ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к машине для изготовления многосегментных стержней, используемой в табачной промышленности, содержащей систему для автоматического удаления сегментов с приемной ленты, и к способу очищения приемной ленты машины для изготовления многосегментных стержней.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Продукты табачной промышленности, такие как сигареты, могут содержать сегментные фильтры (например, в форме сегментов) с различными фильтрующими материалами. Сегменты могут иметь форму стержнеобразных элементов обладающих фильтрующими свойствами, или стержнеобразных элементов, обладающих нефильтрующими свойствами, например, содержащих ароматические капсулы или бумажные гильзы. Сегменты подаются с контейнеров перемещающими устройствами на приемный конвейер, и затем перемещаются перемещающим модулем на форматный конвейер, на котором сегменты обертываются в обертку. При изготовлении таких многосегментных стержней часто требуется остановить работу машины для изготовления многосегментных стержней, или же машина может автоматически останавливать свою работу из-за ошибки, возникающей, когда сегмент блокируется на перемещающем устройстве, таком как барабан, диск, лента или перемещающая цепь. После каждого прерывания работы машины, перемещающие устройства нужно очищать от остающихся в них сегментов, а также нужно удалять сегменты, которые находятся под перемещающими устройствами (на приемном конвейере).
В заявке на патент Великобритании GB1253617 представлено устройство для удаления стержнеобразных элементов, в частности, табачных стержней, которые остаются на пути подачи между режущей головкой и приемным барабаном после остановки машины. Перед каждым последующим перезапуском машины табачные стержни удаляют с пути, переводя их движение в поперечное направление относительно их продольной оси, отклоняя вниз одну сторону рейки, на которой они транспортируются. Это относится к табачным стержням, которые нарезают из непрерывного стержня на стержни, имеющие определенную длину. Однако это не решает проблему удаления сегментов с приемного конвейера, который расположен на противоположной стороне относительно режущей головки, и удаления сегментов с перемещающих устройств.
В заявке на Европейский патент EP1883318 представлен способ эксплуатации машины для изготовления табачных изделий. В способе представлен способ очищения машины или блока, содержащегося в машине, когда системой управления была обнаружена ошибка. После обнаружения ошибки, датчик посылает информацию на блок управления, который активирует процесс очищения машины или блока, в котором произошла ошибка. Недостаток данного решения состоит в том, что оно не решает проблему очищения приемного конвейера от остающихся сегментов после каждого прерывания работы машины, независимо от того, произошла ошибка или нет. Более того, представленный способ относится только к ситуации, в которой очищается только устройство, в котором датчиками была обнаружена ошибка.
В решениях предшествующего уровня техники необходимо вручную удалять сегменты с перемещающих устройств и приемного конвейера, что отнимает много времени и может приводить к перебоям во время последующей работы машины, если не все сегменты будут удалены.
Существует необходимость в предоставлении способа и устройства, которые позволили бы более эффективно изготавливать многосегментные стержни, позволяя проще и быстрее очищать приемный конвейер от остающихся сегментов после каждого прерывания работы машины. Было бы целесообразно предоставить устройство, которое не требует ни дополнительных датчиков, ни блоков управления, которое является дешевым в изготовлении, простым в эксплуатации и высоконадежным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрыта машина для изготовления многосегментных стержней для использования в табачной промышленности, причем машина содержит: по меньшей мере один подающий модуль для помещения сегментов цепочкой, один за другим, на приемный конвейер для транспортировки сегментов по заданному пути транспортировки в направлении форматного конвейера; перемещающий модуль для перемещения сегментов с приемного конвейера на форматный конвейер; форматный конвейер для транспортировки сегментов на обертку; форматное устройство для обертывания обертки вокруг цепочки сегментов с образованием непрерывного стержня; режущую головку для разрезания непрерывного стержня на многосегментные стержни; и механизм смещения для отклонения приемного конвейера относительно заданного пути транспортировки в положение очищения, причем сегменты во время транспортировки на приемном конвейере не контактируют ни с какими из подающих модулей.
Когда приемный конвейер находится в положении очищения, сегменты, во время транспортировки на приемном конвейере, могут не контактировать с перемещающим модулем.
Приемный конвейер может быть расположен вдоль всех подающих модулей.
Приемный конвейер может быть выполнен с возможностью отклонения посредством изменения его положения относительно заданного пути транспортировки на расстояние в диапазоне от 4 до 200 мм, предпочтительно от 4 до 50 мм.
