Изобретение относится к области утилизации и переработки отходов, а именно к перерабатывающей промышленности и может быть использовано в технологическом процессе для дальнейшего изготовления изделий из АБС-пластика.
УРОВЕНЬ ТЕХНИКИ
Проблема утилизации отходов полимерных производств или обеспечения возможности их переработки и дальнейшего использования становится с каждым годом все острее.
АБС-пластик (акрилонитрил бутадиен стирол) является одним из наиболее часто используемым сополимером для производства таких изделий, как: крупные детали автомобилей, крупная бытовая техника, спортинвентарь, детали оружия, лодки, промышленные аккумуляторы, сантехника, канцелярские изделия, музыкальные инструменты, игрушки, детские конструкторы, чемоданы и др.
В специализированной и патентной литературе описаны различные способы утилизации или переработки отходов от перечисленных производств изделий из АБС-пластика.
Так, известна (CN 104742276, опубликовано 01.07.2015), система переработки отходов пластмасс, которая содержит блок подачи, блок грубой промывки, блок тонкой промывки, блок обезвоживания, блок дробления и блок сушки, причем блок обезвоживания содержит барабан обезвоживания, вал обезвоживания и множество обезвоживающих колес. Вал расположен вращательно на барабане, а колеса неподвижно расположены на валу; дробильный агрегат содержит дробильный барабан, дробильный вращающийся вал, множество неподвижных ножей и множество вращающихся ножей; сушильный агрегат содержит устройство регулирования потока и сушильное устройство, при этом сушильное устройство содержит сушильную печь и вентилятор. Система переработки отходов пластмасс имеет высокую степень автоматизации, низкую себестоимость производства и простую структуру и может быть удобно поддержана, производственные такты всех блоков последовательны, энергия экономится, выход продукции в единицу времени высок.
Известен (JP 1995137034 А, опубликовано 30.05.1995) способ переработки пластмасс, который выключает процесс предварительного отбора отходов пластмасс из классифицированных твердых бытовых отходов, процесс грубого дробления отходов пластмасс, процесс обработки вспененного стирола, уменьшение объема вспененного стирола внутри отходов пластмасс путем нагревания отходов пластмасс при фиксированной температуре и процесс измельчения отходов. Далее осуществляются процесс промывки, удаления золя и т.д., прилипших к пластмассам, процесс разделения и классификации измельченных веществ отходов пластмасс в жидкости с использованием разницы в удельных весах пластмасс и процесс сушки полезного вещества из классифицированных отходов пластмасс.
Также, известен (RU 2693727 C2, опубликовано 04.07.2019) способ переработки отходов для получения недисперсного переработанного материала, который заключается в удалении, по меньшей мере части неорганических материалов, содержащихся в отходах, для получения вследствие этого отсортированного материала, содержащего по меньшей мере 90 весовых процентов органического материала. Способ включает стадию подготовки исходного сырья с содержанием воды по меньшей мере 15 весовых процентов, при этом по меньшей мере 50 весовых процентов сухого веса указанного исходного сырья приходится на отсортированный материал. Затем осуществляется перемешивание указанного исходного сырья под действием сдвигающих усилий и нагрев указанного исходного сырья. Указанная стадия удаления включает сепарацию материалов по их удельному весу, а указанная сепарация включает контактирование отходов с жидкостью, выбранной таким образом, чтобы в ней тонула указанная по меньшей мере часть неорганических материалов. При этом исходное сырье подвергается указанному перемешиванию и указанному нагреву без предварительного высушивания для получения вследствие этого недисперсного переработанного материала. Достигаемый технический результат заключается в получении эффективным и экономичным образом отсортированного материала, пригодного для дальнейшей переработки без высушивания.
