Изобретение относится к способам изготовления изделий в виде многослойного пакета и может найти применение в электротехнической, энергетической, химической отраслях машиностроения.
Цель изобретения - повышение качества изделия при сварке прерывистым швом и повышение производительности процесса.
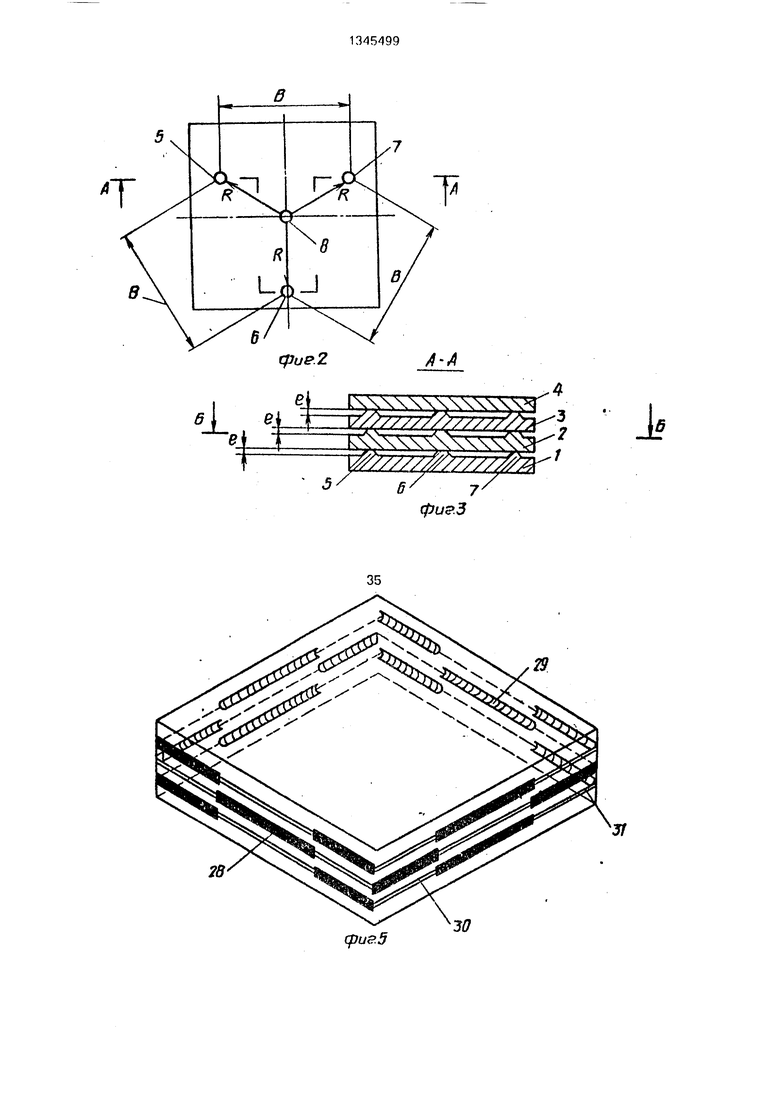
На фиг, 1 изображен пакет собранных пластин; на фиг, 2 показано расположение выступов на пластине; на фиг, 3 - сечение А-А на фиг, 2; на фиг. 4-сечение Б-Б но фиг, 3; на фиг. 5 - пакет с расположением сварных швов по слоям; на фиг, 6 - сварка двумя электродами. Способ изготовления изделия в виде многослойного пакета осуществляют следующим образом.
