Изобретение относится к способам реализации структуры операционных модулей и конструкций ванн как выполненных, так и проектируемых в одноуровневой компоновке линий для нанесения гальванических и химических покрытий, а также управления подачей воды в их промывные ванны и может быть использовано как при модернизации уже имеющихся гальванических линий, так и разрабатываемых, как с ручным или механизированным способом перемещения приспособлений с деталями, так и автоматических, функционирующих в малосточном режиме,
Широко известны способы реализации структуры операционных модулей и конструкций ванн выполненных в одноуровневой компоновке линий для нанесения гальванических и химических покрытий, включающие размещение в технологической последовательности гальванических ванн операционных модулей предварительной, основной и постобработки, стоки которых скомпонованы по виду сточных вод: кислотно-щелочные, хромистые и цианистые, поступающих на очистные сооружения от ванн промывки, операции в которых осуществляют погружным, струйным и/или комбинированным методами, а подачу воды в них осуществляют через ручные вентили или электромагнитные клапаны, с учетом необходимой технологической кратности обмена в них или значения критерия промывки для конкретной операции [1].
Недостатками данных способов являются:
- отсутствие взаимосвязи между моментами загрузки ванн промывки погружением деталями и началом и длительностью подачи воды в последние, что приводит к непроизводительному расходу воды, в частности в условиях многономенклатурного и мелкосерийного производства со стохастическим характером поступления деталей на обработку, особенно в условиях многопроцессной гальванической линии;
- сравнительно большой расход воды, используемой при реализации операции струйной промывки, поскольку подачу струй воды осуществляют на всю поверхность загруженных в ванну струйной промывки деталей, находящихся в статичном положении, что, в свою очередь, приводит к увеличенному объему сточных вод, направляемых на очистные сооружения;
- искусственно, в связи с выше изложенным, увеличиваемая мощность необходимых централизованных очистных сооружений (ЦОС), обусловленная требуемой по технологии кратности сменяемости воды в ваннах промывки погружением (1-2 объема в час), без взаимосвязи с реальной загрузкой конкретных ванн операционных модулей гальванической линии деталями;
- заниженная производительность линии гальванохимической обработки из-за необходимости относительно длительного (порядка 1-2 минут) нахождения деталей в каждой ванне промывки погружным способом при двух- или трехступенчатой схеме промывки;
- сравнительно ограниченные функционально-технологические возможности конструкций, в частности, процессных ванн, не позволяющие или делающие затруднительным проводить очистку поверхностей деталей и/или их электролитов непосредственно в процессной ванне и др.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ реализации структуры операционных модулей и конструкций ванн выполненных в одноуровневой компоновке линий для нанесения гальванических и химических покрытий, включающие размещение в технологической последовательности гальванических ванн операционных модулей предварительной, основной и постобработки, стоки которых скомпонованы по виду сточных вод: кислотно-щелочные, хромистые и цианистые, поступающих на очистные сооружения от ванн промывки, операции в которых осуществляют комбинированным-погружным и струйным методами, подачу воды в которые осуществляют через электромагнитные клапаны, управляемые от реле времени, с учетом необходимой технологической кратности обмена воды в них или значения критерия промывки для конкретной операции [2].
Недостатком известного способа, выбранного в качестве прототипа, является отсутствие взаимосвязи между длительностью обработки деталей в процессных ваннах соответствующих операционных модулей и моментами загрузки их ванн промывки погружением деталями и началом и длительностью подачи воды в последние, что приводит к непроизводительному расходу воды, в частности в условиях многономенклатурного и мелкосерийного производства со стохастическим характером поступления деталей на обработку, особенно в условиях многопроцессной гальванической линии, что при технологическом требовании сменности воды в ваннах объемной промывки 1-2 объема в час и среднем количестве таких ванн в линии - 4-6, приводит к значительной и неэффективной нагрузке на очистные сооружения, требованиям значительной мощности последних и повышенной потере ценных компонентов электролитов.
Другим недостатком известного способа, выбранного в качестве прототипа, является заниженная производительность линии гальванохимической обработки из-за необходимости относительно длительного (порядка 1-2 минут) нахождения деталей в каждой ванне промывки погружным способом, в частности, при использовании двух- или трехступенчатой схеме промывки.
Еще одним недостатком известного способа, выбранного в качестве прототипа, являются его сравнительно ограниченные функционально-технологические возможности, в частности, процессных ванн, не позволяющие или делающие затруднительным проведение очистки поверхностей деталей и/или электролитов непосредственно в процессной ванне и др.
Новый технический результат заключается в сокращении объемов потребления чистой воды и сточных вод, поступающих на очистные сооружения, времени промывки деталей в каждом из операционных модулей, повышении эффективности функционирования последних и расширении их функционально-технологических возможностей и гальванических линий, в целом.
Новый технический результат достигается тем, что в известном способе реализации структуры операционных модулей и конструкций ванн выполненной в одноуровневой компоновке гальванической линии и управления подачей воды в их промывные ванны, включающем размещение в технологической последовательности гальванических ванн операционных модулей предварительной, основной и постобработки, стоки которых скомпонованы по виду сточных вод: кислотно-щелочные, хромистые и цианистые, поступающих на очистные сооружения от ванн промывки, операции в которых осуществляют погружным и струйным методами, подачу воды в их промывные ванны осуществляют через электромагнитные клапаны, управляемые от реле времени, с учетом необходимой технологической кратности обмена в них или значения критерия промывки для конкретной операции, согласно изобретению, промывку деталей в каждом из операционных модулей гальванической линии последовательно осуществляют, по крайней мере, в одной ванне струйно-динамической промывки и в ванне промывки погружением в холодной и/или горячей воде, а слив воды из ванны промывки погружением в каждом из операционных модулей осуществляют в ее переливной карман, соединенный, либо непосредственно или через фильтр механической очистки с промежуточной емкостью, оснащенной переливной трубой и сливным вентилем и установленную под или рядом с ванной, либо только в ее, по крайней мере один, переливной карман, оснащенный переливной трубой и сливным вентилем, выходы которых соединены со входом насоса, выход которого, через регулирующий вентиль и/или фильтр механической очистки, соединен с коллектором для струйной промывки, установленным в ванне струйно-динамической промывки, оснащенной переливной трубой и/или сливным патрубком, слив загрязненной основным отмываемым компонентом воды из которой осуществляют, непосредственно или через фильтр механической очистки, через шаровой кран, выходы или выход которого, в зависимости от вида процессной ванны - с нагревом ее обрабатывающей среды или без оного, этапа предварительной обработки-травление и/или активация, соединены, соответственно:
- либо непосредственно с промежуточной емкостью, установленную под или рядом с процессной ванной и/или через промежуточную емкость, оснащенную переливной трубой и сливным вентилем, установленную под или рядом с ванной струйно-динамической промывки, или непосредственно, - со входом насоса, выход которого, непосредственно или через регулирующий вентиль и фильтр механической очистки, соединен с коллектором для струйной промывки, установленным в процессной ванне соответствующего операционного модуля, по крайней мере один, переливной карман которой оснащен переливной трубой и/или сливным патрубком, соединенным, непосредственно или через сливной вентиль, либо с промежуточной емкостью, установленной под или рядом с ней и оснащенной переливной трубой и, через сливной вентиль, соединенный с насосом, выход которого, непосредственно или через фильтровальную установку и регулирующий вентиль, соединен с процессной ванной, либо непосредственно с насосом, выход которого, непосредственно или через фильтровальную установку и/или регулирующий вентиль, соединен с процессной ванной;
- либо с промежуточной емкостью процессной ванны, установленную под или рядом с последней и оснащенную переливной трубой и сливным вентилем, выход которого соединен со входом насоса, выход которого, через регулирующий вентиль и/или фильтровальную установку, соединен с процессной ванной, либо непосредственно со входом насоса, выход которого, непосредственно или через регулирующий вентиль и фильтр механической очистки, соединен с коллектором для струйной промывки, установленным в переливном кармане процессной ванны, оснащенном переливной трубой и/или сливным патрубком, соединенным через сливной вентиль со входом насоса, выход которого, через регулирующий вентиль и/или фильтровальную установку соединен с процессной ванной;
- либо с промежуточной емкостью, установленную под или рядом с процессной ванной, оснащенную переливной трубой и сливным вентилем, соединенным с насосом, выход которого, через регулирующий вентиль, соединен с процессной ванной и с промежуточной емкостью, расположенную под или рядом с ванной струйно-динамической промывки и оснащенную переливной трубой и, через сливной вентиль, с насосом, выход которого, через регулирующий вентиль, соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, либо непосредственно с насосом, соединенным со входом трехходового шарового крана, один из выходов которого соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, а второй - через фильтр механической очистки или непосредственно - с коллектором струйной промывки, установленным в переливном кармане процессной ванны, оснащенной переливной трубой и сливным вентилем, соединенным с насосом, выход которого, через регулирующий вентиль, соединен с процессной ванной, при этом, подачу чистой воды в ванну промывки погружением в конкретном операционном модуле осуществляют в течение наперед заданного времени с заранее установленным удельным расходом воды в соответствие с технологическими требованиями для данной операции, причем начало подачи воды в ванны промывки погружением в конкретном операционном модуле производят по сигналу от его датчика загрузки или оператора линии в течение значения времени, установленного на таймере для контроля времени подачи воды и управления включением электромагнитного клапана для подачи последней.
В качестве датчика загрузки, в зависимости от вида гальванической линии - с автоматическим или ручным/механизированным способом перемещения приспособлений с деталями, используют, соответственно, либо датчик загрузки ванны струйно-динамической промывки и/или промывки погружением соответствующего операционного модуля, либо кнопку/педаль, установливаемую на трапе у какой-либо из этих ванн.
А в качестве чистой воды, по крайней мере, для операций промывки деталей в процесах основной обработки (покрытия) и/или очистки внутренней поверхности струеформирующих элементов используют дистиллированную, обессоленную или деионизованную воду.
Причем, подачу воды в коллекторы для струйной промывки осуществляют через обратные клапаны, устанавливаемые с одной из сторон коллектора, к противоположной стороне которого подключен шаровой или электромагнитный клапан для подачи очищающей среды, в качестве которой используют дистиллированную воду и/или сжатый воздух.