Известен (JP 2002200433 A, опубликовано 16.07.2002) процесс очистки и дробления отходов пластмасс, который позволяет производить измельчение отходов за короткое время, повторное использование отходов в качестве высокочистого пластикового сырья и снижение потребления воды для стирки путем одновременного выполнения промывки и дробления отходов пластика. Этот способ заключается в том, что отходы пластика подвергают разделению для удаления различных видов материалов, таких как металл, бумага и другие пластмассы, чем пластмассы, которые должны быть переработаны, из отходов пластмасс, после чего дробят обработанные пластмассы в измельченный материал, имеющий заданную форму и размер, и одновременно промывают измельченный пластик водой, а затем дробят с помощью воды, а затем, обезвоживания и сушки промытого измельченного материала с получением рециркулируемого пластического сырья в форме хлопьев.
Известные конструкции и способы не обеспечивают высокоэффективности переработки сырья и чистоты материала, а также затратны по расходу электроэнергии и времени.
Наиболее близким аналогом является способ переработки отходов при изготовлении изделий из АБС-пластика (RU 2722011 C1, 25.05.2020), который включает этапы дробления, промывки, сортировки и сушки. Дробление выполняют в два этапа. На первом этапе осуществляют крупное дробление до величины фракций 50-20 мм и частичное отделение армирующего материала от АБС-пластика. На втором этапе измельчают отходы до мелкой фракции величиной 3-5 мм и полностью отделяют армирующий материал от АБС-пластика. На каждом этапе дробления производят механическую сортировку отходов, после дробления полученную смесь частиц АБС-пластика и армирующего материала подвергают просеиванию при котором отделяют мельчайшие фракции смеси и пыли от основной смеси. Просеянную смесь подвергают сепарации воздухом, при которой частицы армирующего материала потоками воздуха отделяют от частиц АБС-пластика, после чего смесь подвергают промывке в солевом растворе воды, плотностью выше плотности частиц АБС-пластика. Промытые частицы АБС-пластика снимают с поверхности раствора и подвергают сушке. Просеивание выполняют на виброситах. Смесь промывают в 5% солевом растворе. Технический результат - повышение качества переработки отходов, содержащих слои АБС-пластика и армирующего материала, и получение сырья высокой степени очистки.
Недостатком способа-прототипа является, прежде всего, то, что в результате получают продукт в виде хлопьев АБС-пластика (флекса), который, как правило, используется не как исходное сырье, а в качестве добавки к первичному сырью при производстве продукции. Кроме того, не происходит удаления остаточной соли сырья из-за отсутствия промывки в пресной воде.
Также, необходимо обратить внимание, что вторичное сырье пользуется большим спросом на рынке благодаря более низкой стоимости. Выгода от повторного использования пластика состоит°не только в финансовой составляющей. Он в значительной мере решает экологические вопросы безопасности окружающей среды.
При этом чем выше качество очистки и характеристики получаемых в результате переработки отходов вторичных гранул АБС-пластика, тем выше их стоимость и пригодность для дальнейшего производства изделий из АБС-пластика. Так, например, итоговая вторичная гранула требует тщательной сушки. Ее плотность ниже, чем у исходного материала с наличием пор. Из-за этого она имеет свойство впитывать воду и длительно удерживать ее в себе. Если материал будет недостаточно сухим, отлить из него качественное изделие не получится.
Изложенное показывает, что существует необходимость создания такой технологии, в которой были бы устранены описанные недостатки, а также который без усложнения технологии позволил бы получить качественное сырье, пригодное для дальнейшего производства изделий из АБС-пластика.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Техническим результатом предлагаемого изобретения является:
- повышение качества переработки отходов;
- обеспечение получения сырья высокой степени очистки;
- обеспечение получения сырья, пригодного для дальнейшего использования в качестве исходного сырья для получения изделий из АБС-пластика:
- обеспечение безотходности переработки отходов АБС-пластика.