Приемный конвейер может быть выполнен с возможностью отклонения посредством изменения его положения относительно заданного пути транспортировки в направлении вниз.
Приемный конвейер может быть установлен на по меньшей мере один шарнирный рычаг.
Механизм смещения может содержать по меньшей мере две направляющие, расположенные под углом относительно друг друга, и опорный элемент, взаимодействующий с направляющими, причем опорный элемент является линейно подвижным.
Опорный элемент может быть выполнен с возможностью перемещения посредством цилиндра.
Машина может содержать удаляющее устройство для удаления сегментов с перемещающих устройств.
Удаляющее устройство может быть выполнено с возможностью осуществления продувки сжатым воздухом.
Машина может дополнительно содержать контроллер для активации механизма смещения после прерывания работы машины, происходящего на основе заданных типов прерывания.
Также раскрыт способ очищения машины для изготовления многосегментных стержней для использования в табачной промышленности, причем машина содержит: по меньшей мере один подающий модуль для помещения сегментов цепочкой, один за другим, на приемный конвейер для транспортировки сегментов по заданному пути транспортировки в направлении форматного конвейера; перемещающий модуль для перемещения сегментов с приемного конвейера на форматный конвейер; форматный конвейер для транспортировки сегментов на обертку; форматное устройство для обертывания обертки вокруг цепочки сегментов с образованием непрерывного стержня; режущую головку для разрезания непрерывного стержня на многосегментные стержни; причем способ включает этапы: отклонения приемного конвейера относительно заданного пути транспортировки в положение очищения, причем сегменты во время транспортировки на приемном конвейере не контактируют ни с какими из подающих модулей; и удаления сегментов с приемного конвейера, когда приемный конвейер находится в положении очищения.
Способ может дополнительно включать активирующее движение приемного конвейера после его отклонения в положение очищения.
Когда приемный конвейер находится в положении очищения, сегменты, во время транспортировки на приемном конвейере, могут не контактировать с перемещающим модулем.
Способ может включать отклонение приемного конвейера посредством изменения его положения относительно заданного пути транспортировки на расстояние в диапазоне от 4 до 200 мм, предпочтительно от 4 до 50 мм.
Способ может включать отклонение приемного конвейера посредством изменения его положения относительно заданного пути транспортировки в направлении вниз.
Способ может дополнительно включать удаление сегментов с перемещающих устройств.
Способ может включать удаление сегментов с перемещающих устройств перед удалением сегментов с приемного конвейера.
Способ может включать удаление сегментов с перемещающих устройств посредством сжатого воздуха.
Способ может включать активацию механизма смещения после прерывания работы машины, происходящего на основе заданных типов прерывания.