А при промывке деталей в операционном модуле обезжиривания, по крайней мере, промежуточная емкость, расположенная под ванной струйно-динамической промывки, или сама последняя в своей нижней части оснащаются нагревателями моющей жидкости, либо после процессной ванны используют ванну с комбинированным методом промывки - погружением в горячую воду и струйным, в том числе, соединенной с насосом для подачи горячей воды в коллектор для струйно-динамической промывки деталей при их выгрузке из ванны обезжиривания.
Кроме того, уставки времени подачи воды в ванны промывки погружением, в зависимости вида операционного модуля - предварительной, основной и постобработки, определяют из соотношения:

где: ТПр.В.,j,i - время обработки деталей в процессной ванне j-го вида операционного модуля i-го наименования, задействованных в одном цикле обработки деталей, мин., i=l, 2, 3, 4, j=1, 2, 3, 4 (для 1-го ОМ линии, i=1, при ТПр.В Трл(Акт) << ТПр.В ОБХ (ЭХО)),
где: ТПр.В ОБХ(ЭХО) - длительность обработки деталей в ванне обезжиривания;
ТПр.В Трл(Акт) - длительность обработки деталей в ванне травления;
nПр.В.,j,i - количество процессных ванн j-го вида в операционном модуле i-го наименования, задействованных в одном цикле обработки деталей, nПр.В., i = 1, 2, 3, …;
ТВСП, i - время струйно-динамической промывки (суть, выгрузки или перемещения деталей), мин., ТВСП, i ≈ 0,1-0,2 мин. для подвесок и ≈ 1-2 мин. для перфорированных барабанов;
nВСП., i - количество ванн струйной промывки в операционном модуле i-го наименования, задействованных в одном цикле обработки деталей, nПр.В., i =1, 2;
Туст.ВПП,i; - длительность уставки подачи воды в ванну промывки погружным способом (ВПП) операционного модуля i-го наименования, мин.
При этом, в случае:
ТПр.В Трл (Акт) ≈ ТПр.В ОБХ (ЭХО).
операционный модуль предварительной обработки разделяют (i=1) на два отдельных: обезжиривания и травления, со своей системой подачи воды, где: ТПр.В ОБХ(ЭХО) - длительность обработки деталей в ванне обезжиривания;
ТПр.В Трл(Акт) - длительность обработки деталей в ванне травления.
В переливных карманах процессных ванн для нанесения покрытия размещены фильтровальные устройства, в качестве которых используют погружные электрохимические модули или селективные электролизеры.
А промежуточные емкости, установленные под или рядом с ваннами, ванны струйно-динамической промывки и переливные карманы ванн, соединенных через сливные вентили с насосами, оснащаются датчиками-сигнализаторами уровня жидкости в них, в качестве которых используют и/или устанавливаемые на выходах насосов реле протока или датчики давления для предотвращения запуска насосов на «холостом» ходу.
Кроме того, при очистке поверхностей деталей в ванне промывки погружением в каждом из операционных модулей, с перемешиванием в ней воды путем барботажа, подачу сжатого воздуха в ее барботер производят по сигналу от датчика загрузки или оператора линии в течение длительности экспозиции деталей в ванне промывки погружением и, в случае ручного/механизированного способа перемещения приспособлений, длительности их обработки в ванне струйно-динамической промывки, установленной на таймере для контроля времени подачи сжатого воздуха для барботажа и управления процессом последним и осуществляют его путем включения безмасляной воздуходувки непосредственно или через механический воздушный фильтр, в том числе и используя воздух с улицы.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ позволяет:
- сократить (до нескольких раз) водопотребление и объем сточных вод, поступающих на очистные сооружения и уменьшить потерю ценных компонентов электролитов, в частности, условиях многономенклатурного и мелкосерийного производства со стохастическим характером поступления деталей на обработку, особенно в условиях многопроцессной гальванической линии, за счет осуществления взаимосвязи между длительностью обработки деталей в процессных ваннах соответствующих операционных модулей и моментами загрузки их ванн промывки погружением деталями и началом и длительностью подачи воды в последние, а также путем организации противоточного движения воды;
- сократить (ло лвух раз) время промывки деталей в каждом из операционных модулей, за счет исключения использования только погружного метода при двух- или трехступенчатой схеме промывке деталей;
- расширить функционально-технологические возможности операционных модулей и гальванических линий, в целом, за счет обеспечения возможности их реализации с использованием промежуточных емкостей или без оных, проведения очистки поверхностей деталей и/или электролитов непосредственно в процессной ванне при различном положения штанги с приспособлением с обрабатываемыми деталями в ваннах - параллельно или перпендикулярно направлению ее перемещения по линии и/или количества используемых соседних ванн электрохимической обработки;
- повысить эффективность функционирования операционных модулей гальванической линии, в целом, за счет снижения энерго- и водопотребления как при подаче воды, так и при ее перемешивании, а также путем оптимизации используемых конструкторско-технологические решений ванн и др.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной и родственных областях техники показало, что известны способы реализации структуры операционных модулей и конструкций ванн выполненных в двухуровневой компоновке линий для нанесения гальванических и химических покрытий, включающие размещение в технологической последовательности гальванических ванн операционных модулей предварительной, основной и постобработки, операции в которых осуществляют струйным и погружным методами, а слив промывной воды и используемых электролитов/растворов осуществляют в расположенные под ваннами баки и сборники-накопители, оснащенными насосами для возврата обрабатывающих сред в технологический процесс [3, 4].
Однако, во-первых, известные способы предназначены для использования лишь на этапе проектирования новых гальванических линий, а их применение для выполненных в одноуровневой компоновке гальванических линий, учитывая незначительную высоту расположения ванн относительно пола гальванического цеха, как правило, не выше 0,4-0,5 м, и объемы отработанных сливаемой в баки промывной воды и технологических растворов, практически полностью исключает их использование в этом случае.
Кроме того, предлагаемое техническое решение направлено и на снижение энергопотребления и при перемешивании воды в промывных ваннах, а также на оптимизацию используемых конструкторско-технологические решений, как процессных ванн, так ванн струйно-динамической и погружной промывки.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию «существенные отличия».
Изобретение поясняется чертежами.
На фиг. 1 представлена структурная схема операционного модуля (ОМ) обезжиривания деталей на подвесках (в данном случае) при использовании промежуточных емкостей.
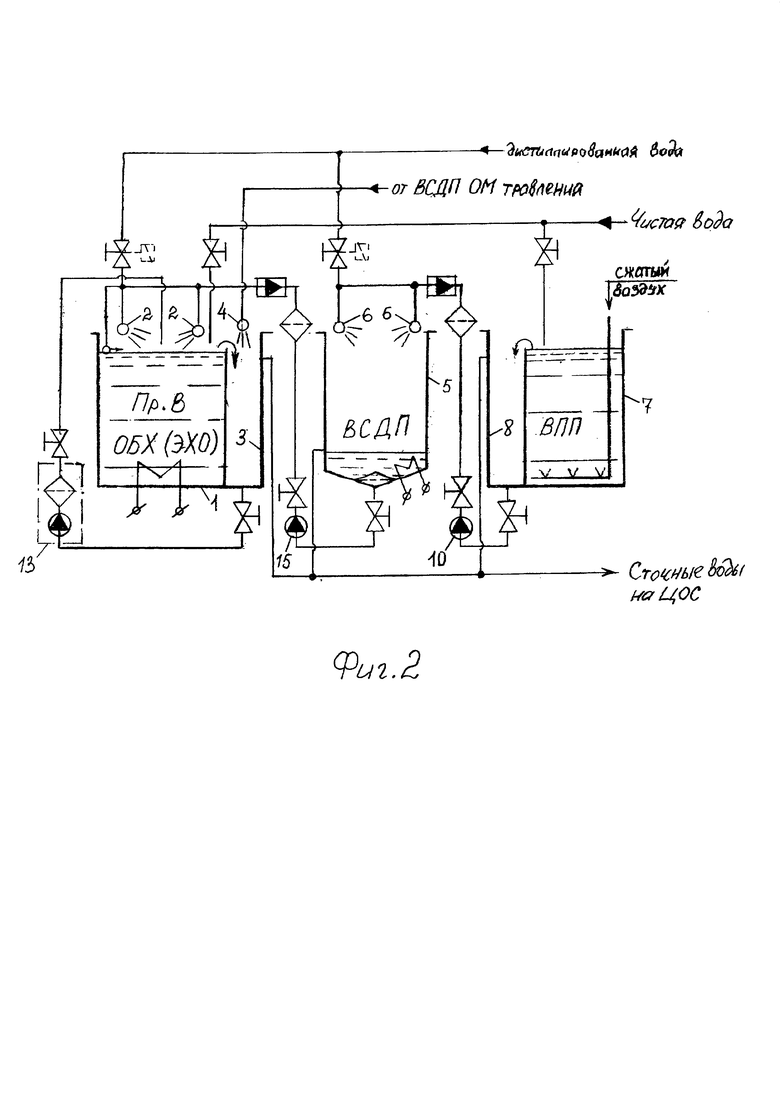
На фиг. 2 представлена структурная схема ОМ обезжиривания деталей на подвесках (в данном случае) без использования промежуточных емкостей.
