Область техники, к которой относится изобретение
Настоящее изобретение относится к профильному элементу для подвесной потолочной системы и способу его изготовления.
Уровень техники
Одним из назначений подвесной потолочной системы может быть скрытие нижней стороны пространства, такого как другое, расположенное над помещением, помещение. Другим назначением может быть обеспечение улучшенного шумопоглощения и/или ослабления шума внутри и снаружи помещения. Полученное воздушное пространство, расположенное между подвесным потолком и основным потолком помещения, может дополнительно использоваться для размещения, например, электропроводки, трубопровода, а также устройств, относящихся к обогреву, вентиляции и кондиционированию воздуха.
Обычно подвесной потолок состоит из множества потолочных панелей, закрепленных в опорной решетке из профильных элементов, установленной в основном потолке.
Профильный элемент может быть выполнен из листа металла в форме перевернутой буквы Т. Профильный элемент может содержать ребро, содержащее две стенки, и две противолежащих полки, выступающих от нижней части ребра. На верхней части ребра может быть выполнено усиливающее утолщение.
Желательно по возможности уменьшить массу профильного элемента, обеспечив при этом достаточную механическую прочность.
Прочность и жесткость профильного элемента могут быть повышены за счет соединения двух боковых стенок ребра друг с другом.
Две боковые стенки ребра могут быть соединены различными способами, такими как соединение заклепками или винтами.
Альтернативно, боковые стенки ребра могут быть соединены при помощи приклеивания, как описано в патентном документе US 4554718, или сшивания, как описано в патентном документе ЕР 2964850.
Также делались попытки соединения боковых стенок ребра при помощи сварки, например, лазерной сварки, как описано в патентном документе US 4713919.
Сущность изобретения
В свете вышеизложенного, задачей настоящего изобретения является предложение улучшенного профильного элемента, сваренного при помощи лазерной сварки, и улучшенного способа его изготовления при помощи лазерной сварки.
Другой задачей изобретения является предложение такого способа, подходящего для высокой скорости производства.
Другой задачей изобретения является исключение или минимизация тепловой деформации профильного элемента при лазерной сварке.
Для решения по меньшей мере одной из перечисленных задач, а также других задач, которые станут ясны из приведенного ниже описания, в соответствии с настоящим изобретением предложен способ, обладающий отличительными признаками по п. 1 прилагаемой формулы изобретения, и профильный элемент, обладающий отличительными признаками по п. 13 прилагаемой формулы изобретения. Способ и профильный элемент в соответствии с предпочтительными вариантами осуществления описаны в зависимых пунктах формулы изобретения.
Более конкретно, в соответствии с настоящим изобретением в первом его аспекте предложен способ изготовления профильного элемента для подвесной потолочной системы, включающий формирование из листового металлического материала удлиненного Т-образного профильного элемента с ребром, содержащим две боковые стенки, и парой противолежащих полок, выступающих от нижней части ребра, и лазерную сварку удлиненного Т-образного профильного элемента для формирования полученного при помощи лазерной сварки соединения, проходящего в продольном направлении L1 Т-образного профильного элемента и соединяющего две боковые стенки ребра друг с другом. Этап лазерной сварки включает поочередное осуществление первой и второй операций, причем вторая операция отличается от первой, вследствие чего формируется полученное при помощи лазерной сварки соединение, содержащее по своей длине первые участки, полученные при осуществлении первой операции, чередующиеся со вторыми участками, полученными при осуществлении второй операции.
Таким образом, обеспечен улучшенный способ изготовления профильного элемента для подвесной потолочной системы.
Прочность и жесткость, такая как жесткость при кручении, могут быть легко адаптированы к действительным нуждам. Если требуется высокая жесткость при кручении, например, для главного несущего прогона, включенного в решетку профилей подвесной потолочной системы, то может быть увеличена длина каждого из первых сварных участков, и/или уменьшена длина каждого из вторых сварных участков. С другой стороны, если допустима меньшая жесткость при кручении, например в случае поперечной направляющей решетки профилей, то может быть уменьшена длина каждого из первых сварных участков, и/или увеличена длина каждого из вторых участков.
Повышенная прочность и жесткость позволяют уменьшить толщину листового металлического материала для профильного элемента, предназначенного для специфических нагрузок, позволяя снизить затраты. Альтернативно, для профильного элемента, способного выдерживать повышенную нагрузку, может быть использована специфическая толщина.
Кроме того, повышенная прочность и жесткость упрощают осуществление манипуляций с профильным элементом при его установке в решетку профилей, поскольку могут уменьшить его скручивание и изгиб при осуществлении этих манипуляций.