Технический результат достигается за счёт того, что предложен способ производства сырья из отходов АБС-пластика, который характеризуется тем, что включает четыре последовательно осуществляемые стадии:
- на первой стадии осуществляют двойное дробление, при котором отходы АБС-пластика сначала подвергают грубому дроблению с последующим просеиванием частиц АБС-пластика и армирующего материала на вибросите, а затем полученную фракцию частиц АБС-пластика подвергают тонкому дроблению с последующим просеиванием частиц АБС-пластика и оставшегося армирующего материала на вибросите, при этом во время просеиваний происходит одновременное обеспыливание и отделение мельчайших фракций от частиц АБС-пластика,
- на второй стадии осуществляют двойную промывку и сушку, при которых полученную после первой стадии фракцию частиц АБС-пластика сначала загружают в ванну флотации, заполненную водным раствором натрия хлора технического, а затем снятую с поверхности солевого раствора фракцию частиц АБС-пластика передают на вторую промывку и сушку, при которых осуществляют подачу пресной воды для отделения солевого раствора и центрифугирование промытых частиц АБС-пластика для отделения остаточной влаги с получением хлопьев АБС-пластика,
- на третьей стадии осуществляют гранулирование, при котором полученные хлопья АБС-пластика равномерно подают в бункер экструдера с технологическим проемом, через который хлопья АБС-пластика попадают в зону экструзии, где происходит перемешивание, нагрев, плавление, гомогенизация и дегазация пластика с последующим пропусканием расплава через сменный фильтр, после которого расплавленная масса под давлением, создаваемым вращающимся шнеком, выдавливается через калиброванные отверстия и образующиеся жгуты подвергают резке в водной среде на гранулы, после чего полученные гранулы подают в центрифугу для сушки с последующим просеиванием на вибросите,
- на четвертой стадии осуществляют упаковку готового сырья, при которой готовые гранулы АБС-пластика упаковывают в мягкие контейнеры из полипропиленовой ткани,
после второй и третьей стадий проводят проверку качества получаемого сырья, оценивая размеры, степень очистки и влажность получаемого сырья, при этом в случае получения некачественной партии сырья, ее возвращают в начало соответствующей стадии.
Размеры фракции частиц АБС-пластика, полученной после грубого дробления составляют 16-18 мм. Размеры фракции частиц АБС-пластика, полученной после тонкого дробления составляют 6-8 мм.
Концентрация водного раствора натрия хлора технического может составлять 250-300 кг/м3.
Партию полученного после второй стадии сырья возвращают в начало второй стадии, если сырье имеет степень очистки менее 55% и влажность получаемого сырья более 0,1%. При возврате некачественной партии сырья в начало второй стадии концентрация водного раствора натрия хлора технического может быть изменена в зависимости от показателей степени очистки и влажности возвращаемой партии.