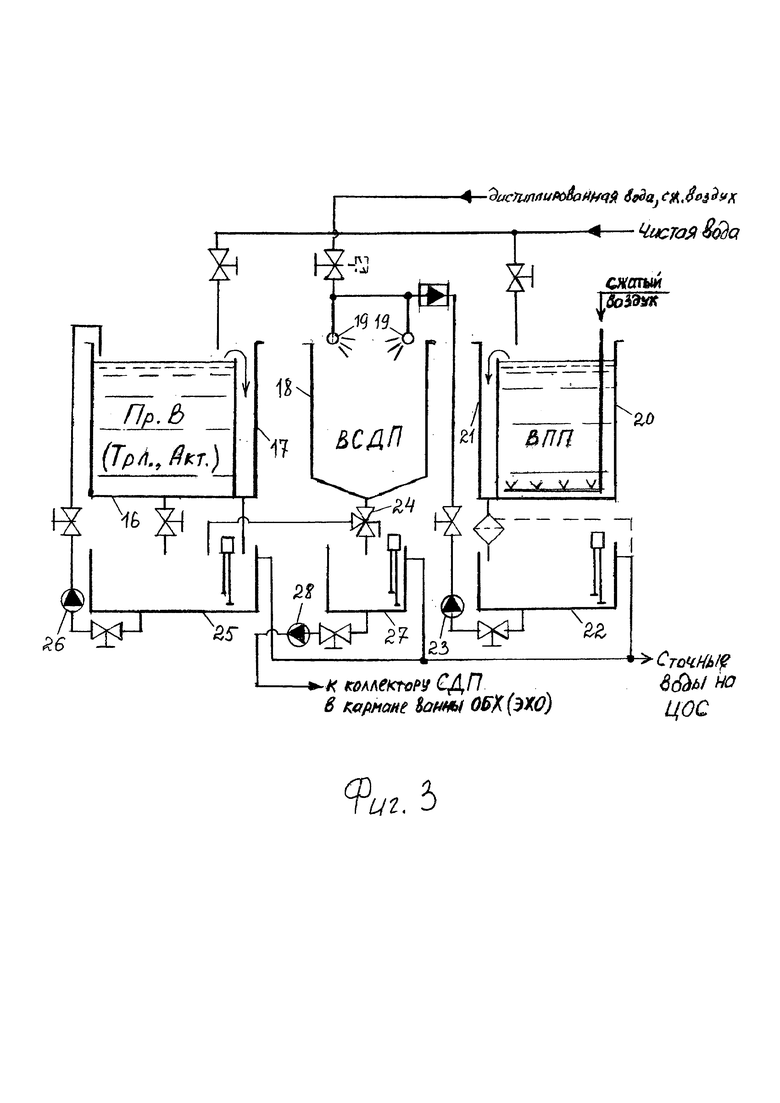
На фиг. 3 представлена структурная схема операционного модуля (ОМ) травления/активации деталей на подвесках (в данном случае) при использовании промежуточных емкостей.
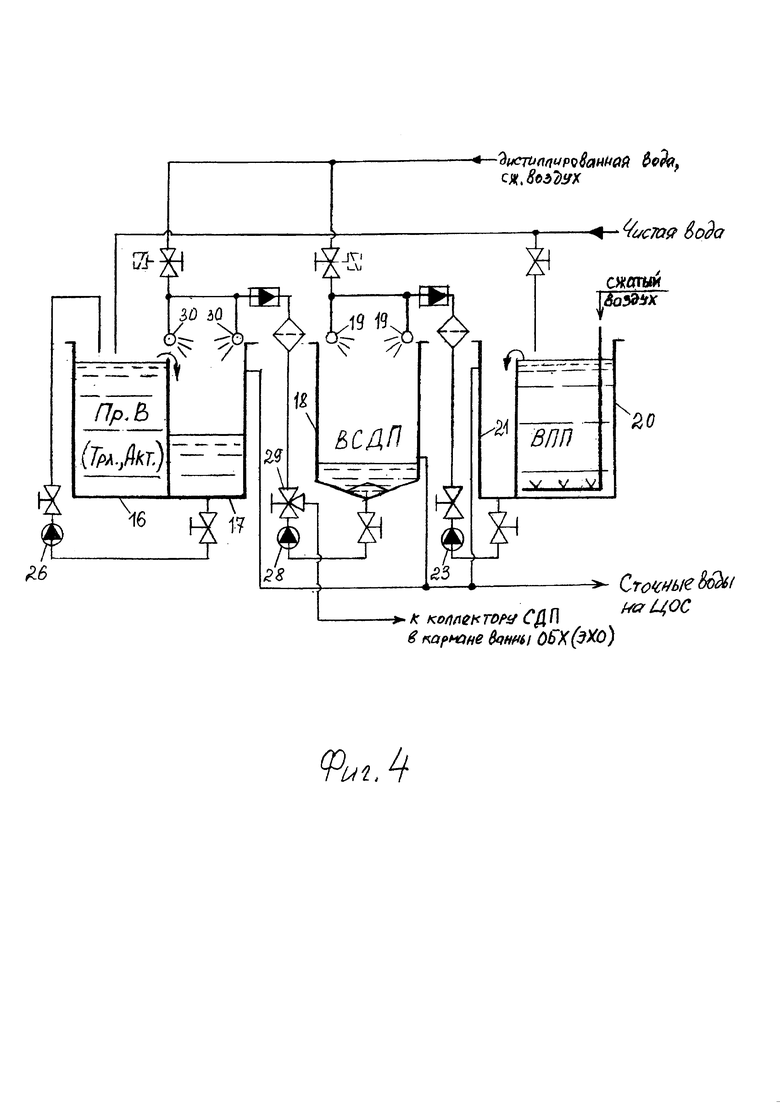
На фиг. 4 представлена структурная схема операционного модуля (ОМ) травления/активации деталей на подвесках (в данном случае) без использования промежуточных емкостей.
На фиг. 5 представлена структурная схема операционного модуля (ОМ) деталей на подвесках (в данном случае) с процессной ванной без нагрева ее обрабатывающей среды (цинкования, кадмирования и др.) при использовании промежуточных емкостей.
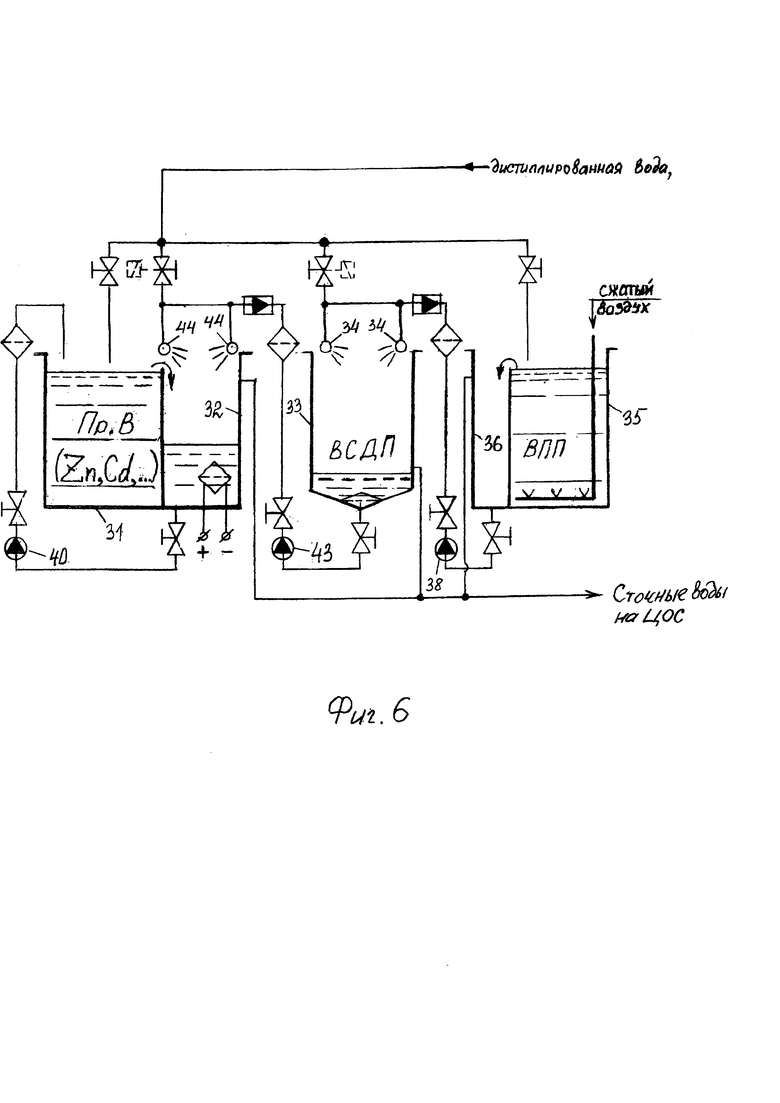
На фиг. 6 представлена структурная схема операционного модуля (ОМ) деталей на подвесках (в данном случае) с процессной ванной без нагрева ее обрабатывающей среды (цинкования, кадмирования и др.) без использования промежуточных емкостей.
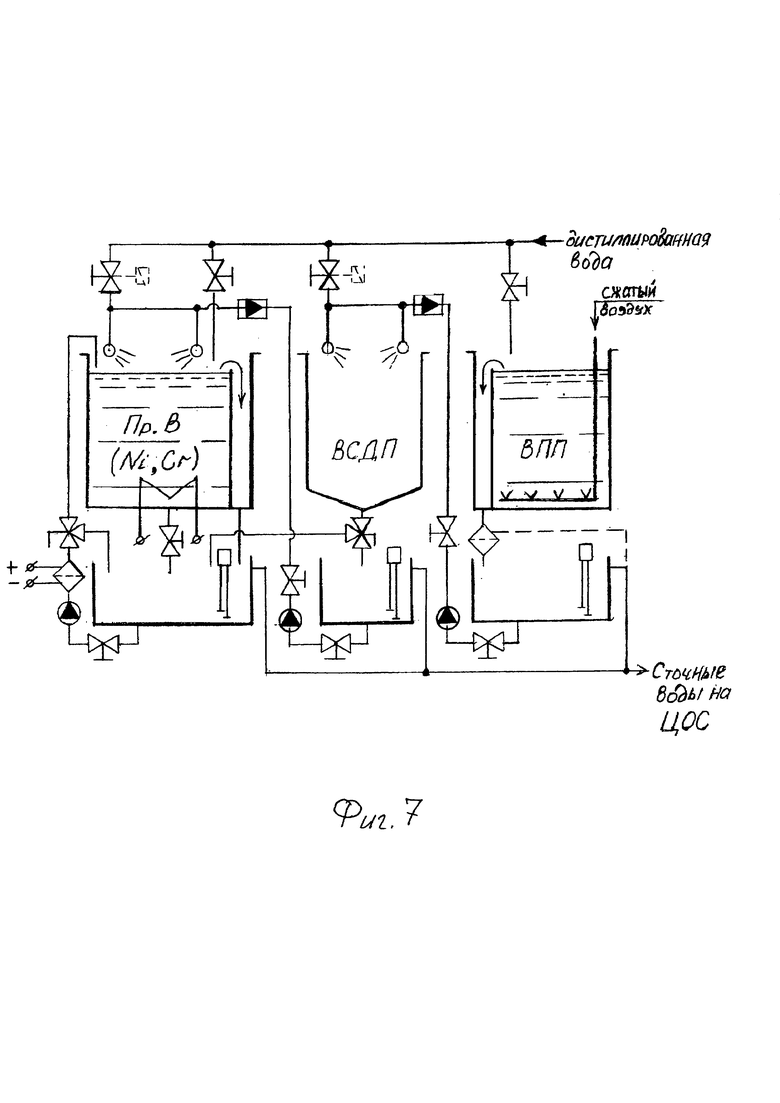
На фиг. 7 представлена структурная схема операционного модуля (ОМ) деталей на подвесках (в данном случае) с процессной ванной с нагревом ее обрабатывающей среды (никелирования, хромирования и др.) при использовании промежуточных емкостей и трехступенчатой системы промывки (2-струйным методом, 1 - погружным методом).