Кроме того, способ может обеспечить повышенную скорость изготовления, поскольку лазерная сварка при помощи поочередного осуществления первых и вторых операций может обеспечить увеличение относительного перемещения между устройством для лазерной сварки и деталью, т.е. профильным элементом.
Способ в соответствии с изобретением позволяет также уменьшить тепловую нагрузку на профильный элемент в процессе лазерной сварки, таким образом исключая или, по меньшей мере, ослабляя проблемы, связанные с тепловой деформацией профильного элемента в процессе лазерной сварки.
Профильный элемент, изготовленный способом в соответствии с изобретением, может также способствовать высокой размерной точности в решетке профилей, содержащей такие профильные элементы. Поскольку решетка профилей образована множеством собранных профильных элементов, размерная точность всей решетки может зависеть от размерной точности каждого отдельного профильного элемента. Как уже было сказано, способ в соответствии с изобретением позволяет исключить или, по меньшей мере, ослабить проблемы, связанные с тепловой деформацией профильного элемента. Кроме того, применение полученного при помощи лазерной сварки соединения, соединяющего боковые стенки ребра, позволяет минимизировать зазор между этими двумя боковыми стенками, за счет чего толщина ребра по существу соответствует толщине двух его боковых стенок. Совместный эффект состоит в получении профильного элемента с высокой размерной точностью.
В соответствии с одним из вариантов осуществления, каждая из первых операций может включать лазерную сварку при первом энергетическом уровне, а каждая из вторых операций может включать лазерную сварку при втором энергетическом уровне, причем второй энергетический уровень ниже, чем первый. За счет этого тепловая нагрузка при лазерной сварке снижена по сравнению с непрерывной лазерной сваркой при постоянном энергетическом уровне. Второй энергетический уровень может быть даже нулевым, вследствие чего каждый из вторых участков не является сварным участком, и термальная нагрузка минимизируется. Переключение между первой и второй операциями может упростить выбор параметров процесса, таких как энергетические уровни и скорость подачи, поскольку способ в соответствии с изобретением позволяет получить профильный элемент, менее подверженный тепловой деформации.
В соответствии с другим вариантом осуществления каждый из первых участков может иметь вид точечного сварного шва. Альтернативно, каждый из первых участков может быть удлинен в продольном направлении и иметь длину L2, составляющую от 2 до 15 мм.
Дополнительно, каждый из вторых участков может иметь длину L3, составляющую от 1 до 60 мм. За счет выбора меньшей длины L3 можно получить более высокую прочность при кручении, а выбор большей длины L3 позволяет получить более низкую прочность при кручении. Например, длина L3 от 1 до 15 мм может быть выбрана для профильного элемента, образующего главный несущий прогон для решетки профилей подвесной потолочной системы, а длина L3 от 15 до 60 мм может быть выбрана для поперечной направляющей для решетки профилей.
В способе в соответствии с еще одним вариантом осуществления лазерная сварка может осуществляться при скорости подачи от 20 до 120 м/мин. Скорость подачи соответствует относительному перемещению между лазерным сварочным станком, генерирующим лазерный луч для лазерной сварки, и деталью, т.е. профильным элементом.
В соответствии с еще одним вариантом осуществления полученное при помощи лазерной сварки соединение может быть выполнено в нижней части ребра. Полученное при помощи лазерной сварки соединение может быть выполнено в зазоре, проходящем в продольном направлении Т-образного профильного элемента, и сформировано в нижней части, в том месте, где полки сходятся с боковыми стенками. В этом случае полученное при помощи лазерной сварки соединение может быть выполнено с нижней стороны профильного элемента.
Этап формирования из листового металлического материала удлиненного Т-образного профиля может осуществляться при помощи профилировки листового металла. Толщина листового металлического материала может составлять от 0,1 до 0,6 мм. Листовой металлический материал может являться сталью, такой как гальванизированная сталь, алюминием или нержавеющей сталью.
В соответствии с еще одним вариантом осуществления этап формирования из листового металлического материала удлиненного Т-образного профиля может дополнительно включать формирование утолщения, прилегающего к верхней части ребра. Это позволяет дополнительно повысить прочность и жесткость профильного элемента.
В соответствии с настоящим изобретением во втором его аспекте предложен профильный элемент для подвесной потолочной системы, содержащий удлиненный Т-образный профильный элемент с ребром, содержащим две боковые стенки, и парой противолежащих горизонтальных полок, выступающих от нижней части ребра. Полученное при помощи лазерной сварки соединение проходит в продольном направлении Т-образного профильного элемента, соединяя две боковые стенки ребра друг с другом, причем профильный элемент отличается тем, что полученное при помощи лазерной сварки соединение, проходящее по его длине, содержит чередующиеся первые и вторые сварные участки, причем первые участки отличаются от вторых, и каждый из первых участков содержит сварной шов, выполненный в режиме кондуктивной/проникающей сварки или проникающей сварки.
