Ссылка на родственную заявку
Настоящая заявка является частичным продолжением заявки № 15/250,086, поданной 29 августа 2016 года, которая является продолжением заявки № 14/467,131, поданной 25 августа 2014 года (теперь патент № 9,457,428), которая является продолжением заявки № 13/245,334, поданной 26 сентября 2011 года (теперь патент № 8,822,875), и испрашивает приоритет в соответствии с предварительной заявкой США № 61/435,076, поданной 21 января 2011 года, предварительной заявкой США № 61/386,496, поданной 25 сентября 2010 года, и предварительной заявкой США № 62/280,499, поданной 19 января 2016 года, каждая из которых полностью включена посредством ссылки в настоящий документ.
Область техники, к которой относится настоящее изобретение
Настоящая заявка относится к формированию изображений в когерентном излучении, а также к оптической модификации или измерению материалов, например, при помощи лазеров.
Предшествующий уровень техники настоящего изобретения
Как известно, лазеры играют важную роль в процессе обработки широкого диапазона материалов. К примерам процессов относятся сварка, сверление, резка, фасонное фрезерование, перфорирование, спекание и обработка поверхности. К материалам могут относиться металлы, полупроводниковые материалы, диэлектрические материалы, полимеры, а также твердые и мягкие биологические ткани. Посредством фокусировки пучка может быть обеспечена повышенная точность воздействия лазера в направлении поперек оси пучка. Между тем, локализация воздействия лазера в аксиальном направлении пучка может быть затруднительной.
Общими для многих процессов, связанных с использованием лазера, являются метрологические методики, предусматривающие управление системой обработки и получение данных гарантии качества перед лазерным воздействием, во время такого воздействия и/или после него. Некоторые аспекты воздействия лазерного излучения и практические ограничения могут создавать помехи стандартным методикам. К некоторым примерам таких аспектов относится возбуждение плазмы/электрические помехи, отверстия с высоким соотношением геометрических размеров, ослепление обрабатывающим лазером, высокая скорость материала, непрогнозируемые геометрические параметры, релаксация материалов и потенциальное повреждение метрологического оборудования обрабатывающим лазером.
Управление глубиной резания лазером является одним из основных факторов, позволяющим использовать лазеры при выполнении различных микрохирургических операциях. В частности, в настоящее время получили широкое распространение операции на позвоночнике (одна треть от всех нейрохирургических операций в некоторых больницах). Современные механические инструменты устарели, при этом для их безопасного и эффективного использования необходим высококвалифицированный персонал, например, опытные хирурги. Преимущество в использовании лазеров состоит в присущей им высокой степени контроля в поперечном направлении, отсутствии износа и бесконтактной работе (инфекционный контроль). Кроме того, использованию лазеров присущи и другие преимущества, такие как гибкий контроль коагулирования и естественный эффект обеззараживания. Однако лазерам присуща очень низкая степень контроля в аксиальном направлении (то есть, пучок продолжает распространяться в аксиальном направлении). Отсюда следует то, что если отсутствует высокоточный контроль точки перфорации, почти наверняка возникает непреднамеренное повреждение окружающей мягкой ткани. Таким образом, применение лазеров до настоящего времени было исключено в огромном количестве случаев.
Известные лазерные системы находят применение в основном при обработке мягких тканей, при этом их применение основывается на предположении об удалении постоянного количества материала для данной продолжительности воздействия. Однако это предположение не всегда является правильным, и, кроме того, часто заранее не известно точно, сколько ткани необходимо удалить a priori. Выполнение высокоточного резания или абляции на границах тканей с совершенно разными оптическими, механическими и термическими свойствами представляет особый интерес для специалистов в области нейрохирургии, ортопедии, оториноларингология и лапароскопии. В отличие от лазерной хирургии роговицы, вышеперечисленные хирургические специальности обычно сталкиваются с непрозрачными, оптически мутными типа тканей с неоднородными свойствами на микроскопическом уровне, где невозможно дать подробную и точную априорную оптико-термическую характеристику. Результирующий недетерминированный процесс резания/абляции ткани ограничивает использования лазеров при выполнении подобных хирургических операций. Например, несколько авторов в своих работах недавно подчеркнули, что практическое осуществление остеотомии с использованием лазера (хирургическая процедура рассечения кости) имеет существенные ограничения по причине отсутствия контроля глубины проникновения лазера. Потенциальное преимущество точного удаления ткани может оказать существенное влияние на терапевтическую практику в этой и других областях хирургической онкологии и имплантации.
В случае практического применения в промышленности лазерной обработке присуще преимущество, заключающееся в том, что одиночный лазер может быть использован для очистки, сварки и/или обработки различных материалов без механической регулировки или изменения процессов химической обработки. Несмотря на известность процесса лазерной абляции неоднородных или многослойных образцов, эти процессы требуют трудоемкой разработки и основываются на однородных характеристиках образцов или моделях с ограниченной применимостью и переменной степенью успеха. Лазерная сварка и очистка, как правило, также требуют дорогостоящей оптимизации многочисленных параметров. Проблема достижения определенного набора поставленных задач обработки (например, соотношения геометрических размеров элемента, зоны термического влияния и т.п.) в пределах доступной области параметров (охватывающей интенсивность подачи, энергию импульса, длительность импульса, длину волны, сопутствующий газ, размер пятна и фокусное положение) осложняется характеристиками материала (например, порогом текучести и абляции материала и молекулярной массой полимеров). Соответственно, разработка промышленного процесса с использованием лазера требует значительного времени и существенных финансовых инвестиций, при этом могут предъявляться высокие требования к сырью в целях обеспечения высокой надежности. В ходе мониторинга и контроля лазерного процесса сварки и сверления используются датчики для измерения температуры металла, отражательной способности и температуры плазмы вблизи обрабатываемой области. Эти формы измерения не обеспечивают точного измерения размера глубины проникновения лазерного пучка.
Лазерная сварка представляет собой промышленный процесс, который очень хорошо подходит для автоматизированного и массового производства. Различным практическим применениям лазерной сварки присущ общий процесс контролируемого нагревания лазером для создания фазового перехода, локализованного в области соединения. Контроль этой области фазового перехода (ОФП) является важным для контроля геометрической конфигурации и качества сварного шва, а также общей продуктивности сварочной системы. Высокая пространственная когерентность лазерного излучения обеспечивает превосходный контроль в поперечном направлении энергии в процессе сварки. Контроль в аксиальном направлении (глубина ОФП) и последующая термическая диффузия являются проблематичными в случае толстых материалов. В этих практических применениях глубина ОФП распространяется глубоко в материал (например, 50 микрометров и более) с использованием методики, широко известной как «сварка с проплавлением в форме замочной скважины». В этом случае интенсивность пучка является достаточной для расплавления поверхности для создания небольшого канала для отвода пара (также известного в качестве «капиллярного канала» или «замочной скважины»), что позволяет оптическому пучку проникать глубже в материал. В зависимости от конкретного практического применения, замочная скважина является узкой (например, менее миллиметра), имея при этом несколько миллиметров в глубину, и поддерживается путем приложения мощности оптического излучения, составляющей до приблизительно 105 Вт. В результате этого область взаимодействия светового излучения с веществом внутри ОФП может характеризоваться турбулентностью, нестабильностью и высокой стохастичностью. К сожалению, нестабильность образования замочной скважины может привести к образованию в сварном шве внутренних полостей и высокой пористости, что может привести к разрушению сварного шва с потенциально катастрофическими последствиями. Как правило, необходимо проведение проверки качества сварного шва, которое обычно осуществляют при помощи дорогостоящего контроля ex situ и разрушающего контроля. Решения для формирования изображений сварочных соединений известны, но ограничены по своим возможностям и обычно осуществляют мониторинг областей либо перед, либо после ОФП для отслеживания состояния сварного соединения и регистрации верхней поверхности охлажденного сварного шва.
Краткое раскрытие настоящего изобретения
В соответствии с одним аспектом настоящего изобретения предоставляется устройство, содержащее: источник пучка для обработки материала, который выдает пучок для обработки материала, который подается в место расположения материала в процессе модификации материала; оптический источник для формирования изображений, который выдает световое излучение для формирования изображения; оптический интерферометр, который выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает к образцу, причем выходной сигнал интерферометрии основывается на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и контроллер с обратной связью, который управляет по меньшей мере одним параметром обработки процесса модификации материала на основании выходного сигнала интерферометрии. Процесс модификации материала выбирают из спекания, сварки и пайки или их сочетания.
В соответствии с другим аспектом настоящего изобретения предоставляется устройство управления с обратной связью для применения с системой обработки материала, которая реализует процесс модификации материала, причем система обработки материала содержит оптический порт доступа, при этом устройство содержит: оптический источник для формирования изображений, который выдает световое излучение для формирования изображения; порт ввода-вывода, который выдает первый компонент светового излучения для формирования изображения в оптический порт доступа системы обработки материала и в ответ принимает компонент отражения светового излучения для формирования изображения; оптический объединитель, который объединяет компонент отражения и другой компонент светового излучения для формирования изображения, чтобы получить выходной сигнал интерферометрии, причем выходной сигнал интерферометрии основан на сравнении длины пути, пройденной первым компонентом и компонентом отражения, и длины пути, пройденной другим компонентом светового излучения для формирования изображения; контроллер с обратной связью, который генерирует по меньшей мере один сигнал, который влияет по меньшей мере на один параметр обработки процесса модификации материала на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления контроллер с обратной связью дополнительно выполнен с возможностью определения, содержит ли изначально выходной сигнал интерферометрии по существу только световое излучение, отраженное вдоль опорного пути, после чего выходной сигнал интерферометрии основывается на сравнении длины предметного пути и длины опорного пути.
Согласно некоторым вариантам осуществления контроллер с обратной связью определяет, когда выходной сигнал интерферометрии совершает переход относительно сигнала, содержащего только световое излучение, отраженное вдоль опорного пути, чтобы основываться на сравнении длины предметного пути и длины опорного пути; и контроллер с обратной связью генерирует по меньшей мере один сигнал, который влияет по меньшей мере на один параметр обработки процесса модификации материала на основании выходного сигнала интерферометрии с учетом указанного перехода.
Согласно некоторым вариантам осуществления контроллер с обратной связью обрабатывает несколько образцов выходного сигнала интерферометрии для идентификации изменения в выходном сигнале интерферометрии, касающегося материала, подвергаемого обработки, при этом управление с обратной связью зависит от такого изменения.
Согласно некоторым вариантам осуществления контроллер с обратной связью предоставляет показателя «скорости» модификации/перемещения образца или другой интенсивности изменения на основании изменения, имеющего место в выходном сигнале интерферометрии.
Согласно некоторым вариантам осуществления процессор обратной связи дополнительно генерирует показатель оптического индекса материала на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: машиночитаемый носитель; и генератор записей, который генерирует запись процесса модификации материала на основании выходного сигнала интерферометрии множество раз и сохраняет запись на машиночитаемом носителе данных.
Согласно некоторым вариантам осуществления контроллер с обратной связью является контроллером реального времени, который управляет по меньшей мере одним параметром обработки процесса модификации материала в течение указанного процесса.
Согласно некоторым вариантам осуществления источник пучка для обработки/модификации материала представляет собой твердотельный, волоконный или газовый лазер.
Согласно некоторым вариантам осуществления источник пучка для обработки материала представляет собой по меньшей мере одно из пучка ионов и пучка электронов.
Согласно некоторым вариантам осуществления интерферометр содержит: объединитель; опорное плечо, причем первый компонент светового излучения для формирования изображения подают на вход опорного плеча, чтобы получить в результате выходной сигнал опорного плеча, причем опорное плечо характеризуется указанной другой длиной оптического пути; и предметное плечо, причем второй компонент светового излучения для формирования изображения подают в предметное плечо, чтобы получить в результате выходной сигнал предметного плеча, причем по меньшей мере компонент выходного сигнала предметного плеча включает в себя отражения компонента светового излучения для формирования изображения из места расположения образца, и предметное плечо характеризуется указанной по меньшей мере одной длиной оптического пути; при этом объединитель осуществляет объедение выходного сигнала опорного плеча и выходного сигнала предметного плеча для выдачи объединенного сигнала в качестве указанного выходного сигнала интерферометрии; причем устройство дополнительно содержит детектор сигналов, выполненный с возможностью выдачи первой интерферограммы на основе выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления устройство содержит по меньшей мере одно из следующего: несколько предметных плеч, причем соответствующая интерферограмма генерируется для каждого сочетания предметного плеча и опорного плеча; несколько опорных плеч, причем соответствующая интерферограмма генерируется для каждого сочетания предметного плеча и опорного плеча; и несколько опорных плеч и несколько предметных плеч, причем соответствующая интерферограмма генерируется для каждого сочетания предметного плеча и опорного плеча.
Согласно некоторым вариантам осуществления интерферометр содержит: по меньшей мере один расщепитель и/или оптический циркулятор; и по меньшей мере одно предметное плечо после расщепителя и/или оптического циркулятора, причем сигнал для формирования изображения подают в предметное плечо, чтобы получить в результате выходной сигнал предметного плеча, по меньшей мере компонент выходного сигнала предметного плеча включает в себя отражения компонента сигнала для формирования изображения из по меньшей мере двух мест в предметном плече и/или материале, подвергаемом обработке, и предметное плечо характеризуется указанной по меньшей мере одной длиной оптического пути и указанной другой длиной оптического пути; при этом расщепитель и/или оптический циркулятор принимают выходной сигнал из предметного плеча и направляют его в детектор; устройство дополнительно содержит детектор сигналов, выполненный с возможностью выдавать интерферограмму на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: процессор интерферограмм, который осуществляет анализ на основании выходного сигнала интерферометрии для генерирования измерения глубины, которое отражает глубину проникновения пучка для обработки материала в месте расположения образца.
Согласно некоторым вариантам осуществления контроллер с обратной связью осуществляет анализ на основании выходного сигнала интерферометрии и генерирует сигнал обратной связи, который управляет глубиной резки относительно границы, которая находится ближе всего к режущему лазеру.
Согласно некоторым вариантам осуществления контроллер с обратной связью осуществляет анализ на основании выходного сигнала интерферометрии и генерирует сигнал обратной связи, который управляет глубиной резки относительно границы, которая находится за пределами текущей глубины резки.
Согласно таким вариантам осуществления контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании измерения глубины.
Согласно некоторым вариантам осуществления по меньшей мере один параметр обработки процесса модификации материала, который управляется контроллером с обратной связью, включает в себя по меньшей мере одно из следующего списка: состояние «включено»/«выключено» пучка для обработки материала; средняя мощность пучка для обработки материала; длительность импульса пучка для обработки материала; максимум интенсивности пучка для обработки материала; плотность пучка для обработки материала; энергия пучка для обработки материала; виды частиц пучка для обработки материала; длина волны пучка для обработки материала; частота повторения импульсов пучка для обработки материала; энергия импульса пучка для обработки материала; форма импульса пучка для обработки материала; скорость сканирования пучка для обработки материала; фокальный диаметр пучка для обработки материала; фокусное положение пучка для обработки материала; пространственная конфигурация пучка для обработки материала на образце; интенсивность подачи материала; расход теплоносителя; расход защитного/сопутствующего газа; давление защитного/сопутствующего газа; компонентный состав защитного/сопутствующего газа; параметры процесса электродуговой сварки (такие как напряжение, ток и интенсивность подачи провода); и интенсивность подачи дополнительного материала.
Согласно некоторым вариантам осуществления контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании измерения глубины посредством управления отключением пучка для обработки материала, когда измерение глубины указывает заданную глубину.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: процессор интерферограмм, который осуществляет анализ на основании выходного сигнала интерферометрии, чтобы выдать показание по меньшей мере одного из следующего: проникновение пучка источника для модификации материала на заданную глубину; близость области материала, которая в настоящий момент подвергается модификации, к другим областям материала; остающееся количество материала для проникновения; общая глубина, которая подверглась модификации; абсолютное значение достигнутой конечной глубины; колебания глубины; скорость изменения глубины; и остающееся расстояние до подповерхностной границы.
Согласно некоторым вариантам осуществления устройство дополнительно выполнено с возможностью обнаруживать по меньшей мере одно изменение на подповерхностном уровне на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления по меньшей мере одно изменение, обнаруженное на подповерхностном уровне, включает в себя по меньшей мере одно из следующего: изменения температуры, изменения состояния, поток жидкости и волны давления.
Согласно некоторым вариантам осуществления контроллер с обратной связью управляет по меньшей мере одним параметром модификации материала на основании изменения, обнаруженного на подповерхностном уровне.
Согласно некоторым вариантам осуществления изменения на подповерхностном уровне обнаруживают путем наблюдения изменений в спекл-структуре.
Согласно некоторым вариантам осуществления контроллер с обратной связью управляет источником пучка для обработки материала, чтобы отключить пучок для обработки материала на основании показаний из процессора интерферограмм.
Согласно некоторым вариантам осуществления контроллер с обратной связью управляет источником пучка для обработки материала, чтобы включить пучок для обработки материала на основании показаний из процессора интерферограмм.
Согласно некоторым вариантам осуществления устройство содержит: запоминающее устройство для хранения заранее рассчитанной, синтезированной интерферограммы для целевого результата; детектор сигналов, который выдает измеренную интерферограмму на основании выходного сигнала интерферометрии; и процессор интерферограмм, который обрабатывает измеренную интерферограмму совместно с заранее рассчитанной, синтезированной интерферограммой для выдачи результата корреляции; причем контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании результата корреляции.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма для целевого результата является оценкой того, что ожидается при возвращении отражений из заданной глубины; и процессор интерферограмм выдает результат корреляции путем умножения измеренной интерферограммы на заранее рассчитанную интерферограмму для каждого обнаруженного элемента, а затем сложения.
Согласно некоторым вариантам осуществления изменяют форму по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и измеренной интерферограммы для компенсации по меньшей мере одно из следующего: выравнивание спектрометра; нелинейная характеристика угла решетки спектрометра; искажение при формировании изображения за счет оптики формирования изображений в спектрометре; пересчет длины волны в волновое число/частоту; конечный размер активной области детектора; форма огибающей спектра; расхождение дисперсии; другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Согласно некоторым вариантам осуществления устройство дополнительно выполнено с возможностью обработки результата корреляции для приблизительной идентификации момента достижения объемом, модифицируемым пучком для обработки материала, заданной глубины.
Согласно некоторым вариантам осуществления устройство дополнительно выполнено с возможностью приблизительной идентификации момента достижения заданной глубины на основании того, когда результат корреляции соответствует некоторому порогу.
Согласно некоторым вариантам осуществления по меньшей мере одна длина пути относится к первому рефлектору в месте расположения образца, а другая длина пути относится ко второму рефлектору в месте расположения образца.
Согласно некоторым вариантам осуществления по меньшей мере одна длина пути представляет собой по меньшей мере две длины пути к соответствующим рефлекторам в месте расположения образца, причем другая длина пути проходит вдоль опорного плеча.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: синтезатор интерферограмм, который синтезирует заранее рассчитанную, синтезированную интерферограмму.
В соответствии с еще одним аспектом настоящего изобретения предоставляется устройство для выдачи и обработки выходного сигнала интерферометрии, причем устройство содержит: запоминающее устройство, в котором хранится заранее рассчитанная, синтезированная интерферограмма для целевого результата; интерферометр для выдачи выходного сигнала интерферометрии; детектор сигналов, который выдает измеренную интерферограмму на основании выходного сигнала интерферометрии; процессор интерферограмм, который обрабатывает измеренную интерферограмму совместно с заранее рассчитанной, ожидаемой интерферограммой для выдачи результата корреляции; и пороговое устройство, выполненное с возможностью определения того, когда результат соответствует порогу.
Согласно некоторым вариантам осуществления для каждого из множества целевых результатов запоминающее устройство хранит соответствующую заранее рассчитанную, синтезированную интерферограмму; причем процессор интерферограмм обрабатывает измеренную интерферограмму совместно с каждой заранее рассчитанной, синтезированной интерферограммой для получения соответствующего результата корреляции; и пороговое устройство определяет, когда результат корреляции отвечает соответствующему порогу.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма является интерферограммой, которая представляет собой оценку того, что ожидается при достижении пучком для модификации материала целевого результата в месте расположения образца; измеренная интерферограмма относится к месту расположения образца; и процессор интерферограмм выдает результат корреляции посредством умножения измеренной интерферограммы на заранее рассчитанную синтезированную интерферограмму для каждого чувствительного элемента, а затем сложения.
Согласно некоторым вариантам осуществления изменяют форму по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и измеренной интерферограммы для компенсации по меньшей мере одно из следующего: выравнивание спектрометра; нелинейная характеристика угла решетки спектрометра; искажение при формировании изображения за счет оптики формирования изображений в спектрометре; пересчет длины волны в волновое число/частоту; конечный размер активной области детектора; форма огибающей спектра; расхождение дисперсии; другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Согласно некоторым вариантам осуществления целевой результат является оценкой того, что ожидается при возвращении отражений из заданной глубины.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: контроллер с обратной связью, который управляет источником пучка для модификации материала, чтобы отключить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: контроллер с обратной связью, который управляет по меньшей мере одним параметром обработки процесса модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления по меньшей мере один параметр обработки включает в себя по меньшей мере одно из следующего списка: состояние «включено»/«выключено» пучка для обработки материала; средняя мощность пучка для обработки материала; длительность импульса пучка для обработки материала; максимум интенсивности пучка для обработки материала; плотность пучка для обработки материала; энергия пучка для обработки материала; виды частиц пучка для обработки материала; длина волны пучка для обработки материала; частота повторения импульсов пучка для обработки материала; энергия импульса пучка для обработки материала; форма импульса пучка для обработки материала; скорость сканирования пучка для обработки материала; фокальный диаметр пучка для обработки материала; фокусное положение пучка для обработки материала; пространственная конфигурация пучка для обработки материала на образце; интенсивность подачи материала; расход теплоносителя; расход защитного/сопутствующего газа; давление защитного/сопутствующего газа; компонентный состав защитного/сопутствующего газа; параметры процесса электродуговой сварки (такие как напряжение, ток и интенсивность подачи провода); и интенсивность подачи дополнительного материала.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: контроллер с обратной связью, который управляет источником пучка для модификации материала, чтобы включить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: синтезатор интерферограмм, который синтезирует заранее рассчитанную, синтезированную интерферограмму.
В соответствии с еще одним аспектом настоящего изобретения предоставляется устройство, которое создает запись процесса модификации материала, причем устройство содержит: источник пучка для обработки материала, который выдает пучок для обработки материала, который подается в место расположения образца в процессе модификации материала, причем процесс модификации материала представляет собой процесс сварки; оптический источник для формирования изображений, который выдает световое излучение для формирования изображения; оптический интерферометр, который выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает к образцу, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и генератор записей, который генерирует запись процесса модификации материала на основании выходного сигнала интерферометрии множество раз.
Согласно некоторым вариантам осуществления устройство дополнительно содержит: машиночитаемый носитель данных; причем генератор записей хранит запись на машиночитаемом носителе данных.
Согласно некоторым вариантам осуществления устройство выполнено с возможностью по существу соосно выдавать пучок для обработки материала и световое излучение для формирования изображения при их подаче к образцу.
В соответствии с дополнительным аспектом настоящего изобретения предоставляется устройство, которое создает запись процесса модификации материала, причем устройство содержит: источник пучка для обработки материала, который выдает пучок для обработки материала, который подается в место расположения образца в процессе модификации материала, причем процесс модификации материала представляет собой медицинский процесс, в котором лазерный пучок используется в качестве пучка для обработки материала; оптический источник для формирования изображений, который выдает световое излучение для формирования изображения; оптический интерферометр, который выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает к образцу, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и генератор записей, который генерирует запись процесса модификации материала на основании выходного сигнала интерферометрии множество раз.
В соответствии с еще одним аспектом настоящего изобретения предлагается способ управления по меньшей мере одним параметром обработки процесса модификации материала, причем способ предусматривает: генерирование светового излучения для формирования изображения при помощи оптического источника для формирования изображений; выдачу выходного сигнала интерферометрии при помощи по меньшей мере компонента светового излучения для формирования изображения, которое подается к образцу, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и автоматическое управление по меньшей мере одним параметром обработки процесса модификации материала на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: подачу пучка для обработки материала в место расположения образца в процессе модификации материала.
Согласно некоторым вариантам осуществления пучком для модификации материала является сверлильный лазер; причем автоматическое управление включает в себя управление перфорированием посредством пучка для модификации материала таким образом, чтобы сверлильный лазер останавливался сразу после обнаружения перфорации или по прошествии выбранного периода рассверливания после обнаружения перфорации.
Согласно некоторым вариантам осуществления подача пучка для обработки материала предусматривает изготовление охладительных отверстий в газовых турбинах.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: определение, содержат ли изначально выходной сигнал интерферометрии по существу только световое излучение, отраженное вдоль опорного пути, после чего выходной сигнал интерферометрии основываются на сравнении длины предметного пути и длины опорного пути.
Согласно некоторым вариантам осуществления определяют, когда выходной сигнал интерферометрии совершает переход относительно сигнала, содержащего только световое излучение, отраженное вдоль опорного пути, чтобы основываться на сравнении длины предметного пути и длины опорного пути; и генерируют по меньшей мере один сигнал, который влияет по меньшей мере на один параметр обработки процесса модификации материала на основании выходного сигнала интерферометрии с учетом указанного перехода.
Согласно некоторым вариантам осуществления способ предусматривает: обработку нескольких образцов выходного сигнала интерферометрии для идентификации изменения в выходном сигнале интерферометрии, касающегося материала, подвергаемого обработки, при этом управление с обратной связью зависит от такого изменения.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: генерирование показателя «скорости» модификации/перемещения образца или другой интенсивности изменения на основании изменения, имеющего место в выходном сигнале интерферометрии.
Согласно некоторым вариантам осуществления, способ дополнительно предусматривает: генерирование показателя оптического индекса материала на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления, способ дополнительно предусматривает: генерирование записи процесса модификации материала на основании выходного сигнала интерферометрии множество раз; и сохранение этой записи.
Согласно некоторым вариантам осуществления автоматическое управление по меньшей мере одним параметром обработки процесса модификации материала на основании выходного сигнала интерферометрии включает в себя управление по меньшей мере одним параметром обработки процесса модификации материала в реальном времени в ходе этого процесса.
Согласно некоторым вариантам осуществления пучок для обработки/модификации материала представляет собой лазерный пучок.
Согласно некоторым вариантам осуществления подача пучка для обработки материала в место расположения образца в процессе модификации материала включает в себя подачу пучка для обработки материала по меньшей мере на одно из следующего: металл; полупроводниковый материал; диэлектрический материал; твердая биологическая ткань; мягкая биологическая ткань; полимер; пластмасса; дерево; композитный материал.
Согласно некоторым вариантам осуществления пучок для обработки материала представляет собой по меньшей мере одно из пучка ионов и пучка электронов.
Согласно некоторым вариантам осуществления выдача выходного сигнала интерферометрии включает в себя: подачу первого компонента светового излучения для формирования изображения на вход опорного плеча, чтобы получить в результате выходной сигнал опорного плеча, причем опорное плечо характеризуется указанной другой длиной оптического пути; подачу второго компонента светового излучения для формирования изображения в предметное плечо, чтобы получить в результате выходной сигнал предметного плеча, причем по меньшей мере компонент выходного сигнала предметного плеча включает в себя отражения компонента светового излучения для формирования изображения из места расположения образца, и предметное плечо характеризуется указанной по меньшей мере одной длиной оптического пути; и объединение выходного сигнала опорного плеча и выходного сигнала предметного плеча для получения объединенного сигнала в качестве указанного выходного сигнала интерферометрии; причем способ дополнительно предусматривает осуществление обнаружения сигнала для выдачи измеренной интерферограммы на основе выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления способ предусматривает по меньшей мере одно из следующего: генерирование соответствующей интерферограммы для каждого из множества сочетаний предметного плеча и опорного плеча, причем существует несколько предметных плеч; генерирование соответствующей интерферограммы для каждого из множества сочетаний предметное плечо и опорное плечо, причем существует несколько опорных плеч; и генерирование соответствующей интерферограммы для каждого из множества сочетаний предметных плеч и опорных плеч, причем существует несколько опорных плеч и несколько предметных плеч.
Согласно некоторым вариантам осуществления генерирование выходного сигнала интерферометрии включает в себя: в расщепителе и/или оптическом циркуляторе подачу по меньшей мере компонента светового излучения для формирования изображения в предметное плечо, чтобы получить в результате выходной сигнал предметного плеча, причем по меньшей мере компонент выходного сигнала предметного плеча включает в себя отражения компонента сигнала для формирования изображения из по меньшей мере двух мест в предметном плече и/или материале, подвергаемом обработке, и предметное плечо характеризуется указанной по меньшей мере одной длиной оптического пути и указанной другой длиной оптического пути; в расщепителе и/или оптическом циркуляторе прием выходного сигнала из предметного плеча и его направление к детектору; и осуществление обнаружения сигнала для выдачи измеренной интерферограммы на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: анализ на основании выходного сигнала интерферометрии для выдачи измерения глубины, которое отражает глубину проникновения пучка для обработки материала в месте расположения образца.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает осуществление анализа на основании выходного сигнала интерферометрии и генерирования сигнала обратной связи, который управляет глубиной резки относительно границы, которая находится ближе всего к режущему лазеру.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает осуществление анализа на основании выходного сигнала интерферометрии и генерирования сигнала обратной связи, который управляет глубиной резки относительно границы, которая находится за пределами текущей глубины резки.
Согласно некоторым вариантам осуществления управление по меньшей мере одним параметром обработки процесса модификации материала основывается на измерении глубины.
Согласно некоторым вариантам осуществления по меньшей мере один параметр обработки процесса модификации материала, который подвергается управлению, включает в себя по меньшей мере одно из следующего: состояние «включено»/«выключено» пучка для обработки материала; средняя мощность пучка для обработки материала; длительность импульса пучка для обработки материала; максимум интенсивности пучка для обработки материала; плотность пучка для обработки материала; энергия пучка для обработки материала; виды частиц пучка для обработки материала; длина волны пучка для обработки материала; частота повторения импульсов пучка для обработки материала; энергия импульса пучка для обработки материала; форма импульса пучка для обработки материала; скорость сканирования пучка для обработки материала; фокальный диаметр пучка для обработки материала; фокусное положение пучка для обработки материала; пространственная конфигурация пучка для обработки материала на образце; интенсивность подачи материала; расход теплоносителя; расход защитного/сопутствующего газа; давление защитного/сопутствующего газа; компонентный состав защитного/сопутствующего газа; параметры процесса электродуговой сварки (такие как напряжение, ток и интенсивность подачи провода); и интенсивность подачи дополнительного материала.
Согласно некоторым вариантам осуществления управление по меньшей мере одним параметром обработки процесса модификации на основании измерения глубины включает в себя управление отключением пучка для обработки материала, когда измерение глубины указывает заданную глубину.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: анализ на основании выходного сигнала интерферометрии, чтобы выдать показание по меньшей мере одного из следующего: проникновение пучка источника для модификации материала на заданную глубину; близость области материала, которая в настоящий момент подвергается модификации, к другим областям материала; остающееся количество материала для проникновения; общая глубина, которая подверглась модификации; абсолютное значение достигнутой конечной глубины; колебания глубины; скорость изменения глубины; и остающееся расстояние до подповерхностной границы.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: обнаружение по меньшей мере одного изменения на подповерхностном уровне на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления по меньшей мере одно изменение, обнаруженное на подповерхностном уровне, включает в себя по меньшей мере одно из следующего: изменения температуры, изменения состояния, поток жидкости и волны давления.
Согласно некоторым вариантам осуществления контроллер с обратной связью управляет по меньшей мере одним параметром модификации материала на основании изменения, обнаруженного на подповерхностном уровне.
Согласно некоторым вариантам осуществления изменения на подповерхностном уровне обнаруживают путем наблюдения изменений в спекл-структуре.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: управление источником пучка для обработки материала, чтобы отключить пучок для обработки материала на основании показания.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: управление источником пучка для обработки материала, чтобы включить пучок для обработки материала на основании показания.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: сохранение заранее рассчитанной синтезированной, интерферограммы для целевого результата в запоминающем устройстве; выдачу измеренной интерферограммы на основании выходного сигнала интерферометрии; обработку измеренной интерферограммы совместно с заранее рассчитанной, синтезированной интерферограммой для выдачи результата корреляции; причем управление по меньшей мере одним параметром обработки процесса модификации материала основывается на результате корреляции.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма для целевого результата является оценкой того, что ожидается при возвращении отражений из заданной глубины; причем выдача результата корреляции предусматривает умножение первой интерферограммы на заранее рассчитанную интерферограмму для каждого обнаруженного элемента, а затем сложение.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: изменение формы по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и первой интерферограммы для компенсации по меньшей мере одно из следующего: выравнивание спектрометра; нелинейная характеристика угла решетки спектрометра; искажение при формировании изображения за счет оптики формирования изображений в спектрометре; пересчет длины волны в волновое число/частоту; конечный размер активной области детектора; форма огибающей спектра; расхождение дисперсии; другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Согласно некоторым вариантам осуществления, способ дополнительно предусматривает: обработку результата корреляции для приблизительной идентификации момента достижения объемом, модифицируемым пучком для обработки материала, заданной глубины.
Согласно некоторым вариантам осуществления, способ дополнительно предусматривает: приблизительную идентификацию момента достижения заданной глубины на основании того, когда результат корреляции соответствует некоторому порогу.
Согласно некоторым вариантам осуществления по меньшей мере одна длина пути относится к первому рефлектору в месте расположения образца, а другая длина пути относится ко второму рефлектору в месте расположения образца.
Согласно некоторым вариантам осуществления по меньшей мере одна длина пути представляет собой по меньшей мере две длины пути к соответствующим рефлекторам в месте расположения образца, причем другая длина пути проходит вдоль опорного плеча.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: синтезирование заранее рассчитанной, синтезированный интерферограммы.
В соответствии с еще одним дополнительным аспектом настоящего изобретения представляется способ выдачи и обработки выходного сигнала интерферометрии, причем способ предусматривает: сохранение заранее рассчитанной, синтезированной интерферограммы для целевого результата в запоминающем устройстве; выдачу выходного сигнала интерферометрии; обнаружение измеренной интерферограммы на основе выходного сигнала интерферометрии; обработку измеренной интерферограммы совместно с заранее рассчитанной, предполагаемой интерферограммой для выдачи результата корреляции; и определение того, когда указанный результат соответствует порогу.
Согласно некоторым вариантам осуществления, для каждого из множества целевых результатов, сохранение соответствующей заранее рассчитанной, синтезированной интерферограммы в запоминающем устройстве; обработку измеренной интерферограммы совместно с каждой заранее рассчитанной, синтезированной интерферограммой для выдачи соответствующего результата корреляции; и определение того, когда каждый результат корреляции отвечает соответствующему порогу.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма является интерферограммой, которая представляет собой оценку того, что ожидается при достижении пучком для модификации материала целевого результата в месте расположения образца; измеренная интерферограмма относится к месту расположения образца; и выдача результатов корреляции включает в себя умножение измеренной интерферограммы на заранее рассчитанную синтезированную интерферограмму для каждого чувствительного элемента, а затем сложение.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: изменение формы по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и измеренной интерферограммы для компенсации по меньшей мере одно из следующего: выравнивание спектрометра; нелинейная характеристика угла решетки спектрометра; искажение при формировании изображения за счет оптики формирования изображений в спектрометре; пересчет длины волны в волновое число/частоту; конечный размер активной области детектора; форма огибающей спектра; расхождение дисперсии; другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Согласно некоторым вариантам осуществления целевой результат является оценкой того, что ожидается при возвращении отражений из заданной глубины.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: управление источником пучка для модификации материала, чтобы отключить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: управление по меньшей мере одним параметром обработки процесса модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления по меньшей мере один параметр обработки включает в себя по меньшей мере одно из следующего списка: состояние «включено»/«выключено» пучка для обработки материала; средняя мощность пучка для обработки материала; длительность импульса пучка для обработки материала; максимум интенсивности пучка для обработки материала; плотность пучка для обработки материала; энергия пучка для обработки материала; виды частиц пучка для обработки материала; длина волны пучка для обработки материала; частота повторения импульсов пучка для обработки материала; энергия импульса пучка для обработки материала; форма импульса пучка для обработки материала; скорость сканирования пучка для обработки материала; фокальный диаметр пучка для обработки материала; фокусное положение пучка для обработки материала; пространственная конфигурация пучка для обработки материала на образце; интенсивность подачи материала; расход теплоносителя; расход защитного/сопутствующего газа; давление защитного/сопутствующего газа; компонентный состав защитного/сопутствующего газа; параметры процесса электродуговой сварки (такие как напряжение, ток и интенсивность подачи провода); и интенсивность подачи дополнительного материала.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: управление источником пучка для модификации материала, чтобы включить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: синтезирование заранее рассчитанной, синтезированной интерферограммы.
В соответствии с другим аспектом настоящего изобретения предлагается способ генерирования записи процесса модификации материала, причем способ предусматривает: подачу пучка для обработки материала в место расположения образца в качестве части процесса модификации материала, причем процесс модификации материала представляет собой процесс сварки; генерирование светового излучения для формирования изображения при помощи оптического источника для формирования изображений; выдачу выходного сигнала интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает в образец, причем выходной сигнал интерферометрии основывается на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и генерирование записи процесса модификации материала на основании выходного сигнала интерферометрии множества раз.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: сохранение записи.
Согласно некоторым вариантам осуществления пучок для обработки материала и световое излучение для формирования изображения являются по существу соосными при их подаче к образцу.
Согласно некоторым вариантам осуществления запись включает в себя данные качества сварного шва, полученного лазерной сваркой.
Согласно некоторым вариантам осуществления запись включает в себя данные по элементу плавильной ванны в процессе лазерной сварки.
Согласно некоторым вариантам осуществления запись включает в себя показатели предстоящего прорыва.
Согласно некоторым вариантам осуществления граница материалов во внутреннем пространстве образца идентифицируется и используется для управления процессом модификации материала.
Согласно некоторым вариантам осуществления запись содержит стабильность «замочной скважины».
Согласно некоторым вариантам осуществления запись содержит глубину проникновения.
В соответствии с другим аспектом настоящего изобретения предоставляется способ генерирования записи процесса модификации материала, причем способ предусматривает: подачу пучка для обработки материала в место расположения образца в качестве части процесса модификации материала, причем процесс модификации материала представляет собой медицинский процесс, в котором лазерный пучок используется в качестве пучка для обработки материала; генерирование светового излучения для формирования изображения при помощи оптического источника для формирования изображений; выдачу выходного сигнала интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает к образцу, причем выходной сигнал интерферометрии основывается на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути; и генерирование записи процесса модификации материала на основании выходного сигнала интерферометрии множество раз.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает по меньшей мере одно из следующего: выбор места положения точки нулевой оптической разности хода ниже области образца, вызывающей интерес.
Согласно некоторым вариантам осуществления точка нулевой оптической разности хода выбирается таким образом, чтобы она находилась внутри образца, подвергаемого измерению.
Согласно некоторым вариантам осуществления точка нулевой оптической разности хода выбирается таким образом, чтобы она находилась ниже образца, подвергаемого измерению.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает по меньшей мере одно из следующего: методики на основе полос Талбота для корректировки кривой зависимости чувствительности от глубины; нелинейное временное стробирование; и доступ к аналоговому сигналу интерференционной полосы перед окончательной оцифровкой, а затем прямая аппаратная демодуляция и/или фильтрация для ослабления определенных частот интерференционных полос, которые соответствуют глубинам, где ожидалась высокая отражательная способность, при сохранении чувствительности на глубинах, где сигнал является более слабым.
Согласно некоторым вариантам осуществления, способ дополнительно предусматривает: применение одного источника пучка для обработки, чтобы обрабатывать несколько образцов в нескольких местах обработки.
Согласно некоторым вариантам осуществления способ предусматривает: применение согласованных путей предметного плеча для множества мест обработки и общему опорному пути.
Согласно некоторым вариантам осуществления способ предусматривает: применения соответствующего опорного плеча для каждого места обработки.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает по меньшей мере одно из следующего: динамическая регулировка длины пути предметного плеча; и динамическая регулировка длины пути опорного плеча.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: переключение между несколькими опорными плечами.
Согласно некоторым вариантам осуществления способ предусматривает: применение системы ICI для отслеживания места расположения вызывающей интерес точки; и регулировку (например, адаптивно) места расположения точки нулевой оптической разности хода относительно места расположения вызывающей интерес точки.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает применение системы ICI для осуществления по меньшей мере одного из: a) отслеживания нижней части отверстия во время сверления; b) управление скоростью перфорирования; c) наблюдение за точкой при осуществлении перфорирования материала; d) прогнозирование момента времени, в которой лазер выполнит перфорирование материала; e) регулировка процесса лазерной обработки для устранения повреждения поверхностей ниже нового отверстия; f) подтверждения того, что не произошло повторного заполнения отверстия после отключения лазера; g) управление сверлением, резкой или сваркой до предписанной глубины; и h) управление сверлением, резкой или сваркой до выбранной глубины относительно выбранной границы материалов.
Согласно некоторым вариантам осуществления способ дополнительно предусматривает: настройку системы ICI таким образом, чтобы оптический источник для формирования изображений освещал область или объем образца, которая или который охватывает несколько отражающих элементов образца, которые характеризуются различными значениями высоты в аксиальном направлении, различными смещениями в поперечном направлении относительно центральной оси пучка для формирования изображений или их сочетанием.
В соответствии с еще одним аспектом настоящего изобретения предоставляется машиночитаемый носитель данных, на которой сохранена запись процесса модификации материала посредством лазерной сварки, которая основывается на выходных сигналов интерферометрии, полученных множество раз.
Подходы по наблюдению и/или управлению на основе линейного формирования изображений в когерентном излучении были кратко описаны выше и будут более подробно описаны ниже. В более общем случае любой один или любое сочетание из двух или более из описанных подходов по наблюдению и/или управлению на основе линейного формирования изображений в когерентном излучении может применяться в одном из следующих практических применений:
сварка, включая гибридную лазерно-дуговую сварку;
пайка;
текстурирование поверхности, включая образование углублений, образование раковин, придание шероховатости, сглаживание;
лазерные химические процессы, включая фотополимеризацию, осаждение металла;
отжиг, включая локальный отжиг;
закалка;
обработка для увеличения твердости и термическая обработка;
спекание;
лазерная инкубация;
резка дорожек;
кольцевое сверление - это когда лазер быстро направляется по кругу для просверливания круглого, чистого отверстия;
одностороннее обнаружение прорыва при лазерной перфорации твердой ткани или металлов, полимеров, керамики;
резка биологического материала, включая материалы для искусственных органов и их предшественники;
сверление печатных монтажных плат и/или резка дорожек в печатных монтажных платах;
соединение, сплавление или сварка биологического материала.
Дополнительный аспект настоящего изобретения предоставляет устройство, содержащее: источник пучка для обработки материала, который выдает пучок для обработки материала, который подается в место расположения материала в процессе модификации материала; источник светового излучения для формирования изображения, который выдает световое излучение для формирования изображения; систему формирования изображений в когерентном излучении, включающую в себя оптический интерферометр, который выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает в область фазового перехода и/или окружающую область, созданные в материале, перед, во время и/или после процесса модификации материала, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины оптического пути к по меньшей мере одной точке в области фазового перехода и/или окружающей области и другой длины оптического пути; детектор, который принимает выходной сигнал интерферометрии и выдает выходной сигнал детектора, который отражает характеристику области фазового перехода и/или окружающей области во время процесса модификации материала, и генератор записей, который генерирует по меньшей мере одну запись на основании выходного сигнала детектора множество раз.
В соответствии с этим аспектом процесс модификации материала может быть частью процесса аддитивного производства, процесса субтрактивного производства, процесса соединения или их сочетания. Процесс аддитивного производства может включать в себя лазерное спекание, избирательное лазерное спекание, лазерное сплавление, избирательное лазерное сплавление, прямое лазерное спекание металлов, электронно-лучевое плавление, трехмерную печать на основе спекания/плавления порошкового материала в заранее сформированном слое или расплавление порошкового материала в заранее сформированном слое или их вариант, производное или сочетание. Процесс аддитивного производства может включать в себя процесс с подачей порошка, лазерное осаждение металла, прямое осаждение металла или лазерное плакирование или их вариант, производное или сочетание.
Устройство может содержать процессор обратной связи, который принимает выходной сигнал по меньшей мере из одного из системы формирования изображений в когерентном излучении, выходного сигнала детектора и вспомогательных оптических датчиков, а также выдает выходной сигнал, используемый в качестве сигнала обратной связи, чтобы управлять одним или несколькими параметрами процесса модификации материала.
Устройство может дополнительно содержать один или несколько вспомогательных оптических датчиков; причем один или несколько вспомогательных оптических датчиков принимают по меньшей мере одно оптическое излучение из области фазового перехода и/или окружающей области и выдают один или несколько выходных сигналов; причем один или несколько выходных сигналов связываются по меньшей мере с одним из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей; причем по меньшей мере одно из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей генерирует по меньшей мере одно из записи, оповещения и выходного сигнала обратной связи.
Устройство может управлять по меньшей мере одним параметром обработки процесса модификации материала на основании по меньшей мере одной записи. По меньшей мере один параметр обработки процесса модификации материала, который подвергается управлению, может включать в себя по меньшей мере одно из следующего списка:
состояние «включено»/«выключено» пучка для обработки материала;
средняя мощность пучка для обработки материала;
длительность импульса пучка для обработки материала;
максимум интенсивности пучка для обработки материала;
плотность пучка для обработки материала;
энергия пучка для обработки материала;
виды частиц пучка для обработки материала;
длина волны пучка для обработки материала;
частота повторения импульсов пучка для обработки материала;
энергия импульса пучка для обработки материала;
форма импульса пучка для обработки материала;
скорость сканирования пучка для обработки материала;
фокальный диаметр пучка для обработки материала;
фокусное положение пучка для обработки материала;
пространственная конфигурация пучка для обработки материала;
расход теплоносителя;
расход защитного/сопутствующего газа;
давление защитного/сопутствующего газа;
компонентный состав защитного/сопутствующего газа;
по меньшей мере один параметр процесса, выбранный из напряжения и тока;
по меньшей мере один параметр отбраковки;
интенсивность подачи дополнительного материала;
геометрические параметры подачи дополнительного материала; и
тип подачи дополнительного материала.
по меньшей мере один параметр обработки процесса модификации материала, который подвергается управлению, может включать в себя по меньшей мере одно из толщины слоя порошка, плотности утрамбовки, однородности слоя, интенсивности подачи дополнительного материала и выбора осаждаемого материала.
Согласно одному варианту осуществления устройство выполнено с возможностью выдавать пучок для обработки материала и световое излучение для формирования изображения по существу соосно при осуществлении их подачи в область фазового перехода и/или окружающую область.
Согласно одному варианту осуществления процесс модификации материала изготавливает, модифицирует или ремонтирует объект путем модификации дополнительного материала при помощи пучка для обработки материала.
Согласно другому варианту осуществления по меньшей мере одна система сканирования направляет систему формирования изображений в когерентном излучении на материал.
Согласно дополнительному варианту осуществления по меньшей мере один вспомогательный датчик подключен по меньшей мере к одной системе сканирования, так что может быть получено пространственное разрешение для излучений процесса модификации материала. По меньшей мере один вспомогательный оптический датчик может быть подключен к системе сканирования при помощи оптического волокна. Оптическое волокно может включать в себя одно из волокна с несколькими оболочками и/или волокна с несколькими сердцевинами, и по меньшей мере одно оптическое волокно совместно используется световым излучением для формирования изображений и по меньшей мере одним вспомогательным оптическим датчиком.
В соответствии с этим аспектом также описывается способ управления процессом модификации материала, в котором используется пучок для обработки материала, подаваемый в место расположения материала, предусматривающий: подачу светового излучения для формирования изображения в область фазового перехода и/или окружающую область, созданные в материале, перед, во время и/или после процесса модификации материала; применение системы формирования изображений в когерентном излучении, включающей в себя оптический интерферометр, для выдачи выходного сигнала интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, подаваемого в область фазового перехода и/или окружающую область, перед, во время и/или после процесса модификации материала, причем выходной сигнал интерферометрии основывается на сравнении по меньшей мере длины оптического пути к по меньшей мере одной точке в области фазового перехода и/или окружающей области и другой длины оптического пути; причем выходной сигнал интерферометрии отражает характеристику области фазового перехода и/или окружающей области во время процесса модификации материала; и применение выходного сигнала интерферометрии для управления по меньшей мере одним параметром обработки процесса модификации материала.
В соответствии со способом процесс модификации материала может быть частью процесса аддитивного производства, процесса субтрактивного производства или их сочетания. Процесс аддитивного производства может включать в себя лазерное спекание, избирательное лазерное спекание, лазерное сплавление, избирательное лазерное сплавление, прямое лазерное спекание металлов, электронно-лучевое плавление, трехмерную печать на основе спекания/плавления порошкового материала в заранее сформированном слое, расплавление порошкового материала в заранее сформированном слое, процесс с подачей порошка, лазерное осаждение металла, прямое осаждение металла или лазерное плакирование или их вариант, производное или сочетание.
Способ может дополнительно предусматривать расположение одного или нескольких вспомогательных оптических датчиков для приема по меньшей мере одного оптического излучения из области фазового перехода и/или окружающей области и выдачи одного или нескольких выходных сигналов; связывание одного или нескольких выходных сигналов по меньшей мере с одним из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей; причем по меньшей мере одно из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей генерирует по меньшей мере одно из записи, оповещения и выходного сигнала обратной связи; и применение по меньшей мере одного из записи, оповещения и выходного сигнала обратной связи для одного или более из управления, мониторинга и регулировки процесса модификации материала.
Согласно одному варианту осуществления управление может предоставлять информацию гарантии качества для аддитивного производства. Способ может предусматривать управление по меньшей мере одним параметром обработки, выбранным из следующего списка:
состояние «включено»/«выключено» пучка для обработки материала;
средняя мощность пучка для обработки материала;
длительность импульса пучка для обработки материала;
максимум интенсивности пучка для обработки материала;
плотность пучка для обработки материала;
энергия пучка для обработки материала;
виды частиц пучка для обработки материала;
длина волны пучка для обработки материала;
частота повторения импульсов пучка для обработки материала;
энергия импульса пучка для обработки материала;
форма импульса пучка для обработки материала;
скорость сканирования пучка для обработки материала;
фокальный диаметр пучка для обработки материала;
фокусное положение пучка для обработки материала;
пространственная конфигурация пучка для обработки материала;
расход теплоносителя;
расход защитного/сопутствующего газа;
давление защитного/сопутствующего газа;
компонентный состав защитного/сопутствующего газа;
по меньшей мере один параметр процесса, выбранный из напряжения и тока;
по меньшей мере один параметр отбраковки;
интенсивность подачи дополнительного материала;
геометрические параметры подачи дополнительного материала; и
тип подачи дополнительного материала.
Способ может предусматривать управление по меньшей мере одним из толщины слоя порошка, плотности утрамбовки, однородности слоя, интенсивности подачи дополнительного материала и выбором осаждаемого материала.
Способ может предусматривать по существу соосную подачу пучка для обработки материала и светового излучения для формирования изображений в область фазового перехода и/или окружающую область.
Способ может предусматривать управление процессом аддитивного производства, который используется для изготовления, модификации или ремонта объекта путем модификации дополнительного материала при помощи пучка для обработки материала.
Способ также может предусматривать дополнительное размещение одного или нескольких вспомогательных оптических датчиков для обнаружения плавки и/или отсутствия плавки в процессе модификации материала.
Краткое описание фигур
Чтобы обеспечить лучшее понимание настоящего изобретения и более наглядно продемонстрировать, как оно может быть реализовано, ниже приводится описание его вариантов осуществления, которое носит исключительно иллюстративный характер и выполнено со ссылкой на прилагаемые фигуры, где:
На фиг. 1 представлена структурная схема системы обработки материала, снабженной контролем с обратной связью со стороны системы линейного формирования изображений в когерентном излучении, предоставленной одним вариантом осуществления настоящего изобретения.
На фиг. 2 представлена структурная схема приведенной в качестве примера реализации контроллера с обратной связью, изображенного на фиг. 1.
На фиг. 3 представлена структурная схема системы обработки материала, снабженной управлением с обратной связью со стороны системы формирования изображений, где источник пучка для модификации материала также функционирует в качестве источника светового излучения для формирования изображения.
На фиг. 4 и 5 представлены структурные схемы систем обработки материалов, снабженных управлением с обратной связью со стороны системы линейного формирования изображений в когерентном излучении.
На фиг. 6 и 7 представлены структурные схемы одноканальной и двухканальной систем обработки материала, снабженных управлением с обратной связью со стороны системы линейного формирования изображений в когерентном излучении и балансным фотодетектором.
На фиг. 8 представлена структурная схема устройства для обработки выходного сигнала интерферометрии с использованием заранее рассчитанной, синтезированной интерферограммы.
На фиг. 9 представлен пример формирования ОКТ-изображений (изображений, полученных при помощи оптической когерентной томографии) в М-режиме лазерной резки реберной кости коровы, где подповерхностная структура выглядит статической в ходе воздействия начальных 1,43x105 импульсов, после чего следует внезапное начало обработки с приблизительно линейной скоростью травления.
