Изобретение, описанное ниже, относится к способу изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала, из зернистого формовочного материала и многокомпонентного связующего посредством 3D-печати, а также к формовочным материалам и связующим, которые можно использовать в способе, и к литейным формам и литейным стержням, изготовленным этим способом.
Во многих технических изделиях используют конструктивные элементы из металла, полимерного материала или волокнистого композиционного материала (композиционного материала, содержащего матрицу из полимерного материала и волокнистый материал, заключенный в матрице), которые внутри имеют полость. Изготовление таких деталей является трудной задачей, в частности, если полость должна иметь сложную геометрию, например - удлиненную изогнутую форму или форму с поднутрениями, причем поверхность полости одновременно должна быть гладкой и качественной. Возможным способом получения таких деталей в форме цельных деталей является литье с использованием так называемых «утрачиваемых форм». В этом способе во время предварительной стадии изготавливают элемент литейной формы (так называемый «литейный стержень»), который по величине и форме соответствует полости, которую необходимо получить. Литейный стержень размещают в литейной форме, состоящей из других элементов, в которую затем инжектируют жидкий металл, жидкий полимерный материал или жидкий прекурсор (предшественник) полимера. При изготовлении изделий из волокнистых композиционных материалов стержень перед размещением в литейной форме оборачивают волокнистым материалом. После литья получают изделие из волокнистого композиционного материала или литую деталь из металла или полимерного материала с желаемой полостью, в которой, однако, все еще находится литейный стержень. После этого стержень удаляют, что невозможно осуществить без разрушения литейного стержня вследствие указанной сложной геометрии полости. Поэтому литейный стержень как часть формы «утрачивается».
Из области литья металлов известно применение для получения полостей в литых деталях литейных стержней из неорганических материалов, например - из песка. Такие литейные стержни можно использовать и при литье полимерных материалов при условии, что их поверхность уплотнена. Литейные стержни изготавливают из формовочной смеси, содержащей связующее и подходящий зернистый неорганический материал, так называемый формовочный материал. Связующее связывает частицы формовочного материала и поэтому ответственно за структурную целостность литейных стержней. Стержни должны выдерживать возникающие во время процесса литья термические и механические нагрузки. После литья стержни дробят, преимущественно - с использованием вибраций. При использовании водорастворимого связующего, например - связующего на основе сульфата магния, жидкого стекла или на основе полифосфата и/или бората, стержни после процесса литья можно удалить из внутренней части литых деталей с использованием воды.
Для изготовления литейных стержней из неорганических материалов преимущественно используют формовочную смесь, содержащую огнеупорный формовочный материал, главным образом - песок, и связующее. Эту смесь в формовочном инструменте перерабатывают в желаемую литейную форму или желаемый литейный стержень. Для изготовления стержней в так называемом пескодувном способе формовочную смесь под определенным давлением и при определенной температуре подают в стержневой ящик (формовочный инструмент, который, как правило, состоит из двух частей формы или половин формы, которые в рабочем состоянии замыкают с получением по меньшей мере одной внутренней полости в форме стержня, который необходимо изготовить - так называемого гнезда формы). После отверждения связующего готовый стержень можно извлечь из стержневого ящика и использовать по назначению.
В последнее время литейные формы и литейные стержни все чаще изготавливают посредством 3D-печати. В принтере для изготовления 3D-деталей, как правило, имеется по меньшей мере одна подвижная печатающая головка, которая функционирует сходным образом с печатающей головкой стандартного струйного принтера. Однако вместо чернил через эту головку обычно наносят жидкое связующее на слой огнеупорного формовочного материала. Информационной основой при этом могут служить отдельные 3D-слои 3D-модели, разделенной с помощью компьютера на эти отдельные слои.
Для послойного формирования формы или стержня для литья полимерных материалов или металлов посредством 3D-печати в рамке размещают первый слой огнеупорного формовочного материала. Затем во время первой стадии печати через по меньшей мере одну печатающую головку наносят связующее. Связующее склеивает отдельные частицы формовочного материала друг с другом. Попросту говоря, 3D-принтер рисует двухмерную картину первого слоя 3D-детали. Затем на первом слое формируют второй слой из огнеупорного формовочного материала. Во время второй стадии печати на этот слой также наносят связующее, причем количество связующего выбирают таким, чтобы друг с другом были склеены не только частицы формовочного материала внутри второго слоя, но и частицы первого слоя с частицами второго слоя. Так слой за слоем формируется 3D-деталь. Особое внимание при этом следует уделить равномерному нанесению отдельных слоев. Как правило, перед нанесением связующего слои необходимо уплотнить, например - с использованием валка или вибрации.
Устройства, подходящие для изготовления литейных форм и стержней посредством 3D-печати, коммерчески доступны. Структура 3D-принтера, пригодного для изготовления литейных форм и стержней, схематически изображена, например, на Фиг. 1 публикации WO 2016/019937 компании Voxeljet AG.
Из публикации DE 102014118577 А1 известен способ изготовления литейных форм и стержней посредством 3D-печати. При этом в качестве связующего используют смесь из жидкого стекла и по меньшей мере одного фосфата и/ил по меньшей мере одного бората, а в качестве формовочного материала - такие материалы, как, например, кварцевый песок. К формовочному материалу можно добавить отвердитель связующего.
Из публикации WO 2012/175072 А1 известен еще один способ изготовления литейных форм и стержней посредством 3D-печати. При этом для послойного формирования 3D-детали создают слои из огнеупорного формовочного материала, к которому добавлен высушенный распылением раствор силиката щелочного металла. Его можно активировать с использованием воды, которую наносят на слои через печатающую головку, и он связывается с частицей формовочного материала, смоченной водой, после последующего процесса сушки.
Публикация WO 2011/087564 также относится к способу изготовления литейных форм и стержней посредством 3D-печати. При этом приготавливают пригодную для печати смесь огнеупорного формовочного материала, цемента и жидкого стекла, из которой послойно формируют 3D-деталь.
