Область техники, к которой относится изобретение
Настоящее изобретение относится к новому способу и устройству для изготовления вкладыша для используемого под давлением композитного сосуда, в частности, к способу и устройству для изготовления вкладыша без линии сжатия в области, окружающей отверстие вкладыша.
Уровень техники
Используемые под давлением композитные сосуды, известные в уровне техники, содержат внутренний герметичный вкладыш, по меньшей мере один патрубок, подсоединенный к нему и предназначенный для установки клапана, предохранительное устройство или иные подобные соединительные устройства для наполнения или опорожнения сосуда. Патрубок установлен вокруг отверстия во вкладыше таким образом, чтобы соединительные устройства, установленные в патрубке, были соединены с внутренним объемом вкладыша. Снаружи вкладыша предусмотрен один или несколько армирующих слоев, предназначенных для придания сосуду прочности, необходимой для хранения текучей среды под требуемым давлением. Такие типы сосудов раскрыты, например, в патентных документах WO00/66939 и WO98/34063, причем армирующий слой содержит покрытые смолой волокна.
Одним из известных способов изготовления вкладышей для сосудов, используемых под давлением, является выдувное формование. Процесс обычного выдувного формования хорошо известен в уровне техники. Материал для изготовления полого или частично полого изделия поставляют в виде заготовки для выдувания. Иглу для раздувки вставляют в заготовку для выдувания, установленную в формовочную камеру. Сжатый газ подают в заготовку для выдувания через иглу для раздувки, что приводит к расширению заготовки для выдувания до тех пор, пока она не достигнет стенок формовочной камеры.
Для выдувного формования сосудов, по существу в бутылочной форме, имеющих вытянутую форму с отверстием для наполнения и опорожнения на одном из концов, обычно используют заготовку для выдувания в форме трубы, открытой с обоих концов. Такую заготовку для выдувания устанавливают над иглой для раздувки, а формовочную камеру замыкают вокруг заготовки для выдувания таким образом, чтобы за счет замыкания формовочной камеры оба конца заготовки для выдувания оказались закрытыми и непроницаемыми для газа. Соответственно, заготовку для выдувания сдавливают или сжимают и сваривают закрывающими кромками формовочной камеры. По завершении процесса формования в этой области выдувного изделия образуется так называемая линия сжатия. Свойства, в частности, толщина материала в области линии сжатия будут отличаться от областей, удаленных от линии сжатия. Такая неравномерность толщины может повлиять на способность сосуда к хранению текучей среды под давлением. Кроме того, при наличии линии сжатия в области вокруг отверстия наружная поверхность выдувного изделия становится неровной и негладкой, часто содержит вмятины на концах линии сжатия.
При выдувном формовании вкладыша для используемых под давлением композитных сосудов патрубок обычно располагают вокруг оставленного во вкладыше отверстия, в которое была вставлена игла для раздувки, то есть входного / выходного отверстия во внутренний объем вкладыша и, тем самым, сосуда. В некоторых вариантах осуществления вкладыш выполняют с несколькими отверстиями, например, цилиндрический вкладыш может содержать отверстие на каждом конце, причем на каждое отверстие будет установлен патрубок. Патрубок крепят к вкладышу сваркой, клеем или другими способами и фиксируют в области, содержащей линию сжатия. Неровность линии сжатия затрудняет крепление патрубка к вкладышу, вследствие чего для более эффективной установки патрубка желательно сгладить наружную поверхность вокруг отверстия.
В уровне техники остальную часть заготовки для выдувания, расположенную вне формовочной камеры во время формования, отделяют от вкладыша на отдельном этапе. Отделенную часть считают отходами.
Отходы вкладышей, изготовленных из однородного полимера, можно перерабатывать путем измельчения и подачи в качестве части исходного полимерного материала в экструдер, формирующий заготовку для выдувания. При изготовлении вкладыша из заготовки для выдувания, состоящей из соэкструдированных слоев различных полимерных материалов, отходы не будут однородными; количество отходов, пригодных для переработки в один из соэкструдированных слоев, будет ограничено вследствие необходимости контроля состава слоя, в который перерабатываются отходы, на предмет соблюдения заданных свойств слоя.
В патентном документе WO2016/059036 раскрыт способ изготовления вкладыша без линии сжатия, в котором проблему устранения линии сжатия и иные связанные с этим проблемы решают отказом от сжатия заготовки для выдувания, используемой для выдувного формования, внутри формовочной камеры, и сжатием заготовки для выдувания вне формы с использованием отдельного затвора.
Сжатие выполняют путем сведения элементов затвора друг к другу, соответственно, давление прилагают к наружной стороне заготовки для выдувания подобно предшествующему уровню техники, в котором закрытие формовочной камеры создает давление, воздействующее на наружную сторону заготовки для выдувания, путем сведения элементов формовочной камеры друг к другу с помещенной между ними заготовкой для выдувания.