При гранулировании нагрев осуществляют до температуры 210-250°С.
При гранулировании используют фильтр, представляющий собой металлическую нержавеющую сетку с размером ячейки 0,63 мм. Замену фильтра осуществляют не реже 2-3 раз в час.
Партию полученного после третьей стадии сырья возвращают в начало третьей стадии, если сырье имеет степень очистки менее 85% и влажность получаемого сырья более 0,05-0,09%.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
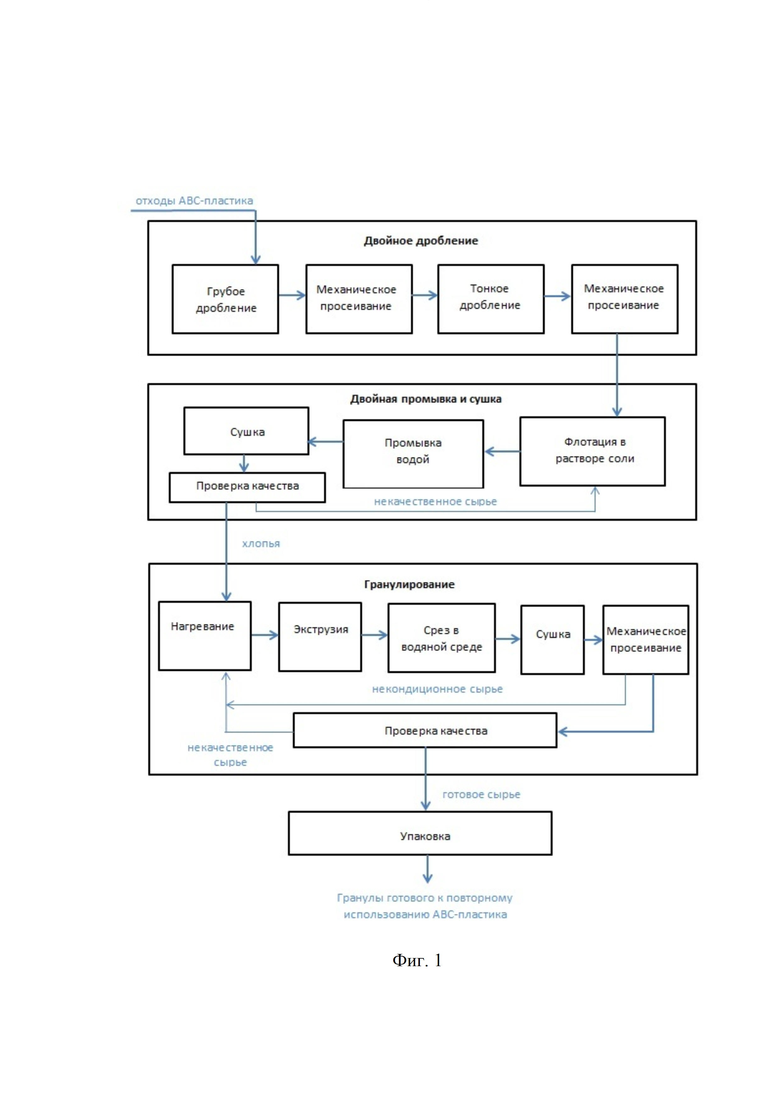
На Фиг. 1 схематически показана технологическая линия производства сырья из отходов АБС-пластика.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предлагаемый способ производства сырья из отходов АБС-пластика, включает четыре последовательно осуществляемые стадии с получением гранул готового к повторному использованию АБС-пластика: двойное дробление, двойная промывка и сушка, гранулирование, упаковка (Фиг. 1).
На первой стадии осуществляют двойное дробление.
Отходы АБС-пластика сначала подвергают грубому дроблению с последующим просеиванием частиц АБС-пластика и армирующего материала на вибросите.
Размеры фракции частиц АБС-пластика, полученной после грубого дробления составляют 16-18 мм. Во время просеивания на вибросите происходит одновременное обеспыливание и отделение мельчайших фракций от частиц АБС-пластика.
Затем полученную фракцию частиц АБС-пластика подвергают тонкому дроблению с последующим просеиванием частиц АБС-пластика и оставшегося армирующего материала на вибросите.
Размеры фракции частиц АБС-пластика, полученной после тонкого дробления составляют 6-8 мм. Во время просеивания на вибросите происходит одновременное обеспыливание и отделение мельчайших фракций от частиц АБС-пластика.
На второй стадии осуществляют двойную промывку и сушку.
Полученную после первой стадии фракцию частиц АБС-пластика сначала загружают в ванну флотации, заполненную водным раствором натрия хлора технического. Концентрация водного раствора натрия хлора технического может составлять 250-300 кг/м3.
Сам процесс промывки частиц АБС-пластика солевым раствором в ванне флотации основан на разнице плотностей АБС-пластика и солевого раствора, за счет чего частицы всплывают на поверхность раствора. При этом общеизвестно, что плотность раствора натрий хлора зависит от концентрации и температуры. Плотность 4%-ного раствора хлористого натрия при 20°С равна около 1,027 г/см3 и увеличивается при росте концентрации. При заданной концентрации (250-300 кг/м3) будет варьироваться от 1,167 до 1,197 г/см3. Плотность акрилонитрил бутадиен стирола составляет 1,02-1,05 г/см3, а в некоторых справочных источниках указывается диапазон 1,02-1,08 г/см3.
Затем снятую с поверхности солевого раствора фракцию частиц АБС-пластика передают на вторую промывку и сушку, при которых осуществляют подачу пресной воды для отделения солевого раствора и центрифугирование промытых частиц АБС-пластика для отделения остаточной влаги с получением хлопьев АБС-пластика.