Решение, представленное в контексте настоящего документа, обеспечивает возможность изготовления фильтрующих стержней более эффективным способом, устраняя необходимость вручную очищать приемный конвейер от остающихся сегментов или удалять заблокированные сегменты с перемещающих устройств, что отнимало бы много времени и требовало участия оператора. Более того, реализация такого решения на машине является менее затратной и не требует установки ни дополнительных датчиков, ни блоков управления, поэтому представленное решение проще в эксплуатации и надежнее по сравнению с другими системами очищения, известными на предшествующем уровне техники.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение показано посредством иллюстративных вариантов осуществления на графических материалах, на которых:
на фиг. 1 показана машина для изготовления многосегментных стержней;
на фиг. 2 схематически показан фрагмент машины во время изготовления многосегментных стержней;
на фиг. 3 схематически показан фрагмент машины для изготовления многосегментных стержней, с механизмом смещения, во время остановки и во время изменения положения приемного конвейера;
на фиг. 4a показан приемный конвейер в рабочем положении, вид сбоку в поперечном разрезе;
на фиг. 4b показан приемный конвейер в положении очищения, после смещения;
на фиг. 5a показан механизм смещения в рабочем положении;
на фиг. 5b показан механизм смещения в положении очищения;
на фиг. 5c показан второй вариант осуществления механизма смещения;
на фиг. 5d показан третий вариант осуществления механизма смещения;
на фиг. 6 схематически показан фрагмент машины для изготовления многосегментных стержней во время удаления сегментов с приемного конвейера;
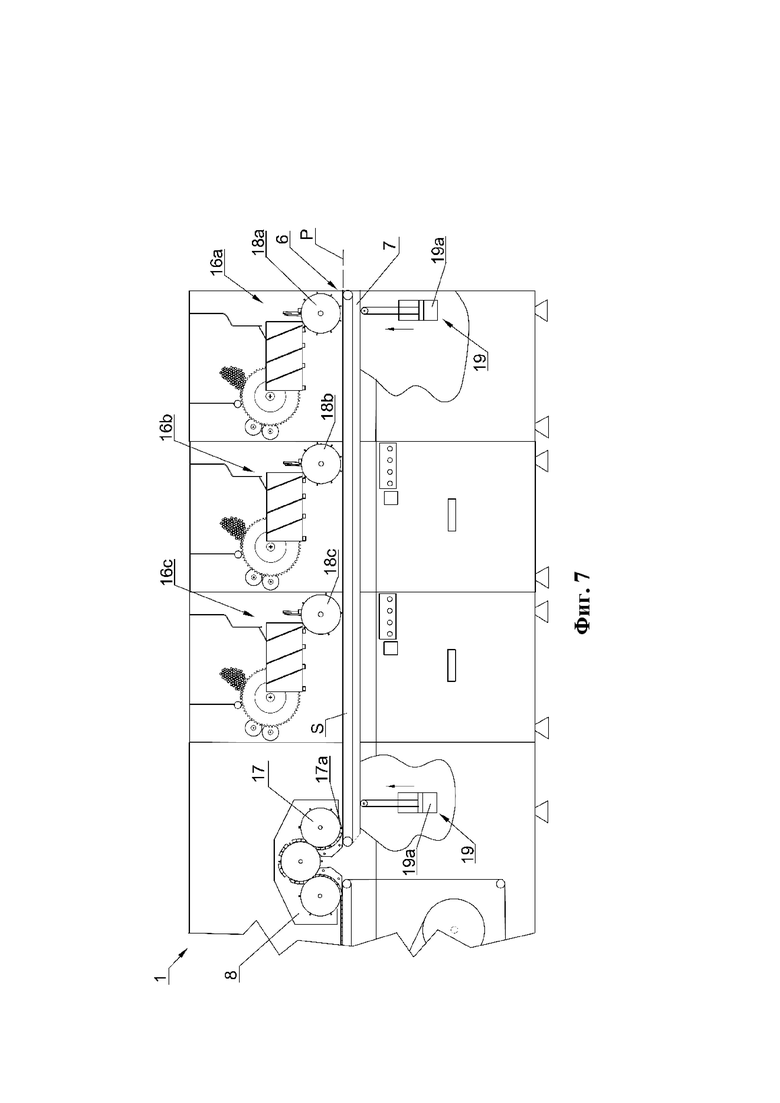
на фиг. 7 схематически показан фрагмент машины для изготовления многосегментных стержней после удаления сегментов с приемного конвейера;
на фиг. 8 схематически показан фрагмент машины для изготовления многосегментных стержней в положении, готовом к перезапуску;
на фиг. 9 показано размещение цепочки сегментов на приемном конвейере в положении перед перезапуском;
на фиг. 10 показан процесс удаления сегментов с перемещающих устройств;
на фиг. 11 показан процесс удаления сегментов с перемещающих устройств наклоненным перемещающим диском.
На фиг. 1 показана машина 1 для изготовления многосегментных стержней R для табачной промышленности, содержащая часть A для подготовки цепочки 20 сегментов и часть B для изготовления многосегментных стержней. Цепочка 20 сегментов с определенной последовательностью формируется на приемном конвейере 6, причем сегменты 5a, 5b, 5c подаются на приемный конвейер из подающих модулей 2, 3, 4. Сформированная цепочка 20 сегментов перемещается на форматный конвейер 9 посредством перемещающего модуля 8. На форматном конвейере цепочка 20 сегментов обертывается в обертку 10, а затем сформированный многосегментный стержень 12 разрезается на отдельные многосегментные стержни R.
