Область применения изобретения
[0001] Настоящее изобретение относится к термонапыляемым покрытиям на негладких поверхностях для создания частично или полностью покрытых поверхностей для применения в различных областях, причем покрытие в достаточной мере сохраняет текстуру нижележащей поверхности, на которую наносится покрытие, при этом обеспечивая необходимые нагрузочную способность и износостойкость.
Предпосылки создания изобретения
[0002] Для многих поверхностей подложки с покрытием необходимо покрытие, которое сохраняет или существенно не ухудшает текстуру нижележащей поверхности или формирование рельефа поверхности подложки. Следует понимать, что термины «текстура», «текстура поверхности» и «рельеф» в настоящем документе имеют одинаковое значение. В контексте настоящего документа термин «подложка» обозначает любую негладкую поверхность, характеризующуюся определенным случайным или неслучайным рельефом или текстурированным профилем поверхности. Подложка включает в себя любой подходящий тип материала, включая поверхности из металлов и сплавов.
[0003] Одним примером подложки является валок для тиснения, который имеет конфигурацию из углублений или канавок и/или приподнятых выступов для создания определенного рельефа или текстуры поверхности. Другим примером подложки является рабочий валок с предварительно заданной текстурой поверхности. Например, рабочие валки для применения в металле или металлических сплавах (например, стали, титане, меди, латуни или алюминии), имеющие определенную текстуру поверхности, могут быть необходимы для производства прокатных деталей и других продуктов. При использовании в настоящем документе термины «деталь» и «продукт» являются общими обозначениями материала любого типа, с которым может контактировать подложка с покрытием в рамках процесса прокатки или целевого применения (например, термообработки, отжига и т.п.), включая, например, полоску, плиту или другие прокатные листовые металлы или другие листовые продукты. Текстурированный рабочий валок для выполнения горячей прокатки и холодной прокатки имеет определенные преимущества, включая возможность значительного уменьшения толщины материала детали, проходящего через рабочий валок.
[0004] Дополнительно желательно наличие текстуры поверхности рабочего валка, так как она может служить для захвата смазочного материала с целью предотвращения сцепления, происходящего в случае израсходования смазочного материала на валке (израсходование смазочного материала происходит при чрезвычайно высоких температурах, возникающих при горячей прокатке). Затем такой смазочный материал вытесняется на поверхность контакта валка с плитой, где он по существу минимизирует перенос материала из-за слипания поверхностей валка с поверхностями плиты и минимизирует количество вкатанных инородных частиц и грязи на поверхности плиты при ее попадании в клети холодного проката.
[0005] Дополнительно большие рабочие валки для холодной прокатки и дрессировки, используемые для производства листовой стали, должны быть снабжены точно определенной текстурированной поверхностью. Такая текстура может быть затем передана листовой стали при прохождении ее через валки. Так как лист впоследствии формируют в некоторый требуемый профиль, например каркас кузова автомобиля, приобретаемая текстура поверхности играет очень важную роль, сначала при смазке маслом, которое необходимо во время прессования, а впоследствии при покраске металлического каркаса. Специалистам в данной области известно, что в автомобилестроении и других областях промышленности пресс, обрабатывающий стальной лист, должен иметь шероховатость поверхности и смазку определенного качества.
[0006] Используется множество способов нанесения покрытия, но они не обеспечивают достаточного срока службы. Один пример представляет собой способ твердого хромирования, который широко распространен в настоящее время. Однако основным недостатком способа твердого хромирования является то, что в нем используется шестивалентный хром. В связи с его канцерогенными свойствами несанкционированное использование соединений Cr (VI) будет запрещено в Европейском союзе с сентября 2017 года в соответствии с регламентом по регистрации, оценке, выдаче разрешений и ограничению использования химических веществ (REACH).
[0007] В качестве альтернативы были изучены способы нанесения покрытия с помощью электрического разряда (EDC), которые создают текстуру нижележащей поверхности и одновременно наносят покрытие на созданную текстуру. EDC представляет собой способ нанесения сплава/покрытия на поверхность, предназначенный для создания твердого и износостойкого слоя с текстурированной электрическим разрядом поверхностью на металлической подложке. Неспеченные порошковые электроды и/или электроды из спеченного карбида металла используются в процессе создания текстуры электрическим разрядом для улучшения износостойкости валка посредством нанесения на поверхность сплава. При использовании способа EDC электрический ток протекает через электрод и вызывает ионизацию диэлектрика в межэлектродном зазоре. Во время ионизации развиваются температуры более 7727 С (8000 K), при этом происходит локальное плавление и испарение электрода и поверхности детали с образованием поверхности с покрытием. Результаты, как правило, демонстрируют неприемлемо низкие уровни отложений карбида вольфрама на поверхности детали, что приводит к снижению износостойкости.
[0008] Дополнительно другие имеющиеся способы нанесения покрытий по существу не способны сохранять текстуру или профиль подложки негладкой поверхности. На сегодняшний день при нанесении покрытия на негладкую поверхность, которая может быть создана, например, путем текстурирования, тиснения, гравирования, травления или накатывания, неоднородность поверхности исчезает, так как она покрывается защитным покрытием.
[0009] В связи с недостатком текущих способов нанесения покрытия сохраняется потребность в улучшенных покрытиях и способах их производства, выполненных с возможностью покрытия негладких поверхностей подложки с таким содержанием покрытия, которое будет достаточным для обеспечения защитной износостойкости и при этом не приведет к существенному ухудшению текстуры или профиля подложки негладких поверхностей, таким образом обеспечивая достаточную сохранность текстуры или профиля подложки.
Изложение сущности изобретения
[0010] В одном аспекте подложка с частичным термонапыленным покрытием, включающая наружную поверхность, выполненную с возможностью нахождения в контакте с деталью, причем указанная наружная поверхность является негладкой и образована нижележащим профилем текстуры, при этом указанная наружная поверхность содержит термонапыляемое покрытие на первой области наружной поверхности для образования первой области с термонапыленным покрытием, а оставшаяся часть указанной наружной поверхности характеризуется отсутствием термонапыляемого покрытия на второй области наружной поверхности для образования второй области без покрытия, при этом указанная первая область наружной поверхности в комбинации с указанной второй областью без покрытия по существу не влияют или не ухудшают нижележащий профиль текстуры наружной поверхности, и дополнительно при этом указанная поверхность с частичным термонапыленным покрытием характеризуется отсутствием покрытия, нанесенного не термонапылением.