На фиг. 8 представлена структурная схема операционного модуля (ОМ) деталей на подвесках (в данном случае) с процессной ванной с нагревом ее обрабатывающей среды (никелирования, хромирования и др.) без использования промежуточных емкостей и с трехступенчатой системой промывки (2-струйным методом, 1 - погружным методом).
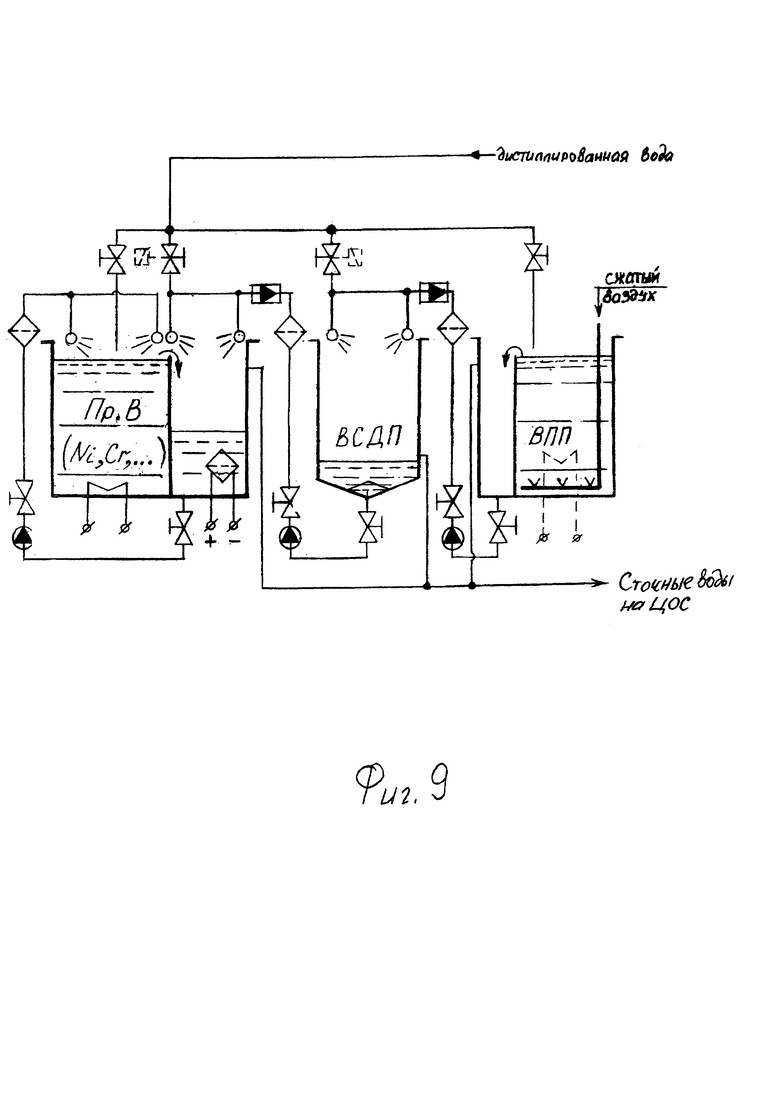
На фиг. 9 представлена структурная схема операционного модуля (ОМ) деталей на подвесках (в данном случае) с процессной ванной с нагревом ее обрабатывающей среды (никелирования, хромирования и др.) без использования промежуточных емкостей и с четырехступенчатой системой промывки (3-струйным методом, 1 - погружным методом).
На фиг. 10 представлена структурная схема управления подачей воды и сжатого воздуха в операционные модули предварительной обработки, в данном случае, при:
ТПр.В Трл (Акт) << ТПр.В ОБХ (ЭХО).
На фиг. 11 представлена структурная схема управления подачей воды и сжатого воздуха в операционном модуле основной обработки (покрытия) и/или в случае:
ТПр.В Трл (Акт) ≈ ТПр.В ОБХ (ЭХО).
В состав любой гальванической линии входят, по крайней мере, ОМ обезжиривания, травления и/или активации и основной обработки (покрытия).
В состав ОМ обезжиривания входят по крайней мере одна процессная ванна 1 обезжиривания, оснащенная нагревателями (на фиг. 1, 2 не обозначены), коллектором (на фиг. 1, 2 не обозначен) для сдува пены с поверхности зеркала ванны, коллекторами 2 для струйной промывки и переливным карманом 3, оснащенным коллектором 4 для струйной деструктуризации пены, по крайней мере одна ванна 5 струйно-динамической промывки (ВСДП) с коллекторами 6 для струйной промывки и ванна 7 промывки деталей погружным методом с переливным карманом 8 и барботером (на фиг. 1, 2 не обозначен), подачу чистой воды в которую, а также в ванну 1 обезжиривания осуществляют через запорно-регулирующие вентили (на фиг. 1, 2 не обозначены), а подачу дистиллированной воды в коллекторы 2 и 6 осуществляют через запорно-регулирующие вентили или электромагнитные клапаны (на фиг. 1, 2 не обозначены).
При этом, в случае уже имеющейся гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха, порядка 0,4-0,5 м, слив воды из ванны 7 промывки погружением ОМ обезжиривания, впрочем как и из ванны промывки погружением любого другого операционного модуля гальваничсеской линии, осуществляют, через ее переливной карман 8, выход которого непосредственно или через фильтр механической очистки (на фиг. 1 не обозначен), в установленную под или рядом с ванной 7 промежуточную емкость 9, оснащенную сливным вентилем (на фиг. 1 не обозначен) выход которого соединен со входом насоса 10, выход которого, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 1 не обозначены), соединен с коллекторами 6, установленными в ванне 5, слив загрязненной основным отмываемым компонентом воды из которой осуществляют через шаровой кран 11, первый выход которого соединен с установленной под или рядом с ванной 3 промежуточной емкостью 12, оснащенную сливным вентилем (на фиг.1 не обозначен), выход которого соединен со входом фильтровальной установки 13, выход которой, через регулирующий вентиль (на фиг. 1 не обозначен), соединен с ванной 3, а второй выход шарового крана 11 соединен с установленной под или рядом с ванной 5 промежуточной емкостью 14, оснащенную нагревателем и сливным вентилем (на фиг. 1 не обозначены), выход последнего из которых соединен со входом насоса 15, выход которого, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 1 не обозначены), соединен с коллекторами 2, установленными в ванне 3 для реализации процесса струйно-динамической промывки деталей при их выгрузке из ванны 3.
При этом, промежуточные емкости 9, 12 и 14 оснащены переливными трубами (на фиг. 1 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных стоков на централизованные очистные сооружения (ЦОС).
А в качестве устройств для защиты от запуска насосов 10, 15 и насоса в составе фильтровальной установки 13 на «холостом» ходу могут быть использованы поплавковые указатели уровня с электроконтактами (не обозначенные на фиг. 1, 3, 5, 7), либо, устанавливаемые на выходах насосов реле протока или датчики давления (не показанные на фиг. 2, 4, 6, 8, 9), обеспечивающие отсутствие возможности их включения при понижении уровня жидкости ниже необходимого для работы насосов уровня.
Кроме того, при промывке деталей в ОМ обезжиривания, после процессной ванны 1, перед ВСДП 5 или ВПП7, можно использовать ванну с комбинированным методом промывки - погружением в горячую воду и струйным, в том числе, соединенной с насосом 15 для подачи горячей воды в коллектор 2 для струйно-динамической промывки деталей при их выгрузке из ванны 1.
В случае проектируемой гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха, порядка 0,1-0,2 м, слив воды из ванны 7 производят в ее, по крайней мере, один переливной карман 8, оснащенный переливной трубой и сливным вентилем (на фиг. 2 не обозначены), выход которого соединен со входом насоса 10, выход которого, в свою очередь, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 2 не обозначены), соединен с коллекторами 6 для струйной промывки, установленным в ванне 5, оснащенной переливной трубой и сливным патрубком, через сливной вентиль, соединенный с насосом 15, выход которого, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 2 не обозначены), соединен с коллекторами 2 для струйной промывки, установленным в ванне 1, переливной карман 3 которой оснащен переливной трубой и сливным вентилем (на фиг. 2 не обозначены), выход которого соединен со входом фильтровальной установки 13, выход которой, через регулирующий вентиль (на фиг. 1 не обозначен), соединен с ванной 3.
При этом, переливные карманы 3 и 8 ванн 1 и 7, а также корпус ВСДП 5 оснащены переливными трубами (на фиг. 2 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных стоков на ЦОС.
В состав ОМ следующей по технологии обработки - травления/активации деталей входят по крайней мере одна процессная ванна 16 травления/активации и переливным карманом 17 со сливными вентилями (на фиг. 3, 4 не обозначены), по крайней мере одна ванна 18 струйно-динамической промывки с коллекторами 19 для струйной промывки и ванна 20 промывки деталей погружным методом с переливным карманом 21 и барботером (на фиг. 3, 4 не обозначен), подачу чистой воды в которую, а также в ванну 16 травления/активации осуществляют через запорно-регулирующие вентили (на фиг. 3, 4 не обозначены), а подачу дистиллированной воды в коллекторы 19 осуществляют через запорно-регулирующие вентили или электромагнитные клапаны (на фиг. 3, 4 не обозначены).