В патентном документе US5,217,729 раскрыта форма для изготовления пластмассовой бутылки с каналами, по которым в полость подают воздух для сброса давления при расширении заготовки для выдувания. Во время выдувного формования небольшое количество воздуха остается между формой и поверхностью бутылки, что позволяет получить бутылку с высокоглянцевой поверхностью.
Раскрытие сущности изобретения
Задачей настоящего изобретения является разработка нового альтернативного способа изготовления вкладыша без линии сжатия, по меньшей мере в области вокруг по меньшей мере одного отверстия готового вкладыша.
Следующей задачей настоящего изобретения является разработка альтернативного способа фиксации заготовки для выдувания в закрытой форме, не оказывающего существенного влияния на распределение материала заготовки для выдувания.
Следующей задачей настоящего изобретения является разработка способа и устройства, пригодных для использования при продолжающейся экструзии заготовки для выдувания.
Следующей задачей настоящего изобретения является разработка способа, предпочтительно, выполняемого быстрее и/или приводящего к уменьшению количества образующихся отходов.
Следующей задачей настоящего изобретения является ограничение количества подвижных элементов в устройстве, осуществляющем выдувное формование.
Следующей задачей настоящего изобретения является разработка способа и устройства, способных и приспособленных для изготовления вкладыша, изготовленного из соэкструдированной заготовки для выдувания, содержащей два и более соэкструдированных полимерных слоев.
В настоящее время обнаружена возможность отказа от сжатия заготовки для выдувания в процессе выдувного формования и, тем самым, предотвращения образования линии сжатия в области вокруг отверстия.
Настоящим изобретением предложен способ выдувного формования сосуда, содержащий следующие этапы:
a) экструдирование полой вытянутой трубы из экструзионной головки, причем заготовка для выдувания содержит один свободный конец;
b) закрытие формовочного устройства вокруг заготовки для выдувания, причем формовочное устройство содержит формовочную камеру и по меньшей мере одно отверстие, причем по меньшей мере одно отверстие представляет собой отверстие, ведущее в формовочную камеру снаружи закрытого формовочного устройства, причем избыточная часть заготовки для выдувания находится внутри по меньшей мере одного отверстия, причем свободный конец заготовки для выдувания зафиксирован в формовочном устройстве напротив по меньшей мере одного отверстия;
c) фиксация избыточной части заготовки для выдувания по меньшей мере в одном отверстии путем приложения удерживающего усилия снаружи избыточной части заготовки для выдувания;
d) обрезка заготовки для выдувания снаружи закрытого формовочного устройства с целью получения заготовки для выдувания с открытым концом, прилегающим по меньшей мере к одному отверстию;
e) размещение иглы для раздувки в открытом конце заготовки для выдувания таким образом, чтобы указанный открытый конец был закрыт иглой для раздувки;
f) подача газа под давлением из иглы для раздувки в заготовку для выдувания с образованием сформованного выдуванием сосуда в формовочной камере.
Изобретением предложена формовочная камера с отверстием, позволяющая получить участок сосуда без линии сжатия. Такой результат может быть получен в том случае, если окружность по меньшей мере одного отверстия больше или равна окружности избыточной части заготовки для выдувания. В альтернативном варианте формовочное устройство может содержать направляющие, прижимающие, но не сжимающие заготовку для выдувания при закрытии формовочного устройства, что позволяет изготавливать выдуванием сосуд без линии сжатия. Таким образом, заготовка для выдувания может быть расположена в полости, не подвергаемой сжатию.
После помещения в формовочную камеру заготовку для выдувания в форме трубы фиксируют в отверстии и, возможно, слегка расширяют держателем, обеспечивающим удерживающее усилие, например, вакуум, создаваемый по меньшей мере в одном отверстии, ведущем в формовочную камеру.
Иглу для раздувки, выполненную с возможностью закрытия открытого конца заготовки для выдувания в форме трубы, устанавливают в открытую трубу, и подают газ под давлением через иглу для раздувки в заготовку для выдувания таким образом, чтобы заготовка для выдувания расширялась и формировалась в соответствии с формой формовочной камеры.
В одном из вариантов способа удерживающее усилие на этапе с) получают:
- путем приложения вакуума к отверстию снаружи заготовки для выдувания,
или
- путем подачи импульса (порции) газа под давлением в избыточную часть, расширяя тем самым избыточную часть и прикрепляя ее к поверхности отверстия, или
- путем использования фиксатора заготовки для выдувания, захватывающего по меньшей мере часть наружной стороны избыточной части заготовки для выдувания, или
- если по меньшей мере часть заготовки для выдувания является магнитной, путем размещения магнита рядом с отверстием.
В одном из вариантов удерживающее усилие приводит к увеличению диаметра избыточной части заготовки для выдувания, что приводит к тесному контакту избыточной части по меньшей мере с частью поверхности отверстия.
При использовании вакуума на заготовку для выдувания действует сила всасывания. Импульс газа под давлением может быть подан из выпускного отверстия, расположенного в центре экструзионной головки. В одном из вариантов это же выпускное отверстие для газа можно использовать для предварительного раздува заготовки для выдувания, как описано ниже. Импульс (порцию) газа подают для того, чтобы принудительно ввести избыточную часть заготовки для выдувания в контакт с поверхностью отверстия за счет раздувающего усилия импульса газа.
