Область применения изобретения
Настоящее изобретение относится к непрерывной тонкой текстурированной пленке, нанесенной на негладкие поверхности, для применения в различных областях, причем пленка в достаточной степени сохраняет текстуру нижележащей негладкой поверхности при наслаивании на текстуру нижележащей поверхности.
Предпосылки создания изобретения
Для многих поверхностей субстрата с покрытием необходимо покрытие, которое сохраняет или существенно не ухудшает текстуру нижележащей поверхности или формирование рельефа поверхности субстрата. Следует понимать, что термины «текстура», «текстура поверхности» и «рельеф» в настоящем документе имеют одинаковое значение. В контексте настоящего документа термин «субстрат» обозначает любую негладкую поверхность, характеризующуюся определенным случайным или неслучайным рельефом или текстурированным профилем поверхности. Субстрат включает в себя любой подходящий тип материала, включая поверхности из металлов и сплавов.
Одним примером субстрата является валок для тиснения, который имеет конфигурацию из углублений или канавок и/или приподнятых выступов для создания определенного рельефа или текстуры поверхности. Другим примером субстрата является рабочий валок с заданной текстурой поверхности. Например, рабочие валки для применения в металле или металлических сплавах (например, стали, титане, меди, латуни или алюминии), имеющие определенную текстуру поверхности, могут быть необходимы для производства прокатных деталей и других продуктов. При использовании в настоящем документе термины «деталь» и «продукт» являются общими обозначениями материала любого типа, с которым субстрат с покрытием может контактировать в рамках процесса прокатки или целевого применения (например, термообработки, отжига и т.п.), включая, например, полоску, плиту или другие прокатные листовые металлы или другие листовые продукты. Текстурированный рабочий валок для выполнения горячей прокатки и холодной прокатки имеет определенные преимущества, включая возможность значительного уменьшения толщины материала детали, проходящего через рабочий валок.
Дополнительно желательно наличие текстуры поверхности рабочего валка, так как она может служить для захвата смазочного материала для предотвращения сцепления, происходящего в случае израсходования смазочного материала на валке (израсходование смазочного материала происходит при чрезвычайно высоких температурах, возникающих при горячей прокатке). Затем такой смазочный материал вытесняется на поверхность контакта валка с плитой, где он по существу сводит к минимуму перенос материала из-за слипания поверхностей валка с поверхностями плиты и сводит к минимуму количество вкатанных инородных частиц и грязи на поверхности плиты при ее попадании в клети холодного проката.
Дополнительно большие рабочие валки для холодной прокатки и дрессировки, используемые для производства листовой стали, должны быть снабжены точно определенной текстурированной поверхностью. Такая текстура может быть затем передана листовой стали при прохождении ее через валки. Так как лист впоследствии формируют с учетом некоторого требуемого профиля, например каркас кузова автомобиля, приобретаемая текстура поверхности играет очень важную роль, сначала при смазке маслом, которое необходимо во время прессования, а впоследствии при покраске металлического каркаса. Специалистам в данной области известно, что в автомобилестроении и других областях промышленности пресс, обрабатывающий стальной лист, должен иметь шероховатость поверхности и смазку определенного качества.
Используется множество способов нанесения покрытия, но они не обеспечивают достаточного срока службы. Один пример представляет собой способ твердого хромирования, который является широко распространенным в настоящее время. Однако основным недостатком способа твердого хромирования является то, что в нем используется шестивалентный хром. В связи с его канцерогенными свойствами несанкционированное использование соединений Cr (VI) запрещено в Европейском союзе с сентября 2017 г. в соответствии с регламентом по регистрации, оценке, выдаче разрешений и ограничению использования химических веществ (REACH).
В качестве альтернативы были изучены способы нанесения покрытия с помощью электрического разряда (EDC), которые создают текстуру нижележащей поверхности и одновременно наносят покрытие на поверхность детали. EDC представляет собой способ нанесения сплава/покрытия на поверхность, предназначенный для создания твердого и износостойкого слоя с текстурированной электрическим разрядом поверхностью на металлическом субстрате. Неспеченные порошковые электроды и/или электроды из спеченного карбида металла используются в процессе создания текстуры электрическим разрядом для улучшения износостойкости валка посредством нанесения на поверхность сплава. При использовании способа EDC электрический ток протекает через электрод и вызывает ионизацию диэлектрика в межэлектродном зазоре. Во время ионизации развиваются температуры более 8000 K, при этом происходит локальное плавление и испарение электрода и поверхности детали с образованием поверхности с покрытием. Результаты, как правило, демонстрируют неприемлемо низкие уровни отложений карбида вольфрама на поверхности детали, что приводит к снижению износостойкости.
Дополнительно другие имеющиеся способы нанесения покрытий по существу не способны сохранять текстуру или профиль нижележащей негладкой поверхности. На сегодняшний день при нанесении покрытия на негладкую поверхность, например путем текстурирования, тиснения, гравирования, травления или накатывания, неоднородность поверхности утрачивается при осаждении на нее толстого защитного покрытия.