В случае уже имеющейся гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха, ≥0,4-0,5 м, слив воды из ванны 20 промывки погружением ОМ травления/активации, впрочем как и из ванны промывки погружением любого другого операционного модуля гальваничсеской линии, осуществляют, через ее переливной карман 21, выход которого непосредственно или через фильтр механической очистки (на фиг. 3 не обозначен), в установленную под или рядом с ванной 20 промежуточную емкость 22, оснащенную сливным вентилем (на фиг. 3 не обозначен) выход которого соединен со входом насоса 23, выход которого (в данном случае), через регулирующий вентиль и обратный клапан (на фиг. 3 не обозначены), соединен с коллекторами 19, установленными в ванне 18, слив загрязненной основным отмываемым компонентом воды из которой осуществляют через шаровой кран 24, первый выход которого соединен с установленной под или рядом с ванной 16 промежуточной емкостью 25, оснащенную сливным вентилем (на фиг. 3 не обозначен), выход которого соединен (в данном случае) со входом насоса 26, выход которого, через регулирующий вентиль (на фиг. 3 не обозначен), соединен с ванной 16, а второй выход шарового крана 24 соединен с установленной под или рядом с ванной 18 промежуточной емкостью 27, оснащенную сливным вентилем (на фиг. 3 не обозначен), выход которого соединен со входом насоса 28, выход которого, через регулирующий вентиль (на фиг. 3 не показан), соединен с коллектором 4 (см. Фиг. 1), установленным в переливном кармане 3 ванны 1, для струйной деструктуризации пены ранее слитой в карман 3 ванны 1 в процессе обработки в последней деталей.
При этом, промежуточные емкости 22, 25 и 27 оснащены переливными трубами (на фиг. 3 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных стоков на централизованные очистные сооружения (ЦОС).
В случае же проектируемой гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха, порядка 0,1-0,2 м, слив воды из ванны 20 производят в ее, по крайней мере, один переливной карман 21, оснащенный переливной трубой и сливным вентилем (на фиг. 4 не обозначены), выход которого соединен со входом насоса 23, выход которого, в свою очередь, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 4 не обозначены), соединен с коллекторами 19 для струйной промывки, установленными в ванне 18, оснащенной переливной трубой и сливным патрубком, через сливной вентиль (на фиг. 4 не обозначены), соединенный с насосом 28, выход которого соединен со входом трехходового шарового крана 29, первый выход которого, через фильтр механической очистки и обратный клапан (на фиг. 4 не обозначены), соединен с коллекторами 30 для струйной промывки, установленным в переливном кармане 17 ванны 16, переливной карман 17 которой оснащен переливной трубой и сливным вентилем (на фиг. 4 не обозначены), выход которого соединен со входом насоса 26, выход которого, через регулирующий вентиль (на фиг. 4 не обозначен), соединен с ванной 16, а второй выход шарового крана 29, через регулирующий вентиль (на фиг. 4 не показан), соединен с коллектором 4, установленным в переливном кармане 3 ванны 1, для струйной деструктуризации пены ранее слитой в карман 3 ванны 1 в процессе обработки в последней данной партии деталей (см. Фиг. 2).
При этом, переливные карманы 17 и 21 ванн 16 и 20, а также корпус ВСДП 18 оснащены переливными трубами (на фиг. 2 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных стоков на ЦОС.
Далее, по технологии, в составе гальванической линии используется ОМ основной обработки - покрытия, например цинкования или кадмирования.
В этом случае, в состав ОМ цинкования/кадмирования деталей входят по крайней мере одна процессная ванна 31 цинкования/кадмирования с переливным карманом 32 со сливными вентилями (на фиг. 5, 6 не обозначены), по крайней мере одна ванна 33 струйно-динамической промывки с коллекторами 34 для струйной промывки и ванна 35 промывки деталей погружным методом с переливным карманом 36 и барботером (на фиг. 5, 6 не обозначен), подачу дистиллированной (в данном случае) воды в которую, а также в ванну 31 цинкования/кадмирования осуществляют через запорно-регулирующие вентили (на фиг. 5, 6 не обозначены), а в коллекторы 34 - через запорно-регулирующий вентиль или электромагнитный клапан (на фиг. 5, 6 не обозначены).
При этом, в случае уже имеющейся гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха ≥0,4-0,5 м, слив воды из ванны 35 промывки погружением ОМ цинкования/кадмирования, впрочем как и из ванны промывки погружением любого другого операционного модуля гальваничсеской линии, осуществляют, через ее переливной карман 36, выход которого непосредственно или через фильтр механической очистки (на фиг. 5 не обозначен), в установленную под или рядом с ванной 35 промежуточную емкость 37, оснащенную сливным вентилем (на фиг. 5 не обозначен) выход которого соединен со входом насоса 38, выход которого (в данном случае), через регулирующий вентиль и обратный клапан (на фиг. 5 не обозначены), соединен с коллекторами 34, установленными в ванне 33, слив загрязненной основным отмываемым компонентом воды из которой осуществляют непосредственно или через шаровой кран (на фиг. 5 не обозначен) в установленную под или рядом с ваннами 31 и 33 промежуточной емкостью 39, оснащенную сливным вентилем (на фиг. 5 не обозначен), выход которого соединен (в данном случае) со входом насоса 40, выход которого соединен с селективным электролизером 41 проточного (в данном случае) типа, выход которого, через трехходовой шаровой кран 42, соединен с промежуточной емкостью 39 и ванной 31.
При этом, промежуточные емкости 37 и 39 оснащены переливными трубами (на фиг. 5 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных или цианистых стоков на ЦОС.
В случае же проектируемой гальванической линии и/или высоте расположения ее ванн относительно пола гальванического цеха, порядка 0,1-0,2 м, слив воды из ванны 35 производят в ее, по крайней мере, один переливной карман 36, оснащенный переливной трубой и сливным вентилем (на фиг. 6 не обозначены), выход которого соединен со входом насоса 38, выход которого, в свою очередь, через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 6 не обозначены), соединен с коллекторами 34 для струйной промывки, установленными в ванне 33, оснащенной переливной трубой и сливным патрубком, через сливной вентиль (на фиг. 6 не обозначены), соединенной с насосом 43, выход которого соединен (в данном случае) через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 6 не обозначены), с коллекторами 44 для струйной промывки, установленными в переливном кармане 32 ванны 31, переливной карман 32 которой оснащен погружным электрохимическим модулем, переливной трубой и сливным вентилем (на фиг. 6 не обозначены), выход последнего соединен со входом насоса 40, выход которого, через регулирующий вентиль и фильтр механической очистки (на фиг. 6 не обозначены), соединен с ванной 31.
Переливные карманы 32 и 36 ванн 31 и 35, а также корпус ВСДП 33 оснащены переливными трубами (на фиг. 6 не обозначены), соединенными с трубопроводом для подачи кислотно-щелочных или цианистых стоков на ЦОС.
В качестве примеров других ОМ основной обработки - покрытия, на фиг. 7-9 представлены реализуемые выше указанным способом структурные схемы ОМ никелирования или хромирования, как с двухступенчатой (см. Фиг. 7, 8), так и трехступенчатой (см. Фиг. 9) схемой струйно-динамической промывки деталей, размещаемых на подвесках (в данном случае), как при сливе на ЦОС кислотнощелочных, так и хромистых стоков.
Необходимо отметить, что предлагаемые способы построения схем ОМ, без существенной доработки последних, могут быть использованы и при обработке деталей в перфорированных барабанах.
При этом, в качестве элементов формирования струйных потоков используются элементы, струеформирующие панели которых содержат сопловые отверстия с субмиллиметровым диаметром их выходной части.
При этом, задание необходимых параметров для подачи воды в ванны промывки погружением гальванической линии, а также функционирование последней происходит следующим образом.
Перед началом работы, в зависимости от времени обработки деталей в ваннах обезжиривания и травления в первом ОМ, определяют возможность одновременной или разновременной подачи чистой воды в промывные ванны соответствующих ОМ, соответственно, 7 и 20.
При ТПр.В Трл (Акт) << ТПр.В ОБХ (ЭХО) используют схему подачи чистой (в данном случае) воды, представленную на фиг. 10, а уставку времени подачи последней выбирают исходя из выражения (1) на стр. 7 при следующих значениях входящих (см. Фиг. 1-4):
nПр.B,j,i = 2, ТПр.В ОБХ (ЭХО) =5-7 мин. (в данном случае, для обезжиривания),
nВСП., 1 = 2; j=2 (обезжиривание и травление, в данном случае);
ТВСП, 1 = 0,1-0,2 мин. (при обработке деталей на подвесках);
ТПр.В Трл (Акт) = 0,25 мин.
Исходя из этого, уставку подачи воды в ванны 7, 20 промывки погружением 1-го ОМ определяют (без учета времени перемещения деталей из ванны в ванну) из соотношения (при этих значениях времени обработки):
5,45 мин ≤ Туст.ВПП, 1 ≤ 7,65 мин.
Значение уставки задается в таймере 45, а сигнал на его включение производят по сигналу от датчика загрузки (кнопки-педали) ванны струйно-динамической промывки (ВСДП) ОМ обезжиривания, который, поступая через нормально- замкнутый контакт на вход таймера 45, вызывает замыкание его нормально-разомкнутого контакта, обеспечивая, тем самым, подачу напряжения питания на электромагнитный клапан 46 и его включение (суть открывание) для подачи чистой воды, в течение заданного на таймере 45 времени, в трубопровод, к которому подключены регулирующие вентили, соединенные с ваннами 7, 20 промывки погружением.
При этом, перемешивание воды, путем ее барботирования (в данном случае) в ваннах 7 и 20 в ОМ обезжиривания и травления/активации производится по сигналам от их датчиков загрузки (кнопок-педалей), поступающих, через нормально-замкнутые контакты таймеров 47 и 48, соответственно, на входы последних, с заранее установленным временем барботирования (1-2 мин.), вызывая, тем самым, замыкание их нормально-разомкнутых контактов и размыкание их нормально-замкнутых контактов, что приводит к подаче напряжения питания на безмасляные воздуходувки 49 и 50, включение последних и подачу сжатого воздуха на это время.
Для ОМ следующей гальванической обработки (покрытия) или в случае ТПр.В Трл (Акт) ≈ ТПр.В ОБХ (ЭХО) (травление/активация) используется схема подачи воды и сжатого воздуха, представленная на фиг. 11.