Под фиксатором заготовки для выдувания в смысле настоящей заявки понимают механическое устройство, которое захватывает по меньшей мере часть избыточной части заготовки для выдувания и может содержать один или несколько зажимов, щипцов, стержней или аналогичных инструментов, удерживающих заготовку для выдувания в нужном положении после обрезки заготовки для выдувания и до тех пор, пока в отверстие не будет введена игла для раздувки.
В другом варианте способа согласно настоящему изобретению способ в рамках этапа е) дополнительно содержит этап сжатия заготовки для выдувания в отверстии круговой поверхностью сжатия на игле для раздувки. Указанное сжатие будет способствовать отделению избыточной части от выдувного сосуда на одном из следующих этапов.
В следующем варианте способа свободный конец заготовки для выдувания закрывают на этапе а), после чего способ дополнительно содержит этап подачи вспомогательного воздуха из экструзионной головки в полость внутри заготовки для выдувания, обеспечивая тем самым предварительный раздув заготовки для выдувания. Заготовку для выдувания с закрытым свободным концом можно получить, например, используя резак, позволяющий получить открытую заготовку для выдувания с одной стороны разреза и закрытую заготовку для выдувания с другой стороны разреза. Для предварительного раздува заготовки для выдувания и поддержания наличия полости внутри заготовки для выдувания может использоваться опора. Использование этого варианта зависит от используемого материала, температуры экструзии и размера сформованного выдуванием сосуда.
В следующем варианте осуществления настоящего изобретения способ содержит следующие этапы:
g) извлечение иглы для раздувки и, тем самым, отделение по меньшей мере части избыточной части от сформованного выдуванием сосуда, и
h) открытие формовочного устройства.
В одном из вариантов осуществления извлечение иглы для раздувки и открытие формовочного устройства приводит к тому, что по меньшей мере часть избыточной части отделяется от сформованного выдуванием сосуда вследствие сжатия в следующем варианте этапа е). Отходы в виде избыточной части отделяются от сосуда автоматически, что сокращает и, возможно, даже устраняет потребность в отдельном этапе удаления отходов. Полученный сосуд без линии сжатия можно непосредственно передать на следующий этап обработки. Если указанный сосуд представляет собой вкладыш для используемого под давлением композитного сосуда, то следующим этапом может быть крепление патрубка к отверстию сформованного выдуванием сосуда.
В следующем варианте способа заготовку для выдувания экструдируют в непрерывном режиме, причем на этапе d) обеспечивают новую заготовку для выдувания со свободным концом, проходящим от экструзионной головки, причем способ после этапа d) содержит дополнительный этап:
d') разведение формовочного устройства и экструзионной головки путем перемещения формовочного устройства и/или экструзионной головки друг относительно друга.
Использование непрерывной экструзии дает важное преимущество с точки зрения сокращения длительности цикла, удобства управления процессом экструзии и ограничения количества отходов. Непрерывная экструзия обеспечивает стабильность процесса.
В следующем варианте этапы а) и b) выполняют частично или полностью одновременно. Экструзию продолжают в то время, когда формовочное устройство закрыто вокруг заготовки для выдувания. Предварительный раздув также может выполняться частично или полностью одновременно с этапами а) и b).
В следующем варианте способа свободный конец заготовки для выдувания фиксируют в формовочном устройстве напротив по меньшей мере одного отверстия:
i) путем сжатия свободного конца за счет закрытия формовочного устройства,
или
ii) путем сжатия свободного конца внешним затвором после закрытия формовочного устройства, или
iii) путем окружения свободного конца вторым отверстием и размещения иглы в открытой части свободного конца таким образом, чтобы открытый конец был закрыт иглой.
В варианте осуществления i) свободный конец может быть закрыт или открыт при сжатии за счет закрытия формовочного устройства.
В варианте осуществления ii) внешний затвор соответствует патентному документу ЕР3206854 или имеет аналогичное исполнение. Свободный конец заготовки для выдувания может быть закрыт или открыт во время сжатия внешним затвором. Если область сжатия является частью сформированного сосуда, то в этой части сосуда образуется линия сжатия.
В варианте осуществления iii) свободный конец заготовки для выдувания находится во втором отверстии, расположенном напротив по меньшей мере одного отверстия. Этот вариант осуществления применим, в частности, для изготовления цилиндрического сосуда с отверстием на каждом конце сосуда и адаптирован к установке патрубка на каждом конце сосуда. Предпочтительно, диаметр второго отверстия равен диаметру заготовки для выдувания или превышает его, что позволяет предотвратить сжатие заготовки для выдувания, когда формовочное устройство закрыто вокруг заготовки для выдувания. Игла, используемая для закрытия открытого свободного конца заготовки для выдувания, в случае принудительного введения в отверстие может принудительно прижимать заготовку для выдувания наружу к стенкам второго отверстия. В одном из вариантов осуществления игла может представлять собой расширяемую иглу для раздувки, раскрытую в патентном документе WO2014/124909. В варианте осуществления iii) линия сжатия не образуется в области сосуда, содержащей второе отверстие.