[0011] Во втором аспекте способ создания подложки с частичным термонапыленным покрытием вдоль наружной поверхности подложки без существенного влияния на профиль текстуры наружной поверхности подложки, включающий этапы обеспечения подложки с наружной поверхностью, которая является негладкой в связи с профилем текстуры; обеспечения устройства для термонапыления; подачи исходного материала в виде порошка или проволоки в устройство для термонапыления с образованием по меньшей мере части расплавленных частиц порошка; поворота подложки; нанесения частиц порошка на первую область наружной поверхности для закалки частиц с образованием первой области с термонапыленным покрытием; сохранения второй области наружной поверхности по существу без расплавленных частиц порошка с образованием второй области без покрытия.
[0012] В третьем аспекте термонапыляемое покрытие, проходящее вдоль негладкой поверхности, содержащее: подложку с негладкой наружной поверхностью, характеризующуюся нижележащим профилем текстуры, имеющим предварительно заданное число пиков, измеряемое с помощью профилометра; термонапыляемое покрытие, скрывающее всю негладкую наружную поверхность, толщиной не более 0,0008 сантиметра (не более 0,0003 дюйма) с образованием поверхности с термонапыленным покрытием, и дополнительно при этом структурная целостность нижележащего профиля текстуры по существу сохранена; причем указанная негладкая наружная поверхность характеризуется отсутствием текстурированного электрическим разрядом покрытия, гальванического покрытия, нитридного покрытия, науглероженного покрытия и хромированного покрытия.
Краткое описание графических материалов
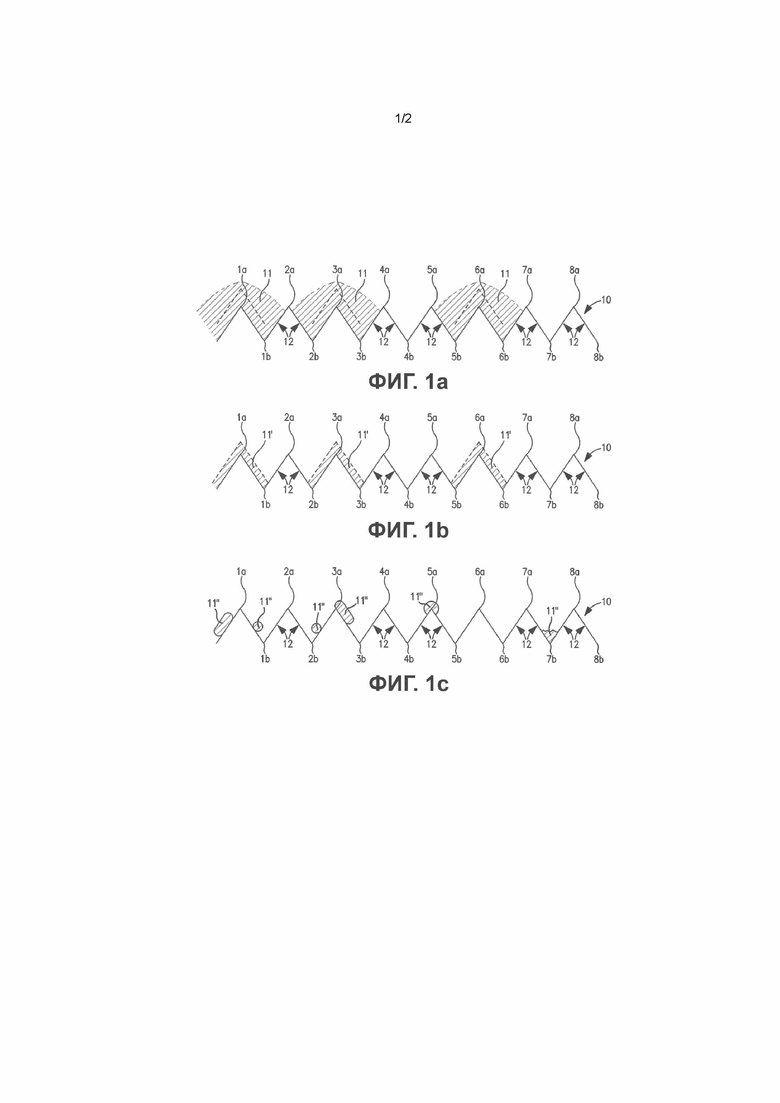
[0013] На Фиг. 1а показана негладкая верхняя поверхность подложки, имеющая термонапыленное покрытие на первой области с термонапыленным покрытием, в результате чего локализованная текстура поверхности на имеющих покрытие пиках нарушается, и оставшаяся часть верхней поверхности, не имеющая покрытия (вторая область), таким образом, что общая текстура поверхности остается достаточной, в соответствии с одним аспектом настоящего изобретения;
[0014] На Фиг. 1b показана негладкая верхняя поверхность подложки, имеющая термонапыленное покрытие на первой области с термонапыленным покрытием, в результате чего локализованная текстура поверхности на имеющих покрытие пиках по существу сохраняется в большей степени по сравнению с Фиг. 1а, и оставшаяся часть верхней поверхности, не имеющая покрытия (вторая область), в соответствии с другим аспектом изобретения;
[0015] На Фиг. 1с показана негладкая верхняя поверхность подложки, имеющая термонапыленное покрытие на первой области с термонапыленным покрытием, и оставшаяся часть верхней поверхности, не имеющая покрытия (вторая область) в соответствии с другим аспектом изобретения с получением так называемого «перцового аэрозоля», имеющего большую степень случайности покрытия по сравнению с Фиг. 1а и Фиг. 1b.