Таким образом, предложен улучшенный профильный элемент для подвесной потолочной системы. Первая участок полученного при помощи лазерной сварки соединения может быть предпочтительно выполнен в проникающем режиме таким образом, чтобы обеспечить достаточную глубину сварного шва, т.е. чтобы первый участок полученного при помощи лазерной сварки соединения имел форму замочной скважины.
Преимущества, описанные выше в связи со способом в соответствии с изобретением, применимы также к профильному элементу в соответствии с изобретением.
В соответствии с одним из вариантов осуществления, каждый из вторых участков может быть получен путем сварки в кондуктивном режиме. Альтернативно, каждый из вторых участков может не являться сварным швом. Таким образом, вторые участки выполняют при более низком энергетическом уровне, чем энергетический уровень, используемый для получения первых участков, и, следовательно, профильный элемент в соответствии с изобретением менее вероятно испытывает тепловые деформации, чем профильный элемент, изготовленный при помощи непрерывной сварки при постоянном энергетическом уровне.
В соответствии с другим вариантом осуществления, каждый из первых участков может являться точечным сварным швом. Альтернативно, каждый из первых участков может иметь длину L2, составляющую от 2 до 15 мм.
В соответствии с еще одним вариантом осуществления, каждый из вторых участков может иметь длину L3, составляющую от 1 до 60 мм.
В соответствии с еще одним вариантом осуществления, полученное при помощи лазерной сварки соединение может быть расположено в нижней части ребра. Более конкретно, полученное при помощи лазерной сварки соединение может быть выполнено в зазоре, проходящем в продольном направлении Т-образного профильного элемента, и сформировано в нижней части, в том месте, где полки сходятся с боковыми стенками ребра.
В общем, все термины, использованные в прилагаемой формуле изобретения, следует понимать в их обычном в данной области техники значении, если не указано иного. Все ссылки на элемент, устройство, компонент, средство, этап и т.д., данные в единственном числе, следует понимать как относящиеся к по меньшей мере одному элементу, устройству, компоненту, средству, этапу и т.д., если не указано иное. Этапы любого описанного здесь способа не должны обязательно осуществляться точно в описанном порядке, если не указано иное.
Краткое описание чертежей
Все вышеописанное, а также дополнительные задачи, признаки и преимущества настоящего изобретения, поможет понять иллюстративное и неограничивающее подробное описание предпочтительных вариантов его осуществления, которое будет приведено ниже со ссылками на прилагаемые чертежи, на которых одинаковые ссылочные позиции использованы для одинаковых элементов.
На фиг. 1 представлен вид в перспективе профильного элемента в соответствии с настоящим изобретением.
На фиг. 2 представлен вид в перспективе профильного элемента в соответствии с одним из вариантов осуществления.
На фиг. 3 представлен вид в перспективе корпуса профильного элемента в соответствии с альтернативным вариантом осуществления.
На фиг. 4 представлен вид в перспективе, иллюстрирующий один из этапов способа изготовления профильного элемента в соответствии с настоящим изобретением.