В следующем варианте осуществления игла представляет собой вторую иглу для раздувки, и способ в рамках этапа е) включает в себя подачу газа под давлением через вторую иглу для раздувки. В этом варианте осуществления газ под давлением подают в заготовку для выдувания с обоих концов.
Специалисту в данной области техники очевидно, что в одном из вариантов весь газ под давлением, необходимый для выполнения выдувного формования, может быть подан через иглу во втором отверстии.
В одном из вариантов осуществления изобретения сосуд представляет собой вкладыш для используемого под давлением композитного сосуда.
Заготовка для выдувания может быть изготовлена из любого материала, пригодного для экструдирования и выдувного формования. В одном из вариантов осуществления настоящего изобретения заготовка для выдувания содержит термопластичный материал. Заготовка для выдувания может быть изготовлена из одного материала, однако дополнительным преимуществом настоящего изобретения является возможность изготовления заготовки для выдувания из двух и более соэкструдированных материалов. Предпочтительно, один из указанных материалов является термопластичным. При использовании соэкструдированной заготовки для выдувания получают многослойный сосуд.
Под «частично одновременно» понимают ситуацию, в которой этапы способа частично совпадают во времени таким образом, чтобы в один момент времени одновременно выполнялось два или более этапов, в то время как в другой момент времени может выполняться только один из этапов способа. Например, экструзия заготовки для выдувания может осуществляться непрерывно, в то время как другие этапы выполняются через определенные промежутки времени, перекрывающиеся с экструзией, но лишь частично или не полностью перекрывающиеся друг с другом.
Кроме того, настоящим изобретением предложено устройство для выдувного формования, содержащее:
- экструзионную головку для экструзии полой вытянутой заготовки для выдувания в форме трубы;
- формовочное устройство с возможностью закрывания и открывания, содержащее формовочную камеру и по меньшей мере одно отверстие, причем по меньшей мере одно отверстие ведет в формовочную камеру снаружи закрытого формовочного устройства, причем окружность по меньшей мере одного отверстия превышает окружность заготовки для выдувания, обеспечиваемой из экструзионной головки, или равна ей, или же формовочное устройство содержит одну или несколько направляющих, выполненных с возможностью прижатия заготовки для выдувания с целью ее введения в отверстие, причем указанные направляющие выполнены таким образом, чтобы сформировать заготовку для выдувания без линии сжатия;
- держатель для приложения удерживающего усилия к заготовке для выдувания, которая должна располагаться в отверстии;
- резак, выполненный с возможностью обрезания заготовки для выдувания, экструдированной из экструзионной головки; и
- иглу для раздувки, выполненную с возможностью введения в отверстие и содержащую канал для подачи газа под давлением в формовочную камеру.
В другом варианте осуществления устройства резак выполнен с возможностью получения закрытого конца заготовки для выдувания, проходящего от экструзионной головки, и открытого конца заготовки для выдувания, примыкающего по меньшей мере к одному отверстию. В одном варианте осуществления устройство содержит источник вспомогательного воздуха для подачи вспомогательного воздуха из экструзионной головки в полость внутри заготовки для выдувания.
В другом варианте осуществления устройства игла для раздувки содержит круговую поверхность сжатия, выполненную с возможностью прижатия заготовки для выдувания к поверхности отверстия. Круговая поверхность сжатия позволяет устройству содействовать отделению отходов от сформованного выдуванием сосуда, когда формовочное устройство открывается для высвобождения выдувного изделия.
В другом варианте осуществления устройства формовочное устройство и экструзионная головка расположены с возможностью перемещения друг относительно друга. Это позволяет использовать режим непрерывной экструзии с одним или несколькими формовочными устройствами для приема и раздува участков непрерывной заготовки для выдувания в соответствии с настоящим изобретением.
В следующем варианте осуществления устройства держатель содержит источник вакуума для подачи вакуума на наружную поверхность заготовки для выдувания или:
- выпускное отверстие для газа в центре экструзионной головки, выполненное с возможностью подачи импульса газа под давлением в избыточную часть, что приводит к расширению избыточной части и ее прикреплению к поверхности отверстия, или
- фиксатор заготовки для выдувания, захватывающий по меньшей мере часть наружной поверхности избыточной части, или
- магнит, расположенный рядом с отверстием.
В следующем варианте осуществления устройства формовочное устройство и игла для раздувки расположены с возможностью перемещения друг относительно друга, а круговая поверхность сжатия и отверстие выполнены с возможностью сжатия заготовки для выдувания до такой степени, чтобы в результате перемещения сформованный сосуд был обрезан вдоль указанной линии сжатия.