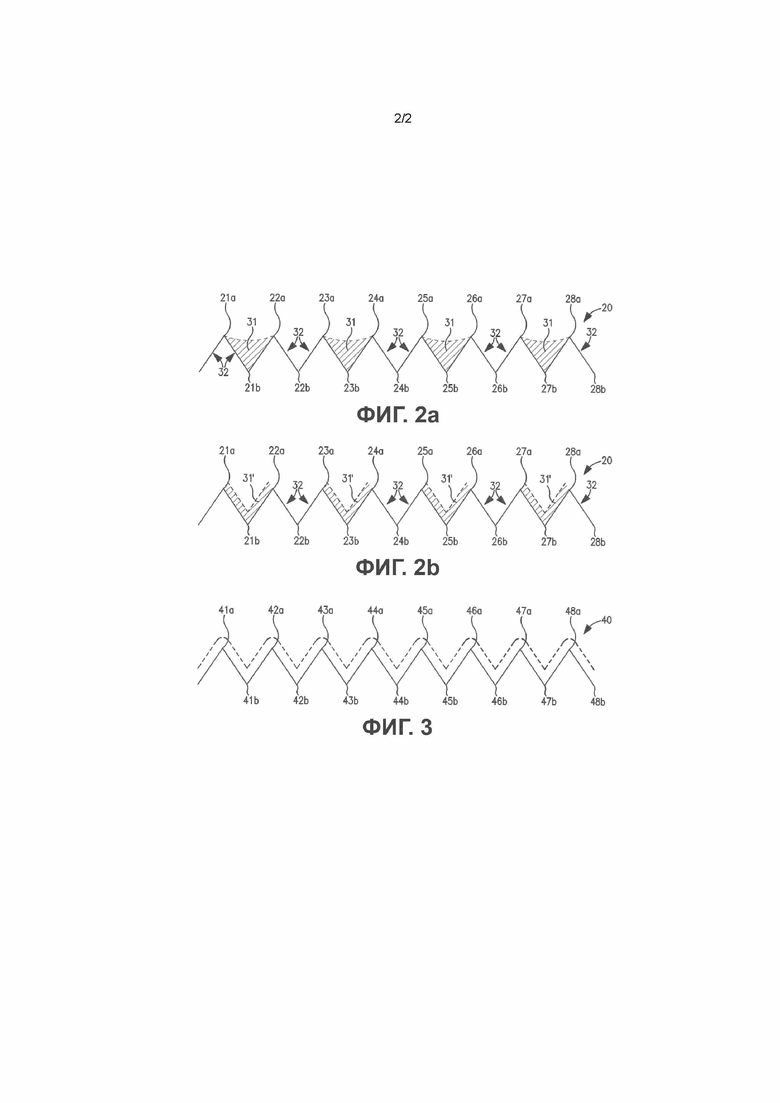
[0016] На Фиг. 2а показана негладкая верхняя поверхность подложки, имеющая термонапыленное покрытие на первой области с термонапыленным покрытием, и оставшаяся часть верхней поверхности, не имеющая покрытия (вторая область) в соответствии с другим аспектом настоящего изобретения;
[0017] На Фиг. 2b показана негладкая верхняя поверхность подложки, имеющая термонапыленное покрытие на первой области с термонапыленным покрытием, в результате чего локализованная текстура поверхности на имеющих покрытие пиках по существу сохраняется в большей степени по сравнению с Фиг. 2а, и оставшаяся часть верхней поверхности, не имеющая покрытия (вторая область), в соответствии с другим аспектом настоящего изобретения; и
[0018] На Фиг. 3 показано относительно тонкое термонапыленное покрытие, покрывающее всю негладкую поверхность таким образом, что по существу сохраняется текстура нижележащей поверхности.
Подробное описание изобретения
[0019] Авторы настоящего изобретения понимают, что при нанесении
термонапыляемого покрытия на негладкую поверхность, которая может быть создана, например, путем текстурирования, тиснения, гравирования, травления или накатывания, четкость неоднородной поверхности (то есть текстура, профиль или рельеф поверхности) исчезает или покрывается слоями стандартного термонапыляемого покрытия. В настоящем изобретении предложено новое решение, позволяющее преодолевать нарушение негладкой поверхности и одновременно сохранять необходимую износостойкость негладкой поверхности.
[0020] Один аспект настоящего изобретения посвящен термонапыляемым покрытиям для образования поверхности с частичным термонапыленным покрытием, которые способны по существу обеспечивать нужное сопротивление износу и коррозии и одновременно по существу сохранять конечную нижележащую текстуру или рельеф негладкой поверхности подложки. Поверхность с частичным термонапыленным покрытием характеризуется отсутствием покрытия, нанесенного не термонапылением, такого как хромированное покрытие, текстурированное электрическим разрядом покрытие, гальваническое покрытие, нитридное покрытие и науглероженное покрытие. Как будет описано, в одном аспекте настоящего изобретения создают первую область с термонапыленным покрытием негладкой наружной поверхности в комбинации со второй областью без покрытия, которое по существу не влияет и не ухудшает нижележащий профиль текстуры наружной поверхности.
[0021] В одном варианте осуществления и как показано на Фиг. 1а, предложена подложка с частичным термонапыленным покрытием. Допустимо использование любых подложек, требующих сохранения текстуры или рельефа негладкой поверхности. В предпочтительном варианте осуществления подложка представляет собой рабочий валок, такой как используемый в способах прокатки металлического сплава (например, сплава стали или алюминия) или других деталей.