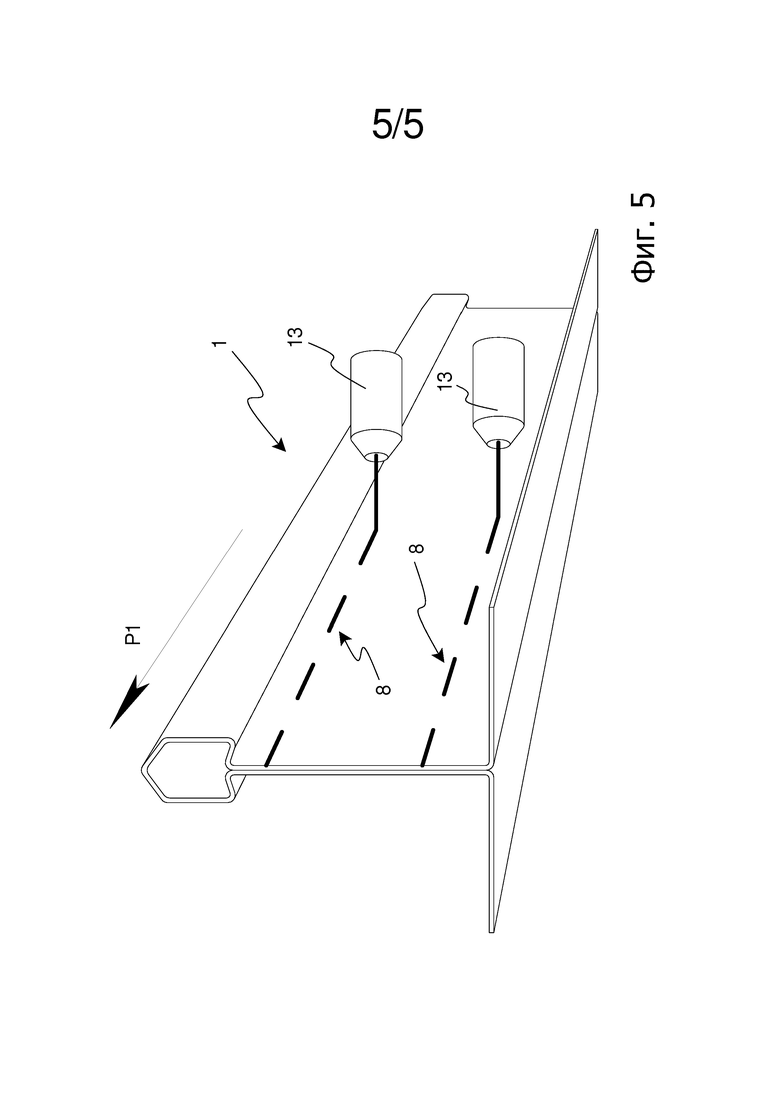
На фиг. 5 представлен вид в перспективе, иллюстрирующий альтернативный способ изготовления профильного элемента в соответствии с настоящим изобретением.
Осуществление изобретения
Ниже настоящее изобретение будет описано более подробно со ссылками на прилагаемые чертежи, иллюстрирующие предпочтительные на сегодняшний день варианты осуществления изобретения. Однако изобретение может осуществляться во многих различных формах и не должно рассматриваться, как ограниченное представленными здесь вариантами; эти варианты осуществления представлены для законченности и полноты и полностью объясняют сущность изобретения специалисту в данной области техники.
На фиг. 1 представлен профильный элемент 1 в соответствии с настоящим изобретением.
Профильный элемент 1 выполнен из листового металлического материала, например из стали, такой как гальванизированная сталь, алюминия или нержавеющей стали. Профильный элемент 1 имеет удлиненную Т-образную форму и содержит ребро 2 и пару противолежащих полок 3, выступающих от нижней части. В соответствии с представленным вариантом осуществления полки 3 расположены горизонтально и выступают от нижней части 4 ребра 2 под прямыми углами.
Профильный элемент 1 может быть так же, как показано на чертеже, выполнен с утолщением 5, прилегающим к верхней части 6 ребра 2.
Толщина листового металлического материала, из которого изготовлен профильный элемент 1, составляет от 0,1 до 0,6 мм.
Ребро 2 имеет двухслойную структуру и содержит две боковые стенки 7а, 7b. Две боковые стенки 7а, 7b ребра соединены друг с другом при помощи полученного при помощи лазерной сварки соединения 8, проходящего в продольном направлении Т-образного профильного элемента 1, обозначенном L1. Полученное при помощи лазерной сварки соединение 8 будет более подробно описано ниже.
Накладка 9 в виде полосы сложенного листового металла может охватывать пару противолежащих полок 3. Таким образом, накладка 9 может закрывать полученное при помощи лазерной сварки соединение 8.
На фиг. 2 представлен профильный элемент 1 по фиг. 2 без накладки 9, демонстрирующий полученное при помощи лазерной сварки соединение 8.
Полученное при помощи лазерной сварки соединение 8 проходит в продольном направлении L1 профильного элемента 1. В соответствии с представленным вариантом осуществления, полученное при помощи лазерной сварки соединение 8 расположено в нижней части 4 ребра 2. Более конкретно, полученное при помощи лазерной сварки соединение 8 расположено в зазоре 10, проходящем в продольном направлении L1 профильного элемента 1, и выполнено в нижней части 4 ребра 2, в том месте, где горизонтальные полки 3 сходятся с боковыми стенками 7а, 7b ребра.
Ясно, что полученное при помощи лазерной сварки соединение 8 может быть расположено в другой части ребра 2. Ясно также, что профильный элемент 1 может содержать два или более полученных при помощи лазерной сварки соединения 8, проходящих параллельно на некотором расстоянии друг от друга. На фиг. 3 представлены альтернативные расположения полученного при помощи лазерной сварки соединения 8.