При 3D-печати литейных форм и стержней может возникнуть проблема, связанная с тем, что при нанесении связующего на основе воды это связующее не остается непосредственно в мете нанесения, а под действием силы тяжести просачивается в более глубокие слои. Кроме того, связующее растекается в стороны и склеивает друг с другом отдельные частицы формовочного материала, лежащие за пределами зон печати. Этот эффект известен также под названием миграции текучей среды. Так как промежутки времени между печатью следующих друг за другом слоев часто бывают слишком короткими для того, чтобы уже напечатанные слои могли высохнуть или затвердеть в достаточной степени, эта проблема имеет тенденцию к усилению при печати каждого последующего слоя. В зависимости от сорбционной способности формовочного материала это может привести к очень значительным отклонениям от геометрических параметров, заданных для формы, которую необходимо напечатать, или для стержня, который необходимо напечатать.
Как правило, существует несколько факторов, через которые можно повлиять на выраженность миграции текучей среды. При этом речь идет, в частности, о количестве и концентрации связующего, а также о подаче энергии во время отверждения добавленного связующего. Подробные разъяснения по этой теме приведены, например, в диссертации Ramakrishnan, Robert, под названием „3-D-Drucken mit einem anorganischen Formstoffsystem" 2016 r. (eingereicht am 24. September 2015 bei der Technischen  und angenommen durch die
und angenommen durch die  Maschinenwesen am 25. Januar 2016; Vorsitzender Univ.-Prof. Dr.- Ing. Gunther Reinhart,
Maschinenwesen am 25. Januar 2016; Vorsitzender Univ.-Prof. Dr.- Ing. Gunther Reinhart,  Univ.-Prof. Dr.-Ing. Wolfram Volk und Univ.-Prof. Dr. rer. nat. Tim C.
Univ.-Prof. Dr.-Ing. Wolfram Volk und Univ.-Prof. Dr. rer. nat. Tim C.  .
.
В основе настоящего изобретения лежала задача разработать усовершенствованный способ изготовления литейных форм и литейных стержней для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала посредством 3D-печати.
Для решения этой задачи согласно настоящему изобретению предложены способ с признаками, указанными в пункте 1 формулы изобретения, литейные формы и стержни с признаками, указанными в пункте 13 формулы изобретения, зернистый формовочный материал с признаками, указанными в пункте 14 формулы изобретения, и набор с признаками, указанными в пункте 15 формулы изобретения.
Способ по настоящему изобретению так же, как обсуждавшийся выше способ, известный из предшествующего уровня техники, предназначен для изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала. Согласно настоящему изобретению формы и стержни изготавливают посредством 3D-печати из зернистого формовочного материала и многокомпонентного связующего.
Способ обязательно включает следующие стадии:
a. Зернистый формовочный материал предварительно обрабатывают кремнийорганическим соединением, которое содержит полярный гидрофильный конец и неполярный гидрофобный конец.
b. Формируют слой из предварительно обработанного зернистого формовочного материала.
c. Связующее или по меньшей мере один компонент связующего (кратко: связующий компонент) в жидкой форме наносят на слой - как правило, через одну или более печатающих головок 3D-принтера.
Аналогично описанному выше стандартному образу действий при изготовлении литейных форм и стержней посредством 3D-печати при этом многократно повторяют стадии b. и с. На первый слой, состоящий из предварительно обработанного формовочного материала, наносят связующее или по меньшей мере один компонент связующего, затем формируют второй слой из предварительно обработанного формовочного материала на первом слое, после чего опять осуществляют нанесение связующего или компонента связующего. Эти стадии повторяют до тех пор, пока не будет завершено послойное формирование желаемой литейной формы или желаемого литейного стержня.
Используемый формовочный материал предпочтительно содержит зернистый материал, к поверхности которого может присоединяться гидрофильный конец кремнийорганического соединения. Используемый формовочный материал предпочтительно состоит из такого материала. Предварительно обработанный формовочный материал предпочтительно состоит из зернистого материала и кремнийорганического соединения.
• В предпочтительных вариантах осуществления настоящего изобретения в качестве зернистого материала выбирают по меньшей мере один нерастворимый в воде (при комнатной температуре) зернистый неорганический материал. Он предпочтительно выбран из группы, состоящей из песка, стекла, оксидных, керамических, металлических и стеклокерамических материалов и смесей указанных материалов.
Песок может иметь природное или синтетическое происхождение. Можно использовать, в частности, кварцевый песок, цирконовый песок, хромитовый песок, муллитовый песок и оливиновый песок.
В качестве стекол можно использовать, в частности, неорганические стекла, которые являются химически инертными по отношению к воде или водным растворам, по меньшей мере в диапазоне температур от 0°С до 200°С.
Из известных оксидных материалов можно использовать, в частности, оксиды металлов, например - оксид алюминия.
Под керамическими частицами следует понимать, в частности, частицы карбидов, нитридов, оксидов, силицидов, а также частицы известных глинистых минералов, например - каолинита.
Термин «стеклокерамика» в контексте настоящего изобретения означает стекла, содержащие кристаллические керамические частицы, которые заключены в аморфной стеклянной фазе.
Дополнительно или альтернативно в качестве зернистого материала можно использовать полые микросферы, в частности - полые микросферы из силиката алюминия и/или стеклянные полые микросферы, грануляты и/или сферические формованные тела на основе стекла, керамики, металлов или сплавов металлов.
Также можно использовать продукты вторичной переработки стекла, такие как стеклянный гранулят и вспученный стеклянный гранулят, а также вспученную глину и другие дешевые зернистые материалы.
Применение легкоплавких частиц, например - легкоплавкого стекла, как правило, возможно только при изготовлении форм, которые служат для изготовления изделий из волокнистых композиционных материалов или литых деталей из полимерного материала. Для переработки жидких металлов, например - жидкого алюминия, формы из этих материалов подходят плохо. В качестве формовочного материала в этих случаях пригодны, в частности, устойчивый к высоким температурам песок и указанные выше керамические частицы.
Зернистый материал предпочтительно имеет температуру плавления, превышающую 600°С, предпочтительно - превышающую 900°С, особо предпочтительно - превышающую 1200°С, и наиболее предпочтительно -превышающую 1500°С.