[0022] На Фиг. 1а показана негладкая верхняя поверхность 10 рабочего валка. Негладкая верхняя поверхность 10 показана полностью и имеет репрезентативную текстуру нижележащей поверхности, образованную рядом пиков и выемок. Показано, что верхний участок негладкой верхней поверхности 10 представляет собой поверхность, текстурированную в виде в некоторой степени зубчатого или пилообразного профиля, с которым, например, будет контактировать деталь во время работы. Для упрощения негладкая верхняя поверхность 10 изображена без соблюдения масштаба, а оставшаяся часть корпуса рабочего валка специально не показана. Другие детали рабочего валка специально не были показаны для лучшей демонстрации принципов настоящего изобретения. Пики пронумерованы от 1а до 8а вместе с соответствующими выемками 1b-8b. Каждый из показанных пиков 1а-8а имеет одинаковую высоту. Однако следует понимать, что в настоящем изобретении рассматривается любая конфигурация пиков и выемок для создания негладкой верхней поверхности 10. В отличие от имеющихся способов термонапыления, способ настоящего изобретения только частично покрывает негладкую поверхность 10 достаточным количеством покрытия в множестве отдельных областей 11 с покрытием для того, чтобы сохранять общий профиль поверхности негладкой поверхности 10, при этом не утрачивая способность придания необходимой износостойкости, обеспечиваемой областями 11 с покрытием. Конкретно, области 11 с термонапыленным покрытием создаются с нерегулярными интервалами (то есть шаг, с которым наносится покрытие, варьирует на протяжении профиля негладкой верхней поверхности 10) вдоль пиков 1а, 3а и 6а, и обе стороны каждого из пиков 1а, 3а и 6а создают множество отдельных первых областей 11 с термонапыленным покрытием. Оставшаяся часть негладкой поверхности 10 подложки остается без покрытия вдоль пиков 2а, 4а, 5а и в пределах выемки 4b; вдоль пика 7а, 8а и в пределах выемки 7b; пик 8а и обе его стороны и выемка 8b образуют в совокупности множество отдельных вторых областей 12 без покрытия. В показанном варианте осуществления покрытие имеют 3/8 пиков. Вторая область без покрытия образована пиками 2а, 5а, 5а, 7а и 8а, оставшимися без покрытия, вдоль верхней части соответствующего пика и/или на обеих сторонах соответствующего пика) негладкой поверхности 10. В настоящем изобретении допускается, что покрытие может нарушать профиль пика и выемки областей 1а, 3а и 6а с покрытием до определенной степени, что может происходить, например, в случае наложения покрытия вдоль пиков 1а, 3а и 6а, в результате которого скрывается структура пика при отсутствии соответствия рельефу пика. Например, первые области 12 с термонапыленным покрытием могут снижать эффекты или уменьшать профиль 10 поверхности путем затупления структуры пика для нарушения или укрывания локализованной текстуры поверхности, как показано вдоль обеих сторон пиков 1а, 3а и 6а с покрытием. Однако такое уменьшение или затупление эффектов частичного покрытия компенсируется второй областью 12 без покрытия, которая имеет текстуру 10 поверхности, которая сохраняет структурную целостность. В результате общая текстура поверхности может быть достаточной для конкретного конечного применения, при этом по-прежнему обеспечивая необходимую износостойкость за счет первой области 11 с термонапыленным покрытием, которая требуется для применения рабочего валка. Таким образом, в настоящем изобретении допускается определенная степень нарушения текстуры поверхности.
[0023] Подложка с частичным покрытием может быть количественно оценена по количеству пиков, определяемому как число пиков на единицу длины, которое обнаруживается и измеряется с помощью имеющегося в продаже профилометра, такого как устройство Mahr (MarSurf) М2. Количество пиков вдоль области 11 с термонапыленным покрытием в данном примере может представлять собой число, которое составляет не менее около 80% от количества пиков области 12 без покрытия, предпочтительно не менее около 70% от количества пиков области 12 без покрытия и более предпочтительно не менее около 60% от количества пиков области 12 без покрытия. Следует понимать, что другие варианты осуществления могут иметь сходное или отличающийся количество пиков на основании по меньшей мере частично конечного применения.
[0024] В альтернативном варианте осуществления, как показано на Фиг. 1b, первая область 11' с термонапыленным покрытием может быть произведена таким образом, чтобы более точно соответствовать пикам, на которые наносится покрытие, то есть покрытие наносят так, чтобы сохранять целостность пиков 1а, 3а и 6а, а также по существу сохранять текстуру 10 поверхности вдоль первой области 11' с термонапыленным покрытием в большей степени по сравнению с показанной на Фиг. 1а. Например, применение термонапыляемых наночастиц или расплавленных частиц, которые достаточным образом измельчены до субмикронных частиц, может обеспечивать наложение по существу монослоя, покрывающего пики 1а, 3а и 6а, с уменьшенной толщиной (например, не более 0,0008 сантиметра (не более 0,0003 дюйма) в одном примере, предпочтительно не более 0,08 сантиметра и более предпочтительно не более 0,0008 сантиметра (предпочтительно не более 0,03 дюйма и более предпочтительно не более 0,0003 дюйма)), обеспечивая сохранение или минимальное нарушение локализованной текстуры негладкой поверхности 10 вдоль этих пиков 1а, 3а и 6а с покрытием по сравнению с количеством нарушений, которые могут быть образованы при нанесении покрытия, показанного на Фиг. 1а. В результате общая текстура поверхности подложки с частичным покрытием остается по существу неизменной в большей степени по сравнению с показанной на Фиг. 1а, которая может иметь тенденцию к потере нижележащего рельефа, образованного на негладкой поверхности 10. Иными словами, количество пиков в первых областях 11' с термонапыленным покрытием, изображенных на Фиг. 1b, демонстрирует меньшее обнаруживаемое и поддающееся измерению снижение по сравнению с количеством пиков, обнаруженным и измеренным в областях 11, изображенных на Фиг. 1а. Таким образом, настоящее изобретение позволяет минимизировать нарушение, которое термонапыляемое покрытие создает в нижележащей текстуре негладкой поверхности 10. Вариант, изображенный на Фиг. 1b, может являться преимущественным, если в конкретной области применения требуется частичное наложение покрытия для функционирования в средах с большой нагрузкой с минимальным нарушением негладкой поверхности 10.
[0025] В другом варианте осуществления, изображенном на Фиг. 1с, и в качестве продолжения Фиг. 1а, случайность первой области 11'' с термонапыленным покрытием увеличена так, что покрытие имеют только части определенных пиков и выемок. Этот эффект представляет собой так называемый эффект «перцового аэрозоля», который предназначен для минимизации площади покрытия без нарушения общей текстуры негладкой поверхности 10. Общий количество пиков негладкой верхней поверхности 10, изображенной на Фиг. 1с, больше, чем таковой на Фиг. 1а и 1b, в результате чего сохраняется более высокое общее количество текстуры поверхности. В некоторых областях применения конфигурация покрытия по типу «перцового аэрозоля» может использоваться там, где требуется выраженный рельеф или текстура, а износостойкость и нагрузочная способность, обеспечиваемые более низким количеством покрытия, являются достаточными. В других областях применения может потребоваться покрытие с конфигурацией, изображенной на Фиг. 1а и/или Фиг. 1b, в которых для достижения требуемых износостойкости и нагрузочной способности рабочего валка необходима некоторая степень, предпочтительно минимальная степень, нарушения негладкой верхней поверхности 10. Вариант, изображенный на Фиг. 1с, может являться преимущественным, если в конкретной области применения требуется частичное наложение покрытия для функционирования в средах с нагрузкой с одновременным сохранением нижележащей текстуры негладкой поверхности 10. В альтернативном варианте осуществления конфигурация покрытия по типу «перцового аэрозоля», изображенная на Фиг. 1с, которая образована случайным нанесением частиц покрытия различного размера, формы и толщины, может быть создана по всей поверхности, в результате чего отдельные частицы покрытия случайным образом откладываются по всей поверхности подложки. В конечном итоге не остается не покрытых выемок или пиков.
