Изобретение относится к металлургии, в частности к технологии послойного синтеза сложных литейных форм из смеси огнеупорного формовочного материала и связующего компонента, и может быть использовано для изготовления разовых литейных форм и стержней особо сложной конфигурации для применения в авиационной, автомобилестроительной, кораблестроительной и других отраслей промышленности.
В настоящее время актуально применение аддитивного производства изделий сложной формы, которое позволяет изготавливать литейный формы и стержни любой конфигурации в кратчайшие сроки, что значительно ускоряет вывод продукта на рынок, повышает индивидуализацию производства и скорость реагирования на новые потребности рынки и машиностроения.
Так, из уровня техники известно решение RU 2532753 C1 (опубл. 10.11.2014, B22C 9/04), в котором раскрыт способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям, включающий послойное нанесение на блок выплавляемых моделей огнеупорной суспензии, причем, начиная со второго слоя оболочки, с использованием кислородсодержащего вещества и борной кислоты, обсыпку зернистым материалом, вытопку моделей, сушку и прокаливание, при этом кислородсодержащее вещество вводят в состав огнеупорной суспензии, к которой добавляют борную кислоту в количестве 3-4 мас.%. В качестве кислородсодержащего вещества используют полупродукт переработки шламов селитровых ванн, применяемых в цехах термической обработки для проведения операции отпуска, в количестве 2-4 мас.% суспензии.
Недостатком известного решения является его трудоемкость и высокая стоимость, поскольку при реализации известного способа сначала создается модель изделия вручную, на ЧПУ (числовое программное управление) станке или из пластика с применением аддитивных технологий: SLA, SLS, DLP, затем получают ее восковую копию, на которую послойно наносят оболочковую форму, затем удаляют восковую копию и только после этого в форму льют металл, что увеличивает технологическую цепочку и сроки изготовления, а так же ограничивает применение технологии в случае наличия внутренних каналов и полостей в отливке, в связи с высокой трудоемкостью или невозможностью удаления материала формы из отливки.
Из уровня техники известно решение RU 2680168 C2 (опубл. 18.02.2019 B22C 9/02, B33Y 10/00), в котором раскрыт способ изготовления трехмерных изделий сложной формы из песчано-полимерной смеси, включающий создание трехмерной компьютерной модели послойного изготавливаемого изделия, подготовку песка до дисперсности не более половины толщины наносимого единичного слоя, смешивание песка с полимерной или олигомерной композицией в бункере подготовки песка, послойное нанесение песка на подложку в соответствии с сечениями трехмерной компьютерной модели до образования запрограммированной формы изделия и послойно-селективное отверждение каждого слоя песчано-полимерной смеси до ее затвердевания, при этом послойно-селективное отверждение каждого слоя песчано-полимерной смеси до ее затвердевания осуществляют на глубину слоя в два этапа, сначала в каждый нанесенный слой вносят химический реагент в качестве отвердителя путем впрыска его в песчано-полимерный слой посредством устройства нанесения химического реагента, а затем каждый слой подвергают термической обработке при температуре, которая ниже температуры воспламенения композиции и не более 200°С, посредством инфракрасных излучателей или лазера.
К недостаткам известного способа следует отнести процесс замешивания песка с полимерной или олигомерной композицией перед нанесением, что значительно усложняет нанесение слоя или делает его невозможным без появления дефектов и/или требует значительного времени. При этом способ предусматривает термическую обработку слоев. Другим недостатком является ограничение в использовании материалов, поскольку для реализации способа используется только кварцевый песок.
Из уровня техники известно решение RU 2707372 C1 (опубл. 26.11.2019 B22C 9/02, B33Y 10/00), в котором раскрыт способ изготовления литейных форм сложной геометрии из песчано-полимерной смеси, включающий создание трехмерной компьютерной модели послойно изготавливаемой литейной формы, подготовку песка до дисперсности не более одной трети толщины наносимого слоя, смешивание песка с катализатором в бункере подготовки песка, послойное нанесение полученной смеси на подложку и послойно-селективное отверждение каждого слоя на глубину слоя в два этапа, при этом сначала в каждый нанесенный слой вносят полимерное связующее путем впрыска его в слой песка с катализатором, а по окончании обработки связующим, каждый слой подвергают лазерной обработке по контуру изготавливаемого сечения.