• В некоторых других предпочтительных вариантах осуществления настоящего изобретения в качестве формовочного материала выбран по меньшей мере один растворимый в воде (при комнатной температуре) зернистый неорганический материал. При этом речь предпочтительно идет о водорастворимой соли.
К применимым водорастворимым солям относятся, в частности, соли, выбранные из группы, состоящей из хлорида натрия (NaCl), хлорида калия (KCl) и карбоната натрия (Na2CO3). Кроме того, сюда относятся нитраты, в частности - нитрат натрия (NaNO3) и нитрат калия (KNO3).
Указанные соли пригодны, в частности, для изготовления форм для изготовления изделий из волокнистых композиционных материалов или литых деталей из полимерного материала.
• В некоторых других предпочтительных вариантах осуществления настоящего изобретения в качестве формовочного материала выбран по меньшей мере один растворимый в воде (при комнатной температуре) зернистый органический материал. При этом речь предпочтительно идет о водорастворимом полимере или о соли органической кислоты, например - об ацетате натрия, или о смесях этих материалов, или о мочевине, лимонной кислоте или виннокаменной кислоте.
Эти материалы пригодны, в частности, для изготовления форм для изготовления изделий из волокнистых композиционных материалов или литых деталей из легкоплавкого полимерного материала.
Зернистый формовочный материал особо предпочтительно имеет средний диаметр частиц (значение d50), лежащий в диапазоне от 10 мкм до 800 мкм, предпочтительно - от 30 мкм до 300 мкм.
Также может быть предпочтительным, чтобы зернистый формовочный материал имел удельную площадь поверхности, определенную согласно DIN-ISO 9277, лежащую в диапазоне от 50 см2/г до 500 см2/г.
Распределение по размеру частиц формовочного материала предпочтительно выбирают таким, чтобы оно в изготовленных стержнях и формах обеспечивало плотно упакованную структуру согласно эмпирически определенным распределениям частиц по Литцову (Litzow) или Фуллеру (Fuller). Такое распределение предпочтительно используют для того, чтобы поддерживать минимальным инфильтрирующий поровый объем.
Кремнийорганическое соединение
Полярный гидрофильный конец кремнийорганического соединения предпочтительно содержит по меньшей мере одну функциональную группу, выбранную из группы, включающей гидроксильную группу (-ОН), гидроксилатную (эфирную) группу (-О-), аминогруппу (-NH2), аммониевую группу (-NH4+), карбоксильную группу (-СООН) или карбоксилатную группу. В частности, гидрофильный конец может также содержать несколько таких групп, например -несколько гидроксилатных групп.
Неполярный гидрофобный конец кремнийорганического соединения содержит по меньшей мере одну алкильную группу, предпочтительно выбранную из группы, включающей метильную, этильную и пропильную группы. В предпочтительных вариантах осуществления настоящего изобретения гидрофобный конец может также содержать несколько алкильных групп.
• В особо предпочтительном варианте осуществления настоящего изобретения полярный гидрофильный и неполярный гидрофобный концы присоединены к одному и тому же атому Si. В этом случае кремнийорганическое соединение предпочтительно является алкилсиланолатом, в частности - метилсиланолатом щелочного металла, особо предпочтительно - метилсиланолатом калия.
В следующих предпочтительных вариантах осуществления настоящего изобретения кремнийорганическое соединение является
трикалийметилсилантриолатом (общей формулы CH3K3O3Si, также известным под названием метилсиликонэтакалия).
• В следующем особо предпочтительном варианте осуществления настоящего изобретения неполярный гидрофобный конец кремнийорганического соединения соединен с атомом Si, а гидрофильный конец соединен с атомом С. В этом случае также предпочтительно, чтобы атом Si и атом С были соединены цепью, содержащей n атомов, причем n является целым числом, лежащим в диапазоне от 1 до 150, а атомы выбраны из атомов С, атомов О и атомов Si.
В следующих предпочтительных вариантах осуществления настоящего изобретения кремнийорганическое соединение является соединением со структурной формулой (I)
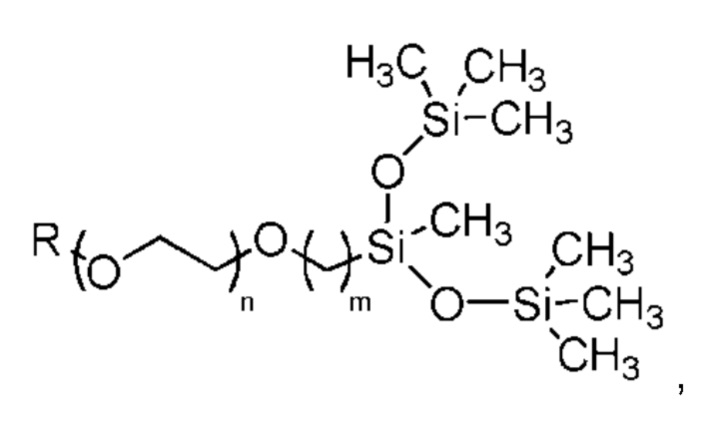
в которой n является целым числом, лежащим в диапазоне от 1 до 100, m является целым числом, лежащим в диапазоне от 1 до 10, a R предпочтительно является атомом Н.
Особо предпочтительно в качестве кремнийорганического соединения используют 3-(полиоксиэтилен)пропилгептаметилтрисилоксан.
Предварительно обработанный формовочный материал
Для предварительной обработки зернистый формовочный материал смешивают с по меньшей мере одним кремнийорганическим соединением. При этом существует оптимальное количество, в котором следует добавить кремнийорганическое соединение к формовочному материалу. При слишком малой доле возникает опасность того, что добавление кремнийорганического соединения не окажет достаточного эффекта. При слишком большой доле возникает опасность того, что зернистый формовочный материал настолько сильно гидрофобизируется, что отдельные частицы формовочного материала во время последующего процесса печати не смогут вступить в достаточное взаимодействие со связующим.
Предварительно обработанный формовочный материал, как правило, имеет форму сыпучего продукта.