В связи с недостатком текущих способов нанесения покрытия сохраняется потребность в улучшенных покрытиях и способах их производства, выполненных с возможностью покрытия негладких поверхностей субстрата с таким содержанием пленки, которое будет достаточным для обеспечения защитной износостойкости и при этом не приведет к существенному ухудшению текстуры или профиля нижележащих негладких поверхностей, таким образом обеспечивая достаточную сохранность текстуры или профиля нижележащей поверхности.
Изложение сущности изобретения
В одном аспекте предложена текстурированная тонкая пленка, содержащая: субстрат, включающий в себя негладкую поверхность, характеризующуюся рельефом, причем указанный рельеф имеет заданное число пиков и впадин; причем текстурированная тонкая пленка непрерывно проходит вдоль всей негладкой поверхности, причем указанная текстурированная тонкая пленка получена из жидкого сырья, содержащего твердые частицы и подаваемого через устройство для аддитивного наслаивания, причем указанные частицы имеют эффективный диаметр не более приблизительно 5 мкм; при этом указанное текстурированное тонкое покрытие имеет минимальную толщину и максимальную толщину не более приблизительно 25 мкм, так что отношение минимальной толщины к максимальной толщине находится в диапазоне от приблизительно 0,6 до приблизительно 1,0, таким образом создается текстура пленки, которая по существу соответствует рельефу негладкой поверхности.
Во втором аспекте предложена текстурированная тонкая пленка, содержащая: субстрат, включающий в себя негладкую поверхность, характеризующуюся рельефом, причем указанный рельеф характеризуется профилем сложной формы, определяемым заданным числом пиков и впадин; причем текстурированная тонкая пленка непрерывно проходит вдоль всей негладкой поверхности с образованием (i) пиков с покрытием, каждый из которых соответствует указанному сложному профилю указанных соответствующих пиков негладкой поверхности, и (ii) впадин с покрытием, каждая из которых подтверждает сложный профиль указанных соответствующих впадин негладкой поверхности указанной текстурированной тонкой пленки, полученной на основе твердых частиц жидкого сырья, подаваемых с помощью устройства для аддитивного наслаивания; при этом указанная текстурированная тонкая пленка имеет минимальную толщину и максимальную толщину не более приблизительно 25 мкм, так что отношение минимальной толщины к максимальной толщине находится в диапазоне от приблизительно 0,6 до приблизительно 1,0.
В третьем аспекте способ создания субстрата с полным покрытием вдоль наружной поверхности субстрата без существенного изменения или разложения профиля текстуры наружной поверхности субстрата, причем указанный способ включает следующие этапы: обеспечение субстрата с наружной поверхностью, причем указанная наружная поверхность имеет рельеф, характеризующийся как негладкий, что определяется профилем текстуры; обеспечение устройства для аддитивного наслаивания, причем указанное устройство для аддитивного наслаивания содержит камеру для сжигания и сопло; генерацию потока горячего выходящего газа; подачу жидкого сырья, содержащего твердые частицы, в поток горячего выходящего газа, причем указанные твердые частицы имеют размер в диапазоне от 0,1 до 5 мкм; создание выходящего потока расплавленных твердых частиц; и направление выходящего потока расплавленных твердых частиц на негладкий профиль текстуры с получением текстурированной пленки, которая по существу соответствует рельефу негладкой поверхности.
Краткое описание графических материалов
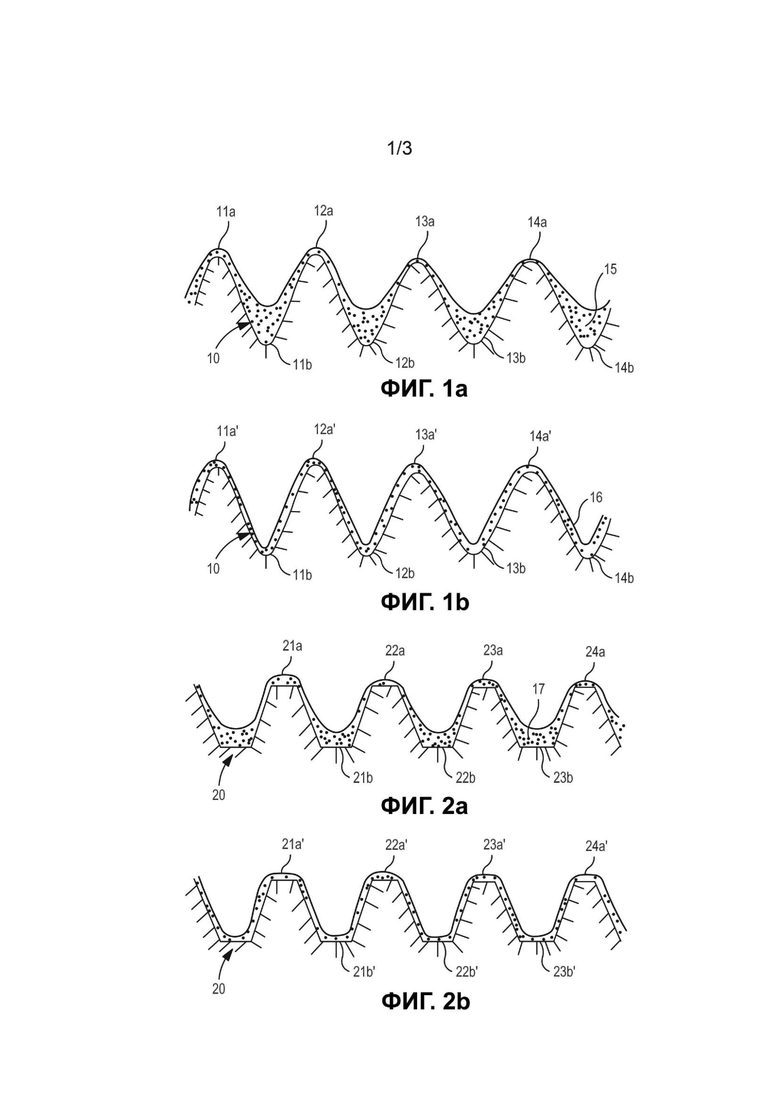
На фиг. 1a показана негладкая верхняя поверхность субстрата, имеющая традиционно термонапыляемое покрытие, причем толщина покрытия вдоль пиков и впадин негладкой поверхности является неоднородной, а нижележащая текстура подвергается разложению.