На фиг. 10A и 10B показаны примеры скорости травления и эффективности удаления материала для реберной бычьей кости под воздействием волоконного лазера с наносекундными импульсами (постоянная средняя мощность 23 Вт).
На фиг. 11A и 11B представлены примеры формирования ОКТ-изображений в М-режиме лазерной резки многослойного образца.
На фиг. 12 представлен пример ОКТ-изображение в В-режиме in situ кости перед осуществлением сверления (слева) и после осуществления сверления (справа).
На фиг. 13 представлен пример изображения в М-режиме и реальном времени ударного сверления стали.
На фиг. 14 представлена структурная схема другой приведенной в качестве примера системы формирования изображений, предоставленной одним вариантом осуществления настоящего изобретения.
На фиг. 15 представлено полностью обработанное изображение в M-режиме из системы, показанной на фиг. 14, содержащее линию, наложенную на выбранной глубине фильтра (сверху), и показывающее ответ от гомодинного фильтра, демонстрирующий резкий пик, когда фронт обработки пересекает выбранную глубину (снизу).
На фиг. 16 представлена блок-схема способа управления с обратной связью с использованием подхода на основании гомодинного фильтра.
На фиг. 17 представлена структурная схема другой системы линейного формирования изображений в когерентном излучении.
На фиг. 18 представлена структурная схема лазерной хирургической системы, снабженной системой система ICI, показанной на фиг. 17.
На фиг. 19 представлена структурная схема сварочной системы, снабженной системой ICI, показанной на фиг. 17.
На фиг. 20 представлен график, отображающий сравнение гомодинной фильтрации со стандартной обработкой (интерполяция кубическими сплайнами, БПФ) обработкой.
На фиг. 21 представлены пучок для формирования изображений и созданный лазерным излучением элемент, причем пучок для формирования изображений имеет больший диаметр, чем созданный лазерным излучением элемент, где точка нулевой оптической разности хода выбрана таким образом, чтобы располагаться на глубине, находящейся внутри измеряемого материала.
На фиг. 22 представлены сформированные при помощи ICI изображения, полученные в процессе осуществления одноимпульсного (длительность в 5 мс отмечена вертикальными линиями) ударного сверления с поддувом кислорода в листах фольги из нержавеющей стали.
На фиг. 23 представлено схематическое изображение, показывающее как ICI может быть использовано для оценки подгонки и зазора при осуществлении лазерной сварки внахлестку.
На фиг. 24 представлен снимок, полученный при помощи отдельной сканирующей системы оптической когерентной томографии, для проверки точности лазерного сверления, управляемого ICI.
На фиг. 25A, 25B, 25C и 25D представлены различные опции для использования одной и той же системы ICI с несколькими местами расположения образцов.
На фиг. 26 представлено использование системы ICI для измерения значений высоты элементов ниже поверхности образца.
На фиг. 27 представлена структурная схема другого варианта осуществления, где система ICI непосредственно управляет обрабатывающим лазером.
На фиг. 28 представлена структурная схема другого варианта осуществления, где система ICI опосредованно управляет обрабатывающим лазером посредством контроллера лазера, а также обеспечивает сопряжение других компонентов системы контроля и/или управления (например, управления движением робота, управления подачей материала и т.п.).
На фиг. 29 представлена структурная схема устройства в соответствии с общим вариантом осуществления.
На фиг. 30A представлена схема системы формирования изображений в когерентном излучении в соответствии с одним вариантом осуществления.
На фиг. 30B и 30C представлена схема, показывающая два варианта осуществления устройства аддитивного производства для использования с системой формирования изображений в когерентном излучении, такой как показана на фиг. 30A.
На фиг. 31 представлено схематическое изображение системы формирования изображений в когерентном излучении с несколькими путями предметного плеча в соответствии с одним вариантом осуществления.
На фиг. 32 представлена схема, показывающая контроллер пучка предметного плеча системы формирования изображений в когерентном излучении, который позволяет изменять угол падения пучка для формирования изображений в когерентном излучении, в соответствии с одним вариантом осуществления.
На фиг. 33 представлена схема, показывающая устройство модификации материала, включающее в себя фиксированную привязку зондирующего пучка для формирования изображений в когерентном излучении.
На фиг. 34 представлена схема, показывающая устройство модификации материала, включающее в себя вспомогательные оптические датчики.
На фиг. 35 представлены послойные измерения в процессе аддитивного производства в соответствии с одним вариантом осуществления, раскрытым в настоящем документе.
На фиг. 36A представлено схематическое изображение процесса модификации материала.
На фиг. 36B, 36C, 36D, 36E представлены выходной сигнал интерферометрии, используемые для различения/распознавания различных фаз материала из процесса модификации материала, показанного на фиг. 36A.
На фиг. 37 представлены данные, демонстрирующие способы отслеживания границ, которые используются для проведения различия между типами границ в процессе аддитивного производства.
На фиг. 38A и 38B представлены измерения длины оптического пути на основе формирования изображений в когерентном излучении статического интерфейса, которые могут варьировать во времени по высотам/глубинам и обратно отраженным интенсивностям, измеренным системой формирования изображений в когерентном излучении.
На фиг. 39 представлена схема, показывающая различные события многократного рассеивания по сравнению с измерением без многократного рассеивания или прямым измерением во время измерения на основе формирования изображений в когерентном излучении.
На фиг. 40A-40F представлены результаты измерения на основании формирования изображений в когерентном излучении плавильной ванны в процессе модификации материала для оценки мощности обрабатывающего лазера при недостаточной (фиг. 40A), достаточной (фиг. 40C), и избыточной (фиг. 40E) мощности лазерного излучения, при этом соответствующие результаты измерения на основании формирования изображений в когерентном излучении результирующих дорожек, показаны на фиг. 40B, 40D и 40F, соответственно.
На фиг. 41A и 41B представлены результаты измерения на основании формирования изображений в когерентном излучении высоты порошковой основы (фиг. 41А, верхняя часть) и интенсивности обратнорассеяного излучения (фиг. 41B, верхняя часть) процесса аддитивного производства, а также дефектов в слое необработанного материала (фиг. 41B, нижняя часть, фиг. 41A, нижняя часть).
На фиг. 42 представлена схема, показывающая измерения морфологии на основе формирования изображений в когерентном излучении, используемые для идентификации потенциального дефекта процесса аддитивного производства, возникающего из-за элементов детали, выступающих в плоскость осаждения сырьевого материала.
На фиг. 43A представлено измерение на основе формирования изображений в когерентном излучении плавильной ванны в ходе лазерной обработки в процессе аддитивного производства с расплавлением порошкового материала в заранее сформированном слое, которое используют для идентификации потери стабильности плавильной ванны при обработке консольной зоны (например, приблизительно 6,5 - 13 мм на фигуре); и на фиг. 43B представлена фотография, а на . 43C представлено измерение на основе формирования изображений в когерентном излучении полученной в результате дорожки, которое используют для оценки качества осажденного материала в консольной зоне.
На фиг. 44 показаны измерения морфологии (слева) на основе формирования изображений в когерентном излучении морфология и схема (справа), используемые для измерения/определения угла контакта жидкого материала, находящегося на нижележащем объемном твердом материале, во время процесса аддитивного производства.
На фиг. 45 представлена схема, показывающая измерения на основе формирования изображений в когерентном излучении области, находящейся позади плавильной ванны/ОФП/пучка для обработки, которые используют для оценки/определения качества/консистенции материала процесса аддитивного производства, осажденного в дорожке.
На фиг. 46 представлена схема, показывающая обедненные зоны в порошковой основе, окружающей ОФП, в процессе аддитивного производства.
На фиг. 47 показаны измерения на основе формирования изображений в когерентном излучении, использованные для выравнивания относительно системы 90 отсчета пучка для обработки материала.
На фиг. 48A и 48B показаны различные схематические аспекты процесса модификации материала, где измерения на основе формирования изображений в когерентном излучении объединены с измерениями вспомогательных оптических детекторов для обнаружения дефектов обработки материала.
Подробное раскрытие настоящего изобретения
На фиг. 1 представлена логическая структурная схема системы обработки материала, в которой предусматривается линейное формирование изображений в когерентном излучении (ICI) и управление с обратной связью в соответствии с одним вариантом осуществления настоящего изобретения. Система содержит устройство 10 обработки материала, которое реализует процесс модификации материала, такой как спекание, сварка и пайка или их сочетание. Устройство 10 обработки материала содержит источник 12 пучка для обработки материала, который выдает пучок 14 для обработки материала, который, в свою очередь, модифицирует образец, находящийся в месте 16 расположения образца. Кроме того, на фигуре показан оптический источник 18 для формирования изображений, который испускает световое излучение 20 для формирования изображений, причем по меньшей мере один его компонент поступает в оптический интерферометр 22. Интерферометр 24 выдает выходной сигнал 24 интерферометрии, который поступает в контроллер 26 с обратной связью. Контроллер 26 с обратной связью генерирует сигнал 29 обратной связи, который поступает в устройство обработки материала для управления по меньшей мере одним параметром обработки процесса модификации материала.
Оптический интерферометр 22 выдает выходной сигнал интерферометрии с использованием по меньшей мере одного компонента светового излучения 20 для формирования изображений, которое поступает в место 16 расположения образца. Линия 28 является логическим представлением взаимодействия между оптическим интерферометром 22 и местом 16 расположения образца. Выходной сигнал 24 интерферометрии основывается на сравнении длины по меньшей мере одного оптического пути к месту расположения образца и длины другого оптического пути. Оптические пути не изображены на этой фигуре из соображений ясности, но их различные примеры будут приведены далее. Место расположения образца является местом, откуда отбирают отраженное световое излучение для формирования изображения. Место расположения образца может быть выбрано из различных опций для достижения различных целей формирования изображений. Например, согласно некоторым вариантам осуществления место расположения образца находится в физическом месте расположения образца материала, подвергаемого обработке. Согласно некоторым вариантам осуществления место расположения образца находится рядом с физическим местом расположения образца материала, подвергаемого обработке. Согласно некоторым вариантам осуществления место расположения образца является положением, выбранным для получения значимой информации об обработке материала.
Согласно некоторым вариантам осуществления несколько образцов выходного сигнала интерферометрии обрабатываются для идентификации изменений в выходном сигнале интерферометрии, касающихся материала, подвергаемого обработке. Согласно некоторым вариантам осуществления по меньшей мере некоторая часть управления с обратной связью зависит от таких изменений. Согласно некоторым вариантам осуществления изменения в данных интерферометрии используют для предоставления показания «скорости» модификации/перемещения образца или других интенсивностей изменения.
В конкретном примере обработки данных интерферометрии для идентификации изменений, согласно некоторым вариантам осуществления, контроллер с обратной связью дополнительно выполнен с возможностью определения, содержит ли изначально выходной сигнал интерферометрии по существу только световое излучение, отраженное вдоль опорного пути (этот опорный путь может проходить вдоль опорного плеча, если оно существует, или вдоль предметного плеча), после чего выходной сигнал интерферометрии основывается на сравнении длины предметного пути(ей) и длины опорного пути. Это может произойти, например, когда место расположения образца изначально имеет только одну отражающую поверхность/подповерхность (в случае без опорного плеча) или не имеет отражающей поверхности/подповерхности (в случае отсутствия опорного плеча), и после того, как материал подвергнется модификации и/или перемещению относительно оптики формирования изображений, в некоторой точке обнаруживается дополнительная отражающая поверхность/подповерхность.
Согласно некоторым вариантам осуществления контроллер с обратной связью дополнительно выполнен с возможностью определения, когда выходной сигнал интерферометрии совершает переход относительно сигнала, содержащего по существу только световое излучение, отраженное вдоль опорного пути (этот опорный путь может проходить вдоль опорного плеча, если оно существует, или вдоль предметного плеча), после чего выходной сигнал интерферометрии основывается на сравнении длины предметного пути и длины опорного пути. Контроллер с обратной связью генерирует по меньшей мере один сигнал, который оказывает влияние по меньшей мере на один параметр обработки процесса модификации материала, на основании выходного сигнала интерферометрии с учетом указанного перехода.
Согласно некоторым вариантам осуществления контроллер 26 с обратной связью является контроллером реального времени, который управляет параметром обработки процесса модификации материала в течение указанного процесса. Согласно другому варианту осуществления контроллер с обратной связью управляет по меньшей мере одним параметром обработки в течение интервалов между последовательными процессами.
Согласно некоторым вариантам осуществления источник пучка для обработки/модификации материала представляет собой лазер, такой как твердотельный, волоконный или газовый лазер.
Согласно некоторым вариантам осуществления источник пучка для обработки/модификации материала генерирует пучок ионов и/или пучок электронов.
Материал, обрабатываемый такой системой, может, например, представлять собой один или несколько из следующих материалов: металл, полупроводниковый материал, диэлектрический материал, твердая биологическая ткань, мягкая биологическая ткань, пластмасса, резина, дерево, композитный материал. Кроме того, возможна обработка и других материалов.
Согласно некоторым вариантам осуществления интерферометр содержит объединитель и два различных плеча, именуемых в настоящем документе опорным плечом и предметным плечом. Первый компонент светового излучения для формирования изображений направляют на вход опорного плеча, в результате чего образуется выходной сигнал опорного плеча. Второй компонент светового излучения для формирования изображений направляют в предметное плечо, в результате чего образуется выходной сигнал предметного плеча. По меньшей мере компонент выходного сигнала предметного плеча включает в себя отражения компонента светового излучения для формирования изображений от места расположения образца. Объединитель осуществляет объединение выходного сигнала опорного плеча и выходного сигнала предметного плеча, чтобы выдать объединенный сигнал, который используется в качестве выходного сигнала интерферометрии. В зависимости от реализации объединитель может представлять собой ответвитель, циркулятор или расщепитель; при этом может использоваться любой компонент, который осуществляет функцию объединения.
Согласно некоторым вариантам осуществления система также содержит детектор сигналов, который выдает интерферограмму на основании выходного сигнала интерферометрии. Согласно некоторым вариантам осуществления детектор сигналов реализован в форме матрицы чувствительных элементов. Конкретными примером является однострочная камера. Другие примеры такого детектора сигналов описаны ниже в контексте конкретных, подробных, приведенных в качестве примера реализаций.
Другим примером детектора сигналов, который выдает интерферограмму на основании выходного сигнала интерферометрии, является пара сбалансированных фотодиодов с усилителем. Другие примеры такого детектора сигналов описаны ниже в контексте конкретных, подробных, приведенных в качестве примера реализаций.
Согласно некоторым вариантам осуществления имеется несколько предметных плеч, при этом соответствующая интерферограмма генерируется для каждой комбинации предметное плечо/опорное плечо.
Согласно некоторым вариантам осуществления имеется несколько предметных плеч, при этом соответствующая интерферограмма генерируется для каждой комбинации предметное плечо/опорное плечо.
Согласно некоторым вариантам осуществления имеется несколько опорных плеч и несколько предметных плеч, при этом соответствующая интерферограмма генерируется для каждой комбинации предметное плечо/опорное плечо.
Может иметься несколько предметных плеч, например, когда в месте расположения образца имеется множество рефлекторов. В таких предметных плечах могут совместно использоваться общие оптические компоненты при доставке отражений от образца в объединитель, при этом значения длины оптического пути будут отличаться. Некоторые из предметных плеч могут проходить к подповерхностным рефлекторам.
В любых случаях, когда генерируется несколько интерферограмм, эти несколько интерферограмм впоследствии используются контроллером 26 с обратной связью для генерирования сигнала 28 обратной связи для управления устройством 10 обработки материала.
Повторно отметим, что выходной сигнал интерферометрии основывается на длине по меньшей мере одного оптического пути до места расположения образца по сравнению с длиной другого оптического пути. Согласно некоторым вариантам осуществления «другой оптический путь» является просто отличающимся оптическим путем к образцу. Фактически, в этом случае два пути, сравниваемые интерферометром, являются двумя путями к различным рефлекторам одного образца. В этом случае световое излучение для формирования изображения будет проходит по одному и тому же оптическому пути, но с учетом небольших отличий между положениями рефлекторов в месте расположения образца.
Согласно некоторым вариантам осуществления по меньшей мере одна длина пути представляет собой по меньшей мере две длины пути к соответствующим рефлекторам в месте расположения образца, причем другая длина пути проходит вдоль опорного плеча.
Согласно некоторым вариантам осуществления контроллер с обратной связью дополнительно выполнен с возможностью определения, содержит ли изначально выходной сигнал интерферометрии по существу только световое излучение, отраженное вдоль опорного пути (этот опорный путь может проходить вдоль опорного плеча, если оно существует, или вдоль предметного плеча), после чего выходной сигнал интерферометрии основывается на сравнении длины предметного пути и длины опорного пути. Это может произойти, например, когда место расположения образца изначально имеет только одну отражающую поверхность/подповерхность (в случае без опорного плеча) или не имеет отражающей поверхности/подповерхности (в случае наличия опорного плеча), и после того, как материал был удален, в некоторой точке имеется дополнительная отражающая поверхность/подповерхность.
Согласно некоторым вариантам осуществления контроллер с обратной связью дополнительно выполнен с возможностью определения, когда выходной сигнал интерферометрии совершает переход относительно сигнала, содержащего по существу только световое излучение, отраженное вдоль опорного пути (этот опорный путь может проходить вдоль опорного плеча, если оно существует, или вдоль предметного плеча), после чего выходной сигнал интерферометрии основывается на сравнении длины предметного пути и длины опорного пути. Контроллер с обратной связью генерирует по меньшей мере один сигнал, который оказывает влияние по меньшей мере на один параметр обработки процесса модификации материала, на основании выходного сигнала интерферометрии с учетом указанного перехода.
Согласно некоторым вариантам осуществления процессор обратной связи осуществляет анализ на основании выходного сигнала интерферометрии для выдачи измерения глубины, которое отражает глубину проникновения пучка для обработки материала в месте расположения образца. Согласно таким вариантам осуществления контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании измерения глубины.
Согласно некоторым вариантам осуществления контроллер с обратной связью осуществляет анализ на основании выходного сигнала интерферометрии и генерирует сигнал обратной связи, который управляет глубиной обработки (например, резки) относительно границы, которая находится ближе всего к месту обработки.
Согласно некоторым вариантам осуществления контроллер с обратной связью осуществляет анализ на основании выходного сигнала интерферометрии и генерирует сигнал обратной связи, который управляет глубиной обработки (например, глубиной резки) относительно границы, которая находится за пределами текущей глубины обработки.
Следует понимать, что любой параметр обработки процесса модификации материала может управляться при помощи контроллера с обратной связью. Конкретные примеры включают в себя следующее:
состояние «включено»/«выключено» пучка для обработки материала;
средняя мощность пучка для обработки материала;
длительность импульса пучка для обработки материала;
максимум интенсивности пучка для обработки материала;
плотность пучка для обработки материала;
энергия импульса пучка для обработки материала;
виды частиц пучка для обработки материала;
длина волны пучка для обработки материала;
частота повторения импульсов пучка для обработки материала;
энергия импульса пучка для обработки материала;
форма импульса пучка для обработки материала;
скорость сканирования пучка для обработки материала;
фокальный диаметр пучка для обработки материала;
фокусное положение пучка для обработки материала;
пространственная конфигурация пучка для обработки материала на образце;
интенсивность подачи материала;
расход теплоносителя;
расход защитного/сопутствующего газа;
давление защитного/сопутствующего газа;
компонентный состав защитного/сопутствующего газа;
параметры процесса электродуговой сварки (такие как напряжение, ток и интенсивность подачи провода); и
интенсивность подачи дополнительного материала (например, в процессе пайки).
В конкретном примере контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании измерения глубины посредством управления отключением пучка источника для модификации материала, когда измерение глубины указывает заданную глубину.
Согласно некоторым вариантам осуществления контроллер с обратной связью содержит процессор интерферограмм, который осуществляет анализ на основании выходного сигнала интерферометрии, чтобы выдать показание того, что пучок источника для модификации материала проник на заданную глубину, которая может, например, быть абсолютной или относительной для поверхности или границы, связанной с материалом. Согласно некоторым таким вариантам осуществления контроллер с обратной связью управляет источником пучка для обработки материала, чтобы отключить пучок для обработки материала на основании показания того, что лазер проник на заданную глубину.
Согласно некоторым вариантам осуществления контроллер с обратной связью содержит процессор интерферограмм, который осуществляет анализ на основании выходного сигнала интерферометрии, чтобы выдать показание близости области материала, которая в настоящее время модифицируется, к другим областям материала.
Согласно некоторым вариантам осуществления контроллер с обратной связью содержит процессор интерферограмм, который осуществляет анализ на основании выходного сигнала интерферометрии, чтобы выдать показание остающегося количества материала, в который проникает лазер.
Согласно некоторым вариантам осуществления процессор интерферограмм осуществляет анализ на основании выходного сигнала интерферометрии для выдачи показания того, когда материал присутствует на заданной глубине, и контроллер с обратной связью осуществляет управление источником пучка для обработки материала для включения пучка для обработки материала на основании указанного показания. На фиг. 6 и 7 представлены два конкретных примера такой системы, снабженной оптическим циркулятором и балансным фотодетектором. Описание этих фигур приведено ниже.
На фиг. 2 представлена приведенная в качестве примера частичная реализация контроллера с обратной связью. Изображен детектор сигналов 30, в который поступает выходной сигнал 18 интерферометрии и который генерирует измеренную интерферограмму 32. Процессор 34 интерферограмм принимает измеренную интерферограмму 32. Контроллер также содержит запоминающее устройство 36, в котором хранится заранее рассчитанная, синтезированная интерферограмма 37 для целевого результата. Процессор 34 интерферограмм осуществляет обработку измеренной интерферограммы совместно с заранее рассчитанной, синтезированной интерферограммой 37 для выдачи результата 38 корреляции. Контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании результата корреляции, который является показателем схожести между измеренной интерферограммой 32 и синтезированной интерферограммой 37.
Заранее рассчитанную, синтезированную интерферограмму для целевого результата заранее рассчитывают, так что она моментально доступна для корреляции с измеренной интерферограммой. При упоминании того, что интерферограмма является синтезированной, подразумевается, что ее получили отдельно на основании расчетов; при этом оптические сигналы не использовались при ее генерировании.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма для целевого результата является оценкой того, что ожидается при достижении заданной глубины пучком для обработки материала.
Согласно некоторым вариантам осуществления процессор интерферограмм выдает результат корреляции путем умножения измеренной интерферограммы на заранее рассчитанную интерферограмму на основе чувствительных элементов, а затем сложения.
Согласно некоторым вариантам осуществления изменяют форму по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и измеренной интерферограммы для компенсации по меньшей мере одно из следующего:
выравнивание спектрометра;
нелинейная характеристика угла решетки спектрометра;
искажение при формировании изображения за счет оптики формирования изображений в спектрометре;
пересчет длины волны в волновое число/частоту;
конечный размер активной области детектора;
форма огибающей спектра;
расхождение дисперсии; и
другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Компенсация может, например, быть обеспечена посредством управляемой модуляции комплексной фазы и амплитуды индивидуальных элементов синтезированной интерферограммы. Величина модуляции может быть определена на основании по меньшей мере одного из экспериментальной калибровки устройства, математического моделирования распространения оптического излучения, теоретического анализа ответа системы и их сочетания. Точный способ зависит от конкретного отклонения от идеального состояния, подлежащего компенсации.
Конкретным примером является дисперсия. Для фиксированного дисперсионного элемента относительный фазовый сдвиг/упреждение каждой длины волны, который/которое возникает из-за дисперсионных показателей материала, может добавляться к каждому элементу в синтезированной интерферограмме. Прогрессивная дисперсия (т.е. дисперсия, присущая образцу) также может быть компенсирована, так как синтезированная интерферограмма может быть рассчитана отдельно для каждой измеряемой глубины.
Согласно некоторым вариантам осуществления результат корреляции обрабатывается для определения того, когда заданная глубина достигается пучком для обработки материала. Например, это может быть достигнуто путем определения того, когда результат корреляции превышает порог.
Согласно некоторым вариантам осуществления система дополнительно содержит синтезатор интерферограмм, который синтезирует заранее рассчитанную, синтезированную интерферограмму.
Другой вариант осуществления предоставляет систему управления с обратной связью, предназначенную для использования с системой обработки материала, которая реализует процесс модификации материала, причем система обработки материала содержит порт камеры. Такая система управления с обратной связью имеет функциональные возможности, показанные на фиг. 1, но без устройства обработки материала. В этом случае оптический интерферометр 22 взаимодействует с устройством 10 обработки материала через порт камеры (не показан). Сигнал 28 обратной связи поступает из контроллера 26 с обратной связью на другой вход устройства 10 обработки материала.
Описанные выше варианты осуществления могут, например, использоваться для измерения геометрической конфигурации, морфологии, оптического рассеяния и/или композиции материала перед, во время и/или после обработки пучком для модификации материала, таким как лазер. Согласно некоторым вариантам осуществления может быть предоставлена информация обратной связи о геометрической конфигурации/морфологии/композиции материала (например, характеристики отверстия, прорези, статических или динамических подповрехностных элементов и/или глубина плавильной ванны), и такая информация может быть использована либо непосредственно, либо опосредованно для управления процессом модификации материала, таким как процесс модификации материала лазерной обработкой.
В случае некоторых материалов системы, описанные в настоящем документе, могут обнаруживать элементы геометрической конфигурации материала, находящегося в работе, и их положение относительно других элементов геометрической конфигурации материала, который находятся ниже поверхности, с которой взаимодействует пучок для модификации материала. Согласно некоторым вариантам осуществления эта информация используется для направления модификации в пределах предписанных краев геометрической конфигурации подповерхности, даже если точное расположение указанной геометрической конфигурации могло быть ранее неизвестно и/или неохарактеризовано. Согласно некоторым вариантам осуществления глубина резки лазером в кости измеряется таким образом, что модификация при помощи лазера может быть прекращена на некотором расстоянии, прежде чем лазер проникнет в подповерхностный слой кости, вызывающей интерес. Это может быть полезным для задания краев для обеспечения безопасности в лазерной хирургии. Согласно некоторым вариантам осуществления такие края/обратная связь достигаются при помощи анализа метрологических данных, и согласно некоторым вариантам осуществления при помощи методик, которые являются ручными, автоматическими или их сочетанием.
Согласно некоторым вариантам осуществления предоставляются устройства, способы и системы, которые обнаруживают измерения на подповерхностном уровне, такие как, кроме прочего, изменения температуры, изменения состояния, поток жидкости и/или волны давления, которые, согласно некоторым вариантам осуществления, могут дополнительно использоваться в качестве информации при осуществлении процесса лазерного воздействия. Согласно некоторым вариантам осуществления эти изменения определяются на основании сравнения/анализа нескольких измеренных интерферограмм. Фаза интерферограммы чувствительна к перемещению внутри образца величиной порядка нескольких нанометров. Незначительные изменения температуры, давления, расхода потока и состояния вызывают перемещения ткани, которые вызывают изменения этой фазы. Кроме того, когерентные изображения имеют характерную «спекл-структуру», которая частично возникает из-за микроскопических/наноскопических компонентов образца, создающих внутреннюю интерференционную картину. Эта спекл-структура также чрезвычайно чувствительная к вышеупомянутым изменениям. Согласно некоторым вариантам осуществления подповерхностные изменения наблюдаются во время лазерной обработки варьирующей интенсивности посредством анализа частоты изменения в спекл-структуре.
Согласно некоторым вариантам осуществления описанное устройство используют для отслеживания элементов плавильной ванны в процессе лазерной сварки. Специалистам в данной области техники должно быть понятно, что стабильность и глубина проникновения плавильной ванны (и/или «замочной скважины») может быть показателем качества сварного шва, полученного лазерной сваркой. Некоторые варианты осуществления используются для измерения этих и/или других показателей, и некоторые варианты осуществления используют в целях управления процессом сварки, содействия разработке процесса сварки или для получения данных гарантии качества для всего или части процесса.
Согласно некоторым вариантам осуществления источник светового излучения для формирования изображения представляет собой источник светового излучения со спектром, центрированным на длине волны, λo, который, согласно некоторым вариантам осуществления, может составлять от 300 до 15000 нм и может иметь ширину, Δλ, которая может обеспечивать аксиальное разрешение, δz, что может быть представлено следующим уравнением:
Согласно некоторым вариантам осуществления источник светового излучения для формирования изображения может представлять собой: сверхлюминесцентные диоды, лазерные диоды, светоизлучающие диоды, сверхбыстрые оптические квантовые генераторы, полупроводниковые оптические усилители и галогенные лампы; однако специалистам в данной области техники понятно, что могут быть использованы и другие подходящие источники светового излучения. Согласно другим вариантам осуществления источник светового излучения может включать в себя сверхлюминесцентный диод (SLD), который согласно некоторым вариантам осуществления имеет спектр испускания в диапазоне от 1100 нм до 1400 нм, или согласно альтернативным вариантам осуществления квантовый генератор на Ti:AlO3, который согласно некоторым вариантам осуществления имеет спектр испускания в диапазоне от 750 нм до 900 нм. Согласно некоторым вариантам осуществления, в зависимости от выбранной впоследствии методики обнаружения, источник светового излучения, который имеет узкую текущую ширину спектральной линии, которая быстро перемещается по спектральной полосе, заданной λo и Δλ, может быть использован вместо других вышеупомянутых источников или совместно с ними.
Согласно другим вариантам осуществления дополнительные источники светового излучения могут предусматриваться для модификации материала. Согласно некоторым вариантам осуществления эти источники могут иметь спектры в области от 200 нм до 15000 нм и могут, согласно некоторым вариантам осуществления, характеризоваться непрерывным или, согласно другим вариантам осуществления, импульсным излучением. Согласно вариантам осуществления, характеризующихся импульсными излучениями, могут использоваться энергии импульса в диапазоне от 1 нДж до 1 МДж и длительности импульса в диапазоне от 1 фемтосекунды до 30 минут.
Согласно некоторым вариантам осуществления детектор сигналов (который может представлять собой одиночный детектор или сочетание детекторов) измеряет интенсивности различных длин волн светового излучения, вызывающего интерес. Это может предусматривать использование дифракционных элементов для пространственной дисперсии спектра по матрице детекторов. Альтернативно, детектор сигналов может представлять собой балансный или небалансный фотодетектор, где известно, что время прибытия компонентов спектра может быть одновременным или распределенным по времени.
Кроме того, возможно использование электронных устройств, которые могут измерять и интерпретировать обнаруженный сигнал. В этом месте цепи обработки информации сигнал больше не является оптическим. Согласно некоторым вариантам осуществления электронные устройства могут включать в себя, кроме прочего, аппаратные средства видеокамеры, устройства захвата кадров, программируемые пользователем вентильные матрицы, специализированные интегральные схемы, персональные компьютеры, карты сбора данных. Аппаратные средства электронных устройств могут быть выбраны для дополнения схемы обратной связи и используемых способов или алгоритмов.
Некоторые варианты осуществления включают в себя программные и/или аппаратные средства, хранимые на подходящем машиночитаемом носителе данных, которые реализуют способы или алгоритмы, которые способны идентифицировать положение нижней части отверстия и/или подповерхностных границ и/или изменений, вызывающих интерес, в данных формирования изображения, а также могут рассчитать показатели и параметры управления на основании этих положений, например, абсолютных или относительных положений.
На фиг. 3 представлена структурная схема устройства, в котором модифицирующий лазер (FL) 100 также служит в качестве источника светового излучения для формирования изображения. Это приводит к автоматическому совмещению пучков для формирования изображений и обработки материала. В отличие от этого, варианты осуществления, показанные на фиг. 1, 4, 5, 6, 7, 14, 17, 18, 19, снабжены источником пучка для обработки материала и оптическим источником для формирования изображений. Используется интерферометр Майкельсона для открытого пространства, который содержит расщепитель пучка (BS) 102, компенсатор дисперсии (DC) 104, опорное зеркало (RM) 106, зеркала гальванометра (GM) 107 и объектив 116 для фокусировки светового излучения на образец 112. Обнаружение осуществляется спектрометром, содержащим решетку 114 (GR), линзы 116 (ASL) и матрицу 118 фотодетекторов (IGALC). Персональный компьютер 122 (PC) и устройство 120 захвата кадров (FG) реализуют компоненты электронных устройств и алгоритмов описанных в настоящем документе устройств, способов и систем. PC 122 управляет модифицирующим лазером 100 и/или другим аспектом процесса модификации при помощи канала 124 обратной связи и в этом случае функционирует в качестве контроллера с обратной связью.
На фиг. 4 представлена структурная схема первой подробной реализации. Согласно этому варианту осуществления отдельно изображен источник 200 светового излучения для модификации (ML) и источник 204 светового излучения для формирования изображений (SLD). Согласно этому варианту осуществления два световых пути объединяют при помощи дихроического зеркала 206 или другой объединяющей оптики (DM) после прохождения ими независимых фокальных объективов 208, 210. Согласно этому варианту осуществления интерферометр может быть встроен в одномодовое или, согласно другим вариантам осуществления, в многомодовое оптическое волокно. Обнаружение осуществляется при помощи быстродействующего спектрального детектора 212 (HSS). Хотя в показанном варианте осуществления между предметным плечом 216 и опорным плечом 218 изображен коэффициент 214 расщепления со значением 50:50, согласно другим вариантам осуществления интерферометр может обладать и другими коэффициентами расщепления, которые могут зависеть от доступной мощности оптического излучения и/или необходимой чувствительности детектора. Согласно некоторым вариантам осуществления могут использоваться и другие конфигурации интерферометров, например, интерферометр Маха-Цендера, интерферометр Саньяка, интерферометр с общим направлением и т.п. Хотя согласно этому варианту осуществления DM 206 отражает световое излучение для формирования изображения и пропускает световое излучение для модификации, возможна также и обратная ситуация. Согласно некоторым вариантам осуществления может происходит объединение пучков посредством поляризационно-чувствительной или нейтральной зеркальной оптики. Специалисту в данной области техники понятно, что электронные устройства для обнаружения, обработки и обратной связи не включены в вариант осуществления, показанный на этой фигуре, при этом подобные стадии обработки могут быть осуществлены в контроллере с обратной связью. Контроллер 214 с обратной связью принимает выходной сигнал из HSS 212 и управляет модифицирующим лазером 206 и/или некоторым аспектом процесса модификации материала.
На фиг. 5 представлена структурная схема второй подробной реализации. Согласно этому варианту осуществления широкополосный источник высокой мощности создают путем объединения коротких импульсов с оптимизированной дисперсией, выдаваемых широкополосным источником 300 в отрезок одномодового оптического волокна 310. Согласно некоторым вариантам осуществления в результате этого ширина спектральной полосы увеличивается приблизительно в 6 раз, однако согласно другим вариантам осуществления может иметь место большее или меньшее расширение. В варианте осуществления, показанным на этой фигуре, используется лазерный источник 301 на Ti:AlO3, который функционирует в области 650-1100 нм. Согласно другим вариантам осуществления могут использоваться спектральные диапазоны от 300 до 15000 нм из других оптических источников для формирования изображений. Согласно этому варианту осуществления используются поляризатор Глана-Тейлора 302 (GTP), оптический изолятор Фарадея 304 (ISO), устройство 305 управления поляризацией посредством волновых пластин λ/2 и призменный компенсатор 306 дисперсии Форка. Согласно другим вариантам осуществления другие широкополосные источники (такие как сверхлюминесцентные диоды, другие лазеры и/или другие методики расширения) могут использоваться вместо лазерного источника на Ti:AlO3 с уширением линии излучения.
Согласно этому варианту осуществления модифицирующий лазер (ML) 320 проходит через коллиматор 351, и пучок для формирования изображений проходит через коллиматор 353 предметного плеча, после чего модифицирующий лазерный пучок и пучок для формирования изображений объединяются при помощи оптического компонента (DM) 312 перед их фокусировкой общим фокусным объективом 314.
Согласно таким вариантам осуществления линза может быть ахроматической, асферической и/или конической (т.е. аксиконом). Это сочетание пучков может фокусироваться посредством необязательного сопла 316, которое может использоваться для подачи вспомогательных текучих сред (например, сжатого газа, распыленной водяной струи) в процесс модификации. Распыление сопла также может быть независимым от оптического пучка; т.е. текучая среда и оптическое излучение подаются к образцу из различных мест. Интерферометр Майкельсона включает в себя расщепитель 50:50 322 (хотя в других вариантах осуществления могут использоваться и другие значения коэффициента расщепления), коллиматор 355 опорного плеча и опорное зеркало 326. На фигуре также представлены контроллеры 324, 325, 330 поляризации. Спектральное обнаружение в этом варианте осуществления предусматривает использование спектрометра 318 с дифракционной отражающей решеткой с оптоволоконным выходом. Согласно некоторым вариантам осуществления дополнительное зеркало перед линзой (ASL) 321 может позволить пучку приближаться к отражающей решетке 318 и выходить из нее максимально близко к конфигурации Литроу, что улучшает эффективность дифракции. Согласно некоторым вариантам осуществления может использоваться спектрометр с пропускающей дифракционной решетка и/или спектрометр с несколькими дифракционными решетками, и/или спектрометр Фабри-Перо. Суперкремниконовая однострочная камера 330 выдает интерферограмму, которая поступает в электронные устройства 332 обработки изображения, выходной сигнал которых поступает в контроллер 334 с обратной связью. Контроллер 334 с обратной связью выдает сигнал 336 обратной связи для управления модифицирующим лазером 320 или некоторым другим аспектом процесса модификации.
Надлежащее выравнивание и формирование пучка светового излучения для модификации материала и формирования изображения может быть преимущественным для качества и практической пользы данных формирования изображения и контроля с обратной связью. Согласно некоторым вариантам осуществления может потребоваться формирование изображения элемента с высоким соотношением геометрических размеров, такого как просверливаемое отверстие. В этих случаях способ корректировки (согласно некоторым вариантам осуществления с использованием объединителя пучков на основе дихроических зеркал для светового излучения для формирования изображения и модификации) предусматривает, что два пучка сходятся на отражающей поверхности объединителя по существу в одной точке. Согласно таким вариантам осуществления надлежащее управление двумя пучками (одно или несколько зеркал) является преимущественным. Когда два пучка исходят из одной и той же точки объединяющей оптики, впоследствии они могут быть сфокусированы посредством подходящей ахроматической линзы (или линзы другого типа). Согласно некоторым вариантам осуществления, применение матричного детектора или малого отверстия (выполненного согласно некоторым вариантам осуществления самим модифицирующим лазером), расположенного в фокальной плоскости линзы, может способствовать регулировке объединяющей оптики таким образом, чтобы оба пучка фокусировались по существу на одном пятне. Согласно некоторым вариантам осуществления это может использоваться для согласования длины опорного плеча интерферометра, чтобы поместить центр фокального объема в требуемое положение в поле обзора для формирования изображения. Это положение может быть выбрано на основе текущей модификации и может быть автоматически регулироваться на протяжении процесса модификации. Согласно другим вариантам осуществления, таким как варианты, в которых не используется общая фокусирующая линза, может быть полезно наличие центрального луча для всех пучков, совмещенных на объединяющей оптики. Кроме того, может быть желательно сместить фокусные положения пучков для формирования изображения и модификации независимо друг от друга, чтобы более эффективно формировать изображение/модифицировать выбранные глубины. Согласно некоторым вариантам осуществления это может осуществляться путем регулировки расхождения пучков для формирования изображения или модификации перед тем, как они достигнут общей фокусирующей линзы. Например, расхождение пучка для формирования изображения может быть увеличено путем уменьшения расстояния между линзой коллиматора предметного плеча и острием волокна.
Размер фокального пятна пучков для формирования изображения и модификации может иметь влияние на качество результатов формирования изображения. Следует тщательно рассмотреть соотношение геометрических размеров морфологии и числовую апертуру пучка для формирования изображений. Согласно вариантам осуществления, в которых пучок для формирования изображений намного меньше отверстия в поперечном направлении, результирующие данные формирования изображения могут давать четкую характеристику нижней части отверстия и находящихся ниже границ раздела. Однако согласно таким вариантам осуществления практический диапазон формирования изображений может быть ограничен коротким рэлеевским расстоянием, присутствующим в пучках с высоким значением числовой апертуры. Согласно некоторым вариантам осуществления числовую апертуру используют для подавления сигналов, которые поступают от боковых стенок отверстия. Согласно таким вариантам осуществления, если участки периферии отверстия/разреза освещаются в образце, который является (квази)прозрачным, и захватываются системой формирования изображений, соответствующие сигналы могут усложнить данные формирования изображения, при этом затрудняется использование указанных данных автоматическим алгоритмом для сигнала обратной связи. Однако согласно вариантам осуществления, в которых образец является непрозрачным, наличие освещения боковых стенок может быть преимущественным, в результате чего сигнал может предоставить информацию о ширине среза, повторном осаждении и глубине объемного материала.
Согласно некоторым вариантам осуществления оптические компоненты согласовывают (согласно некоторым вариантам осуществления по групповой задержке и дисперсии высших порядков) в предметном плече и опорном плече, чтобы снизить расхождение дисперсии между двумя плечами. Это может улучшить разрешающую способность формируемого изображения в осевом направлении. Кроме того, может быть полезно изменить эту компенсацию дисперсии в опорном плече для согласования дополнительной дисперсии, вызванной материалом, присутствующим в образце.
Дисперсионное расхождение может быть намерено внесено в интерферометр и алгоритмы обработки изображения, модифицированные для увеличения эффективного диапазона формирования изображения системы с использованием методик с закодированным в дисперсии широким диапазоном, таких как методики, описанные в научном журнале Optics Express 18:4898-919 (2010), Hofer et al, содержание которого посредством ссылки включено в настоящий документ.
При формировании изображения внутри образца может учитываться степень карбонизации, которая может быть создана модифицирующим лазером. Лазеры, которые вызывают значительные степени обугливания, могут снижать глубину формирования изображения (и задерживать предупреждение о перфорации и т.п.). Выбор лазеров с низкой степенью карбонизации (ультракороткие импульсы, центральные длины волн 3000 нм, 9600 нм и т.п.) может быть преимущественным.
Для обработки необработанных данных и/или предоставления параметров обратной связи могут использоваться способы и алгоритмы, которые могут включать в себя стадии вычитания фонового спектра, повторной дискретизации/интерполяции между пикселями спектрометра, длиной волны и/или разносом частот, уравнивания уровня шума, быстрого преобразования Фурье, автокорреляции Касаи/доплеровского сдвига частоты и/или других расчетов на основании фазы и/или отделения интерференционных полос. Такие способы могут быть реализованы в аппаратных средствах и/или программных средствах, выполняемых процессором или процессорами. Согласно некоторым вариантам осуществления анализ спекл-структуры и/или ее изменений используется для определения дифференциации ткани, временных динамик нагревания и/или других характеристик образца. Эти анализы могут, например, осуществляться путем расчета пространственной или временной вариации спекла и ее амплитуды. Согласно некоторым вариантам осуществления такие способы и алгоритмы используют для оценки глубины термического повреждения, которое произошло, происходит и/или будет происходить в будущем. Способы выделения сигналов, которые не включают в себя многие из предыдущих стадий, также возможны. Согласно одному варианту осуществления набор гомодинных или гетеродинных форм волн может быть заранее рассчитанным на основании одного или нескольких из моделированных различий длин оптических путей, нелинейностей/отклонений от идеального состояния в спектрометре, преобразований длины волны в волновое число/частоту, однопорядкового или многопорядкового расхождения дисперсии в интерферометре, доплеровских сдвигов, неидеальных спектральных форм и других регулировок данных формирования изображения. Наборы таких гомодинных/гетеродинных форм волны могут быть умножены на данные, собранные аппаратными средствами или программными средствами, чтобы определить информацию формирования изображения в одном или нескольких из вокселей в пространстве изображения. Этот результат может быть получен из-за ортогональности и/или квазиортогональности различных частот интерференционных полос, присутствующих в полученных данных. Подробные примеры этого подхода описаны ниже. Согласно некоторым вариантам осуществления эти способы и алгоритмы могут обеспечить экономию вычислительных затрат по сравнению с другими способами, которые используют, например, быстрое преобразование Фурье. Это может быть желательно для практических применений с обратной связью в реальном времени, где быстрый ответ обычно обеспечивает улучшенные результаты для процесса. Согласно некоторым вариантам осуществления обработка может использовать набор данных полного спектра или, согласно другим вариантам осуществления, использовать подсекцию этого набора данных. Согласно вариантам осуществления, в которых используется подсекция набора данных, это может уменьшить время обработки, а также может обеспечить меньшее разрешение в осевом направлении, что может быть пригодно для различных целей обратной связи. Гомодинное/гетеродинное фильтрование может также найти применение при общей обработке изображений в вариантах на основе пространства Фурье оптической когерентной томографии, где большое количество расчетов постобработки и/или расчетов в реальном времени (включая интерполяцию, цифровую компенсацию дисперсии, придание передаваемому сигналу определенной формы путем его обработки в частотной области и т.п.) может ограничивать вычислительную эффективность системы. Хотя они не ограничивается этим случаем, такие варианты осуществления могут быть полезны в ситуациях, когда формирование изображения нацелено на подсекцию максимальной глубины изображаемого пространства.
Согласно некоторым вариантам осуществления предпочтительно получить гомодинную(ые) форму(ы) волны(волн) путем измерения реальной интерферограммы, когда граница раздела находится на конкретной(ых) глубине(ах) в изображении. Сложная(ые) гомодинная(ые) форма(ы) волны может(могут) быть получена(ы) путем смещения границы раздела оптомеханически посредством перемещения границы раздела, оптически при помощи фазосмещающей оптики и/или посредством цифровой обработки, которая может использовать преобразование Гилберта и другие способы. Дополнительные стадии изменения формы (которая может включать устранение шумов, усреднение, изменение формы огибающей) могут быть применены для дополнительной оптимизации этих форм волн. Согласно некоторым вариантам осуществления спектральный профиль формируют путем цифровых, оптических (включая, кроме прочего, механическое блокирование, регулировку поляризации, фильтрацию нейтральной оптической плотности, фильтрацию интерференции, элементы Фабри-Перо) или других способов, чтобы сделать эффективную функцию распределения точек алгоритма более оптимальной для применения обратной связи. Например, согласно одному варианту осуществления негауссов спектральный профиль может быть применен в цифровом виде к гомодинной/гетеродинной форме волны для создания дополнительных лепестков в функции распределения точек. Эти лепестки могут быть предназначены для обеспечения сигналов «раннего предупреждения» или структурированных локальных / глобальных минимумов и максимумов для алгоритма обратной связи.
В вариантах осуществления, где образец представляет собой прозрачный или полупрозрачный материал, пространство, которое изначально занимается массой образца, может заполняться воздухом по мере удаления материала модифицирующим лазером. В вариантах осуществления, где образец имеет оптический индекс преломления, который больше чем оптический индекс преломления воздуха, по мере удаления материала может снижаться длина оптического пути до любых подповерхностных рефлекторов. Это приводит к изменению кажущейся глубины указанных рефлекторов (согласно некоторым вариантам осуществления ближе к точке нулевой оптической разности хода, а согласно другим вариантам осуществления дальше от указанной точки) со скоростью, которая в основном связана с линейной скоростью удаления материала и оптическим индексом. Согласно вариантам осуществления, в которых используется изображение в M-режиме («режим движения», показанный в более поздних примерах), поверхностная граница и подповерхностная граница стремятся друг к другу при непрерывном удалении материала до тех пор пока, не произойдет их возможная встреча в точке перфорации. Обнаружение разделения двух границ и использование этого разделения в качестве входных данных в способе или алгоритме обратной связи может использоваться для представления хирургического края, который следует сохранять/контролировать. В пространстве Фурье эти две границы могут появляться в качестве двух отдельных частот, которые приближаются друг к другу. Устройства и системы, реализующие способы и алгоритмы, которые обнаруживают изменение разницы частоты между двумя сигналами, могут передать эту информацию в управляющий контроллер и/или пользователю, который управляет резанием.
Эта методика может быть применена к любой системе обработки материала, где множество границ раздела обозначают определенные признаки образца и желательно управлять обработкой материала частично на основании измерений глубины для этих признаков.
Путем измерения относительных наклонов можно получить значение эффективного оптического индекса преломления удаляемого материала. Это может служить показателем композиции материала, что может быть полезной информацией для обратной связи. Согласно некоторым вариантам осуществления посредством отслеживания изменения относительного наклона можно обнаружить, когда модифицирующий лазер прошел насквозь один материал и начал воздействовать на следующий материал.
Эти же принципы также могут применяться к ситуациям, в которых материал, заполняющий отверстие, представляет собой воду и/или другие материалы, отличающиеся от воздуха.
Согласно некоторым вариантам осуществления циркулятор добавляют к интерферометру между источником и волоконным расщепителем. Согласно некоторым вариантам осуществления балансный фотодетектор (в дополнение к спектрометру или вместо него) используется для обнаружения интерференционных полос, которые создаются при достижении границей точки нулевой оптической разности хода интерферометра. Согласно таким вариантам осуществления балансный фотодетектор может иметь более высокие скорости измерения, чем скорость измерения матрицы детекторов или частота сканирования лазера с синхронизацией мод в пространстве Фурье (или другого перестраиваемого источника), улучшая при этом характеристику обратной связи. Это может обеспечить быструю, простую и недорогую обратную связь для обнаружения прибытия границы раздела на определенную глубину. Согласно некоторым вариантам осуществления это может использоваться для обнаружения присутствия материала на определенном расстоянии оптики системы. Специалистам в данной области техники известно, что эффективность сфокусированного лазерного пучка может зависеть от расстояния между точкой фокуса и материалом, который подвергается модификации. Этот вариант осуществления может использоваться для предоставления обратной связи с системой обработки материала с точностью в пикосекундном диапазоне. Согласно некоторым вариантам осуществления эта обратная связь может использоваться для разрешения испускания энергии для модификации материала только тогда, когда материал находится в выбранной глубинной зоне (ВГЗ), которая может в некоторых вариантах осуществления быть связана с фокусной зоной модифицирующего лазера. Положение и толщина ВГЗ могут настраиваться посредством корректировки спектра источника светового излучения для формирования изображения и длины опорного плеча. Это настройка может быть заводской установкой и/или может динамически устанавливаться оператором. Согласно некоторым вариантам осуществления пучок для формирования изображения и модификации могут связываться с излучателем, и ВГЗ сконфигурирована таким образом, чтобы располагаться совместно с фокусом пучка для модификации материала на некотором расстоянии от дистального конца излучателя. Таким образом, наконечник действует в качестве оптического аналога традиционного хирургического скальпеля. ВГЗ будет аналогична краю кончика лезвия скальпеля и может использоваться для рассечения материала, который находится в ВГЗ.
Это может иметь ряд преимуществ, включая, кроме прочего, обеспечение тактильного интерфейса, который знаком хирургам, уменьшение общего потребления энергии лазером и снижение общего воздействия лазера на материал и/или пациента. Специалистам в данной области техники известно, что некоторые типы модификации материалов при помощи лазеров могут генерировать плазму на поверхности материала, которая рассеивает и/или поглощает энергию лазера. Когда такая плазма присутствует, подача дополнительной энергии может не иметь желаемого модифицирующего эффекта и может способствовать увеличению зон термического влияния. Согласно некоторым вариантам осуществления плазма может блокировать световое излучение для формирования изображения, препятствуя тем самым возникновению отражений от материала и запуску системы обратной связи до тех пор, пока указанная плазма не рассеется. Это предоставляет преимущество ограничения подаваемой энергии для модификации, если состояние плазмы вблизи образца не является благоприятным.
Согласно некоторым вариантам осуществления управление с обратной связью может использоваться совместно с переключателем оператора (таким как ножная педаль), так что оператор может дать свое согласие на испускание энергии для модификации материала, когда соблюдены условия оптоэлектронной обратной связи.
Согласно некоторым вариантам осуществления управление с обратной связью источника энергии для модификации материала может осуществляться при помощи селектора оптических импульсов, цифрового управления затравочным импульсом, модуляции накачки, затвора, электрооптического модулятора, ячейки Поккельса и/или акустооптического модулятора.
Конкретный пример изображен на фиг. 6, где представлен оптический циркулятор 350 и балансный фотодетектор 352. Выходной сигнал из балансного фотодетектора 352 направляется в контроллер 354 с обратной связью, который управляет источником пучка для модификации.
Двухканальная версия показана на фиг. 7. Длина пути по предметному плечу одного канала является приблизительно такой же, как длина пути опорного плеча, но значительно отличатся от своих аналогов в канале 2 (и дополнительных каналов, если таковые имеются), чтобы избежать перекрестных помех в интерференционном сигнале.
Варианты осуществления, показанные на фиг. 6 и 7, являются примерами систем, которые могут быть использованы для обнаружения того, когда материал присутствует на конкретной глубине. (10a). Отражения светового излучения для формирования изображения, исходящие от образца и захваченные оптикой системы, будут генерировать интерференционный сигнал в (балансном) фотодетекторе при согласовании значения длины опорного и предметного оптических путей.