[0026] На Фиг. 2а показан другой вариант осуществления. Показана негладкая верхняя поверхность 20, имеющая репрезентативную текстуру нижележащей поверхности, образованную рядом пиков и выемок. Пики пронумерованы от 21а до 28а вместе с соответствующими выемками 21b-28b. В отличие от варианта, изображенного на Фиг. 1а, термонапыляемое покрытие 11 наносят с постоянными интервалами (то есть с одинаковым шагом между соседними участками с покрытием и без покрытия вдоль негладкой поверхности 20) в пределах выемок 21b, 23b, 25b и 27b для получения множества отдельных первых областей 31 с термонапыленным покрытием. Оставшаяся часть негладкой поверхности 20 подложки остается без покрытия в пределах выемок 22b, 24b и 26b и образует в совокупности множество отдельных вторых областей 32 без покрытия. В показанном варианте осуществления 8 так называемых «ножек» имеют покрытие и 8 ножек не имеют покрытия, а так как всего имеется 16 ножек, то итоговый охват ножек покрытием составляет 50%. Таким образом, первая область 31 с термонапыленным покрытием обеспечивает покрытие около 50% ножек на негладкой поверхности 20. Вторая область 32 без покрытия составляет около 50% негладкой поверхности.
[0027] В вариантах осуществления настоящего изобретения, описанных в настоящем документе, признается, что покрытие может в определенной степени нарушать профиль пика и выемки областей с покрытием. Например, первые области 31 с термонапыленным покрытием, изображенные на Фиг. 1а, могут по меньшей мере частично скрывать структуру нижележащего профиля негладкой поверхности 20 там, где наносится покрытие. Тем не менее такое нарушение текстуры поверхности путем частичного покрытия может быть компенсировано с помощью вторых областей 32 без покрытия, которые имеют локализованную текстуру поверхности, которая сохраняет структурную целостность после нанесения покрытия. В результате, аналогично показанному на Фиг. 1а, общая текстура негладкой поверхности 20, изображенной на Фиг. 2а, может быть достаточной для конкретного конечного применения, при этом по-прежнему обеспечивая необходимую износостойкость за счет первых областей 31 с термонапыленным покрытием, которое требуется для конкретной области применения, такой как, например, применение рабочего валка.
[0028] В альтернативном варианте осуществления в соответствии с другим аспектом настоящего изобретения на Фиг. 2b показана негладкая верхняя поверхность 20 подложки, имеющая термонапыленное покрытие на первой области 31' с термонапыленным покрытием, в результате чего локализованная текстура поверхности на имеющих покрытие пиках по существу сохраняется, и оставшаяся часть поверхности, не имеющая покрытия (вторая область 32). По сравнению с Фиг. 2а первая область 31' с термонапыленным покрытием может быть произведена таким образом, чтобы более точно соответствовать пикам, на которые наносится покрытие, то есть покрытие наносят так, чтобы сохранять целостность в пределах выемок 21b, 23b, 25b и 27b, а также по существу сохранять текстуру поверхности вдоль первой области 31' с покрытием в большей степени по сравнению с показанной на Фиг. 2а. Например, применение термонапыляемых наночастиц или расплавленных частиц, которые достаточным образом измельчены до субмикронных частиц, может обеспечивать наложение по существу монослоя, покрывающего всю поверхность с уменьшенной толщиной (например, не более 0,0008 сантиметра (не более 0,0003 дюйма) в одном варианте осуществления), обеспечивая минимальное нарушение текстуры негладкой поверхности 20. Таким образом, общая текстура поверхности подложки с частичным покрытием остается по существу неизменной. Другими словами, количество пиков в первой области 31' с термонапыленным покрытием может демонстрировать меньшее обнаруживаемое снижение по сравнению с количеством пиков в первой области 31 с термонапыленным покрытием. Для создания покрытия с конфигурацией, изображенной на Фиг. 2b, также можно применять другие приемлемые способы. Вариант, изображенный на Фиг. 2b, может являться преимущественным, если в конкретной области применения требуется частичное наложение покрытия для функционирования в средах с большой нагрузкой.
[0029] Хотя первая область с термонапыленным покрытием показана в виде множества отдельных областей на Фиг. 1a, 1b, 1с, 2а и 2b, следует понимать, что настоящее изобретение подразумевает, что первая область с термонапыленным покрытием проходит вдоль наружной поверхности негладкой поверхности непрерывно с образованием отдельного и непрерывного участка с термонапыленным покрытием.
[0030] В другом варианте осуществления на Фиг. 3 показана подложка, полностью покрытая покрытием. Негладкая поверхность 40 полностью покрыта термонапыляемым покрытием, которое предпочтительно представляет собой покрытие из наночастиц. Способ покрытия осуществляют таким образом, чтобы наблюдалось соответствие текстуре негладкой поверхности 40. Предпочтительно толщина не превышает 0,0015'', более предпочтительно 0,0003''. Структура покрытия предпочтительно характеризуется по существу отсутствием перекрывающихся пластинок. Вариант, изображенный на Фиг. 3, может являться преимущественным, если в конкретной области применения требуется максимальная площадь наложения покрытия для придания устойчивости к износу и коррозии.