На фиг. 1b показана негладкая верхняя поверхность того же субстрата, показанного на фиг. 1a, имеющая тонкую текстурированную пленку, непрерывно проходящую вдоль пиков и впадин с равномерным покрытием и толщиной в соответствии с принципами настоящего изобретения, при этом тонкая текстурированная пленка получена с помощью процесса аддитивного наслаивания.
На фиг. 2a показан другой пример негладкой верхней поверхности субстрата, имеющей традиционно термонапыляемое покрытие, причем толщина покрытия вдоль пиков и впадин негладкой поверхности является неоднородной, а нижележащая текстура подвергается разложению.
На фиг. 2b показана негладкая верхняя поверхность того же субстрата, показанного на фиг. 2a, имеющая тонкую текстурированную пленку, непрерывно проходящую вдоль пиков и впадин с равномерным покрытием и толщиной в соответствии с принципами настоящего изобретения, при этом тонкая текстурированная пленка получена с помощью процесса аддитивного наслаивания.
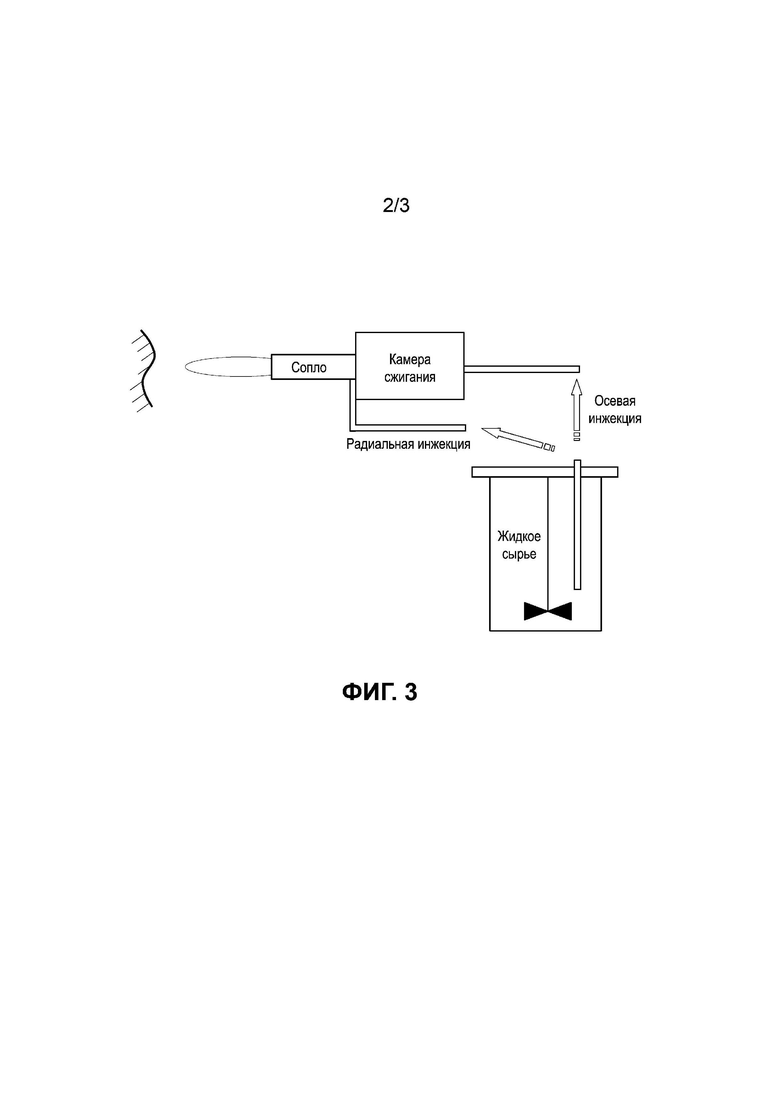
На фиг. 3 представлена репрезентативная схема системы для процесса аддитивного наслаивания.