К недостаткам известного технического решения следует отнести то, что для реализации способа требуется подготовка песка до дисперсности не более одной трети толщины наносимого слоя. Кроме того, каждый слой подвергают лазерной обработке по контуру изготавливаемого сечения, что усложняет и удорожает процесс.
Из уровня техники известно решение RU 2742095 C1 (опубл. 02.02.2021 B22C 9/02, B33Y 10/00), в котором раскрыт способ изготовления изделий сложной формы из песчано-полимерных смесей, включающий послойное программно-компьютерное моделирование изделия на устройстве 3D-печати, подготовку песка, послойные укладку на подложку песка и нанесение на него полимерного связующего вещества, послойно-селективную обработку каждого слоя в соответствии с компьютерными сечениями модели до образования запрограммированной формы изделия, при этом после нанесения каждого слоя осуществляют контроль качества укладки песка с помощью сканера качества поверхности, установленного в устройстве 3D-печати напротив поля печати, и контроль нанесения связующего вещества с помощью выносной системы технического зрения.
В данном способе отсутствует вибрационное воздействие, что приводит к неплотной укладке песка, повреждению слоев при нанесении. Другим недостатком можно считать необходимость контроля качества укладки песка с помощью сканера качества поверхности, установленного в устройстве 3D-печати напротив поля печати, и контроль нанесения связующего вещества с помощью выносной системы технического зрения.
Из уровня техники известно решение RU 2695084 C2 (опубл. 19.07.2019 B22C 9/02, B33Y 10/00), в котором раскрыт способ изготовления изделий сложной формы из песчано-полимерных смесей. Согласно изобретению, сначала осуществляют подготовку песка до дисперсности не более половины толщины наносимого единичного слоя. Песок смешивают в бункере подготовки песчано-полимерной смеси с химическим катализатором, в качестве которого используют паратолуолсульфокислоту. Полученную смесь дисперсностью 50-200 мкм наносят на подложку, при этом в процессе нанесения каждого песчаного слоя осуществляют вибрационное воздействие на весь объем песчаной смеси в бункере. Затем устройство нанесения химической композиции, в соответствии с компьютерной программой единичного поперечного сечения 3D-модели изготавливаемого изделия, наносит химическую композицию на основе фурфурилового спирта, путем впрыска ее в песчаный слой, отверждая песчано-полимерную смесь на глубину слоя. При этом соотношение химической композиции составляет от 0,5% до 1% массы песка, а содержание химического катализатора составляет от 5% до 10% массы химической композиции. Устройство нанесения химического реагента располагают на расстоянии не более 20 мм от обрабатываемого слоя. Затем устройство термической обработки воздействует на отвержденные участки слоя, интенсифицируя процесс отверждения песчано-полимерной смеси. После селективной химической и термической обработки первого слоя, подложку опускают вниз на величину следующего слоя порошка. Устройством подачи и нанесения порошка наносят новый слой порошкового материала, воздействуя вибрацией в процессе, и процесс химической и термической обработки повторяют, пока изготовление изделия не будет завершено.
Техническое решение, как указано в описании, обеспечивает получение литейной формы с конфигурацией любой сложности и высокими прочностными характеристиками, низкой газотворной способностью и высокой газопроницаемостью для точного, бездефектного получения металлических отливок в кратчайшие сроки, что достигается за счет применения совокупности методов химической и термической обработки песчано-полимерной смеси, произведенных в оптимальной последовательности.
Вместе с тем, к недостаткам способа следует отнести осуществление вибрационного воздействия на весь объем песчаной смеси в бункере что приводит к повреждению изделий, плохому сцеплению слоев и ухудшению точности изделия. Также данный способ требует последующую тепловую обработку, что усложняет и удорожает процесс. К другим недостаткам известного решения следует отнести его применение к ограниченным песчано-полимерным смесям, использование иных огнеупорных материалов способ не предполагает.
Данное решение принято в качестве ближайшего аналога.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа, обеспечивающего повышение качества получаемых изделий, снижение брака и повышение производительности процесса, лишенного недостатков известного уровня техники. Данная задача решается за счет снижения силы внутреннего трения в наносимом материале и трения устройства разравнивания о формовочный материал, путем обеспечивания виброожижения смеси на глубину слоя в точке разравнивания, а также за счет виброуплотнения слоя, что приводит к более качественному нанесению слоя, к значительному снижению брака при создании слоя.