Оптическая дисперсия, вызванная образцом, подлежащим измерению, может оказывать отрицательное влияние на разрешение когерентных изображений в осевом направлении. Согласно некоторым вариантам осуществления образец может вызывать зависящий от длины волны фазовый сдвиг на интерференционной картине, что может зависеть от глубины распространения света в образце. Как описано выше, например, гомодинный/гетеродинный алгоритм может использоваться для компенсации этих эффектов. Коэффициенты дисперсии материалов в образце могут, согласно некоторым вариантам осуществления, рассчитываться a priori или, согласно другим вариантам осуществления, определяться итерационно. Можно начать с предположения, что фазовые сдвиги, вызванные образцом, линейно возрастают по мере проникновения в образец. Таким образом, каждому цвету (то есть характеристике пикселей) на детекторе может быть присущ определенный фазовый сдвиг, определяемый тем, какой это цвет и с какой глубины в образце возвращается сигнал. Если цвет, измеряемый каждым пикселем, и глубина, связанная с каждой гетеродинной/гомодинной формой волны, могут быть известны a priori, это искажение может быть оценено и рассчитано a priori и может быть включено в гетеродинные/гомодинные формы волн, которые умножают на сигнал, измеряемый детектором(ами). Альтернативно, измерение оптического сигнала, распространяющегося через систему, также может предоставить информацию о расхождении дисперсии, которая используется для компенсации. Справочная таблица по гетеродинным/гомодинным формам волн может быть подготовлена перед сеансом формирования изображения. Согласно таким вариантам осуществления коррекция дисперсии может быть применена с нулевой дополнительной вычислительной нагрузкой в реальном времени.
Устройство для сравнения с порогом результата корреляции интерферограмм
Рассмотрим теперь фиг. 8, на которой показано устройство для сравнения с порогом результата корреляции интерферограмм, предложенное одним вариантом осуществления настоящего изобретения. На фигуре изображен интерферометр 46, которые выдает выходной сигнал 48 интерферометрии. Кроме того, предусмотрен детектор сигналов 50, в который поступает выходной сигнал 48 интерферометрии и который генерирует измеренную интерферограмму 52. Процессор 54 интерферограмм принимает измеренную интерферограмму. Кроме того, предусмотрено запоминающее устройство 56, в котором хранится заранее рассчитанная, синтезированная интерферограмма. Процессор 54 интерферограмм осуществляет обработку измеренной интерферограммы совместно с заранее рассчитанной, синтезированной интерферограммой для выдачи результата 58 корреляции. Пороговое устройство 60 выполнено с возможностью определения того, когда результат корреляции удовлетворяет порогу.
Заранее рассчитанную, синтезированную интерферограмму для целевого результата заранее рассчитывают, так что она моментально доступна для корреляции с измеренной интерферограммой. При упоминании того, что интерферограмма является синтезированной, подразумевается, что ее получили отдельно на основании расчетов; при этом оптические сигналы не использовались при ее генерировании. Подробности того, как эта интерферограмма может быть отрегулирована a priori для выполнения различных компенсаций, были приведены выше.
Согласно некоторым вариантам осуществления имеется соответствующая заранее рассчитанная, синтезированная интерферограмма для каждого из множества целевых результатов. Процессор 54 интерферограмм осуществляет обработку измеренной интерферограммы совместно с каждой из заранее рассчитанных, синтезированных интерферограмм для выдачи соответствующего результата корреляции. Пороговое устройство 60 определяет, когда результат корреляции отвечает соответствующему порогу.
Согласно некоторым вариантам осуществления заранее рассчитанная, синтезированная интерферограмма представляет собой интерферограмму, которая является оценкой того, что ожидается при достижении пучком для модификации материала целевого результата в месте расположении образца, при этом измеренная интерферограмма относится к месту расположения образца. Процессор интерферограмм получает результат корреляции путем умножения измеренной интерферограммы на заранее рассчитанную интерферограмму для каждой длины волны, а затем сложения.
Согласно некоторым вариантам осуществления изменяют форму по меньшей мере одной из заранее рассчитанной, синтезированной интерферограммы и измеренной интерферограммы для компенсации по меньшей мере одно из следующего:
выравнивание спектрометра;
нелинейная характеристика угла решетки спектрометра;
искажение при формировании изображения за счет оптики формирования изображений в спектрометре;
пересчет длины волны в волновое число/частоту;
конечный размер активной области детектора;
форма огибающей спектра;
расхождение дисперсии; и
другие отклонения от идеального состояния, имеющиеся в интерферограмме, которые ухудшают качества изображения.
Некоторые варианты осуществления снабжены синтезатором интерферограмм, который осуществляет расчет заранее рассчитанной, синтезированной интерферограммы.
Согласно некоторым вариантам осуществления целевой результат представляет собой заданную глубину, достигаемую пучком для модификации материала.
Согласно некоторым вариантам осуществления устройство содержит контроллер с обратной связью, который управляет источником пучка для модификации материала, чтобы отключить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления устройство содержит контроллер с обратной связью, который управляет источником пучка для модификации материала, чтобы включить пучок для модификации материала, когда результат корреляции соответствует порогу.
Согласно некоторым вариантам осуществления устройство содержит синтезатор интерферограмм, который синтезирует заранее рассчитанную, синтезированную интерферограмму.
Автоматическое направление лазерной резки твердой ткани при помощи линейного формирования изображений в когерентном излучении
Согласно некоторым вариантам осуществления одно или несколько из описанных выше систем и способов и соответствующих программных средств, сохраненных на машиночитаемых носителях данных, сконфигурированы для автоматического и/или ручного управления удалением твердой ткани при помощи лазерного излучения.
Согласно некоторым вариантам осуществления основой технологии формирования изображения является оптическая когерентная томография в спектральной области, но согласно другим вариантам осуществления используются также и другие варианты (оптическая когерентная томография с перестраиваемым источником, оптическая визуализация в частотной области, оптическая когерентная томография во временной области и т.п.). Следует отметить, что двигательные артефакты, генерируемые при ОКТСО (оптическая когерентная томография в спектральной области), являются благоприятными, и ОКТСО обычно присуще приемлемое отбрасывание интенсивного светового излучения для обработки материала.
Согласно некоторым вариантам осуществления формирование изображений в когерентном излучении используется для быстрого получения информации о глубине и отражательной способности от образца, который обрабатывается лазером. Пучок для формирования изображений обычно может «видеть» через выделения, плазму, интенсивное световое излучение для формирования изображения и за пределы зоны модификации. Это позволяет идентифицировать и отслеживать подповерхностные геометрические параметры, которые согласно некоторым вариантам осуществления впоследствии используются в качестве опорной точки для сохранения тонких слоев ткани.
Объединение светового излучения для формирования изображения и обработки осуществляется, например, при помощи дихроического зеркала, однако следует отметить, что указанное объединение также может достигаться при помощи поляризации и других методик, известных специалистам в данной области техники. Фактически, любой модифицирующий лазер (со спектром 250-10600 нм, непрерывным режимом работы, микросекундными, наносекундными, пикосекундными, фемтосекундными длительностями импульсов) может быть использован описанным выше образом. Благодаря этому обрабатывающий лазер может быть адаптирован к практическому применению или использованию существующей инфраструктуры/разрешений FDA.
К другим полезным практическим применениям системы формирования изображений, встроенной в платформу для обработки, относятся автоматическая фокусировка, постоянные терапевтические записи и (при добавлении сканирующей оптики) планирование предварительного лечения и подтверждение после лечения.
В некоторых варианта осуществления используется оптимизированный алгоритм обработки изображения, который использует справочную таблицу для гетеродинного/гомодинного преобразования вместо более сложных операций, которые требуют интерполяции, цифровой компенсации дисперсии, быстрых преобразований Фурье и т. п.
В других вариантах осуществления предусматривается включение одного или нескольких из следующего: сканирующие зеркала, более сложные источники обработки материала, газовая резка, более эффективные конструкции спектрометра и т.п.
Соосное формирование изображения лазерных процессов обработки материалов при помощи ОКТСО обеспечивает получение полезной информации для измерения важных параметров развития процесса, таких как скорость травления и релаксация структуры, в промышленных материалах. При осуществлении резки ткани, такой как кость, ОКТСО присущи аналогичные преимущества. Для демонстрации использовалась система ОКТСО, в основе которой лежит фемтосекундный (100 фс) генератор на Ti:AlO3 с синхронизацией мод при длине волны 805 нм (Coherent Mira 900) с расширением в одномодовом оптическом волокне. Система формирования изображений, в которой используются высокоскоростной КМОП-спектрометр и волоконный интерферометр Майкельсона, обеспечивает разрешение в осевом направлении менее 5 мкм (в воздухе) и чувствительность более 100 дБ, измеренную при 150 мкм, с (измеренным) временем интегрирования 1,5 мкс при максимальной линейной скорости 312 кГц. Изображения обрабатывались в LabVIEW с использованием 4 ядер персонального компьютера (и/или в других программных средах) посредством вычитания спектра фона, гауссовского формирования спектра, интерполяции кубического сплайна, БПФ и выравнивания минимального уровня шума. Кроме того, применялись и другие методики и способы обработки (упомянутые в настоящем описании).
Для обработки материала в этих экспериментах использовался наносекундный (длительность импульса 100-200 нм (ПШПМ)) импульсный волоконный лазер (IPG YLP-100-30-30-HC), при этом средняя мощность, прикладываемая к образцу, составляла 23 Вт с длиной волны 1070 нм, и частота повторения импульсов составляла 30-80 кГц. Пучки для обработки и формирования изображения были совмещены при помощи дихроического зеркала и совместно сфокусированы при помощи одиночной 50 мм ахроматической линзы. Волоконные коллиматоры были подобраны таким образом, чтобы оба фокальных диаметра пучков для формирования изображения и обработки материала составляли приблизительно 20 мкм (1/e2) со значениями глубины фокуса 500 и 340 мкм, соответственно. При одинаковых размерах пятна пучка для формирования изображения и пучка для обработки материала снижаются сигналы от боковых стенок (рассмотрено ниже) и упрощаются изображения. Световые излучения для формирования изображения и обработки материала подавали соосно через отверстие газового сопла с диаметром 500 мкм (расстояние между соплом и поверхностью образца составляет 1 мм), по которому подавался газообразный азот (N2) (в других случаях также возможна подача других газов или смесей) с давлением 2 бара, чтобы обеспечить охлаждение, защитить оптику и предотвратить воспламенение.
Промытые и обезвоженные поперечные срезы бычьих ребер служили в качестве подходящих образцов толстой, компактной кости. В процессе ударного сверления образцов в направлении поперек оси косного мозга осуществлялся асинхронный запуск последовательности импульсов систем формирования изображений и обработки материала. Изображения в M-режиме («режим движения» - отражательная способность в зависимости от глубины и времени) показали, что протекание процесса резки характеризовалось начальными периодами практически без модификации материала, за которыми следовало быстрое изменение образца и внезапное начало резки со скоростью приблизительно 10 мм/с. Хотя такое протекание процесса резки является обычным для этого конкретного источника пучка для модификации, при использовании других источников оно может значительно отличаться. Приведенная в качестве примера часть M-скана, показанная на фиг. 9, демонстрирует это резкое начало после подачи 143000 рабочих импульсов и последующий приблизительно линейный прогресс образования отверстия.
Количество рабочих импульсов, необходимое для начала резки, варьировало от 102 до 106 на одном и том же образце кости. Это связано с большой степенью неоднородности в образце ткани. Хотя такое протекание процесса резки является обычным для этого конкретного источника пучка для модификации, при использовании других источников оно может значительно отличаться. Небольшие изменения значений абсорбции и термической стойкости кости (из-за наличия кровеносных сосудов и т.п.) могут вызывать термические «очаги», в которых изначально медленные изменения остаточной влажности или карбонизации приводят к чрезмерному и неконтролируемому увеличению оптического поглощения и резки. Изменчивость в начале, вероятно, будет уменьшена в случае источника светового излучения для осуществления абляции, выдающего центральную длину волны с низкой глубиной поглощения в ткани. В любом случае мониторинг in situ области образца, подвергаемой воздействию светового излучения для обработки материала, обеспечивает непосредственное обнаружения начала абляции.
После того как резка начата, удаление материала было по существу линейным относительно количества импульсов. Несколько подповерхностных границ вставали на пути основного фронта обработки и встречались с ним. ОКТ измеряет длину оптического пути и, следовательно, зависит от индекса преломления среды. Удаление материала над границей раздела снижает длину оптического пути до стационарных подповерхностных элементов. Отношение наклонов (см. приведенное ниже уравнение, где l-кажущаяся глубина подповерхностного элемента, x-глубина отверстия) дало непосредственную меру эффективного показателя удаляемого материала (n). В этом случае n было найдено равным 1,5, что близко совпадает с прошлыми сообщениями 1,530 для аналогичной ткани. Эти элементы могут предоставить полезную информацию для осуществления управляемой резки, как описано ниже.
Из-за стохастической природы начала абляции измерение значений скорости резки по импульсам или плотности потока с использованием традиционных способов ex situ было бы очень затруднительным. Однако эти параметры являются важной информацией для разработки хирургического оборудования и процедур. Благодаря процессу линейного формирования изображений в когерентном излучении эти измерения являются прямолинейными, и информация доступна непосредственно после (и, фактически, во время) процесса без необходимости в осуществлении дальнейшей модификации образцов. В качестве демонстрации было пробурено 23 отверстия в ребрах с четырьмя различными частота повторения импульсов, при этом поддерживалась средняя постоянная мощность (23 Вт). На фиг. 10A и 10B показаны скорость травления и эффективность удаления материала для реберной бычьей кости под воздействием волоконного лазера с наносекундными импульсами (постоянная средняя мощность 23 Вт). Планки погрешности указывают стандартное отклонение результатов. Простой анализ данных M-режима дает результирующие скорости резки (см. фиг. 10A и 10B с планками погрешности, указывающими 95% доверительные интервалы стандартного отклонения). Хотя абляция обеспечивается посредством термических процессов, удаление материала не просто зависит от средней мощности. Например, на фиг. 10A скорость травления увеличивается лишь приблизительно на 50%, когда энергия импульсов почти утраивается. Другой способ демонстрации этого результата заключается в рассмотрении эффективности удаления материала на единицу падающего светового излучения. Как правило, желательно снизить количество светового излучения без снижения скорости резки. Повышенная эффективность удаления материала наблюдается в результате увеличения частоты повторения импульсов лазерного источника для осуществления абляции (см. фиг. 10B). Проще говоря, импульсы с половиной энергии, но двойной частотой повторения являются более эффективными при осуществлении абляции, чем импульсы с двойной энергией, но вдвое меньшей частотой повторения. Из этого можно сделать вывод, что внутриимпульсные эффекты, такие как экранирование в результате генерирования плазмы/выделений, снижают удаление материала и дополнительное увеличение частоты повторения может повысить общую эффективность процесса.
Для того чтобы продемонстрировать универсальность этой методики в процессе направления резки, использовали портативную систему ICI на основании пары сверхлюминесцентных диодов (1320 ± 35 нм) с оптоволоконным выходом и дифракционной отражающей решетки с матрицей фотодиодов на InGaAs. Применение этой спектральной полосы позволяет выполнять формирование изображения более глубоких областей кости за счет потери скорости и высокой стоимости детектора. После встраивания в платформу для микрообработки система характеризуется разрешением в осевом направлении 14 мкм и размером пятна в поперечном направлении 30 мкм (1/e2) в воздухе. Пучок для формирования изображений большой ширины используют для сбора информации о структуре (морфологии) как из нижней части разреза, так и из окружающей ткани, как рассмотрено ниже. Система характеризовалась чувствительностью 98 дБ, измеренной при 300 мкм со временем интегрирования 10 мкм и мощностью светового излучения, падающего на образец 7 мВт. Детектор ограничивает линейную скорость в осевом направлении величиной 47 кГц. В этой реализации изображения обрабатывались в LabVIEW с использованием 4 ядер персонального компьютера посредством вычитания спектра фона, линейной интерполяции, БПФ и выравнивания минимального уровня шума.
В качестве источника для обработки материала в этой реализации используется волоконный лазер (IPG YLR-100-SM) мощностью 100 Вт (максимальная средняя мощность) с длиной волны 1070 нм и фокусировкой до 23 мкм (1/e2), пульсация которого обеспечивается посредством команд ТТЛ для испускания импульсов с (измеренной) длительностью ПШПМ 300 нс и энергией 230 мкДж, падающих на образец с частотой повторения импульсов 47 кГц. Хотя измеренная ПШПМ импульса составляла 300 нм, форма является сильно асимметричной с общей длительностью приблизительно 3 мкс. Импульсы с большей длительностью, которые соответствуют более простой форме импульса, также были исследованы, однако их использование повлекло за собой ухудшение качества резки и снижение воспроизводимости.
Пучки для формирования изображения и обработки были соосно совмещены при помощи дихроического зеркала и совместно сфокусированы при помощи одиночной 50 мм ахроматической линзы. Формированием изображения управляли электронно для запуска асинхронно с воздействием лазерным излучением, чтобы обеспечить максимальную задержку между воздействием лазерным излучением и формированием изображения. Хотя между импульсами ткань не релаксировала до состояния равновесия, задержка улучшает контраст формирования изображения, минимизируя исчезновение интерференционных полос от быстро меняющихся границ.
Тестируемый образец представлял собой кортикальную кость, извлеченную из остистых отростков бычьих поясничных позвонков. Для создания тонких участков кости, подходящих для этого подтверждения концепции, использовалось сверло с водяным охлаждением диаметром 1 мм, чтобы выдолбить небольшие секции образца, оставив приблизительно 600 мкм кости, находящейся над воздушным зазором приблизительно 1 мм. Граница раздела кость/воздух представляла идеальную целевую границу для обработки.
Формирование изображения кости в M-режиме во время воздействия лазерным излучением демонстрирует продвижение фронта обработки как функцию рабочего импульса. На фиг. 11 показана обработка, где воздействием лазерного излучения управляют таким образом, чтобы обеспечить перфорацию в воздушный зазор (слева) и остановить разрез перед перфорацией (справа). На фиг. 11A показаны две группы из 1000 импульсов, которые вызывают перфорацию в воздушный слой, показывая следующий слой кости (глубина 1,7 мм). На фиг. 11B показано воздействие 7 групп из 200 импульсов, в результате чего резка была остановлена за 150 микрон до проникновения. Формирование изображения (47 кГц) продолжили после резки, чтобы показать релаксацию материала после сверления. Аннотации (предназначенные для повышения наглядности): MF - фронт обработки; SI - подповерхностная граница; AI - граница с воздухом; BW - задняя стенка; P - точка перфорации; LO - момент отключение обрабатывающего лазера; AG - воздушный зазор; SB - остающаяся кость. Начало удаления материала продемонстрировало высокую изменчивость, например, составляя 400 импульсов на фиг. 11A, и только 50 на фиг. 11B, вероятно, из-за неоднородности верхнего слоя кости, а также из-за недетерминированной природы начала повреждения при непрерывной обработке. Как только обработка была начата, она прогрессировала с четко определенной скоростью до осуществления перфорирования кости (см. фиг. 11A), при этом стал видимым вторичный слой кости. Некоторые препятствия пучку для формирования изображений вызывают затенение подповерхностной структуры, при этом хорошо видны канавки ткани с наиболее выраженным разрывом из-за границы раздела кость/воздух. Как описано ранее, канавки под фронтом обработки, по-видимому, перемещаются вверх во время удаления материала.
Рассеяние света от верхней поверхности фронта обработки наблюдается на всех изображениях. Это обусловлено рассеянием света от боковых стенок отверстия. Ширина пучка для формирования изображений превышает ширину пучка для обработки, что позволяет осуществлять мониторинг модификаций боковых стенок, обеспечивая получение некоторой информации в поперечном направлении без осуществления сканирования в боковом направлении. Сканирование в боковом направлении также выполняется in situ (см. ниже), но за счет сниженной скорости формирования изображения. После прекращения воздействия лазерным излучением (импульс 2000 на фиг. 11A, импульс 1400 на фиг. 11B) происходит релаксация образца, при этом боковая стенка и подповерхностные элементы становятся статическими. Изменение интенсивности рассеянного света во время обработки возникает из-за изменений в строении поверхности, а также из-за исчезновения интерференционных полос для быстро движущихся границ раздела. Отметим, что в границах ОКТСО, которые смещаются более чем на половину длины волны светового излучения за время интегрирования камеры, будет наблюдаться снижение контраста. Этот вызванный движением артефакт является более предпочтительными, чем варианты ОКТ во временной области или с перестраиваемым источником, в которых другие быстро движущиеся границы появляются на неправильных глубинах, что усложняет отслеживание разреза.
Путем поступательного перемещения образца были получены изображения места сверления в B-режиме до и после обработки. Поскольку при формировании изображения in situ происходит автоматическое совмещение с осью отверстия, формирование изображения более глубоких областей отверстий с высоким соотношением геометрических размеров (более 20) было прямолинейным. На фиг. 12 показано ОКТ-изображение в В-режиме in situ кости перед осуществлением сверления (слева) и после осуществления сверления (справа). Два чистых отверстия демонстрируют нижнюю границу кости, тогда как среднее отверстие (соответствующее фиг. 12 справа) было просверлено таким образом, чтобы оставить 150 мкм до воздушного зазора. Остающаяся толщина кости выделена при помощи фигурных скобок. Задние стенки, которые видны через отверстия и соответствуют стенкам на фиг. 12 (слева), обозначены позицией BW. Среднее отверстие ясно демонстрирует остающуюся кость (фигурные скобки на фиг. 12 справа) над воздушным зазором. Два других отверстия являются сквозными отверстиями, через которые видно воздушный зазор и которым присуще рассеяние светового излучения от нижнего слоя кости. Увеличенное рассеяние от боковых стенок отверстий, вызванное модификацией ткани в процессе термической резки, снижает глубину проникновения светового излучения для формирования изображения, иногда скрывая глубже расположенные элементы. Этот эффект может быть сведен к минимуму путем подбора такого процесса модификации материала лазерной обработкой, который вызывает небольшую карбонизацию или отсутствие карбонизации на участка модификации.
Применение этих инновационных возможностей формирования изображений в когерентном излучении может, в некоторых случаях, привести к отслеживанию процесса обработки твердой ткани в миллиметровом линейном масштабе с временным разрешением на несколько порядков выше, чем сообщалось ранее. Продемонстрировано, что формирование изображений в реальном времени позволяет осуществлять точную резку тканей, о которых известно мало информации a priori и которым присущ весьма стохастический отклик на воздействие энергией обработки. Эта разработка является важным шагом на пути к точному контролю при осуществлении хирургических процедур на твердых тканях, особенно вблизи чувствительных органов, таких как нервная система.
Оптическая когерентная томография в спектральной области
В описанных в настоящем документе вариантах осуществления используется оптическая когерентная томография в спектральной области и ее варианты. Оптическая когерентная томография в спектральной области (ОКТСО) была описана как оптический аналог ультразвукового формирования изображения (визуализации). При измерении используется оптоволоконный интерферометр белого света для получения длины оптического пути (ДОП) для объекта относительно фиксированной опорной длины. В спектральной области относительная ДОП отражения образца кодируется между спектральными интерференционными полосами в выходном сигнале интерферометра. В частности, рассмотрим набор p рефлекторов в предметном плече, каждый с различной ДОП относительно опорной длины zi. Результирующая интенсивность спектральной интерферограммы приблизительно может быть вычислена по следующей формуле:
где A(k) представляет собой огибающую спектра источника светового излучения для формирования изображения; k представляет собой волновое число. Первый член известен a priori и может быть вычтен как фоновый сигнал. Второй член обычно является крайне незначительным, и им можно пренебречь. В третьем члене интенсивность слабого отражения образца (Ii) умножается на сильный опорный, при этом указанное отражение выглядит как синусоидальная интерференционная полоса, чей шаг (то есть частота) зависит от глубины (zi). Поскольку каждая глубина соответствует разной частоте интерференционной полосы, сигналы являются ортогональными, при этом их мониторинг может осуществляться независимо без движущихся частей. Таким образом, скорость сбора и отношение сигнал-шум ограничиваются детектором и интенсивностью светового излучения для формирования изображения. Следует подчеркнуть, что ICI может работать соосно с пучком для обработки, что позволяет осуществлять измерение глубины отверстий с более высокими соотношениями геометрических размеров, чем это было бы возможно при использовании способов триангуляции.
Для того чтобы извлечь информацию о глубине, спектральная интерферограмма (измеренная с помощью спектрометра) может быть трансформирована в единицы постоянного волнового числа путем интерполяции и может быть преобразована в I (z) с помощью БПФ. Результирующая функция (известная как A-скан или A-линия) представляет собой профиль отражательной способности по глубине образца (показанный в логарифмических единицах относительно минимального уровня шума), при этом каждая отражающая граница в образце отображается как функция распределения точек (PSF) с центров вокруг глубины. Полная ширина на половине максимума (ПШПМ) PSF обычно именуется разрешением системы в осевом направлении, и для гауссовой A (k):

Таким образом, короткая центральная длина волны (λ) источника светового излучения и широкий спектр (Δλ) желательны для формирования изображения высокого разрешения. Типичные разрешения в осевом направлении при формировании изображения внутренних органов порядка 5-10 мкм достигаются с использованием квазигауссовских спектров ПШПМ 830 ± 30 нм (исследования глаз) или ПШПМ 1310 ± 35 нм (исследование рассеивающей ткани).
Один важный артефакт формирования изображения может возникнуть из-за неопределенности между положительной и отрицательной ДОП (zi и -zi дают одну и ту же интерферограмму). Поскольку спектральная интерферограмма является чисто вещественной, профиль отражательной способности по глубине имеет комплексно-сопряженную симметрию относительно нуля. Половина изображения обычно отбрасывается, при этом оставляются только положительные ДОП. Однако если отражающая граница расположена с отрицательной стороны опорной точки, ее сигнатура возвращается на изображение в качестве артефакта. Таким образом, некоторые варианты осуществления спроектированы с достаточным полем обзора (FOV) по глубине, и приняты меры для обеспечения того, чтобы все отражающие границы располагались только на одной стороне точки нулевой оптической разности хода.
Для того чтобы создать изображение, множество спектральных интерферограмм могут быть собраны последовательно при помощи спектрометра, обработаны для получения A-линий («осевая линия» - отражательная способность в зависимости от глубины), а затем отображены в качестве трехмерного набора данных, характеризующего зависимость отражательная способность/глубина/номер A-линии. При формировании изображения внутренних органов номер A-линии соответствует поперечному положению, так как пучок для формирования изображений осуществляет растровое сканирование. В результате создается изображение отражательной способности как функции двух пространственных измерений, известное в качестве изображения B-режиме (B = яркость). Альтернативно, если пучок является статическим, номер A-линии соответствует времени, и результирующее изображение именуется изображением в M-режиме (M = движение). Этот тип изображения пригоден для наблюдения за быстрыми изменениями профиля отражательная способность по глубине. Например, соосное формирование изображения во время ударного сверления 304 нержавеющей стали при помощи волоконного лазера (IPG YLP-1/100/30/30-HC) с центральной длиной волны 1070 нм и длительностью импульсов 100 нс дает изображение в M-режиме, представленное на фиг. 13. Фронт обработки (яркая белая кривая) показан проходящим вниз приблизительно на 600 мкм в толщу образца. Полная зависимость глубины травления от числа импульсов была получена при сверлении одного отверстия без необходимости последующей обработки материала.
Импульсы с энергией 760 мкДж поступали в пятно диаметром 20 мкм при уровне 1/e2 от максимальной интенсивности с частотой 30 кГц. Была использована соосная струя сопутствующего газа с давлением 8,3 бар. Скорость формирования изображения составляла 300 кГц. Яркость графика соответствует отражательной способности образца по логарифмической шкале. Показанный динамический диапазон составляет приблизительно 60 дБ.
При скорости сбора даже в несколько десятков килогерц изображения в M-режиме позволяют не только напрямую измерять значения скорости травления, но также и поток плавильной ванны и другие динамики процессов лазерного сверления/сварки. Поскольку доступно обнаружение ниже фронта обработки, данные М-режима также могут использоваться в сочетании с подходящими аппаратными средствами обратной связи, чтобы осуществлять управление резкой глухих отверстий в различных полупрозрачных материалах, включая биологические ткани, даже если точная геометрия образца не известна a priori.
На фиг. 14 представлено схематическое изображение другой системы формирования изображений, предоставляемой вариантом осуществления настоящего изображения, которая будет использоваться в качестве примера гомодинного смешивания. Между тем, гомодинное смешивание может использоваться совместно с любой из систем, описанных в настоящем документе. Обозначения: ISO - оптический изолятор 400 с оптоволоконным выходом; 50:50 - ответвитель 402 с затухающей волной; PC - контроллер 406 поляризации; TGR - пропускающая решетка 408; ASL - линза 410 с воздушным зазором; SiLC - суперкремниконовая однострочная КМОП-камера 412; 50FC - 50 мм волоконный коллиматор 414; 10FC - 10 мм волоконный коллиматор 407, 409. Имеются суперлюминесцентный диод (SLD) 418 с волоконным выходом, специальный спектрометр и волоконно-оптический интерферометр Майкельсона, которые могут быть подключены к лазерной обрабатывающей головке через порт камеры (в более общем случае, оптический порт доступа). Световое излучение для формирования изображения из SLD вначале проходит через оптический изолятор и/или циркулятор, что защищает SLD от обратного отражения. Световое излучение проходит далее в ответвитель (расщепитель пучка или объединитель пучков) с затухающей волной, где оно разделяется между предметным плечом и опорным плечом, после чего оно выходит из волокна и попадает в свободное пространство. Некоторое количество светового излучения отражается обратно в обоих плечах интерферометра, при этом сигналы повторно объединяются и создают помехи в ответвителе с затухающей волной. Контроллеры поляризации корректируют рассогласования между двумя плечами интерферометра, которые возникают от эффектов поляризации в одномодовом волокне, а также служат для оптимизации эффективности дифракционной решетки. Поляризационно-стабилизированное волокно также может использоваться совместно с контроллерами поляризации или вместо указанных контроллеров. Пропускающая решетка используется в спектрометре для упрощения корректировки. Наконец, камера измеряет спектральную интерферограмму и передает данные через IEEE-1394 в настольный компьютер (или обрабатывающую платформу (не показана)) для обработки.
Ниже приведены иллюстративные результаты измерения рабочих характеристик системы, показанной на фиг. 14.
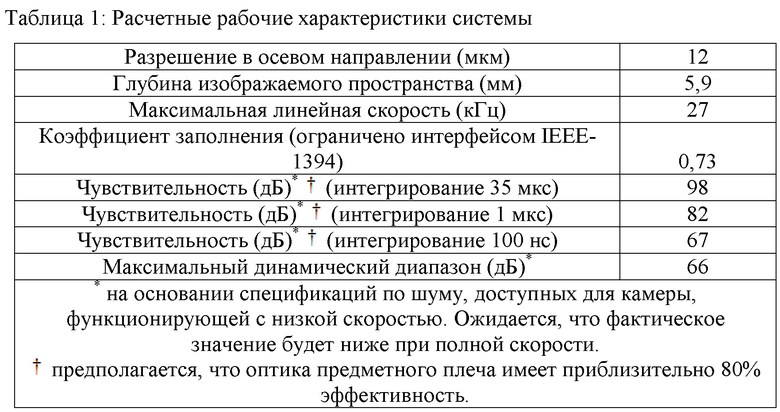
Некоторые варианты осуществления могут иметь различную скорость, чувствительность, разрешение и/или динамический диапазон в зависимости от выбора компонентов.
Согласно некоторым вариантам осуществления готовая система также может предусматривать индивидуальное взаимодействие с обрабатывающими головками для конкретных практических применений. Как правило, это может быть обеспечено путем модификации порта камеры и выбора надлежащей дихроической оптики для объединения светового излучения для формирования изображения и обработки. Дополнительно, для пучка для формирования изображений можно подобрать надлежащий диаметр фокусировки. Согласно некоторым реализациям световое излучение для формирования изображения и обработки будет фокусироваться одним и тем же объективом (хотя это не является обязательным), чье фокусное расстояние заранее определяется на основе существующих требований процесса обработки. В этом случае можно выбрать и откорректировать коллиматор предметного плеча для обеспечения требуемых фокусных характеристик для формирования изображения. Кроме того, корректировка коллиматора может быть использована для компенсации изменения фокусного расстояния объектива между световым излучением для формирования изображения и обработки.
В качестве иллюстративного применения рассматривается обрабатывающая лазерная головка со 100 мм фокусирующей линзой. Для того чтобы поддержать равномерное формирование изображения по глубине изображаемого пространства, фокусное расстояние коллиматора должно быть выбрано таким образом, чтобы рэлеевский диапазон сфокусированного пучка для формирования изображений составлял приблизительно половину глубины изображаемого пространства системы. Для описанной выше конфигурации мы выбираем 10 мм коллимирующую линзу и, следовательно, ожидаем, что перетяжки пучка составляет 27 мкм (радиус при уровне интенсивности 1/e2), а рэлеевский диапазон составляет 2,8 мм. Отметим, что для достижения максимального разрешения в осевом направлении может быть использована надлежащая компенсация расхождения дисперсии между предметным и опорными плечами.
Конструкция является гибкой и может быть модифицирована для улучшения скорости формирования изображения (с использованием обновленной камеры) или разрешения в осевом направлении. Последнее достигается путем выбора SLD с более широким спектром (или другого источника светового излучения) и решетки с уменьшенной плотностью линий. Это обеспечило бы значительное улучшение разрешения практически без дополнительных денежных затрат, но с некоторым снижением глубины изображаемого пространства. Например, замена текущих компонентов на источник светового излучения с ПШПМ 840 ± 25 нм (Exalos EXS8410-F413) в сочетании с решеткой 1200 линий/мм (Edmund Optics NT48-589) может обеспечить разрешение 6,2 мкм в максимально диапазоне 3 мм. Отметим, что при более высоких значениях ширины спектральной полосы надлежащая компенсация расхождения дисперсии важна для обеспечения максимального разрешения.
Отметим, что при таких методиках формирования изображений в когерентном излучении, как эта, если граница перемещается на приблизительно λ/4 или больше в течение времени интегрирования детектора, то контраст полос будет значительно ухудшен («размыт»), что приведет к пропаданию сигнала от этой границы. Это соответствует верхнему пределу скорости границы, который может быть отслежен. Между тем, также имеется преимущество, заключающееся в отбрасывании некоторых высокоскоростных границ (например, выделений), которые могут создавать отражения, которые усложняют изображения и затрудняют автоматическую обратную связь. Максимальная скорость границы зависит от времени интегрирования детектора, что, в свою очередь, влияет на чувствительность. В случае времени интегрирования 35 мкс система может отслеживать границы, движущиеся со скоростью до 0,006 м/с. Для более быстрых границ время интегрирования может быть снижено (за счет чувствительности) до 1 мкс или 100 нс, что дает значения максимальной скорости 0,21 м/с или 2,1 м/с, соответственно. Поскольку это значительно выше типичных значений скорости травления в промышленных процессах, ожидается, что эта конструкция будет подходить для широкого спектра практических применений. Применение однострочных камер с более короткими значениями времени интегрирования, балансных фотодетекторов и/или перестраиваемых источников может позволить отображать границы с еще большей скоростью движения.
Гомодинная фильтрация глубины
Чтобы использовать ICI в качестве способа автоматической обратной связи, обработка предпочтительно должна выполняться по меньшей мере так же быстро, как и сбор данных. При формировании изображения внутренних органов операции интерполяции и БПФ необходимы для расчета интенсивности отраженного излучения от всех глубин в поле обзора для формирования изображения. Напротив, в системах обратной связи выходной сигнал формирования изображения используется для инициации изменения в процессе модификации материала в зависимости от выходного сигнала формирования изображения (например, прекращения излучения), например, при достижении определенной глубины. В этом случае расчет отражательной способности от всех глубин может быть излишним. Предложен эффективный способ определения того, когда сверление достигло предписанной глубины.
Начиная с требуемой глубины, z, и используя уравнение для нахождения I(k), представленное выше, с калибровочными данными из спектрометра, заранее рассчитывают синтезированную интерферограмму, выраженную в единицах постоянного числа пикселей камеры (или исходя из основы, которая соответствует системе обнаружения). Этот расчет может быть завершен a priori и не влияет на вычислительную нагрузку в реальном времени. Множество таких заранее рассчитанных, синтезированных интерферограмм могут быть сгенерированы и извлечены (индивидуально или другим способом) из табличной памяти, которая используется для различных целевых результатов, например, достижения одной из нескольких возможных глубин, отслеживание приближения к требуемой глубине посредством группы промежуточных стадий, удаления материала с заданной глубины, обеспечения большего количества материала на одной глубине по сравнению с другой глубиной или оптимизация изменения обратного рассеивания от целевой глубины.
Посредством гомодинного смешивания синтезированных интерферограмм с необработанными данными, поступающими из камеры, извлекают сигнал с требуемой глубины, который может характеризоваться значительно меньшими ложными боковыми лепестками (из-за погрешности интерполяции) по сравнению с другими способами, известными специалистам в данной области техники, как показано на фиг. 20. В случае каждого выходного сигнала для формирования изображения из камеры, необработанные данные из камеры попиксельно умножаются на синтезированную интерферограмму, а затем складываются. При достижении требуемой глубины полученный сложением результат будет иметь пик.
Там, где желательно сложить сигнал с множеством синтезированных интерферограмм, может быть использован подход матричного сложения.
Если передача элементов данных из детектора носит последовательный или квазипоследовательный характер (т.е. через множество выводов камеры), то принимающие электронные устройства согласно некоторым вариантам осуществления могут начинать расчеты в отношении индивидуальных элементов сразу, как только они станут доступными, чтобы сохранить ресурсы обработки данных, такие как запоминающее устройство и/или вентили (такие как в программируемые пользователем вентильные матрицы, ППВМ), и снизить общую задержку обратной связи.
Для демонстрации этой методики фильтрации применяется к данным спектрометра, используемым на фиг. 15, выбрав целевую глубину 200 мкм (обозначенную линией 100 на фиг. 15). Ответ фильтра показывает четкий, высокий ответ отношения сигнал-шум (SNR) в момент, когда фронт обработки проходит через глубину (нижняя часть фиг. 15).
Ответ фильтра используется для инициации ответа обратной связи для прекращения сверления или для осуществления какого-либо другого изменения в параметре процесса модификации материала. На фиг. 16 представлена блок-схема способа автоматического управления с обратной связью, который может, например, использоваться для прекращения сверления на основании достижения предписанной глубины. Кроме того, возможны и более сложные системы управления, которые предусматривают наличие обратной связи с нескольких глубин и осуществляют управление другими параметрами процесса. Согласно некоторым вариантам осуществления справочная таблица используется для быстрого и динамического изменения глубины(глубин), вызывающей(их) интерес (путем выбора различных заранее рассчитанных, синтезированных интерферограмм).
Фильтрация по глубинам может обеспечить экономию вычислительных затрат по сравнению со стандартной обработкой. Время, необходимое для обработки нескольких блоков из 576 строк элементов ранее полученных, необработанных экспериментальных данных как с использованием нашего стандартного кода для формирования изображений внутренних органов (вычитание фона, интерполяция кубического сплайна, БПФ и выравнивание минимального уровня шума), так и с использованием гомодинного фильтра, сравнивается в таблице 2. Обработка проводилась с помощью одного потока, выполняющего программу MATLAB с использованием четырехъядерного процессора Intel для настольных ПК в 64-разрядной среде Microsoft Windows 7. Результаты в таблице 2 выражены с использованием 103 строк в секунду (klps) и показателя увеличения относительной скорости, полученного с использованием гомодинного фильтра.
Таблица 2: Сравнение скорости обработки для 4 × 105 линий изображения
(A-линии)
В случае очень малых и очень больших размеров блоков способ БПФ является очень медленным. Это является результатом ограничений, характерных для аппаратной и программной среды, а не вычислительной сложности кода. В результате лучшее теоретическое сравнение этих двух способов может быть осуществлено с использованием блоков среднего размера. В этом случае, даже когда БПФ дает лучшие результаты, гомодинный фильтр по-прежнему опережает его на два порядка.
Хотя период строки ограничивает исходную пропускную способность, это всего лишь минимальное значение для общей задержки обратной связи. Задержка прерывания и другие задержки, присущие настольным компьютерам и операционным системам, являются аддитивными и, в конечном итоге, могут являться основными. По этой причине полные возможности обратной связи на основе ICI потенциально не могут быть реализованы без использования специальных аппаратных средств обработки в виде программируемых пользователем вентильных матриц (FPGA) или специализированных интегральных схем (ASIC). Эти компоненты уже существуют во многих современных камерах, включая указанную в настоящем документе камеру. Простота реализации алгоритма гомодинного фильтра, описанного в настоящем документе, в камере, позволяет обойти недостатки настольного ПК и позволяет самой камере управлять системой обработки материала.
Формирование изображения ниже поверхности
На фиг. 17 представлен другой пример системы с линейным формированием изображения в когерентном излучении. Эта реализация используется оптоволоконный вариант осуществления ICI. Широкополосный источник 500 светового излучения подает световое излучение в оптическое волокно 502. Изолятор не дает обратным отражениям попасть в источник светового излучения. Оптический ответвитель 504 разделяет световое излучение в опорное плечо (вверх) 506 и в предметное плечо 508 (вниз, в лазерную обрабатывающую систему). Показатель разветвления зависит от необходимых практических применений. Пример может быть 50:50 (50% в опорное плечо, 50% в предметное плечо). Опорное световое излучение перемещается вдоль опорного плеча и отражается обратно. Длина пути опорного плеча может устанавливаться посредством грубой настройки с использованием отрезков оптического волокна различной длины и тонкой настройки с использованием зеркала, установленного на столе поступательного перемещения под управлением микрометра. Обычно длина опорного плеча устанавливается таким образом, чтобы соответствовать длине оптического пути до заготовки в лазерной обрабатывающей системе с точностью менее приблизительно двести микрометров. Обычно бывает удобно поместить фокусирующий объектив, идентичный тому, который используется в лазерной обрабатывающей платформе, перед опорным зеркалом (не показано), чтобы согласовать дисперсию и управлять отраженной мощностью опорного плеча. Опорное плечо содержит оптику 510 и оптику 512, что позволяет осуществлять управление дисперсией и поляризацией. Управление дисперсией осуществляется таким образом, чтобы как опорное плечо, так и предметное плечо были близки к согласованной дисперсии. Управление поляризацией обычно осуществляется таким образом, чтобы опорное отражение и обратное отражение из предметного плеча имели сходные состояния поляризации (для максимальной интерференции). Опорное плечо также может содержать управляемый аттенюатор интенсивности (не показан) для управления насыщением детектора и динамическим диапазоном формирования изображения. Это может быть осуществлено посредством использования нейтрального светофильтра переменной плотности, смещения волоконного ответвителя или поступательного перемещения фокусирующего объектива относительно конечного опорного зеркала (показано не все). Волокно предметного плеча выходит из системы линейного формирования изображений в когерентном излучении и соединяется с внешней лазерной обрабатывающей платформой. Происходит обратное рассеивание светового излучения от заготовки, после чего он движется обратно по тому же волокну. Обратно отраженное опорное световое излучение разделяется в оптическом ответвителе 504, в результате чего его часть поступает в волокно, соединенное с высокоскоростным спектрометром 514 (причем его количество зависит от коэффициента расщепления ответвителя). Обратно отраженное предметное световое излучение разделяется в оптическом ответвителе, в результате чего его часть поступает в волокно, соединенное с высокоскоростным спектрометром (причем его количество зависит от коэффициента расщепления ответвителя). В оптическом волокне 516 происходит интерференция опорного и предметного световых излучений. В спектрометре происходит рассеивание светового излучения в соответствии с его длиной волны. Детектор может быть спектрометром, который измеряет интенсивность как функцию длины волны. Положение конструктивных и деструктивных пиков содержит информацию об относительной длине пути предметного плеча по сравнению с опорным плечом. Если световое излучение обратно рассеивается одновременно от более чем одной глубины в предметном плече (например, сторон образованной лазером «замочной скважины»), величина и относительные положения всех глубин кодируются в интерферограмме. Спектральная интерферограмма (интенсивность как функция длины волны) преобразуется в электронный сигнал при помощи детектора и передается в управляющее электронное устройство 518 для последующей обработки. Электронная обрабатывающая система управляет работой спектрометра (например, его запуском) и обрабатывает необработанные данные детектора. Одна методика обработки (так называемая стандартная обработка ОКТ) предусматривает осуществление обратного вычитания, интерполяции кубического сплайна для преобразования из числа пикселей камеры в шаг постоянной частоты, быстрого преобразования Фурье для получения графика обратного рассеяния как функции глубины. Если в предметном плече имеется только одна граница с высоким значением отражения, результирующий график будет иметь один сильный пик с шириной, заданной разрешением системы в осевом направлении. Разрешение в осевом направлении обратно пропорционально ширине диапазона длин волн, измеренной спектрометром (таким образом, для достижения высокого разрешения требуется широкополосный источник). Альтернативно, описанный выше подход на основе гомодинной фильтрации может быть использован для более быстрой обработки и повышения качества изображения. Согласно некоторым вариантам осуществления контроллер с обратной связью (который является частью электронной системы 518 обработки или выполнен отдельно от нее) генерирует сигнал обратной связи для управления одним или несколькими параметрами обработки процесса модификации материала. Примеры были приведены выше в контексте других вариантов осуществления.
На фиг. 18 представлена структурная схема применения ICI в лазерной хирургии с прямым визуальным контролем. Лазеры хорошо подходят для абляции ткани, так как световое излучение может фокусироваться с высокой плотностью, что позволяет хирургу удалять небольшие объемы ткани. Хотя световое излучение может подаваться с высокой точностью в поперечном направлении, очень сложно контролировать конечную глубину выполняемого лазером разреза. Ткань может быть сильно неоднородной, в результате чего скорость ее удаление может значительно варьировать, поэтому общая величина подаваемой энергии не может являться хорошим показателем глубины разреза. На фиг. 18 показана обрабатываемая область 600 организма пациента, которая содержит объем твердой или мягкой ткани, которую обычно бы удаляли механическими способами (например, сверлением). Система ICI измеряет глубину разреза по мере удаления ткани и прекращает воздействие лазерным излучением на заранее определенной глубине. Более того, когда ICI реализуется с использованием инфракрасного светового излучения (с длиной волны приблизительно 1300 нм), можно осуществить формирование изображения внутри ткани (за пределами фронта абляции). Это позволяет прекратить воздействие перед тем, как лазер проникнет через границу раздела (и до того, как интенсивное излучение хирургического лазера сможет повредить высоко чувствительные подповерхностные ткани).
Предложена система 602 линейного формирования изображений в когерентном излучении; указанная система включает в себя интерферометр, широкополосный источник светового излучения и спектрометр, при этом на фиг. 17 представлена ее иллюстративная реализация. Обрабатываемая область организма пациента обозначена позицией 600. Имеется хирургический лазер 604, который осуществляет воздействие, управляемое хирургом и модифицируемое при помощи управления с обратной связью. Кроме того, предусмотрена роботизированная фокусирующая головка 610 (но в некоторых варианта осуществления она может иметь ручное управление), которая соосно объединяет пучок для формирования изображения и хирургический пучок и собирает световое излучение для формирования изображения, которое отражено обратно от обрабатываемой области. Согласно некоторым вариантам осуществления световое излучение для формирования изображения и излучение хирургического лазера могут быть объединены ранее на пути распространения хирургического лазера, так чтобы световое излучение для формирования изображения и хирургическое световое излучение прибывали объединенными в фокусирующую головку. Данные спектральной интерферограммы из системы 602 ICI поступают в электронную обрабатывающую систему 606, которая генерирует данные электронного управления с обратной связью для хирургического лазера и роботизированной фокусирующей головки. Кроме того, выходной сигнал генерируется для устройства 608 отображения изображения.
Пучок из предметного плеча интерферометра ICI настраивается таким образом, чтобы быть соосным с хирургическим лазером 604. Это может быть выполнено в свободном пространстве при помощи подходящего дихроического зеркала. Это гарантирует, что формирование изображения происходит на одной линии с направлением хирургического пучка. Длина опорного плеча устанавливается таким образом, чтобы предметное плечо и опорное плечо были точно согласованы. Хирург может использовать устройство отображения изображения для визуализации целевой области (и ниже) перед активацией хирургического лазера. Кроме того, система формирования изображений может использоваться для точной настройки положения хирургического лазера посредством регистрации указанного положения совместно с результатами других методик формирования изображений (например, предварительно записанным МРТ-изображением или КТ-изображением). Это позволило бы хирургу смотреть на небольшой объем обрабатываемой области в реальном времени при помощи ICI в контексте больших анатомических элементов. Обрабатывающая электронная система выполняет эту совместную регистрацию. Кроме того, хирург может выбирать края, подлежащие удалению, на основе предварительно записанных методик формирования изображения.
После того как хирург убедится в том, что хирургический лазер будет нацелен на необходимую обрабатываемую область согласно плану лечения, он начинает процесс абляции. Система может быть запрограммирована на прекращение воздействия при достижении определенной глубины, или на работу в пределах определенных заранее установленных краев, или на прекращение воздействия, когда процесс абляции находится на определенном расстоянии до выбранной границы. Система ICI может использоваться для предоставления постоянной записи процедуры лечения, которая пригодна для послеоперационного анализа.
На фиг. 19 представлена структурная схема применения системы ICI для измерений in situ для лазерной сварки. В результате использования лазерной сварки получаются узкие и глубокие сварные швы, что очень хорошо подходит для автоматизированного и массового производства. Различным практическим применениям лазерной сварки присущ общий процесс контролируемого нагревания лазером для создания фазового перехода, локализованного в области соединения. Контроль этой области фазового перехода (ОФП) может быть использован для контроля качества сварного шва, а также общей продуктивности сварочной системы. Высокая пространственная когерентность лазерного излучения обеспечивает превосходный контроль в поперечном направлении энергии в процессе сварки. Контроль в аксиальном направлении (глубина ОФП) и последующая термическая диффузия являются особо проблематичными, в частности, в случае толстых материалов. В этих практических применениях глубина ОФП распространяется глубоко в материал (приблизительно на миллиметр) с использованием методики, широко известной как «сварка с проплавлением в форме замочной скважины». В этом случае интенсивность пучка является достаточной для расплавления поверхности для создания небольшого канала для отвода пара (также известного в качестве капиллярного канала или «замочной скважины»), что позволяет оптическому пучку проникать глубже в материал. В зависимости от конкретного практического применения, замочная скважина является узкой (менее миллиметра), имея при этом несколько миллиметров в глубину, и поддерживается путем приложения мощности оптического излучения, составляющей до приблизительно 104 Вт.
На фиг. 19 предложена система 702 линейного формирования изображений в когерентном излучении; указанная система включает в себя интерферометр, широкополосный источник светового излучения и спектрометр, при этом на фиг. 17 представлена ее иллюстративная реализация. Сварочная платформа обозначена позицией 700. Имеется лазер 704 для сварки, который генерирует пучок для сварки, который управляется сварочным контроллером 705, принимая во внимание управление с обратной связью. Фокусирующий объектив 703 объединяет пучки для формирования изображения и сварки для доставки их к свариваемой заготовке 701, а также собирает световое излучение для формирования изображения, обратно отраженное от области сварки. Кроме того, могут использоваться дополнительные вводные для сварки, такие как сопутствующий газ, электрическая дуга, дополнительные материал и т.п. Данные спектральной интерферограммы из системы 702 ICI поступают в электронную обрабатывающую систему 706, которая генерирует данные электронного управления с обратной связью для сварочного контроллера 704. Кроме того, выходной сигнал генерируется для устройства 708 отображения изображения. В этом случае система 702 ICI соединена с портом 718 камеры сварочной платформы через ответвитель 720 волокно-свободное пространство.
Для измерения образования «замочной скважины» в реальном времени предметное плечо системы 702 ICI формирования изображений устанавливается соосно и/или приблизительно соосно лазерному пучку для сварки, чтобы фокусироваться в ОФП. Это можно сделать посредством коллимации пучка для формирования изображения и его направления в порт камеры сварочной платформы. Система ICI используется для мониторинга глубины сформированной «замочной скважины», чтобы гарантировать то, что она является подходящей глубиной для сварки всех заготовок. Во время импульсной лазерной сварки система ICI может активироваться кратно частоте повторения импульсов лазера для сварки, чтобы предоставить изображения перед, во время и после воздействия лазерным излучением. Это предоставляет прямую информацию о создании канала для отвода пара и его последующем повторном заполнении. В случае источников для сварки с помощью лазера с непрерывным излучением система ICI может осуществлять непосредственный мониторинг стабильности замочной скважины. Сигнал обратной связи на основании этой информации может быть использован для оптимизации параметров сварки (таких как интенсивность лазера, интенсивность подачи и сопутствующий газ), чтобы увеличить стабильность «замочной скважины».
Устройство 708 отображения изображения демонстрирует оператору информацию в реальном времени о глубине проникновения и стабильности «замочной скважины» в процессе осуществления сварки, а также предоставляет постоянную запись создания сварного шва, расположенного в точной области заготовки. Это может иметь важное значение для последующей гарантии качества.
В другом варианте осуществления настоящего изобретения предоставляется волоконная система ICI, в которой используется общий диэлектрический объектив для объединения светового излучения для формирования изображения и лазерного излучения. Такой вариант осуществления, необязательно, включает в себя контроллер с обратной связью, например, раскрытый в любом из других вариантов осуществления, описанных ранее.
Другие варианты осуществления, которые предусматривают объединение, смешивание или перестановку основных элементов конструкции, описанных в настоящем документе, могут быть возможными и будут очевидны для специалистов в данной области техники. Указанные варианты осуществления включают в себя, кроме прочего, формирование изображения из других направлений (то есть, не на одной линии с пучком для модификации), включая нижнюю сторону материала, подвергаемого модификации.