Количество подающих модулей, имеющихся на машине для изготовления многосегментных стержней, зависит от конструкции многосегментного стержня и, в частности, оно зависит от количества и типов сегментов, из которых он сформирован. Представленное решение может применяться на машине для изготовления многосегментных фильтрующих стержней, а также для изготовления многосегментных стержней, используемых в сигаретах нового поколения, например, «нагревание без горения». Сегменты, используемые для изготовления таких стержней, могут обладать фильтрующими свойствами, например, сегмент, изготовленный из ацетатных волокон, или содержащий активированный уголь, вкусовыми свойствами, например, сегмент, содержащий ароматическую капсулу, охлаждающими свойствами или свойствами, позволяющими направлять сигаретный дым, например, бумажные гильзы. Также используются сегменты, подогревающие табак, которые могут содержать нагревательные элементы, такие как вставка из листового металла или спираль, расположенная внутри табачных сегментов, или которые могут быть изготовлены из легковоспламеняющегося материала, такого как экструдированный табак, смешанный с углем, в форме стержня. Приемный конвейер 6 расположен на приемной рейке 7, которая может быть установлена как отдельный элемент или может быть разделена на несколько коротких взаимно соединенных реек. Приемная рейка 7 расположена вдоль всех подающих модулей 2, 3, 4 вплоть до перемещающего модуля 8, перемещающего сегменты на форматный конвейер. Приемный конвейер 6 может иметь форму полосы, ленты или эластичной цепи, на которую сегменты 5a, 5b, 5c помещаются последовательно, продольно, один за другим из каждого подающего модуля 2, 3, 4 в определенной конфигурации. Сегменты 5a, 5b, 5c, расположенные на приемном конвейере 6, транспортируются к перемещающему модулю 8, на котором может осуществляться изменение расстояние между сегментами или группой сегментов 5a, 5b, 5c, а затем сегменты перемещаются на форматный конвейер 9, на котором сегменты обертываются в обертку 10 форматным устройством 11. Сформированный непрерывный многосегментный стержень 12 разрезается режущей головкой 13 на многосегментные стержни R, имеющие определенную длину.
Во время изготовления многосегментных стержней R может возникать необходимость остановить машину 1, что равносильно остановке сегментов 5a, 5b, 5c во время транспортировки на приемном конвейере 6 и перемещающих устройствах 16a, 16b, 16c, как изображено на фиг. 2. Сегменты 5a, 5b, 5c остающиеся после прерывания работы машины 1, должны быть удалены перед перезапуском машины 1. Если остающиеся сегменты 5a, 5b, 5c не удаляются с приемного конвейера 6, существует риск столкновения сегментов 5a, 5b, 5c с перемещающим модулем 8 и, в частности, с зубцами 17a–17f первого перемещающего колеса 17 и зубцами перемещающих дисков 18a, 18b, 18c. В зависимости от причины прерывания работы машины 1, возможны несколько последовательностей удаления сегментов 5a, 5b, 5c с перемещающих устройств 16a, 16b, 16c и приемного конвейера 6.
На фиг. 3 показан автоматический процесс очищения, который в данном случае заключается в изменении положения приемной рейки 7, на которой расположен приемный конвейер 6 с сегментами 5a, 5b, 5c, относительно пути P транспортировки, показанного пунктирной линией, на положение очищения, в котором можно запустить приемный конвейер 6 и удалить остающиеся сегменты 5a, 5b, 5c без столкновения.
Изменение положения приемного конвейера 6 относительно пути P транспортировки осуществляется посредством по меньшей мере одного механизма 19 смещения, например, цилиндра 19a или электродвигателя, как изображено на фиг. 3 в виде частичного поперечного разреза машины 1. Альтернативно, перемещающие устройства 16a, 16b, 16c и перемещающий модуль 8 могут быть подняты на высоту, на которой столкновение с перемещаемыми сегментами 5a, 5b, 5c и, в частности, в данном случае с перемещающими дисками 18a, 18b, 18c и перемещающим колесом 17 перемещающего модуля 8 не произойдет.
На фиг. 4a–4b в виде поперечного разреза показано предпочтительное изменение положения посредством опускания приемного конвейера 6 относительно пути P транспортировки на расстояние Y, где Y=Y1 – Y2 и предпочтительно составляет 4–50 мм. Диапазон расстояния Y может быть значительно шире, однако он должен выполнять условие исключения столкновения сегментов 5a, 5b, 5c, расположенных на ленте 14 приемного конвейера 6, с перемещающими дисками 18a, 18b, 18c и перемещающим колесом 17 перемещающего модуля 8. Минимальное значение диапазона отклонения не должно составлять менее половины диаметра транспортируемого сегмента 5a, 5b, 5c. Возможны также другие варианты осуществления данного решения, например, отодвигание рейки в сторону или набок относительно пути P транспортировки, которые не показаны на фигуре.