Особо предпочтительно кремнийорганическое соединение во время предварительной обработки добавляют к зернистому формовочному материалу в таком количестве, чтобы оно присутствовало в предварительно обработанном формовочном материале в массовой доле, равной по меньшей мере 0,001 масс. % и не превышающей 0,1 масс. % (в пересчете на сухую массу предварительно обработанного формовочного материала). В этом диапазоне более предпочтительна массовая доля, лежащая в диапазоне от 0,01 масс. % до 0,05 масс. %. Это относится, в частности, к случаям, в которых в качестве зернистого формовочного материала используют формовочный материал с указанными выше предпочтительными средними диаметрами частиц (значениями d50), лежащими в диапазоне от 10 мкм до 800 мкм, и в которых кремнийорганическое соединение является метилсиланолатом щелочного металла, в частности - метилсиланолатом калия, или оно является соединением формулы (1), в частности - 3-(полиоксиэтилен)пропилгептаметилтрисилоксаном.
Количество, в котором кремнийорганическое соединение добавляют к зернистому формовочному материалу, также влияет на выраженность указанной выше миграции текучей среды. Оптимальное значение массовой доли кремнийорганического соединения, в частности - лежащее в указанном диапазоне от 0,01 масс. % до 0,1 масс. %, можно определить с помощью экспериментальных исследований.
Подходящий для этого образ действий известен из указанной выше диссертации Ramakrishnan. Она содержит описание изготовления стандартного образца для испытаний, содержащего структуру из нескольких концентрических колец согласно заданным параметрам печати. Эти образцы для испытаний после изготовления обдувают сжатым воздухом под заданным рабочим давлением, равным 8 бар. Поток воздуха удаляет несвязанный зернистый материал из зазоров между филигранными кольцами. После обдувки определяют массу образца для испытаний с использованием аналитических весов.
Чем более выражена миграция текучей среды, тем больше материала остается в форме сцеплений в зазорах. Эти сцепления приводят к увеличению массы, измеряемой аналитическими весами.
Выражением миграции текучей среды является процент превышения массы образца для испытаний относительно номинальной массы. Номинальную массу можно рассчитать по плотности образца для испытаний, имеющего форму кольца, и номинального объема образца для испытаний (поданным системы автоматического проектирования (CAD; от англ.: Computer Aided Design). При использовании кремнийорганического соединения можно изготовить образцы для испытаний, масса которых менее чем на 0,1% отличается от номинальной массы.
Кремнийорганическое соединение предпочтительно связано с поверхностью предварительно обработанного формовочного материала, особо предпочтительно -своим гидрофильным концом.
Связующее
В предпочтительных вариантах осуществления настоящего изобретения связующее отличается следующими признаками:
• Оно содержит по меньшей мере один водорастворимый компонент связующего.
• Оно содержит по меньшей мере один нерастворимый в воде компонент связующего.
• Оно содержит воду или водный раствор, в частности - водный раствор щелочи.
В некоторых случаях связующее также содержит по меньшей мере одно вспомогательное вещество, которое влияет на его технологические свойства, например - полиэтиленгликоль, смачивающую добавку, такую как натрий-2-этилгексилсульфат (Sulfetal), поверхностно-активное вещество (Byk) или реологическую добавку.
Предпочтительно, чтобы водорастворимый компонент связующего содержал по меньшей мере один компонент, выбранный из группы, состоящей из жидкого стекла, сульфата магния, фосфата и бората.
Жидкими стеклами называют как отвержденные из расплава стекловидные водорастворимые силикаты щелочных металлов, в частности - силикаты натрия, калия и лития, так и их водные растворы. Для использования в рамках настоящего изобретения особенно хорошо подходят натриевые жидкие стекла. Также можно использовать смесь из двух или более жидких стекол.
Характерным признаком жидких стекол является их модуль, под которым понимают молярное отношение SiO2:M2O в жидком стекле, причем М предпочтительно выбран из Li+, K+или Na+. В настоящем изобретении предпочтительно используют жидкие стекла, модуль которых лежит в диапазоне от 1,2 до 4,5, особо предпочтительно - в диапазоне от 1,5 до 3,3.
В публикации GB 782 205 А описано щелочное жидкое стекло, которое пригодно для использования в рамках настоящего изобретения в качестве связующего, и которое может затвердевать при пропускании CO2. Другие подходящие связующие на основе жидкого стекла известны, например, из публикаций DE 199 25 167 А1, DE 10 2007 045 649 А1 или US 5474606.
Бораты - это соли или сложные эфиры борных кислот. Саму борную кислоту также можно отнести к боратам, часто ее также называют тригидроборатом. Соли отличаются тем, что они в своей ионной кристаллической решетке содержат в качестве аниона борат-ион BO33- или его конденсированную форму (например, B4O5(ОН)42-, тетраборат).
В качестве фосфатов, кроме классических фосфатов, таких как фосфат аммония, можно использовать, в частности, полифосфаты и гидрофосфаты, например - гидрофосфат натрия.
В случае полифосфатов речь, как известно, идет о продуктах конденсации солей ортофосфорной кислоты (H3PO4) с общей суммарной формулой Mn+2PnO3n+1 и структурой М-O-[Р(ОМ)(O)-O]n-М, где М является одновалентным металлом, а п без ограничений может быть трехзначным или даже четырехзначным числом. Однако к полифосфатам очень часто причисляют и короткоцепочечные фосфаты (то есть олигофосфаты), у которых n может являться, например, числом, лежащим в диапазоне от 8 до 32. Циклические полимеры обозначают как метафосфаты.
Подходящие для использования в рамках настоящего изобретения связующие на основе полифосфата и/или бората описаны, например, в публикации WO 92/06808 А1. Другие подходящие связующие на основе фосфатов известны из публикаций DE 103 59 547 В3, DE 195 25 307 А1 или US 5711792 А.
В некоторых особо предпочтительных вариантах осуществления настоящего изобретения связующее, используемое согласно настоящему изобретению, содержит в качестве фосфата гексаметафосфат натрия ((NaPO3)6).
Нерастворимый в воде компонент связующего предпочтительно включает по меньшей мере один компонент, выбранный из группы, состоящей из зернистого диоксида кремния, в частности - зернистого аморфного диоксида кремния, и зернистого карбоната кальция.