Разработка функции зависимости чувствительности от глубины для управления динамическим диапазоном
ICI отличается от других форм формирования изображения в когерентном излучении (таких как ОКТ) тем, как используется информация об интенсивности отраженного светового излучения. В практических применениях с формированием изображения посредством ОКТ может быть желательным иметь очень плоскую зависимость чувствительности от глубины, чтобы поддерживать равномерный контраст и видимость по всему изображению. В ICI прежде всего интересует расположение оптически отражающей (например, металлической) поверхности(ей), и поэтому контраст по всему изображению не так важен, как в ОКТ.
Согласно некоторым вариантам осуществления предпринимаются шаги для разработки функции зависимости чувствительности от глубины системы формирования изображений, чтобы ослабить яркие отражения относительно более слабых и расширить общий динамический диапазон. ICI может извлечь выгоду из такого расширенного динамического диапазона из-за сильного изменения отражающей способности материалов в разных ориентациях. Отражения, генерируемые границей, могут быть сильными или слабыми. Может быть несколько поверхностных и внутренних отражений с разной высотой. Можно настроить работу системы на основе ICI таким образом, чтобы она была более чувствительной в вызывающих интерес областях, где ожидается, что отражения могут быть более слабыми.
Например, при использовании системы ICI, такой как система, показанная на фиг. 5, периферия обработанного элемента может естественным образом отражать больше светового излучения в систему формирования изображений, чем нижняя часть отверстия. Таким образом, более сильные сигналы могут ожидаться с меньших глубин. Если система формирования изображений сконфигурирована для максимальной чувствительности (для оптимизации ее способности обнаруживать нижнюю часть отверстия), то может возникнуть риск насыщения детектора гораздо более сильными сигналами, исходящими из верхней части отверстия.
Согласно некоторым вариантам осуществления зависимостью чувствительности от глубины управляют посредством размещения точки нулевой оптической разности хода ниже вызывающий интерес области в образце, а не над указанной областью. Это может быть достигнуто путем увеличения длины опорного плеча и обновления выходного сигнала из системы формирования изображений, чтобы отразить тот факт, что меньшие глубины теперь указываются посредством увеличения частот интерференционных полос. Расположение точки нулевой оптической разности хода внутри материала наглядно показано на фиг. 21 и 23. На фиг. 21 точка D нулевой оптической разности хода находится ниже образца и, в частности, ниже рефлекторов в точках A, B и C. Аналогично, на фиг. 23 точка В нулевой оптической разности хода находится ниже сварочной ванны. Согласно другим реализациям точка нулевой оптической разности хода настроена таким образом, чтобы располагаться на глубине, которая находится ниже материала, подвергаемого измерению.
Этот подход использует естественную зависимость чувствительности от глубины системы (которая из-за конечного спектрального разрешения в детекторе склонна к уменьшению с увеличением разности длин путей), чтобы противодействовать естественной отражательной способности образца (которая имеет тенденцию уменьшаться с глубиной). Таким образом, более глубокие структуры в образце (которые имеют тенденцию отражать меньше светового излучения) обнаруживаются с большей чувствительностью по отношению к поверхностным структурам (которые имеют тенденцию отражать больше светового излучения). Дополнительным преимуществом этой практики является то, что дым, плазма, осколки и другие источники рассеяния светового излучения, которые находятся ближе к системе формирования изображений и кажутся более глубокими на изображении, ослабляются и не переходят в вызывающую интерес область из-за комплексно-сопряженной неопределенности. Это отличается от подходов, известных в области рентгенографии (например, оптической когерентной томографии), где комплексно-сопряженная неопределенность делает нежелательным размещение точки нулевой оптической разности хода внутри образца или в некоторых случаях ниже образца.
Согласно некоторым вариантам осуществления точку нулевой оптической разности хода располагают выше вызывающей интерес области.
Согласно некоторым вариантам осуществления зависимость чувствительности от глубины управляется путем использования методик на основе полос Талбота, чтобы скорректировать кривую зависимости чувствительности от глубины, например, как продемонстрировано Woods и Podoleanu. См. научные журналы Optics Express 16:9654-9670 (2008), Woods et al.; Optics Express 15:9867-9876 (2007), Podoleanu; Optics Letters 32:2300-2302 (2007) Podoleanu et al., содержания которых полностью включено посредством ссылки в настоящий документ. Этот подход обеспечивает сильное регулируемое затухание поверхностных отражателей и может использоваться для уменьшения ярких отражений от поверхности, которые могут вызывать насыщение детектора.
Согласно некоторым вариантам осуществления зависимость чувствительности от глубины управляется путем использования нелинейного временного стробирования, например, как продемонстрировано в Optics Letters 32:3336 (2007), Muller et al., содержание которого посредством ссылки включено в настоящий документ. Этот подход использует нелинейную генерацию суммарных частот для определения окна глубины с высокой чувствительностью, при этом вне этого окна чувствительность понижена. В результате размещения этого окна около мест слабых отражений поверхностные отражения уменьшаются и предотвращается насыщение детектора.
Согласно некоторым вариантам осуществления зависимость чувствительности от глубины управляется путем доступа к аналоговому сигналу интерференционной полосы перед окончательной оцифровкой, например в системе формирования изображений с перестраиваемым источником, а затем прямой аппаратной демодуляции и/или фильтрации для ослабления определенных частот интерференционных полос, которые соответствуют глубинам, где ожидалась высокая отражательная способность, при сохранении чувствительности на глубинах, где сигнал является более слабым. Это может быть достигнуто путем добавления цифровых и/или аналоговых фильтрующих элементов к сигнальной линии между детектором и процессором изображения.
Были описаны четыре конкретных подхода по управлению зависимости чувствительности от глубины. Согласно некоторым вариантам осуществления реализуется сочетание двух, трех или всех четырех подходов. Кроме того, хотя в основе описания лежит вариант осуществления, показанный на фиг. 5, следует понимать, что любой один или любая комбинация из двух или более из этих подходов может применяться в сочетании с любым из других вариантов осуществления, описанных или заявленных в настоящем документе.
Наблюдение и развитие процесса лазерной сварки
Согласно некоторым вариантам осуществления устройство, такое как показано на фиг. 14, взаимодействует через порт камеры или другое подходящее оптическое средство доступа с каналом пучка внутри системы подачи лазерного пучка для сварки. Пучок для формирования изображения и лазерный пучок для сварки объединяют при помощи дихроического зеркала и фокусируют через общий объектив.
Согласно некоторым вариантам осуществления это устройство применяется для наблюдения за процессами лазерной сварки, такими как процессы сварки с проплавлением в форме замочной скважины, при этом согласно некоторым вариантам осуществления предусматривается подача сигнала обратной связи в процессы сварки, а согласно некоторым вариантам осуществления не предусматривается подача какого-либо сигнала обратной связи в процессы сварки.
Согласно любому из вариантов осуществления ICI, описанных в настоящем документе и предусматривающих наличие сигнала обратной связи, функционирование замкнутой обратной связи может быть достигнуто при помощи закона управления с обратной связью; альтернативно, закон управления с обратной связью может быть выбран из множества законов управления с обратной связью.
Согласно любому из вариантов осуществления ICI, описанных в настоящем документе и предусматривающих наличие сигнала обратной связи, процесс модификации материала может быть сконфигурирован с возможностью работы с использованием выбранного закона из множества законов управления, причем по меньшей мере некоторые из этих законов представляют собой законы управления с обратной связью, и по меньшей мере один из них представляет собой закон управления с разомкнутым контуром. Согласно некоторым вариантам осуществления используется гибридный закон управления, который иногда предусматривает функционирование с разомкнутым контуром, а иногда функционирование с замкнутым контуром. Режим с разомкнутым контуром может, например, достигаться путем выбора закона управления, который предусматривает использование нулевых данных обратной связи. Оператор может пожелать не осуществлять управление с замкнутым контуром по ряду причин. В данной области техники понятно, что для достижения желаемого результата закон управления может значительно варьировать в зависимости от целей функционирования. Например, может быть желательным измерить при помощи ICI степень дефектов сварных швов, вызываемую применением неуправляемой лазерной сварки. Путем выбора закона управления, который предусматривает использование нулевых данных обратной связи, система будет вынуждена работать так, как если бы не было управления. Таким образом, ICI можно использовать для характеристики и измерения производительности стандартной лазерной сварочной системы, в которой обычно не предусматривается управление на основе ICI. Согласно другим вариантам осуществления может быть желательно реализовать закон управления, в соответствии с которым глубина сварного шва модулируется между более глубоким уровнем проникновения и более низким уровнем проникновения. Согласно другим вариантам осуществления может быть желательно реализовать закон управления, в соответствии с которым были ограничены только максимальные границы проникновения в глубину сварного шва, что допускает временное функционирование с разомкнутым контуром и функционирования с контролем глубины только тогда, когда глубина проникновения приближается к пределам диапазона контроля.
Путем измерения отражательной способности от нижней части «замочной скважины» (или других результатов сварки), образуемой пучком для сварки, может быть получен показатель глубины образованной лазером «замочной скважины» (или других результатов сварки). Согласно некоторым реализациям это могло быть осуществлено со скоростями до 300 кГц или более. Это является точным приближением полной глубины сварного шва, полученного лазерной сваркой. Эксперименты с использованием импульсной лазерной сварки проводились под наблюдением системы линейного формирования изображений в когерентном излучении, которая подобна системе, показанной на фиг. 5, при этом контроллер с обратной связью был отключен. Было обнаружено, что глубина, указанная системой ICI в течение осуществления процесса сварки, близко соответствует глубине сварного шва, выявленной путем выполнения поперечного разреза, полировки и травления (процедур анализа, которые используются специалистами в данной области техники). Таким образом, данные ICI могли бы снизить или устранить необходимость в этой дорогостоящей и разрушительной стадии анализа. Кроме того, такие данные ICI могут также ускорить разработку процесса, обеспечить 100% проверку сварного шва и предоставить постоянную диагностическую запись сварного шва путем сохранения данных формирования изображения на носителе данных, таком как жесткий диск или твердотельный диск. Сигнал обратной связи из ICI может повысить продуктивность сварочного оборудования, а также позволит применять лазерную сварку там, где ранее это было не возможно или экономически неэффективно.
Это связано с тем, что сигнал обратной связи в реальном времени, предоставляемый системой формирования изображений, может быть использован для изменения переменных процесса таким образом, чтобы компенсировать вариации в исходном сырье (например, плохое прилегание) и нестабильности (например, переменную глубину сварного шва) в процессе, когда он ускоряется до более высоких скоростей и/или переходит к большим значениям глубины. Это может расширить возможности использования лазерных сварочных систем за счет большей возможности применения дешевого входного сырья, обеспечения более высоких скоростей обработки и/или более глубокого проникновения при сохранении приемлемого качества.
Переходные эффекты во время начала или окончания процедуры сварки могут отрицательно влиять на конечные характеристики сварочного шва (например, непостоянная глубина шва, например, недостаточное заполнение). Согласно одному варианту осуществления сигнал обратной связи, предоставляемый системой формирования изображений, может быть использован для снижения этих дефектов путем управления одним или несколькими параметрами, чтобы компенсировать переходную динамику сварного шва в начале и/или в конце сварочного процесса. В одном конкретном примере система, описанная на фиг. 5, измеряет глубину «замочной скважины», образованной в результате сварки, по всей глубине нахлесточного сварного шва между двумя стальными пластинами. В начале образования сварочного шва данные формирования изображения показывают, что «замочная скважина» не проникла на выбранную глубину сварки. Эти данные обрабатываются контроллером с обратной связью, в результате чего происходит замедление интенсивности подачи материала относительно пучка для обработки. Это позволяет проникать «замочной скважине» ближе к выбранной глубине, чем, если бы не было регулировки скорости.
Мультиплексирование системы формирования изображений
Согласно некоторым вариантам осуществления одиночный обрабатывающий лазер (более конкретно одиночный источник пучка для обработки) используется для обработки множества образцов в множестве мест обработки, и обрабатывающий лазер может быть связан с одной или несколькими системами ICI. Это может обеспечить более эффективное использование относительно дорогого обрабатывающего лазера, а также позволяет более эффективно использовать возможности системы ICI. В этих ситуациях дискретизированные данные на основе набора образцов координируются с направленностью обрабатывающего лазера, так что дискретизированные данные могут связываться с конкретным образцом.
Согласно некоторым вариантам осуществления используются одно опорное плечо и соответствующее предметное плечо с точно согласованной задержкой распространения. Пример этого представлен на фиг. 25A. Однако с точки зрения функциональных возможностей мультиплексирования ICI специфической трудностью является возможность согласования общей задержки распространения между набором мест обработки, чтобы можно было использовать одно фиксированное опорное плечо. Эта трудность связана с тем фактом, что участки оптического волокна могут быть длинными, и мультиплексор может добавлять различную (например, переменную) задержку для каждого мультиплексированного канала.
Согласно некоторым вариантам осуществления, вместо использования согласованных путей предметного плеча, предусматривается возможностью динамического переключения оптической длины внутри опорного пути одновременно с переключением основного пути пучка для обработки. Этот подход позволяет оптимизировать опорный путь для каждого образца, а также предоставляет свободу размещения опорных плеч вдали от любых вибраций в месте обработки (например, на роботе). Пример этого представлен на фиг. 25B. В этом случае опорный мультиплексор используется для переключения между различными фиксированными опорными плечами. Альтернативно, может применяться какой-либо другой вид переменного опорного плеча. Согласно некоторым вариантам осуществления отдельные опорные плечи предусмотрены в каждом месте обработки. Предметное и опорное плечи соединены с одной стороной 2x2 ответвителя с затухающей волной, при этом соединения с другой стороной мультиплексируются (т.е. переключателем или селектором) из каждого места обработки в общие каналы освещения и обнаружения. Эти каналы не чувствительны к длине оптического пути в большинстве практических случаев. Этот подход также минимизирует оптические потери. Оптические затворы также могут быт использованы в предметном или опорных плечах в качестве альтернативы или в дополнение к оптическому переключателю, селектору или мультиплексору. Функционирование всех динамических элементов координируется при помощи синхронизации направленности основного пучка для обработки, чтобы должным образом изолировать любые нежелательные сигналы оптического отражения. Пример этого подхода представлен на фиг. 25C.
Согласно некоторым вариантам осуществления каналы освещения и обнаружения соединены с одной стороной 2x1 ответвителя с затухающей волной, выход которого мультиплексируется в различные места обработки, при этом этот выход соединяется с одной стороной 1x2 ответвителя с затухающей волной, два выхода которого соединены с отдельным опорным плечом и предметным плечом. Такой подход исключает сложность и затраты, связанные с использованием двух оптических мультиплексоров. Оптические затворы также могут быт использованы в предметном или опорных плечах в качестве альтернативы или в дополнение к оптическому переключателю, селектору или мультиплексору. Функционирование всех динамических элементов координируется при помощи синхронизации направленности основного пучка для обработки, чтобы должным образом изолировать любые нежелательные сигналы оптического отражения. Пример этого подхода представлен на фиг. 25D.
На фиг. 25A, 25B, 25C и 25D каждая ячейка является отдельным местом лазерной обработки. Термин «лазерная ячейка» является общим термином в данной области, который описывает закрытую область, в которой происходит обработка материала. Кроме того, на этой фигуре также изображены 50:50 расщепители, при этом другие значения коэффициента расщепления могут использоваться для регулировки динамического диапазона и чувствительности системы.
Согласно некоторым вариантам осуществления настоящего изобретения опорные плечи сконфигурированы таким образом, чтобы длина пути опорного плеча являлась регулируемой, в некоторых случаях, во время функционирования системы или, альтернативно, в то время как система не работает. Регулируемое опорное плечо способствует упрощению работы системы, так как длина пути опорного плеча может быть настроена при необходимости. Соответственно, согласно некоторым вариантам осуществления предусматривается возможность регулировки длины основного пути. Регулируемое опорное плечо может использоваться, например, для одного или более из следующего:
компенсация перемещения в образце;
регулировка вызывающей интерес области в образце, чтобы расположить ее выше или ниже;
измерение множества образцов в системе ICI с возможностью переключения или множеством плеч;
простая и быстрая настройка системы ICI в контексте хирургической операции.
Регулируемое оптическое опорное плечо может обеспечиваться путем использования, среди прочего, растягивающейся оптической среды, моторизированного отражателя в свободном пространстве и соединительного устройства или механизма с множеством отражающих зеркал.
Ручная или автоматическая регулировка элементов длины оптического пути может осуществляться во время функционирования системы ICI. Такая регулировка была бы полезной для того, чтобы дать возможность настраивать захват изображений ICI во время работы системы.
Согласно некоторым вариантам осуществления система ICI используется для отслеживания места расположения внутренней отражающей границы или некоторой другой вызывающий интерес точки, которая может изменяться во времени. Затем значения длины оптического пути в опорном или предметном плече регулируют таким образом, что место расположения внутренней отражающей границы (или некоторой другой вызывающей интерес точки) становится точкой нулевой оптической разности хода, в результате чего динамически определяется точка нулевой оптической разности хода. Альтернативно, точка нулевой оптической разности хода может быть выбрана таким образом, чтобы характеризоваться желательным относительным положением к расположению внутренней отражающей границы (или другой вызывающей интерес точки).
Формирование изображения прорыва/повторного заполнения после прорыва
Лазеры широко используются для перфорации металлов, полимеров, ткани, керамики и других материалов в таком процессе, как ударное сверление и кольцевое сверление. Согласно некоторым вариантам осуществления системы ICI используются для осуществления одного или сочетания из следующего:
a) отслеживания нижней части отверстия во время сверления;
b) управление скоростью перфорирования;
c) наблюдение за точкой при осуществлении перфорирования материала;
d) прогнозирование момента времени, в которой лазер выполнит перфорирование материала;
e) регулировка процесса лазерной обработки для устранения повреждения поверхностей ниже нового отверстия;
f) подтверждение того, что не произошло повторного заполнения отверстия после отключения лазера;
g) управление сверлением, резкой или сваркой до предписанной глубины;
h) управление сверлением, резкой или сваркой до выбранной глубины относительно выбранной границы материалов; и
i) генерирования показателя реализации прорыва в процессе лазерного сверления, лазерной резки или лазерной сварки.
Преимущественно, системы ICI способны выполнять эти функции без физического доступа к дистальной стороне перфорируемой детали. Это значительное преимущество перед многими существующими методиками обнаружения прорыва.
В качестве примера, система ICI, показанная на фиг. 14, может взаимодействовать с системой лазерного сверления через порт камеры или другое подходящее оптическое средство доступа к каналу пучка, при этом она объединяется с пучком для обработки при помощи дихроического зеркала. Для того чтобы продемонстрировать способность отслеживать нижнюю часть отверстия во время сверления и наблюдать за прорывом, отдельные 5 мс импульсы светового излучения с длиной волны 1070 нм были направлены на стальную фольгу толщиной 102 микрометра. Фокусы пучков для формирования изображения и сверления были предварительно совмещены с использованием матрицы детекторов на КМОП-структурах. Перфорацию можно контролировать путем изменения энергии импульса и давления сопутствующего газообразного кислорода. Изображения в M-режиме из трех иллюстративных экспериментов показаны на фиг. 22. На фиг. 22 представлены ICI изображения, полученные в процессе осуществления одноимпульсного (длительность в 5 мс отмечена вертикальными красными линиями) ударного сверления с поддувом кислорода в листах фольги из нержавеющей стали. Горизонтальная пунктирная линия показывает толщину фольги. В плитке «а», показанной на фиг. 22, импульс с энергией 77 мДж не может выполнить перфорирование фольги, при этом перед окончанием импульса сверления происходит почти полное перфорирование фольги (остаточная толщина составляет приблизительно 15 мкм), и отверстие заполняется расплавом. В плитке «b» импульс с энергией 77 мДЖ на короткое время перфорирует фольгу ближе к концу импульса сверления. В этот момент сопутствующий газ начинает очищать отверстие, остающееся в течение нескольких сотен микросекунд после импульса, когда система ICI регистрирует слабый сигнал. По истечении этого периода отверстие снова заполняется, как указано сигнатурой одной границы на глубине исходной поверхности или около нее. В плитке «с» используется более сильный импульс сверления, в результате чего происходит перфорация отверстия в течение нескольких миллисекунд. Более конкретно, увеличение энергии импульса до 100 мДж создает отверстие приблизительно за 3,5 мс, которое остается открытым после импульса. Поскольку импульс сверления удерживал отверстие открытым достаточно долго, чтобы сопутствующий газ мог очистить периферический расплав, отверстие не заполняется, и это показано на изображении ICI, подтверждающем успешную перфорацию. Эти интерпретации подтверждаются результатами измерения мощности оптического излучения, передаваемой через фольгу и обнаруживаемой с помощью высокоскоростного фотодиода. Наличие сигнала, исходящего из глубины дистальной стенки перфорируемого материала после завершения сверления, может указывать на наличие шлака и/или на то, что диаметр выходного отверстия сопоставим с диаметром фокуса пучка для формирования изображений.
Посредством использования процессора обратной связи, такого как процессор, подробно описанный со ссылкой на фиг. 5, система ICI может управлять скоростью перфорирования, сигнализируя об изменении параметров процесса (например, энергии импульса) на основе обработанных сигналов интерферометрии, которые она измеряет. Аналогичным образом, при обнаружении прорыва процессор обратной связи может подать сигнал на прекращение работы сверлильного лазера, необязательно, по прошествии выбранного периода рассверливания. Это имеет важную особенность, заключающуюся в возможности снижения вероятности повреждения типа «удар по задней стенке» для материалов, присутствующих на дистальной стороне перфорируемого материала. Эта способность является значительным преимуществом систем ICI в таких областях применения, как изготовление охлаждающих отверстий в газовых турбинах.
Эта сигнатура прорыва отличается в различных материалах. В металле можно наблюдать, что непосредственно перед перфорацией происходит явное ускорение скорости проникновения сверлильного лазера.
Это может быть использовано в качестве сигнатуры для индикации неизбежной перфорации и может позволить сделать надлежащие приготовления, чтобы остановить или иным образом изменить процесс вблизи точки перфорации. Если процесс останавливают непосредственно перед перфорацией, химический процесс (например, щадящее травление кислотой) или какая-либо другая процедура могут использоваться для завершения отверстия. Кроме того, могут наблюдаться поток жидкости и последующая закупорка отверстия после плавки. Системы ICI могут использоваться для генерирования записи об этих событиях и/или генерирования сигнала тревоги, оповещения, предупреждения и/или запрашивания дополнительной обработки для очистки отверстия.
Согласно другому варианту осуществления система ICI используется для управления лазерным сверлением переходных отверстий в печатных монтажных платах и/или прорезанием дорожек в печатных монтажных платах. Специалисту в данной области техники известно, что эти структуры часто формируют путем проникновения через один или нескольких слоев проводящего и/или изолирующего материала. Процессоры изображения ICI способны определять, насколько глубоко лазер проник в материалы в ходе процесса сверления, а также близость процесса к различным слоям материала. В частности, в данных формирования изображения подповерхностные слои могут идентифицироваться во время сверления по их тенденции кажущегося роста на изображении, как обозначено отметкой AI на фиг. 11B. Одновременно, кажется, что нижняя часть отверстия падает (MF). Перфорация подповерхностного слоя происходит при встрече этих двух сигнатур, как показано на фиг. 11A в точке P. Этот элемент (который мы именуем «элементом-ножницами») и его предшественники (такие как элементы, обозначенные отметками MF и AI на фиг. 11B) являются очень полезными для управления с обратной связью в многочисленных практических применениях, которые, согласно различным вариантам осуществления, включают в себя, кроме прочего, резку, сверление, лазерную хирургию и любые другие методики удавления материала в полупрозрачных и/или полностью прозрачных средах. Обнаружение элементов-ножниц и их предшественников позволяет процессору изображения и/или контроллеру с обратной связью запускать, останавливать, замедлять и/или ускорять процесс сверления путем внесения изменений в одну или несколько переменных процесса и/или направлять процесс модификации материала относительно мест, связанных с подповерхностными элементами в материале, подвергаемом модификации, даже если такие элементы не были охарактеризованы до начала обработки. Эти возможности являются преимущественными, поскольку они обеспечивают более быструю и/или более точную общую обработку материала. Согласно некоторым вариантам осуществления данные формирования изображения ICI предоставляют навигацию по выбранным хирургическим краям относительно ткани(ей), которая(ые) является(ются) чувствительной(ыми) к повреждению лазером, в результате чего обеспечиваются более безопасные лазерные хирургические процедуры, которые не могли бы быть легко выполнены без этих преимуществ.
Согласно другому варианту осуществления система ICI используется для обнаружения прорыва пучка для сварки через материал, а также зазора между двумя материалами в реальном времени в ходе процесса сварки. Эта информация интерпретируется электронными устройствами. Согласно некоторым вариантам осуществления генерируется выходной сигнал, получаемым оператором и/или дополнительными электронными устройствами управления процессом. Например, система ICI, показанная на фиг. 14, может взаимодействовать с подсистемой доставки пучка (посредством порта камеры/другого оптического средства доступа и дихроического зеркала) аппарата для лазерной сварки с проплавлением в форме замочной скважины, применяемой для сварка внахлестку двух металлических листов (см. фиг. 22). В этом иллюстративном процессе желательно определить момент проникновения сварки через первый материал (F), подгонку двух поверхностей (A) в точке проникновения и дальнейшее проникновение сварки во второй материал (D). Посредством регулировки длины опорного плеча (416) точку В нулевой оптической разности хода располагают немного ниже (на достаточном расстоянии ниже, так что на изображении не появляются артефакты, обусловленные комплексно-сопряженной неопределенностью) ожидаемой максимальной глубины проникновения сварки. Это является преимущественным для усиления более глубоких сигналов из материала, поскольку более глубокие элементы закономерно отражают меньше света в систему формирования изображений, и система более чувствительна при более коротких разностях оптических путей.
Система формирования изображений имеет односторонний диапазон поля обзора, обозначенный буквой «E». В процессе проникновения через материал сигнал начинается регистрироваться, когда процесс проник в проксимальный материал на глубину C и попал в поле обзора. Когда процесс достигает глубины F, система формирования изображений может регистрировать ускорение проникновения, поскольку дистальная стенка проксимального материала теряет присущую ей механическую прочность и деформируется. При проникновении через дистальную стенку на глубине F сигнал затухает или полностью исчезает, что указывает на прорыв. В этот момент система формирования изображений регистрирует отражение от проксимальной стенки дистального материала. Разница в осевом положении от этих двух отражений указывает на зазор между свариваемыми деталями/подгонку двух кусков (А) материала, что является выходным сигналом, который может быть отображен, сохранен и/или передан в контроллер с обратной связью. Когда пучок для обработки материала продолжает проникать в дистальный материал, глубина может по-прежнему отображаться, и поэтому конечная глубина сварного шва внутри дистального материала также может быть измерена, отображена, записана на носителе данных и / или передана в контроллер с обратной связью.
Кроме того, хотя в основе описания лежит варианта осуществления, показанный на фиг. 14, следует понимать, что любой один или любая комбинация из двух или более из этих подходов может применяться в сочетании с любым из других вариантов осуществления, описанных или заявленных в настоящем документе. Этот подход может быть применен к вариантам осуществления с обратной связью или без нее.
Намеренно расфокусированный/большой пучок для формирования изображений для определения наименьшей или наибольшей глубины в пределах области
Согласно некоторым вариантам осуществления система ICI сконфигурирована таким образом, чтобы пучок для формирования изображений освещал область или объем образца, которая или который охватывает несколько отражающих элементов образца, которые характеризуются различными значениями высоты в аксиальном направлении, различными смещениями в поперечном направлении относительно центральной оси пучка для формирования изображений или их сочетанием. В некоторых случаях отражающие элементы образца могут быть полностью расположены на поверхности образца. В других случаях отражающие элементы могут относиться к внутренним структурам, границам, объектам или другим отражающим элементам образца. Это позволяет обеспечить одновременное обнаружение нескольких значений высоты элементов в пределах освещенной области или освещенного объема пучка для формирования изображений, которые могут быть измерены без необходимости сканирования в поперечном направлении или дополнительной стадии гарантии качества после обработки. Согласно некоторым вариантам осуществления настоящего изобретения значительной эффективности можно достичь при подаче пучка для формирования изображений соосно с необязательным пучком для обработки образца.
В качестве конкретного примера, согласно одному варианту осуществления система ICI, такая как система, представленная на фиг. 14, соединена с оптическим портом доступа на системе подачи лазерного пучка для устройства, которое создает углубления в металлах. Согласно этому варианту осуществления фокусное расстояние коллиматора (407 на фиг. 14) предметного плеча выбрано коротким с целью создания небольшого диаметра пучка для формирования изображений внутри головки для подачи перед ее достижением фокусирующего объектива (не показано). Пучок для формирования изображений и пучок для обработки объединяют при помощи дихроического зеркала. В этом примере пучок для обработки может, например, представлять собой лазер на диоксиде углерода, лазер на Nd:YAG, волоконный лазер или любой другой лазер, способный создавать углубления в металлах. Для этого примера предполагается, что предметное плечо имеет линзу коллиматора предметного плеча и объектив предметного плеча (который также функционирует как объектив для модифицирующего лазера), такие как представлены в варианте осуществления согласно фиг. 5 (см. элементы 351 и 314). На образце пучок для формирования изображений имеет приблизительный диаметр, равный произведению диаметра модового поля волокна для формирования изображений (волокно, расположенное между элементами 402 и коллиматором 409 волокна опорного плеча 416) и соотношения фокусных расстояний линзы объектива образца: линзы коллиматора предметного плеча (линза 314, 353 согласно фиг. 5). Для типичного диаметра модового поля в 5 мкм и фокусного расстояния объектива образца в 100 мм фокусное расстояние коллиматора предметного плеча в 5 мм будет создавать пятно диаметром 100 мкм на образце. Кроме того, диаметр пятна образца может быть дополнительно модифицирован изменением расстояния между линзой коллиматора предметного плеча и острием волокна, но это в результате может не привести к оптимальной эффективности сбора светового излучения.
При достижении пучка для формирования изображений образца, части пучка обратно отражаются от множества глубин. Эти отражения принимаются системой формирования изображений и создают выходной сигнал интерферометрии на основании их длины оптического пути. Этот выходной сигнал обнаруживается и электронно обрабатывается устройством обработки сигналов посредством алгоритмов, таких как алгоритм гомодинного фильтра, или некоторого сочетания преобразований Фурье с повторным приданием передаваемому сигналу определенной формы путем его обработки в частотной области, при необходимости, интерполяционной повторной дискретизации, при необходимости, фильтрации Кайзера-Бесселя (например, журнал Optics Express 18:10446-61 (2010), Vergnole et al., содержание которого полностью включено посредством ссылки в настоящий документ) и генерирует представление отражательной способности образца как функции одной или нескольких глубин. Это измерение может быть проведено со скоростями более 300 кГц с помощью доступной методики обнаружения. Скоростей обработки изображений более 600 кГц достигали путем обработки данных изображений на графических блоках обработки. Согласно некоторым вариантам осуществления данную методику применяют для управления процессом в реальном времени.
В конкретном примере создаваемых лазером углублений, эти структуры применяют для создания зазора между двумя пластинами, которые вместе сварены лазером внахлестку. Высота углубления над исходной поверхностью является важным показателем зазора, который ожидается в ходе процесса последующей сварки. Углубления зачастую создаются группами из двух или нескольких углублений. Согласно некоторым вариантам осуществления с помощью in-situ измерения конечной геометрии углубления обнаруженные несоответствия в высоте углублений подаются из системы обработки изображений на контроллер с обратной связью (такой как на фиг. 5) для обеспечения изменения в параметрах процесса образования углубления.
На фиг. 21 показан пример пучка для формирования изображений, который применяют к образцу, так что его диаметр больше диаметра элемента, вызывающего интерес. Отражения измеряют из нескольких глубин в образце (A-C). Эти глубины могут быть одновременно измерены в одном обнаружении оптическими средствами (снимок в осевом направлении, также называемый A-скан). При подаче пучка для формирования изображений коаксиально с пучком, используемым для обработки этих элементов, он может быстро измерять высоту и глубину элементов без необходимости дополнительной стадии измерения. Представление отражательной способности образца как функции одной или нескольких глубин показано схематически в правой части фиг. 21. Можно увидеть, что представлен соответствующий максимум интенсивности A-скана, который представляет собой каждую из A: высоты верхушки углубления, B: высоты исходной поверхности и C: высоты дна углубления. Вышеупомянутая высота углубления представлена A-B. Другие поверхности на других высотах в элементе могут генерировать подпись в A-скане, но они были опущены на фиг. 21 в целях ясности.
Кроме того, хотя в основе описания лежит вариант осуществления, показанный на фиг. 14, следует понимать, что любой один или любая комбинация из двух или более из этих подходов может применяться в сочетании с любым из других вариантов осуществления, описанных или заявленных в настоящем документе. Данный подход может быть применен для вариантов осуществления с или без управления с обратной связью.
На фиг. 21 также продемонстрирована ранее введенная практика размещения точки (D) нулевой оптической разности хода внутри измеряемого материала. Если отражение от глубины A намного ярче, чем глубина C, то эта конфигурация улучшает качество изображения, поскольку системы формирования изображений в когерентном излучении спектральной области, как правило, регистрируют отражения от больших различий оптического пути с меньшей чувствительностью, тем самым сдвигая динамический диапазон системы формирования изображений и уменьшая потенциальное насыщение.
Способы, описанные в данном документе, для измерения высоты поверхностных элементов на образце, также могут использоваться для измерения высоты элементов под поверхностью образца, как показано в качестве примера на фиг. 26. Согласно некоторым вариантам осуществления это может быть эффективным способом раскрытия особенности материала в непосредственной области пучка для обработки. Согласно некоторым вариантам осуществления этот способ может использоваться для выравнивания пучка для обработки.
Иллюстративная реализация, показывающая проверку управления сверления
Используя полностью автоматический контроль глубины, обеспечиваемый системой линейного формирования изображения в когерентном излучении, показанной на фиг. 5, 14, просверливали отверстия на глубинах, которые постоянно меняются на 30 микрометров от отверстия к отверстию. Алгоритм гомодинного фильтра, работающий на ПК (один вариант осуществления электронных устройств формирования изображений, 332), использовали для эффективной обработки необработанных данных формирования изображения с кремниевой однострочной камеры (330) и определения того, требуется ли дополнительное обрабатывающее воздействие лазерным излучением для достижения желательной глубины. Пользователь запрограммировал желательную(ые) глубину(ы) для ряда отверстий в ПК. ПК считывал это программирование и синтезировал соответствующие гомодинные формы волны, чтобы смешать их с необработанными данными формирования изображения для получения образца отражательной способности на целевой глубине. В ходе сверления отверстия, когда выбранный порог был достигнут из гомодинного выходного сигнала (в этом случае 5-кратная среднеквадратическая интенсивность минимального уровня шума), ПК подает сигнал на контроллер (334) с обратной связью для прекращения процесса. Согласно этому варианту осуществления контроллер с обратной связью состоял из подсистемы цифрового вывода ПК (National Instruments PCI-6229) и генератора функций (Tektronix AFG3022B). Этот контроллер с обратной связью направил модулированный непрерывный волоконный лазер (320) на излучение импульсов (длительность порядка 100 микросекунд), которые просверливают образец. Эта система способна производить время ответа обратной связи с разомкнутым контуром быстрее, чем 300 микросекунд.
Для подтверждения результата использовали отдельную сканирующую систему оптической когерентной томографии для измерения топологии обработанного образца. Выровненная для сканирования в плоскости, в которой были просверлены отверстия, система измеряет глубину просверленных отверстий. Полученное изображение представлено на фиг. 24 и показывает 14 отверстий глубиной, которая постоянно меняется на 30 микрометров от отверстия к отверстию.
Коррекция сканера
Согласно некоторым вариантам осуществления пучок для формирования изображений и пучок для обработки могут подаваться к образцу посредством оптики активного сканирования и линзы. Специалисту в данной области техники будет понятно, что сканирование пучка для обработки обеспечивает быстрое и точное перемещение оптического фокуса, что желательно для многих применений обработки материала (например, для автомобильной сварки). Включение сканеров в подсистемы обработки материала ICI увеличивает обработку отсканированного материала с некоторыми или всеми из множества преимуществ систем ICI, описанных в данном документе. Сканирование сочетания оптики/линзы может вызвать модуляции длины оптического пути к материалу, когда пучки сканируются из одного места в другое, что, в одном примере, приводит к тому, что плоская поверхность выглядит изогнутой. Оптическое управление этими модуляциями может ослабить требования к конструкции для глубины поля обзора и/или для более вычислительных расчетов эффективного сигнала обратной связи в системе ICI. В некоторых применениях модуляциями можно управлять цифровым способом, применяя смещение глубины (например, в процессорах изображения и/или обратной связи), которое коррелируется с положением оптического сканирования.
Согласно одному варианту осуществления модуляции длины пути по существу компенсируются посредством регулировки длины опорного плеча на величину, равную или приблизительно равную ожидаемой и/или измеренной модуляции, генерируемой положением сканирования. Такая регулировка может быть осуществлена посредством механизированного стола поступательного перемещения, пьезоэлектрического элемента, растяжения образца или эталонного волокна, электромагнитного соленоида или звуковой катушки и/или путем включения нескольких опорных зеркал, которые могут быть введены или удалены из пути для пучка опорного плеча. Дополнительная регулировка может быть включена в стадию обработки изображения путем добавления цифрового смещения к сообщенному измерению глубины, равному требуемой коррекции. Согласно некоторым вариантам осуществления присутствующие модуляции длины пути непосредственно измеряются для всей области и/или пути, который должен обрабатываться в образце компонентами формирования изображения ICI. Это может быть достигнуто, например, путем помещения исходного сырья в систему обработки и записи данных ICI, когда оптика сканируется по путям движения, которые должны использоваться при обработке материала. Различие между топологией поверхности, указанной и/или отслеживаемой в этих данных, и известной топологией поверхности образца может использоваться в качестве функции коррекции для оптического и/или цифрового управления модуляциями длины оптического пути, вызванными сканированием.
Система формирования изображений собирает данные во время этой программы, отмечая местоположение исходной поверхности. Может быть выгодно использовать аппаратные средства для регулировки длины пути в образце и/или опорных плечах, чтобы следовать исходной поверхности, если длина ее пути изменяется более чем на общее поле обзора в осевом направлении системы. Итеративная регулировка коррекции может быть выполнена до тех пор, пока уровень исходной поверхности не станет достаточно плоским для использования алгоритмов обработки изображения во время выполнения программы сканирования.
Поперечное положение сканирования сфокусированного пучка через линзу сканирования приближает произведение эффективного фокусного расстояния линзы к углу сканирования, выраженному в радианах. Хроматическая аберрация (т. е. изменения фокусного расстояния как функция длины волны) линзы может вызвать поперечный пространственный сдвиг между пучком для формирования изображений и пучком для обработки, когда они сканируются по материалу, если оба пучка вводятся в линзу под одним и тем же углом сканирования. Согласно некоторым вариантам осуществления угол сканирования пучка для формирования изображений может быть предварительно скорректирован перед объединением с пучком для обработки путем добавления небольших угловых отклонений к пучку для формирования изображений с использованием гальванометров или других активных элементов, вставленных в путь пучка для формирования изображений между коллиматором образца. Эти активные элементы будут контролироваться для синхронизации с основной сканирующей оптикой, которая сканирует объединенные пучки. Проверка этой коррекции может быть выполнена путем фокусировки обоих пучков на матрицу детекторов CCD или CMOS или другого оборудования для профилирования пучка, такого как PRIMES FocusMonitor.
Низкокогерентная интерферометрия также может быть осуществлена с помощью конфигураций спектрально перестраиваемого оптического источника (называемых «перестраиваемый источник», «оптическая визуализация в частотной области» и/или иногда «пространство Фурье с синхронизацией мод») вместо конфигураций или в дополнение к конфигурациям на основе спектрометра (называемых «спектральными» или «пространство Фурье»). Эти подходы различаются и сравниваются в журнале Optics Express 11: 2183-9 (2003), Choma et al., содержание которого полностью включено посредством ссылки в настоящий документ. Следует понимать, что любой или оба из этих подходов могут использоваться с любой из систем линейного формирования изображений в когерентном излучении, описанных и заявленных в настоящем документе. Специалистам в данной области техники также будет понятно, что эти два подхода (при использовании вместе или по отдельности) по-разному реагируют на движение, присутствующее в образце, как рассмотрено журнале Optics Express 12: 2977-2998 (2008), Yun et al., содержание которого полностью включено посредством ссылки в настоящий документ. Использование одной или сочетания этих методик в вариантах осуществления ICI выбрано на основе скорости движущихся объектов (см. Yun et al.), необходимости изоляции датчиков формирования изображения от оптических излучений процесса (в данном случае преимущественным является обнаружение спектрометром), скорости формирования изображения (в настоящее время, перестраиваемые источники могут формировать изображение гораздо быстрее, чем спектрометры, как рассмотрено журнале Optics Express 18:14685-704 (2010), Wieser et al., содержание которого полностью включено посредством ссылки в настоящий документ, и общей стоимости и сложности устройства (в настоящее время, перестраиваемые источники являются относительно сложными и дорогими, и стоимость использования обеих методик является аддитивной).
На фиг. 27 представлена структурная схема другого варианта осуществления. На фигуре представлен модифицирующий лазер (ML), который генерирует пучок для модификации, который проходит через волокно и линзу на пути к дихроическому зеркалу (DM), где он объединяется с пучком для формирования изображений из оптического модуля ICI. После этого объединенные пучки являются по существу соосными. Они отражаются зеркалом через линзу общего объектива в сопле к образцу. Световое излучение для формирования изображения, отраженное от образца, проходит обратно к оптическому модулю ICI. Оптический модуль ICI имеет вывод на процессор/контроллер ICI, который генерирует автоматическое управление с обратной связью для ML, и который более конкретно генерирует сигнал для управления по меньшей мере одним параметром обработки.
Согласно варианту осуществления, показанному на фиг. 27, система ICI состоит из двух элементов; оптического модуля ICI и процессора/контроллера ICI. Оптический модуль ICI содержит электрооптические элементы системы ICI и оптически взаимодействует с соплом системы лазерной обработки материала, а также электрически взаимодействует с процессором/контроллером ICI. Процессор/контроллер ICI отвечает за обработку данных формирования изображения и за генерирование сигналов управления для работы обрабатывающего лазера. Модули ICI могут быть объединены вместе или могут быть объединены с другими элементами системы.
Согласно другому варианту осуществления настоящего изобретения система ICI может необязательно быть сконфигурирована с возможностью взаимодействия с дополнительными элементами системы, как показано на фиг. 28. Процессор/контроллер ICI может также электрически взаимодействовать с контроллером лазера и может обеспечивать сигналы управления на контроллер лазера для работы обрабатывающего лазера. Процессор/контроллер ICI может взаимодействовать с другими аспектами общей системы лазерной обработки материала, далее называемые как «блок контроля и управления системой». Эти дополнительные аспекты системы могут включать управление материалом, управление подачей, управление положением сопла, управление потоком газа и другие аспекты, которые могут быть необходимы в индивидуальной реализации.
Дополнительные аналогичные варианты осуществления могут рассматриваться как включающие работу с несколькими образцами и соплами, и/или различным количеством поворотных зеркал в сопле, и/или различным порядком поворотных зеркал в сопле. Они будут считаться эквивалентными специалисту в данной области техники.
Для обеспечения полной автоматической обратной связи в импульсной лазерной обработке линейное формирование изображения в когерентном излучении используется для вывода приемлемой информации на специально разработанный процессор изображения и контроллер с обратной связью. Например, согласно некоторым вариантам осуществления окно для формирования изображения системы линейного формирования изображения в когерентном излучении синхронизируется с конкретным временем задержки относительно начала оптического импульса модификации материала. Оптимальная задержка зависит от вида сигнала обратной связи, который является желательным, а также от объективов процесса модификации материала. Обратная подача внутриимпульсных измерений (т. е. при попадании на материал светового излучения источника пучка для модификации материала) дает другой результат, чем после релаксации материала. Внутриимпульсный сигнал обратной связи может использоваться для контроля общей глубины проникновения процесса модификации материала. В частности, внутриимпульсный сигнал обратной связи выигрывает от очень быстрого ответа обратной связи (время ответа порядка 1-100 микросекунд) для хорошей точности из-за скорости, с которой пучок для обработки может модифицировать материал. Сигнал обратной связи от более поздних времен (т. е. при непопадании на образец светового излучения источника пучка для модификации материала) используется для управления окончательной морфологией отверстия, где важна расслабленная геометрия образца (например, металла).
Согласно вариантам осуществления, в которых используется источник квазинепрерывного светового излучения для модификации материала, синхронизация системы формирования изображений до начала процесса модификации материала является важной для автоматического сигнала обратной связи. Согласно некоторым вариантам осуществления получение изображения образца до начала модификации материала полезно для обеспечения сигнала обратной связи относительно исходного положения образца и/или оптических свойств обратного рассеяния. Например, сигнал обратной связи для управления модификацией относительно верхней части образца может быть осуществлен сразу же. Дополнительно, исходные оптические свойства обратного рассеивания могут быть использованы для регулировки параметров обработки изображений и/или алгоритмов управления с обратной связью для обеспечения надежного сигнала обратной связи для неоднородных материалов.
В оптическом блоке линейного формирования изображения в когерентном излучении сигнал обратной связи для практических процессов обработки значительно обеспечивается за счет использования обычного фокусного объектива для подачи светового излучения как для формирования изображений, так и для обработки на образец. Это обеспечивает более легкое и менее дорогое интегрирование с существующими на рынке платформами и методикой для обработки, чем при попытке и подаче светового излучения для формирования изображений и обработки на образец с помощью отдельных фокусных объективов и, согласно некоторым вариантам осуществления, дополнительного дихроического зеркала, расположенного между образцом и объективами. В частности, последний подход затрудняет подачу технологического газа, повреждение дихроического зеркала из-за выброса в процессе и компенсацию дисперсии. Системы линейного формирования изображений в когерентном излучении решают эту проблему с помощью обычного фокусного объектива для подачи светового излучения как для формирования изображений, так и для обработки на образец. Согласно некоторым вариантам осуществления интегрирование в существующие системы значительно облегчается за счет работы источника светового излучения для формирования изображения в спектральной области от 400 до 950 нм, поскольку существующие аппаратные средства порта камеры зачастую совместимы с такими длинами волн. Дополнительно, эта спектральная область позволяет использовать более быстрые и/или более чувствительные аппаратные средства для обнаружения на основе кремния.
Конструкция и конфигурация процессора изображения в вариантах осуществления линейного формирования изображения в когерентном излучении отличаются от тех, которые раскрыты в других заявках относительно низкокогерентной интерферометрии (такой как оптическая когерентная томография). В системах ICI формирования изображений нецелесообразно буферизовать несколько тысяч спектральных захватов перед обработкой, как это обычно практикуется в ОКТ. Согласно некоторым вариантам осуществления системы ICI получают спектры в наборах от 1 до 100, чтобы уменьшить время задержки обратной связи. Требуются специализированные алгоритмы обработки изображения, онлайн-обнаружение границ и контроллер с обратной связью, а также соответствующие алгоритмы для уменьшения необработанной информации об изображениях до одного или нескольких выходных параметров путем идентификации выбранных границ в образце, которые указывают на условия процесса, такие как глубина удаленного материала, глубина оставшегося материала, изменение высоты материала, изменение оптических свойств материала, изменение толщины материала.
При обработке непрозрачных материалов нижняя часть обработанного элемента часто может быть положительно идентифицирована алгоритмами отслеживания как первый сигнал с интенсивностью выше выбранного порога, когда алгоритм переходит от самой глубокой глубины к самой мелкой. В некоторых случаях многократно рассеянные фотоны будут собираться системой формирования изображений в достаточном количестве, чтобы ложно вызвать это условие. При таких обстоятельствах нижняя часть отверстия может быть положительно идентифицирована алгоритмами отслеживания как первый максимум выше выбранного порога, когда алгоритм переходит от самой глубокой глубины к самой мелкой. Согласно некоторым вариантам осуществления алгоритмы обработки изображения могут усреднять результаты одного или нескольких обнаружений для улучшения соотношения сигнал/шум. Последующей стадией обработки изображений ICI для сигнала обратной связи является применение алгоритмов для уменьшения необработанной информации об изображениях до одного или нескольких выходных параметров путем идентификации выбранных границ в образце, которые указывают на условия процесса, такие как глубина удаленного материала, глубина оставшегося материала, изменение высоты материала, изменение оптических свойств материала, изменение толщины материала. В зависимости от необходимого сигнала обратной связи одно или несколько этих измерений передают на контроллер с обратной связью, что может регулировать параметры процесса на основании этих измерений. Согласно некоторым вариантам осуществления в данном алгоритме используются способы пропорционально-интегрально-дифференцирующего сигнала обратной связи. Один или более одного выходных параметров могут взаимодействовать с источником светового излучения для обработки и/или другими подсистемами в пределах платформы для модификации материала.
Параметры управления в пределах платформы для модификации материала, которые контролируют, могут включать в себя, например, кроме прочего, положение образца; наведение и/или фокусировку пучка для модификации материала; длительность импульса, интенсивность, энергия импульса, плотность потока импульса и/или частота светового излучения источника светового излучения для модификации материала; давление сопутствующего газа и/или тип газа.
Согласно некоторым вариантам осуществления процессор изображения может хранить данные, присутствующие в одной или нескольких точках в цепочке обработки, для устранения неполадок и использования для обеспечения гарантии качества.
Высокая отражательная способность некоторых материалов может вызывать насыщение детектора или повышение отдаленных элементов функции распределения точек системы (иногда называемых «плечи») над минимальным уровнем шума. Любое из них может снизить качество изображения и затруднить автоматическую обработку сигнала обратной связи. Некоторые варианты осуществления детекторов ICI и/или процессоров изображения способны обнаруживать эти неблагоприятные условия и сразу же предпринимать корректировочные меры. Например, насыщение детектора на конструктивно интерференционных полосах интерферограммы приводит к обрезанию верхней части полос, что создает дополнительную мощность частотной составляющей, которая будет распространяться по нескольким глубинам, что приводит к артефакту изображения. В этом примере некоторые варианты осуществления контроллеров ICI могут обнаруживать, что один или несколько пикселей на детекторе находятся на насыщенном уровне и переключаются на другой алгоритм обработки, который подходит для насыщения. Даже при ограниченном спектре большая часть мощности сигнала все еще подается на основной частоте, и, следовательно, согласно некоторым вариантам осуществления может использоваться процедура максимального поиска для определения глубины яркого рефлектора. Некоторые варианты осуществления настоящего изобретения могут динамически или статически регулировать усиление детектора, регулировать чувствительность детектора, регулировать время интегрирования детектора, модулировать мощность опорного плеча и/или модулировать интенсивность освещения, как и другие способы управления насыщением. В случаях, когда детектор не насыщен, но плечи функции распределения точек были существенно повышены над минимальным уровнем шума, в некоторых вариантах осуществления изобретения будет использоваться сжатие цифрового динамического диапазона, чтобы уменьшить интенсивность плеча до допустимых уровней (обычно ниже минимального уровня шума).
Согласно некоторым вариантам осуществления один или несколько выходов контроллера с обратной связью взаимодействуют с блоком линейного формирования изображений в когерентном излучении или блоком обработки изображения для обеспечения мгновенной регулировки параметров в пределах этих блоков для достижения надежного управления с обратной связью. Примеры таких параметров включают в себя, кроме прочего, мощность опорного плеча, длину опорного плеча, поляризацию пучка формирования изображений, контрольное или примерное препятствие (т. е. блокировку пучка), время получения изображения (время интегрирования и количество изображений в среднем), коэффициент усиления детектора и/или динамический диапазон.
Согласно некоторым вариантам осуществления более продвинутые методики обратной связи, которые могут быть применены, включают в себя:
- Выбор окна на приблизительно 10 глубин вокруг основного фронта обработки и отслеживание фронта в пределах этих глубин.
- Выбор другого окна на приблизительно 10 глубин на некотором расстоянии (это зависит от того, насколько желательно предварительное уведомление о прорыве) ниже глубины основного фронта обработки и выполнение поиска сигналов границ в пределах этой глубины.
- При обнаружении подповерхностной границы, проверка подписи в отношении известных элементов для гарантии того, что она является выбранной целевой границей.
- Сообщение о краевой глубине на контроллер с обратной связью.
- Контроллер с обратной связью решает, нужно ли замедлять процесс или останавливать его, и осуществляет такой контроль на технологическом оборудовании.
Некоторые варианты осуществления характеризуются одним или несколькими из следующих:
- оптикой, сконфигурированной с возможностью помещения фокуса формирования изображения как можно ближе к целевой глубине, чтобы максимизировать SNR. Это может означать, что фокусы формирования изображения и обработки смещены в осевом направлении относительно друг друга.
- оптикой, сконфигурированной с возможностью избегания отражений от боковых стенок, которые могут запутать систему обратной связи при обработке изображений;
- системой синхронизации, сконфигурированной с возможностью контроля запуска системы формирования изображений;
- оптимизированной обработкой изображений, включающей алгоритм гомодинного фильтра, обработку интенсивности отражения от уменьшенного подмножества глубин образца. Кроме того, этот алгоритм дает более высокую качественную функцию распределения точек, чем стандартные методики (см. фиг. 20);
- использованием FPGA или ASIC в процессоре изображения для уменьшения задержки обработки, позволяющей увеличить скорость обработки;
- интерфейсом и/или алгоритмы отслеживания направления сигнала, которые могут быть запущены в реальном времени.