Предварительно на пластинах 1-4 (см. фиг, 1) выполняют выступы, по крайней мере три 5, 6 и 7, располагая их на одинаковом расстоянии R от центра пластины 8 и друг от друга на расстоянии В {см, фиг. 2). Осуществляют сборку пакета таким образом, чтобы последующая пластина 2, 3 и 4 укладывалась на выступы 5, 6 и 7, образуя заданный размер между пластинами (см, фиг. 3), Затем ведут сварку каждого слоя пластин, т.е. пластину 1 сваривают с пластиной 2, а пластину 2-е пластиной 3 и т.д. При этом накладывают швы 9, 10 и 11, 12 одновременно с двух противоположных торцов 13 и 14 (см. фиг, 4), Электроды 15 и 16 перемещают со скоростью VCB в одном направлении на одном слое, т,е. против часовой стрелки. На торцах 13 и 14 сваривают только участки соединения 9, 11 и 10, 12, примыкающие к углам 17, 19 и 18, 20, Процесс начинают от углов 17 и 18. лежащих на диагонали 21 пластин 1 и 2 (см. фиг. 4). Затем на других противоположных торцах пластин 22 и 23 сваривают только среднюю часть соединения 24 и 25, располагая начало ujoa 26 и 27 со смещением i относительно вторых углов 19, 20 (см. фиг, 4). При этом при соарке последующего слоя, т,е, пластин 2 и 3 изменяют направление сварки на противоположное. т,е, ведут сварку по часовой стрелке и порядок наложения швов относительно предыдущего слоя (см. фиг. 5). 11а торцах 13, 14 швы накладывают в середине 20, 29, а на торцах 22, 23 на участках, примыкающих к углам 30, 31 (см, фиг. 5), Сварку предпочтительно выполнять одновременно на всех торцах 13.14 и 22.23,
При сварке каждого слоя пластин двумя электродами расстояние Li между ними на торцах 13 и 14 больше расстояния L2 при pacпoлoжef ии электродов на торцах 22 и 23 П р и м е р 1. Способ осуществляют па специальном стенде с испольаовьчнием ис
точника сварочного тока Т14Р-630, Предварительно на пластинах из сплава ВТ-1-1 размером 100x100x6 мм наплав/1яют дугой с присадочной проволокой выступы высотой
0,4 мм на расстоянии от центра мм и друг от друга 25 мм. Затем укладывают пластины в следующем порядке; ня поверхность пластины с выступами укладывают пластину поверхностью без выступов и т.д,
Таким образом собирают пакет из четырех пластин. После этого пластинь прихватывают - с каждого торца по одной прихватке.
Собранный пакет сваривают одновременно двумя дугами с противоположных
торцов. Первоначально электроды выставляют на углах по диагонали пластин. Затем зажигают дугу и перемещают электроды навстречу друг другу. Сварку осуществляют и мпульсной дугой на режиме; А;
А; .3 с; ,3 с; мм/с, длина дуги 3-4 мм. На противоположных торцах сваривают по углам участки длиной 20-25 мм. После этого пакет вращают на 90, устанавливают электрод со смещением
от сьредимы торца на расстоянии 20-23 м и сваривают участок длиной 45-50 мм. После сворки первого слоя сваривают второй слой. Для этого электрод вновь устанавливают на угол пакета и перемещают в противоположную (относительно первого слоя) сторону,
TaiCMM образо.м осуществляют сварку всего пакета пластин.
П р и м е р 2. Пакет изготавливают так же, как по примеру 1, но при сварке последующего слоя меняют порядок наложения швов. т,е. на торце с двумя швами выполняют шов в середине и т.д,
П р и м е р 3, Пакет изготавливают так же, как по примеру 1, но сварку ведут четырьмя
дугами одновременно на всех торцах.
На изготовленных пакетах контролируют зазор между пластинами, который был в пределах допустимой величины. Форма пакета П целом не изменяется,
Способ изготовления многослойных конструкций позволяет получить пакеты без их деформации с обеспечением заданного зазорп между отдельными пластинами. Кроме того, способ сокращает время на изготовле11ио изделия, что повышает производительность процесса.
(56) Авторское свидетельство СССР N3473577, кл. В 23 К 9/00, 1972. Авторское свидетельство СССР №835678. кл, В 23 К 9/16, 1978.
Авторское свидетельство СССР № 230341, кл. В 23 К 33/00, 1967.
Авторское свидетельство СССР 596399, кл. В 23 К 31/00, 1976.
