Ю 4
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной разливки плоских слитков | 1990 |
|
SU1816530A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2379153C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2381086C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЗАГОТОВОК | 1994 |
|
RU2077409C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393939C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СТАЛЬНЫХ СЛИТКОВ | 2008 |
|
RU2379154C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2137570C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ | 2015 |
|
RU2690314C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149730C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СТАЛЬНЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315681C2 |
Жидкую сталь подают из промежуточного ковша в кристаллизатор поочередно через каждый из двух погружных разливочных стаканов плоскими вертикальными струями под углом 8... 18°вниз к горизонтальной плоскости в противоположных относительно осей симметрии кристаллизатора точках. При этом поочередную подачу жидкой стали осуществляют с интервалом времени, равным , где I - расстояние от выходного отверстия стакана до узкой грани кристаллизатора; Но - начальная скорость истечения струй жидкой стали. Устройство для непрерывной разливки прямоугольных стальных слитков содержит промежуточный ковш с двумя разливочными погружными стаканами и стопорами, стаканы выполнены с прямолинейным цилиндрическим каналом и одним выходным отверстием/при этом площадь прямолинейного цилиндрического канала стакана Fi и выходного отверстия стакана р2..ширина Ь, высота h и длина g канала выходного отверстия стакайа, расстояние между стаканами L и между осями выходных отверстий Н, ширина узкой грани D кристаллизатора и диаметр наружный dH и внутренний de стаканы связаны между собой следующими математическими зависимостями: Fi/F2- 1.05...L15, g/b 1,5,..2, h/b 3.,.3,5, L- 520 -НУН+. Ь, Н (2...5) b и D/2dH 1,3... 1,5. 2 с. и 1 з.п.ф-лы, 2 ил. ел ©э
Изобретение относится к металлургии, в частности к процессам непрерывной разливки стали в слитки прямоугольного поперечного сечения.
Цель изобретения - повышение качества слитков за счет улучшения перемешивания жидкой стали в кристаллизаторе.
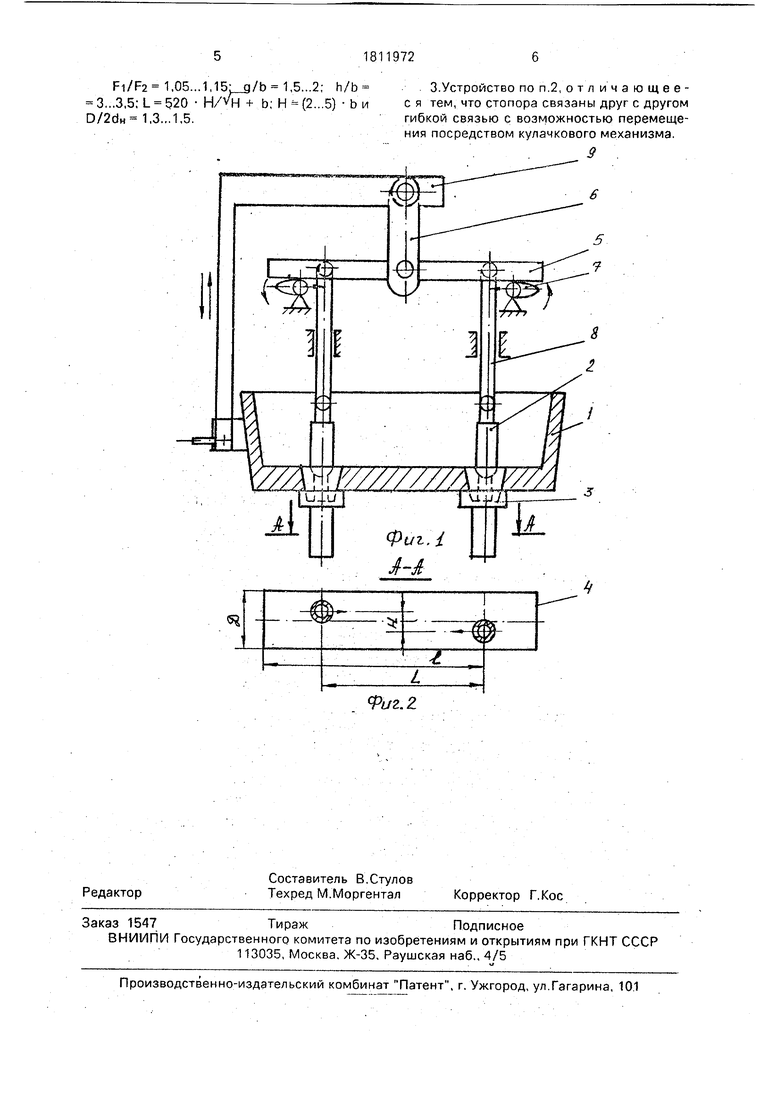
На фиг.1 показано предлагаемое устройство с расположением разливочных стаканов в кристаллизаторе; на фиг.2 - разрез А-Ана фиг.1.