Термины «сигнал обратной связи» и «управление с обратной связью», когда они используются для описания функции изобретения, описанного в данном документе, относятся к автоматическому электронному и/или электрооптическому управлению с обратной связью, где данные, генерируемые подсистемой формирования изображений ICI, дополнительно обрабатываются контроллером для обеспечения сигнала управления для подсистемы обработки материала.
Следует отметить, что любой из вариантов осуществления, описанных в данном документе, может быть реализован с общей линзой объектива для пучка для модификации и пучка для формирования изображений.
Согласно всем вариантам осуществления настоящего изобретения используются оптический путь предметного плеча и опорный оптический путь. Эти пути могут перекрываться и совместно использоваться в различных точках по всему изобретению. Длина оптического пути в этой заявке относится ко всему пространству и веществу, которое проходит световое излучение для формирования изображения, которые вносят вклад в задержку оптического пути, включая длину физического пути, а также оптическую дисперсию и другое изменение фазы, зависящее от оптической частоты, оптические носители с измененной фазой и/или группой скорости.
Формирование изображений в когерентном излучении и управление процессом аддитивного производства
Предпосылки
Аддитивное производство (АП) (также известное в качестве трехмерной печати) позволяет производить функциональные, геометрически сложные детали из широкого диапазона материалов со свойствами (например, геометрическими, механическими, оптическими, термическими и т.п.), которые невозможно достичь или невозможно реализовать с помощью традиционных способов производства (например, литья, фрезерования, формования, формовки, ковки, прокатки и т. п.). Посредством процессов аддитивного производства могут изготавливать объекты из материалов, включающих в себя металлы, пластики, органические материалы, диэлектрические материалы, композитные материалы и функционально градиентные материалы. Во многих процессах аддитивного производства трехмерные объекты изготавливают посредством послойного изготовления деталей. Во многих из этих процессов производство каждого слоя предусматривает использование локализованного источника энергии, такого как лазерный пучок или пучок электронов, для придания необработанному сырьевому материалу желаемой формы, часто посредством процесса преобразования твердых материалов, включая, кроме прочего, плавление и испарение (то есть фазовый переход). Применение контролируемого, локализованного источника энергии позволяет передавать термическую энергию обрабатываемому материалу и вызывать изменения материала. Благодаря управлению фазой и температурой материала свойства (например, поверхностное натяжение и смачиваемость) материала могут быть изменены, чтобы обеспечить осаждение нового слоя детали с определенными желаемыми свойствами. Между тем, базовые сложности, присущие процессам аддитивного производства, на практике затрудняют достижение необходимого контроля осаждения материала.
В процессах АП точное управление взаимодействием источника энергии с материалом необходимо для достижения достаточного осаждения материала и изготовления (или ремонта) готовой детали. Во многих системах АП обработка с разомкнутым контуром осуществляется на основании набора установленных параметров процесса обработки. Такая обработка с разомкнутым контуром требует обширной разработки процесса и базы данных, чтобы определить подходящие режимы параметров процесса обработки. Помимо необходимости в огромном количестве ресурсов, этот подход ограничивает разработку новых материалов, геометрий деталей и модификаций процессов. Кроме того, этот подход ограничивает использование деталей, изготовленных в ходе процесса аддитивного производства, в функциональных блоках, коммерческих изделиях и критически важном оборудовании из-за неопределенности в свойствах изготовленной детали. Обширная сертификация технологического процесса необходима для обеспечения достаточных свойств деталей, что сводит на нет преимущества процессов аддитивного производства, включающие в себя: производство высокоспецифичных/индивидуальных деталей с малым временем исполнения заказа; изготовление геометрически сложных деталей; и экономию за счет небольшого объема производства и отсутствия дополнительных инструментов.
В процессах аддитивного производства на основе металлов применение интенсивного, локализованного источника энергии для вызова фазовых переходов материалов и обеспечения манипуляций с материалом для придания ему требуемых геометрий/форм в сочетании с послойной природой сборки, присущей аддитивным процессам, приводит к ряду сложных, основополагающих физических явлений, взаимодействие которых обуславливает свойства (например, механические, микроструктурные, оптические и т.п.) изготавливаемой части и может привести к дефектам сборки при отсутствии надлежащего контроля. Взаимодействие этих механизмов во время данного процесса АП, а также влияние этих взаимодействий на общие свойства деталей еще не изучены до конца. Кроме того, определение параметров процесса обработки для баланса этих взаимодействий и достижения стабильности процесса требует больших усилий при осуществлении разработки процесса. Известно, что нестабильность процесса приводит к множеству отрицательных эффектов, которые могут привести к отклонениям геометрии и размеров деталей; ухудшению механических, оптических и / или электрических свойств деталей; и в конечном итоге могут привести к дефектам сборки. Фрагментация дорожек, возникающая из-за нестабильности капилляров (выкрашивание осажденного материала из непрерывной структуры) - дефект обработки, широко известный как «комкование» - обычно возникает в результате недостаточного смачивания обрабатываемым материалом находящейся ниже среды/окружающей среды. Комкование обычно возникает в результате недостаточной плотности энергии, прикладываемой источником энергии во время процесса производства, и приводит к ухудшению плотности деталей и механических свойств. Процессы аддитивного производства обычно основываются на методиках априорной разработки процесса и/или косвенного измерения, чтобы определить, каких режимов параметров процесса обработки следует избегать для сведения к минимуму эффектов комкования. Однако сильная зависимость комкования от параметров сборки и геометрии деталей ограничивает эффективность такого способа.
Другой общеизвестный дефект процессов АП на основе металлов возникает во время обработки консольных структур. Под консольными структурами обычно подразумеваются структуры, сконструированные поверх нижележащих слоев необработанных технологических материалов, таких как металлические порошки. Консольные структуры также могут быть структурами, сконструированными в областях без нижележащей опоры. Обработка консольных структур часто приводит к значительным изменениям температуры, стабильности, размера и морфологии области, в которой источник пучка для обработки материала модифицирует материал; может оказывать значительное влияние на свойства осаждения материала; и представляет собой распространенный источник ошибок сборки. На данный момент отсутствуют надежные способы обнаружения описанных дефектов. Для достижения более последовательных результатов в конструкцию детали, изготавливаемой при помощи АП, интегрированы технологические опорные конструкции/каркасы. Использование этих конструкций и трудности, связанные с обработкой консольных структур, приводят к увеличению потребления/отходов строительного материала, повышенным требованиям к разработке процесса, необходимости в дополнительных конструктивных решениях и ограничениях конструкции деталей.
Время сборки в процессе аддитивного производства обычно рассматривается в качестве препятствия для широкого внедрения этих процессов. Послойная природа процессов аддитивного производства приводит к тому, что время обработки слоя является существенным ограничением общего времени сборки. Однако повышения времени обработки слоя часто приводит к возникновению технологических дефектов, если параметры процесса обработки не были сбалансированы соответствующим образом. Балансировка параметров процесса обработки по непрерывным изменениям в среде взаимодействия, которые возникают в результате геометрии детали, оказывается сложной. Многие процессы АП не имеют систем идентификации дефектов деталей, способных выявлять дефекты деталей по мере их возникновения и, соответственно, останавливать или модифицировать процесс. В результате дефект детали не идентифицируется до завершения процесса сборки, что увеличивает продолжительность процесса сборки. Способность обнаруживать дефекты, возникающие на ранних стадиях процесса, и, соответственно, останавливать или модифицировать процесс может обеспечить значительное сокращение времени производства деталей и разработки процесса, а также может привести к повышению качества деталей.
В существующих системах мониторинга процессов аддитивного производства используется комбинация тепловизионных КМОП-камер, работающих в ближней ИК-области спектра, пирометров, фотодиодов и высокоскоростных камер для оценки таких показателей, как термостабильность, степень ПЦР и интенсивность света. Эти системы не способны измерять морфологию процесса аддитивного производства и другие показатели процесса, основанные на интерферометрии.
Варианты осуществления
Аддитивное производство представляет собой процесс модификации материала, который может быть охарактеризован как «процесс объединения материалов для создания объектов на основе данных трехмерной модели, в котором формирование объекта обычно происходит поэтапно в отличие от технологий субтрактивного производства» (ASTM F2792). В настоящем документе это определение включает в себя объединение материалов для добавления к существующим объектам в целях дополнения, модификации, ремонта и т. п.
В аддитивном производстве зона взаимодействия источника энергии с материалом обычно характеризуется наличием ванны расплава (т.е. «плавильной ванны») на поверхности заготовки. В этом раскрытии термин «область фазового перехода» (ОФП) используется для более общего обозначения области, в которой источник энергии (то есть пучок для обработки материала) модифицирует материал или взаимодействует с ним. Термин «зона взаимодействия с пучком» также используется для обозначения этой области. Модификация материала может обычно именоваться процессом спекания (то есть плавления). Модификация материала может обычно также именоваться процессом сварки. Процесс модификации в целом может включать в себя некоторое сочетание механизмов полного плавления, частичного плавления и жидкофазного спекания. В области аддитивного производства спекания является общим термином, который включает в себя процессы на основании физических механизмов плавления, частичного плавления и/или жидкофазного спекания. В целях данного раскрытия термин «спекание» используется в качестве общего термина для описания процессов, которые включают физические механизмы плавления, частичного плавления и/или жидкофазного спекания. В зависимости от материала можно достичь значения плотности до 100% с помощью свойств материалов, что сравнимо с результатами из стандартных способов производства. Процесс может предусматривать любую форму лазерного спекания, которое может именоваться в качестве избирательного лазерного спекания, избирательного лазерного сплавления, прямого лазерного спекания металлов или электронно-лучевое плавления. Неограничивающими примерами являются процесс трехмерной печати на основе спекания/плавления порошкового материала в заранее сформированном слое, процесс расплавления порошкового материала в заранее сформированном слое и процесс с подачей порошка. В соответствии со стандартом ASTM F42 процессы с подачей порошка подпадают под категорию процессов осаждения материала при помощи направленного энергетического воздействия и обычно именуются лазерным осаждением металла, прямым осаждением металла или лазерным плакированием.
Некоторые варианты осуществления предоставляют гибридные процессы, например, процессы, которые объединяют в себя аддитивное производство и субтрактивное производство. К процессам субтрактивного производства относятся удаление материала, например, в процессе токарной обработки, сверления, растачивания, развертывания, фрезерования и т.п. Описанные в настоящем документе признаки, которые включают в себя гарантии качества и/или управление с обратной связью, могут быть применены в таких гибридных процессах. В таких процессах гарантия качества и/или управление с обратной связью могут также включать в себя гарантии качества и/или управление операциями субтрактивного производства; координацию и синхронизацию аддитивных и субтрактивных операций; и гарантии качества и/или управление операциями аддитивного производства, что может включать в себя те же признаки и параметры управления, которые описаны в настоящем документе для аддитивного производства.
Система аддитивного производства может включать в себя, кроме прочего, сочетание из следующего: по меньшей мере один источник пучка для обработки материала; система подачи пучка; погрузочно-разгрузочное оборудование; источник подачи сырья/необработанного материала (т.е. дополнительный материал); и система управления процессом/мониторинга процесса. Источник пучка для обработки материала может включать в себя, кроме прочего, лазерный пучок и/или пучок электронов. Система подачи пучка может включать в себя оптику для подачи пучка и/или системы управления электромагнитным полем. Система подачи пучка может дополнительно включать в себя блок оптического сканирования, включающий в себя, кроме прочего, гальванометр, призменный сканер, МЭМС (микроэлектронную механическую систему) и/или пьезоэлектрическое устройство.
Согласно некоторым вариантам осуществления устройство включает в себя электрически модифицируемый оптический материал, используемый для изменения индекса преломления на протяжении некоторой части оптического пути интерферометра для обеспечения быстрых изменений (включая непрерывные или дискретные изменения) глубины изображаемого пространства при формировании изображений в когерентном излучении.
Согласно некоторым вариантам осуществления устройство включает в себя устройство сканирования пучка в опорном плече системы формирования изображений в когерентном излучении, чтобы компенсировать и/или адаптировать изменения в длине оптического пути предметного плеча. Согласно некоторым вариантам осуществления изменения в длине пути предметного плеча возникают в результате развертывания пучка для обработки в процессе АП.
Структурная схема согласно обобщенному варианту осуществления показана на фиг. 29. Рассмотрим фиг. 29, на которой показано устройство, включающее в себя систему 2 формирования изображений в когерентном излучении (CIS), объединенную с системой 1 аддитивного производства. Система аддитивного производства осуществляет аддитивное производство (или ремонт, или модификацию) трехмерной детали с обработкой 3 данных формирования изображений в когерентном излучении и мониторингом и/или управлением 5 с обратной связью; и осуществляет оценку in situ свойств готовой детали и общего качества 4 на основании формирования изображений в когерентном излучении данные интерферометрии. Информация о мониторинге и гарантии качества может быть сохранена 6 для дальнейшего использования.
Методики измерения на основе формирования изображений в когерентном излучении, включающие в себя линейное формирование изображений в когерентном излучении (ICI), оптическую когерентную томографию (ОКТ) и низкокогерентную интерферометрию (LCI), являются методиками широкополосной интерферометрии, используемыми для измерения изменений длины оптического пути и при расширенных изменениях в морфологии образца. Как описано в настоящем документе, методики измерения на основе формирования изображений в когерентном излучении, такие как линейное формирование изображения в когерентном излучении, могут использоваться для измерения/оценки изменений морфологии материалов во время практических применений лазерной обработки, например, аддитивного производства. Данные о морфологии и других выходных сигналах интерферометрии, полученные посредством этих измерений, могут быть использованы для управления аспектами процесса.
Система формирования изображений в когерентном излучении может включать в себя, кроме прочего, сочетание из следующего: (широкополосный) источник светового излучения; интерферометр, содержащий меньшей мере одно «предметное плечо» (плечо интерферометра, содержащее на конце образец или имеющее неизвестную длину оптического пути) и по меньшей мере одно «опорное плечо» (плечо интерферометра, имеющее точно определенную длину оптического пути и/или хорошо известную конечную точку); спектрометр, такой как, кроме прочего, оптическая решетка; и детектор, включающий в себя, кроме прочего, фотодиод и/или камеру с линейной разверткой, и/или прибор с зарядовой связью (CCD). Системы формирования изображений в когерентном излучении обычно дополнительно включают в себя аппаратные средства для обработки сигналов, хранения данных и/или отображения, включающие в себя одно или несколько из центрального процессора (CPU), графического процессора (GPU), аналогово-цифрового преобразователя (ADC), цифрователя, устройства сбора цифровых данных (DAQ) и программируемой пользователем вентильной матрицы (FPGA).
Согласно одному варианту осуществления детектор и/или процессор сигналов системы формирования изображений в когерентном излучении сконфигурирован таким образом, чтобы различать принимаемые выходной сигнал интерферометрии и некогерентные излучения из процесса, например, при помощи динамики некогерентных сигналов по времени, спектральной формы или их некоторого сочетания. Затем указанные сигналы могут быть направлены через процессор сигналов и / или контроллер с обратной связью и обрабатываться так же, как сигналы от вспомогательных оптических детекторов, описанных в другом месте настоящего документа.
Источник светового излучения для формирования изображений в когерентном излучении может включать в себя, кроме прочего, диод, сверхлюминесцентный диод (SLD или SLED) или перестраиваемый источник светового излучения (например, VCSEL - лазер поверхностного излучения с вертикальным резонатором). Источник светового излучения для формирования изображений в когерентном излучении может быть широкополосным, как в случае SLD, и находиться в диапазоне спектральных полос, включающим в себя, кроме прочего, следующее: менее 200 нм, 200-400 нм, 400-700 нм (видимая область), 700-900 нм (ближняя ИК-область спектра), 900-1100 нм (некоторые формы светового излучения пучка для обработки), 1100-2000 нм (ИК-область спектра) и/или более 2000 нм (дальняя ИК-область спектра) или их сочетание. Значения ширины спектральной полосы могут включать в себя менее 1 ни, 1-10 нм, 10-50 нм, 50-100 нм, 100 - 1000 нм, более 1000 нм или их сочетание. Источник светового излучения для формирования изображений в когерентном излучении может быть узкополосным, как в случае VCSEL, и перестраиваться в рамках определенной спектральной полосы. Значения ширины источника светового излучения могут быть следующими: менее 1 нм, 1-10 нм, более 10 нм или их сочетанием. Перестройка может выполняться по спектральным полосам: менее 200 нм, 200-400 нм, 400-700 нм (видимая область), 700-900 нм (ближняя ИК-область спектра), 900-1100 нм (некоторые формы светового излучения пучка для обработки), 1100-2000 нм (ИК-область спектра) и/или более 2000 нм (дальняя ИК-область спектра) или их сочетание.
Система формирования изображений в когерентном излучении в соответствии с одним вариантом осуществления представлена на фиг. 30A. Согласно этому варианту осуществления CIS 7 включает в себя источник светового излучения для формирования изображения (SLD), изолятор, расщепитель пучка и оптические элементы, которые направляют световое излучение для формирования изображения в опорное плечо и предметное плечо 13. Детектор может быть реализован с использованием спектрометра.
На фиг. 30B и 30C представлены два примера устройства аддитивного производства. В соответствии с этими вариантами осуществления система включает в себя, кроме прочего, по меньшей мере один источник 8 пучка для обработки материала; систему 9А, 9В доставки пучка для обработки материала, системы 10A, 10B погрузки/разгрузки и подачи сырья и/или необработанного материала аддитивного производства, по меньшей мере одну систему 7 формирования изображений в когерентном излучении, такую как, кроме прочего, показана на фиг. 30A, оптический сканер 43A, 43B или другое устройство управления пучком (например, призменный сканер, гальванометр и/или пьезоэлектрическое устройство), которое принимает световое излучение для формирования изображения предметного плеча 13 из CIS и которое осуществляет определение местоположения опроса пучком для формирования изображений в когерентном излучении и синхронизацию, систему 11 управления процессом и/или систему 41 управления качеством. Кроме того, показана зона 42A, 42B взаимодействия пучка для обработки с материалом. В соответствии с вариантами осуществления опрос пучком для измерения на основании формирования изображений в когерентном излучении зоны 42A и 42B взаимодействия пучка для обработки с материалом и окружающей области 26 может осуществляться перед, во время и/или после обработки материала, чтобы осуществить измерения, оценки и/или предоставить гарантии качества и/или принять решения по обратной связи в отношении процесса аддитивного производства на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления, таким как варианты, показанные на фиг. 31, устройство включает в себя множество путей 12A, 12B опорное плечо с различными значениями длины в системе формирования изображений в когерентном излучении для компенсации и/или адаптации изменений в длине оптического пути предметного плеча. Изменения в длине пути предметного плеча могут возникать в результате развертывания пучка для обработки в процессе АП.
В варианте осуществления на фиг. 31 также показана система формирования изображений в когерентном излучении с несколькими путями 13A и 13B предметного плеча. Некоторые варианты осуществления могут использовать несколько путей предметного плеча для опроса различных областей плоскости/поверхности/объема сборки. Устройство может использовать несколько путей предметного плеча для опроса одной и той же области плоскости/поверхности/объема сборки, но с различными углами падения. Согласно некоторым вариантам осуществления измерения осуществляют одновременно.
Согласно некоторым вариантам осуществления устройство включает в себя несколько систем формирования изображений в когерентном излучении, настроенных таким образом, чтобы индивидуальные пучки для формирования изображений предметного плеча опрашивали различные аспекты объема/области сборки системы аддитивного производства. Индивидуальные пучки предметного плеча могут опрашивать различные области и/или объемы. Индивидуальные пучки предметного плеча могут опрашивать одну и ту же область/объем, но с различными углами падения.
Согласно варианту осуществления, показанному на фиг. 32, устройство включает в себя компонент/узел 14A, 14B для развертывания пучка предметного плеча системы формирования изображений в когерентном излучении, который позволяет автоматически/вручную контролировать/регулировать угол 15A, 15B падения пучка для формирования изображений в когерентном излучении относительно поверхности 16A, 16B детали (или другой системы координат/системы отсчета процесса аддитивного производства). Иначе говоря, некоторые варианты осуществления могут быть реализованы таким образом, чтобы узел изменялся с 14А на 14В для регулировки угла 15А-15В падения пучка для адаптации к изменениям в образце (16А-16В). Устройство может дополнительно включать в себя оптические, механические и/или электрические компоненты, которые позволяют углу падения пучка для формирования изображений сохранять определенное(ые) положение(я) (например, перпендикулярно) относительно плоскости взаимодействия пучка для обработки с образцом в процессе аддитивного производства. Устройство может позволять определять угол падения пучка для формирования изображений относительно ранее определенной плоскости на основании входного или управляющего сигнала.
Согласно некоторым вариантам осуществления устройство включает в себя систему формирования изображений в когерентном излучении с кольцеобразным профилем осветительного пучка предметного плеча. Этот профиль пучка может использоваться для одновременного опроса образца/детали/поверхности с различными углами падения. Этот профиль пучка может использоваться для одновременного опроса образца/детали/поверхности в различных областях пространства.
Согласно некоторым вариантам осуществления, таким как вариант, показанный на фиг. 33, устройство включает в себя фиксированную привязку 227 зондирующего пучка для формирования изображений в когерентном излучении. Эта привязка может использоваться в качестве стандарта для повторной калибровки, чтобы установить абсолютную систему координат высоты/глубины. Эта привязка также может использоваться для преодоления проблем временной стабильности, связанных с реализациями формирования изображений в когерентном излучении. Фиксированная привязка может быть реализована посредством оптического пути с фиксированной длинной, закрепленного в головке 218 для развертывания пучка 217 для формирования изображений в когерентном излучении. Пучок для формирования изображений в когерентном излучении может разворачиваться посредством той же головки, что и пучок 218 для обработки. Согласно некоторым вариантам осуществления эта привязка устанавливается посредством фиксированной опорной точки внутри среды 228 сборки системы аддитивного производства или устанавливается на основании опорного места на производимой детали.
Согласно некоторым вариантам осуществления устройство включает в себя оптическую структуру, которая реализует развертывания одного или нескольких пучков для обработки, каждое из которых имеет свой собственный, соответствующий пучок предметного плеча системы формирования изображений в когерентном излучении. Согласно некоторым вариантам осуществления индивидуальные пути перемещения пучка для обработки отделены друг от друга. Согласно некоторым вариантам осуществления индивидуальные пути перемещения пучка для обработки связаны друг с другом (или с чем-нибудь другим). Согласно некоторым вариантам осуществления пучок предметного плеча системы формирования изображений в когерентном излучении отделен от перемещения пучка для обработки. Согласно некоторым вариантам осуществления пучок предметного плеча системы формирования изображений в когерентном излучении связан перемещением пучка для обработки.
Согласно некоторым вариантам осуществления устройство включает в себя контроллер поляризации для контроля/задания поляризации предметного плеча системы формирования изображений в когерентном излучении. Устройство может дополнительно включать в себя компоненты, входящие в состав спектрометра, для обработки различных оптических поляризаций предметного плеча.
Согласно некоторым вариантам осуществления устройство дополнительно используется с целью измерения параметров, мониторинга и/или контроля механизма подачи необработанного материала/сырья. Например, согласно варианту осуществления, показанному на фиг. 33, устройство включает в себя систему формирования изображений в когерентном излучении, настроенную таким образом, чтобы позволить измерительному пучку 217 непосредственно отображать механизм подачи необработанного материала/сырья 219 (обозначено позицией 222).
Согласно варианту осуществления, показанному на фиг. 34, устройство включает в себя дополнительные или вспомогательные оптические датчики 837, такие как фотодиоды, и необязательно связанные с ними методики/системы смещения, предварительного усиления, усиления и сбора данных (которые известны специалистам в данной области техники). Такие вспомогательные оптические датчики (также именуемые в настоящем документе вспомогательными оптическими детекторами) собирают световое излучение в нескольких полосах длин волн, которые используются для измерения оптических излучений из процесса, которые непосредственно не вызваны системой 836 формирования изображений в когерентном излучении, например, излучение черного тела от обрабатываемого материала, обратно отраженное световое излучение из пучка для обработки материала (генерируемого источником 830 пучка для обработки) и любые другие собственные оптические излучения процесса 829. Таким оптические вспомогательные датчики могут быть сконфигурированы за счет своего состава или оптической фильтрации для сбора определенных полос светового излучения, таких как 200-400 нм (УФ-область спектра), 400-700 нм (видимая область), 700-900 нм (ближняя ИК-область спектра), 900-1100 нм (световое излучение для обработки), 1100-2000 нм (ИК-область спектра) и/или более 2000 нм (дальняя ИК-область спектра). Датчики также могут включать датчик для измерения выходного сигнала источника пучка для обработки материала или некоторых связанных с ним физических величин, например, частичного отражения от оптики в пути подачи пучка. Затем оптические сигналы, собранные этими датчиками, могут обрабатываться процессором сигналов 838, записываться системой 839 записи данных, сравниваться с другими сигналами для гарантии качества и получения более обширной информации о процессе и/или связываться с процессором 840 обратной связи, а также использоваться в качестве механизмов обратной связи для управления процессом модификации материала. Сигналы вспомогательного оптического датчика также могут быть связаны с генератором записей, который принимает по меньшей мере одно оптическое излучение из ОФП для генерирования по меньшей мере одного из записи, оповещения или выходного сигнала обратной связи для управления процессом модификации материала.
Таким образом, выходной сигнал от вспомогательного(ых) оптического(их) датчика(ов) 837 может связываться по меньшей мере с одним из процессора 838 сигналов, генератора сигнала гарантии качества, контроллера 840 с обратной связью и генератора записей. По меньшей мере одно из процессора 838 сигналов, генератора сигнала гарантии качества, контроллера 840 с обратной связью и генератора записей генерирует по меньшей мере одно из записи, оповещения и выходного сигнала обратной связи. По меньшей мере одно из записи, оповещения и выходного сигнала обратной связи может использоваться для одного или более из управления, мониторинга и регулировки процесса модификации материала.
Согласно некоторым вариантам осуществления устройство предусматривает развертывание пучка для формирования изображений в когерентном излучении соосно с пучком для обработки материала. Согласно некоторым вариантам осуществления устройство предусматривает развертывание пучка для формирования изображений в когерентном излучении, который выровнен относительно пучка для обработки материала, при этом выравнивание не обязательно является соосным. Согласно некоторым вариантам осуществления устройство предусматривает развертывание пучка для формирования изображений в когерентном излучении, который выровнен относительно механизма подачи материала процесса АП. Согласно некоторым вариантам осуществления, таким как в случае процессов АП с подачей порошка, такое выравнивание может быть реализовано в форме соосного выравнивания с потоком порошка. Согласно некоторым вариантам осуществления, таким как в случае процессов АП c расплавлением материала в заранее сформированном слое, такое выравнивание могло бы быть реализовано в форме выравнивания, параллельно пути перемещения механизма повторного нанесения порошковой основы.
Собственные оптические излучения могут предоставить ценные данные о различных лазерных процессах в целом. Между тем, одновременное сочетание этих измерений с формированием изображений в когерентном излучении, как описано в настоящем документе, может дать существенные преимущества. Таким образом, согласно конкретным вариантам осуществления, например, на фиг. 34, сигналы собственного излучения собирают, анализируют и/или используют совместно с сигналами для формирования изображений в когерентном излучении.
Согласно некоторым вариантам осуществления, таким как варианты, показанные на фиг. 34, дополнительные оптические датчики могут быть связаны с оптической системой посредством оптического(их) волокна(он) 832. Как показано на увеличенном поперечном разрезе, такое оптическое волокно может включать в себя оболочку 832a, расположенную вокруг многомодовой сердцевины 832b, которая также располагается вокруг меньшей сердцевины 832с, которая объединена с ответвителем 835 с затухающей волной, который разделяет в точке 834 одномодовые и многомодовые каналы (такая конфигурация может именоваться в качестве волокна с двойной оболочкой). Примером такого ответвителя является DCFC1, изготавливаемый компанией Castor Optics (город Монреаль, провинция Квебек, Канада). Такая конфигурация позволяет системе формирования изображений в когерентном излучении функционировать эффективно посредством меньшей сердцевины с небольшой или нулевой модальной дисперсией, вместе с этим эффективно собирая собственные излучения процесса (упомянутые выше) в многомодовую сердцевину.
Согласно некоторым вариантам осуществления волокно с несколькими сердцевинами используется для доставки и/или сбора множества каналов формирования изображений в когерентном излучении и некогерентном излучении (т.е. собственного излучения) в оптической системе. Такие сердцевины могут иметь концентричное расположение, коллинеарное расположение, расположение в виде сетки и могут характеризоваться различными размерами.
Согласно дополнительному варианту осуществления линза, которая подает оптические сигналы в вышеупомянутую структуру волокна, имеет антиотражательное покрытие и/или ахроматическую конфигурацию для одной или нескольких из собираемых полос длин волн.
Согласно некоторым вариантам осуществления, показанным на фиг. 34, световое излучение для формирования изображений в когерентном излучении подается к материалу при помощи подвижного(ых) зеркала(ал) или системы 831 сканирования. Согласно вариантам осуществления, которые также снабжены вспомогательными оптическими датчиками (например, 837 на фиг. 34), вспомогательные датчики также могут быть связаны посредством системы сканирования, что обеспечивает пространственное разрешение собственных излучений, собираемых этими датчиками. Таким образом, многие новые аспекты процесса могут быть выявлены, измерены, отслежены, опрошены (в целях обеспечения гарантии качества и разработки процесса) и/или использованы в качестве средства управления с замкнутым контуром обратной связи. Например, наблюдение интенсивности инфракрасного излучения в одном или нескольких местах в тылу ОФП относительно глубины проникновения, измеренной системой формирования изображений в когерентном излучении, может дать лучший показатель скорости охлаждения материала, чем просто инфракрасное измерение само по себе. В другом примере система формирования изображений в когерентном излучении используется для измерения аспектов геометрии ОФП, которые используются для более точной характеристики и/или интерпретации сигналов, принятых дополнительными оптическими датчиками, описанными в настоящем документе. Такие многоточечные измерения с множеством длин волн могут выполняться последовательно или параллельно с небольшими шагами во времени, порядка 10 мкс, 100 мкс, 1 мс, 10 мс, 100 мс или 1 с, и сроками между ними, что продиктовано постоянными времени термического и химического взаимодействия используемых материалов.
Согласно вариантам осуществления, таким как вариант, показанный на фиг. 34, измерения вспомогательных оптических детекторов используются в сочетании с когерентными изменениями для обнаружения особенностей и/или дефектов процесса, которые невозможно обнаружить каким-либо способом обнаружения самостоятельно. Измерения вспомогательных оптических детекторов также могут быть использованы в сочетании с когерентными измерениями для обнаружения дефектов процесса, таких как отсутствие плавки и «ложные друзья», т.е. технологические дефекты в процессах соединения материалов, таких как сварка (включая, кроме прочего, лазерную сварку, электронно-лучевую сварку и т.п.), где недостаточное плавление между соединяемыми материалами приводит к соединению низкого качества без видимых признаков дефектов на внешней поверхности заготовки. Измерения вспомогательных оптических детекторов могут включать в себя измерения термических сигналов, испускаемых в результате процесса модификации материала. Термические сигналы могут излучаться из области фазового перехода и/или из области, замыкающей область фазового перехода.
Согласно некоторым вариантам осуществления вспомогательный оптический датчик может быть спектрометром, который связан с оптическими системами, описанными в настоящем документе. Такой спектрометр также может быть связан с процессором сигналов, генератором записей и/или процессором обратной связи в зависимости от практического применения.
Согласно варианту осуществления, такому как вариант, показанный на фиг. 34, вспомогательные оптические датчики 837 могут включать в себя одно или несколько из тепловизионной камеры, высокоскоростной, чувствительной к видимому свету камеры, теплового приемника инфракрасного излучения, пирометра и/или одномерной или двумерной матрицы или их сочетания.
Сочетания датчиков собственного излучения и системы формирования изображений в когерентном излучении также может использоваться совместно с процессом сварки. Процесс сварки может осуществляться как часть процесса аддитивного производства. Процесс сварки может осуществляться вне контекста аддитивного производства.
Согласно некоторым вариантам осуществления сочетания измерений вспомогательных оптических детекторов и измерений на основании формирование изображений в когерентном излучении используется для обнаружения дефектов обработки материала. Согласно различным вариантам осуществления обработка материала может представлять собой аддитивный процесс или процесс сварки (который может являться частью более крупного общего процесса). Может использоваться множество пучков для формирования изображений в когерентном излучении. Может использоваться множество вспомогательных детекторов (каждый с соответствующими апертурными конусами и/или спектральными полосами чувствительности). На фиг. 48A и фиг. 48B представлены различные варианты осуществления. Дефекты обработки материала могут возникнуть в области фазового перехода и/или окружающей области зоны 792 взаимодействия пучка с материалом. Апертурный конус 750 вспомогательного детектора и пучок 751 для формирования изображений в когерентном излучении расположены на определенных расстояниях смещения (соответственно 793 и 794) от пучка 749 для обработки. Эти расстояния смещения могут быть фиксированными или могут варьировать. Например, они могут варьировать в соответствиями с путями перемещения, запрограммированными пользователем посредством графического пользовательского интерфейса, интерфейса скриптов и/или прикладного программного интерфейса (API). Согласно некоторым вариантам осуществления путь перемещения может быть импортирован из другого источника, такого как программное обеспечение для автоматизированного изготовления чертежей (CAD), программное обеспечение для автоматизированного производства (CAM) или их сочетания с программированием пользователем, как описано выше. Согласно некоторым вариантам осуществления путь перемещения может автоматически рассчитываться и/или обновляться в режиме реального времени (например, перед, во время и/или после процесса) посредством промышленных интерфейсов шин (например, DeviceNet, ProfiNET, ProfiBUS, Ethernet IP, EtherCAT, общей последовательной связи, TCP/IP и т.п.) и/или аналоговых входных сигналов от управляющего контроллера и/или удаленного контроллера обрабатывающей головки. Согласно некоторым вариантам осуществления положения пучка корректируются на основании недавних измерений самого процесса. Например, нарушение динамики материала, обнаруженное системой когерентных измерений, может потребовать осуществления подтверждающего измерения при помощи вспомогательных детекторов или vice-versa. Согласно некоторым вариантам осуществления значения расстояния смещения равны нулю (т.е. апертурный конус вспомогательного детектора, пучок для формирования изображений в когерентном излучении и пучок для обработки материала соосно выровнены). Согласно некоторым вариантам осуществления смещения апертурного конуса вспомогательного детектора и пучка для формирования изображений в когерентном излучении равны (т.е. апертурный конус вспомогательного детектора и пучок для формирования изображений в когерентном излучении соосно выровнены). Согласно некоторым вариантам осуществления апертурный конус вспомогательного детектора и/или пучок для формирования изображений в когерентном излучении расположены для измерения по меньшей мере одной области процесса, которая вызывает интерес. Вызывающие интерес области процесса могут включать в себя, кроме прочего, одно или несколько из следующего: область фазового перехода, область впереди области фазового перехода, область позади области фазового перехода и область рядом с областью фазового перехода. Согласно некоторым вариантам осуществления апертурный конус вспомогательного детектора и пучок для формирования изображений в когерентном излучении расположены для измерения одной и той же области процесса, которая вызывает интерес. Согласно некоторым вариантам осуществления апертурный конус вспомогательного детектора и пучок для формирования изображений в когерентном излучении расположены для измерения различных областей процесса, которые вызывают интерес. Согласно некоторым вариантам осуществления процесс включает в себя соединение двух материалов в «вертикальном направлении». В такой конфигурации путь пучка для обработки является таким, что он вначале сталкивается с верхним материалом 798, затем местом соединения между материалами 799, а затем базовым материалом 800 (см. фиг. 48A). Согласно некоторым вариантам осуществления процесс включает в себя соединение двух материалов в «горизонтальном направлении». В такой конфигурации путь пучка для обработки является таким, что пучок сталкивается непосредственно с двумя материалами, при этом между двумя материалами имеется место соединения, которое подвергается воздействию пучка для обработки (примером такой конфигурации является соединение встык).
Следует понимать, что на фиг. 48A и фиг. 48B показано расположение апертурного конуса вспомогательного оптического детектора и пучка для формирования изображений в когерентном излучении в двух измерениях (2D), и что также возможны и трехмерные конфигурации (3D).
Согласно вариантам осуществления, таким как варианты, показанные на фиг. 48A и фиг. 48B, обнаруженные дефекты могут включать в себя дефекты 797 отсутствия плавки. Дефекты отсутствия плавки могут иметь связанные с ними метки 796 на физической поверхности материала. Согласно некоторым вариантам осуществления дефекты отсутствия плавки могут не иметь связанных с ними меток или внешних показателей отсутствия плавки на поверхности материала. Такой дефект обычно именуют дефектами 795 типа «ложный друг» (именуемыми на немецком «falsch Freunde»). Отсутствие плавки может возникнуть в результате того, что энергия пучка для обработки является недостаточной для плавки нижнего материала (например, оставляя необработанный или первичный материал 802). Отсутствие плавки может возникнуть даже тогда, когда энергия пучка для обработки является достаточной для плавления/обработки обоих/всех материалов 801, но физические искажения (иллюстративные примеры включают в себя плохое закрепление и/или деформацию материала) препятствуют достаточному контакту и/или плавке в месте соединения 803 (например, вызывают разрыв). Дефекты недостаточной плавки или дефекты типа «ложный друг» могут возникнуть при полной обработке базового материала. Дефекты недостаточной плавки или дефекты типа «ложный друг» могут возникнуть при частичной обработке базового материала. Дефекты недостаточной плавки или дефекты типа «ложный друг» могут возникнуть без обработки базового материала.
Согласно некоторым вариантам осуществления, таким как варианты, показанные на фиг. 48A и фиг. 48B, вспомогательный детектор измеряет температуру, например, посредством технологического излучения, такого как излучения черного тела. Как используется в настоящем документе, термины «излучение черного тела», «излучение серого тела» и их варианты рассматриваются как взаимозаменяемые и неограничивающие примеры технологического излучения. Вспомогательный детектор измеряет излучение черного тела или другие технологическое излучение. Согласно некоторым вариантам осуществления вспомогательный детектор измеряет некоторое сочетание излучения черного тела/технологического излучения и температуры. Изменения температуры могут быть использованы для обнаружения отсутствия плавки и/или «ложных друзей». Технологическое излучение (например, излучение черного тела) может использоваться для обнаружения отсутствия плавки и/или «ложных друзей». Температурные изменения и/или изменения в технологическом излучении от поверхности 804 материала могут использоваться для обнаружения отсутствия плавки и/или «ложных друзей». Изменения температуры могут включать в себя увеличение температуры. Изменения температуры могут включать в себя снижение температуры. Изменения в технологическом излучении могут включать в себя увеличения интенсивности технологического излучения. Изменения в технологическом излучении могут включать в себя снижение интенсивности технологического излучения.
Согласно некоторым вариантам осуществления числовая апертура (NA) апертурного конуса вспомогательного детектора и/или пучка для формирования изображений в когерентном излучении может регулироваться путем использования телескопа (включая, например, телескоп Кеплера, телескоп Галилея и телескоп с антиаберрационными улучшениями) или другой преломляющей/отражающей оптики, известной специалистам в данной области техники, чтобы управлять подачей/сбором энергии и компенсировать угловые отражения/излучения от поверхности материала.
Согласно некоторым вариантам осуществления, включающим, кроме прочего, пучок для обработки материала с удаленным сканированием, NA и/или фокус пучка для формирования изображений в когерентном излучении и/или апертурного конуса вспомогательного детектора могут быть активно отрегулированы в реальном времени для компенсации оптических отклонений от идеального состояния в системе подачи пучка и/или изменений в процессе. Такая компенсация может быть рассчитана/определена посредством измерений рассматриваемого процесса или аналогичных ранее проведенных процессов.
Согласно некоторым вариантам осуществления, таким как варианты, показанные на фиг. 48A и фиг. 48B, сочетание измерений вспомогательного детектора и измерений на основе формирования изображений в когерентном излучении используется в целях гарантии качества (включающих в себя, кроме прочего, предоставление показателя качества процесса). Такое сочетание измерений может использоваться в целях управления и/или в целях разработки процесса. Комбинированные измерения вспомогательного детектора и на основе формирования изображений в когерентном излучении могут быть осуществлены перед (по времени и/или в пространстве) процессом, во время процесса и/или после (по времени и/или в пространстве) процесса. Согласно некоторым вариантам осуществления измерения вспомогательного детектора могут быть рассчитаны/определены посредством измерений рассматриваемого процесса или аналогичных ранее проведенных процессов.
«Сочетание» может дополнительно описывать, как измерения вспомогательного детектора и измерения на основе формирования изображений в когерентном излучении используются совместно и/или синхронизируются друг с другом. Измерения вспомогательного детектора могут использоваться для селекции (по времени и/или в пространстве) измерений на основе формирования изображений в когерентном излучении или vice versa. Измерения вспомогательного детектора могут использоваться для взвешивания (например, для повышения значимости) определенных измерений на основе формирования изображений в когерентном излучении или vice versa. Измерения вспомогательного детектора могут использоваться для инициации измерений для формирования изображений в когерентном излучении или vice versa. Измерения вспомогательного детектора и измерения на основе формирования изображений в когерентном излучении могут чередоваться регулярно или не регулярно. Согласно некоторым вариантам осуществления измерения вспомогательного детектора и измерения на основе формирования изображений в когерентном излучении могут выполняться одновременно.
Согласно некоторым вариантам осуществления система подачи пучка использует пятиосевой оптический сканер, который позволяет изменять угол пучка для обработки материала и/или пучка для формирования изображений в когерентном излучении относительно обрабатываемого материала. Примером такого сканера является оптическая система precSYS™ (SCANLAB GmbH, город Мюнхен, Германия), которая в основном используется для механической микрообработки. Угол пучка для обработки материала может, например, вести процесс (как будто тянуть ОФП на поводке) или следовать за процессом. Кроме того, сканер может использоваться для управления углом пучка для обработки и/или пучка для формирования изображений в целях адаптации к изменениям поверхности ОФП материала (см., например, фиг. 32). Согласно некоторым вариантам осуществления такое управление используют для обеспечения определенного(ых) угла(ов) относительно поверхности ОФП. Такое управление может использоваться для обеспечения адаптивных углов пучка относительно поверхности ОФП.
Согласно некоторым вариантам осуществления, таким как варианты, показанные на фиг. 35, могут быть осуществлены послойные измерения на основе формирования изображений в когерентном излучении. Например, 35A, 35B, 35C и 35D соответствуют измерениям в различных слоях. Выходной сигнал интерферометрии может генерировать трехмерную визуализацию 35E физической детали. Эта информация может использоваться для определения физических размеров детали, осуществления оценки допусков детали, определения плотности детали, обнаружения наличия пустот/пористости и/или для других выбора параметров процесса сборки или самой детали.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используют для применения корректирующих действий во время процесса на основании обнаруженных морфологических отклонений от конструкции детали. Корректирующие действия могут осуществляться в виде абляции материала, подачи дополнительного сырья, изменений в пути управления перемещениями оборудования для аддитивного производства и/или других форм обработки материала. Другие формы обработки материала могут включать в себя, кроме прочего, повторное плавление.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии из систем формирования изображений в когерентном излучении используется для различения/распознания различных типов материалов, вовлеченных в процесс аддитивного производства. Согласно некоторым вариантам осуществления проводят различия между материалами, такими как металлы, пластиками, органические материалы, полупроводниковые материалы, полимеры и диэлектрические материалы. Согласно некоторым вариантам осуществления проводят различия между различными металлами, пластиками, органическими материалами, полупроводниковыми материалами, полимерами или диэлектрическими материалами. Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используются для различения материалов, вовлеченных в процесс аддитивного изготовления мультикомпозитных деталей, таких как композитные и/или функционально-градиентные детали. Такая информация может использоваться для управления/изменения подачей исходного материала или измерения и/или оценки композиции вновь осажденных материалов.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии используется для различения/распознания различных фаз материала в процессе модификации материала, например, изменений в выходном сигнале интерферометрии как функции позиции опроса пучком для формирования изображений в когерентном излучении (например, как показано на фиг. 36B, 36C, 36D, 36E для процесса, показанного на фиг. 36A). Эта информация может использоваться для распознавания различных фаз процесса, включая: соотношение сырья и осажденного материала; соотношение жидкой, твердой и газообразных фаз; соотношение объемного твердого вещества и порошкообразных/измельченных твердых частиц. Например, на фиг. 36E показано, что временные изменения в выходном сигнале интерферометрии используются для дифференциации жидкой и твердой фаз (см. стрелку), и/или дифференциации сырьевого материала от обработанного (осажденного) материала, как показано на графиках, представленных на фиг. 37. Согласно некоторым вариантам осуществления эта информация используется в целях гарантии качества и/или в целях предоставления обратной связи/управления.
Согласно некоторым вариантам осуществления информация о результирующей фазе материала на основе формирования изображений в когерентном излучении используется для определения свойств (включая начало, длительность, стабильность и т.п.) фазовых преобразований материала во время процесса аддитивного производства. Эта информация может использоваться для определения термических циклов процесса и/или выявления механических и/или микроструктурных свойств производимой детали. Согласно некоторым вариантам осуществления эта информация впоследствии используется для гарантии качества. Информация о фазе материала может использоваться в системах обратной связи/управления для управления термическими циклами во время аддитивного производства в целях, кроме прочего, задания механических свойств и/или микроструктуры детали.
Согласно некоторым вариантам осуществления прозрачность материала (и/или полупрозрачность) в спектральной полосе система формирования изображений в когерентном излучении используется для мониторинга (межслойного) связывания соседних слоев и/или признаков промежуточных слоев в процессе аддитивного производства.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии используется для измерения/количественной оценки выброса материала во время обработки. Эта информация может использоваться для оценки качества и/или стабильности пространства параметров процесса. Согласно некоторым вариантам осуществления эта информация используется в целях предоставления обратной связи/управления. Согласно некоторым вариантам осуществления величину выброса материала, частота, периодичность, регулярность, скорость, кинетическую энергию и/или усилие определяют на основании выходного сигнала интерферометрии.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используют для выравнивания детали (изготавливаемой или ремонтируемой) и/или платформы сборки, и/или крепления относительно некоторой определенной системы координат во время процесса аддитивного производства. Например, согласно варианту осуществления, показанному на фиг. 47, выравнивание 91 осуществляется относительно системы отсчета 90 пучка для обработки. Согласно другим вариантам осуществления выравнивание может выполняться относительно системы координат управляемого перемещения.
Согласно некоторым вариантам осуществления измерения длины оптического пути на основе предыдущих слоев процесса аддитивного производства используются для установления привязки длины оптического пути (и/или измеренной высоты, и/или измеренной глубины, и/или расстояния). Эта привязка может использоваться для преодоления проблем временной стабильности, связанных с длиной оптического пути, и/или высотой, и/или глубиной, и/или расстоянием при формировании изображений в когерентном излучении. Например, результаты измерения длины оптического пути при формировании изображений в когерентном излучении статической границы могут изменяться во времени из-за воздействия окружающей среды, включая изменения температуры, физические вибрации и т. п. Как показано на фиг. 38A и 38B, эти воздействия могут приводить к вариациям значений высоты/глубины 57a, 57b и значений обратно отраженных интенсивностей 59a, 59b, измеренных системой формирования изображений в когерентном излучении. Применение привязки к предыдущему слою может преодолевать или минимизировать воздействие временной стабильности на точность/прецизионность измерения. Это может быть особенно важно в процессах аддитивного производства, которые происходят в течение нескольких минут, часов или дней.
Согласно некоторым вариантам осуществления, выходной сигнал интерферометрии формирования изображений в когерентном излучении используется для определения/идентификации событий многократного рассеивания, происходящих во время измерения на основе формирования изображений в когерентном излучении. Например, на фиг. 39 показаны различные события 60B, 60C многократного рассеивания по сравнению с измерением 60A без многократного рассеивания или прямым измерением. Эта информация может использоваться в качестве показателя гарантии качества/параметра отбраковки для измерения на основе формирования изображений в когерентном излучении. Информация о многократном рассеивании может использоваться в качестве параметра управления с обратной связью для реализации измерений на основе формирования изображений в когерентном излучении. Согласно некоторым вариантам осуществления информация о многократном рассеивании используется в качестве показателя гарантии качества/параметра отбраковки для процесса аддитивного производства. Информация о многократном рассеивании может использоваться в качестве параметра управления с обратной связью для процесса аддитивного производства. Для целей настоящего раскрытия многократное рассеяние включает в себя изменения длины оптического пути (включая приращение), вызванные дополнительными отражениями и/или изменениями материала в предметном плече интерферометра. Фазовые переходы интерферограммы могут использоваться для обнаружения/идентификации многократного рассеивания. Согласно некоторым вариантам осуществления изменения в оптической поляризации используются для обнаружения/идентификации многократного рассеивания.
Согласно некоторым вариантам осуществления обнаружение многократного рассеивания используется в качестве показателя качества и/или параметра управления с обратной связью процесса аддитивного производства.
Согласно некоторым вариантам осуществления сигнал обратной связи на основе формирования изображений в когерентном излучении, предоставляемый в процессе аддитивного производства, используется для снижения общего времени производства и/или ремонта.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии формирования изображений в когерентном излучении используется для оценки качества параметров процесса аддитивного производства. Качество параметров процесса обработки может включать в себя одно или несколько из энергии/мощности пучка, скорости сканирования пучка, размера пятна пучка, способа развертывания пучка, предварительного нагревания или охлаждения материала посредством дополнительных источников энергии (таких как дополнительный пучок энергии, нагревательный змеевик, теплообменник и т.п.), интенсивности подачи дополнительного материала, толщины слоя дополнительного материала, композиции дополнительного материала, плотности дополнительного материала, геометрических параметров подачи дополнительного материала, геометрии пучка для сканирования/обработки, применения технологических опорных конструкций, применения технологического крепления, концентрации кислорода (или другого газа) в среде процесса, температуры в среде процесса, давления в среде процесса, стратегии повторной обработки, стратегии/процесса последующей обработки и пауз/перерывов обработки. Выходной сигнал интерферометрии может включать в себя стабильность морфологии; относительный/абсолютный уровни морфологии; частоту потери сигнала во время когерентных измерений; фазовые переходы интерферограммы; расширение границ (т.е. увеличения ширины A-линии); генерирование/модификацию/изменения подструктуры границы (включая уступы, пики субогибающих, расширение, сужение); изменение интенсивности границ; изменения морфологии; частотные сдвиги; относительные измерения частоты на выходе спектрометра; уровни интенсивности границ; возникновение/появление/исчезновение множества границ и/или изменений их относительных положений, и/или интенсивностей, и/или субструктуры; изменения вышеуказанных параметров как функции времени (включая временные производные и наклоны); изменения вышеуказанных параметров как функции пространства (включая пространственные производные и наклоны); и изменения вышеуказанных параметров как функции сочетания пространства и времени. Согласно одному варианту осуществления, показанному на фиг. 40A-40F, в котором используются измерения на основе формирования изображений в когерентном излучении плавильной ванны для оценки мощности обрабатывающего лазера, измерения высоты и/или интенсивности на основе формирования изображений в когерентном излучении используют для идентификации обработки при недостаточной мощности обрабатывающего лазера (см. фиг. 40A); обработки при достаточной мощности лазера (см. фиг. 40C); и обработки с избыточной мощностью лазера (обработка в режиме с «замочной скважиной», который обычно рассматривается в качестве ненадлежащего режима обработки) (см. фиг. 40E). Этот вариант осуществления дополнительно используют для измерения на основе формирования изображений в когерентном излучении осажденных дорожек (после обработки) для оценки/идентификации/количественного определения результатов процесса аддитивного производства. Это может включать в себя неровности поверхности, неоднородности, выступающие элементы, неровности и/или другие дефекты. Эта информация может быть использована в целях разработки процесса и/или целях модификации процесса. Согласно варианту осуществления, описанному выше, эффекты обработки в различных режимах мощности лазера обнаруживаются измерениями на основе формирования изображений в когерентном излучении результирующих дорожек, которые показаны на фиг. 40B, 40D и 40F).
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используют для обратной связи/управления размером пятна, и/или формой, и/или временным профилем пучка для обработки в ходе процесса аддитивного производства. Сигналы обратной связи могут использоваться для определения значений времени/мест расположения во время процесса сборки, где размер пятна пучка может быть увеличен для обеспечения более высоких скоростей сборки. Выходной сигнал интерферометрии может использоваться для обеспечения того, чтобы процесс оставался в пределах желаемого режима стабильности при увеличении скорости сборки увеличивается. Согласно некоторым вариантам осуществления выходной сигнал интерферометрии используется для определения точек перехода размера пятна в соответствии с тем, требует ли текущая часть сборки высоких или низких допусков.
Согласно некоторым вариантам осуществления осуществляют измерения на основе формирования изображений в когерентном излучении порошковой основы в процессах аддитивного производства (или некоторой формы необработанного материала, осажденного на область сборки, включающей, например, платформу сборки и/или нижележащий изготовленный/ремонтируемый слой). Согласно некоторым вариантам осуществления такие измерения могут включать, кроме прочего, высоту/глубину/длину (см. фиг. 41A, верхняя панель) и/или интенсивность обратнорассеяного излучения (см. фиг. 41B, верхняя панель), а также могут использоваться для определения морфологии, равномерности, толщины, плотности слоя необработанного материала, областей без материала 70 (как показано на фиг. 41B, нижняя панель), областей с избытком материала, дефектов 69 слоев (как показано на фиг. 41A, нижняя панель) и/или фаз материала слоя. Эта информация используется для гарантии качества АП и/или в целях обратной связи/управления. Могут быть осуществлены корректирующие действия, включающие в себя одно или несколько из следующего: осаждение/подача дополнительного материала; удаление поданного/осажденного материала (посредством способов, предусматривающих выброс материала при помощи импульсов с низкой энергией; механическое удаление посредством подачи газового потока; механическое удаление посредством прямого физического контакта; магнитное удаление и т.п.); изменения плотности поданного/осажденного материала; изменения места расположения поданного/осажденного материала; изменения композиции поданного/осажденного материала; изменения схемы осаждения/подачи материала; и изменения скорости осаждения/подачи материала.