[0031] Как описано в различных вариантах осуществления, в настоящем изобретении создают первую область с термонапыленным покрытием негладкой наружной поверхности в комбинации со второй областью без покрытия, которое существенно не влияет и не ухудшает нижележащий профиль текстуры наружной поверхности. Варианты, изображенные на Фиг. 1а, 1с и 2а, минимизируют нарушение, которое термонапыляемое покрытие создает в нижележащей текстуре негладкой поверхности 10, тогда как варианты, изображенные на Фиг. 1b и 2b, способны сохранять нижележащую текстуру поверхности областей с покрытием, а вариант, изображенный на Фиг. 3, способен обеспечивать покрытие 100% площади без ухудшения нижележащей текстуры поверхности. Точная площадь покрытия может быть различной в зависимости по меньшей мере частично от способа термонапыления, размера частиц, используемого в качестве исходного материала порошка или проволоки для термонапыления, конечного применения подложки и геометрии подложки. В одном примере первая область с термонапыленным покрытием частично покрыта на 10-90% от общей площади негладкой поверхности; предпочтительно на 25-70% от общей площади негладкой поверхности; и более предпочтительно на 40-60% от общей площади негладкой поверхности.
[0032] Дополнительно покрытия настоящего изобретения могут быть выражены по отношению к Ra, определяемому как среднее значение группы индивидуальных измерений пиков и выемок негладкой поверхности. Например, первая область с термонапыленным покрытием может иметь шероховатость поверхности (Ra), которая составляет около 50-80% от указанной второй области без покрытия. Коэффициент Ra, а также количество пиков можно использовать для определения степени изменения нижележащего профиля текстуры (то есть уменьшения или ухудшения) в связи с нанесением термонапыляемого покрытия. В одном примере нижележащий профиль текстуры наружной поверхности вдоль первой области с термонапыленным покрытием повреждается не более чем на 10-90% от общей площади негладкой поверхности и предпочтительно не более чем на 20-50% от общей площади негладкой поверхности.
[0033] Можно использовать любой подходящий способ термонапыления, включая высокоскоростное газопламенное напыление (HVOF), детонационную пушку, холодное напыление, пламенное напыление, напыление проволоки и плазменные способы. Примеры подходящих исходных материалов включают вольфрамсодержащие карбиды, кобальт и кобальтсодержащие сплавы, никель и никельсодержащие сплавы в различных формах, включая порошок. Способ нанесения термонапыляемого покрытия по существу включает в себя прохождение порошкового или проволочного исходного материала через устройство для термонапыления, которое нагревает и/или нагнетает порошок на корпус валка (подложку). В результате воздействия нагретые и/или нагнетенные частицы деформируются, образуя в результате термонапыленную пластинку или звездочку. Накладывающиеся звездочки создают структуру покрытия. Способ детонации, используемый в настоящем изобретении, описан в патенте США №2,714,563, описание которого включено в настоящий документ путем ссылки. Способ детонации дополнительно описан в патентах США №4,519,840 и 4,626,476, описания которых включены в настоящий документ путем ссылки, и включает покрытия, содержащие вольфрамовые, карбидовые, кобальтовые и хромовые композиции. В патенте США №6,503,290, описание которого включено в настоящий документ путем ссылки, описан способ высокоскоростного газопламенного напыления, используемый в настоящем изобретении для нанесения в виде покрытия композиций, содержащих W, С, Со и Сr.
[0034] На этапе образования покрытия термонапыляемый порошок термонапыляют на поверхность негладкой поверхности, и в результате на поверхности негладкой поверхности образуется термонапыленное покрытие. Высокоскоростное газопламенное напыление или напыление детонационной пушкой представляют собой предпочтительные способы термонапыления термонапыляемого порошка. Тем не менее допускаются другие способы образования покрытия, которые включают плазменное напыление; холодное напыление; напыление плазменной дугой (РТА); пламенное напыление; лазерное плакирование; термонапыление/лазер для плавки; PVD (вакуумное напыление); CVD (химическое осаждение из газовой фазы).
[0035] Для частичного нанесения покрытия на негладкую поверхность порошковый или проволочный исходный материал подают в устройство для термонапыления со скоростью, которая может быть ниже, чем в стандартных способах термонапыления. В одном примере порошок подают в устройство для термонапыления со скоростью от 5 до 120 г/мин, а подложка вращается со скоростью 900-3600 об/мин. Предусмотрены другие скорости подачи и значения об/мин, и они могут быть выбраны в зависимости от конечной площади покрытия, материала покрытия, состава покрытия и конкретной конечной области применения. Дополнительно скорость подачи порошка может изменяться в процессе нанесения покрытия. Так как скорость подачи порошка снижают, скорость вращения подложки (об/мин) увеличивают по сравнению со стандартными способами термонапыления, что дополнительно уменьшает плотность напыляемых частиц порошка по всей поверхности рабочего валка. В некоторых вариантах осуществления могут быть использованы усовершенствованные способы термонапыления с использованием субмикронных частиц и наночастиц. Дополнительно способ термонапыления может быть изменен, чтобы создавать покрытие в виде монослоя с целью сохранения структуры пиков и выемок конкретного профиля поверхности и в результате снижать число частиц, контактирующих с деталью, избежав чрезмерного расхода материала.