Экструзионные головки, содержащие резаки, известны специалистам в области экструзии термопластических материалов. В устройстве резак установлен с возможностью обрезания и формирования закрытого конца на стороне, остающейся соединенной с экструзионной головкой, и открытого конца на стороне заготовки для выдувания, более не соединенной с экструзионной головкой. Различные типы резаков рассмотрены, например, в работе «Технология изготовления пластиковой тары для рынка товаров широкого потребления» авторов Джеффа А. Джайлза и Дэвида Р. Бейна, 2001, стр. 35-36 ("Technology of Plastics Packaging for the Consumer Market", Geoff A. Giles, David R. Bain, 2001, pp.35-36).
Способ и устройство согласно настоящему изобретению могут также применяться для изготовления вкладышей для используемых под давлением сосудов, включая признаки, раскрытые в патентном документе ЕР1725799 и направленные на предотвращение накопления электростатического напряжения.
Краткое описание чертежей
Настоящее изобретение будет в подробностях раскрыто ниже со ссылкой на прилагаемые фигуры, на которых изображено:
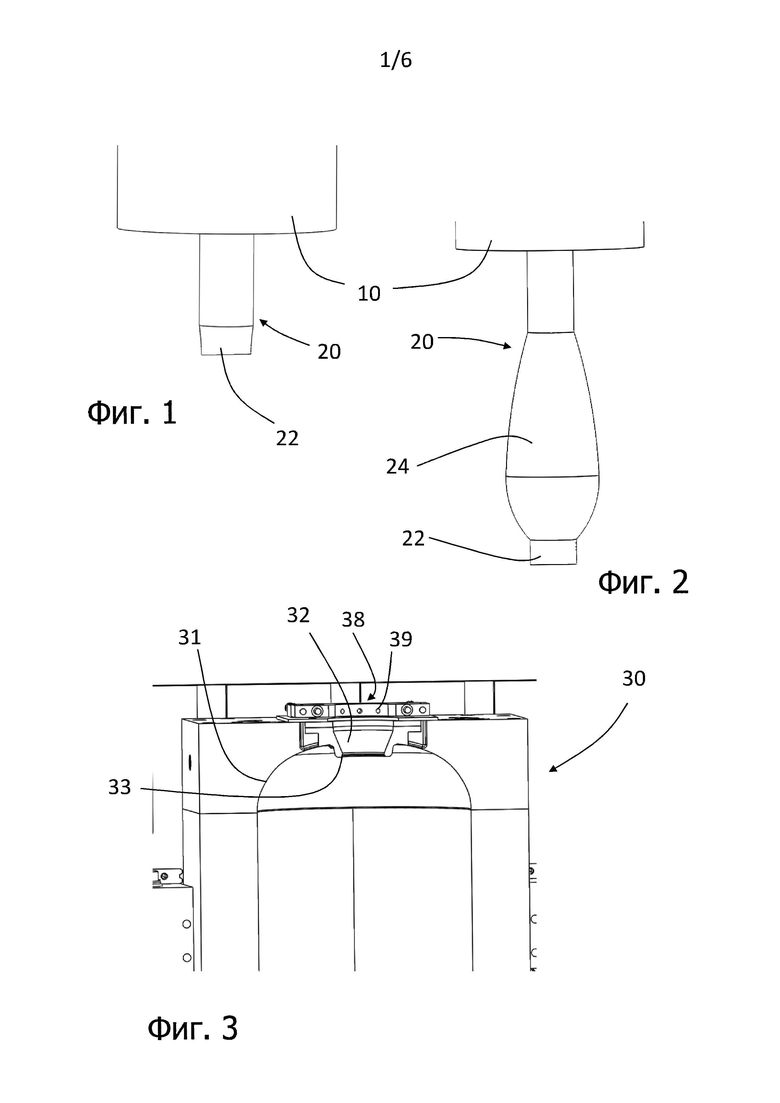
Фигура 1: схематичное изображение экструзионной головки.
Фигура 2: предварительный раздув заготовки для выдувания во время экструдирования.
Фигура 3: вариант осуществления формовочного устройства с держателем.
Фигура 4: экструдирование заготовки для выдувания в формовочное устройство.
Фигура 5: предварительный раздув заготовки для выдувания внутри формовочного устройства.
Фигура 6: готовая экструдированная заготовка для выдувания внутри формовочного устройства.
Фигура 7: заготовка для выдувания после обрезки, фиксируемая держателем.
Фигура 8: игла для раздувки, вставленная в заготовку для выдувания.
Фигура 9: состояние по завершении выдувного формования.