Согласно некоторым вариантам осуществления измерения морфологии осажденных слоев в процессе аддитивного производства используются в целях обратной связи/управления для осуществления корректирующих действий по отношению к осажденному материалу. Такие действия могут включать в себя одно или несколько из улучшений/изменений допусков детали, улучшений/изменений в композиции осаждаемого материала, улучшений/изменений в микроструктуре осаждаемого материала, улучшений/изменений в механических свойствах осаждаемого материала (например, плотности). Согласно некоторым вариантам осуществления корректирующие действия включают в себя подачу дополнительного материала в слой. Согласно некоторым вариантам осуществления корректирующие действия включают в себя механическую трамбовку слоя для увеличения его плотности утрамбовки. Согласно некоторым вариантам осуществления корректирующие действия включают в себя дополнительную обработку для обеспечения повторного плавления материала. Согласно некоторым вариантам осуществления корректирующие действия включают в себя абляцию/резку материала в результате обработки лазерным пучком или пучком электронов. Согласно некоторым вариантам осуществления корректирующие действия включают в себя удаление материала посредством традиционных способов производства (например, фрезерования, сверления, резки и т.п.) и/или химических способов (включая травление). Согласно некоторым вариантам осуществления, корректирующие действия включают в себя полировку осажденного материала (посредством механических, химических, основанных на использовании лазера, основанных на использовании пучка электронов и/или термических процессов). Согласно некоторым вариантам осуществления корректирующие действия включают в себя модифицирование процесса АП путем добавления/модификации/удаления технологических опорных конструкций. Согласно некоторым вариантам осуществления корректирующие действия включают в себя нагнетание/внесение/добавления новых материалов, которые действуют в качестве химических, механических и/или структурных стабилизаторов/усилителей (что включает в себя нагнетание материала-наполнителя для улучшения плотности детали). Согласно некоторым вариантам осуществления корректирующие действия включают в себя реализацию обработок, таких как горячее изостатическое прессование (HIP), на стадиях во время или после процесса сборки.
Согласно некоторым вариантам осуществления измерения морфологии на основе формирования изображений в когерентном излучении используются для идентификации потенциальных дефектов процесса АП из-за столкновений механизма повторного нанесения процесса АП (такого как ракель, пластина устройства для повторного покрытия, ролик) с элементами изготавливаемой/ремонтируемой детали. Для реализации корректирующих действий может использоваться идентификация таких потенциальных дефектов.
Согласно некоторым вариантам осуществления измерения морфологии на основе формирования изображений в когерентном излучении используются для идентификации потенциальных дефектов процесса АП, возникающих из-за элементов детали, выступающих в плоскость осаждения сырьевого материала или иным образом препятствующих подаче сырьевого материала. Для реализации корректирующих действий может использоваться идентификация таких потенциальных дефектов. Например, согласно варианту осуществления, показанному на фиг. 42, измерения 75 системы формирования изображений в когерентном излучении используются для идентификации выступа 71 детали в плоскость 74 пластины 73 устройства для повторного покрытия порошковой основы 72 системы аддитивного производства.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии используется для оценки смачивания/адгезии жидкой фазы (обычно образующейся под воздействием лазерного пучка/пучка электронов) к нижележащим и/или смежным твердым структурам детали и/или нижележащей и/или смежной твердой структуре материала сырья. Эта информация может также использоваться в процессах управления/обратной связи, включающих в себя управление параметрами процесса АП для изменения смачивания/адгезии.
Согласно некоторым вариантам осуществления фазовые и/или спектроскопические измерения используются для оценки плотности утрамбовки слоя подаваемого сырья (включающего в себя порошковую основу в ходе процессов расплавления порошкового материала в заранее сформированном слое). Эта информация может использоваться для обеспечения корректирующих действий.
Согласно некоторым вариантам осуществления измерения морфологии на основе формирования изображений в когерентном излучении используются для выравнивания механизмов повторного нанесения (например, ракеля, ролика, механизмов распыления материала, экструдера материала и т.п.) относительно изготавливаемой/ремонтируемой детали и/или платформы сборки и/или другой системы координат системы АП.
Согласно некоторым вариантам осуществления измерения морфологии и/или плотности толщины слоя порошка используются для изменения параметров процесса АП в областях с уменьшенной толщиной слоя, увеличенной толщиной слоя, уменьшенной плотностью утрамбовки, увеличенной плотностью утрамбовки и т.п. Эта информация может использоваться для управления механизмом осаждения порошка и направляющими/управляющими действиями, которые позволяют выполнять коррекцию в конкретной области.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используются для управления газовой защитой порошковой основы. Такое управления может включать в себя расход газовой защити или геометрию потока газовой защиты. Измерения на основе формирования изображений в когерентном излучении могут использоваться для определения того, надлежащим ли образом протекает процесс выброса (например, удаляются ли материалы таким образом, чтобы снова не попадать на порошковую основу и/или обработанную деталь), и, если нет, то эти измерения могут использоваться, в случае необходимости, для изменения работы защитных механизмов.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии формирования изображений в когерентном излучении используется для мониторинга ОФП в ходе обработки консольных структур. В процессе аддитивного производства обработка консольных структур (таких как структуры с нижележащими слоями, состоящими из необработанного порошка вместо осажденного объемного материала) приводит к неблагоприятным последствиям (включающим в себя разрушение ОФП, разбухание ОФП, изменения в структуре/морфологии/микроструктуре осажденного материала и т.п.). Измерения на основе формирования изображений в когерентном излучении ОФП и окружающих областей во время обработки консольных структур могут использоваться для предоставления сигнала обратной связи в процесс АП, чтобы изменить параметры процесса обработки, устранить неблагоприятные последствия и/или снизить/изменить необходимость в применении опорных конструкций/каркасов в процессе АП. Например, измерения на основе формирования изображений в когерентном излучении (см. фиг. 43A) плавильной ванны в ходе лазерной обработки в процессе аддитивного производства с расплавлением порошкового материала в заранее сформированном слое используют для идентификации потери стабильности плавильной ванны (быстрых изменений в морфологии плавильной ванны) при обработке консольной зоны (например, приблизительно 6,5 - 13 мм на фигуре). Измерения на основе формирования изображений в когерентном излучении полученной в результате дорожки (см. фиг. 43C) и/или фотографии дорожки (см. фиг. 43B) используют для оценки качества осажденного материал в консольной зоне (например, 6,5 - 13 мм).
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии формирования изображений в когерентном излучении используется для идентификации необходимости в применении опорных конструкций/каркасов в процессе АП. Это информация может использоваться для введения дополнительно опорного материала при необходимости. Согласно одному варианту осуществления эта информация используется для удаления опорных конструкций в ходе обработки, когда они больше не нужны. Такая информация также может использоваться для изменения/модификации материала и/или формы опорных конструкций при необходимости.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии формирования изображений в когерентном излучении может использоваться для осуществления измерений интенсивности подачи сырья в виде скорости/интенсивности потока материала, скорости/интенсивности подачи проволоки и/или скорости осаждения (масса/время). Например, как показано на фиг. 33, выходной сигнал интерферометрии используется для осуществления основанных на скорости/интенсивности измерений сырьевого материала 219 процесса аддитивного производства. Измерения на основе доплеровского формирования изображений в когерентном излучении (включающего в себя доплеровское ICI и доплеровскую ОКТ) потока материала могут использоваться для осуществления таких измерений. Как показано на увеличенном виде, показанном на фиг. 33, пучок 217 для формирования изображений в когерентном излучении настроен таким образом, чтобы пересекать поток порошка/материала, показанный позицией 222, под таким углом 224, который позволяет выполнить такие измерения. Согласно некоторым вариантам осуществления методики формирования изображений в когерентном излучении, основанные на изменении локальной яркости спеклов, используются для реализации таких измерений.
Согласно некоторым вариантам осуществления информация об интенсивности подачи, определенная при помощи формирования изображений в когерентном излучении, используется для управления устройством подачи материала, чтобы изменить скорость подачи или один или несколько других параметров процесса АП (например, тип порошка, скорость сканирования, размер пятна, импульсный/непрерывный режим и т.п.).
Согласно некоторым вариантам осуществления измерения интенсивности подачи сырья в случае нескольких устройств с различными интенсивностями подачи материала используются для определения состава материала/сплава осадка АП. В случае нескольких подач различных материалов соотношение интенсивностей подачи материалов (которое задает соотношение массы каждого материала) непосредственно определяет тип материала/сплав осадка процесса. Такие измерения могут использоваться для управления интенсивностями подачи различных материалов, чтобы, в частности, управлять композицией/сплавом материала осадка АП. Такая обратная связь может быть реализована при изготовлении композитных материалов, изготовлении функционально-градиентных материалов (ФГМ) или изготовлении неоднородных материалов.
Согласно некоторым вариантам осуществления, таким как вариант, показанный на фиг. 33, измерения на основе формирования изображений в когерентном излучении потока 219 сырья (порошка или проволоки) используют для определения прецизионности, точности потока и/или области воздействия (размера, геометрии и/или места расположения) на поверхности детали в процессе изготовления/ремонта. Согласно варианту осуществления, показанному на фиг. 33, измерения на основе формирования изображений в когерентном излучении, выполненные путем перестройки измерительного пучка 226 в зоне 225 взаимодействия процесса, могут использоваться для измерения и/или оценки прецизионности/точности области(ей) воздействия потоком порошка, показанной(ых) позициями 21A и 21B (согласно некоторым вариантам осуществления могут иметься несколько областей воздействия потоком порошка), относительно зоны 220 взаимодействия с пучком для обработки. Эта информация может использоваться в целях гарантии качества аддитивного производства и/или для управления размером пятна потока сырья, его формой и/или его местом воздействия относительно пучка (лазерного пучка/пучка электронов)/источника энергии для обработки материала. Сигнал обратной связи, полученный с использованием измерений на основе формирования изображений в когерентном излучении, может использоваться для улучшения точности и прецизионности потока сырья.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении, выполненные во время процесса аддитивного производства, используют для определения и/или управления путями перемещения оборудования системы аддитивного производства. Например, измерения на основе формирования изображений в когерентном излучении могут использоваться для управления путем перемещения пучка для обработки материала системы АП. Согласно некоторым вариантам осуществления, измерения на основе формирования изображений в когерентном излучении используются для осуществления автоматической фокусировки пучка для обработки.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении осуществляются в ходе процессов аддитивного производства с подачей порошка (которые также именуют осаждением материалов при помощи направленного энергетического воздействия). Согласно некоторым вариантам осуществления формирование изображений в когерентном излучении используют для осуществления измерений, включающих в себя размер, морфологию, отражательную способность, изменения поляризации, фазовые переходы, массу, смачивание, адгезию и/или поверхностное натяжение ОФП, необработанного сырья и/или осажденного материала, в целях гарантии качества и процессов управления с обратной связью. Процессы управления могут включать в себя модификацию мощности пучка, размера пятна, скорости сканирования, интенсивности подачи материала, газовой защиты и/или геометрии пути перемещения.
Согласно различным вариантам осуществления измерения на основе формирования изображений в когерентном излучении могут использоваться для осуществления процессов аддитивного производства частей, расположенных непосредственно внутри функциональных узлов, осуществления ремонтов деталей непосредственно внутри узлов или осуществления аддитивного производства и/или ремонта деталей внутри движущихся узлов и/или в движущейся системе отсчета.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используются для измерения и/или оценки влияния временного профиля пучка для обработки материала процесса аддитивного производства на взаимодействие пучка с материалом. Варианты осуществления могут дополнительно включать в себя применение этой информации в практических применениях, связанных с обратной связью/управлением, и/или для подтверждения режимов обработки/пространств параметров. Согласно некоторым вариантам осуществления временной профиль относится к соотношению импульсных и непрерывных режимов, и/или периоду повторения импульсов, и/или коэффициенту заполнения импульсов, и/или форме импульсов. Эта информация может использоваться для управления (термическими) циклами нагревания и охлаждения в ходе процесса аддитивного производства.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используются для измерения и/или оценки влияния пространственного профиля пучка для обработки материала процесса аддитивного производства на взаимодействие пучка с материалом и, необязательно, использование этой информации в практических применениях, связанных с обратной связью/управлением, и/или для подтверждения режимов обработки/пространств параметров.
Согласно некоторым вариантам осуществления поляризационно-чувствительное формирование изображений в когерентном излучении используется для измерения/оценки процесса аддитивного производства. Поляризационно-чувствительное формирование изображений в когерентном излучении может быть реализовано в схемах, которые аналогичны системам поляризационно-чувствительной оптической когерентной томографии. Такие системы широко используются в практических применениях, связанных с биомедицинской визуализацией. Согласно некоторым вариантам осуществления способ дополнительно предусматривает применение этой информации для разрешения/обнаружения событий многократного рассеивания (см., например, фиг. 39) пучка для обработки и/или пучка предметного плеча. Информация поляризационно-чувствительных методик может использоваться для разрешения/обнаружения фазовых переходов материала во время процесса аддитивного производства. Информация поляризационно-чувствительных методик может использоваться для обнаружения/разрешения присутствия плазмы и/или других излучений процессов аддитивного производства или обнаружения/разрешения изменений свойств материалов перед/во время/после обработки в ходе аддитивного производства.