В этом случае,
nПр.B.,j,2 = 1, ТПр.В Ni = 25 мин. (например, для никелирования),
nВСП.,2=1, 2; j=l (никелирование, в данном случае);
ТВСП.,2 = 0,1-0, 2 мин. (при обработке деталей на подвесках);
Исходя из этого, уставку подачи воды в ванну промывки погружением 2-го ОМ-никелирования определяют (без учета времени перемещения деталей из ванны в ванну) из соотношения (при этих значениях времени обработки):
25 мин. ≤ Туст.ВПП,1 ≤ 25,4 мин.
Значение уставки задается на таймере 51, а его включение производят по сигналу от датчика загрузки (кнопки-педали) ванны струйно-динамической промывки (ВСДП) ОМ никелирования, который, поступая через нормально-замкнутый контакт на вход таймера 51, вызывает замыкание его нормально-разомкнутого контакта, обеспечивая подачу напряжения питания на электромагнитный клапан 52 и его включение (суть открывание) для подачи дистиллированной (в данном случае) воды, в течение заданного на таймере 51 времени, в трубопровод, к которому подключены регулирующий вентиль, через который подают воду в ванну промывки погружением ОМ никелирования.
После окончания заданного на таймере 51 времени, происходит размыкание его нормально-разомкнутого контакта и замыкание его нормально-замкнутого контакта, что приводит к прекращению подачи напряжения питания на электромагнитный клапан 52, его отключение (суть закрывание) и прекращение подачи дистиллированной (в данном случае) воды в ванну промывки погружением ОМ никелирования (в данном случае).
При этом, перемешивание воды, путем ее барботирования (в данном случае) в ванне промывки деталей погружением в ОМ никелирования (в данном случае) производится по сигналу от его датчика загрузки (кнопки-педали), поступающего, через нормально-замкнутые контакты таймера 53 на вход последнего, с заранее установленным временем барботирования (1-2 мин.), вызывая, тем самым, замыкание его нормально-разомкнутого контакта и размыкание его нормально-замкнутого контакта, что приводит к подаче напряжения питания на безмасляную воздуходувку 54, включение последнего и подачу сжатого воздуха на это время (см. Фиг. 11).
После окончания заданного на таймере 53 времени, происходит размыкание его нормально-разомкнутого контакта и замыкание его нормально-замкнутого контакта, что приводит к прекращению подачи напряжения питания на безмасляную воздуходувку 54, отключение последней и прекращение подачи сжатого воздуха.
Работа выполненной по предлагаемому способу гальванической линии происходит следующим образом.
В исходном состоянии, перед загрузкой линии деталями, размещаемыми на подвесках или в перфорированных барабанах, отсутствует подача как чистой воды в промывные ванны 7 и 20, соответственно, ОМ обезжиривания и травления/активации, в промывную ванну 35 ОМ цинкования и/или промывную ванну погружным способом ОМ никелирования/хромирования.
Также отсутствует и подача в них сжатого воздуха для барботажа.
При этом, в промежуточной емкости 9 или переливном кармане 8 ванны 7, промежуточной емкости 14 или в ВСДП 5 ОМ обезжиривания, а также в промежуточной емкости 22 или переливном кармане 21 ванны 20, промежуточной емкости 27 или в ВСДП 18 ОМ травления/активации и в промежуточной емкости 37 или переливном кармане 36 ванны 35, в ВСДП 33 ОМ цинкования/кадмирования или в промежуточных емкостях или переливных карманах ванн промывки погружением, промежуточных емкостях или ВСДП других ОМ, в частности, никелирования/хромирования (см. Фиг. 7-9), находится вода, в том числе и возможно загрязненная основным отмываемым компонентом процессной ванны, соответственно, 1, 16, 31 и/или никелирования/хромирования, в объеме, достаточном для проведения, по крайней мере, одной операции струйно-динамической промывки.
После поступления первой партии деталей в ванну 1 и окончания обработки в ней, при их выгрузке они подвергаются струйной промывке, путем включения, по сигналу оператора линии от кнопки-педали, либо по заднему фронту сигнала от датчика загрузки ванны 1, насоса 15, обеспечивая, тем самым, подачу чистой или загрязненной основным отмываемым компонентом ванны 1 воды в коллекторы 2 ванны 1, либо от емкости 14 (см. Фиг. 1), либо непосредственно от ВСДП 5 (см. Фиг. 2).
Кроме того, часть воды, поступающей для струйной промывки деталей, подается и в коллектор для сдува пены и загрязнений (на фиг. 1, 2 не обозначен), в переливной карман 3 ванны 1.
Далее детали поступают в ВСДП 5, при выгрузке из которой они подвергаются струйной промывке, путем включения, по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки (на фиг. 1-11 не показаны) ВСДП 5, насоса 10, обеспечивая, тем самым, подачу чистой или загрязненной основным отмываемым компонентом ванны 1 воды в коллекторы 6 ВСДП 5, либо от емкости 9 (см. Фиг. 1), либо от переливного кармана 8 ВПП 7 (см. Фиг. 2).
Одновременно, сигнал оператора линии от кнопки-педали, либо от датчика ее загрузки ВСДП 5 поступает, через нормально-закнутый контакт таймера 45, на его упраляющий вход, что вызывает замыкание его нормально-разомкнутого контакта, обеспечивая, тем самым, подачу напряжения питания на электромагнитный клапан 46 (см. Фиг. 10) и его включение (суть открывание) для подачи чистой воды, в течение заданного на таймере 45 времени, в трубопровод, к которому подключены регулирующие вентили, соединенные с ваннами 7, 20 промывки погружением.
При этом, чистая вода начинает поступать в ванну 7 ОМ обезжиривания и, в случае ТПр.В Трл(Акт) << ТПр.В ОБХ(ЭХО), в ванну 20 ОМ травления/активации, обеспечивая, тем самым, смену воды в последних и восполнение ее потерю в промежуточных емкостях 9 и 22 или в переливных карманах 8 и 21.
Затем, детали перемещают в ВПП 7 ОМ обезжиривания, в которую подается сжатый воздух по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки, поступающего (см. Фиг. 10) через нормально-замкнутые контакты таймера 47, на его управляющий вход, с заранее установленным временем барботирования (1-2 мин.), вызывая, тем самым, замыкание его нормально-разомкнутого контакта и размыкание (на время уставки) его нормально-замкнутого контакта и включение безмасляной воздуходувки 49.
После промывки деталей в ванне 7 детали перемещают в ванну 17, где они подвергаются травления/активации, в течение 0,25 мин. (в данном случае) после окончания которой детали подвергают струйно-динамической промывке, реализуемой:
- как непосредственно в ВСДП 18, при выгрузке из которой они подвергаются струйной промывке, путем включения, по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки (на фиг. 1-11 не показаны) ВСДП 18, насоса 23, обеспечивая, тем самым, подачу чистой или загрязненной основным отмываемым компонентом ванны 16 воды в коллекторы 19 ВСДП 18, либо от емкости 22 (см. Фиг. 3), либо от переливного кармана 21 ВПП 20 (см. Фиг. 4);
- так и в переливном кармане ванны 16, подачу воды в коллекторы 30 которого для струйной промывки осуществляют (см. Фиг. 4) от насоса 28, подключенного непосредственно к сливному крану ВСДП 18, со второго выхода шарового крана 29, первый выход которого соединен с коллектором 4, установленным в переливном камане 3 ванны 1.
При этом, в первом случае, вода из ВСДП 18, через запорный шаровой кран (на фиг. 3 не обозначен) поступает на вход шарового крана 24, первый выход которого соединен с установленной под или рядом с ванной 16 промежуточной емкостью 25, оснащенную переливной трубой и сливным вентилем (на фиг. 3 не обозначены) соединенным с насосом 26, а второй выход шарового крана 24 соединен с установленной под или рядом с ванной 18 промежуточной емкостью 27, оснащенную сливным вентилем (на фиг. 3 не обозначен), выход которого соединен со входом насоса 28, выход которого, через регулирующий вентиль (на фиг. 3 не показан), соединен с коллектором 4, установленным в переливном кармане 3 ванны 1, для струйной деструктуризации пены ранее слитой в карман 3 ванны 1 в процессе обработки в последней первой (в данном случае) партии деталей.
А во втором случае, вода из ВСДП 18, через фильтр механической очистки и запорный шаровой кран (на фиг. 4 не обозначены), поступает непосредственно на вход насоса 28, выход которого соединен со входом шарового крана 29, первый выход которого соединен, через механический фильтр и обратный клапан (на фиг. 4 не обозначены), с коллекторами 30 для струйной промывки (дополнительной, в данном случае), установленными в переливном кармане 17 ванны 16, а второй выход шарового крана 29 соединен с коллектором 4, установленным в переливном кармане 3 ванны 1, для струйной деструктуризации пены ранее слитой в карман 3 ванны 1 в процессе обработки в последней первой (в данном случае) партии деталей.
Затем, детали перемещают в ВПП 20 ОМ травления/активации, в которую подается сжатый воздух по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки, поступающего (см. Фиг. 10) через нормально-замкнутые контакты таймера 48, на его управляющий вход, с заранее установленным временем барботирования (1-2 мин.), вызывая, тем самым, замыкание его нормально-разомкнутого контакта и размыкание (на время уставки) его нормально-замкнутого контакта и включение безмасляной воздуходувки 50.
После окончания промывки деталей в ванне 20 ОМ травления/активации детали перемещают в ванну основной обработки-покрытия, например, цинкования 31, где они подвергаются покрытию в течение заданного времени, например, в течение 30-50 мин., после окончания которой детали подвергают струйно-динамической промывке, реализуемой:
- как непосредственно в ВСДП 33, при выгрузке из которой они подвергаются струйной промывке, путем включения, по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки (на фиг. 1-11 не показаны) ВСДП 33, насоса 38, обеспечивая, тем самым, подачу чистой или загрязненной основным отмываемым компонентом ванны 31 воды в коллекторы 34 ВСДП 33, либо от емкости 37 (см. Фиг. 5), либо от переливного кармана 36 ВПП 35 (см. Фиг. 5);
- так и в переливном кармане 32 ванны 33, подачу воды в коллекторы 44 которого для струйной промывки осуществляют (см. Фиг. 6), через регулирующий вентиль, фильтр механической очистки и обратный клапан (на фиг. 6 не обозначены) от насоса 43, подключенного непосредственно к сливному крану ВСДП 33.
