Изобретение относится к текстильной промышленности, в частности к полым многослойным тканым каркасам, предназначенным для создания армирующих элементов композиционных материалов.
Известен полый многослойный тканый каркас объемной структуры, формируемый путем переплетения уточных нитей и систем основных нитей. Он усматривается из способа изготовления многослойной контурно-профильной ткани [пат. RU 2466219, 2011 г.]. В соответствии с ним каркас имеет саржевое переплетение уточных и основных нитей. Кроме того, каркас имеет два условных шва, образованных только нитями утка.
Недостатком каркаса является низкая прочность изготавливаемого из него композиционного материала в зоне расположения двух условных швов. Еще одним недостатком каркаса является недостаточный эффект крутящего момента от воздушного потока для изделий из композиционного материала в форме тел вращения, изготавливаемых на основе такого каркаса.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является полый многослойный тканый каркас объемной структуры, формируемый на круглоткацкой машине путем переплетения уточных нитей и систем основных нитей. Он усматривается из способа изготовления тканой заготовки [пат. RU 2130093, 2000 г.].
Каркас указанной структуры не имеет условных швов и поэтому изготавливаемые на его основе изделия из композиционного материала имеют высокие механические свойства. Однако, в изготавливаемых на его основе изделиях из композиционного материала практически отсутствует эффект крутящего момента, что имеет важное значение для изделий, эксплуатация которых предусматривает их полет в атмосфере с обеспечением его доставки в строго определенное место.
Задачей изобретения является создание такого конструктивного исполнения тканого каркаса, при использовании которого в качестве армирующего элемента композиционных материалов в изделиях в форме тел вращения, обеспечивается возможность задания направления их вращения.
Известен способ изготовления полого многослойного тканого каркаса объемной структуры, заключающийся в наработке его из уточных нитей и систем основных нитей [пат. RU 2466219, 2011 г.]. В соответствии с ним, каркас формируют методом плоского ткачества в виде двух полотен, соединенных между собой условными швами. Способ обеспечивает саржевое переплетение уточных и основных нитей.
Недостатком способа является низкая прочность изделия из композиционного материала на основе каркаса, изготовленного указанным способом. Еще одним недостатком способа является недостаточный эффект крутящего момента от воздушного потока для изделий из композиционного материала на основе каркаса, изготовленного заявляемым способом.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ изготовления полого многослойного тканого каркаса объемной структуры, заключающийся в наработке его из уточных нитей и систем основных нитей на установленной в круглоткацкую машину формообразующей оправке [пат. RU 2130093, 2000 г.]
Способ обеспечивает возможность изготовления каркасов без «условных» швов и поэтому изготавливаемые на основе тканого каркаса изделия из композиционных материалов имеют более высокую механическую прочность.
Однако, способ не обеспечивает изготовление каркаса, на основе которого можно было бы изготовить изделие из композиционного материала, создающее при полете в атмосфере эффект крутящего момента вокруг своей оси, т.к. каркас не имеет саржевого переплетения уточных и основных нитей, а саржевый эффект, создаваемый выводом тонких перевязочных нитей основы на поверхность, не значителен.
Задачей изобретения является создание способа получения полого многослойного тканого каркаса объемной структуры для использования в качестве армирующего элемента композиционных материалов в изделиях с обеспечением возможности задания направления их вращения вокруг своей оси при полете в атмосфере.
Поставленная задача решается за счет того, что в полом многослойном тканом каркасе, формируемом на круглоткацкой машине, в соответствии с заявляемым техническим решением, нити основы сами по себе, или с расположенными на нем со стороны наружной поверхности и/или в глубине цепочками точечных уплотнений либо разряжений, отклонены от образующей каркаса в ту или иную сторону.
Благодаря тому, что в формируемом на круглоткацкой машине каркасе нити наполнительной основы отклонены от образующей каркаса, на нем возникает диагональный рисунок, имитирующий саржевый эффект. То, что каркас дополнительно может иметь цепочки точечных уплотнений, либо разряжений, направление которых совпадает с отклонением нитей основы от образующей, позволяет усилить саржевый эффект.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: наличие у каркаса саржевого эффекта, причем более сильного, чем просто саржевое переплетение нитей основы и утка.
Благодаря новому свойству решается поставленная задача, а именно: при использовании каркаса в качестве армирующего элемента композиционных материалов обеспечивается возможность задания изделиям из них при полете вращения вокруг своей оси, следствием чего является повышение стабильности их полета.