Согласно некоторым вариантам осуществления измерения морфологии на основе формирования изображений в когерентном излучении используют для предоставления информации обратной связи и/или гарантии качества в процесс аддитивного производства, чтобы обеспечить производство структур, которые не могут быть получены без информации о морфологии.
Согласно некоторым вариантам осуществления, таким как вариант, показанный на фиг. 44, измерения морфологии на основе формирования изображений в когерентном излучении используются для измерения/определения угла 79 контакта жидкого материала 80, находящегося на нижележащем твердом объемном материале 81. Способы могут дополнительно предусматривать применение этой информации в механизмах обратной связи/управления процесса аддитивного производства.
Согласно некоторым вариантам осуществления выходной сигнал интерферометрии формирования изображений в когерентном излучении используется для предоставления показателя (прямого или непрямого) мощности пучка для обработки. Согласно некоторым вариантам осуществления изменения длины оптического пути, вызванные распространением пучка для обработки, используются для осуществления измерений мощности пучка.
Повторное использование порошкообразного материала АП может снизить общую стоимость аддитивного производства, но может также добавить определенные риски нестабильного функционирования, в частности, когда отсутствует строгий контроль методик повторной обработки сырья. Таким образом, согласно некоторым вариантам осуществления настоящего изобретения система формирования изображений в когерентном излучении обнаруживает изменения в высоте слоя сырья, характеристике утрамбовки сырья, равномерности сырья, плотности сырья и/или возникновение комков сырья посредством измерений морфологии на основе формирования изображений в когерентном излучении сырья перед обработкой материала, тем самым оценивая качество порошка, на который воздействует пучок для обработки материала. Такая оценка может впоследствии использоваться операторами и/или процессором обратной связи для нагревания, остановки и/или управления/регулирования процесса. Эти оценки также могут быть сохранены генератором записей для последующего рассмотрения и/или построения эмпирических моделей информирования дальнейших процессов и/или разработки подходящих пространств параметров процесса.
Согласно некоторым вариантам осуществления, измерения на основе формирования изображений в когерентном излучении используются для обнаружения/оценки износа оборудования обработки сырьевого материала либо прямо, либо непрямо. В некоторых вариантах осуществления может дополнительно предусматриваться использование измерений морфологии материала сырья, выполненных перед обработкой материала, чтобы оценить повреждения оборудования подачи сырьевого материала. В процессах аддитивного производства с расплавлением порошкового материала в заранее сформированном слое слой порошка осаждают поверх нижележащих слоев детали для обработки материала с целью получения новых осажденных слоев/структур. В процессах с расплавлением порошкового материала в заранее сформированном слое слои порошка осаждают при помощи механизмов, включающих в себя, кроме прочего, пластины устройства для повторного покрытия, ракели и/или ролики. Согласно некоторым вариантам осуществления неоднородности в осажденном слое порошковой основы, включающие в себя, кроме прочего, полосы, пустоты, комки порошка, наличие осажденных слоев/побочных продуктов обработанного материала или их сочетаний, используются для оценки/измерения износа/повреждения механизма для осаждения материала. Измерения морфологии на основе формирования изображений в когерентном излучении, выполненные непосредственно на оборудовании подачи сырьевого материала, могут использоваться для оценки/измерения износа/повреждения оборудования.
Согласно некоторым вариантам осуществления сигнатуры выходного сигнала интерферометрии формирования изображений в когерентном излучении используют для идентификации аспектов режима процесса аддитивного производства. Некоторые варианты осуществления могут дополнительно предусматривать использование морфологии (например, в виде информации о высоте) для идентификации неблагоприятных, плохих, надлежащих и/или подходящих режимов обработки АП. Измерения морфологии ОФП могут использоваться для ее классификации в качестве находящихся в пределах, выше или ниже целевых уровней/порогов морфологии. Эта классификация может предусматривать идентификацию стабильных плавильных ванн (ОФП), хаотических плавильных ванн (в виде измерений колеблющейся/изменяющейся морфологии) (например, см. фиг. 40A) и/или режимов с «замочной скважиной» (высота границы плавильной ванны опускается ниже высоты нижележащего слоя) (например, см. фиг. 40E). Согласно некоторым вариантам осуществления измерения интенсивности обратнорассеяного излучения на основе формирования изображений в когерентном излучении могут использоваться для идентификации режимов обработки АП, описанных выше, в дополнение или вместо измерений морфологии.
Согласно некоторым вариантам осуществления, таким как вариант, показанный на фиг. 45, измерения на основе формирования изображений в когерентном излучении области, находящейся позади 82 плавильной ванны/ОФП/пучка 83 для обработки, используют для оценки/определения качества/консистенции осажденного материала 85 АП (именуемого «дорожкой»). Измерения на основе формирования изображений в когерентном излучении области, находящейся впереди 84 плавильная ванны/ОФП/пучка 83 для обработки, могут использоваться для определения/оценки качества/консистенции сырья процесса АП (которое в некоторых процессах находится в виде порошковой основы 86). Такая информация может использоваться в целях гарантии качества, целях обратной связи/управления и/или целях разработки процесса. Согласно некоторым вариантам осуществления когерентные измерения могут подразумевать информацию на основе морфологии, информацию об интенсивности обратнорассеяного излучения, информацию о фазе или их сочетание.
Согласно некоторым вариантам осуществления временные вариации в измерениях на основе формирования изображений в когерентном излучении ОФП используются для идентификации качества режима параметров обработки. Эта информация может использоваться в целях обратной связи/управления, целях гарантии качества и/или целях разработки процесса. Временные вариации могут использоваться для идентификации стабильности ОФП или фазовых переходов ОФП.
Аддитивное производство консольных зон является проблемой многих процессов аддитивного производства и часто требует использования каркасов/опорных конструкций. Такие опорные конструкции увеличивают потребление технологического материала и увеличивают требования к постобработке, которая необходима для удаления этих структур. Обработка консольных элементов также повышает шанс возникновения погрешностей/дефектов сборки. Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используют для идентификации областей, в которых происходит обработка консолей, измерения/оценки стабильности процесса во время обработки этих структур и/или предоставления гарантии качества/ сигналов обратной связи. Измерения морфологии нижележащего слоя могут позволить лучше установить место расположения консоли и осуществить его соответствующую обработку. Выходной сигнал интерферометрии формирования изображений в когерентном излучении может быть использован для идентификации/характеристики стабильных и нестабильных режимов обработки консоли. Эта информация может использоваться для управления процессом АП и/или его разработки в целях устранения дефектов процесса, связанных с обработкой консолей, и/или обработки консольных структур, которые проходят под большими углами (относительно нижележащей плоскости). Согласно некоторым вариантам осуществления эта информация может использоваться для снижения необходимости в использовании опорных конструкций/каркасов материала.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении используются для мониторинга обедненных зон, окружающих ОФП, как показано на фиг. 46. В ходе, кроме прочего, процессов расплавления порошкового материала в заранее сформированном слое области порошковой основы, находящиеся рядом и перед плавильной ванной/ОФП, могут лишиться порошка (становясь обедненными) в результате поглощения порошка плавильной ванной/ОФП. На фиг. 46 показаны обедненные зоны 88, окружающие ОФП 87, в контексте всей порошковой основы 89. Измерения на основе формирования изображений в когерентном излучении обедненной зоны могут быть использованы для мониторинга/управления процессом роста осаждения. Измерения обеднения могут использоваться для измерения массы вводимого материала в процесс АП. Некоторые варианты осуществления могут включать в себя применение измерений морфологии для определения объема осаждения/дорожки. Сочетание массы вводимого материала и объема дорожки может использоваться для определения плотности дорожки и/или текущей пористости. Некоторые варианты осуществления могут дополнительно предусматривать применение этой информации для определения эффективности процесса АП, и/или оптимизации параметров процесса обработки, и/или предоставления информации о гарантии качества/решений по гарантии качества. Измерения обеднения может использоваться для определения областей, в которых не осталось порошка, и/или областей с избыточным потреблением порошка. Эта информация может использоваться для соответствующей регулировки параметров процесса обработки (таких как перекрытие осаждений/дорожек и/или пути перемещения обработки). Согласно некоторым вариантам осуществления идентификация областей, в которых не осталось порошка, может привести к тому, что обработка материала будет временно приостановлена/отложена/изменена, так как в это место осаждается дополнительный сырьевой материал.
Согласно некоторым вариантам осуществления сравнение измерений слоя порошка и обработанного слоя на основе выходного сигнала интерферометрии формирования изображений в когерентном излучении может использоваться для оценки свойств слоев, включающих, кроме прочего, плотность слоя, микроструктуру слоя, межслойную адгезию, адгезию внутри слоя, пористость, физические дефекты, отклонения в допусках и/или деформация слоя.
Согласно некоторым вариантам осуществления потеря сигнала системы формирования изображений в когерентном излучении может использоваться для определения стабильности и/или угла поверхности ОФП. Аддитивные процессы, в которых предусматривается смачивание расплавленным материалом нижележащих/соседних твердых структур (которые включают в себя, кроме прочего, процессы АП с подачей порошка и с расплавлением порошкового материала в заранее сформированном слое), включают в себя плавильную ванну. Угол поверхности плавильной ванны относительно источника пучка для обработки материала зависит от множества параметров, включающих в себя параметры процесса АП, свойства материала и свойства окружающей среды. Потеря сигнала формирования изображений в когерентном излучении в варианте осуществления, где пучок для формирования изображений в когерентном излучении выровнен соосно с пучком для обработки материала, может использоваться для определения угла поверхности плавильной ванны относительно пучка для обработки материала. Информация об угле поверхности плавильной ванны может быть использована для предоставления показателей гарантии качества в целях обратной связи/управления для модификации параметров процесса обработки.
Согласно некоторым вариантам осуществления временная вариация в выходном сигнале интерферометрии системы формирования изображений в когерентном излучении используется для установления протяженности ОФП. Некоторые варианты осуществления могут дополнительно включать в себя использование протяженности ОФП для настройки параметров процесса АП, включающих в себя, кроме прочего, междустрочный интервал, длина штриха, перекрытие дорожек, мощность пучка для обработки материала, скорость сканирования пучка для обработки материала и т.п. Протяженность ОФП может быть установлена на основании уровней интенсивности выходного сигнала интерферометра. Пространственные вариации (вариации в области опроса пучком для формирования изображений в когерентном излучении) в выходном сигнале интерферометрии системы формирования изображений в когерентном излучении могут использоваться для установления протяженности ОФП.
Согласно некоторым вариантам осуществления измерения на основе формирования изображений в когерентном излучении осуществляются одновременно с измерениями от дополнительных методик мониторинга на основании, кроме прочего, одного или нескольких из следующего: фотодиоды, термодатчики, пирометры, камеры, тепловых приемников инфракрасного излучения, их одномерные или двумерные массивы.
Согласно некоторым вариантам осуществления методики отслеживания границ/глубины/высоты осуществляются с использованием выходного сигнала интерферометрии системы формирования изображений в когерентном излучении, чтобы обеспечить возможность реализации дополнительных показателей гарантии качества и/или процессов управления/обратной связи. Способы отслеживания границ могут быть использованы для проведения различия между типами границ (см., например, фиг. 37), включающих в себя, кроме прочего, сырьевой материал, необработанный материал, ОФП, обработанные осажденные слои/дорожки и оборудование процесса АП. Различные способы отслеживания границ могут быть использованы для реализации измерений/показателей различных типов границ, включающих в себя, кроме прочего, сырьевой материал, необработанный материал, ОФП, обработанные осажденные слои/дорожки и оборудование процесса АП. Отслеживание границ может включать в себя одно или несколько из места расположения и интенсивности наиболее ярких пикселей отдельных А-линий на основе формирования изображений в когерентном излучении, гауссовой подгонки отдельных A-линий, формы взвешенного усреднения отдельных A-линий и идентификации пиков A-линий выше определенных пороговых значений или в определенных полях обзора. Алгоритмы корреляции могут использоваться для дополнения методик отслеживания границ в целях, включающих в себя, кроме прочего, гарантии качества, обратную связь/управление и/или разработку процесса.
ЭКВИВАЛЕНТЫ
Модификации и изменения вариантов осуществления, описанных в настоящем документе, могут быть выполнены в свете вышеизложенных принципов. Таким образом, следует понимать, что настоящее изобретение может быть осуществлено на практике иначе, чем конкретно описано в настоящем документе без выхода за пределы объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕРФЕРЕНЦИОННЫЙ МИКРОСКОП | 2013 |
|
RU2527316C1 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| ФАЗОВО-ИНТЕРФЕРЕНЦИОННЫЙ МОДУЛЬ | 2013 |
|
RU2539747C1 |
| Лазерный интерферометр | 2016 |
|
RU2645005C1 |
| Способ измерения частотных характеристик механических конструкций оптическим методом | 2017 |
|
RU2675076C1 |
| Способ определения частоты и амплитуды модуляции фазы волнового фронта, создаваемого колебаниями мембраны клетки | 2020 |
|
RU2743973C1 |
| ОПТИЧЕСКИЙ КОГЕРЕНТНЫЙ ТОМОГРАФ С ЗАКОДИРОВАННЫМ В ДИСПЕРСИИ ШИРОКИМ ДИАПАЗОНОМ | 2014 |
|
RU2670576C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГОДНОСТИ ЦИЛИНДРИЧЕСКИХ РЕЗОНАТОРОВ ЧАСТОТНЫХ ДАТЧИКОВ ДАВЛЕНИЯ | 2003 |
|
RU2245527C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВНУТРЕННИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2712929C1 |
| Способ измерения профиля поверхности оптических деталей с помощью лазерной фазосдвигающей интерферометрии | 2019 |