При этом, в первом случае, вода из ВСДП 33, через запорный шаровой кран (на фиг.5 не обозначен) поступает в установленную под или рядом с ваннами 31, 33 промежуточную емкость 39, оснащенную переливной трубой и сливным вентилем (на фиг. 5 не обозначены), выход которого соединен (в данном случае) со входом насоса 40, выход которого соединен с селективным электролизером 41 проточного типа (в данном случае), выход которого, через трехходовой шаровой кран 42, соединен с промежуточной емкостью 39 и ванной 31, что позволяет восполнять потери электролита в ванне 31 и производить его очистку от примесных металлов.
А во втором случае, вода из ВСДП 33, через фильтр механической очистки и запорный шаровой кран (на фиг. 6 не обозначены), поступает непосредственно на вход насоса 43, выход которого соединен, через регулирующий вентиль, механический фильтр и обратный клапан (на фиг. 6 не обозначены), с коллекторами 44 для струйной промывки (дополнительной, в данном случае), установленными в переливном кармане 32 ванны 31, оснащенным (в данном случае) погружным электрохимическим модулем для очистки электролита цинкования (в данном случае) от примесных металлов.
Одновременно, сигнал оператора линии от кнопки-педали, либо от датчика загрузки ВСДП 33 поступает, через нормально-закнутый контакт таймера 51, на его упраляющий вход, что вызывает замыкание его нормально-разомкнутого контакта, обеспечивая, тем самым, подачу напряжения питания на электромагнитный клапан 52 (см. Фиг. 11) и его включение (суть открывание) для подачи дистиллированной (в данном случае) воды, в течение заданного на таймере 51 времени (30-50 мин., в данном случае), в трубопровод, к которому подключены регулирующий вентиль, соединенный с ванной 35 промывки погружением.
При этом, дистиллированная вода начинает поступать в ванну 35 ОМ цинкования, обеспечивая, тем самым, смену воды в последней и восполнение ее потерю в промежуточной емкости 37 или в переливном кармане 36 ванны 35.
Затем, детали перемещают в ВПП 35 ОМ цинкования, в которую подается сжатый воздух по сигналу оператора линии от кнопки-педали, либо от датчика ее загрузки, поступающего (см. Фиг. 11) через нормально-замкнутый контакт таймера 53, на его управляющий вход, с заранее установленным временем барботирования (1-2 мин.), вызывая, тем самым, замыкание его нормально-разомкнутого контакта и размыкание (на время уставки) его нормально-замкнутого контакта и включение безмасляной воздуходувки 54.
После окончания промывки деталей в ванне 35 ОМ цинкования/кадмирования детали перемещают в ванну сушки или в ОМ постобработки, подачу воды в ванну промывки погружением которого выбирают в зависимости от длительности обработки деталей в его процессной ванне и вида сточных вод.
При этом, подачу воды в промывные ванны ОМ обезжиривания, травления/активации и цинкования/кадмирования (в данном случае) возобновляют после поступления 2-й партии деталей в их ванны струйно-динамической промывки на заданное на таймере время.
Причем, в ванну промывки погружением ОМ цинкования/кадмирования вода, в частности, дистиллированная, начинает подаваться только после окончания времени обработки деталей в ОМ обезжиривания, травления/активации и процессной ванне ОМ цинкования/кадмирования.
Суть, предлагаемый способ обеспечивает возможность разновременной подачи промывной воды в конкретном ОМ по запросу от ее ВСДП и/или ВПП.
При этом, после окончания обработки на линии последней партии деталей, в установленные в соответствующих ваннах коллекторы для струйной промывки производят ручным способом или автоматически, через электромагнитные клапаны, кратковременную (порядка 10-15 сек) подачу дистиллированной воды или сжатого воздуха для очистки внутренней поверхности струеформирующих элементов.
Таким образом, предлагаемый способ реализации структуры операционных модулей и конструкций ванн выполненной в одноуровневой компоновке гальванической линии и управления подачей воды в их промывные ванны позволяет:
- до нескольких раз сократить непроизводительный расход воды, в том числе дистиллированной, используемой при промывке деталей погружным способом, снизить объем сточных вод и потери ценных компонентов электролитов, особенно в условиях многономенклатурного и мелкосерийного производства со стохастическим характером поступления деталей на обработку и многопроцессной гальванической линии;
- сократить в 1-2 раза время промывных операций при использовании двух- или трехступенчатой схеме промывки и повысить эффективность последней при обработке сложнопрофильных деталей и/или деталей в перфорированных барабанах;
- расширить функционально-технологические возможности как процессных ванн, позволяющие проводить очистку поверхностей деталей и/или электролитов непосредственно в переливном кармане процессной ванне, так и ванн промывки, переливные карманы ванн погружением и/или корпуса ванн струйно-динамической промывки используются в качестве емкостей для воды, используемой, с помощью насосов, для струйно-динамической промывки;
- сократить затраты на проведение барботажа воды в ваннах промывки погружением.
Кроме того, при наличии несовершенной системы раздачи воды, в целях стабилизации расхода воды, подаваемой в ванны промывки погружением, возможна реализация и автономной системы раздачи воды для каждого из операционных модулей, включающей, поднятый над ванной промывки погружением и подключенный к магистральному трубопроводу для раздачи воды, бачок, оснащенный поплавковым регулятором уровня и запорно-регулирующим вентилем, соединенным с электромагнитным клапаном, управляемым от соответствующего таймера.
Реализация предлагаемого не встречает принципиальных затруднений.
Так, например, в качестве таймеров могут быть использованы стандартные реле времени, например, типа RV-01-02, с внешним запуском и двумя контактами: нормально-замкнутым, используемым для подачи сигнала от датчика загрузки или кнопки-педали и нормально-разомкнутым, используемым для управления подачей воды или сжатого воздуха.
А в качестве устройств для подачи последнего могут быть использованы стандартные воздуходувки с удельным расходом сжатого воздуха ≥ 0,2-0,3 л/мин. на 1 л перемешиваемой воды.
Кроме того, в ряде случаев, при невозможности использования сжатого воздуха для перемешивания обрабатывающей среды (например, электролиты никелирования), а также и воды в промывных ваннах могут быть использованы и непосредственно насосы, в том числе и с магнитной муфтой, например, типа Flojet G 20/18 на производительность 1050 л/час.
При этом, в качестве устройств для защиты от запуска насосов на «холостом» ходу могут быть использованы поплавковые указатели уровня с электроконтактами, либо, устанавливаемые на выходах насосов реле протока или датчики давления, обеспечивающими отсутствие возможности их включения при понижении уровня жидкости ниже необходимого для работы насосов уровня.
Приборы и оборудование локальной автоматики для контроля и регулирования параметров процесса подачи воды и сжатого воздуха размещают рядом с соответствующими ваннами ОМ линии, связь которых с соответствующими датчиками, кнопками-педалями и оборудованием производят непосредственно и/или через укрепленные на кронштейнах для размещения электрических линий связи устройства коммутации.
При использовании механизированной или автоматической гальванической линии, с параллельным, относительно трапа линии (суть, направлением), перемещением приспособлений с деталями по гальваническим ваннам, возможно и целесообразно применения кран-балки с соответствующим, шахматным, в данном случае, перемещением ее каретки с грузоподхватами приспособлений с деталями между ловителями штанг приспособлений соответствующих ванн, при этом, струйно-динамическую промывку в конкретном операционном модуле производится в отдельной ванне, располагаемой за процессной ванной и/или за ванной промывки погружным методом или в их переливных карманах, что позволяет до 2-х и более раз сократить длину гальванической линии, при увеличении ее габаритов по ширине на величину равную ширине обрабатываемых деталей/приспособлений + 100-200 мм.
Кроме того, для удаления токсичных испарений процессных ванн также возможно и целесообразно применения пооперационного метода и оборудования для его реализации, включающего, например, вертикальные скрубберы и/или устройства конденсации испарений, с возвратом последних, через промежуточные емкости или непосредственно в процессные ванны.
А футеровку, выполняемых, например, из металла резервуаров ванн и их горизонтальных бортов, осуществляют сварочным агрегатом типа «Triak-S», используя сварочный пруток и листы соответствующего футеровочного материала (полипропилен, полиэтилен, поливинилхлорид и др.), применяемого при изготовлении промежуточных емкостей.
В качестве фильтров механической очистки используются соответствующие стандартные магистральные проточные фильтры грубой и/или тонкой очистки с заменой картриджей в последних 1-2 раза в квартал.
Проверка предлагаемого способа при реализации системы промывки на линии стационарных гальванических ванн в ОМ электролитического никелирования, при обработке деталей на подвесках, показала его осуществимость и эффективность в части заявленных улучшений, в сравнении, как со способом, выбранным в качестве прототипа, так и с другими решениями в этой области, известными как в России, так и за границей.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. ГОСТ 9.314-90. Вода для гальванического производства и схемы промывок. Общие требования. Стр. 6-10.
2. Использование воды для промывки изделий в гальваническом производстве. Руководящие материалы. М.: НИИИ по машиностроению, 1970 г., стр. 7-15, 18, 19, 23-27 - прототип.
3. Патент РФ №2149228, М. Кл. C25D 21/08, 1998 г.
4. Патент РФ №2218455, М. Кл. C25D 21/08, 2003 г.