То, что добавление диоксида кремния к формовочной смеси со связующим на основе жидкого стекла может быть выгодным, уже известно из публикации DE 2434431 А1 компании E.I. du Pont de Nemours and Co. За счет добавления диоксида кремния удается заметно повысить прочность литейных форм и стержней, изготовленных с использованием связующего на основе жидкого стекла.
Зернистый диоксид кремния предпочтительно используют в форме суспензии в воде, в частности - в форме коллоидной водной суспензии. Используемая суспензия при этом имеет содержание твердых веществ, лежащее в диапазоне от 10 масс. % до 80 масс. % (в пересчете на общую массу используемой суспензии).
В случае суспензии в особо предпочтительных вариантах осуществления настоящего изобретения речь идет о суспензии частиц, полученных посредством конденсации предпочтительно низкомолекулярной кремниевой кислоты. Однако зернистый диоксид кремния можно получить и другим способом, например -посредством пиролиза из тетрахлорида кремния. Также можно использовать природные аморфные кремниевые кислоты, например - описанные в публикации DE 10 2007 045 649 А1.
Зернистый диоксид кремния предпочтительно имеет средний диаметр частиц (значение d50), лежащий в диапазоне от 5 нм до 1,5 мкм, особо предпочтительно -лежащий в диапазоне от 10 нм до 1 мкм.
Получение коллоидных суспензий частиц посредством конденсации низкомолекулярной кремниевой кислоты является известным способом.
Низкомолекулярные кремниевые кислоты, такие как монокремниевая кислота (ортокремниевая кислота), дикремниевая кислота или трикремниевая кислота склонны к конденсации, в частности - в кислых или щелочных условиях. При конденсации этих низкомолекулярных кремниевых кислот образуются желаемые коллоидные суспензии. Они свободно доступны на рынке с самыми разнообразными средними размерами частиц.
Особо предпочтительные для использования по настоящему изобретению частицы и коллоидные суспензии получают из чистой монокремниевой кислоты.
Связующее, используемое согласно настоящему изобретению, особо предпочтительно получают посредством смешивания следующих компонентов в следующих пропорциях:
• По меньшей мере один водорастворимый компонент связующего в количестве от 40 масс. % до 99 масс. %, в частности - в диапазоне от 50 масс. % до 80 масс. %.
• По меньшей мере один нерастворимый в воде компонент связующего в количестве от 1 масс. % до 40 масс. %, в частности - в диапазоне от 5 масс. % до 30 масс. %.
• Вода или водный раствор, в частности - водный раствор щелочи, в количестве от 10 масс. % до 60 масс. %.
Все процентные значения относятся к суммарной массе всех компонентов связующего, включая воду или водный раствор. Доли всех компонентов в сумме дают 100%.
Варианты нанесения
Принципиально можно приготовить связующее в форме смеси всех его составных частей и нанести на слой, состоящий из предварительно обработанного зернистого формовочного материала. Однако в особо предпочтительном варианте осуществления настоящего изобретения по меньшей мере один компонент связующего может содержаться в слое формовочного материала в качестве стационарного компонента связующего. При этом на слой наносят в жидкой форме только остальные компоненты связующего.
Согласно первому предпочтительному варианту осуществления способа в случае стационарного компонента связующего речь идет о нерастворимом в воде компоненте связующего или об одном из нерастворимых в воде компонентов связующего. В этом случае особо предпочтительно, чтобы формовочный материал был обработан стационарным компонентом связующего. Так, например, можно смешать формовочный материал с описанными коллоидными водными суспензиями диоксида кремния перед формированием слоя из формовочного материала, на который затем в жидкой форме наносят остальные компоненты связующего, например - жидкое стекло, в частности - через одну или более упомянутых выше печатающих головок.
По меньшей мере один компонент связующего, который в жидкой форме наносят на слой, предпочтительно включает по меньшей мере один компонент, выбранный из группы, состоящей из воды, водного раствора гидроксида (в частности, раствора едкого натра или едкого калия), раствора жидкого стекла, водного раствора сульфата магния, водного раствора фосфата и водного раствора бората, в зависимости от используемого связующего.
Согласно второму предпочтительному варианту осуществления способа в случае стационарного компонента связующего речь идет о водорастворимом компоненте связующего или об одном из водорастворимых компонентов связующего. И в этом случае особо предпочтительно обработать формовочный материал стационарным компонентом связующего. Так, например, можно смешать формовочный материал с жидким стеклом в качестве компонента связующего перед формированием слоя из формовочного материала, на который затем в жидкой форме наносят остальные компоненты связующего, например - указанную коллоидную водную суспензию диоксида кремния.
Варианты осуществления способа с термическим отверждением и самоотверждением
В зависимости от используемого связующего может быть предпочтительным отвердить связующее после нанесения на слой связующего или по меньшей мере компонента связующего. Для этого можно выбрать из следующих образов действий:
• Отверждение осуществляют посредством облучения микроволнами.
• Отверждение осуществляют химическим способом, в частности - с использованием CO2 или самоотверждающегося вспомогательного вещества.
• Отверждение осуществляют термическим способом.
Вариант осуществления способа с термическим отверждением может быть предпочтительным, например, при следующих условиях:
• Формовочным материалом является песок, обработанный алкилсиланолатом, в частности - метилсиликонатом калия.
• На слой в качестве жидкого компонента связующего наносят раствор жидкого стекла.
В этом случае отверждение предпочтительно осуществляют посредством облучения микроволнами, в частности - при изготовлении форм и стержней для применения в области литья может быть предпочтительным, чтобы в слое формовочного материала в качестве стационарного компонента связующего содержался вышеупомянутый зернистый диоксид кремния.
Однако в большинстве предпочтительных вариантов осуществления способов по настоящему изобретению связующее выбирают таким, чтобы было возможно самоотверждение. Далее описаны два особо предпочтительных варианта осуществления способа с использованием самоотверждения:
В варианте (1) с самотверждающимся связующим
• Формовочным материалом является песок, обработанный кремнийорганическим соединением формулы (I),
• В слое формовочного материала в качестве стационарного компонента связующего содержится сложноэфирный отвердитель, например - диацетин или триацетин, и
• На слой формовочного материала в качестве жидкого компонента связующего наносят раствор жидкого стекла.
