аналогичные 59 (фиг.13), по 6 штук - они расположены так, чтобы носители 18 (6 штук) фиксировались напротив соответствующих шпинделей 29 станка 6. На каждый зафиксированный в рабочей зоне носитель имеется свой грейфер 30, закрепленный на подвижной части общего для всех шести грейферов манипулятора 31. Таким образом грейферы 30 могут перемещаться вверх-вниз, а также горизонтально - к оправке 32 соответствующего шпинделя 29 и обратно к оправке носителя.
Грейферы 30 поднимаются манипулятором 31, захватывают каркасы, стаскивают их с оправок 23, перемещаются горизонтально, одевают каркасы на оправки 32 шпинделей 29 станка 6, разжимаются, опускаются вниз, горизонтальным движением перемещаются в исходное положение - к трассе 27.
Револьвер 33 станка 6 поворачивается на 180°, переносит каркасы к фильерам 34 узла 58 намотки провода 56, через которые пропущен провод из бухты 50, а намотанные в предыдущем цикле катушки при этом оказываются в позиции, доступной для манипулятора. Манипулятор 31 переносит грейферы 30 к оправкам 32 шпинделей 29 с катушками, поднимает, схватывает грейферами катушки, стаскивает их с оправок 32 шпинделей 29 и переносит на оправки 23 носителей 18.
Грейферы разжимаются и перемещаются в нижнее исходное положение. Носители 18 освобождаются от фиксации и выводятся по трассе 27 из рабочей зоны намоточного станка 6.
Следующая партия носителей 18 в количестве 6 штук заходит для загрузки каркасов на свободные оправки 32 шпинделей 29 станка 6.
Носители с катушками, перемещенные трассой 27 к переталкивателю 12, подаются поштучно на возвратную ветвь 28 трассы. Выполняется корректировка положения катушки на оправке, посредством воздействия штока пневмоцилиндра на каркас по осевой линии оправки катушка поджимается к базовой поверхности оправки (не показано).
Блокировочное устройство с отсекателем 14 исключает возможность переполнения этой зоны носителями. Носители с катушками поступают к механизму нанесения флюса 8.
Носитель останавливается и фиксируется отсекателем, который аналогичен отсекателю 16 (фиг.13). Ванночка 35 с флюсом поднимается приводом 54 к выводам 36, выполняется нанесение флюса "окунанием".
Каждый из двух выводов 36 облуживается на отдельном механизме 8 - они идентичны. Каждая позиция оснащена отсекателем, который аналогичен 16, фиксатором носителя, аналогичным 59, нагревательным устройством 53 с подвижным паяльным стержнем 37, узлом подачи припоя 38, узлом чистки стержня, приборами автоматики и контроля температуры (не показаны).
Стержень имеет лунку 40 для разогревания припоя на верхнем торце. Стержень находится в отверстии нагревателя. Привод вертикального перемещения стержня в отверстии нагревателя - пневматический. При подъеме стержня торец его выступает из нагревателя и припой, находящийся в лунке 40, наносится на облуживаемый вывод 36 катушки 55. Припой предварительно, в начале каждого цикла, подается в разогретую лунку 40 (≈400° по Цельсию). Привод подачи припоя пневматический. Диапазон настраиваемых температур стержня 370...410 градусов по Цельсию. Температура для конкретного вывода с учетом размеров и параметров подмотки устанавливается технологически. Аппаратура позволяет поддерживать стабильную заданную температуру Т=±2°.
Катушка после паек обоих выводов подается на носителе к механизму 10 обрезки, где выполняется снятие с концов выводов излишков припоя при помощи прижима 64 и ножа 65 и обеспечивается размер длины вывода согласно чертежу.
На устройстве 11 проверки катушки, следующим после обрезки, осуществляется контроль на отсутствие обрыва провода контакт-деталями 66. Забракованные катушки снимаются манипулятором 41 в специальную тару 67, годные подаются на носителе дальше по трассе 28 ко второму переталкивателю 13, где возвращаются в начало трассы 27 и поступают в зону разгрузки готовых изделий манипулятором 45, останавливаются отсекателем, который аналогичен 16, и фиксируются фиксатором, который аналогичен 59 (фиг.13). Отсекатель 15 исключает переполнение переталкивателя 13 носителями.
Разгрузка катушек с носителей аналогична загрузке каркасов на носители, принцип работы аналогичен. Алгоритм работы обеспечивается программой контролера.