В соответствии с настоящим изобретением, полученное при помощи лазерной сварки соединение 8 содержит чередующиеся по его длине первые участки 11 и вторые участки 12. Первые участки 11 являются сварными и отличаются от вторых участков 12.
Каждый из первых участков 11 является сварным и может представлять собой точечный сварной шов или иметь длину L2, составляющую от 2 до 15 мм.
Каждый из первых участков 11 может являться сварным швом, полученным при помощи лазерной сварки в кондуктивном/проникающем режиме.
Каждый из вторых участков 12 может являться сварным швом, полученным при помощи лазерной сварки в кондуктивном режиме. Альтернативно, каждый из вторых участков 12 может не являться сварным швом.
Каждый из вторых участков 12 может иметь длину L3, составляющую от 1 до 60 мм.
Длина L2 каждого из первых участков 11 может быть равна длине L3 каждого из вторых участков 12.
Длина L2 первых участков 11 и длина L3 вторых участков 12 могут быть выбраны в зависимости от желаемых характеристик профильного элемента.
Если профильный элемент должен использоваться в качестве главного несущего прогона в подвесной потолочной системе, может быть желательна высокая жесткость при кручении, и первый участок 11 может являться точечным сварным швом или иметь длину L2, составляющую от 2 до 15 мм, а вторые участки 12 могут иметь длину L3, составляющую от 1 до 15 мм.
С другой стороны, если профильный элемент должен использоваться в качестве поперечной направляющей в подвесной потолочной системе, то может быть приемлема более низкая прочность при кручении, и в таком случае каждый из первых участков может являться точечным сварным швом с длиной L2, составляющей от 2 до 15 мм, а каждый из вторых участков 12 может иметь длину L3, составляющую от 15 до 60 мм.
На фиг. 4 представлен этап способа в соответствии с изобретением изготовления профильного элемента 1, описанного выше.
На первом этапе, не проиллюстрированном на фиг. 4, из листового металлического материала формируют Т-образный профильный элемент с ребром, содержащим две боковые стенки, и парой противолежащих полок, выступающих от нижней части ребра. Полки могут выступать под прямым углом от ребра и таким образом являться по существу горизонтальными.
Формирование из листового металлического материала Т-образного профильного элемента может осуществляться при помощи обычной профилировки листового металла.
Этап способа по фиг. 4 представляет собой этап лазерной сварки удлиненного Т-образного профильного элемента 1 при помощи лазерного сварочного станка 13 для формирования полученного при помощи лазерной сварки соединения 8, проходящего в продольном направлении L1 профильного элемента 1 и соединяющего две боковые стенки 7а, 7b ребра профильного элемента 1 друг с другом.
Профильный элемент 1 перемещается в процессе лазерной сварки относительно лазерного сварочного станка в направлении, обозначенном стрелкой Р1. Относительное перемещение, которое может быть также названо скоростью подачи, может составлять от 20 до 120 м/мин.
На чертеже полученное при помощи лазерной сварки соединение 8 проходит от нижней стороны профильного элемента 1 в зазоре 10, проходящем в продольном направлении L1 профильного элемента 1. Зазор 10 выполнен в нижней части 4 ребра 2, в том месте, где полки 3 сходятся с боковыми стенками 7а, 7b ребра.
Ясно, что полученное при помощи лазерной сварки соединение 8 может быть сформировано в других местах ребра 2, и, что более одного полученного при помощи лазерной сварки соединения может быть расположено на профильном элементе 1. В качестве неограничивающего примера на фиг. 5 представлены два полученных при помощи лазерной сварки соединения 8 на ребре 2 с боковой стороны профильного элемента 1.
Этап лазерной сварки включает поочередное осуществление первой и второй операций.
Первая операция отличается от второй операции.
За счет поочередного осуществления первой и второй операций полученное при помощи лазерной сварки соединение 8 содержит чередующиеся первые участки 11, полученные при осуществлении первой операции, и вторые участки 12, получение при осуществлении второй операции. Поскольку первая и вторая операции отличаются друг от друга, первые участки 11 отличаются от вторых участков 12. Таким образом, полученное при помощи лазерной сварки соединение 8 содержит чередующиеся первые и вторые участки 11, 12, обладающие разными характеристиками.
Каждый из первых участков 11, полученных в процессе первой операции, является сварным швом.
Каждый из вторых участков 12, полученных в процессе второй операции, может быть сварным швом или может не являться сварным швом.