|
RU2722631C1 |
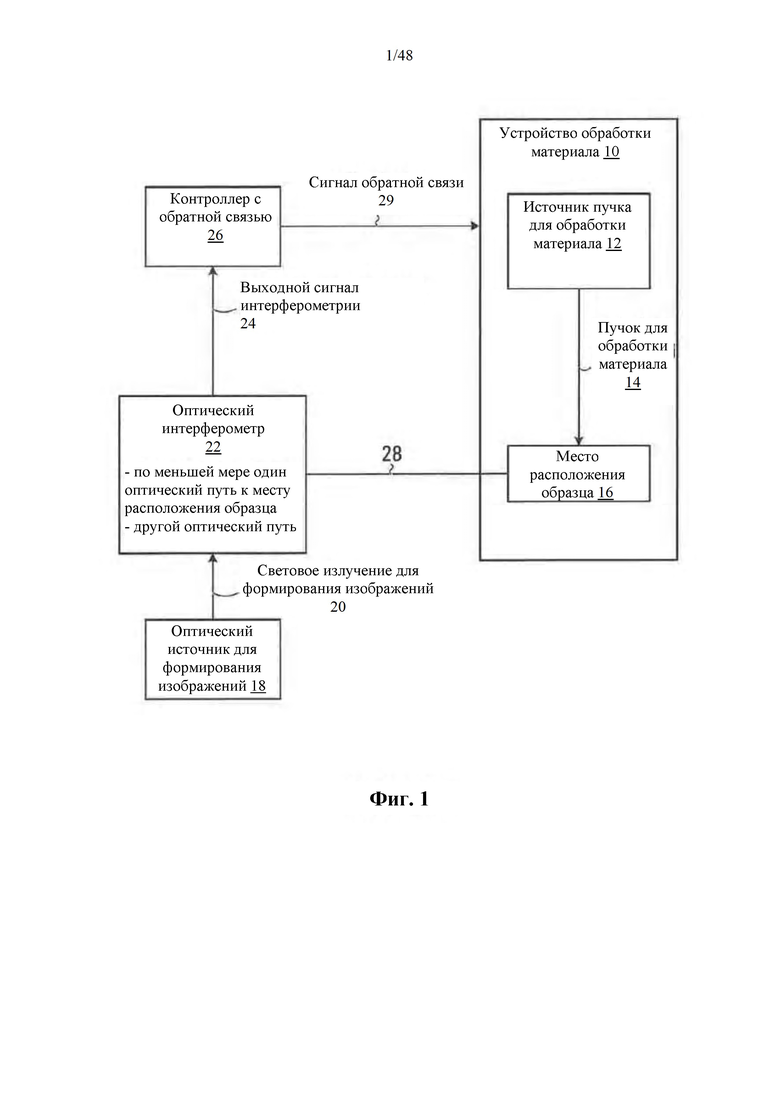
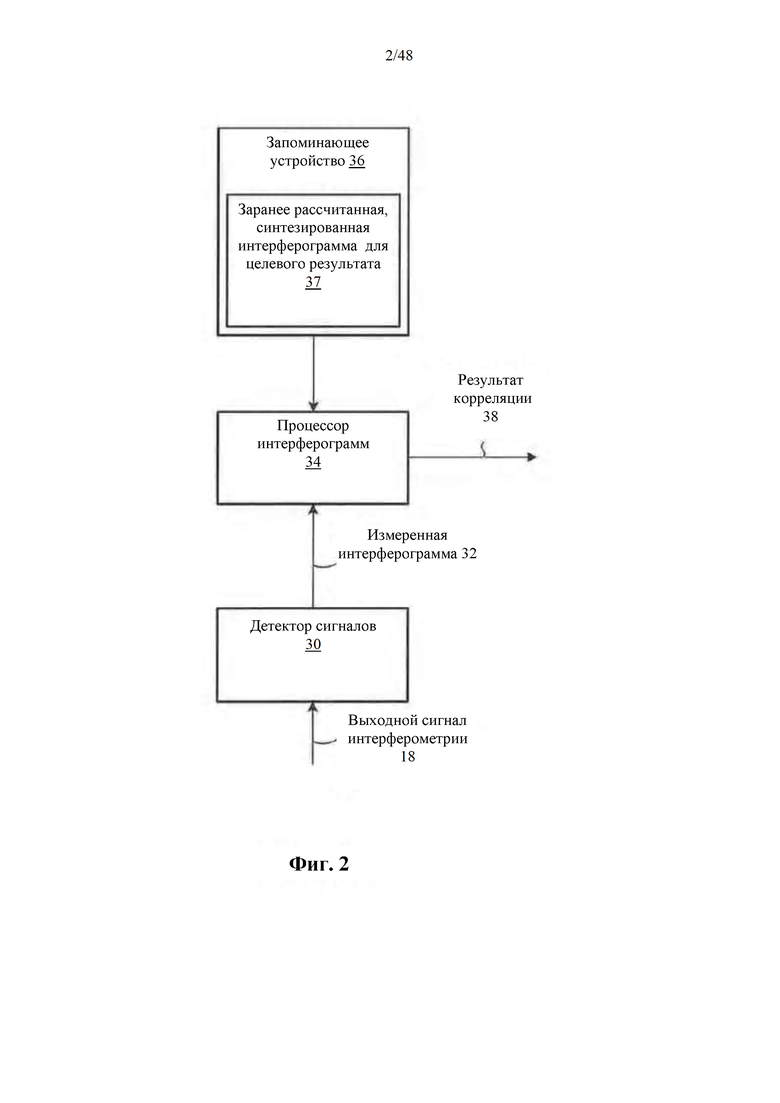
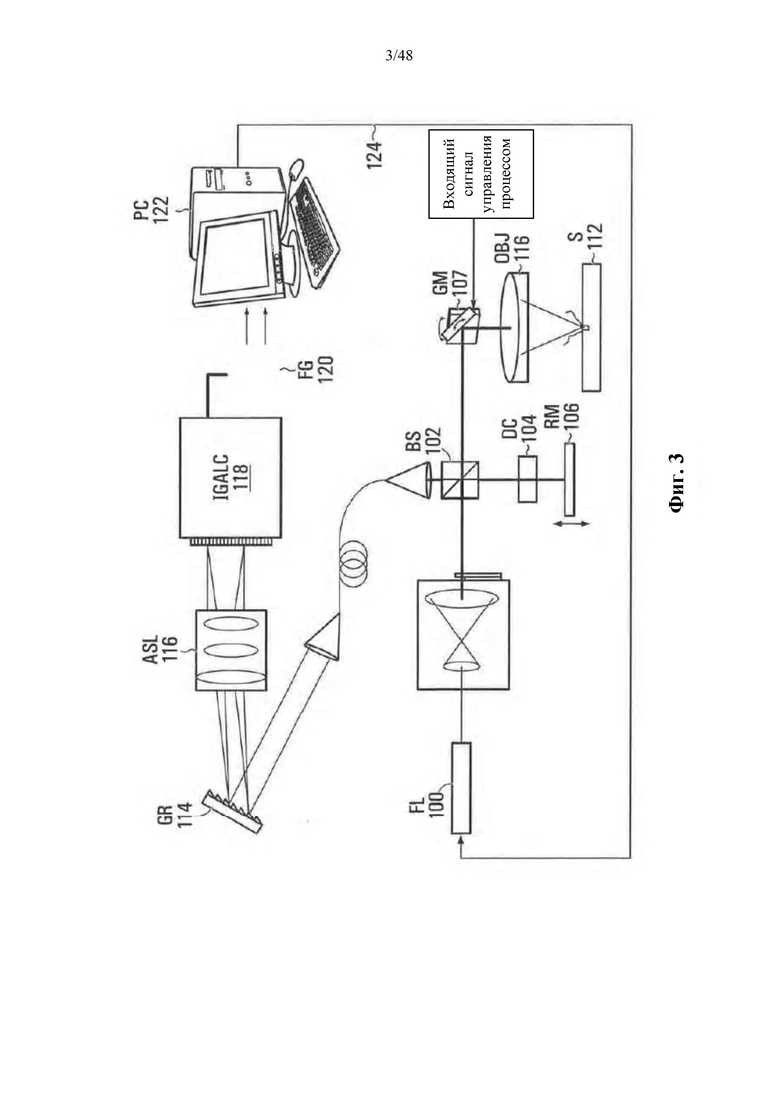
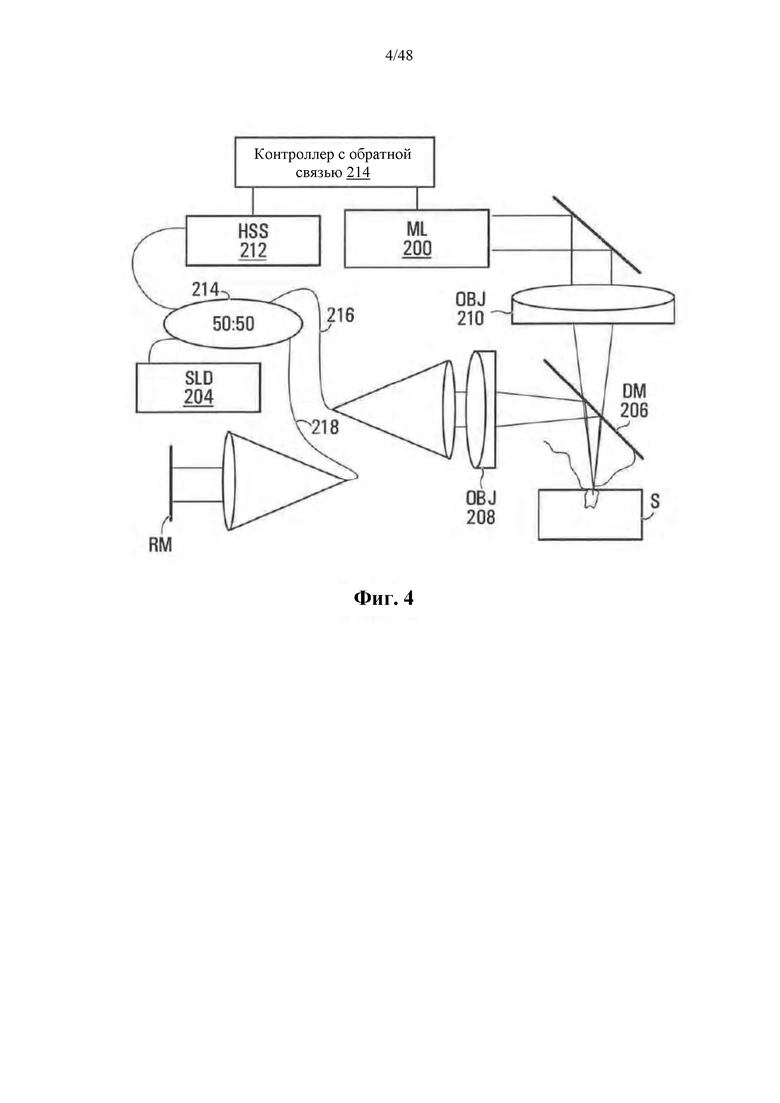
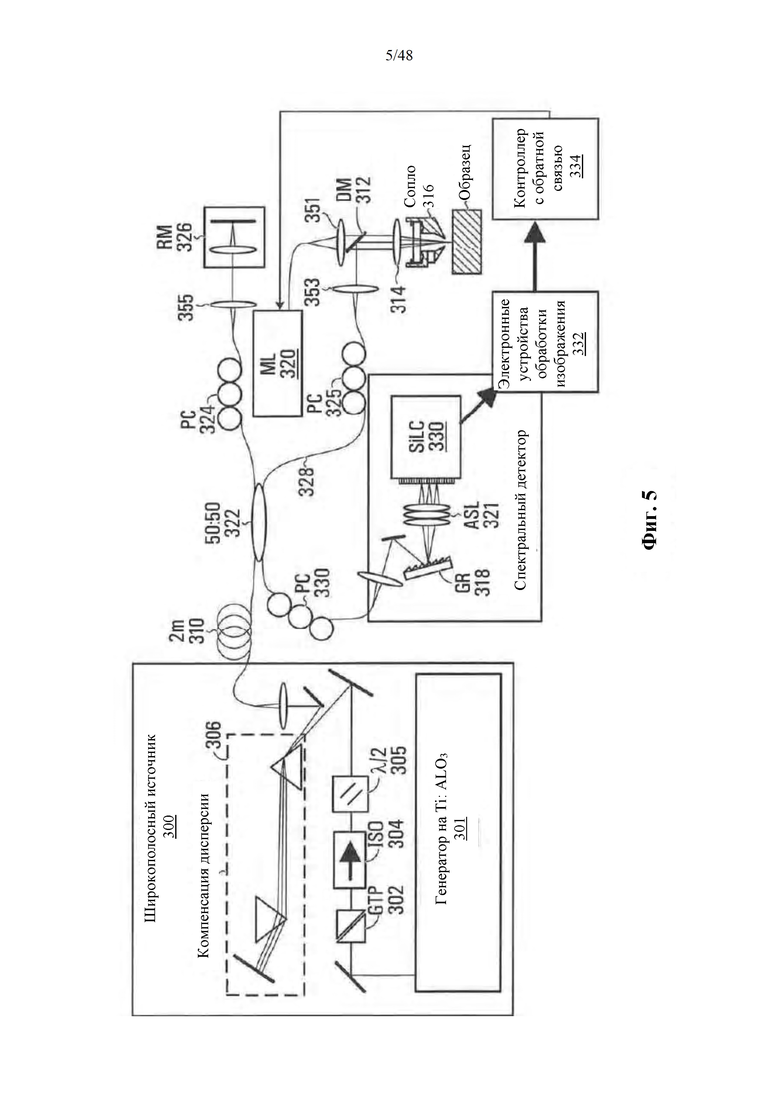
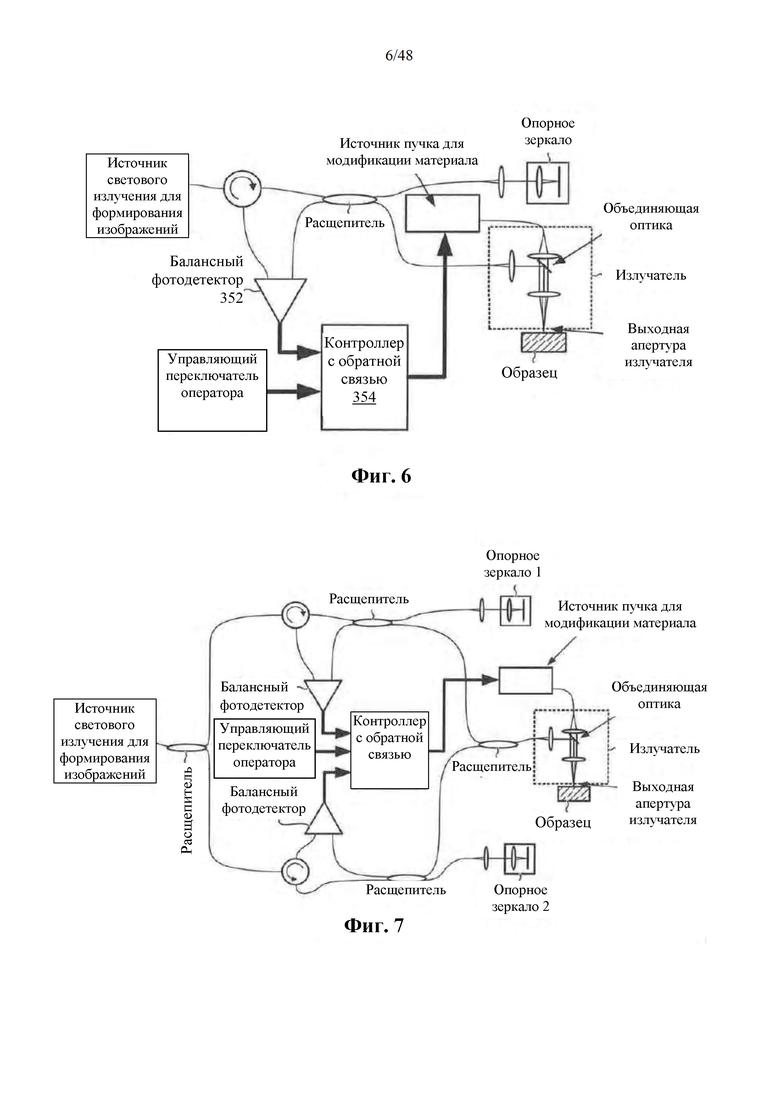
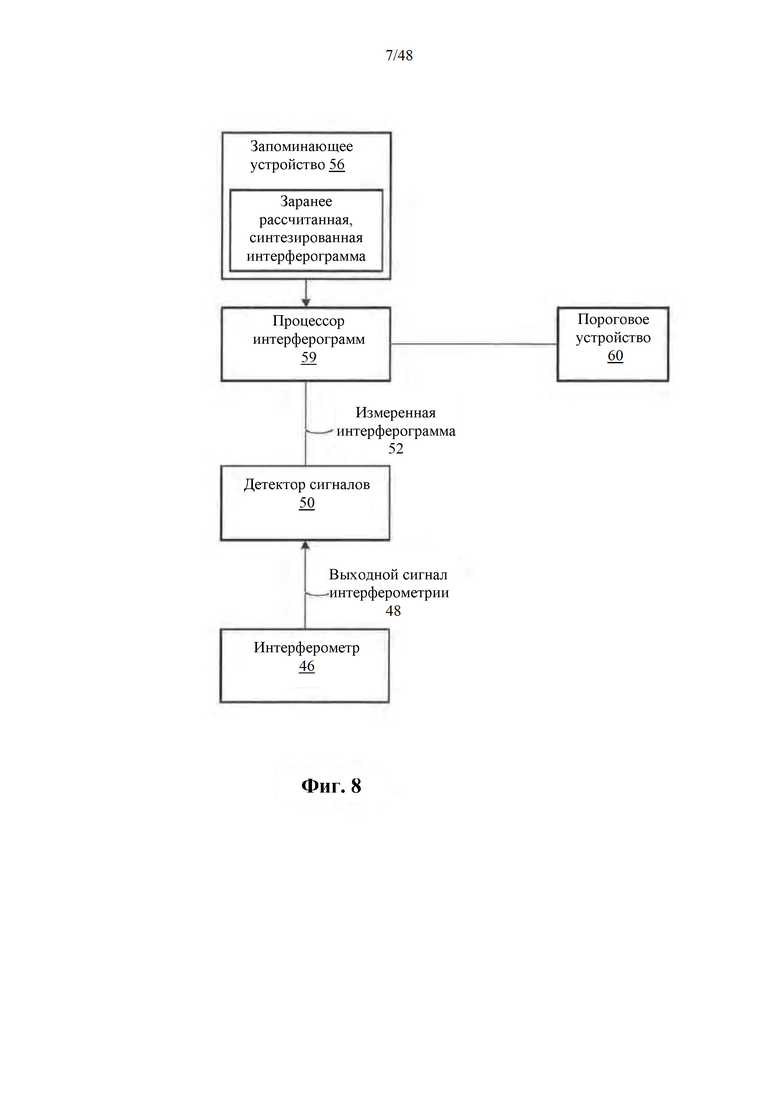
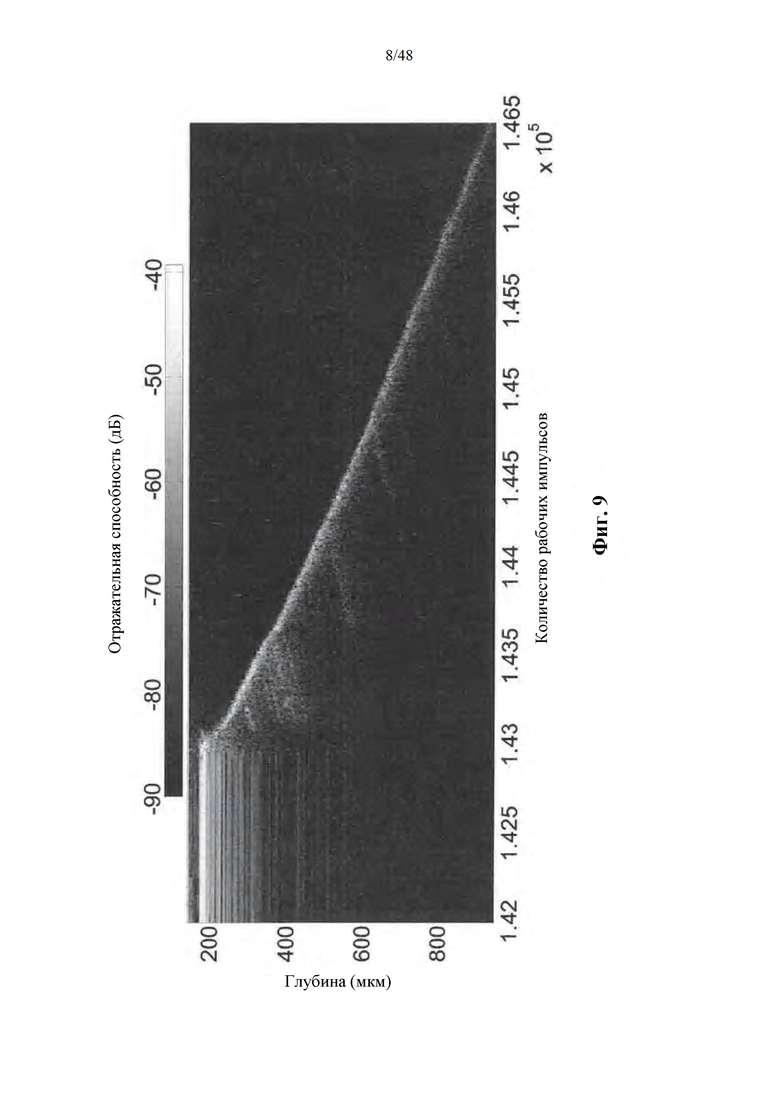
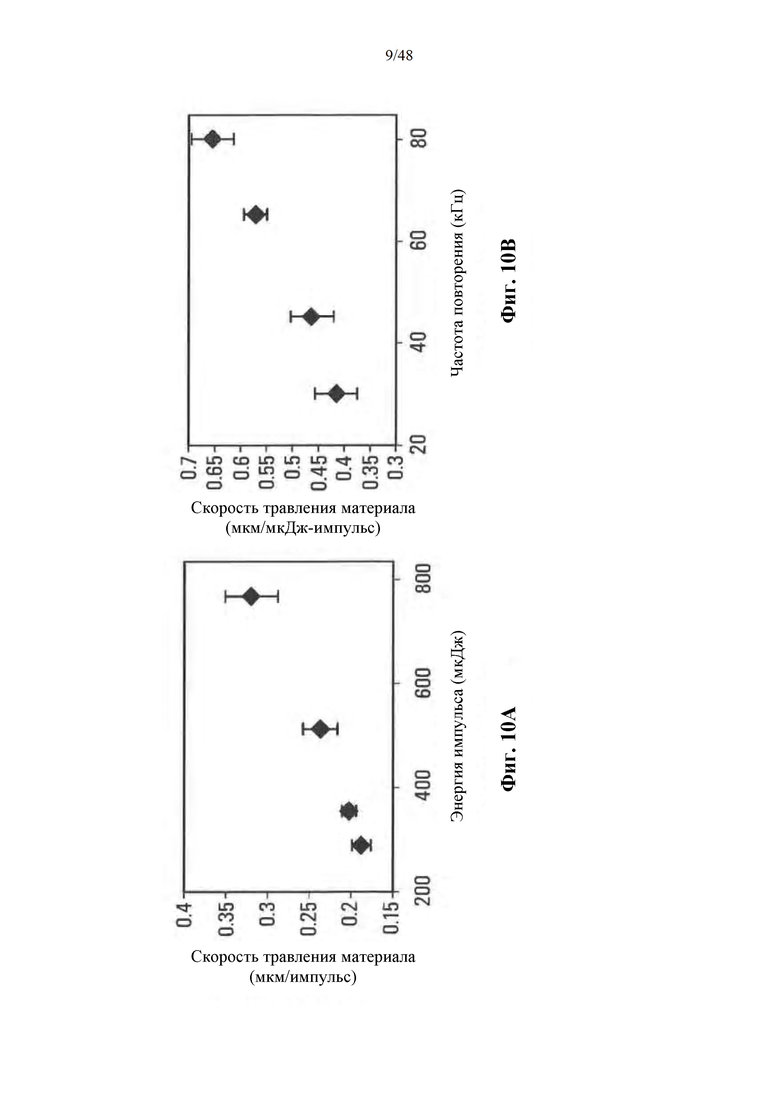
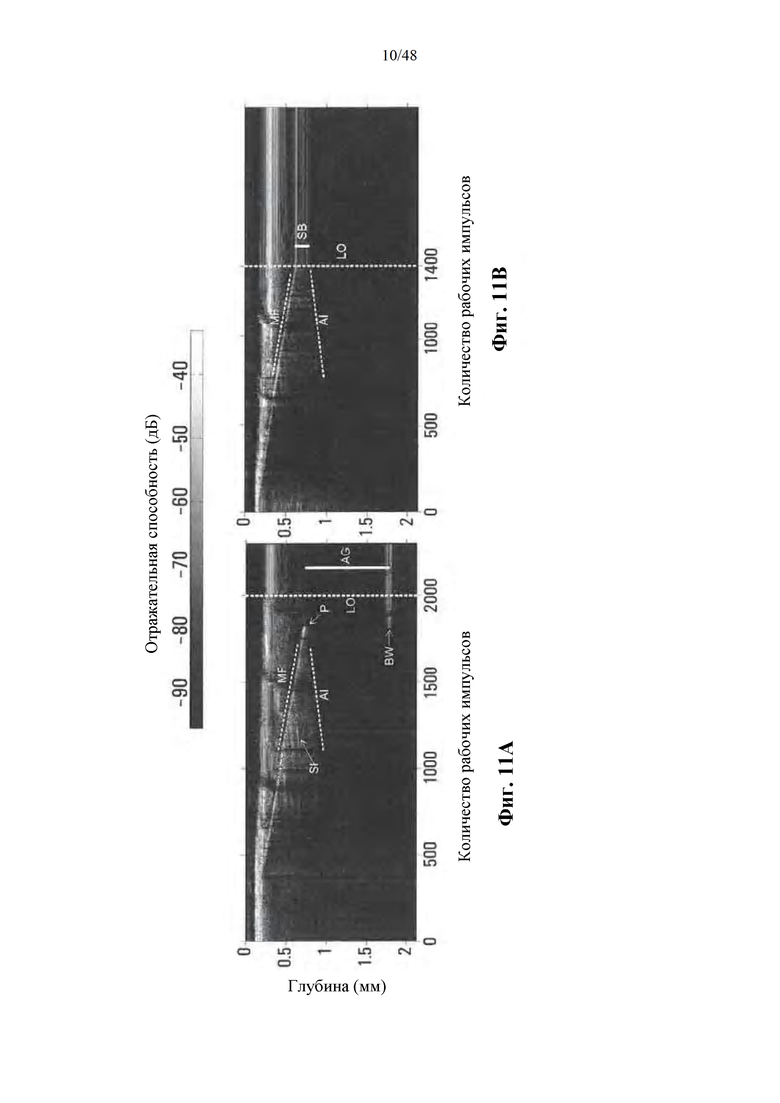
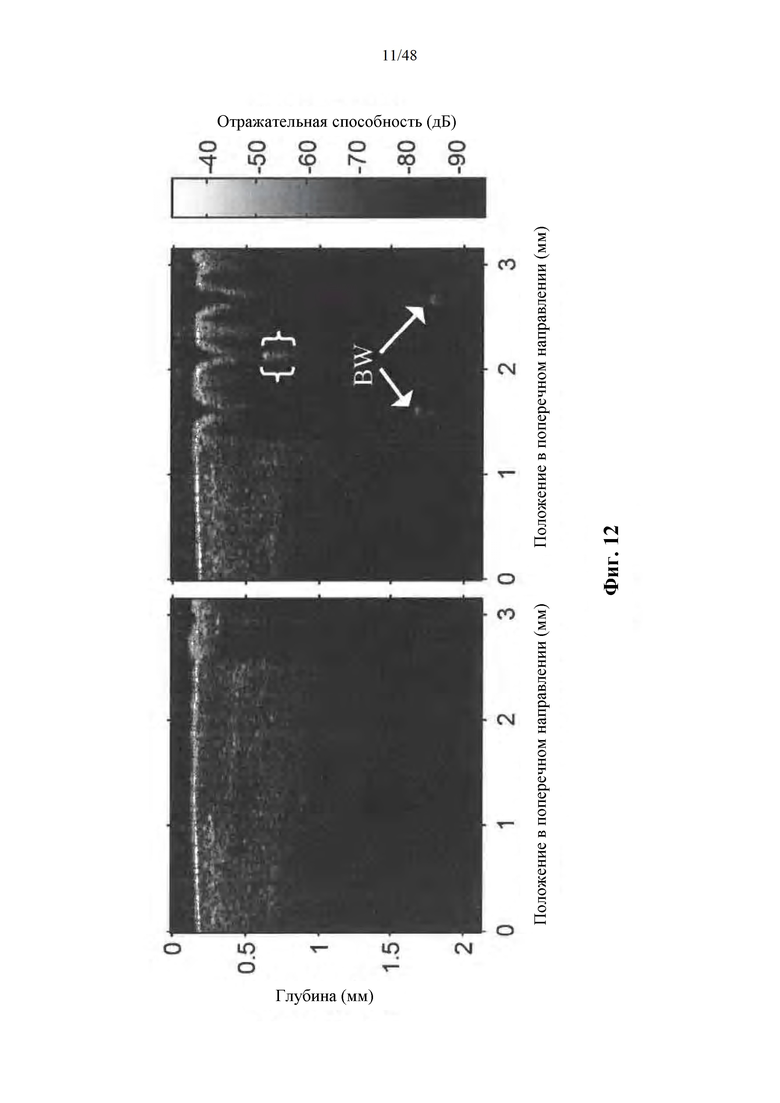

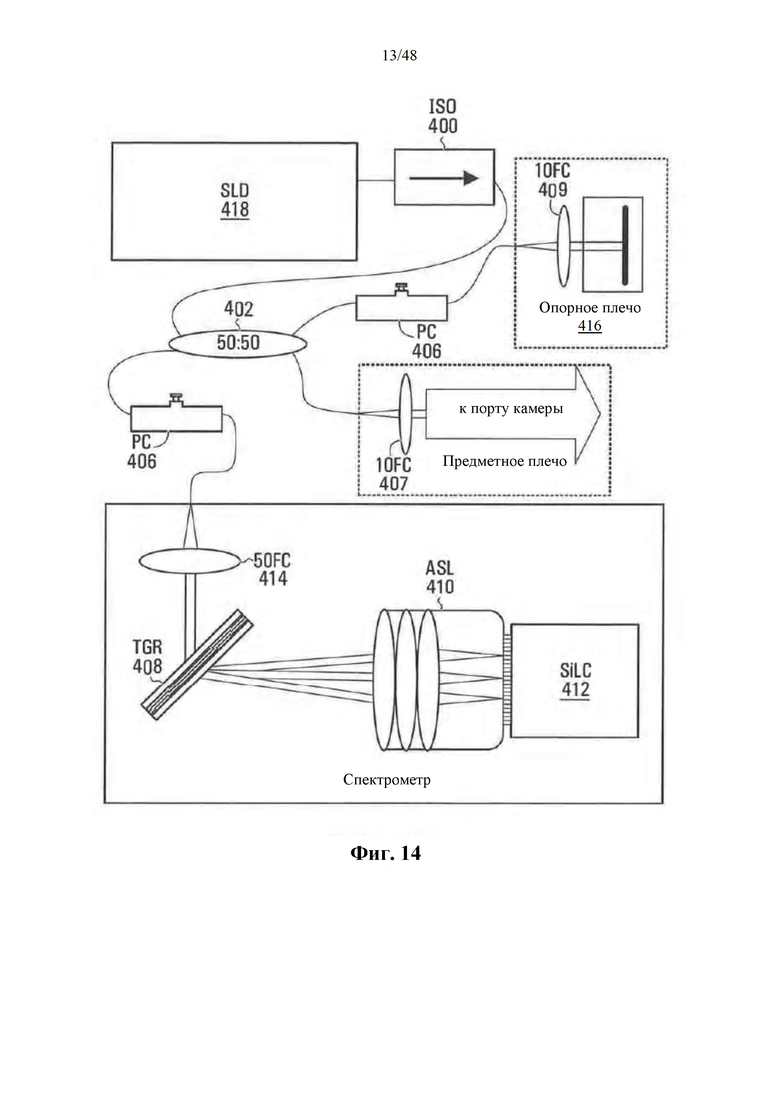
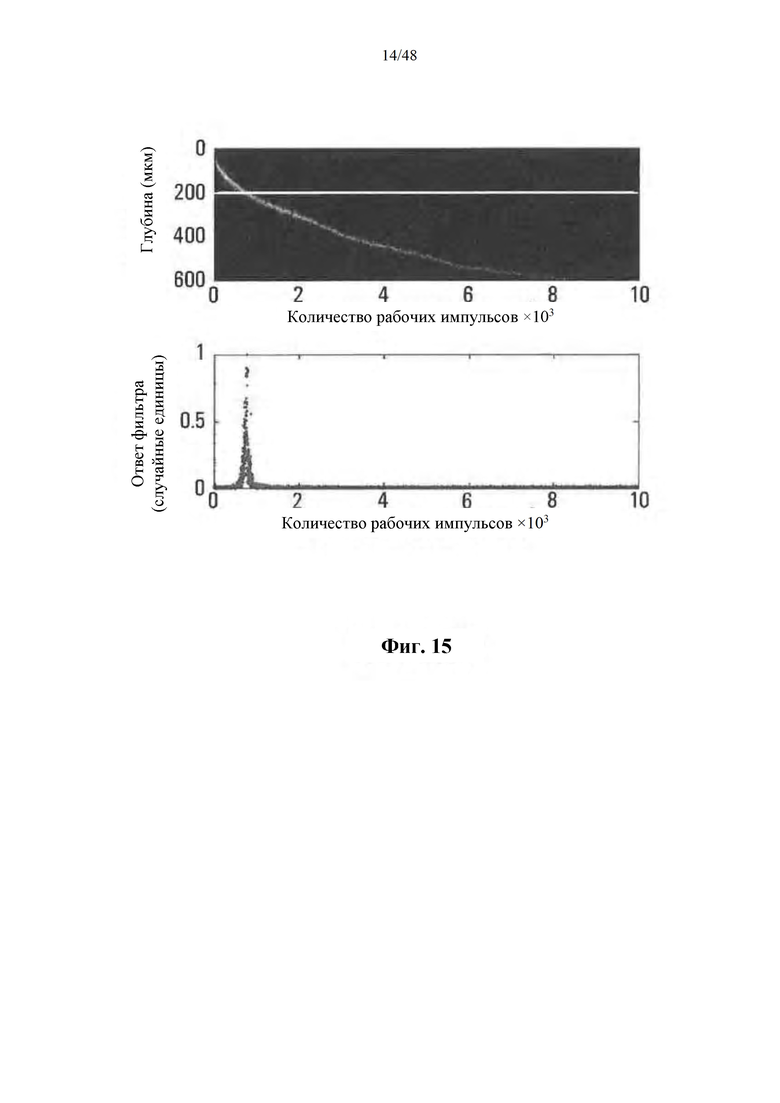
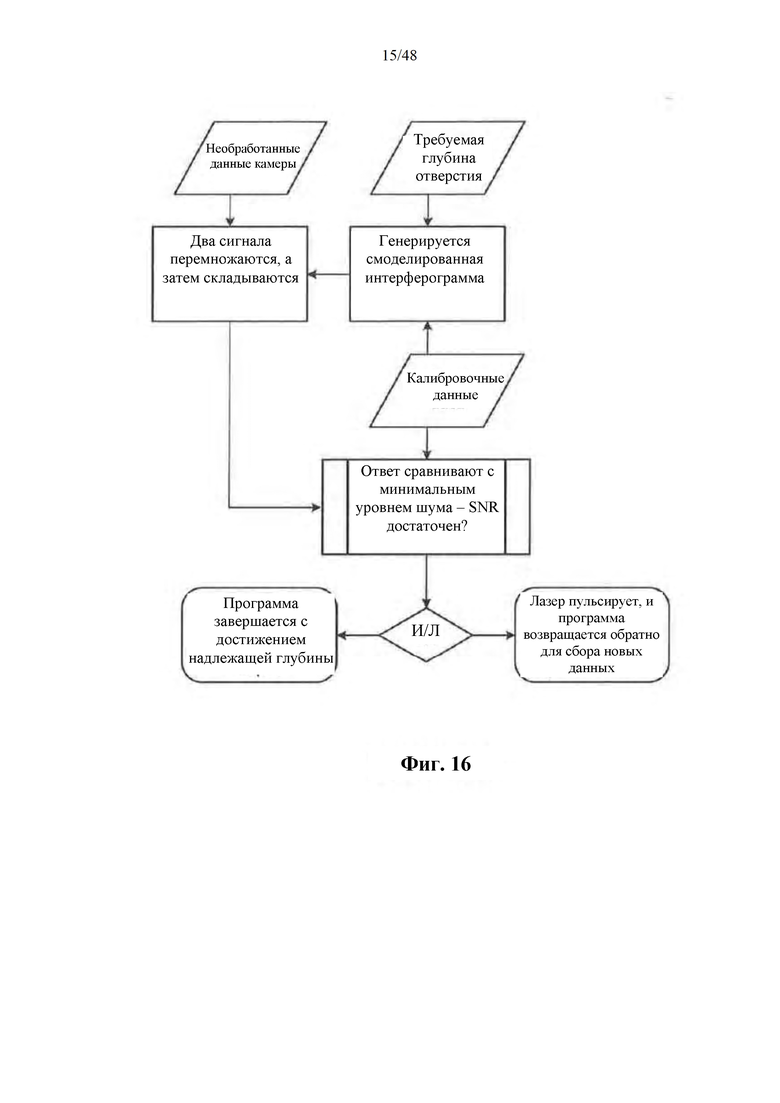
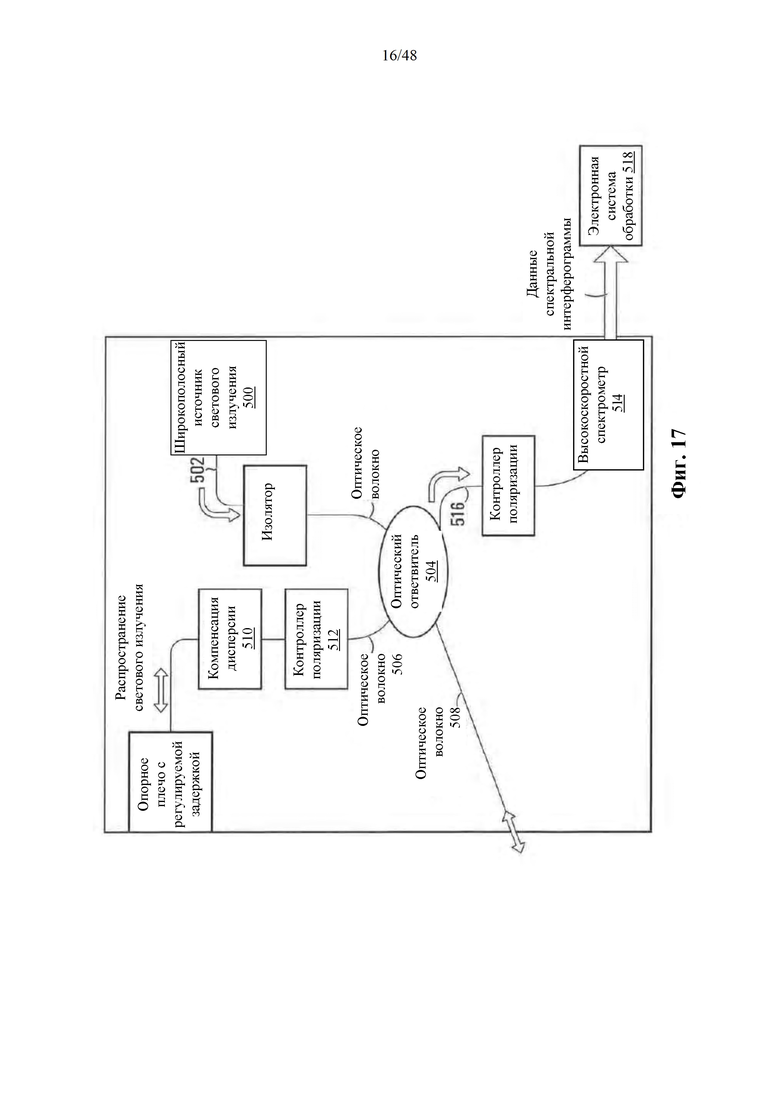
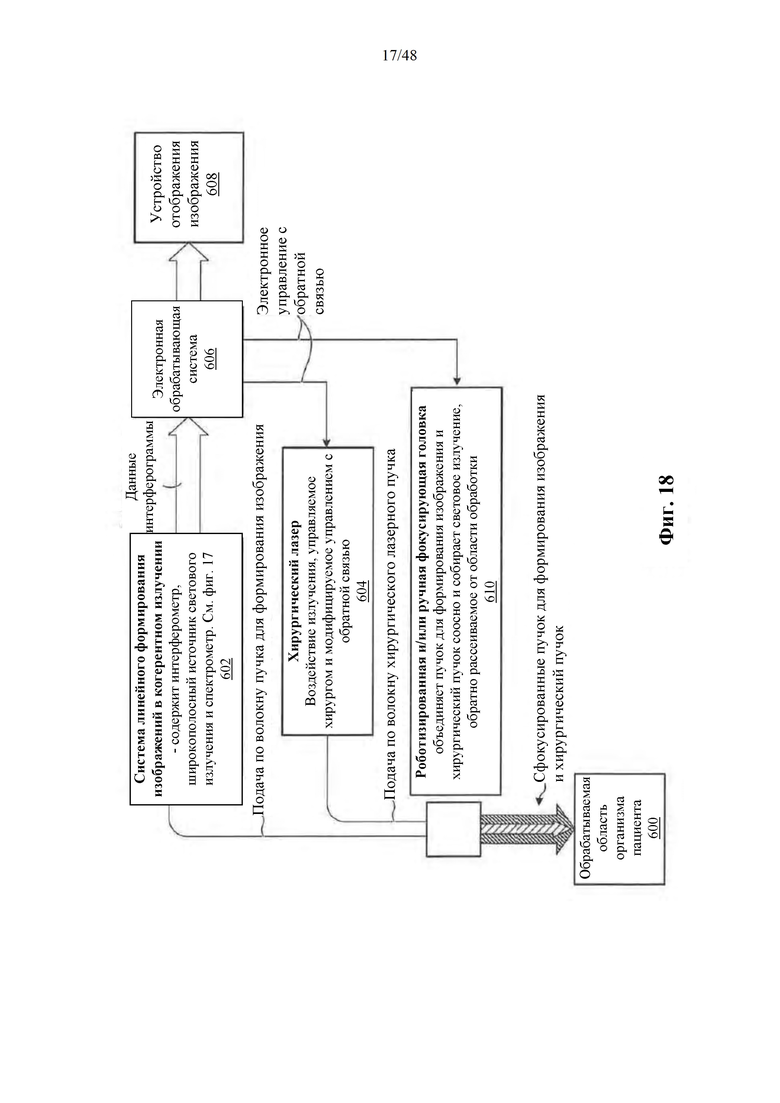
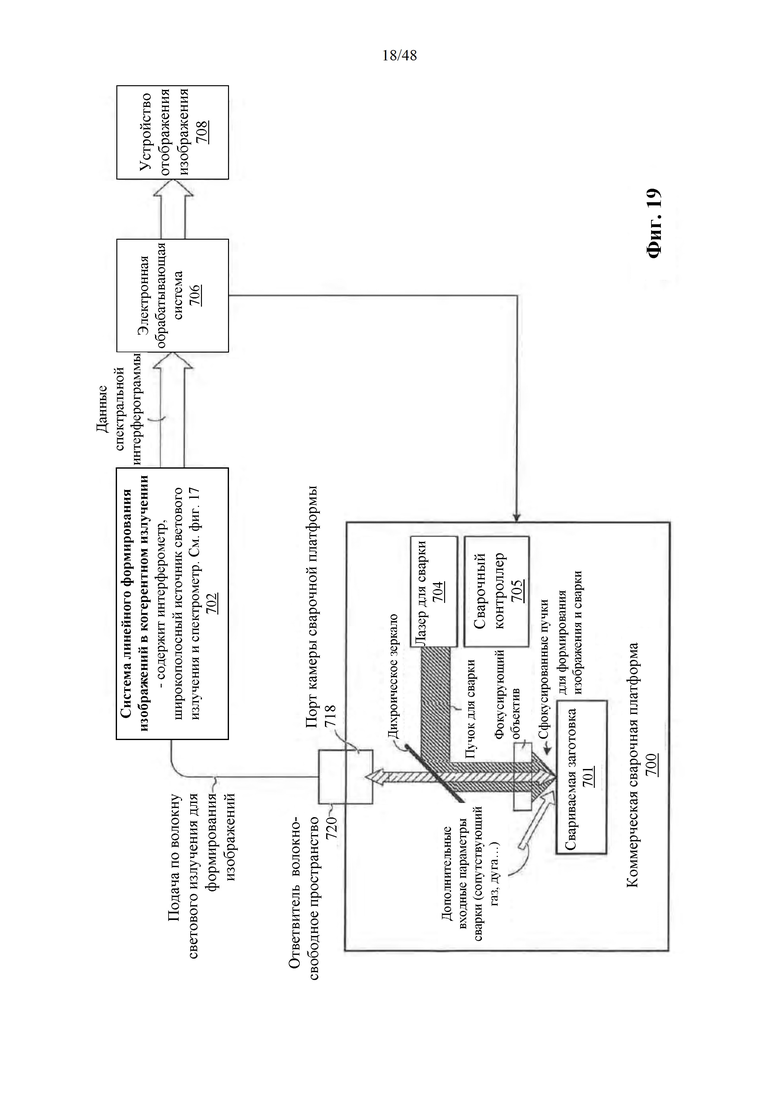
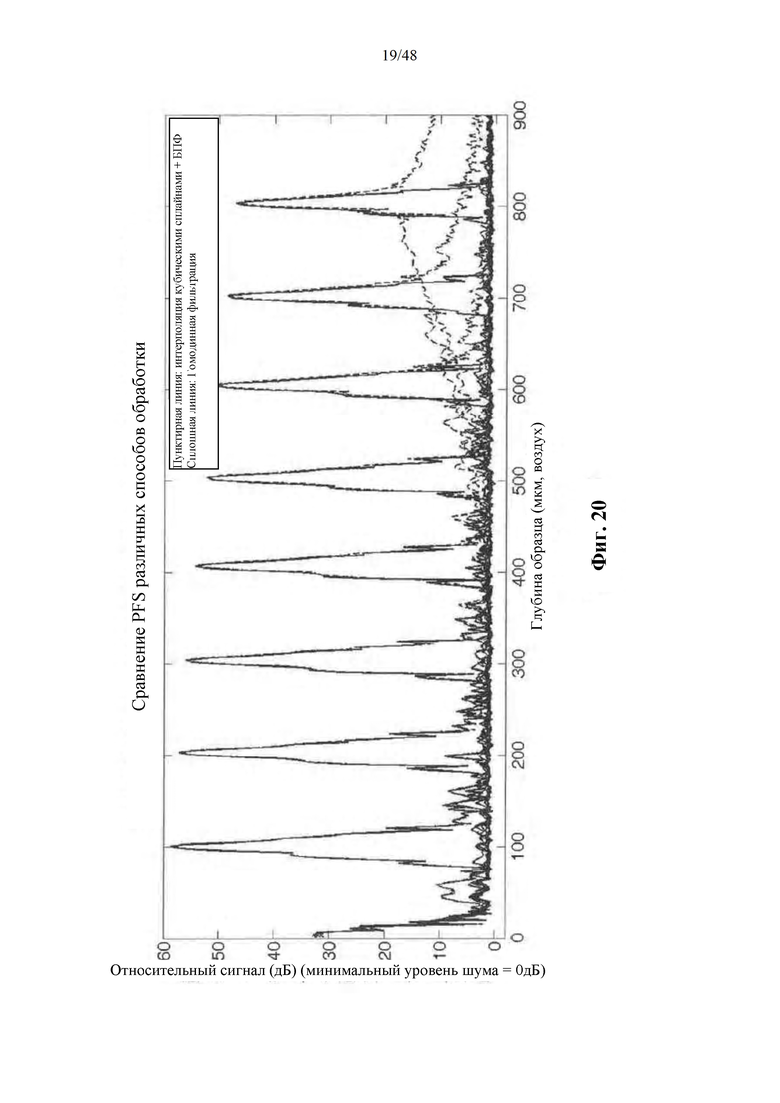
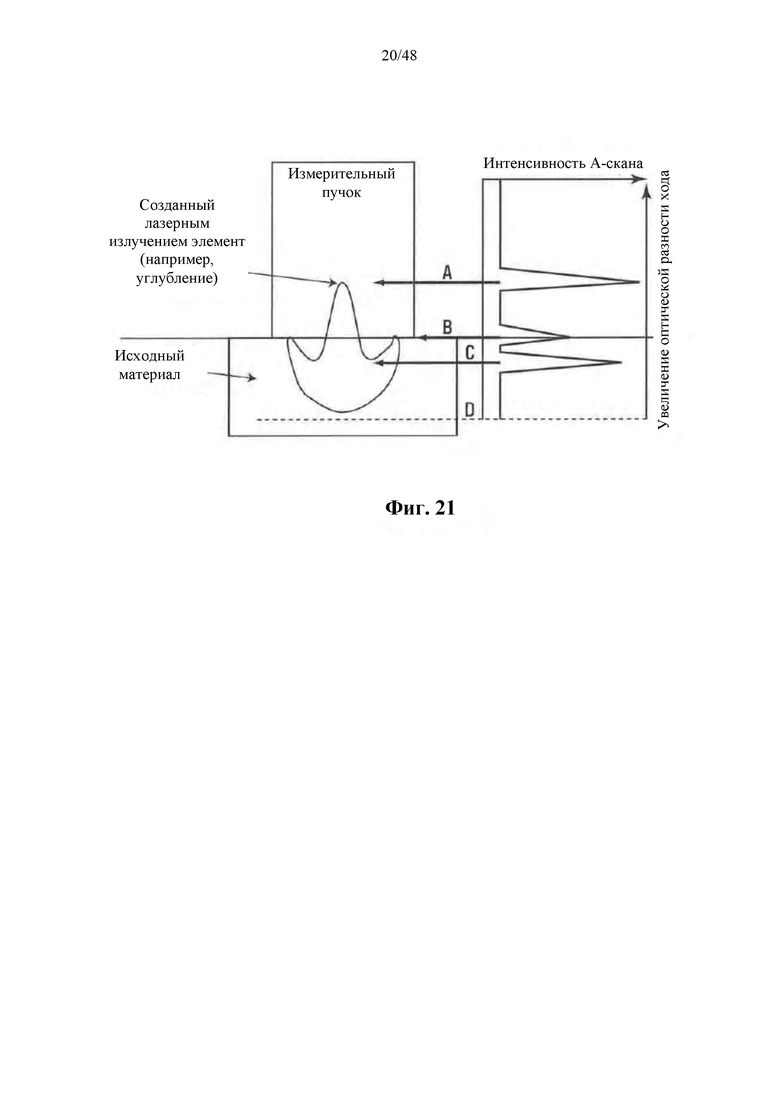
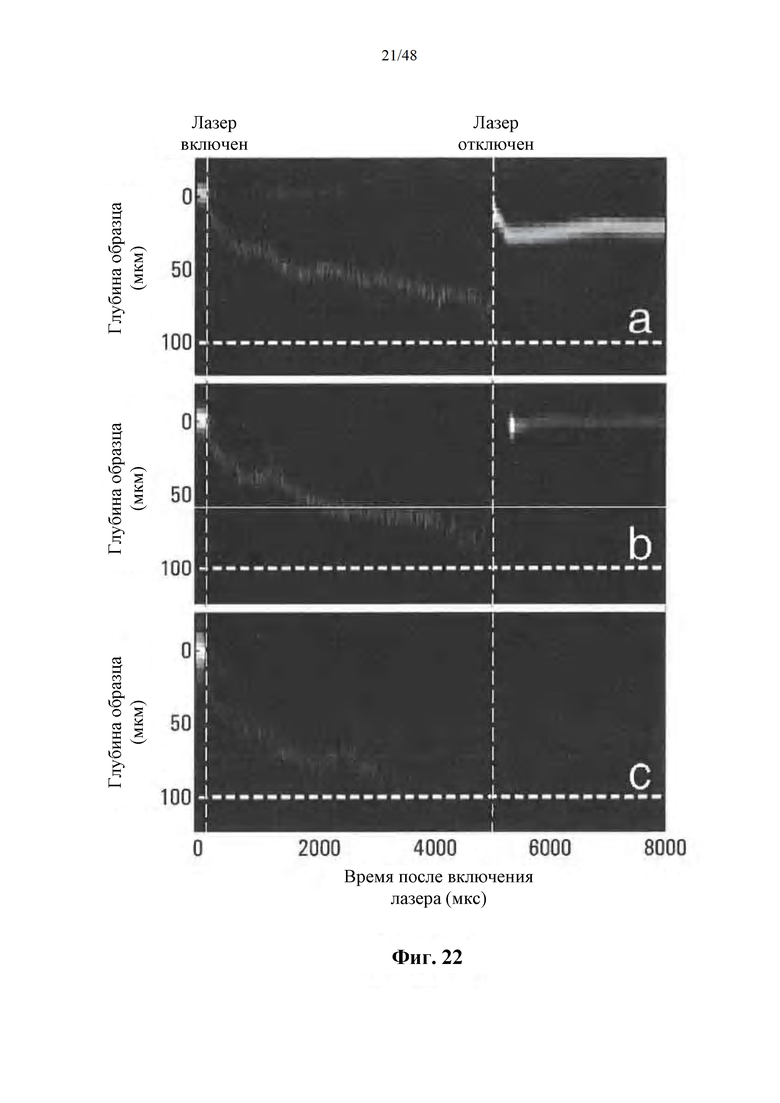
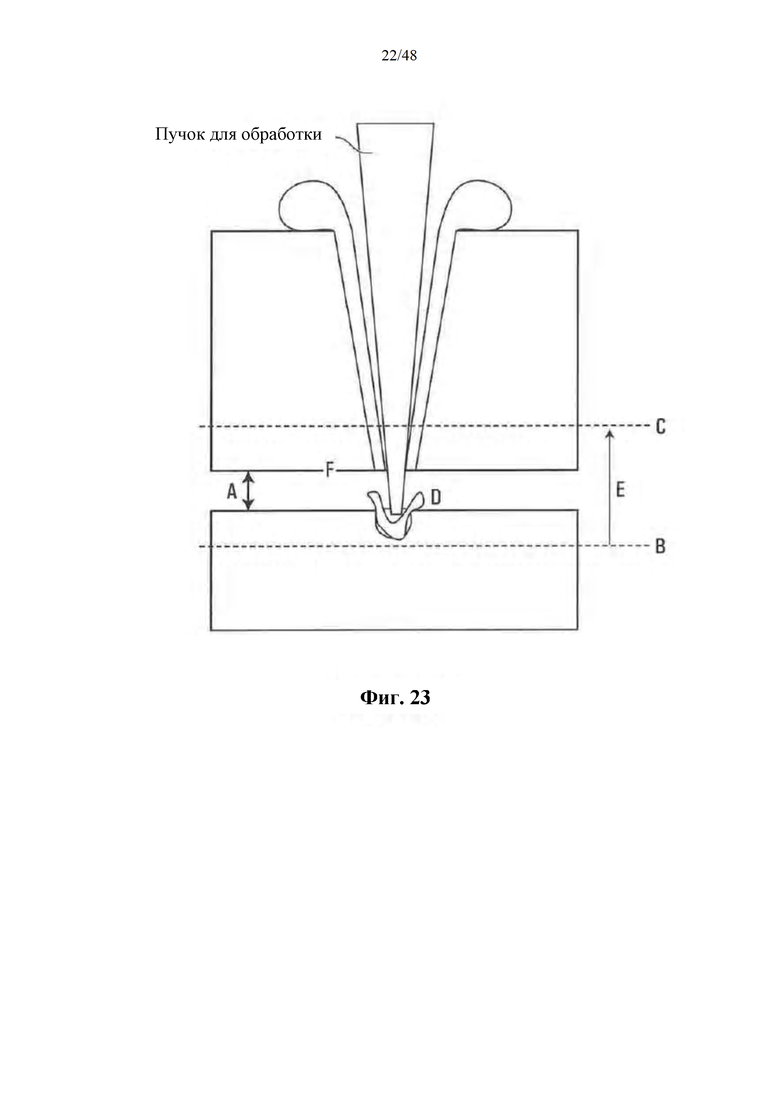
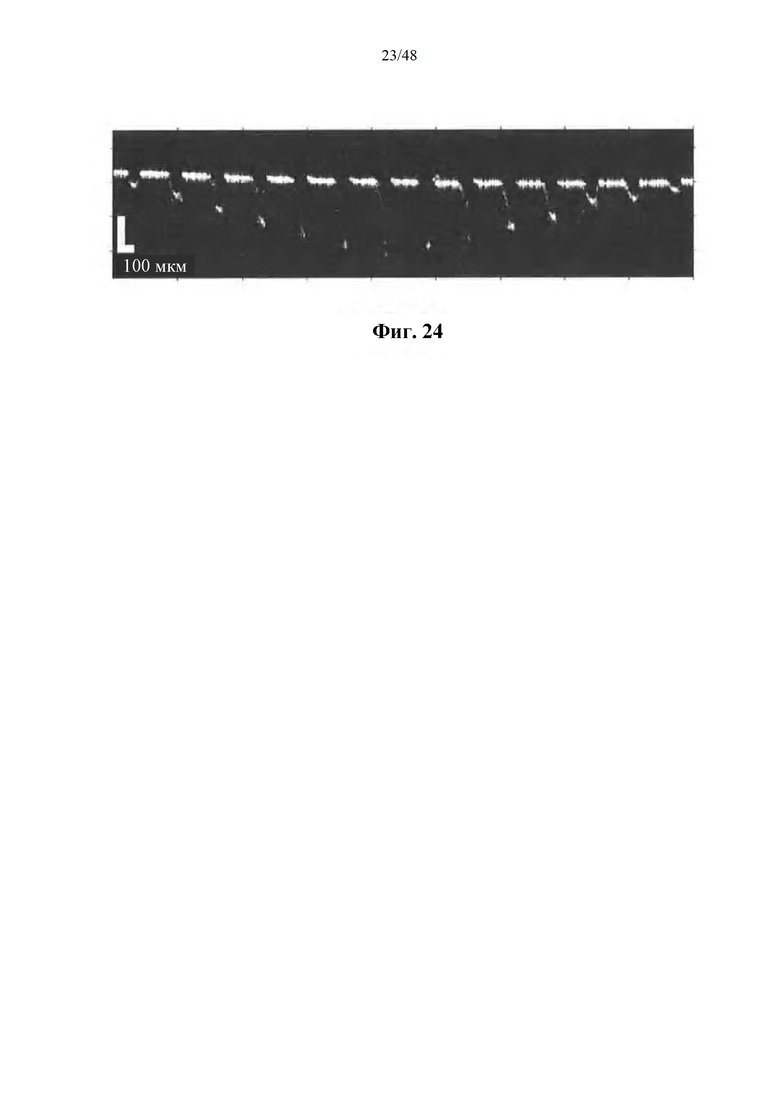
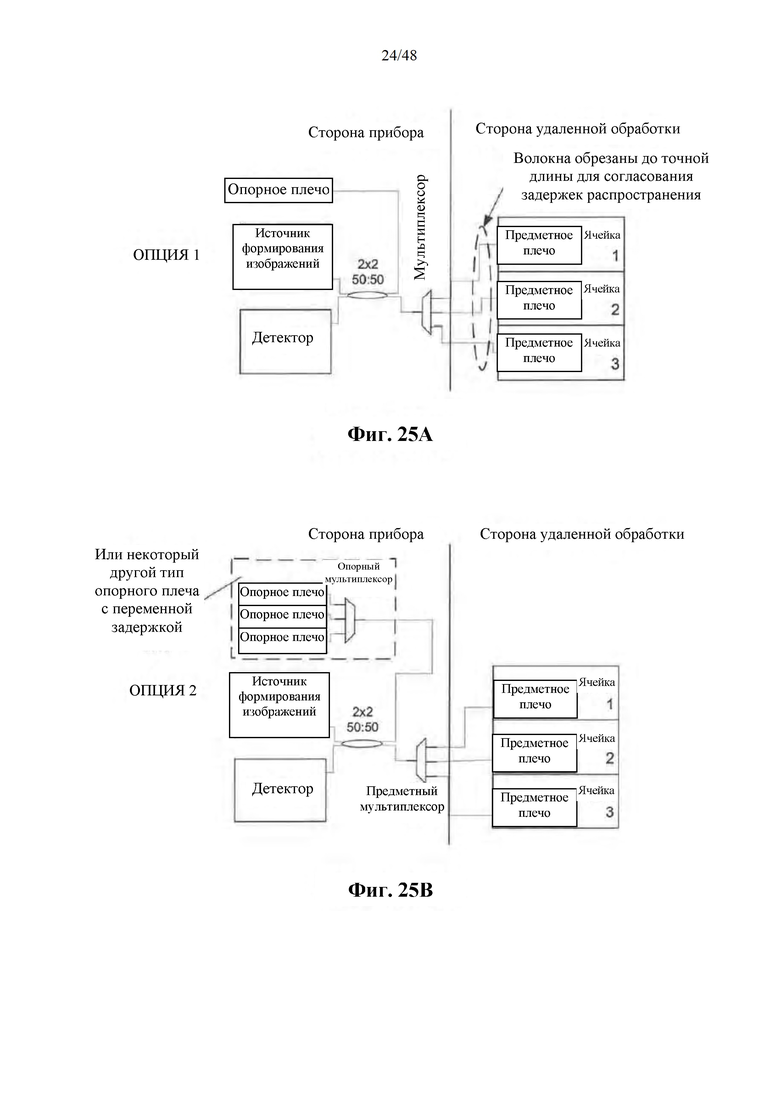
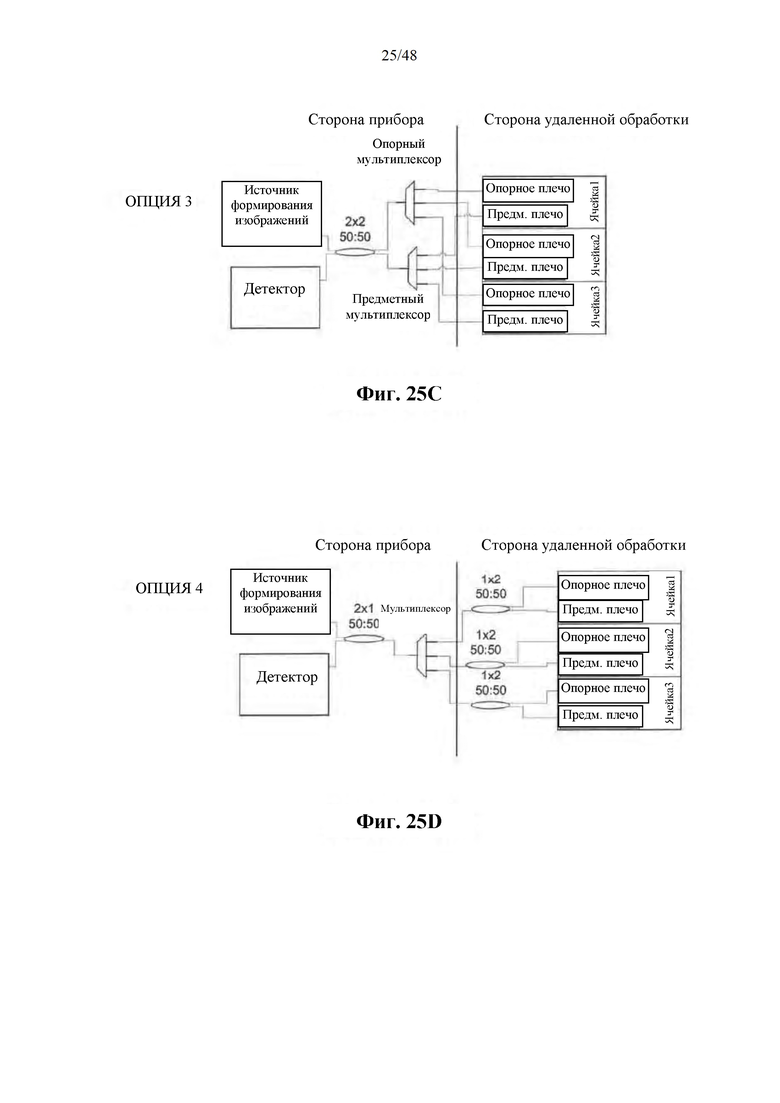
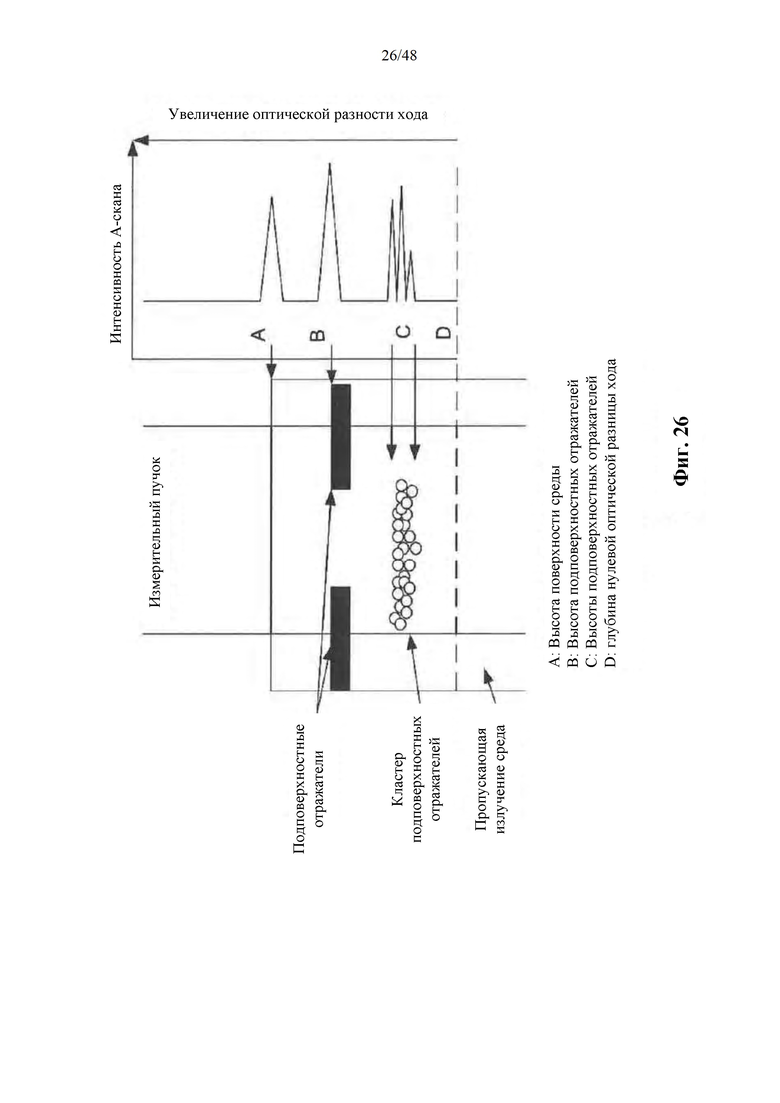
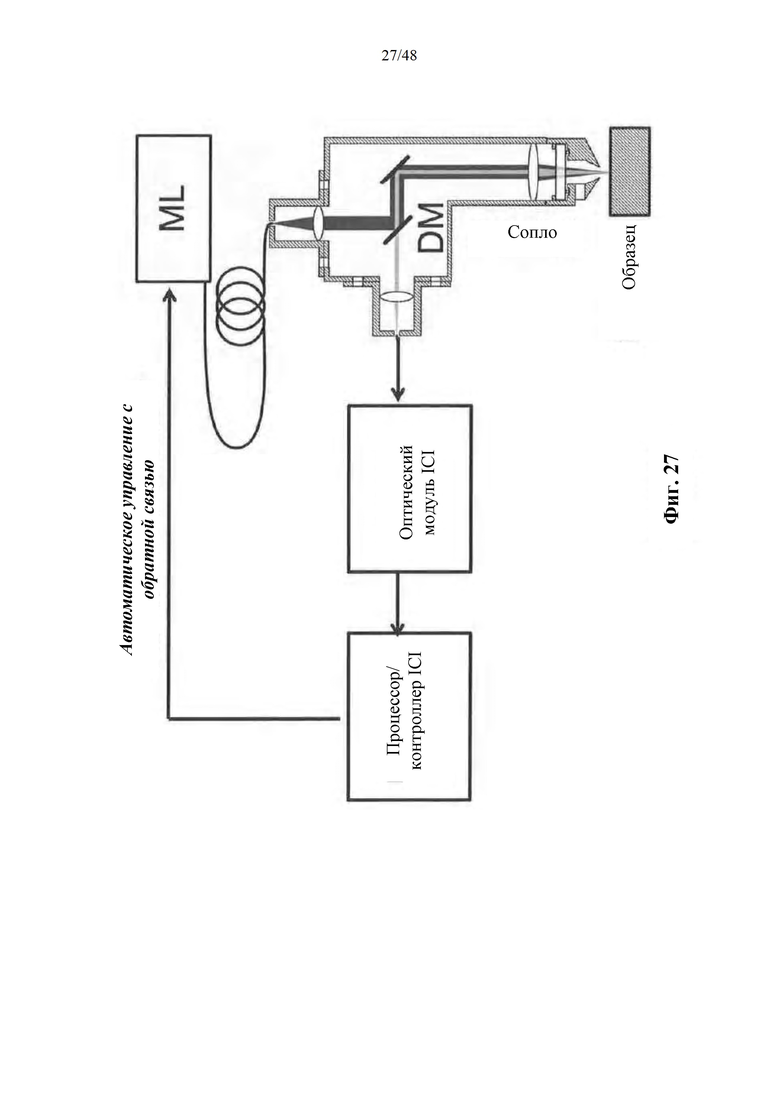
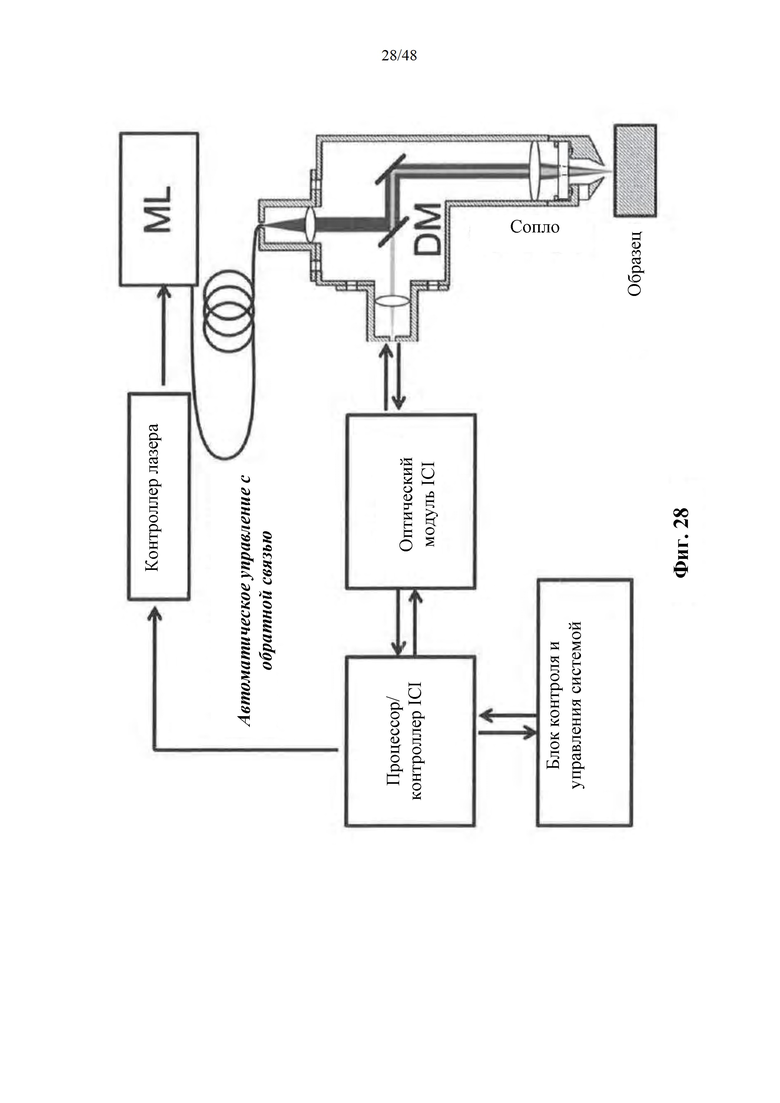
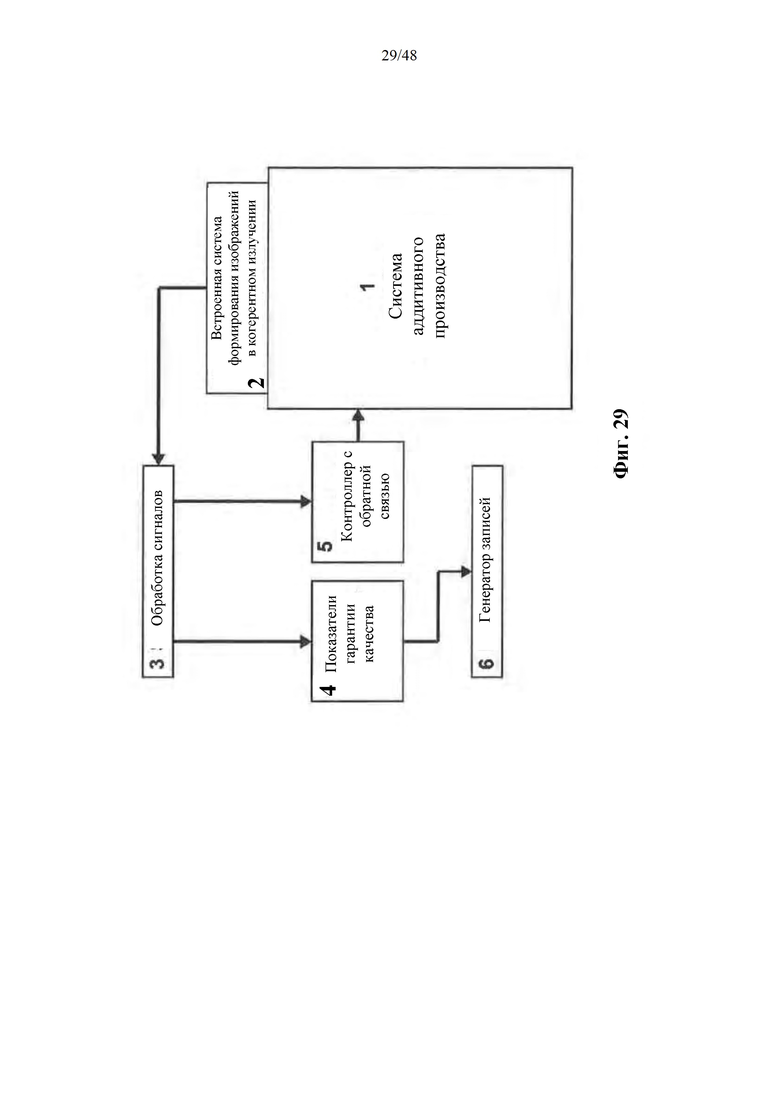
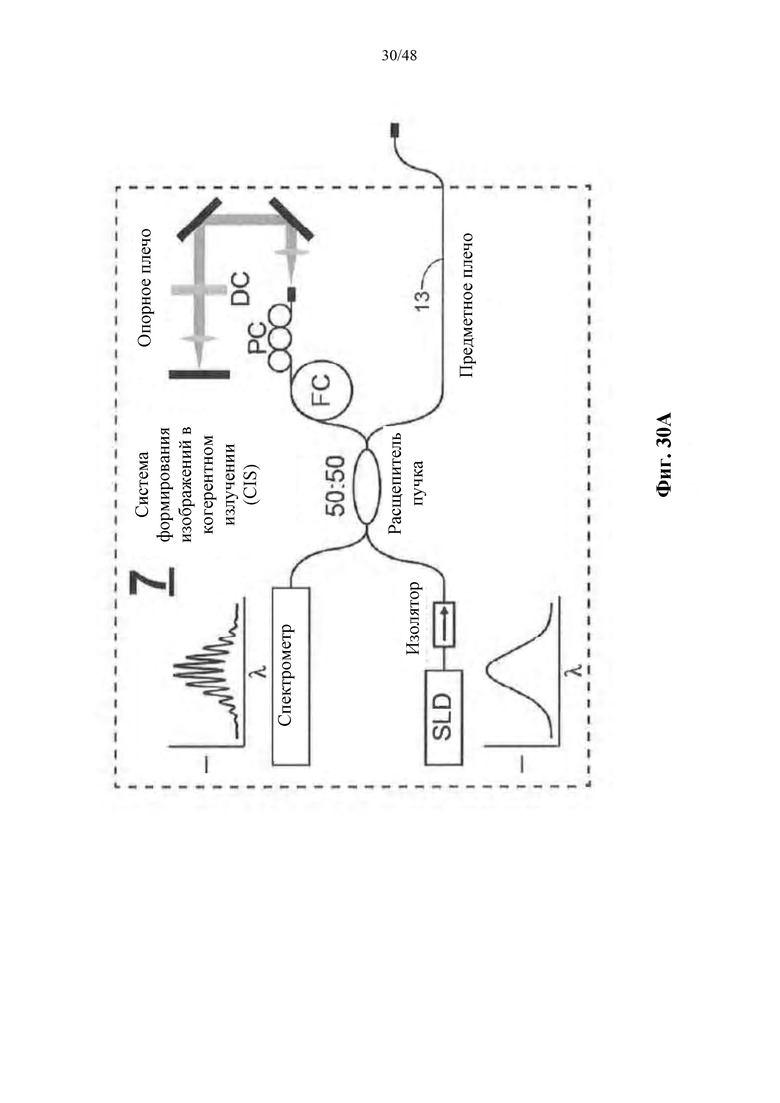
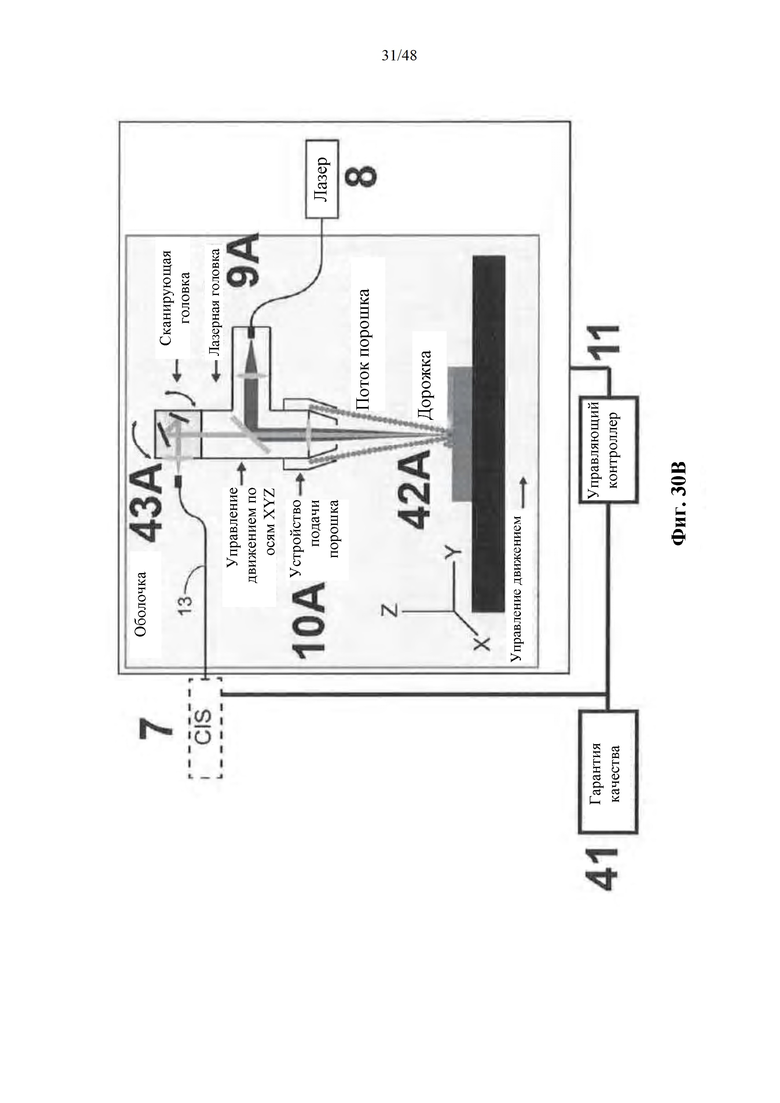



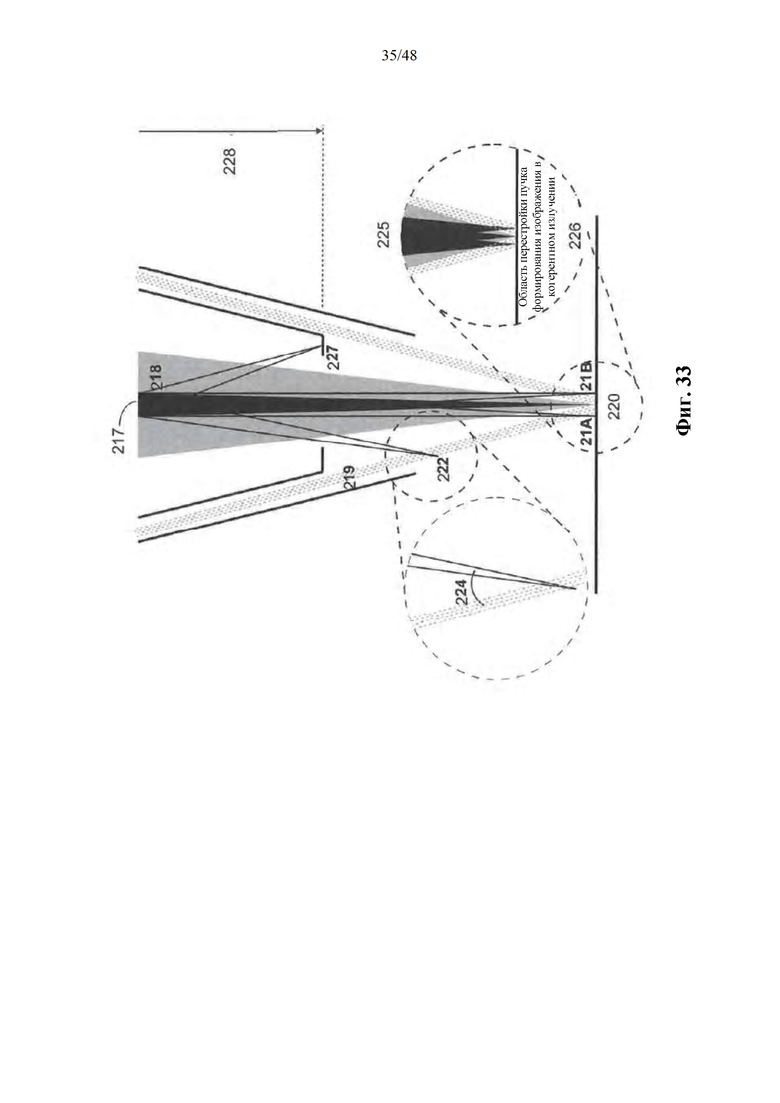
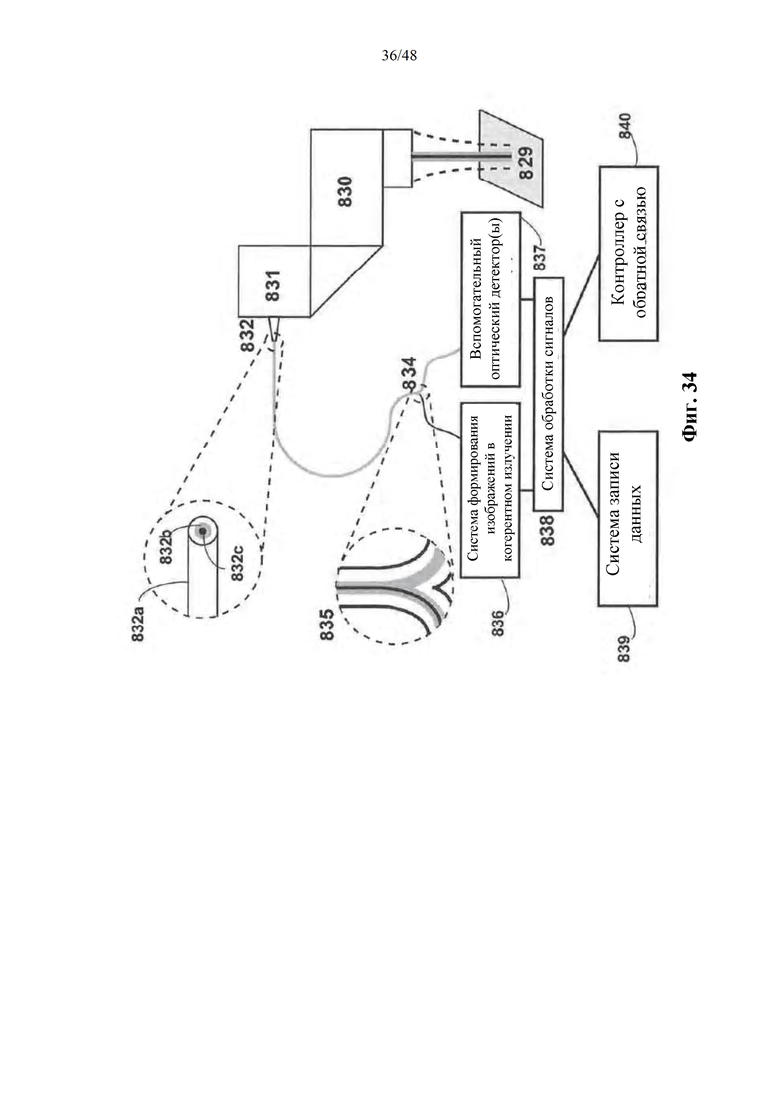
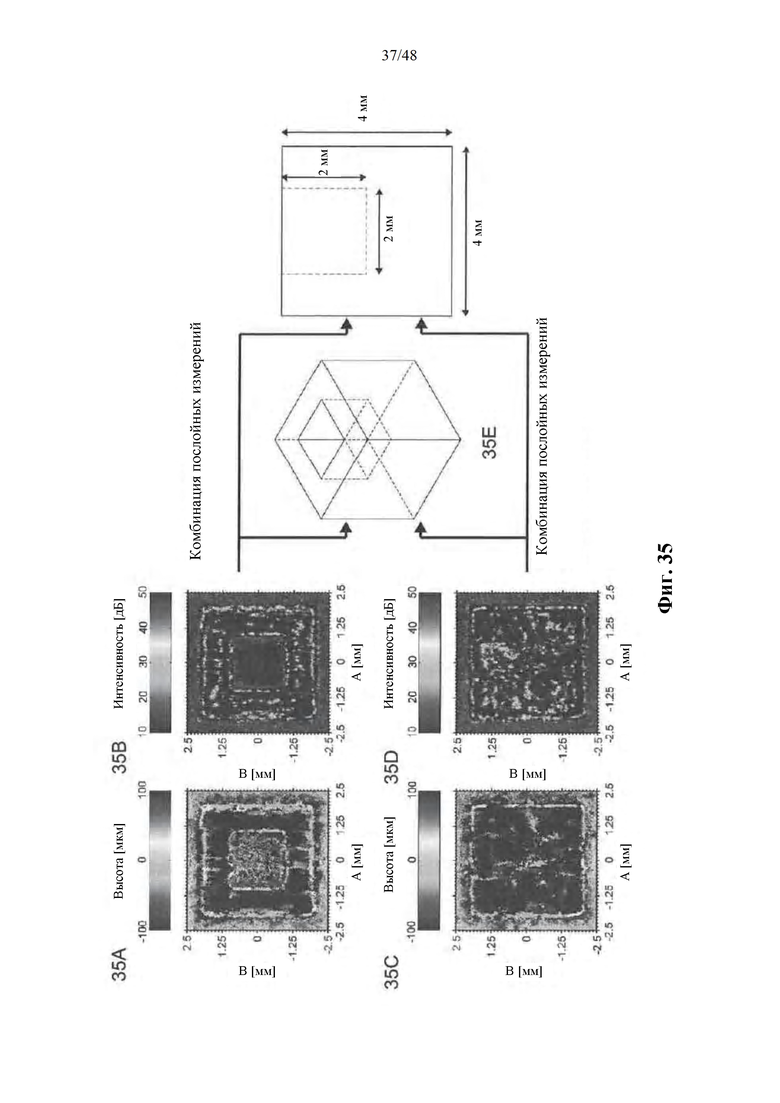
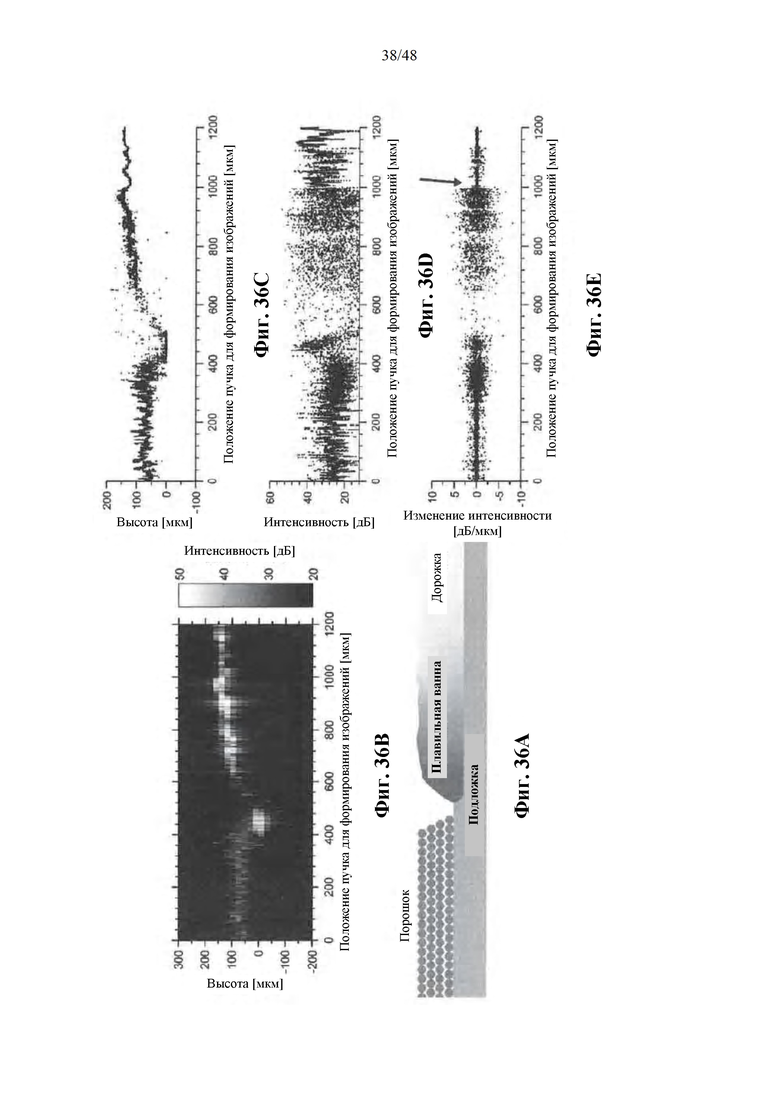
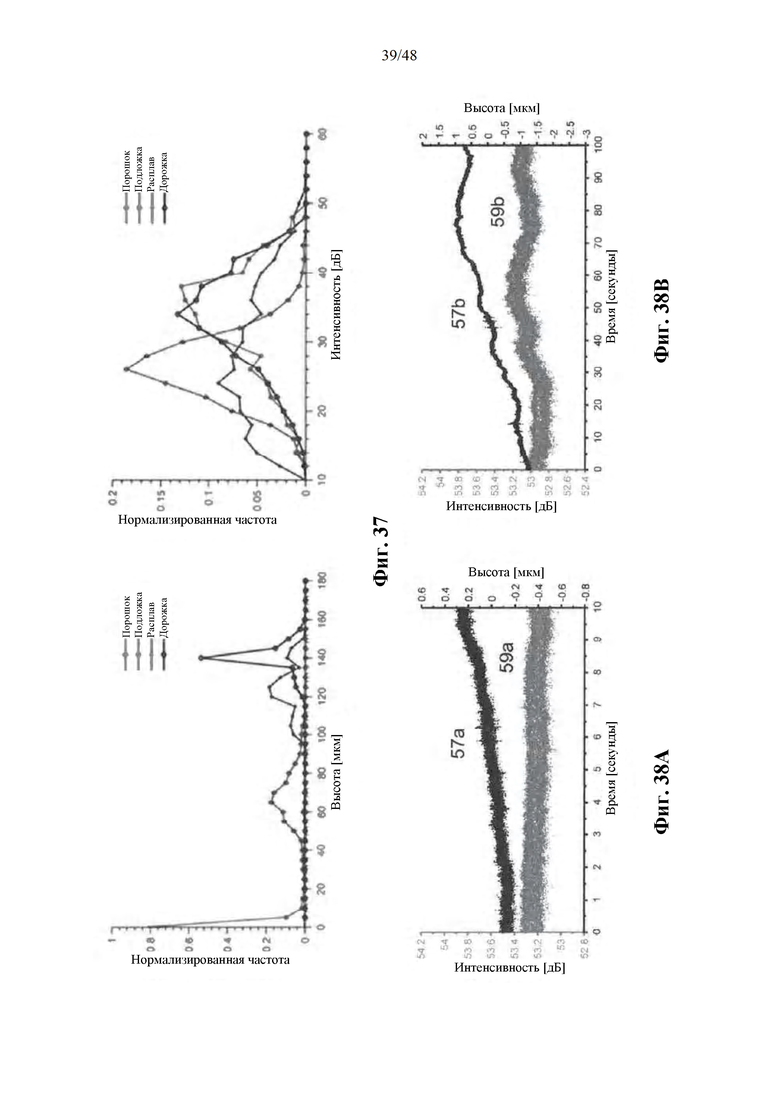
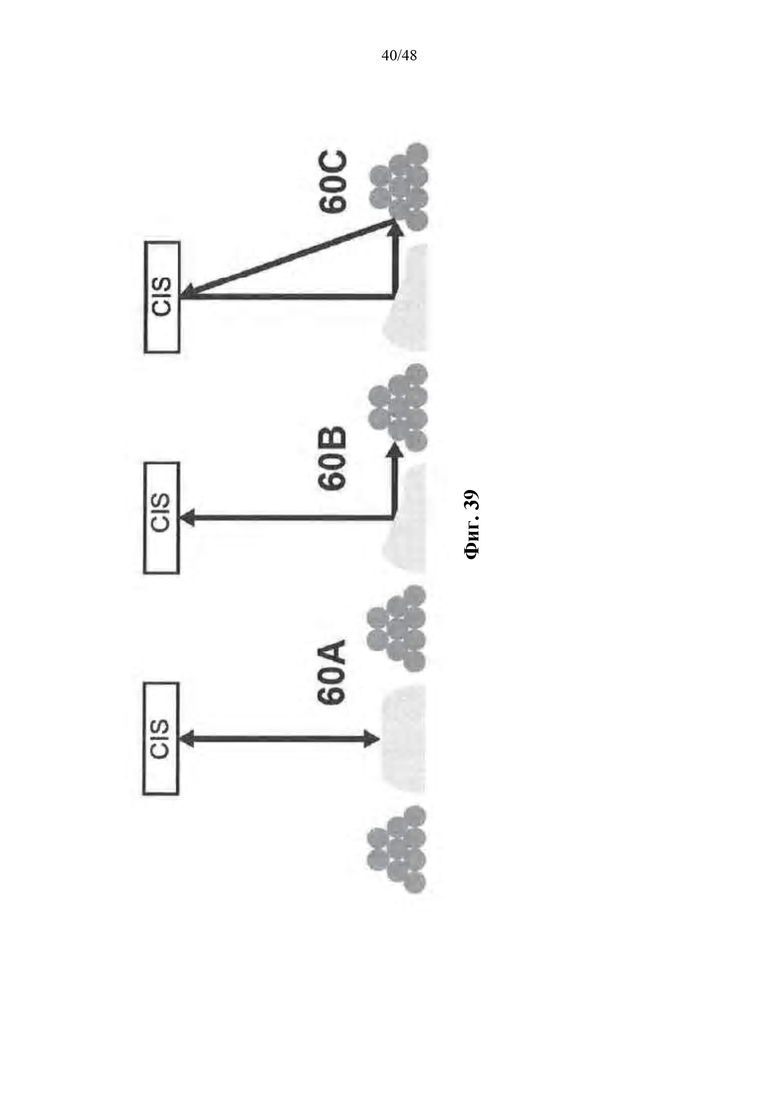
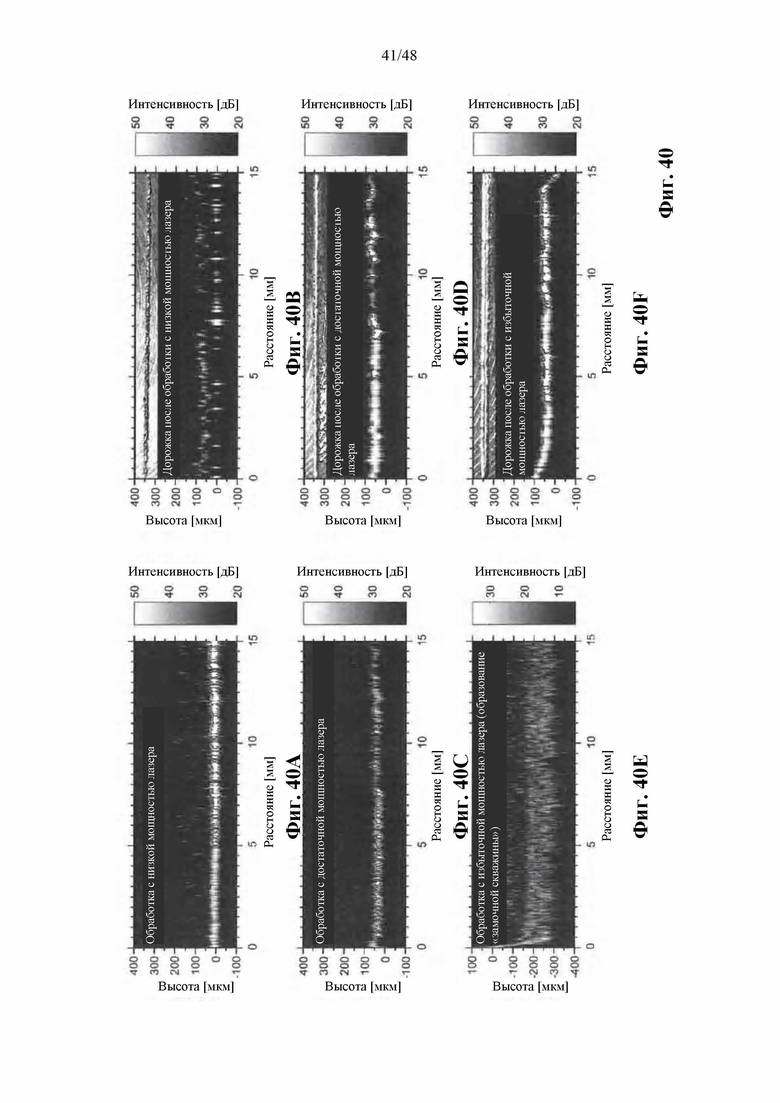
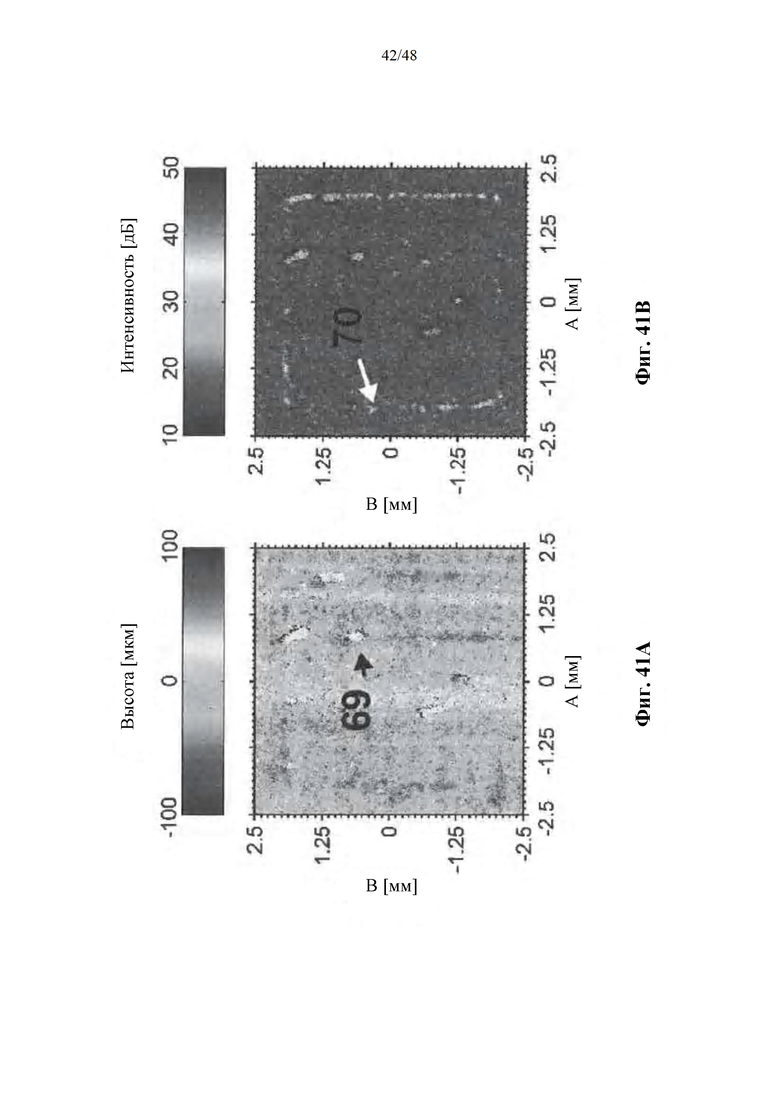
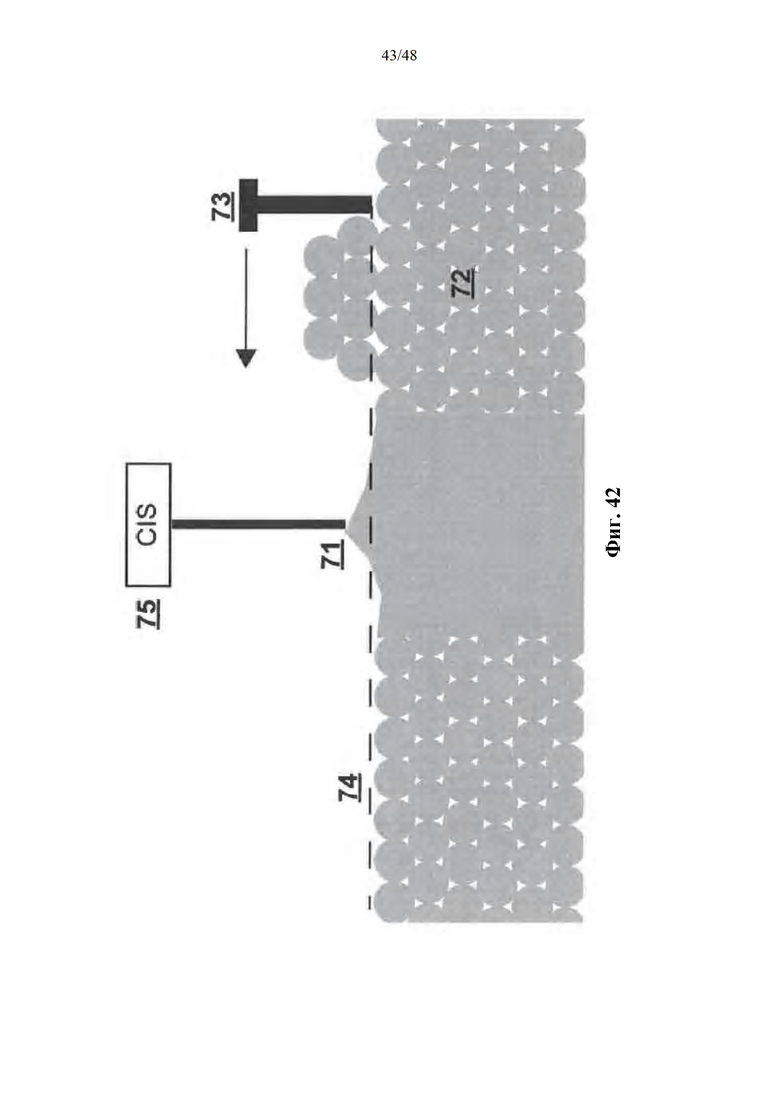
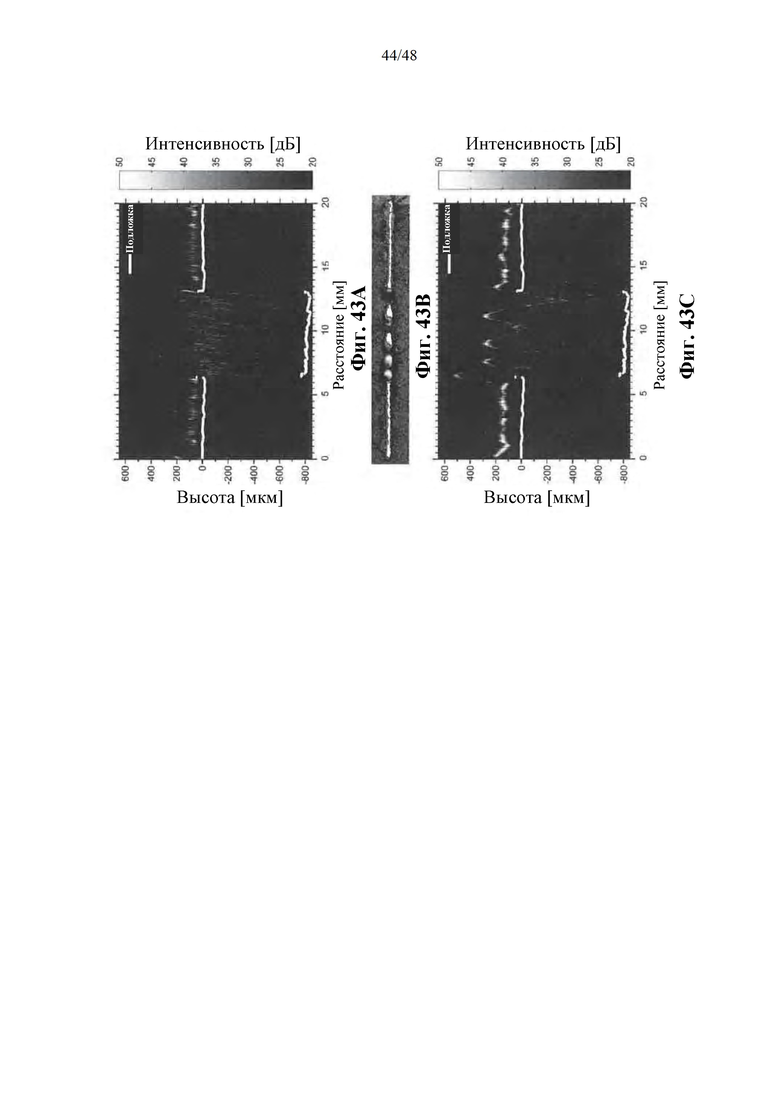
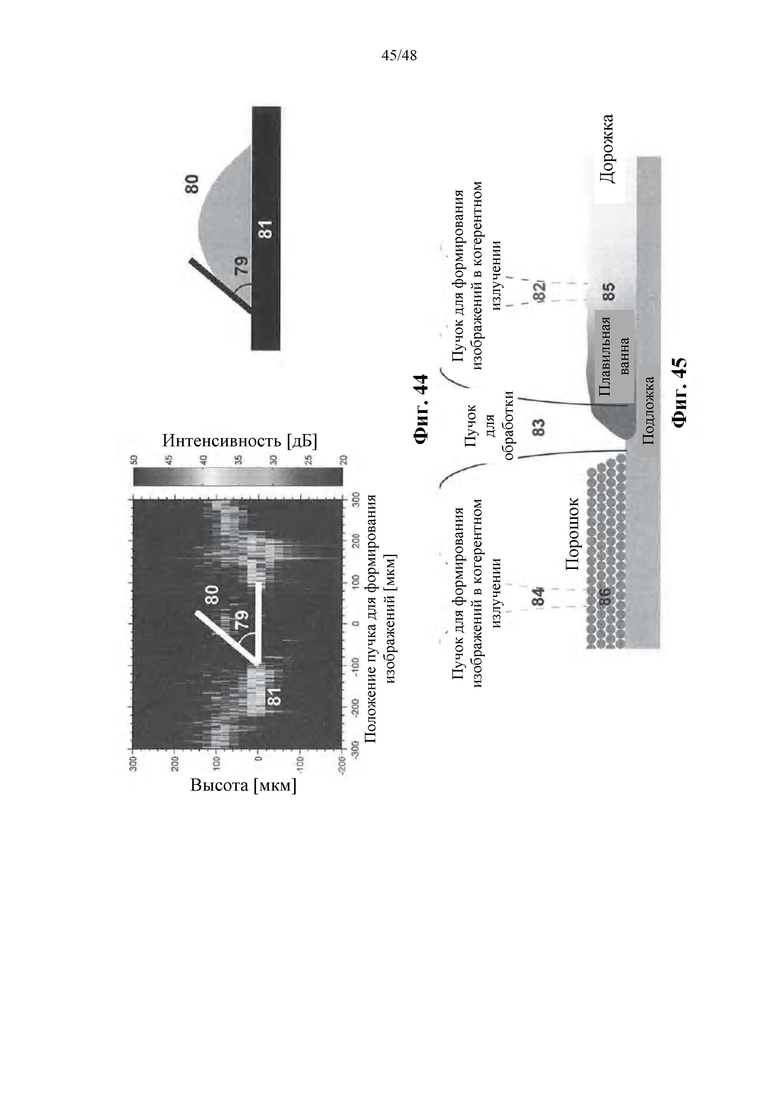
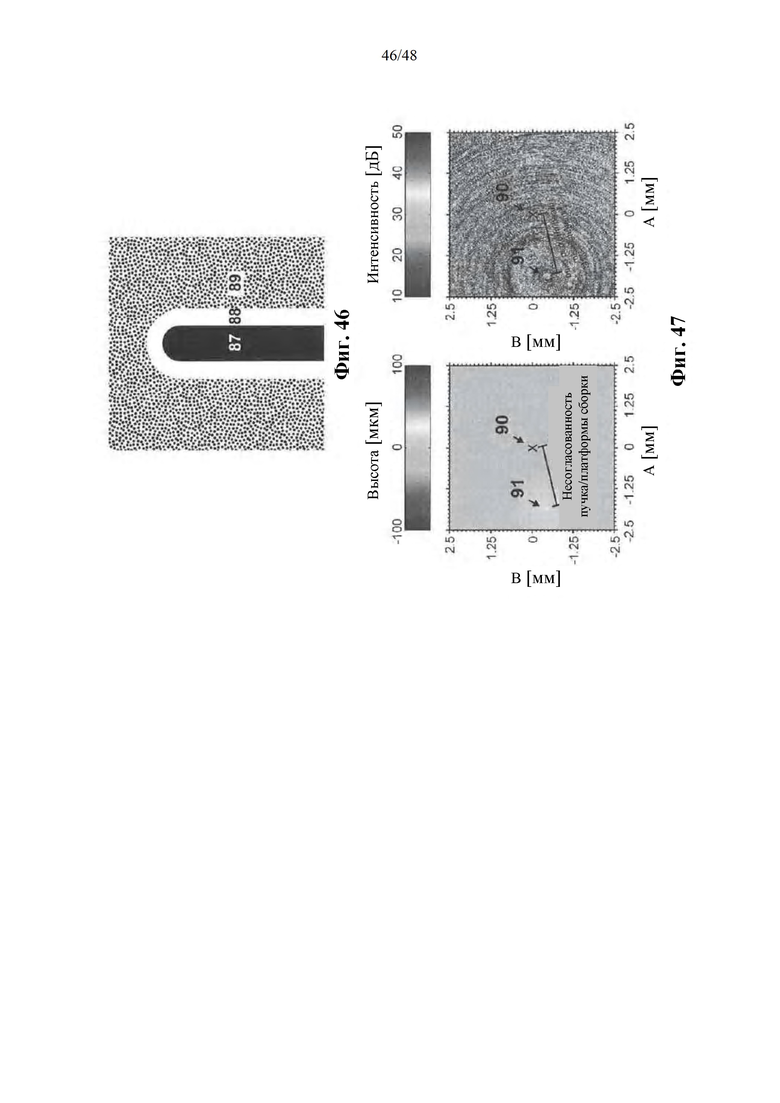
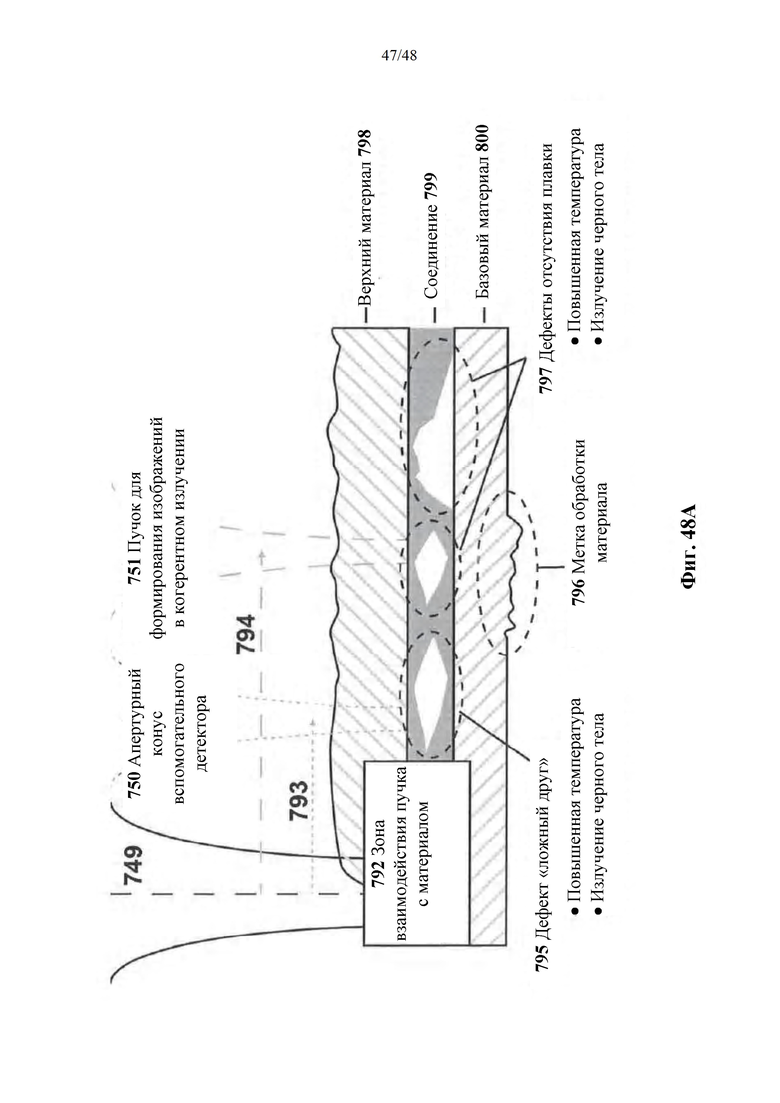
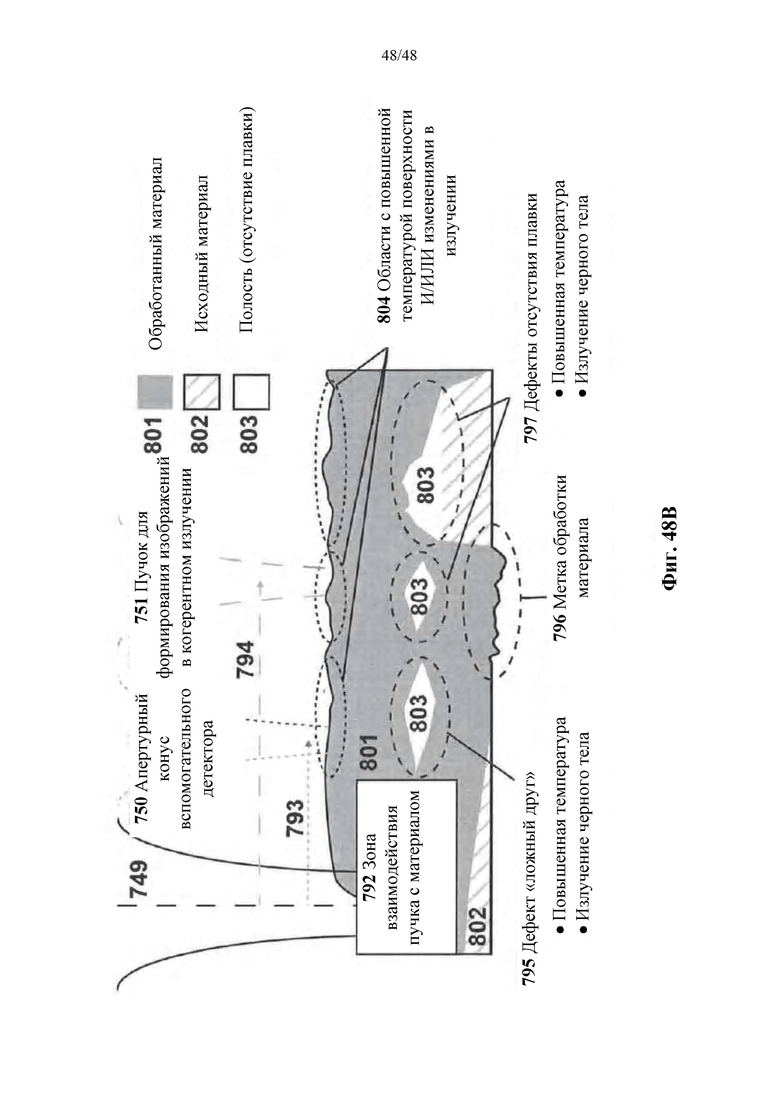
Изобретение относится к способам и системам для формирования изображений в когерентном излучении и управления с обратной связью для модификации материалов и может быть использовано в процессах модификации материалов, таких как лазерная хирургия, спекание и сварка. Источник пучка для обработки материала выдает пучок для обработки материала, который подается в место расположения материала в процессе модификации материала. Оптический источник для формирования изображений выдает световое излучение для формирования изображения. Оптический интерферометр выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое поступает к образцу. Входной сигнал интерферометрии основывается на сравнении по меньшей мере одной длины оптического пути к образцу и другой длины оптического пути. Контроллер с обратной связью управляет по меньшей мере одним параметром обработки процесса модификации материала на основании выходного сигнала интерферометрии. Процесс модификации материала выбирают из спекания, сварки и пайки или их сочетания. Способ включает обработку интерферограмм на основании гомодинной фильтрации, генерирование записи процесса модификации материала с использованием выходного сигнала интерферометрии. В результате обеспечивается высокое качество модификации материалов за счет повышения точности управления процессом. 2 н. и 25 з.п. ф-лы, 2 табл., 48 ил.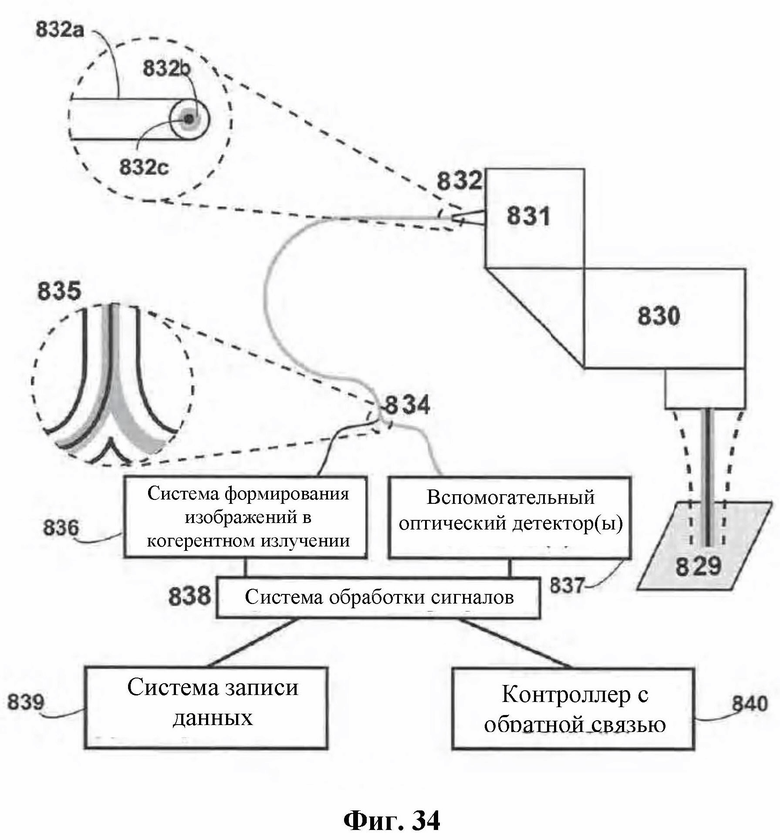
1. Устройство мониторинга и управления процессом модификации материала, содержащее:
источник пучка для обработки материала, который подается в место расположения материала в процессе модификации материала;
источник светового излучения для формирования изображения;
систему формирования изображений в когерентном излучении, включающую в себя оптический интерферометр, который выдает выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, которое подается в область фазового перехода и/или окружающую область, которые образованы в материале, перед, во время и/или после процесса модификации материала, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины предметного оптического пути к по меньшей мере одной точке в области фазового перехода и/или окружающей области и длины опорного оптического пути;
детектор для приема выходного сигнала интерферометрии и выдачи выходного сигнала детектора, отражающего характеристику области фазового перехода и/или окружающей области во время процесса модификации материала;
генератор записей, который генерирует по меньшей мере одну запись на основании выходного сигнала детектора множество раз; и
по меньшей мере один вспомогательный оптический датчик, причем по меньшей мере один вспомогательный оптический датчик принимает по меньшей мере одно собственное оптическое излучение из области фазового перехода и/или окружающей области и выдает по меньшей мере один выходной сигнал, причем собственное оптическое излучение исходит из процесса модификации материала, который не вызван непосредственно системой формирования изображений в когерентном излучении;
при этом по меньшей мере один выходной сигнал связан по меньшей мере с одним из процессора сигналов, генератора сигнала гарантии качества, процессора обратной связи и генератора записей;
причем по меньшей мере одно из процессора сигналов, генератора сигнала гарантии качества, процессора обратной связи и генератора записей генерирует по меньшей мере одно из записи, оповещения и выходного сигнала обратной связи.
2. Устройство по п. 1, в котором процесс модификации материала является частью
процесса аддитивного производства, процесса субтрактивного производства, процесса
соединения или их сочетания.
3. Устройство по п. 2, в котором процесс аддитивного производства включает в себя лазерное спекание, избирательное лазерное спекание, лазерное сплавление, избирательное лазерное сплавление, прямое лазерное спекание металлов, электронно-лучевое плавление, трехмерную печать на основе спекания/плавления порошкового материала в заранее сформированном слое или расплавление порошкового материала в заранее сформированном слое или их вариант, их производное или их сочетание.
4. Устройство по п. 2, в котором процесс аддитивного производства включает в себя процесс с подачей порошка, лазерное осаждение металла, прямое осаждение металла или лазерное плакирование или их вариант, их производное или их сочетание.
5. Устройство по п. 1, которое дополнительно содержит процессор обратной связи, выполненный с возможностью получения входного сигнала из по меньшей мере одного из системы формирования изображений в когерентном излучении, выходного сигнала детектора и вспомогательных оптических датчиков, и выдает выходной сигнал, используемый в качестве сигнала обратной связи, чтобы управлять по меньшей мере одним параметром процесса модификации материала.
6. Устройство по п. 1, которое дополнительно содержит машиночитаемый носитель данных, причем генератор записей сохраняет запись на машиночитаемом носителе данных.
7. Устройство по п. 1, которое выполнено с возможностью управления по меньшей мере одним параметром обработки процесса модификации материала на основании по меньшей мере одной записи.
8. Устройство по п. 7, в котором по меньшей мере один параметр обработки процесса
модификации материала, который подвергается управлению, включает в себя по меньшей
мере одно из следующего:
состояние «включено»/«выключено» пучка для обработки материала;
средняя мощность пучка для обработки материала;
длительность импульса пучка для обработки материала;
максимум интенсивности пучка для обработки материала;
плотность пучка для обработки материала;
энергия пучка для обработки материала;
виды частиц пучка для обработки материала;
длина волны пучка для обработки материала;
частота повторения импульсов пучка для обработки материала;
энергия импульса пучка для обработки материала;
форма импульса пучка для обработки материала;
скорость сканирования пучка для обработки материала;
фокальный диаметр пучка для обработки материала;
фокусное положение пучка для обработки материала;
пространственная конфигурация пучка для обработки материала;
расход теплоносителя;
расход защитного/сопутствующего газа;
давление защитного/сопутствующего газа;
компонентный состав защитного/сопутствующего газа;
по меньшей мере один параметр процесса, выбранный из напряжения и тока;
по меньшей мере один параметр отбраковки;
интенсивность подачи дополнительного материала;
геометрические параметры подачи дополнительного материала; и
тип подачи дополнительного материала.
9. Устройство по п. 7, в котором по меньшей мере один параметр обработки процесса
модификации материала, который подвергается управлению, включает в себя по меньшей мере одно из толщины слоя порошка, плотности утрамбовки, однородности слоя, интенсивности подачи дополнительного материала и выбора осаждаемого материала.
10. Устройство по п. 1, которое выполнено с возможностью выдавать пучок для обработки материала и световое излучение для формирования изображения по существу соосно при осуществлении их подачи в область фазового перехода и/или окружающую область.
11. Устройство по п. 1, в котором процесс модификации материала представляет собой изготовление, модификацию или ремонт объекта путем модификации дополнительного материала при помощи пучка для обработки материала.
12. Устройство по п. 1, в котором материал включает в себя по меньшей мере одно из металла, полупроводникового материала, диэлектрического материала, стекла, керамики, полимера, пластмассы и композитного материала.
13. Устройство по п. 1, которое дополнительно содержит по меньшей мере одну систему
сканирования, которая направляет систему формирования изображений в когерентном излучении на материал.
14. Устройство по п. 1, в котором по меньшей мере один вспомогательный оптический датчик подключен по меньшей мере к одной системе сканирования с возможностью получения пространственного разрешения для излучений процесса модификации материала.
15. Устройство по п. 14, в котором по меньшей мере один вспомогательный оптический датчик подключен к системе сканирования при помощи оптического волокна.
16. Устройство по п. 15, в котором оптическое волокно является одним из волокна с несколькими оболочками и/или волокна с несколькими сердцевинами, и по меньшей мере одно оптическое волокно совместно используется световым излучением для формирования изображений и по меньшей мере одним вспомогательным оптическим датчиком.
17. Устройство по п. 13, в котором по меньшей мере один вспомогательный оптический
датчик подключен по меньшей мере к одной системе сканирования с возможностью получения пространственного разрешения для излучений процесса модификации материала.
18. Способ мониторинга и управления процессом модификации материала, в котором используют пучок для обработки материала, подаваемый в место расположения материала, предусматривающий:
подачу светового излучения для формирования изображения в область фазового перехода и/или окружающую область, созданные в материале, перед, во время и/или после процесса модификации материала;
применение системы формирования изображений в когерентном излучении, включающей в себя оптический интерферометр, чтобы выдавать выходной сигнал интерферометрии с использованием по меньшей мере компонента светового излучения для формирования изображения, подаваемого в область фазового перехода и/или окружающую область перед, во время и/или после процесса модификации материала, причем выходной сигнал интерферометрии основан на сравнении по меньшей мере одной длины предметного оптического пути к по меньшей мере одной точке в области фазового перехода и/или окружающей области и длины опорного оптического пути;
причем выходной сигнал интерферометрии отражает характеристику области фазового перехода и/или окружающей области во время процесса модификации материала;
применение выходного сигнала интерферометрии для управления по меньшей мере одним параметром обработки процесса модификации материала;
расположение по меньшей мере одного вспомогательного оптического датчика для приема по меньшей мере одного собственного оптического излучения из области фазового перехода и/или окружающей области и выдачи одного или нескольких выходных сигналов, причем собственное оптическое излучение исходит из процесса модификации материала, который не вызван непосредственно системой формирования изображений в когерентном излучении;
связывание по меньшей мере одного выходного сигнала по меньшей мере с одним из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей;
причем по меньшей мере одно из процессора сигналов, генератора сигнала гарантии качества, контроллера с обратной связью и генератора записей генерирует по меньшей мере одно из записи, оповещения и выходного сигнала обратной связи; и
применение по меньшей мере одного из записи, оповещения и выходного сигнала обратной связи для по меньшей мере одного из управления и мониторинга модификации материала.
19. Способ по п. 18, в котором управление предусматривает предоставление информации гарантии качества.
20. Способ по п. 18, в котором предусмотрено осуществление управления по меньшей мере одним параметром обработки, выбранным из следующего списка:
состояние «включено»/«выключено» пучка для обработки материала;
средняя мощность пучка для обработки материала;
длительность импульса пучка для обработки материала;
максимум интенсивности пучка для обработки материала;
плотность пучка для обработки материала;
энергия пучка для обработки материала;
виды частиц пучка для обработки материала;
длина волны пучка для обработки материала;
частота повторения импульсов пучка для обработки материала;
энергия импульса пучка для обработки материала;
форма импульса пучка для обработки материала;
скорость сканирования пучка для обработки материала;
фокальный диаметр пучка для обработки материала;
фокусное положение пучка для обработки материала;
пространственная конфигурация пучка для обработки материала;
расход теплоносителя;
расход защитного/сопутствующего газа;
давление защитного/сопутствующего газа;
компонентный состав защитного/сопутствующего газа;
по меньшей мере один параметр процесса, выбранный из напряжения и тока;
по меньшей мере один параметр отбраковки;
интенсивность подачи дополнительного материала;
геометрические параметры подачи дополнительного материала; и
тип подачи дополнительного материала.
21. Способ по п. 18, в котором предусмотрено управление по меньшей мере одним из толщины слоя порошка, плотности утрамбовки, однородности слоя, интенсивности подачи дополнительного материала и выбора осаждаемого материала.
22. Способ по п. 18, в котором предусмотрена по существу соосная подача пучка для обработки материала и светового излучения для формирования изображений в область фазового перехода и/или окружающую область.
23. Способ по п. 18, в котором предусмотрено управление процессом аддитивного производства, который используется для изготовления, модификации или ремонта объекта путем модификации дополнительного материала при помощи пучка для обработки материала.
24. Способ по п. 18, в котором предусмотрено управление процессом аддитивного производства, причем материал включает в себя по меньшей мере одно из металла, полупроводникового материала, диэлектрического материала, стекла, керамики, полимера, пластмассы и композитного материала.
25. Способ по п. 18, в котором предусмотрено дополнительное размещение по меньшей мере одного вспомогательного оптического датчика для обнаружения плавки и/или отсутствия плавки в процессе модификации материала.
26. Устройство по п. 1, в котором процесс модификации материала выбран из спекания, сварки, пайки и их сочетания.
27. Способ по п. 18, в котором процесс модификации материала выбирают из спекания, сварки, пайки и их сочетания.
| US 20120138586 A1, 07.06.2012 | |||
| US 20160039045 A1, 11.02.2016 | |||
| US 20140275986 A1, 18.09.2014 | |||
| СВАРКА ИЗДЕЛИЙ ИЗ СУПЕРСПЛАВОВ | 2001 |
|
RU2265505C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА | 1993 |
|
RU2094225C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ | 1999 |
|
RU2228243C2 |