После сушки проводят проверку качества получаемого сырья, оценивая размеры, степень очистки и влажность получаемого сырья.
В случае если сырье имеет степень очистки менее 55% и влажность получаемого сырья более 0,1%, партия сырья считается некачественной, и ее возвращают в начало второй стадии.
При возврате некачественного сырья в начало второй стадии концентрация водного раствора натрия хлора технического может быть изменена в зависимости от показателей степени очистки и влажности возвращаемой партии.
Если показатели некачественной партии сырья близки к заданным параметрам (в частности, степень очистки 53-54% и влажность 0,11-0,12%), то концентрация водного раствора натрия хлора технического в ванне флотации может быть оставлена без изменения или изменена до значения концентрации раствора, в котором эта партия промывалась в ванне флотации первоначально. Если проверка качества показывает более значительные отклонения, то концентрацию водного раствора натрия хлора технического делают выше значения концентрации раствора, в котором эта партия промывалась в ванне флотации первоначально.
На третьей стадии осуществляют гранулирование.
Полученные хлопья АБС-пластика равномерно подают в бункер экструдера с технологическим проемом, через который хлопья АБС-пластика попадают в зону экструзии.
В зоне экструзии происходит перемешивание, нагрев, плавление, гомогенизация и дегазация пластика с последующим пропусканием расплава через сменный фильтр, после которого расплавленная масса под давлением, создаваемым вращающимся шнеком, выдавливается через калиброванные отверстия.
При гранулировании используют фильтр, представляющий собой металлическую нержавеющую сетку с размером ячейки 0,63 мм. Замену фильтра осуществляют не реже 2-3 раз в час.
Температура нагрева определяется видом полимера, степенью загрязненности, влажностью, поэтому для каждого вида сырья подбираются свои оптимальные параметры. Согласно предлагаемому изобретению хлопья АБС-пластика нагревают до температуры 210-250°С.
Образующиеся после выдавливания через калиброванные отверстия жгуты подвергают резке в водной среде на гранулы, после чего полученные гранулы подают в центрифугу для сушки с последующим просеиванием на вибросите.
После сушки проводят проверку качества получаемого сырья, оценивая размеры, степень очистки и влажность получаемого сырья.
В случае сырье имеет степень очистки менее 85% и влажность получаемого сырья более 0,05-0,09%, партия сырья считается некачественной, и ее возвращают в начало третьей стадии.
Если после просеивания на вибросите часть сырья ссыпается в некондиционное сырье (например, гранулы имеют меньшие размеры), то такое сырье также признают некачественным и возвращают в начало стадии гранулирования.
На четвертой стадии осуществляют упаковку готового сырья.
Готовые гранулы АБС-пластика упаковывают в мягкие контейнеры из полипропиленовой ткани,
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Предлагаемый способ производства сырья из отходов АБС-пластика может быть осуществлен следующим образом.
Отходы АБС-пластика подвергли двойному дроблению с последующим просеиванием после каждого дробления на виброситах (для испытаний использованы: дробилки серий FS и/или HSS, вибросита, позволяющие осуществить механическое просеивание - серий ВИ-106Н, ВС-5Н с 1 сеткой). Во время просеивания на виброситах происходило одновременное обеспыливание и отделение мельчайших фракций от частиц АБС-пластика.
Для испытаний, в качестве отходов АБС-пластика были взяты отходы производства акриловых ванн. Размеры фракции частиц АБС-пластика после грубого дробления в пяти проведенных испытаниях составили 16, 17,5 и 18 мм. Размеры фракции частиц АБС-пластика после тонкого дробления в пяти проведенных испытаниях составили 6,1, 7,4 и 8 мм.
Полученную после первой стадии фракцию частиц АБС-пластика подвергли двойной промывке и сушке, для чего ее загрузили в ванну флотации, заполненную водным раствором натрия хлора технического. Концентрация водного раствора натрия хлора технического в проведенных испытаниях брали 250, 265, 280, 290 и 300 кг/м3 .