При решении указанной задачи предлагаемым изобретением достигается технический результат, заключающийся в снижении внутреннего трения формовочного материала и трения устройства разравнивания о формовочный материал во время нанесения слоя и повышении плотности упаковки частиц смеси.
Снижение внутреннего трения и трения устройства разравнивания о формовочный материал способствует повышению качества нанесения слоя огнеупорного формовочного материала, что в свою очередь обеспечивает снижение брака при заливке, а также увеличивает скорость нанесения огнеупорного формовочного материала.
Технический результат достигается тем, что при аддитивном изготовлении изделий сложной формы, который включает, смешивание по меньшей мере одного огнеупорного формовочного материала и по меньшей мере одного катализатора с получением пропитанной катализатором смеси на основе формовочного материала, послойное нанесение указанной смеси на рабочую поверхность, внесение связующего материала в участки нанесенного слоя смеси, опускание рабочей платформы на величину слоя и повторение процесса до образования заданной формы изделия, предложено осуществлять виброожижение смеси наносимого слоя на глубину наносимого слоя в месте разравнивания смеси и виброуплотнение смеси наносимого слоя, при этом подачу смеси для нанесения нового слоя осуществлять на предыдущий слой в зоне перед устройством разравнивания, а связующее подавать через многосопловые пьезоэлектрические печатающие головки.
Толщина слоя нанесения смеси, пропитанной катализатором на основе формовочного материала составляет от 1 до 10 диаметров частиц огнеупорного формовочного материала, предпочтительно толщиной от 1 до 5 диаметров частиц огнеупорного формовочного материала и особенно предпочтительно толщиной от 1 до 3 диаметров частиц огнеупорного формовочного материала.
Огнеупорный формовочный материал выбирают из группы, содержащей кварцевый песок, циркониевый песок, хромитовый песок, оливин, вермикулит, боксит, шамот, стеклянные шарики, гранулированное стекло, полые микросферы из силиката алюминия и их смеси. Средний диаметр частиц огнеупорного формовочного материала, определенный при помощи ситового анализа, составляет от 50 до 600 мкм, предпочтительно от 100 до 300 мкм.
Катализатор выбран из группы, содержащей кислотные катализаторы, щелочные катализаторы.
Связующее выбрано из группы, содержащей органические связующие, такие как фурановые, фенольные, карбомидо-формальдегидные, неорганические связующие.
Содержание связующего составляет от 0,5% до 10% массы формовочного материала. Соотношение химического катализатора составляет от 10% до 60% массы связующего.
Для нанесения связующего используют многосопловые пьезоэлектрические печатающие головки, которые располагают на расстоянии не более 3 мм от обрабатываемого слоя.
Виброожижение и виброуплотнение осуществляют за счет вибрации механизма подачи и/или разравнивания смеси и/или вибратором, расположенным на устройстве разравнивания, например ультразвуковым, электромеханическим, пневматическим, или иным способом, приводящим к снижению внутреннего трения и уплотнению частиц.
Подачу смеси для нанесения нового слоя осуществляют равномерно, дискретно, порционно.
Размер (объем) капли связующего компонента подаваемого через многосопловые пьезоэлектрические печатающие головки составляет от 5 до 200 пл, при этом плотность распределения капель (разрешение печати) находится в диапазоне 100 – 900 точек на дюйм (dpi).
Под сложной формой понимают предметы в своей основе, имеющие несколько геометрических фигур. Более сложные объекты обычно называют комбинированными, имея в виду, что данный объект в своей основе представляет сумму геометрических тел.
Снижение внутреннего трения огнеупорной формовочной смеси и трения устройства разравнивания о формовочный материал осуществляется за счет локального повышения подвижности и снижения эффективной вязкости формовочной смеси, т.е. виброожижения формовочной смеси при разравнивании. Другим условием достижения технического результат является подача смеси для нанесения нового слоя из устройства подачи на предыдущий слой в зону перед устройством разравнивания, тем самым предотвращается повреждение предыдущего слоя, минимизируется время контакта не разравненного формовочного материала с предыдущим слоем.