Первая операция включает лазерную сварку при первом энергетическом уровне, измеренном в точке, где лазерный луч взаимодействует с деталью, т.е. с профильным элементом 1.
Вторая операция может включать лазерную сварку при втором энергетическом уровне, измеренном в точке, где лазерный луч взаимодействует с деталью, т.е. с профильным элементом 1, причем второй энергетический уровень ниже, чем первый энергетический уровень.
Первый энергетический уровень может быть достаточен для осуществления лазерной сварки в кондуктивном/проникающем режиме (также называемом переходным режимом) или в проникающем режиме в каждом из первых участков 11 полученного при помощи лазерной сварки соединении 8.
Второй энергетический уровень может быть достаточен для осуществления лазерной сварки в кондуктивном режиме в каждом из вторых участков 12 полученного при помощи лазерной сварки соединения 8.
Альтернативно, второй уровень энергии может быть нулевым, вследствие чего каждый из вторых участков 12 полученного при помощи лазерной сварки соединения 8 может не являться сварным швом.
Для попеременного осуществления первой и второй операций при лазерной сварке профильного элемента 1 управление лазерным сварочным станком 13 может быть разным.
Например, поворотный экран/отражатель (не показан) может быть расположен таким образом, чтобы обеспечивать прерывистый лазерный луч, генерируемый лазерным сварочным станком 13 для прохождения через поворотный экран/отражатель и вхождения в контакт с профильным элементом. Таким образом, каждый раз когда лазерный луч проходит через экран/отражатель, осуществляется первый этап лазерной сварки, а каждый раз, когда лазерный луч экранируется/отражается, осуществляется второй этап лазерной сварки.
Альтернативно, лазерный сварочный станок может поочередно включаться и выключаться, причем во включенном состоянии осуществляется первая операция, а в выключенном состоянии осуществляется вторая операция.
Использование поворотного экрана/отражателя или
включение/выключение лазерного сварочного станка 13 обеспечивает не являющийся сварным швом второй участок 12 полученного лазерной сваркой соединения 8.
Также может быть предусмотрено попеременное изменение мощности, подаваемой на лазерный сварочный станок 13, вследствие чего лазерный сварочный станок 13 поочередно генерирует лазерный луч при первом и втором энергетических уровнях. Таким образом, формирование лазерного луча при первом энергетическом уровне соответствует первой операции этапа лазерной сварки, а формирование лазерного луча при втором энергетическом уровне соответствует второй операции этапа лазерной сварки.
Мощность, подаваемая на лазерный сварочный станок 13 при первой и, если необходимо, второй операциях, может быть постоянной. Таким образом, при каждой операции силовой импульс может использоваться для создания лазерного луча, причем силовой импульс может быть квадратным импульсом, острым импульсом или отжигающим импульсом.
Переключение между первой и второй операциями может также включать изменение точки фокусировки лазерного луча, генерируемого лазерным сварочным станком 13.
Таким образом, в соответствии с настоящим изобретением, удлиненный профильный элемент изготавливается путем формирования из листового металлического материала Т-образного профильного элемента и последующей лазерной сварки профильного элемента для образования полученного лазерной сваркой соединения двух боковых стенок ребра друг с другом. Этап лазерной сварки включает поочередное осуществление первой и второй операций, причем полученное при помощи лазерной сварки соединение содержит по своей длине поочередно сваренные первые участки, полученные при осуществлении первой операции, и вторые участки, полученные при осуществлении второй операции.
Вторая операция включает лазерную сварку при более низком энергетическом уровне, чем энергетический уровень, используемый для осуществления первой операции, и в некоторых случаях может быть даже нулевым. Таким образом, тепловая энергия, передаваемая на профильный элемент, может быть снижена, и при этом может быть обеспечено полученное при помощи лазерной сварки соединение, повышающее прочность и жесткость профильного элемента. Сниженная тепловая энергия может обеспечить уменьшение тепловой деформации профильного элемента.
При практических испытаниях полученные лазерной сваркой соединения, содержащие поочередно сваренные первые участки, и вторые участки, не являющиеся сварными швами, применялись на Т-образных профилях. Переключение между первой операцией для обеспечения первых участков и второй операцией для обеспечения вторых участков осуществлялось при помощи включения/выключения лазерного сварочного станка. Неожиданно было обнаружено, что скорость подачи, т.е. относительное перемещение между лазерным сварочным станком и профильным элементом, могла быть увеличена, и при этом обеспечивалось высокое качество сварки по сравнению с непрерывной операцией лазерной сварки.