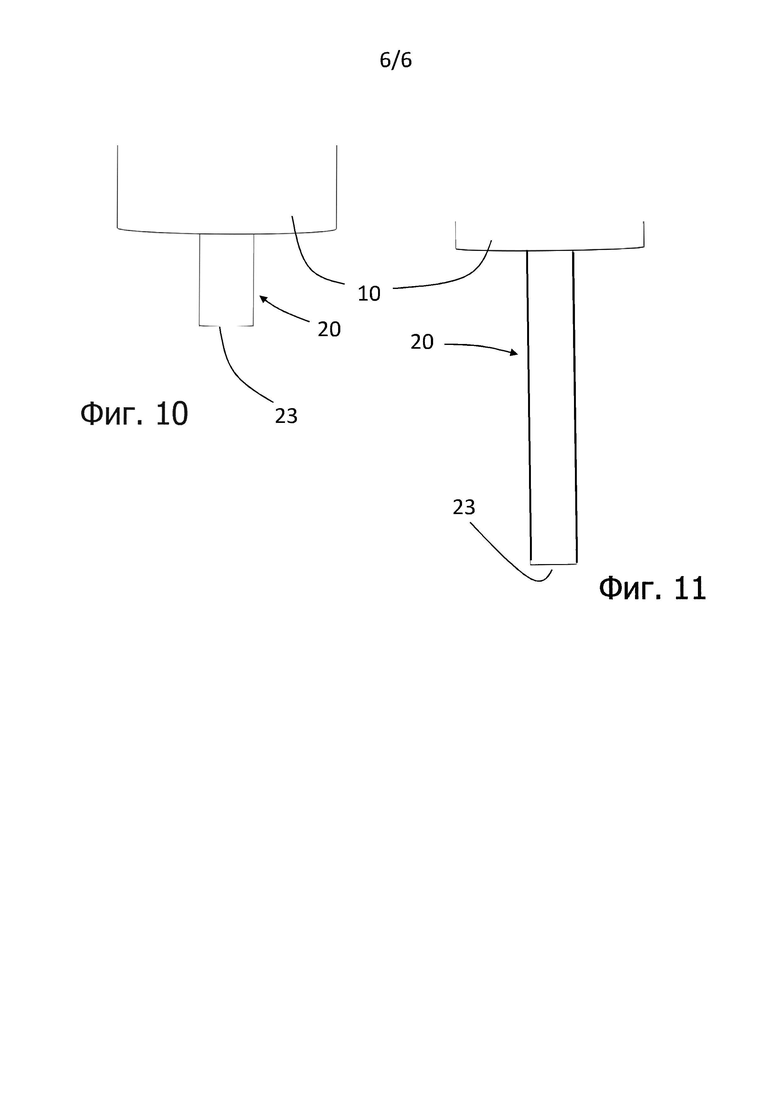
Фигура 10: экструзионная головка с заготовкой для выдувания с открытым свободным концом.
Фигура 11: экструзионная головка с заготовкой для выдувания без предварительного раздува.
На фигурах некоторые части формовочного устройства исключены для повышения наглядности.
Осуществление изобретения
Настоящее изобретение будет раскрыто ниже со ссылкой на прилагаемые фигуры, иллюстрирующие один из вариантов осуществления изобретения. Последовательность рисунков выбрана таким образом, чтобы фигуры иллюстрировали этапы осуществления способа.
На фигуре 1 изображена экструзионная головка 10, из которой экструдируется заготовка 20 для выдувания. Свободный конец 22 заготовки для выдувания закрыт. На фигуре 2 экструзия продолжается, и из экструзионной головки в заготовку для выдувания, содержащую предварительно раздутый участок 24, подают вспомогательный воздух. Вспомогательный воздух помогает поддерживать полость внутри заготовки для выдувания и снижает риск схлопывания заготовки для выдувания. Необходимость подачи вспомогательного воздуха зависит от свойств экструдируемого материала и осевой длины изготавливаемого сосуда. Для коротких сосудов с осевой длиной менее 40 см вспомогательный воздух может не понадобиться, в то время как для сосудов большего размера может оказаться полезным контроль формы заготовки для выдувания.
На фигуре 3 изображена половина формовочного устройства 30, определяющая части формовочной камеры 31. Отверстие 32 расположено в верхней части, а полукруглая поверхность 33 сжатия - на входе отверстия. Со стороны отверстия напротив формовочной камеры расположен держатель 38. В представленном варианте осуществления держатель содержит вакуумные отверстия 39. Формовочное устройство в этом варианте осуществления состоит из двух одинаковых половин, соединяемых для образования формовочной камеры с отверстием с круговой поверхностью сжатия в области контакта отверстия с формовочной камерой.
На фигурах 4 и 5 изображена экструзия заготовки 20 для выдувания в формовочное устройство, причем на фигуре 5 показана предварительно раздутая заготовка для выдувания.
На фигуре 6 показана ситуация на момент закрытия формовочного устройства вокруг предварительно раздутой (в данном варианте) заготовки 24 для выдувания. Закрытый свободный конец 22 находится за пределами формовочной камеры и будет зажат между двумя половинками формовочного устройства. На фигуре показана избыточная часть 25, расположенная внутри отверстия.
В целях наглядности на фигуре 7 показана только часть закрытого формовочного устройства. На фигуре 7 был использован держатель 38, что привело к небольшому увеличению диаметра избыточной части 25 заготовки для выдувания, а для отделения заготовки для выдувания был активирован резак, расположенный внутри экструзионной головки. Таким образом был получен открытый конец 26 заготовки для выдувания. Началось перемещение экструзионной головки 10 относительно формовочного устройства 30.