В этом варианте осуществления способа нет необходимости в отверждении микроволнами (вместо этого отверждение происходит за счет обусловленного отвердителем золь-гель-преобразования без использования тепловой энергии), и в этом случае при изготовлении форм и стержней для применения в области литья может быть предпочтительным, чтобы в слое формовочного материала в качестве стационарного компонента связующего содержался указанный выше зернистый диоксид кремния.
В варианте (2) с самотверждающимся связующим
• Формовочным материалом является песок, обработанный кремнийорганическим соединением формулы (I),
• В слое формовочного материала в качестве стационарного компонента связующего содержится жидкое стекло, и
• На слой формовочного материала в качестве компонента жидкого компонента связующего наносят сложноэфирный отвердитель, например -диацетин или триацетин.
И в этом варианте осуществления способа нет необходимости в отверждении микроволнами (вместо этого отверждение происходит за счет обусловленного отвердителем золь-гель-преобразования без использования тепловой энергии), и в этом случае при изготовлении форм и стержней для применения в области литья может быть предпочтительным, чтобы в слое формовочного материала в качестве стационарного компонента связующего содержался указанный выше зернистый диоксид кремния.
Литейные формы и стержни, изготовленные способом по настоящему изобретению
Литейные формы и стержни, изготовленные способом по настоящему изобретению, содержат определенную долю кремнийорганического соединения, в частности - лежащую в диапазоне от 0,01 масс. % до 0,09 масс. %.
В предпочтительных вариантах осуществления настоящего изобретения они также отличаются одним из следующих признаков или комбинацией следующих признаков:
• Формы и стержни содержат по меньшей мере один компонент, выбранный из группы, состоящей из сульфата магния, фосфата и бората, в частности - в количестве, лежащем в диапазоне от 0,3 масс. % до 2,5 масс. %, особо предпочтительно - в диапазоне от 0,5 масс. % до 1,0 масс. %.
• Формы и стержни содержат зернистый диоксид кремния со средним диаметром частиц (значением d50), лежащим в диапазоне от 5 нм до 1,5 мкм, в частности - в количестве, лежащем в диапазоне от 0,1 масс. % до 1,0 масс. %.
Набор для изготовления форм и стержней
Набор по настоящему изобретению всегда содержит следующие компоненты:
• по меньшей мере одно кремнийорганическое соединение, которое имеет полярный гидрофильный конец и неполярный гидрофобный конец, и
• по меньшей мере один компонент, выбранный из группы, состоящей из жидкого стекла, сульфата магния, фосфата и бората.
Оба компонента, как правило, содержатся в наборе отдельно друг от друга.
В предпочтительных вариантах осуществления настоящего изобретения набор дополнительно включает по меньшей мере один из следующих компонентов:
• Зернистый формовочный материал.
• По меньшей мере один компонент, выбранный из группы, состоящей из диоксида кремния и карбоната кальция.
• Водный раствор гидроксида.
В некоторых предпочтительных вариантах осуществления настоящего изобретения твердые компоненты из указанных дополнительных компонентов уже смешаны с зернистым формовочным материалом.
Другие признаки настоящего изобретения и преимущества, следующие из настоящего изобретения, становятся очевидными из приведенных ниже примеров осуществления, на основании которых разъяснено настоящее изобретение. Описанный ниже вариант осуществления служит исключительно для разъяснения и обеспечения лучшего понимания настоящего изобретения, и его ни в коей мере не следует понимать как ограничивающий объем настоящего изобретения.
(1) Приготовление зернистого формовочного материала, предварительно обработанного метилсиликонатом калия
К 99,98 массовым частям песка типа GS14 производства компании STROBEL QUARZSAND GmbH с головным офисом во Фрайхунге, Германия (средний размер частиц = 0,13 мм; теоретическая удельная поверхность = 176 см2/г) добавили 0,02 массовой части метилсиликоната калия и тщательно перемешали.
(2) Приготовление зернистого формовочного материала, предварительно обработанного 3-(полиоксиэтилен)пропилгептаметилтрисилоксаном
К 99,98 массовым частям песка типа GS14 производства компании STROBEL QUARZSAND GmbH с головным офисом во Фрайхунге, Германия (средний размер частиц = 0,13 мм; теоретическая удельная поверхность = 176 см2/г) добавили 0,02 массовой части 3-(полиоксиэтилен)пропилгептаметилтрисилоксана и тщательно перемешали.
(3) Приготовление пригодного для печати компонента связующего, содержащего жидкое стекло
В качестве компонента связующего, содержащего жидкое стекло, Betol 50Т (водный раствор модифицированного силиката натрия с модулем, равным 2,6, содержанием твердых веществ, равным 44 масс. % (производства компании Woellner GmbH & Co. KG, Людвигсхафен, Германия)) смешали с водой и, при необходимости, с небольшим количеством поверхности о-активного вещества.
(4) Приготовление нерастворимого в воде компонента связующего
В качестве первого нерастворимого в воде компонента связующего приготовили порошок аморфного SiO2 синтетического происхождения со средним размером частиц, лежавшим в диапазоне от 0,1 мкм до 0,3 мкм.
(5) Изготовление стержня с использованием самоотверждающегося связующего
Для изготовления стержня для литья алюминия 99 массовых частей предварительно обработанного согласно пункту (2) формовочного материала смешали с 1 массовой частью порошка SiO2, приготовленного согласно пункту (4). Из смеси сформировали слой. Затем его уплотнили. Полученный слой имел равномерную толщину, лежавшую в диапазоне от 0,2 мм до 0,5 мм. На этот слой в определенных местах посредством печати нанесли содержавший жидкое стекло компонент связующего, приготовленный согласно пункту (3). После печати на слое с печатным рисунком сформировали новый слой из смеси и уплотнили до толщины, лежавшей в указанном диапазоне. На этом слое также выполнили печать содержавшим жидкое стекло компонентом связующего, приготовленным согласно пункту (3). Этот процесс повторяли до тех пор, пока не завершили изготовление желаемого стержня. Стержень отвердили посредством облучения микроволнами.