Следует заметить, что настоящее изобретение не ограничено представленными вариантами его осуществления. Различные модификации и вариации могут быть сделаны без отклонения от сущности изобретения, ограниченной прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЬНАЯ НАПРАВЛЯЮЩАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОЙ НАПРАВЛЯЮЩЕЙ | 2004 |
|
RU2304673C2 |
| СКЛАДСКОЙ СТЕЛЛАЖ | 2013 |
|
RU2534503C1 |
| МОДУЛЬНАЯ СИСТЕМА ДЛЯ СОЗДАНИЯ КОНСТРУКЦИИ, СОЕДИНИТЕЛЬ МОДУЛЕЙ И КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ МОДУЛЬНУЮ СИСТЕМУ | 2018 |
|
RU2766969C2 |
| СВАРНОЙ ПОСРЕДСТВОМ ЛАЗЕРНОЙ СВАРКИ ПОДКРАНОВЫЙ РЕЛЬС ДЛЯ ПОДВЕСНЫХ КРАНОВЫХ ТЕЛЕЖЕК | 2007 |
|
RU2434988C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ ТАРЫ | 1991 |
|
RU2067545C1 |
| СПОСОБ И УСТРОЙСТВО ПОЗИЦИОНИРОВАНИЯ ЛИСТОВЫХ ЭЛЕМЕНТОВ ДЛЯ СВАРКИ ВСТЫК | 2005 |
|
RU2440225C2 |
| Обвязочная машина и способ крепления части обвязывающего элемента в петле вокруг одного или нескольких объектов | 2017 |
|
RU2725330C2 |
| СИСТЕМА ПОЛНОСБОРНОГО СТРОИТЕЛЬСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕГОРОДОК, ПОДВЕСНЫХ ПОТОЛКОВ И Т.П., НЕСУЩИЙ ПРОФИЛЬ ДЛЯ ТАКИХ ЭЛЕМЕНТОВ И ИСПОЛЬЗОВАНИЕ УКАЗАННОЙ СИСТЕМЫ ПОЛНОСБОРНОГО СТРОИТЕЛЬСТВА | 2014 |
|
RU2658954C2 |
| Узел стыковки устройства крепления подвесного потолка | 2020 |
|
RU2742420C1 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |




Изобретение относится к способу изготовления профильного элемента (1) для подвесной потолочной системы и профильному элементу для подвесной потолочной системы. Осуществляют формирование из листового металлического материала удлиненного Т-образного профильного элемента (1) с ребром (2), содержащим две боковые стенки (7а, 7b), и пару противолежащих полок (3), выступающих от нижней части (4) ребра (2), и лазерную сварку удлиненного Т-образного профильного элемента (1) для формирования полученного при помощи лазерной сварки соединения (8), проходящего в продольном направлении (L1) Т-образного профильного элемента (1) и соединяющего две боковые стенки (7а, 7b) ребра (2) друг с другом. Лазерная сварка включает попеременное осуществление первой и второй операций. Вторая операция отличается от первой операции. Формируются полученные при помощи лазерной сварки (8) чередующиеся первые сварные участки (11), полученные при осуществлении первой операции, и вторые участки (12), полученные при осуществлении второй операции. В результате получают профильный элемент высокой прочности с уменьшенной массой профильного элемента за счет исключения или минимизации тепловой деформации профильного элемента при лазерной сварке. 2 н. и 16 з.п. ф-лы, 5 ил.
1. Способ изготовления профильного элемента (1) для подвесной потолочной системы, включающий:
формирование из листового металлического материала удлиненного Т-образного профильного элемента (1) с ребром (2), содержащим две боковые стенки (7а, 7b) ребра, и парой противолежащих полок (3), выступающих от нижней части (4) ребра (2), и
осуществление лазерной сварки удлиненного Т-образного профильного элемента (1) для формирования полученного при помощи лазерной сварки соединения (8), проходящего в продольном направлении (L1) Т-образного профильного элемента (1) и соединяющего две боковые стенки (7а, 7b) ребра друг с другом,
отличающийся тем, что лазерная сварка включает в себя попеременное осуществление первой операции лазерной сварки и второй операции лазерной сварки,
причем вторая операция лазерной сварки отличается от первой операции лазерной сварки,
вследствие чего формируют полученное при помощи лазерной сварки соединение (8), содержащее по своей длине поочередно сваренные первые участки (11), полученные при осуществлении первой операции лазерной сварки, и вторые участки (12), полученные при осуществлении второй операции лазерной сварки.
2. Способ по п. 1, в котором каждая первая операция лазерной сварки включает в себя лазерную сварку при первом энергетическом уровне, а каждая вторая операция лазерной сварки включает в себя лазерную сварку при втором энергетическом уровне, причем второй энергетический уровень ниже, чем первый энергетический уровень.