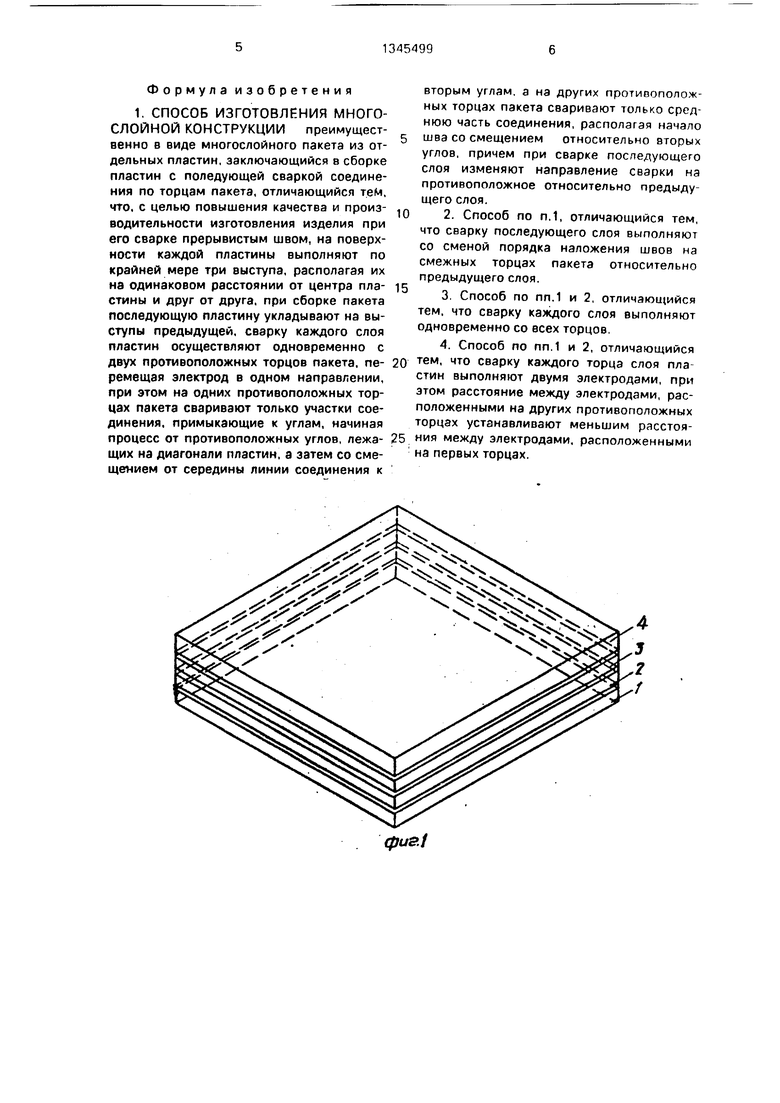
Формула изобретения
1. СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНСТРУКЦИИ преимущественно в виде многослойного пакета из отдельных пластин, заключающийся в сборке пластин с поледующей сваркой соединения по торцам пакета, отличающийся тем, что, с целью повышения качества и производительности изготовления изделия при его сварке прерывистым швом, на поверхности каждой пластины выполняют по крайней мере три выступа, располагая их на одинаковом расстоянии от центра пластины и друг от друга, при сборке пакета последующую пластину укладывают на выступы предыдущей, сварку каждого слоя пластин осуществляют одновременно с двух противоположных торцов пакета, пе- ремещая электрод в одном направлении, при этом на одних противоположных торцах пакета сваривают только участки соединения, примыкающие к углам, начиная процесс от противоположных углов, лежащих на диагонали пластин, а затем со смещением от середины линии соединения к
0
0
5
5
вторым углам, а на других противоположных торцах пакета сваривают только среднюю часть соединения, располагая начало шва со смещением относительно вторых углов, причем при сварке последующего слоя изменяют направление сварки на противоположное относительно предыдущего слоя.
2.Способ по п,1, отличающийся тем, что сварку последующего слоя выполняют со сменой порядка наложения швов на смежных торцах пакета относительно предыдущего слоя.
3.Способ по ПП.1 и 2, отличающийся тем, что сварку каждого слоя выполняют одновременно со всех торцов.
4.Способ по ПП.1 и 2, отличающийся тем, что сварку каждого торца слоя пластин выполняют двумя электродами, при этом расстояние между электродами, расположенными на других противоположных торцах устанавливают меньшим расстояния между электродами, расположенными на первых торцах.