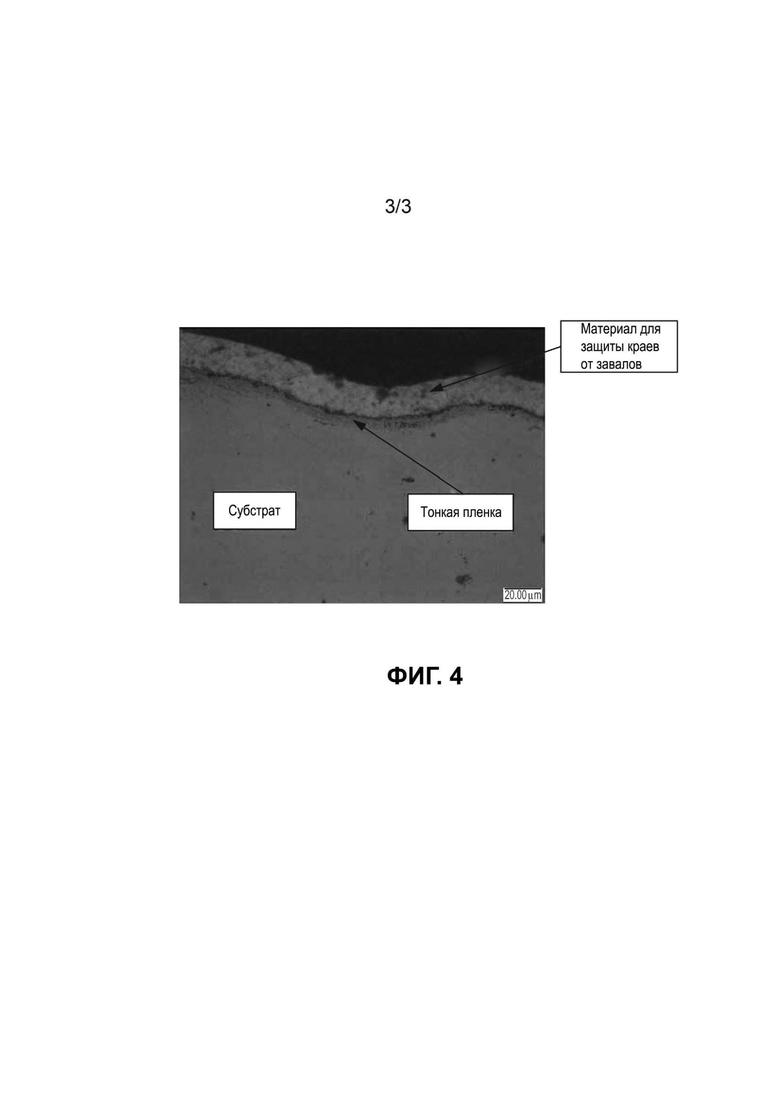
На фиг. 4 представлена микрофотография относительно тонкой текстурированной пленки, покрывающей всю негладкую поверхность таким образом, чтобы по существу соответствовать нижележащему рельефу негладкого субстрата в соответствии с принципами настоящего изобретения.
Подробное описание изобретения
Авторы настоящего изобретения понимают, что при нанесении термонапыляемого покрытия на негладкую поверхность, которая может быть создана путем текстурирования, тиснения, гравирования, травления или накатывания, рельефность неоднородной поверхности (т.е. текстура, профиль или рельеф поверхности) исчезает или покрывается стандартным термонапыляемым покрытием. В настоящем изобретении предложено новое решение, позволяющее преодолевать нарушение негладкой поверхности и одновременно сохранять необходимую износостойкость негладкой поверхности. Процесс аддитивного наслаивания, предпочтительно из карбидного сырья с размерами частиц в диапазоне от около 0,1 до 5 мкм, позволяет преодолеть недостатки традиционных термонапыляемых покрытий за счет производства тонких, текстурированных, плотных и износостойких пленок.
Один аспект настоящего изобретения посвящен пленке, которая способна по существу обеспечивать нужное сопротивление износу и коррозии и одновременно по существу сохранять конечную нижележащую текстуру или рельеф негладкой поверхности субстрата. Тонкая текстурированная пленка характеризуется отсутствием хромирования или EDC и получена из жидкого сырья с находящимися в нем твердыми частицами размером не более приблизительно 5 мкм, которое подается через устройство для аддитивного наслаивания.
Следует понимать, что настоящее изобретение может использоваться с субстратом любого типа, требующим сохранения текстуры или рельефа негладкой поверхности. Можно использовать различные негладкие субстраты, включая валки для тиснения, гравировочные валки, валки для травления, валки для накатывания, фрикционные валки, каландровые валки, брикетировочные валки, гофрировочные валки, дозирующие валки, тяговые валки, прядильные валки и валки для ломки окалины. В предпочтительном варианте осуществления субстрат может представлять собой рабочий валок, такой как используемый в способах прокатки металлического сплава (например, сплава стали или алюминия) или других неметаллических деталей.