Указанные особенности в процессе послойного нанесения огнеупорного формовочного материала обеспечивают снижение силы внутреннего трения между слоями наносимого материала, трение устройства разравнивания о формовочный материал.
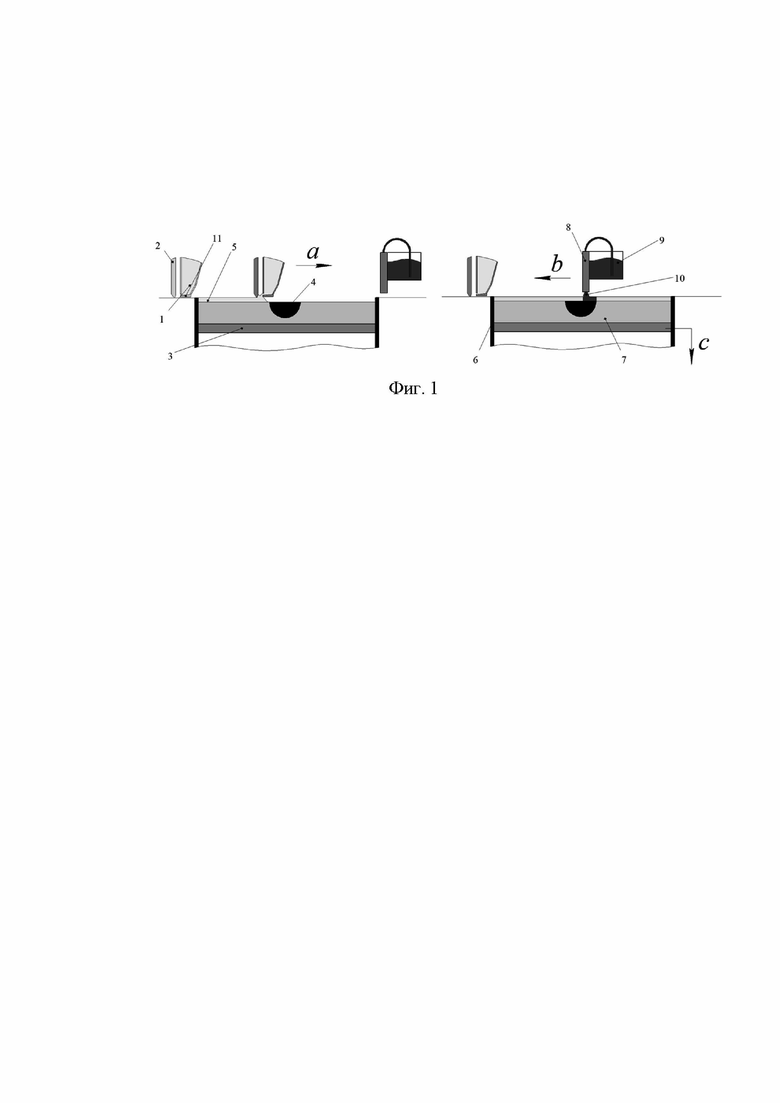
Сущность предлагаемого изобретения поясняется нижеследующим описанием и схемой, демонстрирующей реализацию предлагаемого способа, где
1 – смесь на основе огнеупорного формовочного материала
2 – разравнивающее устройство
3 – рабочая платформа
4 – стержень/элемент формы
5 – новый слой
6 – рабочая камера
7 – неотвержденная смесь
8 – печатающая головка
9 – связующий материал
10 – процесс внесения связующего материала
11 – устройство подачи
12 – рабочая поверхность.
На первом этапе, смешивают огнеупорный формовочный материал, который выбирают из группы, содержащей кварцевый песок, циркониевый песок, хромитовый песок, оливин, вермикулит, боксит, шамот, стеклянные шарики, гранулированное стекло, полые микросферы из силиката алюминия и их смеси с катализатором (активатором, отвердителем), выбранным из группы, содержащей кислотные катализаторы, щелочные катализаторы. Для этого используют средний диаметр частиц от 50 до 600 мкм, предпочтительно от 100 до 300 мкм огнеупорного формовочного материала, определяемого при помощи ситового анализа. В результате получают пропитанную катализатором смесь на основе формовочного материала.