На фиг. 5a и 5b показан вариант осуществления механизма 19 смещения. Верхняя часть 24, которая является приемной рейкой 7, на которой расположен приемный конвейер 6, представляет собой подвижную часть, которая движется в направлении вверх-вниз. Движение может возникать в результате направления компонентов сдвига верхней части 24. Подъем и опускание верхней части 24 инициируется линейным движением цилиндра 19a. Верхняя часть 24 механизма 19 смещения оснащена по меньшей мере двумя направляющими 26a, которые взаимодействуют с направляющими 26b, расположенными на опорном элементе 27. Опорный элемент 27 приспособлен для осуществления линейного движения в направлении, показанном стрелкой. Линейное движение может инициироваться цилиндром 19a или электродвигателем. На фиг. 5a показан механизм 19 смещения в рабочем положении W. Расстояние между приемным конвейером 6 и нижней частью 25 механизма 19 смещения в этом положении равно L1. Приведение в действие цилиндра 19a вызовет линейное отклонение опорного элемента 27 вправо вместе с двумя направляющими 26b. С учетом взаимно наклонного размещения, направляющие 26a верхней части 24 механизма смещения движутся на направляющих 26b, приводя к опусканию приемного конвейера в положение R очищения, как показано на фиг. 5b. Расстояние от приемного конвейера 6 до нижней части 25 механизма 19 смещения в положении R очищения равно L2. При этом L1>L2 и L1 – L2 равно Y, обозначая опускание приемного конвейера 6 относительно пути P транспортировки.
На фиг. 5c показан другой вариант осуществления механизма 19 смещения. Механизм 19 смещения оснащен двумя шарнирными рычагами 28, соединяющими подвижную верхнюю часть 24 с неподвижной нижней частью 25. Шарнирные рычаги 28 соединены с опорным элементом 27. Цилиндр 19a, соединенный с одним из шарнирных рычагов 28, совершая линейное движение, вызывает изменение положения шарнирных рычагов 28 и, тем самым, вызывает подъем верхней части 24, которая представляет собой приемную рейку 7 и приемный конвейер 6, в рабочее положение W, показанное на рисунке пунктирной линией, или вызывает опускание в положение R очищения.
Возможны также другие варианты осуществления механизма 19 смещения, например, с одним шарнирным скользящим рычагом 28a, расположенным на первом конце приемного конвейера 6 и с шарнирным креплением 29 на втором конце приемного конвейера 6, как представлено на фиг. 5d. В таком варианте осуществления приемный конвейер 6 поднимается или опускается под углом со стороны первого конца приемного конвейера 6, при этом его второй конец будет менять только свое угловое положение, оставаясь на том же уровне.
В другом варианте осуществления механизм 19 смещения может содержать вертикальную направляющую, по которой приемный конвейер 6 движется в направлении вверх-вниз.
На фиг. 6 показан процесс удаления сегментов 5a, 5b, 5c, расположенных только на приемном конвейере 6, в случае когда машину 1 останавливает оператор. Сегменты 5a, 5b, 5c, остающиеся на приемном конвейере 6, удаляются автоматически. Автоматически означает, что они удаляются без вмешательства оператора, самой машиной, посредством временного запуска привода приемного конвейера 6 и перемещения сегментов 5a, 5b, 5c, остающихся на конвейере, за пределы машины или в корзину, расположенную в конце конвейера. Это осуществляется благодаря программе, сохраненной в контроллере машины, которая содержит все этапы процесса очищения в зависимости от типа прерывания работы машины 1. Перемещающие устройства 16a, 16b, 16c, вместе с расположенными на них сегментами, приостановлены во время процесса удаления сегментов 5a, 5b, 5c с приемного конвейера 6.
После удаления сегментов 5a, 5b, 5c с приемного конвейера 6 (фиг. 7), перемещающие устройства 16a, 16b, 16c и перемещающий модуль 8 переводятся в рабочее положение, то есть в такое положение, в котором расположенные на них сегменты 5a, 5b, 5c будут в определенном месте на перемещающих дисках 18a, 18b, 18c и будут готовы к подаче на приемный конвейер 6 в определенное время с формированием цепочки сегментов, имеющих определенную конфигурацию, транспортируемых один за другим к перемещающему модулю 8. Приемная рейка 7 возвращается в свое рабочее положение, положение, в котором контактная поверхность S приемного конвейера 6, на которой помещаются сегменты 5a, 5b, 5c, будет на том же уровне, что и путь P транспортировки.
Размещение перемещающего модуля 8 заключается в переводе зубца 17a перемещающего колеса 17 в рабочее положение, то есть положение, которое обеспечивает возможность контакта зубца 17a с первым сегментом, перемещаемым в цепочке на конвейере. В этом случае, это размещение одного из зубцов перемещающего колеса 17, в частности, зубца 17a, в самое нижнее положение.