В настоящем изобретении принимаются во внимание ожидаемые недостатки использования сухого порошка для покрытия негладкой текстурированной поверхности. В частности, на фиг. 1a показано покрытие 15 на основе сухого порошка, проходящее вдоль негладкой поверхности 10. Негладкая верхняя поверхность 10 показана полностью в качестве репрезентативной негладкой поверхности, характеризующейся рельефом, определяемым как последовательность заданного количества пиков и впадин. Показано, что верхняя часть негладкой верхней поверхности 10 имеет текстурированную поверхность в виде профиля довольно сложной формы, который является по существу волнообразным. Следует понимать, что верхняя поверхность 10 может иметь любую другую конфигурацию профиля. Для упрощения негладкая верхняя поверхность 10 изображена без соблюдения масштаба, а оставшаяся часть негладкой верхней поверхности 10 специально не показана. Другие детали негладкой верхней поверхности 10 специально не были показаны для лучшей демонстрации принципов настоящего изобретения. Пики с нанесенным покрытием обозначены как 11a–14a с соответствующими впадинами с нанесенным покрытием, обозначенными как 11b–14b. Каждый из пиков 11a–14a показан как имеющий одинаковую высоту, и каждая из впадин 11b–14b показана как имеющая одинаковую глубину. Однако следует понимать, что в настоящем изобретении рассматривается любая конфигурация пиков и впадин.
В настоящем изобретении принимается во внимание, что покрытие 15 на основе сухого порошка имеет тенденцию к большему накоплению внутри впадин 11b, 12b, 13b и 14b по сравнению с пиками 11a, 12a, 13a, 14a вследствие относительно большего размера частиц, что необходимо использовать для предотвращения эффектов накапливания в устройстве термонапыления. В результате нижележащий рельеф негладкой поверхности 10 утрачивается, поскольку осаждение расплавленных частиц порошка относительно большего размера невозможно контролировать до степени, необходимой для достижения по существу равномерного покрытия вдоль пиков 11a, 12a, 13a, 14a и впадин 11b, 12b, 13b и 14b. Покрытие 15 на основе сухого порошка уменьшает эффекты или снижает профиль 10 поверхности за счет уплощения элементов впадин 11b–14b вплоть до разрушения локализованной текстуры негладкой поверхности 10. Таким образом, общая текстура поверхности покрытия 15 на основе сухого порошка является недостаточной для конкретного целевого назначения (например, для применений с использованием валков для тиснения).
В альтернативном варианте и в соответствии с принципами настоящего изобретения на фиг. 1b показана текстурированная тонкая пленка 16, полученная из жидкого сырья с твердыми частицами, составляющими не более 5 мкм. Пленку 16 подают с помощью устройства для аддитивного наслаивания. Тонкую текстурированную пленку 16 равномерно осаждают для создания пиков 11a’, 12a’, 13a’ и 14a’ с покрытием и впадин 11b’, 12b’, 13b’ и 14b’ с покрытием. Кроме того, покрытие пиков и впадин является по существу равномерным и полным по всей длине негладкой поверхности 10, так что пленка 16 характеризуется отношением минимальной толщины к максимальной толщине от 0,6 до 1,0, предпочтительно от 0,7 до 1,0 м, а более предпочтительно — от 0,8 до 1,0. На фиг. 1b показано, что тонкая текстурированная пленка 16 по существу соответствует нижележащему рельефу негладкой поверхности 10. Конкретно, текстурированная тонкая пленка 16 непрерывно проходит вдоль всей негладкой поверхности 10 с образованием (i) пиков 11a’, 12a’, 13a’ и 14a’ с покрытием, каждый из которых соответствует сложному профилю соответствующих пиков негладкой поверхности 10, и (ii) впадин 11b’, 12b’, 13b’ и 14b’ с покрытием, каждая из которых подтверждает сложный профиль соответствующих впадин негладкой поверхности 10. Пленка 16 непрерывно проходит вдоль негладкой поверхности 10. Окончательный результат заключается в том, что не остается непокрытых впадин или пиков. Для пленки 16 характерна толщина не более 25 мкм, предпочтительно 5–15 мкм, а более предпочтительно – 5-10 мкм.
Хотя пленка может быть значительно более тонкой, чем традиционные термонапыляемые покрытия, нанесенные на негладкие поверхности сложной формы (например, фиг. 1a), покрытие 16 может по-прежнему сохранять или увеличивать износостойкость негладкой поверхности 10. Пленка 16, изображенная на фиг. 1b, является особенно предпочтительной в тех случаях, когда конкретное применение требует максимального покрытия поверхности для получения максимальной износостойкости и коррозионной стойкости на сложных геометрических формах, которые имеет текстурированный рельеф, без изменения или разложения нижележащего текстурированного рельефа.
Преимущества настоящего изобретения можно использовать и для других негладких поверхностей. Например, на фиг. 2b показана негладкая поверхность 20, имеющая по существу квадратно-волновой рельеф по всей ее длине. На фиг. 2b представлена текстурированная тонкая пленка 18, полученная из жидкого сырья с твердыми частицами размером не более 5 мкм, подаваемого через устройство для аддитивного наслаивания. Тонкую текстурированную пленку 18 равномерно осаждают для создания пиков 21a’, 22a’, 23a’ и 24a’ с покрытием и впадин 21b’, 22b’, 23b’ и 24b’ с покрытием. Кроме того, покрытие пиков и впадин является по существу равномерным и полным по всей длине негладкой поверхности 20, так что пленка 18 характеризуется отношением минимальной толщины к максимальной толщине от 0,6 до 1,0, предпочтительно от 0,7 до 1,0 м, а более предпочтительно — от 0,8 до 1,0.