Кассеты со свободными гнездами для катушек поступают по трассе 42 к манипулятору 45. Грейфер 44 манипулятора 45 переносит катушки с оправки носителей в гнезда кассеты. Заполненные кассеты переносятся по трассе 42 в накопитель с готовыми катушками 26. Трасса 42 автомата загрузки 1 и выгрузки катушек предназначена для транспортировки кассет с каркасами от накопителя 21 на загрузку каркасов на оправки носителей, далее, без каркасов, на съем катушек в кассету, далее, уже с катушками, в накопитель 26 кассет с готовыми катушками. Цикл намотки катушек завершен. Предлагаемая линия позволяет автоматизировать намотку катушек для изделия 90.3747.000 " Электромагнитное реле", изготавливаемого ОАО "Автоэлектроарматура" (АО "АВАР"), г.Псков, и поставляемого в качестве комплектующего на автомобильные заводы ВАЗ, УАЗ, КамАЗ, ГАЗ и другие.
По линии разработана конструкторско-технологическая документация №2А92.00.000, паспорт 2А92.00.000ПС.
Производительность одной линии составляет 3500 штук намотанных катушек в смену. Повышено качество намотки, уменьшен брак.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для намотки элекрических катушек | 1972 |
|
SU555450A1 |
| Устройство для намотки электрических катушек | 1980 |
|
SU951429A1 |
| Станок для автоматической намотки конденсаторов | 1958 |
|
SU124549A1 |
| Устройство для намотки электрических катушек | 1990 |
|
SU1791865A1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Станок для намотки электрических катушек | 1974 |
|
SU604040A1 |
| Станок для укладки обмотки в полузакрытые пазы статоров электрических машин | 1958 |
|
SU130099A1 |
| Способ изготовления однослойных электрических катушек и устройство для его осуществления | 1985 |
|
SU1589328A1 |
| Станок для намотки катушек | 1978 |
|
SU744751A1 |



Линия намотки катушек реле относится к технологическому оборудованию для намотки проводов, проволоки и т.п. длинномерных изделий и может быть использована в электротехнической, машиностроительной и других отраслях промышленности, а также на предприятиях по изготовлению автомобильной электроарматуры. Технический результат изобретения - повышение производительности и качества намотки, автоматизация технологических операций. Линия намотки катушек реле состоит из автомата загрузки каркасов из кассет и выгрузки катушек с носителя в кассеты, устройства транспортного, автомата запрессовки выводов в каркасы катушек, устройства контроля наличия каркаса на оправке носителя и наличия выводов, узла переталкивания носителя с браком, намоточного станка, механизма загрузки каркасов на оправки шпинделей намоточного станка и съема намотанных катушек с оправок, перегрузки их на оправки носителей, механизма нанесения флюса на вывода, механизма облуживания, устройства обрезки выводов, устройства контроля катушки. Транспортное устройство с приводами предназначено для перемещения носителей с оправками, на которых установлены каркасы катушек по всем технологическим позициям. 5 з.п. ф-лы, 17 ил.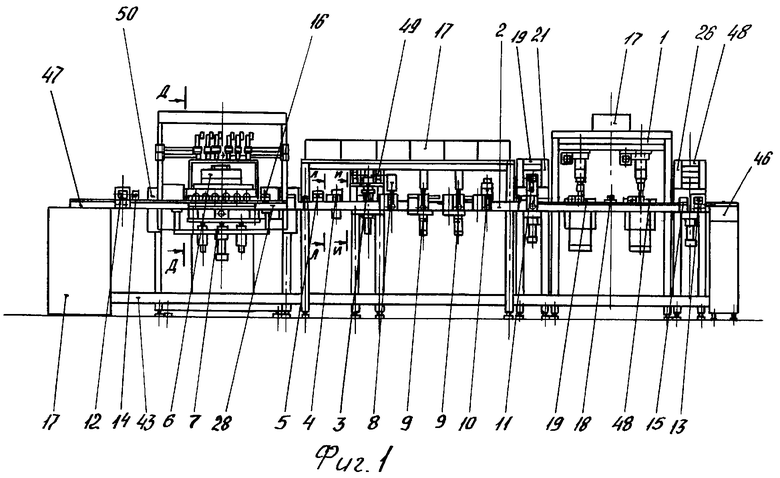
| Станок для намотки длинномерного нитевидного материала | 1989 |
|
SU1641755A1 |