3. Способ по п. 1 или 2, в котором каждый из первых участков (11) имеет вид точечного сварного шва.
4. Способ по п. 1 или 2, в котором каждый из первых участков (11) имеет длину L2, составляющую от 2 до 15 мм.
5. Способ по любому из пп. 1-4, в котором каждый из вторых участков (12) имеет длину L3, составляющую от 1 до 60 мм.
6. Способ по любому из пп. 1-5, в котором лазерную сварку осуществляют при скорости подачи, составляющей от 20 до 120 м/мин.
7. Способ по любому из пп. 1-6, в котором полученное при помощи лазерной сварки соединение (8) выполнено в нижней части (4) ребра (2).
8. Способ по п. 7, в котором полученное при помощи лазерной сварки соединение (8) выполняют в зазоре (10), проходящем в продольном направлении (L1) Т-образного профильного элемента (1), и формируют в нижней части (4), в том месте, где полки (3) сходятся с боковыми стенками (7а, 7b) ребра.
9. Способ по любому из пп. 1-8, в котором формирование из листового металлического материала удлиненного Т-образного профиля (1) осуществляют при помощи профилировки металлического листа.
10. Способ по любому из пп. 1-9, в котором толщина листового металлического материала составляет от 0,1 до 0,6 мм.
11. Способ по любому из пп. 1-10, в котором формирование из листового металлического материала удлиненного Т-образного профиля (1) дополнительно включает в себя формирование утолщения (5), прилегающего к верхней части (6) ребра (2).
12. Профильный элемент для подвесной потолочной системы, содержащий удлиненный Т-образный профильный элемент (1) с ребром (2), содержащим две боковые стенки (7а, 7b) ребра, и парой противолежащих полок (3), выступающих от нижней части (4) ребра (2), причем полученное при помощи лазерной сварки соединение (8) проходит в продольном направлении (L1) Т-образного профильного элемента (1), соединяя две боковые стенки (7а, 7b) ребра друг с другом, отличающийся тем, что полученное при помощи лазерной сварки соединение (8), проходящее по его длине, содержит поочередно сваренные первые и вторые участки (11, 12), причем первые участки (11) отличаются от вторых участков (12).
13. Профильный элемент по п. 12, в котором каждый из вторых участков (12) содержит сварной шов, выполненный на режиме сварки, отличном от режима сварки первых участков (11).
14. Профильный элемент по п. 12 или 13, в котором каждый из первых участков (11) представляет собой точечный сварной шов.
15. Профильный элемент по п. 12 или 13, в котором каждый из первых участков (11) имеет длину L2, составляющую от 2 до 15 мм.
16. Профильный элемент по любому из пп. 12-15, в котором каждый из вторых участков (12) имеет длину L3, составляющую от 1 до 60 мм.
17. Профильный элемент по любому из пп. 12-16, в котором полученное при помощи лазерной сварки соединение (8) расположено в нижней части (4) ребра (2).
18. Профильный элемент по п. 17, в котором полученное при помощи лазерной сварки соединение (8) расположено в зазоре (10), проходящем в продольном направлении (L1) Т-образного профильного элемента (1), и выполнено в нижней части (4), в том месте, где полки (3) сходятся с боковыми стенками (7а, 7b) ребра.
| US 4713919 A, 22.12.1987 | |||
| JP 6170568 A, 21.06.1994 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ЗА ОДИН ПРОХОД Т-ОБРАЗНОГО УЗЛА ИЗ МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2318640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫХОДНЫХ СОПЕЛ ДЛЯ РАКЕТНЫХ ДВИГАТЕЛЕЙ | 1999 |
|
RU2209994C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЛОКАЛЬНОГО ХОЛОДНОГО СТЫКОВОГО СОЕДИНЕНИЯ, В ТОМ ЧИСЛЕ КЛЕПКОЙ, БОЛТАМИ И ЛАЗЕРНОЙ СВАРКОЙ | 2005 |
|
RU2389591C2 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ УЧАСТКА, СПОСОБ ИЗГОТОВЛЕНИЯ СВАРЕННОГО ВНАХЛЕСТКУ ЭЛЕМЕНТА, СВАРЕННЫЙ ВНАХЛЕСТКУ ЭЛЕМЕНТ И АВТОМОБИЛЬНАЯ ДЕТАЛЬ | 2013 |
|
RU2606667C2 |
| Способ изготовления многослойной конструкции | 1986 |
|
SU1345499A1 |