В целях наглядности на фигуре 8 показана только часть закрытого формовочного устройства. На фигуре 8 в отверстие заготовки для выдувания введена игла 40 для раздувки. Кроме того, на фигуре 8 изображен один вариант осуществления противоположного конца, причем конец 122 заготовки для выдувания зажат при закрытии формовочного устройства. Воздух под давлением подают из иглы 40 для раздувки в полость внутри заготовки для выдувания до тех пор, пока не будет достигнуто состояние, показанное на фигуре 9, на которой изображено поперечное сечение формовочного устройства 30 и сформованного сосуда 50. Сосуд 50 формируется с наружной поверхностью, определяемой формовочной камерой. Наконечник 42 иглы для раздувки становится видимым по мере введения через избыточную часть в формовочную камеру.
Фигуры 10 и 11 аналогичны фигурам 1 и 2 в части вариантов заготовки для выдувания с открытым свободным концом 23.
Список ссылочных обозначений
10 экструзионная головка с резаком
20 заготовка для выдувания
22 закрытый конец заготовки для выдувания
122 сжатый закрытый конец заготовки для выдувания
23 открытый свободный конец заготовки для выдувания
24 предварительно раздутая заготовка для выдувания
25 избыточная часть
26 открытый конец заготовки для выдувания
30 формовочное устройство
31 формовочная камера
32 отверстие
33 поверхность отверстия
38 держатель
39 вакуумное отверстие
40 игла для раздувки
42 наконечник иглы для раздувки
50 сосуд




Изобретение относится к способу выдувного формования сосуда. Техническим результатом является снижение влияния фиксации заготовки на распределение материала заготовки, увеличение скорости производства и сокращение количества образующихся отходов, а также обеспечение возможности получения соэкструдированной заготовки для выдувания, содержащей два и более соэкструдированных полимерных слоев. Технический результат достигается способом, который содержит экструдирование полой вытянутой трубы из экструзионной головки, причем заготовка для выдувания содержит один свободный конец. Закрытие формовочного устройства вокруг заготовки для выдувания. Причем формовочное устройство содержит формовочную камеру и по меньшей мере одно отверстие. Причем указанное по меньшей мере одно отверстие представляет собой отверстие, ведущее в формовочную камеру снаружи закрытого формовочного устройства. При этом внутри указанного по меньшей мере одного отверстия расположена избыточная часть заготовки для выдувания. Причем свободный конец заготовки для выдувания зафиксирован в формовочном устройстве напротив указанного по меньшей мере одного отверстия. Фиксация избыточной части заготовки для выдувания в указанном по меньшей мере одном отверстии путем приложения удерживающего усилия снаружи избыточной части заготовки для выдувания. Обрезка заготовки для выдувания снаружи закрытого формовочного устройства с целью получения заготовки для выдувания с открытым концом, прилегающим к указанному по меньшей мере одному отверстию. Размещение иглы для раздувки в открытом конце заготовки для выдувания таким образом, чтобы указанный открытый конец был закрыт иглой для раздувки. Подача газа под давлением из иглы для раздувки в заготовку для выдувания с образованием сформованного выдуванием сосуда в формовочной камере. 2 н. и 15 з.п. ф-лы, 11 ил.
1. Способ выдувного формования сосуда, содержащий следующие этапы:
a) экструдирование полой вытянутой трубы из экструзионной головки, причем заготовка для выдувания содержит один свободный конец;
b) закрытие формовочного устройства вокруг заготовки для выдувания, причем формовочное устройство содержит формовочную камеру и по меньшей мере одно отверстие, причем указанное по меньшей мере одно отверстие представляет собой отверстие, ведущее в формовочную камеру снаружи закрытого формовочного устройства, причем внутри указанного по меньшей мере одного отверстия расположена избыточная часть заготовки для выдувания, при этом свободный конец заготовки для выдувания зафиксирован в формовочном устройстве напротив указанного по меньшей мере одного отверстия;
c) фиксация избыточной части заготовки для выдувания в указанном по меньшей мере одном отверстии путем приложения удерживающего усилия снаружи избыточной части заготовки для выдувания;
d) обрезка заготовки для выдувания снаружи закрытого формовочного устройства с целью получения заготовки для выдувания с открытым концом, прилегающим к указанному по меньшей мере одному отверстию;
e) размещение иглы для раздувки в открытом конце заготовки для выдувания таким образом, чтобы указанный открытый конец был закрыт иглой для раздувки;
f) подача газа под давлением из иглы для раздувки в заготовку для выдувания с образованием сформованного выдуванием сосуда в формовочной камере.
2. Способ по п. 1, в котором удерживающее усилие на этапе с) получают:
- путем приложения вакуума к отверстию снаружи заготовки для выдувания,
или
- путем подачи импульса газа под давлением в избыточную часть, что приводит к расширению избыточной части и ее прикреплению к поверхности отверстия, или
- путем использования фиксатора заготовки для выдувания, захватывающего наружную сторону избыточной части заготовки для выдувания, или
- если по меньшей мере часть заготовки для выдувания является магнитной, путем размещения магнита рядом с отверстием.
3. Способ по п. 1 или 2, в котором способ в рамках этапа е) дополнительно содержит этап сжатия заготовки для выдувания в отверстии круговой поверхностью сжатия на игле для раздувки.