Устройство состоит из промежуточного ковша 1 с двумя соединенными между собой стопорами 2 с подъемным механизмом 9, погружнЫх разливочных стаканов 3, кристаллизатора 4, коромысла 5 с подвесом 6 и кулачковыми механизмами 7. Разливочные стаканы в горизонтальной плоскости кристаллизатора устанавливаются на расстоянии L один от другого и на расстоянии.I от выходного отверстия до узкой грани со смещением Н одного относительно другого в стороны широких граней кристаллизатора. Оси выходных отверстий проходят параллельно друг другу и широким граням. Коромысло 5 с двумя штангами 8 и стопорами 2 в исходном горизонтальном положении лежит на двух кулачках механизма 7. Вращение кулачков осуществляется по или против часовой стрелки. При этом за счет их вращения с одинаковой скоростью происходит поочередное поднятие правого и левого плеча коромысла, а соответственно и стопоров.
Работа устройства состоит в-следующем.
Предварительно жидкий металл заливается в промежуточный ковш 1. Донная часть кристаллизатора перед разливкой перекрывается специальным приспособлением-затравкой, соединяющимся с вытягивающим устройством. С помощью подъемного механизма 9 поднимаются стопоры 2 и жидкий металл через погружные стаканы 3 поступает в кристаллизатор и заполняет его. По мере его заполнения и образования корочки начинается постепенное вытягивание слитка. При этом добиваются необходимой скорости разливки 0,7-0,8 м/мин при постоянном уровне жидкого металла в кристаллизаторе и заданном его расходе через разливочные стаканы.
Разливочный стакан представляет собой напорную конструкцию с формированием плоской струи в отверстии стакана. Основные размеры стакана предлагаемого устройства связаны с размерами выходного отверстия соотношениями
dH-dD/2b 1,5...2; h/b 3...3,5; Fi/F2 1,05...1,15, у 8...18°.
Предлагаемый способ разливки опробован в лабораторных и промышленных условиях. В результате моделирования на воде установлено, что в предлагаемом способе разливки обеспечивается перемешивание расплава в горизонтальной плоскости кристаллизатора. Интенсивность и характер течения зависят от расстояния между разливочными стаканами и их расположения относительно широких граней кристаллизатора, а также размеров выходных отверстий. При ширине широкой и узкой граней соответственно 1850 и 300 мм и расстоянии между стаканами L 1200-1400 мм при Н 100...150 мм в перемешивание вовлекается весь расплав с циркуляцией вокруг Центра кристаллизатора. При расстоянии между стаканами L 500...900 мм кроме циркуляции вокруг центра кристаллизатора
0
5
0
5
0
5
0
5
0
5
образуются еще две зоны циркуляции между каждым стаканом и узкой гранью. При тех же расходах жидкой стали в кристаллизатор в предлагаемом способе разливки скорость циркуляции расплава с пристеночных слоях в 5...8 раз превышает скорость циркуляции в существующем способе разливки. ч
При разливке стали в кристаллизатор с длиной широкой 1,85 и узкой 0,3 м граней значения параметров следующие: dH 120 мм , b 35 мм; h 105 мм, FI 4050 мм2, F2 3680 мм2, dB 72 мм, Н 120 мм, L 1350 мм. При расстоянии от стакана до узкой грани I 1600 мм, начальной скорости истечения Л/о 1,6 м/с интервал времени поочередной работы каждого стакана равен т- 2 с, интервал времени между прекращением подачи металла из стакана до последующего его открытия 4 с,.
Формула изобретения
Fi/F2 1,05...1,15:g/b 1,5...2; h/b 3,..3,5; L 520 H/VH+ b; H - (2...5) b и D/2dH 1,3...1,5.
Фиг. Z
| .Лейтёс А.В | |||
| Защита стали в процессе непрерывной разливки, М.: Металлургия, 1984,0.37. | |||
| ; V:.V | |||
| : ; : | |||
| : ;: -.../: v :- | |||
| ;-:;: Авторское свидетельство СССР .№ 1438086, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| , ; ; | |||