После первой промывки с поверхности солевого раствора сняли фракцию частиц АБС-пластика и передали на вторую промывку и сушку. Для этого осуществили подачу пресной воды и центрифугирование частиц АБС-пластика. Испытания были проведены на вертикальной центрифуге серии XS 300.
Полученные высушенные хлопья АБС-пластика подвергли проверке качества, оценивая размеры, степень очистки и влажность получаемого сырья. Из 5 испытанных партий в двух партиях частицы АБС-пластика имели степень очистки 50% и 54% и влажность - 0,11, 0,12% соответственно. Данные партии сырья были признаны некачественными и возвращены в ванну флотации. При этом в первом случае концентрацию водного раствора натрия хлора технического в ванне флотации увеличили, а во втором случае оставили без изменения.
Партии хлопьев АБС-пластика, имеющие заданные характеристики, т.е. признанные качественными, направили на третью стадию - гранулирование.
Хлопья АБС-пластика равномерно подали в бункер экструдера (для испытаний использован экструдер однокаскадный, мощность двигателя 75 кВт, шнек 140 мм), из которого посредством технологического проема хлопья попали в зону экструзии, в которой было осуществлено перемешивание, нагрев, плавление, гомогенизация и дегазация. Нагрев осуществляли до 210, 220 и 245°С.
Далее, расплав АБС-пластика пропустили через сменный фильтр, представляющий собой металлическую нержавеющую сетку с размером ячейки 0,63 мм.
После сменного фильтра расплавленная масса под давлением, создаваемым вращающимся шнеком, выдавливалась через калиброванные отверстия.
Образовавшиеся после выдавливания жгуты подвергли резке в водной среде на гранулы, после чего полученные гранулы были поданы в центрифугу с последующим просеиванием на вибросите.
Далее была проведена проверка качества полученных гранул. В одной партии из трех испытаний было установлено, что размеры и степень очистки соответствуют заданным параметрам, а влажность гранул составляла 0,1%. Данная партия сырья была признана некачественной и возвращена на подачу в бункер экструдера.
Остальные две партии, имеющие заданные характеристики, были направлены на четвертую стадию - упаковку готового сырья.
Готовые к повторному использованию гранулы АБС-пластика упаковали в мягкие контейнеры из полипропиленовой ткани.
При проведении дальнейших испытаний было установлено, что замена сменного фильтра требуется не реже 2-3 раз в час.
Приведенные для иллюстрации возможности осуществления предлагаемого изобретения частные случаи применяемого оборудования не ограничивают возможность реализации заявленного способа на любом другом подходящем оборудовании.
Проведенные испытания показали, что предлагаемый способ позволяет повысить качества переработки отходов и обеспечить получение сырья высокой степени очистки, пригодного для дальнейшего использования в качестве исходного сырья для получения изделий из АБС-пластика. Кроме того, за счет предусмотренного рецикла некачественного сырья обеспечивается безотходность переработки отходов АБС-пластика.
Таким образом, результаты показывают, что осуществление предлагаемого способа производства сырья из отходов АБС-пластика позволило достигнуть все заявленные технические результаты.
Изобретение относится к области утилизации и переработки отходов. Способ производства сырья из отходов АБС-пластика включает четыре последовательно осуществляемые стадии: двойное дробление, двойную промывку и сушку, гранулирование, и упаковку готового сырья. В способе осуществляют грубое и тонкое дробление с последующим просеиванием на виброситах, промывку осуществляют сначала солевым раствором, затем пресной водой, гранулирование осуществляют в экструдере со сменным фильтром с последующим просеиванием на вибросите. После второй и третьей стадий проводят проверку качества получаемого сырья, оценивая размеры, степень очистки и влажность получаемого сырья, при этом в случае получения некачественной партии сырья ее возвращают в начало соответствующей стадии. Техническим результатом является повышение качества переработки отходов, обеспечение получения сырья высокой степени очистки, пригодного для дальнейшего использования в качестве исходного сырья для получения изделий из АБС-пластика, обеспечение безотходности переработки отходов АБС-пластика. 8 з.п. ф-лы, 1 ил.