На фиг. 8 показан перезапуск машины 1, при котором перемещающий диск 18a, который находился в рабочем положении, подает сегменты 5a с определенными промежутками на приемный конвейер 6. Сегменты 5a, помещенные на приемный конвейер 6, транспортируются в направлении перемещающего диска 18b, который подает сегменты 5b. Затем сегменты 5a, 5b транспортируются на приемном конвейере 6 к перемещающему диску 18c, который подает следующие сегменты 5c с заданными промежутками таким образом, что сегменты 5a, 5b, 5c с перемещающим диском 18c формируют цепочку 20 сегментов или цепочку группы сегментов с требуемым размещением относительно друг друга.
Скомпонованная цепочка 20 сегментов транспортируется на приемном конвейере 6, пока первый сегмент 20a, расположенный спереди цепочки 20 сегментов, не придет в контакт с зубцом 17a перемещающего колеса 17 перемещающего модуля 8, как изображено на увеличенном виде на фиг. 9. В момент контакта первого сегмента 20a с зубцом 17a перемещающего колеса 17, запускается перемещающий модуль 8, который перемещает цепочку 20 сегментов с приемного конвейера 6 на форматный конвейер 9. Поскольку, чтобы перевести зубец 17a в самое нижнее положение, перемещающему колесу 17 необходимо осуществить часть вращения, из-за чего между зубцом 17a и предыдущим зубцом 17b формируется зазор G в цепочке 20 сегментов, который на более поздней стадии будет отбракован после разрезания непрерывного стержня на режущей головке 13.
В случае когда машина 1 останавливается из-за остановки одного из подающих модулей 2, 3, 4, что может быть вызвано, например, ошибкой в результате блокировки сегментов в перемещающем устройстве 16a, 16b, 16c или остановкой модуля оператором, процесс очищения будет осуществляться в другой конфигурации.
Сначала будут удалены сегменты, остающиеся на перемещающих устройствах 16a, 16b, 16c модуля, который был остановлен, а затем сегменты 5a, 5b, 5c, остающиеся на приемном конвейере 6, будут удалены, как изображено на фиг. 10.
Процесс удаления сегментов 5a, 5b, 5c с перемещающих устройств 16a, 16b, 16c осуществляется посредством подъема или отклонения (отворачивания в сторону) барабана 21, с перемещающей спиралью, от пути P транспортировки сегментов под барабаном 21 с удалением сегментов 5a, 5b, 5c, расположенных на пути P транспортировки, посредством удаляющего устройства 22. Удаляющее устройство 22 может удалять сегменты 5a, 5b, 5c, используя струю сжатого воздуха, как изображено на фиг. 10, или может удалять сегменты 5a, 5b, 5c механически, например, посредством сметающих щеток. Затем удаляются сегменты, расположенные на кулачке 23. Удаление сегментов с кулачка 23 осуществляется посредством отклонения перемещающего диска 18a, 18b, 18c и вращения кулачка 23 до тех пор, пока все сегменты 5a, 5b, 5c, расположенные на кулачке 23, не будут удалены. В случае когда сегменты 5a, 5b, 5c заблокированы на кулачке, также можно попытаться удалить заблокированный сегмент, запустив цикл коротких вращательных движений кулачка 23 вперед-назад. Если заблокированный сегмент все равно не удаляется, тогда можно отодвинуть кулачок 23 в сторону от перемещающего диска 18a, 18b, 18c и можно выполнить полное вращение, после которого заблокированный сегмент удаляется. Дополнительно в ходе процесса удаления сегментов 5a, 5b, 5c с кулачка 23 может использоваться дополнительное пневматическое или механическое удаляющее устройство (не показано на фигуре).
На фиг. 11 показан процесс удаления сегментов 5a, 5b, 5c, расположенных на перемещающем диске 18a, 18b, 18c, посредством наклонения диска относительно приемного конвейера 6 и выполнения вращения, пока не наступит момент, когда все сегменты, расположенные на его окружной поверхности между зубцами, будут удалены. Этот процесс осуществляется одновременно с удалением сегментов с кулачка 23 и барабана 21 или сразу после него.