фие.1
/ 7/
1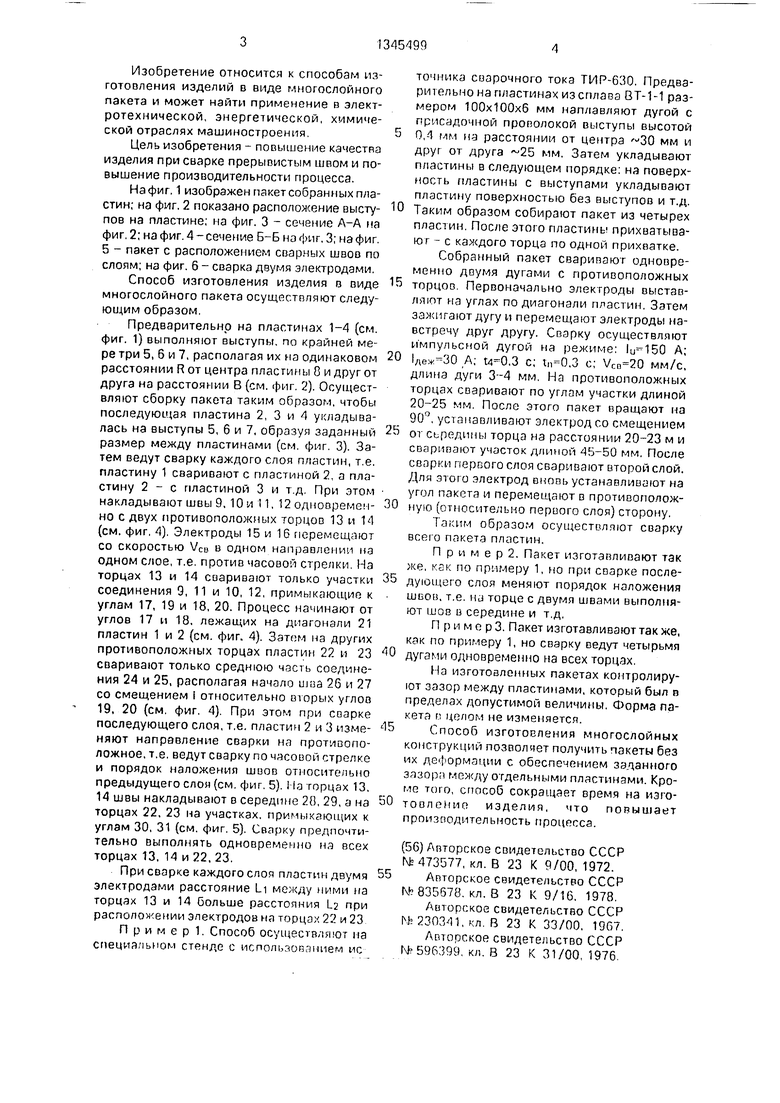
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ многодуговой сварки неплавящимся электродом | 1986 |
|
SU1349923A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ дуговой сварки труб | 1980 |
|
SU903039A1 |
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| Способ изготовления сварных многослойных конструкций | 1987 |
|
SU1519043A1 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |

Изобретение относится к облааи сварки, в чааности к способам изготовления многослойных конструкций, и может быть использовано в энерге- тиче1жоЯ радиохимической, судостроительной отраслях промышленности. Цепью изобетения является повышение качеава и производительности процесса Дпя этого пластины собирают по высту- пач Сварку осущеавляют по фотивоположным торцам 13 и 14, 22 и 23. При этом на торцах 13 и 14 выполняют швы 9 - 12, а на торцах 22 и 23 - швы 24 и 25. Сварку ведут в одном направлении - по часовой стрелке. При выполнении сварки последующих слоев порядок наложения швов изменяют. Указанная последовательность выполнения сварных швов позволяет получить конарукцию без деформаций с обеспечение заданного зазора между пластинами. 3 з.аф-лы, 6 ил.
78
сриг.5
29
УсВ
Cpuff.ff
Редактор Н.Тимонина
Составитель Л.Назарова
Техред М.МоргенталКорректор Л.Пилипенко
Заказ 3333
ТиражПодписное
НПО Поиск Роспатента 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул,Гагарина, 101
св