1. Способ производства сырья из отходов АБС-пластика, характеризующийся тем, что включает четыре последовательно осуществляемые стадии:
- на первой стадии осуществляют двойное дробление, при котором отходы АБС-пластика сначала подвергают грубому дроблению с последующим просеиванием частиц АБС-пластика и армирующего материала на вибросите, а затем полученную фракцию частиц АБС-пластика подвергают тонкому дроблению с последующим просеиванием частиц АБС-пластика и оставшегося армирующего материала на вибросите, при этом во время просеиваний происходит одновременное обеспыливание и отделение мельчайших фракций от частиц АБС-пластика,
- на второй стадии осуществляют двойную промывку и сушку, при которых полученную после первой стадии фракцию частиц АБС-пластика сначала загружают в ванну флотации, заполненную водным раствором натрия хлора технического, а затем снятую с поверхности солевого раствора фракцию частиц АБС-пластика передают на вторую промывку и сушку, при которых осуществляют подачу пресной воды для отделения солевого раствора и центрифугирование промытых частиц АБС-пластика для отделения остаточной влаги с получением хлопьев АБС-пластика,
- на третьей стадии осуществляют гранулирование, при котором полученные хлопья АБС-пластика равномерно подают в бункер экструдера с технологическим проемом, через который хлопья АБС-пластика попадают в зону экструзии, где происходит перемешивание, нагрев, плавление, гомогенизация и дегазация пластика с последующим пропусканием расплава через сменный фильтр, после которого расплавленная масса под давлением, создаваемым вращающимся шнеком, выдавливается через калиброванные отверстия и образующиеся жгуты подвергают резке в водной среде на гранулы, после чего полученные гранулы подают в центрифугу для сушки с последующим просеиванием на вибросите,
- на четвертой стадии осуществляют упаковку готового сырья, при которой готовые гранулы АБС-пластика упаковывают в мягкие контейнеры из полипропиленовой ткани,
при этом после второй и третьей стадий проводят проверку качества получаемого сырья, оценивая размеры, степень очистки и влажность получаемого сырья, при этом в случае получения некачественной партии сырья ее возвращают в начало соответствующей стадии.
2. Способ по п. 1, отличающийся тем, что размеры фракции частиц АБС-пластика, полученной после грубого дробления, составляют 16-18 мм.
3. Способ по п. 1, отличающийся тем, что размеры фракции частиц АБС-пластика, полученной после тонкого дробления, составляют 6-8 мм.
4. Способ по п. 1, отличающийся тем, что концентрация водного раствора натрия хлора технического может составлять 250-300 кг/м3.
5. Способ по п. 1, отличающийся тем, что партию полученного после второй стадии сырья возвращают в начало второй стадии, если сырье имеет степень очистки менее 55% и влажность получаемого сырья более 0,1%.
6. Способ по п. 1, отличающийся тем, что при гранулировании нагрев осуществляют до температуры 210-250°С.
7. Способ по п. 1, отличающийся тем, что при гранулировании используют фильтр, представляющий собой металлическую нержавеющую сетку с размером ячейки 0,63 мм.
8. Способ по п. 1, отличающийся тем, что замену фильтра осуществляют не реже 2-3 раз в час.
9. Способ по п. 1, отличающийся тем, что партию полученного после третьей стадии сырья возвращают в начало третьей стадии, если сырье имеет степень очистки менее 85% и влажность получаемого сырья более 0,05-0,09%.
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ПРИ ИЗГОТОВЛЕНИИ ИЗДЕЛИЙ ИЗ АБС-ПЛАСТИКА | 2019 |
|
RU2722011C1 |
| US 7547734 B2, 16.06.2009 | |||
| Кудян.С.Г., "Рециклинг отходов полимерных материалов", Переработка отходов, #6, 2007 | |||
| Arnold J.S., Polymer Degradation and Stability 94 (2009) 693-700. | |||