На фиг. 2b показано, что тонкая текстурированная пленка 18 по существу соответствует нижележащему рельефу негладкой поверхности 20 для сохранения нижележащей текстуры негладкой поверхности 20. Конкретно, текстурированная тонкая пленка 18 непрерывно проходит вдоль всей негладкой поверхности 20 с образованием (i) пиков 21a’, 22a’, 23a’ и 24a’ с покрытием, каждый из которых соответствует сложному профилю соответствующих пиков негладкой поверхности 20, и (ii) впадин 21b’, 22b’, 23b’ и 24b’ с покрытием, каждая из которых подтверждает сложный профиль соответствующих впадин негладкой поверхности 20. Пленка 18 непрерывно проходит вдоль негладкой поверхности 20. Окончательный результат заключается в том, что не остается непокрытых впадин или пиков. Для пленки 16 характерна толщина не более 25 мкм, предпочтительно 5-15 мкм, а более предпочтительно – 5-10 мкм.
Напротив, на фиг. 2a показано, что не предполагается, что покрытие 17 на основе сухого порошка будет обеспечивать равномерное покрытие вдоль негладкой поверхности 20. Как и на фиг. 1b, большая часть покрытия 17 накапливается внутри впадин, а не на пиках, так что толщина впадин 21b, 22b и 23b с покрытием больше, чем толщина пиков 21, 22a, 23a и 24a с покрытием. Окончательный результат заключается в том, что покрытие не является текстурированным и по существу не соответствует контуру негладкой поверхности 20, тем самым вызывая изменение или разложение нижележащего рельефа негладкой поверхности 20.
В одном аспекте настоящего изобретения размер частиц (т.е. эффективный диаметр) составляет не более 5 мкм и предпочтительно находится в диапазоне от 0,1 до 3 мкм, а более предпочтительно - от 0,5 до 2,5 мкм. Толщина покрытия в предпочтительном варианте осуществления может находиться в диапазоне от 5 до 25 мкм. Комбинация этих свойств может обеспечивать шероховатость поверхности (Ra) текстурированной тонкой пленки 16 и 20, которая предпочтительно составляет менее приблизительно 1,5 мкм.
Неожиданно было обнаружено, что значительное снижение количества обладающей признаками изобретения пленки 16 и 18, показанной на фиг. 1b и фиг. 2b соответственно, в сравнении с термонапыляемыми покрытиями не уменьшает твердость, износостойкость или антикоррозионные свойства настоящего изобретения. В качестве примера в одном варианте осуществления обладающая признаками изобретения пленка 16 и 18 на фиг. 1b и фиг. 2b соответственно имеет микротвердость (HV300), которая находится в диапазоне от 900 до 1400, что эквивалентно или лучше, чем у типичных твердых хромированных поверхностей; наряду с минимальной пористостью 0,5% об. или менее в расчете на общий объем обладающей признаками изобретения пленки, осажденной вдоль негладкой поверхности.
Тонкая текстурированная пленка настоящего изобретения может придавать такие свойства на основе композиции, содержащей карбид вольфрама, включая в качестве примера, без ограничений, WC-CoCr, WC-Co, WC-Ni или CrC-NiCr. Пленки, содержащие карбид вольфрама, проходят вдоль негладких поверхностей с размером зерен карбида предпочтительно в диапазоне от 0,05 до 1 мкм. Соответствующее сырье для карбид-вольфрамовых композиций может быть получено из спеченных частиц или высушенных распылением спеченных частиц; при этом сырье может включать в себя любой подходящий растворитель, органический или неорганический, а в одном предпочтительном варианте осуществления представляет собой жидкость на основе этанола. Следует понимать, что тонкая текстурированная пленка может также иметь другие композиции, полученные из сырьевых жидких суспензионных материалов, которые подходят для придания износостойкости, коррозионной стойкости и защитных свойств микротвердости негладкой поверхности субстрата, чтобы противостоять высокоагрессивным средам.
В другом варианте осуществления пленки могут быть получены из жидкого сырья, содержащего частицы наноразмерных порошков, которые в достаточной степени распылены до субмикронных твердых частиц. Субмикронные твердые частицы осаждаются из устройства для аддитивного наслаивания в виде по существу непрерывного и предпочтительно монослойного покрытия над каждым из пиков и впадин негладкой поверхности с получением текстурированной монослойной пленки вдоль каждого из пиков и впадин, которые могут иметь уменьшенную толщину по сравнению с описанной выше в настоящем документе. Монослойное покрытие снижает количество частиц, контактирующих с негладкой поверхностью, не требуя излишнего расходования материала. Кроме того, наноразмерная версия пленок 16 и 18 на фиг. 1b и 2b может способствовать сохранению нижележащего рельефа негладкой поверхности. Таким образом, общая текстура поверхности субстрата с частичным покрытием остается по существу неизменной. Выбор монослойного покрытия с использованием наноразмерной пленки или наращивания нескольких отдельных слоев для получения тонкой текстурированной пленки может зависеть от конечного применения, включая желаемую нагрузочную способность. Более высокая нагрузочная способность может обусловливать создание нескольких отдельных слоев для получения тонкой текстурированной пленки.