Отвержденный стержень значительно лучше соответствовал геометрическим параметрам, чем стержень, изготовленный при сопоставимых условиях из необработанного формовочного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЕ ЛИТЕЙНЫХ ФОРМ ДЛЯ ЛИТЬЯ | 2008 |
|
RU2488485C2 |
| СМЕСИ ФОРМОВОЧНЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИЕ ОКСИДНОЕ СОЕДИНЕНИЕ БОРА, И СПОСОБ ПОЛУЧЕНИЯ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2703746C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ | 2003 |
|
RU2309813C2 |
| КОМПОЗИЦИЯ ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ, ПРЕДУПРЕЖДАЮЩАЯ ОБРАЗОВАНИЕ ДЕФЕКТОВ ОТ РЕАКЦИОННЫХ ГАЗОВ | 2008 |
|
RU2493933C2 |
| ПЕСОК ДЛЯ ЛИТЕЙНОЙ ФОРМЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ И СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2013 |
|
RU2608861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ НА ЖИДКОСТЕКОЛЬНОМ СВЯЗУЮЩЕМ | 2004 |
|
RU2280529C2 |
| ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2011 |
|
RU2450885C1 |
| Способ аддитивного изготовления изделий сложной формы | 2022 |
|
RU2782715C1 |
| СМЕСИ ЛИТИЙСОДЕРЖАЩЕГО ФОРМОВОЧНОГО МАТЕРИАЛА НА ОСНОВЕ НЕОРГАНИЧЕСКОГО СВЯЗУЮЩЕГО ДЛЯ ПОЛУЧЕНИЯ ФОРМ И СТЕРЖНЕЙ ДЛЯ ЛИТЬЯ МЕТАЛЛА | 2014 |
|
RU2699133C2 |
| СПОСОБ ПОСЛОЙНОГО КОНСТРУИРОВАНИЯ ЗАГОТОВОК, СОДЕРЖАЩИХ ОГНЕУПОРНЫЙ ОСНОВНОЙ ФОРМОВОЧНЫЙ МАТЕРИАЛ И РЕЗОЛЫ, А ТАКЖЕ ФОРМЫ ИЛИ СТЕРЖНИ, ПОЛУЧЕННЫЕ В СООТВЕТСТВИИ С УКАЗАННЫМ СПОСОБОМ | 2015 |
|
RU2686707C2 |
Изобретение относится к области литейного производства. Способ изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала, посредством 3D-печати включает формирование слоя из предварительно обработанного зернистого формовочного материала, нанесение на этот слой связующего или по меньшей мере одного компонента связующего в жидкой форме и многократное повторение стадий формирования слоя зернистого формовочного материала и нанесение на него связующего. Зернистый формовочный материал предварительно обрабатывают по меньшей мере одним кремнийорганическим соединением, которое содержит полярный гидрофильный конец и неполярный гидрофобный конец. Обеспечивается точность размеров изготавливаемых форм и стержней за счет устранения миграции связующего при их изготовлении. 4 н. и 9 з.п. ф-лы, 5 пр.
1. Способ изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала, посредством 3D-печати, включающий следующие стадии:
a) зернистый формовочный материал предварительно обрабатывают по меньшей мере одним кремнийорганическим соединением, которое содержит полярный гидрофильный конец и неполярный гидрофобный конец;
b) формируют слой из предварительно обработанного зернистого формовочного материала;
c) связующее или по меньшей мере один компонент связующего в жидкой форме наносят на слой;
причем многократно повторяют стадии b) и с).
2. Способ по п. 1, отличающийся тем, что он включает по меньшей мере один из следующих дополнительных признаков:
a) формовочный материал включает зернистый материал, к поверхности которого может присоединиться гидрофильный конец кремнийорганического соединения;
b) в качестве формовочного материала выбран по меньшей мере один нерастворимый в воде неорганический материал;
c) по меньшей мере один нерастворимый в воде зернистый неорганический материал выбран из группы, состоящей из песка, стекла, оксидных, керамических, металлических и стеклокерамических материалов и смесей указанных материалов;
d) в качестве формовочного материала выбран по меньшей мере один растворимый в воде неорганический материал;
e) по меньшей мере один растворимый в воде неорганический материал является водорастворимой солью;
f) в качестве формовочного материала выбран по меньшей мере один растворимый в воде органический материал;
g) по меньшей мере один растворимый в воде органический материал является водорастворимым полимером, или солью органической кислоты, или смесью этих материалов;
h) зернистый формовочный материал имеет средний диаметр частиц (значение d50), лежащий в диапазоне от 10 до 800 мкм, предпочтительно – в диапазоне от 30 до 300 мкм;
i) зернистый формовочный материал имеет удельную площадь поверхности, определенную согласно DIN-ISO 9277, лежащую в диапазоне от 50 до 500 см2/г.
3. Способ по одному из пп. 1 или 2, отличающийся тем, что он включает по меньшей мере один из следующих дополнительных признаков:
a) полярный гидрофильный конец кремнийорганического соединения содержит гидроксильную группу (-ОН), гидроксилатную (эфирную) группу (-О-), аминогруппу (-NH2), аммониевую группу (-NH4+), карбоксильную группу (-СООН) или карбоксилатную группу;
b) неполярный гидрофобный конец кремнийорганического соединения содержит по меньшей мере одну алкильную группу, предпочтительно выбранную из группы, включающей метильную, этильную и пропильную группы;
c) полярный гидрофильный и неполярный гидрофобный концы присоединены к одному и тому же атому Si;
d) в качестве кремнийорганического соединения используют алкилсиланолат, в частности метилсиланолат щелочного металла;
е) неполярный гидрофобный конец кремнийорганического соединения соединен с атомом Si, а гидрофильный конец соединен с атомом С;
f) атом Si и атом С соединены цепью, содержащей n атомов, причем n является целым числом, лежащим в диапазоне от 1 до 150, а атомы выбраны из атомов С, атомов О и атомов Si;
g) в качестве кремнийорганического соединения используют соединение со структурной формулой (I)

в которой n является целым числом, лежащим в диапазоне от 1 до 100, m является целым числом, лежащим в диапазоне от 1 до 10, a R предпочтительно является атомом Н;
h) в качестве кремнийорганического соединения используют 3-(полиоксиэтилен)пропилгептаметилтрисилоксан.