Поставленная задача решается также за счет того, что в способе изготовления каркаса, заключающемся в наработке его из уточных нитей и систем основных нитей на установленной в круглоткацкую машину формообразующей оправке, в соответствии с заявляемым техническим решением при наработке каркаса периодически принудительно производят поворот оправки вокруг своей оси в ту или иную сторону. При этом в программе наработки тканого каркаса может быть задано формирование цепочек точечных уплотнений либо разряжений, которые получают путем ввода/вывода к наружной поверхности нитей основы в пределах одной или нескольких ячеек, локально расположенных вдоль наполнительных нитей основы таким образом, что на поверхности и/или в толщине каркаса возникают локальные участки с нитями перпендикулярными его поверхности. Решению поставленной задачи способствует также то, что каркас с целью стабилизации геометрии может быть аппретирован путем пропитки, например, раствором эпоксидной смолы ЭД-20 с отвердителем в ацетоне полностью или локальными участками.
То, что при наработке каркаса на установленной в круглоткацкую машину формообразующей оправке периодически принудительно производят поворот оправки вокруг своей оси, позволяет придать каркасу диагональный рисунок, имитирующий саржевый эффект.
То, что при этом в программе наработки каркаса может быть задано формирование цепочек точечных уплотнений либо разряжений, которые получают, например, путем ввода/вывода к наружной поверхности нитей основы в пределах одной или нескольких ячеек, локально расположенных вдоль наполнительных нитей основы таким образом, что на поверхности и/или в толщине каркаса возникают локальные участки с нитями перпендикулярными его поверхности, позволяет усилить саржевый эффект.
То, что в предпочтительном варианте выполнения способа каркас аппретируют путем пропитки, например, раствором эпоксидной смолы ЭД-20 с отвердителем в ацетоне, работает на сохранение приданной ему геометрии структуры.
В новой совокупности существенных признаков у объекта изобретения возникает новое свойство: способность придать нарабатываемому на круглотканой машине каркасу более сильный саржевый эффект, чем саржевое переплетение уточных и основных нитей.
Благодаря новому свойству решается поставленная задача, а именно: создан способ получения полого многослойного тканого каркаса объемной структуры для использования в качестве армирующего элемента композиционных материалов в изделиях с обеспечением возможности задания направления из вращения вокруг своей оси при полете в атмосфере.
Заявляемые изобретения настолько взаимосвязаны, что образуют единый изобретательский замысел: изобретено новое конструктивное исполнение каркаса и изобретен новый способ его изготовления. Это свидетельствует о соблюдении единства изобретения.
Полый тканый каркас выполнен многослойной объемной структуры и сформирован на круглоткацкой машине путем переплетения уточных нитей и систем основных нитей. В нем нити основы сами по себе, или с расположенными на нем со стороны наружной поверхности и/или в глубине цепочками точечных уплотнений либо разряжений, отклонены от образующей каркаса в ту или иную сторону.
Способ изготовления каркаса указанной выше структуры заключается в наработке его из уточных нитей и систем основных нитей на установленной в круглоткацкую машину формообразующей оправке. При наработке каркаса периодически принудительно производят поворот оправки вокруг своей оси. При этом возможно применение нитей наполнительной основы толщиной, превышающей толщину нитей утка.
При необходимости, в программе наработки тканого каркаса задают цепочки точечных уплотнений либо разряжений, которые получают, например, путем ввода/вывода к наружной поверхности нитей основы в пределах одной или нескольких ячеек, локально расположенных вдоль наполнительных нитей основы таким образом, что на поверхности и/или в толщине каркаса возникают локальные участки с нитями перпендикулярными его поверхности.
С целью гарантированного сохранения формы каркаса, его аппретируют. Но и каркас, не подвергнутый аппретированию, после съема с оправки существенных изменений геометрии также не претерпевает.
Изобретение поясняется чертежами и конкретными примерами изготовления тканого каркаса.