[0036] Хотя были показаны и описаны предпочтительные варианты осуществления изобретения, разумеется, следует понимать, что различные модификации и изменения формы или элементов могут быть легко выполнены без отклонения от сущности и объема изобретения. Например, термонапыляемые покрытия и способы нанесения, описанные в настоящем документе, могут использоваться прямо или косвенно на негладкой поверхности подложки. Дополнительно следует понимать, что помимо рабочих валков можно использовать любой тип подложки, включая, например, без ограничений, валки для тиснения, гравированные валки, валки для травления, валки для накатывания, фрикционные валки, каландровые валки, укатывающие валки, валок для гофрирования, дозирующие валки, тянущие валки, прядильные валки, валки для ломки окалины. Таким образом, предполагается, что изобретение не ограничивается точными формой и элементами, показанными и описанными в настоящем документе, а также ничем меньшим, чем изобретение целиком, описанное в настоящем документе и представленное в формуле изобретения ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОНКИЕ ТЕКСТУРИРОВАННЫЕ ПЛЕНКИ С ПОЛНОСТЬЮ РАВНОМЕРНЫМ ПОКРЫТИЕМ НЕГЛАДКОЙ ПОВЕРХНОСТИ, ПОЛУЧЕННЫМ В ПРОЦЕССЕ АДДИТИВНОГО НАСЛАИВАНИЯ | 2018 |
|
RU2758917C2 |
| ПОКРЫТЫЕ ЧАСТИЦЫ | 2016 |
|
RU2697455C2 |
| ПОКРЫТАЯ ЧАСТИЦА | 2016 |
|
RU2697123C1 |
| ТЕРМОНАПЫЛЯЕМЫЙ ПОРОШОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2298527C2 |
| МОДЕЛЬНЫЙ АБРАЗИВНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2143332C1 |
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
| РАСПЫЛЯЕМАЯ МИШЕНЬ ИЗ СУПЕРСПЛАВА | 2018 |
|
RU2743536C1 |
| СНИМАЮЩИЕСЯ ПЛЕНОЧНЫЕ СБОРКИ И ПОКРЫТИЯ ДЛЯ СНИЖЕНИЯ ЛОБОВОГО СОПРОТИВЛЕНИЯ | 2014 |
|
RU2618709C2 |
| ВЫСОКОЧИСТЫЕ ПОРОШКИ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ПОКРЫТИЯ | 2007 |
|
RU2436752C2 |
| ОБРАБОТКА ДЕТАЛЕЙ С УЧАСТКАМИ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С РАЗЛИЧНЫМ ВНЕШНИМ ВИДОМ | 2010 |
|
RU2553784C2 |
Изобретение относится к термонапыленным покрытиям и способу их нанесения на негладкие поверхности. В результате получают покрытие на негладких поверхностях без существенного ухудшения нижележащей текстуры или профиля негладких поверхностей. На подложку, имеющую негладкую наружную поверхность, наносят покрытие. Для этого осуществляют подачу исходного материала в виде порошка или проволоки в устройство для термонапыления с образованием по меньшей мере части расплавленных частиц порошка. Наносят частицы порошка на первую область наружной поверхности для закалки частиц с образованием первой области с термонапыленным покрытием и с сохранением второй области наружной поверхности без расплавленных частиц порошка с образованием второй области без покрытия. 3 н. и 27 з.п. ф-лы, 3 ил.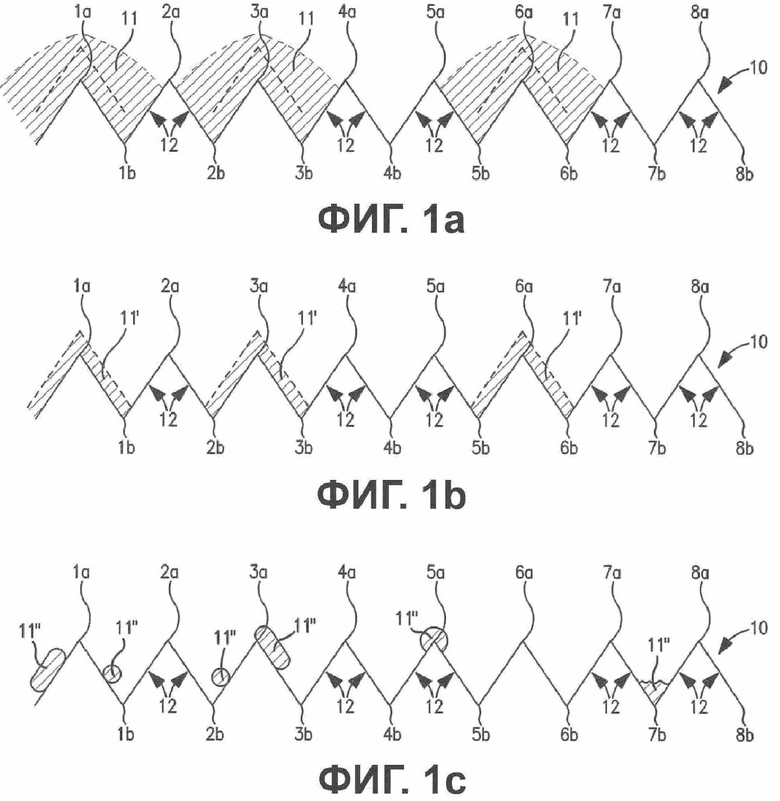
1. Подложка с частичным термонапыленным покрытием, включающая наружную поверхность, выполненную с возможностью нахождения в контакте с обрабатываемой деталью, причем указанная наружная поверхность является негладкой и образована нижележащим профилем текстуры, при этом указанная наружная поверхность содержит термонапыленное покрытие на первой области наружной поверхности с образованием первой области с термонапыленным покрытием, а оставшаяся часть указанной наружной поверхности характеризуется отсутствием термонапыленного покрытия на второй области наружной поверхности с образованием второй области без покрытия, при этом указанная первая область с термонапыленным покрытием наружной поверхности в комбинации с указанной второй областью без покрытия не влияют или не ухудшают нижележащий профиль текстуры наружной поверхности, при этом указанная поверхность с частичным термонапыленным покрытием характеризуется отсутствием покрытия, нанесенного не термонапылением.
2. Подложка п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием имеет количество пиков, определенное как число пиков на единицу длины, измеренное профилометром, не более чем на 80% меньше количества пиков второй области без покрытия.
3. Подложка по п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием составляет 10-90% от общей площади наружной поверхности.
4. Подложка по п. 3, отличающаяся тем, что указанная первая область с термонапыленным покрытием составляет 25-70% от общей площади наружной поверхности.
5. Подложка по п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием имеет шероховатость поверхности (Ra), составляющую 50-80% от Ra указанной второй области без покрытия.
6. Подложка по п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием характеризуется отсутствием перекрывающихся пиков.
7. Подложка по п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием не проходит непрерывно вдоль наружной поверхности с образованием множества отдельных участков с покрытием.
8. Подложка по п. 1, отличающаяся тем, что указанная первая область с термонапыленным покрытием непрерывно проходит вдоль наружной поверхности с образованием одного непрерывного участка с термонапыленным покрытием, причем указанный один непрерывный участок с термонапыленным покрытием имеет толщину не более 0,0008 сантиметра (не более 0,0003 дюйма).
9. Подложка п. 1, отличающаяся тем, что указанное термонапыленное покрытие получено из порошка, имеющего размер частиц 1 мкм или менее.