4. Способ по пп. 1, 2 или 3, в котором свободный конец заготовки для выдувания закрывают на этапе а), после чего способ дополнительно содержит этап подачи вспомогательного воздуха из экструзионной головки в полость внутри заготовки для выдувания с целью предварительного раздува заготовки для выдувания.
5. Способ по одному из пп. 1-4, дополнительно содержащий этапы:
g) извлечения иглы для раздувки и тем самым отделения по меньшей мере части избыточной части от сформованного выдуванием сосуда, и
h) открытия формовочного устройства.
6. Способ по одному из предыдущих пунктов, в котором заготовку для выдувания экструдируют в непрерывном режиме, причем на этапе d) обеспечивают новую заготовку для выдувания со свободным концом, проходящим от экструзионной головки, причем способ после этапа d) содержит дополнительный этап:
d') разведение формовочного устройства и экструзионной головки путем перемещения формовочного устройства и/или экструзионной головки друг относительно друга.
7. Способ по одному из предыдущих пунктов, в котором этапы а) и b) выполняют частично или полностью одновременно.
8. Способ по одному из предыдущих пунктов, в котором свободный конец заготовки для выдувания фиксируют в формовочном устройстве напротив по меньшей мере одного отверстия:
i) путем сжатия свободного конца за счет закрытия формовочного устройства,
или
ii) путем сжатия свободного конца внешним затвором после закрытия формовочного устройства, или
iii) путем окружения свободного конца вторым отверстием и размещения иглы в открытом свободном конце таким образом, чтобы открытый конец был закрыт иглой.
9. Способ по п. 8, в котором указанная игла представляет собой вторую иглу для раздувки, причем способ в рамках этапа е) содержит этап подачи газа под давлением через вторую иглу для раздувки.
10. Способ по одному из пп. 1-9, в котором заготовка для выдувания изготовлена из одного или нескольких термопластичных материалов.
11. Устройство для выдувного формования, содержащее
- экструзионную головку для экструзии полой вытянутой заготовки для выдувания в форме трубы;
- формовочное устройство с возможностью закрывания и открывания, содержащее формовочную камеру и по меньшей мере одно отверстие, причем по меньшей мере одно отверстие ведет в формовочную камеру снаружи закрытого формовочного устройства, причем окружность по меньшей мере одного отверстия превышает окружность заготовки для выдувания, обеспечиваемой из экструзионной головки, или равна ей, или же формовочное устройство содержит одну или несколько направляющих, выполненных с возможностью прижатия заготовки для выдувания с целью ее введения в отверстие, причем указанные направляющие выполнены таким образом, чтобы сформировать заготовку для выдувания без линии сжатия;
- держатель для приложения удерживающего усилия к заготовке для выдувания, подлежащей расположению в отверстии;
- резак, выполненный с возможностью обрезания заготовки для выдувания, экструдированной из экструзионной головки; и
- иглу для раздувки, выполненную с возможностью введения в отверстие и содержащую канал для подачи газа под давлением в формовочную камеру.
12. Устройство по п. 11, в котором резак выполнен с возможностью получения закрытого конца заготовки для выдувания, проходящего от экструзионной головки, и открытого конца заготовки для выдувания, примыкающего по меньшей мере к одному отверстию.
13. Устройство по п. 12, в котором устройство содержит источник вспомогательного воздуха для подачи вспомогательного воздуха из экструзионной головки в полость внутри заготовки для выдувания.
14. Устройство по пп. 11, 12 или 13, в котором игла для раздувки содержит круговую поверхность сжатия, выполненную с возможностью прижатия заготовки для выдувания к поверхности отверстия.
15. Устройство по одному из пп. 11-14, в котором формовочное устройство и экструзионная головка установлены с возможностью перемещения друг относительно друга.
16. Устройство по одному из пп. 11-15, в котором держатель содержит:
- источник вакуума для подачи вакуума на наружную поверхность заготовки для выдувания или
- выпускное отверстие для газа в центре экструзионной головки, выполненное с возможностью подачи импульса газа под давлением в избыточную часть, расширяя тем самым избыточную часть и прикрепляя ее к поверхности отверстия, или
- фиксатор заготовки для выдувания, захватывающий по меньшей мере часть наружной поверхности избыточной части заготовки для выдувания, или
- магнит, расположенный рядом с отверстием.
17. Устройство по одному из пп. 11-16, в котором формовочное устройство и игла для раздувки расположены с возможностью перемещения друг относительно друга, а круговая поверхность сжатия и отверстие выполнены с возможностью сжатия заготовки для выдувания таким образом, чтобы в результате перемещения сформованный сосуд был обрезан вдоль указанной линии сжатия.
| US 20170246791 A1, 31.08.2017 | |||
| US 5217729 A1, 08.06.1993 | |||
| US 3428722 A1, 18.02.1969 | |||
| DE 102012107045 A1, 06.02.2014 | |||
| US 20050121034 A1, 09.06.2005 | |||
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |