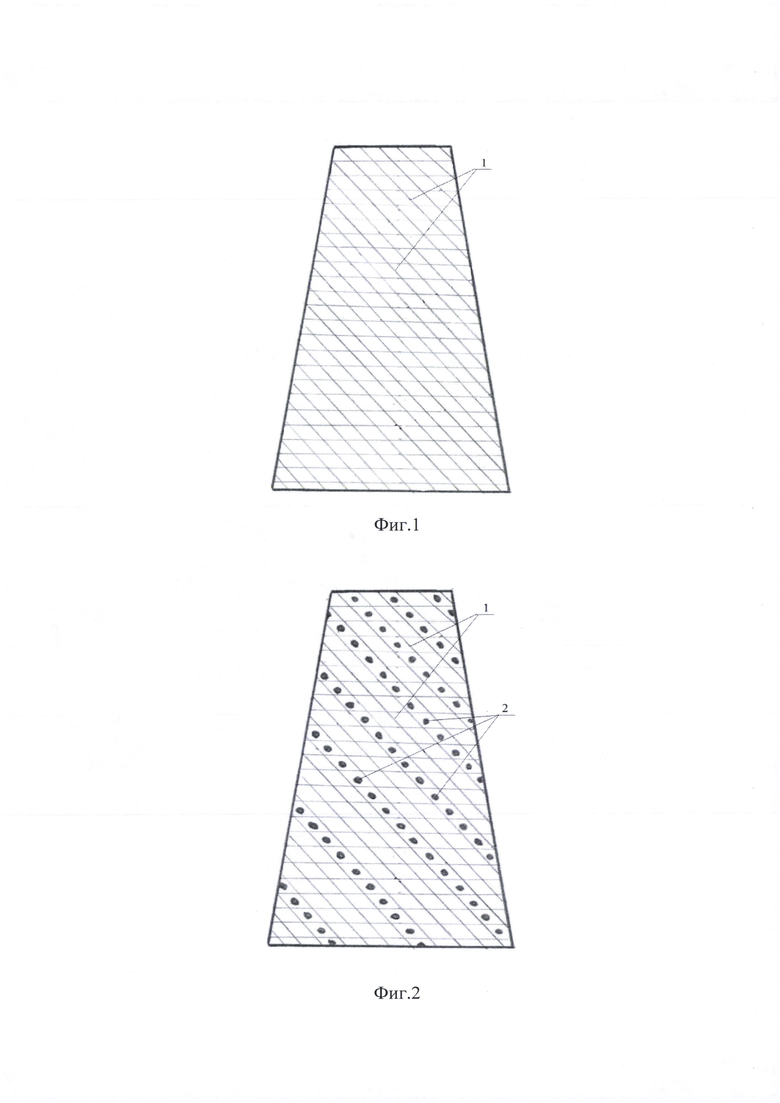
На фиг.1 приведен рисунок каркаса объемной структуры с нитями основы поз.1, отклоненными от образующей каркаса на некоторый угол. На фиг.2 приведен рисунок каркаса объемной структуры с нитями основы поз.1, отклоненными от образующей каркаса на некоторый угол и с расположенными на нем со стороны наружной поверхности и/или в глубине цепочками точечных уплотнений поз.2.
Примеры формирования многослойного тканого каркаса.
В конкретном случае изготовили полый тканый каркас в виде усеченного конуса с длиной образующей -500 мм и диаметрами верхнего и нижнего торцов - 100 мм и 300 мм соответственно.
Наработку каркаса произвели на установленной в круглоткацкую машину формообразующей оправке. Формирование каркаса осуществили в соответствии со способом, описанным в пат. RU 2130093, 2000 г., в который внесли соответствующие изменения для отклонения нитей основы от образующей на угол до 10 градусов. Для этого, при наработке каркаса, через определенное количество оборотов программы принудительно произвели поворот оправки вокруг своей оси на определенную величину. При повороте оправки равновесие сил при структурообразовании каркаса нарушается, а именно: нити основы стремятся сместиться в сторону противоположную повороту оправки, чем и достигается армирование нитями наполнительной основы под углом относительно образующей каркаса. Величина угла определяется величиной поворота оправки, но она ограничена. При дальнейшей наработке каркаса, провели последующие принудительные повороты формообразующей оправки вокруг своей оси.
Во втором примере также изготовили полый тканый каркас в виде усеченного конуса с длиной образующей -500 мм и диаметрами верхнего и нижнего торцов - 100 мм и 300 мм соответственно, с закруткой нитей основы, аналогичной первому примеру. Дополнительно, в процессе наработки из структуры каркаса на определенном шаге управляющей программы вывели нити основы, необходимые для формирования уплотнений, а при достижении наработки лицевой (наружной) поверхности, опять же в соответствии с программой, выведенные нити основы ввели обратно в структуру оболочки. Тем самым, за счет увеличенной линейной плотности, нити основы создали точечные уплотнения, проходящие в радиальном направлении (перпендикулярном поверхности) на заданную толщину (глубину) структуры каркаса.
При дальнейшей наработке каркаса, провели последующие принудительные повороты формообразующей оправки вокруг своей оси с формированием таких же точечных уплотнений в определенной последовательности.
При закрутке каркаса на заданный угол вместе со всеми наполнительными нитями основы закручиваются и данные цепочки уплотнений и разряжений.
В результате экспериментальной отработки технологии изготовления конических каркасов, диаметром от 100 мм до 300 мм, нити основы которых отклонены от образующей, установлено, что достигается закрутка армирования нитями основы с углом до 10 градусов, что связано с ограничением величины угла поворота оправки.
Для гарантированного сохранения формы тканых каркасов с нитями основы, имеющими отклонение от образующей, после наработки каркасов применили операцию аппретирования путем пропитки раствором эпоксидной смолы ЭД-20 с отвердителем в ацетоне.
Таким образом, получили тканый каркас с отклонением нитей основы от образующей на определенный угол и каркас с отклонением нитей основы от образующей и равномерно распределенными по наружной поверхности точечными уплотнениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЫЙ МНОГОСЛОЙНЫЙ ТКАНЫЙ КАРКАС ОБЪЁМНОЙ СТРУКТУРЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768942C1 |
| ПОЛАЯ МНОГОСЛОЙНАЯ ТКАНАЯ ЗАГОТОВКА ОБЪЕМНОЙ СТРУКТУРЫ С ИМИТАЦИЕЙ САРЖЕВОГО ЭФФЕКТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2751123C2 |
| СПОСОБЫ ФОРМИРОВАНИЯ ЦЕЛЬНОТКАНЫХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК ПЕРЕМЕННОЙ ТОЛЩИНЫ (ВАРИАНТЫ) | 2021 |
|
RU2765455C1 |
| СПОСОБЫ ФОРМИРОВАНИЯ ТОЛСТОСТЕННЫХ МНОГОСЛОЙНЫХ ОБОЛОЧЕК ЦИЛИНДРИЧЕСКОЙ ИЛИ КОНИЧЕСКОЙ ФОРМЫ С МАЛЫМ УГЛОМ КОНУСНОСТИ НА КРУГЛОТКАЦКОЙ МАШИНЕ | 2020 |
|
RU2783134C2 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С РЕБРАМИ ЖЕСТКОСТИ И СПОСОБ ЕЁ ФОРМИРОВАНИЯ | 2019 |
|
RU2713990C1 |
| ПОЛОЕ ИЗДЕЛИЕ В ВИДЕ ТКАНОГО ПОЛОТНА, СПОСОБ ЕГО ФОРМИРОВАНИЯ И СПОСОБ ФОРМИРОВАНИЯ НА ЕГО ОСНОВЕ ТОЛСТОСТЕННОГО ИЗДЕЛИЯ, В ТОМ ЧИСЛЕ КРУПНОГАБАРИТНОГО | 2019 |
|
RU2707100C1 |
| Круглоткацкая машина и способы формирования на ней тканых многослойных оболочек | 2023 |
|
RU2840905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХ- И ТРЁХСЛОЙНЫХ ЦЕЛЬНОТКАНЫХ ОБОЛОЧЕК | 2020 |
|
RU2752184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТКАНОЙ ОБОЛОЧКИ | 2020 |
|
RU2748555C1 |
| ЦЕЛЬНОТКАНАЯ МНОГОСЛОЙНАЯ ОБОЛОЧКА С ФЛАНЦЕМ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2019 |
|
RU2714146C1 |
Изобретение относится к текстильной промышленности, в частности к полым многослойным тканым каркасам, предназначенным для создания армирующих элементов композиционных материалов, и способу их изготовления. Полый многослойный тканый каркас объемной структуры, формируемый на круглоткацкой машине путем переплетения уточных нитей и систем основных нитей, имеет структуру, в которой все нити основы сами по себе или с расположенными на нем со стороны наружной поверхности и/или в глубине цепочками точечных уплотнений либо разряжений отклонены от образующей каркаса в ту или иную сторону под углом 10 градусов. Изобретение позволяет создать такое конструктивное исполнение тканого каркаса, которое при использовании его в качестве армирующего элемента композиционных материалов в изделиях в форме тел вращения обеспечивает возможность задания направления их вращения. 2 н. и 1 з.п. ф-лы, 2 ил.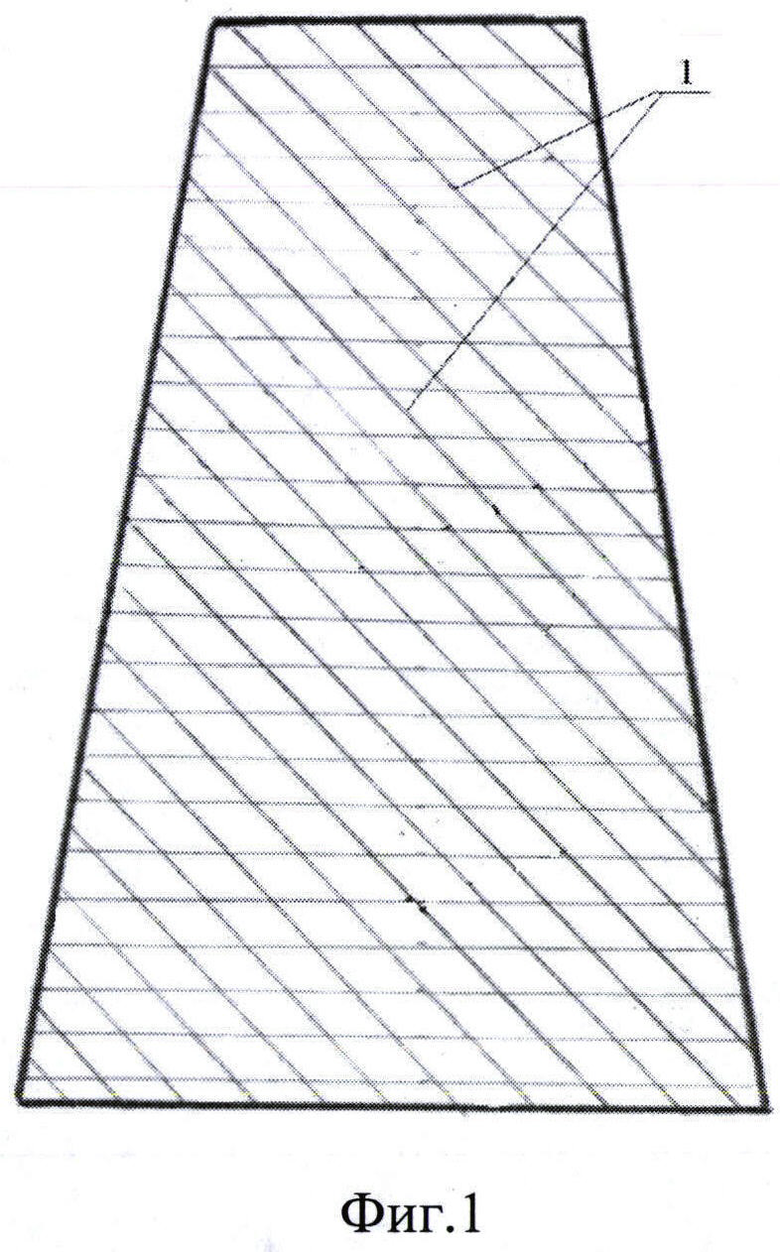
1. Полый многослойный тканый каркас объемной структуры в качестве армирующего элемента композиционных материалов в изделиях с обеспечением возможности задания направления их вращения вокруг своей оси при полете в атмосфере, формируемый на круглоткацкой машине путем переплетения уточных нитей и систем основных нитей, отличающийся тем, что в нем нити основы сами по себе или с расположенными на нем со стороны наружной поверхности и/или в глубине цепочками точечных уплотнений либо разряжений отклонены от образующей каркаса в ту или иную сторону под углом до 10 градусов.
2. Способ изготовления каркаса по п. 1 в качестве армирующего элемента композиционных материалов в изделиях с обеспечением возможности задания направления их вращения вокруг своей оси при полете в атмосфере, заключающийся в наработке его из уточных нитей и систем основных нитей на установленной в круглоткацкую машину формообразующей оправке, отличающийся тем, что при наработке каркаса периодически принудительно производят поворот оправки вокруг своей оси в ту или иную сторону под углом до 10 градусов, при этом в программе наработки тканого каркаса может быть еще задано формирование цепочек точечных уплотнений либо разряжений, которые получают путем ввода/вывода к наружной поверхности нитей основы в пределах одной или нескольких ячеек, локально расположенных вдоль наполнительных нитей основы таким образом, что на поверхности и/или в толщине каркаса возникают локальные участки с нитями, перпендикулярными его поверхности.
3. Способ по п. 2, отличающийся тем, что каркас аппретируют путем пропитки, например, раствором эпоксидной смолы ЭД-20 с отвердителем в ацетоне.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТКАНЫХ ОБОЛОЧЕК | 1998 |
|
RU2130093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНТУРНО-ПРОФИЛЬНОЙ ТКАНИ | 2011 |
|
RU2466219C1 |
| RU 1619759 C, 20.10.1999 | |||
| US 2011155276 A1, 30.06.2011. | |||