В системе и способе создания пленок, обладающих признаками изобретения, используют устройство для аддитивного наслаивания, имеющее камеру сжигания, которая генерирует поток горячего выходящего газа. На фиг. 3 представлены репрезентативная система и способ, в которых жидкое сырье с частицами порошка подают в камеру сжигания устройства аддитивного наслаивания для создания вытекающего потока расплавленных твердых частиц, который может быть направлен на негладкую поверхность. Частицы жидкого сырья, имеющие размер не более 5 мкм, подают в горячий газ, тем самым создавая вытекающий поток, который может быть направлен на негладкую поверхность способом, соответствующим рельефу негладкой поверхности. Размер частиц не превышает 5 мкм, тем самым позволяя частицам осаждаться таким образом, чтобы пленка имела толщину не более 25 мкм вдоль негладкого субстрата, таким образом, пленка может по существу соответствовать нижележащему рельефу субстрата.
Пример 1
Для получения тонкой текстурированной пленки на негладкой металлической поверхности, имеющей текстурированный профиль, применяли устройство для аддитивного наслаивания. Сырье на основе этанола, содержащее 20% мас. твердых частиц, готовили с использованием мелких частиц (средний размер частиц (d50) 2,35 мкм) с номинальной композицией 86% мас.WC-10% мас.Co-4% мас.Cr. Жидкое сырье подавали из бака при давлении 70 фунтов/кв. дюйм и со скоростью потока 1 галлон/час в устройство для аддитивного наслаивания и наносили на субстрат при расстоянии напыления, равном 4 дюймам, с использованием горючей смеси, которую подавали в камеру сжигания устройства для аддитивного наслаивания.
Микрофотография на фиг. 4 был получена при 500-кратном увеличении и показывает при визуальной проверке, что после 4 проходов достигалась плотная пленочная микроструктура с созданием свежеосажденной пленки толщиной менее 8 мкм. Микрофотография показывает, что пленка по существу соответствует контуру негладкой металлической поверхности. С помощью визуального наблюдения определили, что вся металлическая поверхность содержала покрытие. Оголенные участки не были обнаружены.
Хотя были показаны и описаны предпочтительные варианты осуществления изобретения, разумеется, следует понимать, что различные модификации и изменения формы или элементов могут быть легко выполнены без отклонения от сущности и объема изобретения. Например, пленки, полученные аддитивным наслаиванием, и способы нанесения, описанные в настоящем документе, могут использоваться на негладкой поверхности субстрата прямо или косвенно. Дополнительно следует понимать, что помимо рабочих валков можно использовать любой тип субстрата, включая, например, без ограничений, валки для тиснения, гравированные валки, валки для травления, валки для накатывания, фрикционные валки, каландровые валки, укатывающие валки, валки для гофрирования, дозирующие валки, тянущие валки, прядильные валки, валки для ломки окалины. Таким образом, предполагается, что изобретение не ограничивается точными формой и элементами, показанными и описанными в настоящем документе, а также ничем меньшим, чем изобретение целиком, описанное в настоящем документе и представленное в формуле изобретения ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЕ ТЕРМОНАПЫЛЯЕМЫЕ ПОКРЫТИЯ НА НЕГЛАДКИХ ПОВЕРХНОСТЯХ | 2016 |
|
RU2732330C2 |
| СНИМАЮЩИЕСЯ ПЛЕНОЧНЫЕ СБОРКИ И ПОКРЫТИЯ ДЛЯ СНИЖЕНИЯ ЛОБОВОГО СОПРОТИВЛЕНИЯ | 2014 |
|
RU2618709C2 |
| ПАНЕЛЬ ОСТЕКЛЕНИЯ | 2007 |
|
RU2450985C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННОЙ СТЕКЛЯННОЙ ПОДЛОЖКИ С НАНЕСЕННЫМ АНТИОТРАЖАЮЩИМ ПОКРЫТИЕМ ЗОЛЬ-ГЕЛЕВОГО ТИПА | 2018 |
|
RU2770760C2 |
| МЕТАЛЛИЧЕСКИЕ ЛИСТЫ И ПЛАСТИНЫ С ТЕКСТУРИРОВАННЫМИ ПОВЕРХНОСТЯМИ, УМЕНЬШАЮЩИМИ ТРЕНИЕ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506188C2 |
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОЗРАЧНОЙ РАССЕИВАЮЩЕЙ ПОДЛОЖКИ ОСИД И ПОЛУЧЕННАЯ ПОДЛОЖКА | 2013 |
|
RU2638050C2 |
| ПЛОСКИЙ ПРОКАТ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПРИМЕНЕНИЕ ПЛОСКОГО ПРОКАТА, ВАЛОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОКАТА | 2013 |
|
RU2637733C2 |
| ТЕКСТУРИРОВАННОЕ СТЕКЛО ДЛЯ ТЕПЛИЦ | 2016 |
|
RU2696907C2 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
Изобретение относится к тонким текстурированным пленкам, нанесенным на негладкую поверхность, и может быть использовано для покрытия рабочих валков для тиснения, холодной прокатки и т. д. Текстурированная тонкая пленка, нанесенная на поверхность субстрата, характеризующегося рельефом, имеющим заданное число пиков и впадин, непрерывно проходит вдоль всей негладкой поверхности и получена из жидкого сырья, содержащего твердые частицы, имеющие эффективный диаметр не более 5 мкм, подаваемого через устройство для аддитивного наслаивания, при этом текстурированное тонкое покрытие имеет максимальную толщину не более 25 мкм, при этом отношение минимальной толщины к максимальной толщине составляет от 0,6 до 1,0. Изобретение направлено на повышение твердости, коррозионной стойкости и износостойкости поверхности изделия при сохранении нижележащего профиля негладкой поверхности. 2 н. и 13 з.п. ф-лы, 4 ил., 1 пр.