Изобретение относится к области гальванотехники и направлено на сокращение объемов потребления чистой воды и сточных вод, поступающих на очистные сооружения, времени промывки деталей, повышение эффективности функционирования последних и расширение их функционально-технологических возможностей и гальванических линий в целом. Способ включает размещение в технологической последовательности процессных ванн и ванн промывки для операций предварительной, основной и постобработки, стоки которых поступают на очистные сооружения, причем операции промывки осуществляют погружным и струйным методами, а подачу воды в ванны промывки погружением осуществляют через электромагнитные клапаны, управляемые от реле времени, с учетом необходимой технологической кратности обмена в них или значения критерия промывки для конкретной операции, при этом промывку деталей в каждой операции последовательно осуществляют в одной ванне струйно-динамической промывки и в ванне промывки погружением, слив воды из которой осуществляют в ее переливной карман, или соединенный через фильтр механической очистки с промежуточной емкостью, оснащенной переливной трубой, сливным вентилем и насосом, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в ванне струйно-динамической промывки, оснащенной патрубком для слива загрязненной основным отмываемым компонентом воды через шаровой кран, или оснащенный переливной трубой и сливным вентилем, выход которого соединен с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в ванне струйно-динамической промывки, оснащенной переливной трубой и патрубком для слива загрязненной основным отмываемым компонентом воды через фильтр механической очистки и шаровой кран, при этом выходы шарового крана ванны струйно-динамической промывки в зависимости от вида процессной ванны и этапа обработки соединены соответственно с промежуточной емкостью, установленной рядом с процессной ванной, и через установленную рядом с ванной струйно-динамической промывки промежуточную емкость, оснащенную переливной трубой и сливным вентилем, с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в процессной ванне соответствующей операции, переливной карман которой оснащен сливным патрубком, соединенным с промежуточной емкостью, оснащенной переливной трубой и через сливной вентиль соединенной с насосом, выход которого через фильтровальную установку и регулирующий вентиль соединен с процессной ванной, или с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в процессной ванне соответствующей операции, переливной карман которой оснащен переливной трубой и сливным патрубком, соединенным через сливной вентиль с насосом, выход которого через фильтровальную установку и/или регулирующий вентиль соединен с процессной ванной, с промежуточной емкостью, оснащенной переливной трубой и сливным вентилем, соединенным с насосом, выход которого через регулирующий вентиль соединен с процессной ванной и с промежуточной емкостью, оснащенной переливной трубой, и через сливной вентиль с насосом, выход которого через регулирующий вентиль соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, или с входом насоса, выход которого соединен с входом трехходового шарового крана, один из выходов которого соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, а второй через фильтр механической очистки - с коллектором струйной промывки, установленным в переливном кармане процессной ванны. 9 з.п. ф-лы, 11 ил.
1. Способ управления операциями промывки деталей в выполненной в одноуровневой компоновке гальванической линии, включающий размещение в технологической последовательности процессных ванн и ванн промывки для операций предварительной, основной и постобработки, стоки которых поступают на очистные сооружения, причем операции промывки осуществляют погружным и струйным методами, а подачу воды в ванны промывки погружением осуществляют через электромагнитные клапаны, управляемые от реле времени, с учетом необходимой технологической кратности обмена в них или значения критерия промывки для конкретной операции, отличающийся тем, что промывку деталей в каждой операции последовательно осуществляют в одной ванне струйно-динамической промывки и в ванне промывки погружением, слив воды из которой осуществляют в ее переливной карман, или соединенный через фильтр механической очистки с установленной рядом с ванной промежуточной емкостью, оснащенной переливной трубой, сливным вентилем и насосом, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в ванне струйно-динамической промывки, оснащенной патрубком для слива загрязненной основным отмываемым компонентом воды через шаровой кран, или оснащенный переливной трубой и сливным вентилем, выход которого соединен с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в ванне струйно-динамической промывки, оснащенной переливной трубой и патрубком для слива загрязненной основным отмываемым компонентом воды через фильтр механической очистки и шаровой кран, при этом выходы шарового крана ванны струйно-динамической промывки в зависимости от вида процессной ванны и этапа обработки соединены соответственно:
- с промежуточной емкостью, установленной рядом с процессной ванной, и через установленную рядом с ванной струйно-динамической промывки промежуточную емкость, оснащенную переливной трубой и сливным вентилем, с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в процессной ванне соответствующей операции, переливной карман которой оснащен сливным патрубком, соединенным с промежуточной емкостью, установленной рядом с ней, оснащенной переливной трубой и через сливной вентиль соединенной с насосом, выход которого через фильтровальную установку и регулирующий вентиль соединен с процессной ванной, или с входом насоса, выход которого через регулирующий вентиль и фильтр механической очистки соединен с коллектором для струйной промывки, установленным в процессной ванне соответствующей операции, переливной карман которой оснащен переливной трубой и сливным патрубком, соединенным через сливной вентиль с насосом, выход которого через фильтровальную установку и/или регулирующий вентиль соединен с процессной ванной;
- с промежуточной емкостью, установленной рядом с процессной ванной, оснащенной переливной трубой и сливным вентилем, соединенным с насосом, выход которого через регулирующий вентиль соединен с процессной ванной и с промежуточной емкостью, расположенной рядом с ванной струйно-динамической промывки, оснащенной переливной трубой, и через сливной вентиль с насосом, выход которого через регулирующий вентиль соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, или с входом насоса, выход которого соединен с входом трехходового шарового крана, один из выходов которого соединен с коллектором струйной промывки, установленным в переливном кармане процессной ванны обезжиривания, а второй через фильтр механической очистки - с коллектором струйной промывки, установленным в переливном кармане процессной ванны, оснащенной переливной трубой и сливным вентилем, соединенным с насосом, выход которого через регулирующий вентиль соединен с процессной ванной, при этом подачу чистой воды в ванну промывки погружением осуществляют в течение заранее заданного времени с установленным удельным расходом воды в соответствии с технологическими требованиями для данной операции, причем начало подачи воды в ванны промывки погружением производят по сигналу от датчика загрузки или оператора линии в течение времени, установленного на таймере для контроля времени подачи воды и управления включением электромагнитного клапана для подачи воды.
2. Способ по п. 1, отличающийся тем, что в качестве датчика загрузки в зависимости от вида гальванической линии - с автоматическим или ручным/механизированным способом перемещения приспособлений с деталями - используют соответственно или датчик загрузки ванны струйно-динамической промывки и/или промывки погружением, или кнопку/педаль, устанавливаемую на трапе у какой-либо из этих ванн.
3. Способ по п. 1, отличающийся тем, что в качестве чистой воды, по крайней мере, для операций промывки деталей в процесcах основной обработки (покрытия) и/или очистки внутренней поверхности струеформирующих элементов используют дистиллированную, обессоленную или деионизированную воду.
4. Способ по п. 1, отличающийся тем, что подачу воды в коллекторы для струйной промывки осуществляют через обратные клапаны, устанавливаемые с одной из сторон коллектора, к противоположной стороне которого подключен шаровой или электромагнитный клапан для подачи очищающей среды, в качестве которой используют дистиллированную воду и/или сжатый воздух.
5. Способ по п. 1, отличающийся тем, что при промывке деталей при проведении операции обезжиривания, по крайней мере, промежуточная емкость, расположенная под ванной струйно-динамической промывки, или сама последняя в своей нижней части оснащаются нагревателями моющей жидкости либо после процессной ванны используют ванну с комбинированным методом промывки - погружением в горячую воду и струйным, в том числе, соединенную с насосом для подачи горячей воды в коллектор для струйно-динамической промывки деталей при их выгрузке из ванны обезжиривания.
6. Способ по п. 1, отличающийся тем, что уставки времени подачи воды в ванны промывки погружением в зависимости от вида реализуемой операции - предварительной, основной и постобработки - определяют из соотношения

где Т Пр.В., j, i - время обработки деталей в процессной ванне j-го вида операционного модуля i-го наименования, задействованных в одном цикле обработки деталей, мин, i=1, 2, 3, 4, j=1, 2, 3, 4 (для 1-го ОМ линии i=1 при ТПр.В Трл (Акт) <<ТПр.В ОБХ (ЭХО),
где ТПр.В ОБХ (ЭХО) - длительность обработки деталей в ванне обезжиривания;
ТПр.В Трл (Акт) - длительность обработки деталей в ванне травления);
nПр.B.j, i - количество процессных ванн j-го вида в операционном модуле i-го наименования, задействованных в одном цикле обработки, nПр.B.,i=1, 2, 3, …,
ТВСП, i - время струйно-динамической промывки (суть: выгрузки или перемещения деталей), мин, ТВСП, i≈0,1-0,2 мин для подвесок и ≈ 1-2 мин для перфорированных барабанов;
nВСП., i - количество ванн струйной промывки в операционном модуле i-го наименования, задействованных в одном цикле обработки деталей, n Пр.в, i=1, 2;
Туст.ВПП,i - длительность уставки подачи воды в ванну промывки погружным способом (ВПП) операционного модуля i-го наименования, мин.
7. Способ по п. 6, отличающийся тем, что, в случае
 ,
,
операции предварительной обработки разделяют на две отдельных - обезжиривания и травления - со своей системой подачи воды,
где ТПр.В ОБХ (ЭХО) - длительность обработки деталей в ванне обезжиривания;
ТПр.В Трл (Акт) - длительность обработки деталей в ванне травления.
8. Способ по п. 1, отличающийся тем, что в переливных карманах процессных ванн для нанесения покрытия размещены фильтровальные устройства, в качестве которых используют погружные электрохимические модули или селективные электролизеры.
9. Способ по п. 1, отличающийся тем, что промежуточные емкости, установленные под или рядом с ваннами, ванны струйно-динамической промывки и переливные карманы ванн, соединенные через сливные вентили с насосами, оснащаются датчиками-сигнализаторами уровня жидкости в них, в качестве которых используют и/или устанавливаемые на выходах насосов реле протока или датчики давления для предотвращения запуска насосов на «холостом» ходу.
10. Способ по любому из пп. 1 или 2, отличающийся тем, что при очистке поверхностей деталей в ванне промывки погружением каждой из операций с перемешиванием в ней воды путем барботажа подачу сжатого воздуха в ее барботер производят по сигналу от датчика загрузки или оператора линии в течение длительности экспозиции деталей в ванне промывки погружением и, в случае ручного/механизированного способа перемещения приспособлений, длительности их обработки в ванне струйно-динамической промывки, установленной на таймере для контроля времени подачи сжатого воздуха для барботажа и управления процессом последнего, осуществляют его путем включения безмасляной воздуходувки непосредственно или через механический воздушный фильтр, в том числе используя и воздух с улицы.
| СПОСОБ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ, В ЧАСТНОСТИ, НА ПОДВЕСКАХ, ПРИ ИСПОЛЬЗОВАНИИ НАГРЕВАЕМЫХ ЭЛЕКТРОЛИТОВ (РАСТВОРОВ) ПРОЦЕССНЫХ ВАНН | 1998 |
|
RU2149228C1 |
| Способ поддержания уровня нагреваемого электролита ванны, работающей "под током" | 2016 |
|
RU2632727C2 |
| JP 2005328038 A, 24.11.2005 | |||
| УСТРОЙСТВО ДЛЯ ПОСАДКИ СЕЯНЦЕВ, ВЫРАЩЕННЫХ В КОНТЕЙНЕРАХ | 2008 |
|
RU2384038C1 |