10. Подложка по п. 1, отличающаяся тем, что указанное термонапыленное покрытие получено из порошка, имеющего размер частиц в диапазоне от наноразмера до 5 мкм.
11. Подложка по п. 1, отличающаяся тем, что она выбрана из группы, состоящей из вольфрамсодержащих карбидов, кобальта и кобальтсодержащих сплавов, никеля и никельсодержащих сплавов.
12. Подложка по п. 1, отличающаяся тем, что нижележащий профиль текстуры наружной поверхности вдоль первой области с термонапыленным покрытием изменен не более чем на 10-90% от общей площади негладкой поверхности.
13. Подложка по п. 12, отличающаяся тем, что нижележащий профиль текстуры наружной поверхности вдоль первой области с термонапыленным покрытием изменен не более чем на 25-50% от общей площади негладкой поверхности.
14. Подложка по п. 7, отличающаяся тем, что указанная первая область с термонапыленным покрытием не проходит непрерывно вдоль наружной поверхности с образованием множества отдельных участков с покрытием с постоянными интервалами, чередующихся с множеством отдельных участков второй области без покрытия.
15. Подложка по п. 1, отличающаяся тем, что она выбрана из группы рабочих валков, состоящей из валков для тиснения, гравированных валков, валков для травления, валков для накатывания, фрикционных валков, каландровых валков, укатывающих валков, валков для гофрирования, дозирующих валков, тянущих валков, прядильных валков, валков для ломки окалины.
16. Подложка по п. 1, отличающаяся тем, что она дополнительно содержит первую область с термонапыленным покрытием, составляющую до 80% покрытия наружной поверхности, и область без покрытия, составляющую не более 20% от общей площади наружной поверхности подложки, при этом дополнительно нижележащий профиль текстуры наружной поверхности вдоль первой области с термонапыленным покрытием изменен не более чем на 25-50% от общей площади негладкой поверхности.
17. Подложка по п. 1, отличающаяся тем, что она дополнительно содержит первую область с термонапыленным покрытием, составляющую 70-80% покрытия наружной поверхности, и область без покрытия, занимающую оставшуюся часть от общей площади наружной поверхности подложки.
18. Подложка по п. 1, отличающаяся тем, что она дополнительно содержит первую область с термонапыленным покрытием, составляющую 40-50% покрытия наружной поверхности, и область без покрытия, занимающую оставшуюся часть от общей площади наружной поверхности подложки.
19. Подложка по п. 1, отличающаяся тем, что она дополнительно содержит первую область с термонапыленным покрытием, составляющую 30-40% покрытия наружной поверхности, и область без покрытия, занимающую оставшуюся часть от общей площади наружной поверхности подложки.
20. Подложка по п. 1, отличающаяся тем, что она дополнительно содержит первую область с термонапыленным покрытием, составляющую 10-30% покрытия наружной поверхности, и область без покрытия, занимающую оставшуюся часть от общей площади наружной поверхности подложки.
21. Способ создания подложки с частичным термонапыленным покрытием вдоль наружной поверхности подложки без изменения профиля текстуры наружной поверхности подложки, включающий этапы:
обеспечения подложки, имеющей наружную поверхность, причем указанная наружная поверхность является негладкой, как определено профилем текстуры,
обеспечения устройства для термонапыления,
подачи исходного материала в виде порошка или проволоки в устройство для термонапыления с образованием по меньшей мере части расплавленных частиц порошка,
поворота подложки,
нанесения частиц порошка на первую область наружной поверхности для закалки частиц с образованием первой области с термонапыленным покрытием и с сохранением второй области наружной поверхности без расплавленных частиц порошка с образованием второй области без покрытия.
22. Способ по п. 21, отличающийся тем, что он дополнительно включает нанесение указанных расплавленных частиц порошка вдоль наружной поверхности в первой области в множестве отдельных участков.
23. Способ по п. 21, отличающийся тем, что он включает подачу порошка устройством для термонапыления со скоростью 5-120 г/мин и вращение подложки со скоростью 900-3600 об/мин.
24. Способ по п. 21, отличающийся тем, что устройство для термонапыления выбирают из группы, состоящей из устройств для высокоскоростного газопламенного напыления (HVOF), детонационной пушки и устройств для напыления плазменной дугой.
25. Способ по п. 21, отличающийся тем, что он дополнительно включает придание шероховатости поверхности подложки перед созданием подложки с частичным термонапыленным покрытием вдоль наружной поверхности подложки.
26. Способ по п. 21, отличающийся тем, что указанное частичное термонапыленное покрытие опосредованно наносят на негладкую поверхность подложки.
27. Термонапыленное покрытие, проходящее вдоль негладкой наружной поверхности подложки, которая характеризуется нижележащим профилем текстуры, имеющей предварительно заданное число пиков, измеренное с помощью профилометра, причем
термонапыленное покрытие имеет толщину не более 0,0008 сантиметра (не более 0,0003 дюйма),
при этом указанная негладкая наружная поверхность подложки характеризуется отсутствием текстурированного электрическим разрядом покрытия, гальванического покрытия, нитридного покрытия, науглероженного покрытия или хромированного покрытия.
28. Термонапыленное покрытие по п. 27, отличающееся тем, что оно получено из наночастиц.
29. Термонапыленное покрытие по п. 27, отличающееся тем, что количество пиков нижележащего профиля текстуры составляет 50-80% от числа пиков негладкой поверхности подложки при измерении профилометром.
30. Термонапыленное покрытие по п. 27, отличающееся тем, что оно содержит вольфрамсодержащий карбид.
| US 3831213 A, 27.08.1974 | |||
| US 4787837 A, 29.11.1988 | |||
| US 20110171392 A1, 14.07.2011 | |||
| US 20110014060 A1, 20.01.2011 | |||
| ПОРИСТЫЕ ГАЗОПОГЛОТИТЕЛЬНЫЕ УСТРОЙСТВА СО СНИЖЕННОЙ ПОТЕРЕЙ ЧАСТИЦ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2253695C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРИЛИПАЮЩЕГО ПОКРЫТИЯ НА ОСНОВЕ КАРБИДА КРЕМНИЯ | 2009 |
|
RU2479679C2 |