1. Текстурированная тонкая пленка, нанесенная на
субстрат, содержащий негладкую поверхность, характеризующуюся рельефом, причем указанный рельеф имеет заданное число пиков и впадин;
причем текстурированная тонкая пленка непрерывно проходит вдоль всей негладкой поверхности, причем указанная текстурированная тонкая пленка получена из жидкого сырья, содержащего твердые частицы и подаваемого через устройство для аддитивного наслаивания, причем указанные частицы имеют эффективный диаметр не более 5 мкм;
при этом указанное текстурированное тонкое покрытие имеет минимальную толщину и максимальную толщину не более 25 мкм, так что отношение минимальной толщины к максимальной толщине находится в диапазоне от 0,6 до 1,0, таким образом создается текстура пленки, которая соответствует рельефу негладкой поверхности.
2. Текстурированная тонкая пленка по п. 1, в которой негладкая поверхность выбрана из группы, состоящей из рабочих валков, валков для тиснения, гравированных валков, валков для травления, валков для накатывания, фрикционных валков, каландровых валков, укатывающих валков, валков для гофрирования, дозирующих валков, тянущих валков, прядильных валков и валков для ломки окалины.
3. Текстурированная тонкая пленка по п. 1, которая имеет толщину в диапазоне от 5 до 25 мкм.
4. Текстурированная тонкая пленка по п. 1, в которой эффективный диаметр твердых частиц находится в диапазоне от 0,1 до 5,0 мкм.
5. Текстурированная тонкая пленка по п. 1, которая дополнительно имеет шероховатость поверхности (Ra) менее 1,5 мкм.
6. Текстурированная тонкая пленка по п. 1, которая дополнительно имеет микротвердость (HV300) в диапазоне от 900 до 1400.
7. Текстурированная тонкая пленка по п. 1, которая содержит композицию, выбранную из группы, состоящей из WC-CoCr, WC-Co, WC-Ni и CrC-NiCr.
8. Текстурированная тонкая пленка по п. 1, в которой указанный рельеф имеет профиль сложной формы, определяемый как волнообразный.
9. Текстурированная тонкая пленка по п. 1, в которой указанный волнообразный рельеф является синусоидальным или квадратным.
10. Текстурированная тонкая пленка по п. 1, в которой структурная целостность нижележащего рельефа сохраняется.
11. Текстурированная тонкая пленка по п. 1, которая не изменяет или не разлагает нижележащий рельеф.
12. Текстурированная тонкая пленка, нанесенная на
субстрат, содержащий негладкую поверхность, характеризующуюся рельефом, причем указанный рельеф характеризуется профилем сложной формы, определяемым заданным числом пиков и впадин;
причем текстурированная тонкая пленка непрерывно проходит вдоль всей негладкой поверхности с образованием (i) пиков с покрытием, каждый из которых соответствует указанному сложному профилю указанных соответствующих пиков негладкой поверхности, и (ii) впадин с покрытием, каждая из которых подтверждает сложный профиль указанных соответствующих впадин негладкой поверхности;
при этом указанная текстурированная тонкая пленка получена на основе твердых частиц жидкого сырья, подаваемых с помощью устройства для аддитивного наслаивания;
при этом указанная текстурированная тонкая пленка имеет минимальную толщину и максимальную толщину не более 25 мкм, так что отношение минимальной толщины к максимальной толщине находится в диапазоне от 0,6 до 1,0.
13. Текстурированная тонкая пленка по п. 12, в которой указанные твердые частицы имеют эффективный диаметр не более 5 мкм.
14. Текстурированная тонкая пленка по п. 12, в которой указанные твердые частицы являются наноразмерными для создания монослойной пленки.
15. Текстурированная тонкая пленка по п. 1, которая имеет толщину в диапазоне от 5 до менее 12,5 мкм.
| Способ сорбитизации головок рельсов | 1967 |
|
SU256803A1 |
| JP 2000301302 A, 31.10.2000 | |||
| ТЕКСТУРИРОВАННАЯ ПОДЛОЖКА ДЛЯ ФОРМИРОВАНИЯ ЭПИТАКСИАЛЬНОЙ ПЛЕНКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2575286C1 |
| ПРОЕКЦИОННОЕ УСТРОЙСТВО ДЛЯ СВЕТОВОЙ РЕКЛАМЫ | 1929 |
|
SU16990A1 |