4. Способ по любому из пп. 1-3, отличающийся тем, что он включает следующую дополнительную стадию:
а) для предварительной обработки кремнийорганическое соединение во время предварительной обработки добавляют к зернистому формовочному материалу в таком количестве, чтобы оно присутствовало в предварительно обработанном формовочном материале в массовой доле, равной по меньшей мере 0,01 мас.% и не превышающей 0,2 мас.% в пересчете на сухую массу предварительно обработанного формовочного материала.
5. Способ по любому из пп. 1-4, отличающийся тем, что он включает по меньшей мере один из следующих дополнительных признаков:
a) связующее включает по меньшей мере один водорастворимый компонент связующего;
b) водорастворимый компонент связующего включает по меньшей мере один компонент, выбранный из группы, состоящей из жидкого стекла, сульфата магния, фосфата и бората;
c) связующее включает по меньшей мере один нерастворимый в воде компонент связующего;
d) нерастворимый в воде компонент связующего включает по меньшей мере один компонент, выбранный из группы, состоящей из зернистого диоксида кремния и зернистого карбоната кальция;
e) связующее содержит воду или водный раствор, в частности водный раствор щелочи;
f) связующее содержит вспомогательное вещество, которое влияет на его технологические свойства.
6. Способ по любому из пп. 1-5, отличающийся тем, что он включает по меньшей мере один из следующих дополнительных признаков и/или по меньшей мере одну из дополнительных стадий:
a) по меньшей мере один компонент связующего содержится в слое формовочного материала в качестве стационарного компонента связующего;
b) в случае стационарного компонента речь идет о нерастворимом в воде компоненте связующего или об одном из нерастворимых в воде компонентов связующего;
c) в случае стационарного компонента связующего речь идет о водорастворимом компоненте связующего или об одном из водорастворимых компонентов связующего;
d) формовочный материал предварительно обработан стационарным компонентом связующего;
e) по меньшей мере один компонент связующего, который в жидкой форме наносят на слой формовочного материала, предпочтительно включает по меньшей мере один компонент, выбранный из группы, состоящей из воды, водного раствора гидроксида, раствора жидкого стекла, водного раствора сульфата магния, водного раствора фосфата и водного раствора бората.
7. Способ по любому из пп. 1-6, отличающийся тем, что он включает по меньшей мере один из следующих дополнительных признаков и/или по меньшей мере одну из дополнительных стадий:
а) после нанесения связующего или по меньшей мере компонента связующего на слой формовочного материала связующее отверждают;
b) отверждение осуществляют посредством облучения микроволнами;
c) отверждение осуществляют химическим способом;
d) отверждение осуществляют термическим способом.
8. Способ по п. 6 или 7, отличающийся тем, что он включает следующие дополнительные признаки и/или дополнительные стадии:
a) формовочным материалом является песок, обработанный алкилсиланолатом, в частности метилсиликонатом калия;
b) в случае необходимости, для применения в области литья, в слое формовочного материала в качестве стационарного компонента присутствует диоксид кремния;
c) на слой формовочного материала в качестве жидкого компонента связующего наносят раствор жидкого стекла;
d) отверждение осуществляют посредством облучения микроволнами.
9. Способ по п. 6 или 7, отличающийся тем, что он включает следующие дополнительные признаки и/или дополнительные стадии:
a) формовочным материалом является песок, обработанный кремнийорганическим соединением формулы (I);
b) в случае необходимости в слое формовочного материала в качестве стационарного компонента связующего присутствует диоксид кремния;
c) в слое формовочного материала в качестве отвердителя стационарного компонента связующего содержится сложноэфирный отвердитель;
d) на слой в качестве жидкого компонента связующего наносят раствор жидкого стекла.
10. Способ по п. 6 или 7, отличающийся тем, что он включает следующие дополнительные признаки и/или дополнительные стадии:
а) формовочным материалом является песок, обработанный кремнийорганическим соединением формулы (I);
b) в случае необходимости в слое формовочного материала в качестве стационарного компонента связующего присутствует диоксид кремния;
c) в качестве стационарного компонента связующего в слое содержится жидкое стекло;
d) на слой в качестве жидкого компонента связующего наносят сложноэфирный отвердитель.
11. Литейные формы и литейные стержни, изготовленные посредством 3D-печати в соответствии со способом по любому из пп. 1-10, пригодные для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала, характеризующиеся тем, что:
a) формы и стержни содержат долю кремнийорганического соединения, лежащую в диапазоне от 0,01 до 0,2 мас.%.
12. Зернистый формовочный материал для изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала посредством 3D-печати для использования в способе по любому из пп. 1-10, характеризующийся тем, что на своей поверхности содержит по меньшей мере одно кремнийорганическое соединение, имеющее полярный гидрофильный конец и неполярный гидрофобный конец.
13. Набор материалов для изготовления литейных форм и литейных стержней, пригодных для изготовления изделий из волокнистых композиционных материалов или литых деталей из металла или полимерного материала посредством 3D-печати, для использования в способе по любому из пп. 1-10, включающий:
a) по меньшей мере одно кремнийорганическое соединение, которое имеет полярный гидрофильный конец и неполярный гидрофобный конец и
b) по меньшей мере один компонент, выбранный из группы, состоящей из жидкого стекла, сульфата магния, фосфата и бората.
| US 20050276976 A1, 15.12.2005 | |||
| Преобразователь суммы длительностей N импульсов в одиночный импульс | 1987 |
|
SU1594679A1 |
| DE 102007063552 A1, 25.06.2009 | |||
| Смесь для изготовления водорастворимыхВСТАВОК и МОдЕлЕй | 1979 |
|
SU835596A1 |
| Самотвердеющая смесь для изготовления литейных форм и стержней | 1983 |
|
SU1172146A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ НА ГИПСОВОМ СВЯЗУЮЩЕМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ИЗ ЦВЕТНЫХ И ЧЕРНЫХ СПЛАВОВ | 2002 |
|
RU2214314C1 |