Когда все сегменты 5a, 5b, 5c удалены с перемещающих устройств 16a, 16b, 16c, сегменты 5a, 5b, 5c удаляются с приемного конвейера 6, на котором расположены сегменты 5a, 5b, 5c, остановленные в ходе транспортировки, и сегменты, которые могли упасть на приемный конвейер 6 в процессе очищения перемещающих устройств 16a, 16b, 16c, расположенных выше. Этот процесс осуществляется так же, как процесс, описанный на фиг. 3–7. Приемный конвейер 6 опускают, привод приемного конвейера 6 запускают, пока с него не удалятся все остающиеся сегменты, после чего привод приемного конвейера 6 останавливают и приемную рейку 7 вместе с приемным конвейером поднимают в рабочее положение. Удаление сегментов с приемного конвейера 6 можно улучшить, например, пневматическими устройствами для удаления остающихся сегментов.
После осуществленного таким образом процесса очищения, машина 1 готова к перезапуску, причем последовательно из каждого подающего модуля 2, 3, 4 сегменты 5a, 5b, 5c перемещаются посредством перемещающих устройств 16a, 16b, 16c на приемный конвейер 6, на котором сегменты, установленные в определенной конфигурации, транспортируются в направлении перемещающего модуля 8, пока первый сегмент 20a цепочки 20 сегментов не придет в контакт с зубцом 17a перемещающего колеса 17, а затем перемещаются дальше перемещающим модулем 8 на форматный конвейер 9.










Изобретение относится к машине для изготовления многосегментных стержней, используемой в табачной промышленности, содержащей систему для автоматического удаления сегментов с приемной ленты, и к способу очищения приемной ленты машины для изготовления многосегментных стержней. Существует необходимость в предоставлении способа и устройства, которые позволили бы более эффективно изготавливать многосегментные стержни, позволяя проще и быстрее очищать приемный конвейер от остающихся сегментов после каждого прерывания работы машины. Было бы целесообразно предоставить устройство, которое не требует ни дополнительных датчиков, ни блоков управления, которое является дешевым в изготовлении, простым в эксплуатации и высоконадежным. Машина для изготовления многосегментных стержней для использования в табачной промышленности, причем машина содержит: по меньшей мере один подающий модуль для помещения сегментов цепочкой, один за другим, на приемный конвейер для транспортировки сегментов по заданному пути транспортировки в направлении форматного конвейера; перемещающий модуль для перемещения сегментов с приемного конвейера на форматный конвейер; форматный конвейер для транспортировки сегментов на обертку; форматное устройство для обертывания обертки вокруг цепочки сегментов с образованием непрерывного стержня; режущую головку для разрезания непрерывного стержня на многосегментные стержни; и механизм смещения для отклонения приемного конвейера относительно заданного пути транспортировки в положение очищения, причем сегменты во время транспортировки на приемном конвейере не контактируют ни с какими из подающих модулей. 2 н. и 18 з.п. ф-лы, 15 ил.
1. Машина для изготовления многосегментных стержней для использования в табачной промышленности, причем машина содержит:
- по меньшей мере один подающий модуль (2, 3, 4) для помещения сегментов (5a, 5b, 5c) цепочкой, один за другим, на приемный конвейер (6) для транспортировки сегментов по заданному пути (P) транспортировки в направлении форматного конвейера (9);
- перемещающий модуль (8) для перемещения сегментов с приемного конвейера (6) на форматный конвейер (9);
- форматный конвейер (9) для транспортировки сегментов на обертку (10);
- форматное устройство (11) для обертывания обертки (10) вокруг цепочки сегментов с образованием непрерывного стержня;
- режущую головку (13) для разрезания непрерывного стержня на многосегментные стержни;
отличающаяся тем, что она дополнительно содержит:
- механизм (19) смещения для отклонения приемного конвейера (6) относительно заданного пути (P) транспортировки в положение очищения, причем сегменты во время транспортировки на приемном конвейере (6) не контактируют ни с какими из подающих модулей (2, 3, 4).
2. Машина по п. 1, отличающаяся тем, что, когда приемный конвейер (6) находится в положении очищения, сегменты (5a, 5b, 5c), во время транспортировки на приемном конвейере (6), не контактируют с перемещающим модулем (8).
3. Машина по любому из предыдущих пунктов, отличающаяся тем, что приемный конвейер (6) расположен вдоль всех подающих модулей (2, 3, 4).
4. Машина по любому из предыдущих пунктов, отличающаяся тем, что приемный конвейер (6) выполнен с возможностью отклонения посредством изменения его положения относительно заданного пути (P) транспортировки на расстояние в диапазоне от 4 до 200 мм, предпочтительно от 4 до 50 мм.
5. Машина по любому из предыдущих пунктов, отличающаяся тем, что приемный конвейер (6) выполнен с возможностью отклонения посредством изменения его положения относительно заданного пути (P) транспортировки в направлении вниз.
6. Машина по любому из предыдущих пунктов, отличающаяся тем, что приемный конвейер (6) установлен на по меньшей мере один шарнирный рычаг.
7. Машина по п. 6, отличающаяся тем, что механизм (19) смещения содержит по меньшей мере две направляющие, размещенные под углом относительно друг друга, и опорный элемент, взаимодействующий с направляющими, причем опорный элемент является линейно подвижным.
8. Машина по п. 7, отличающаяся тем, что опорный элемент выполнен с возможностью перемещения посредством цилиндра.
9. Машина по любому из предыдущих пунктов, отличающаяся тем, что содержит удаляющее устройство для удаления сегментов (5a, 5b, 5c) с перемещающих устройств (16a, 16b, 16c).
10. Машина по п. 9, отличающаяся тем, что удаляющее устройство выполнено с возможностью осуществления продувки сжатым воздухом.
11. Машина по любому из предыдущих пунктов, отличающаяся тем, что дополнительно содержит контроллер для активации механизма (19) смещения после прерывания работы машины (1), происходящего на основе заданных типов прерывания.
12. Способ очищения машины для изготовления многосегментных стержней для использования в табачной промышленности, причем машина содержит:
- по меньшей мере один подающий модуль (2, 3, 4) для помещения сегментов (5a, 5b, 5c) цепочкой, один за другим, на приемный конвейер (6) для транспортировки сегментов по заданному пути (P) транспортировки в направлении форматного конвейера (9);
- перемещающий модуль (8) для перемещения сегментов с приемного конвейера (6) на форматный конвейер (9);
- форматный конвейер (9) для транспортировки сегментов на обертку (10);
- форматное устройство (11) для обертывания обертки (10) вокруг цепочки сегментов с образованием непрерывного стержня;
- режущую головку (13) для разрезания непрерывного стержня на многосегментные стержни;
способ отличается тем, что включает этапы:
- отклонения приемного конвейера (6) относительно заданного пути (P) транспортировки в положение очищения, причем сегменты во время транспортировки на приемном конвейере (6) не контактируют ни с какими из подающих модулей (2, 3, 4); и
- удаления сегментов с приемного конвейера (6), когда приемный конвейер (6) находится в положении очищения.
13. Способ по п. 12, отличающийся тем, что дополнительно включает активирующее движение приемного конвейера (6) после его отклонения в положение очищения.
14. Способ по любому из пп. 12, 13, отличающийся тем, что, когда приемный конвейер (6) находится в положении очищения, сегменты (5a, 5b, 5c) во время транспортировки на приемном конвейере (6) не контактируют с перемещающим модулем (8).
15. Способ по любому из пп. 12–14, отличающийся тем, что включает отклонение приемного конвейера (6) посредством изменения его положения относительно заданного пути (P) транспортировки на расстояние в диапазоне от 4 до 200 мм, предпочтительно от 4 до 50 мм.
16. Способ по любому из пп. 12–14, отличающийся тем, что включает отклонение приемного конвейера (6) посредством изменения его положения относительно заданного пути (P) транспортировки в направлении вниз.
17. Способ по любому из пп. 12–16, отличающийся тем, что дополнительно включает удаление сегментов (5a, 5b, 5c) с перемещающих устройств (16a, 16b, 16c).
18. Способ по п. 17, отличающийся тем, что включает удаление сегментов (5a, 5b, 5c) с перемещающих устройств (16a, 16b, 16c) перед удалением сегментов с приемного конвейера (6).
19. Способ по любому из пп. 17, 18, отличающийся тем, что включает удаление сегментов (5a, 5b, 5c) с перемещающих устройств (16a, 16b, 16c) посредством сжатого воздуха.
20. Способ по любому из пп. 12–19, отличающийся тем, что включает активацию механизма (19) смещения после прерывания работы машины (1), происходящего на основе заданных типов прерывания.
| EP 3050441 A1, 03.08.2016 | |||
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СИГАРЕТ | 2001 |
|
RU2226968C1 |
| WO 2006016222 A1, 16.02.2006 | |||
| Устройство для измерения разности температур | 1986 |
|
SU1394065A1 |
| УСТРОЙСТВО И СПОСОБ ВВЕДЕНИЯ ОБЪЕКТОВ В КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2599236C2 |