Затем полученную смесь наносят на рабочую поверхность 3 толщиной от 1 до 10 диаметров частиц огнеупорного формовочного материала, предпочтительно толщиной от 1 до 5 диаметров частиц огнеупорного формовочного материала и особенно предпочтительно толщиной от 1 до 3 диаметров частиц огнеупорного формовочного материала.
В отношении числовых значений интервалов, характеризующих толщину наносимых слоев, выполненных из пропитанной катализатором смеси на основе формовочного материала, равных от 1 до 10 диаметров частиц огнеупорного формовочного материала, предпочтительно толщиной от 1 до 5 диаметров частиц огнеупорного формовочного материала и особенно предпочтительно толщиной от 1 до 3 диаметров частиц огнеупорного формовочного материала можно отметить, что поскольку заявляемое техническое решение направлено на изготовление литейных форм и стержней произвольной конструкции и геометрии, т.е. по сути сложных форм, для изготовления которых необходимо применять высокое разрешение изготовления, проводя аналогию с обычной печатью.
Применяя в данном случае понятие разрешения к аддитивному производству, следует использовать толщину наносимого слоя, который при этом должен быть минимален для повышения разрешения, поскольку только высокое разрешения, а именно в заявляемом изобретение будет обеспечивать возможность изготовления литейных форм и стержней сложных форм для обеспечения точности при литье.
Таким образом, для специалиста в данное области техники очевидно, что обеспечение точности передачи сложной формы и геометрии при литье, формы должны обладать высокой степенью точности изготовления, которая обеспечивается только стадиями производства с минимальными значениями толщин, наносимых слое.
В заявляемом изобретении они обусловлены возможностями производственного оборудования.
Для скрепления частиц смеси нанесенного слоя вносят связующий материал в участки слоя в соответствии с сечением цифровой модели изделия. Связующее выбрано из группы, содержащей органические связующие, такие как фурановые, фенольные, карбомидо-формальдегидные, неорганические связующие. Содержание связующего составляет от 0,5% до 10% массы формовочного материала. Соотношение химического катализатора составляет от 10% до 60% массы связующего. Размер (объем) капли связующего компонента подаваемого через многосопловые пьезоэлектрические печатающие головки составляет от 5 до 200пл, при этом плотность распределения капель (разрешение печати) находится в диапазоне 100 - 900 точек на дюйм (dpi).
Связующий материал подают через многосопловые пьезоэлектрические печатающие головки 8. Печатающую головку 8 располагают на расстоянии не более 3 мм от обрабатываемого слоя.
При нанесении слоя связующего осуществляют одновременно виброожижение и виброуплотнение смеси наносимого слоя, однако в отличие от ближайшего аналога, где вибрационное воздействие осуществляют на весь объем песчаной смеси в бункере, в предлагаемом решении вибрационное воздействие осуществляют на смесь наносимого слоя на глубину наносимого слоя в месте выравнивания смеси разравнивающим устройством.
Виброожижение и виброуплотнение осуществляют за счет вибрации механизма подачи 1 и/или разравнивания смеси. Или осуществляют вибратором, расположенным на устройстве разравнивания 2, например ультразвуковым, электромеханическим, пневматическим, или иным способом, приводящим к снижению внутреннего трения и уплотнению частиц.
Процесс нанесения слоев пропитанной катализатором смеси на основе формовочного материала и внесение связующего материала повторяют многократно до образования заданной формы изделия 4. Подачу смеси осуществляют равномерно дискретно порционно с количеством смеси в единицу времени необходимым и достаточным для формирования слоя из устройства подачи на предыдущий слой в зону перед устройством (элементом) разравнивания 2.
За счет виброожижения и виброуплотнения смеси только наносимого слоя достигают снижение силы внутреннего трения в наносимом материале, в результате чего повышается точность изделия, его прочность и однородность укладки формовочного материала, при этом отсутствует влияние на весь остальной объем смеси в бункере и не повреждает уже созданные слои. Также за счет снижения внутреннего трения повышается скорость нанесения огнеупорного материала, что ведет к повышению производительности технологического процесса в целом.
Подача огнеупорного формовочного материала, подача смеси для нанесения нового слоя осуществляется из устройства подачи на предыдущий слой в зону перед устройством (элементом) разравнивания предотвращает повреждение предыдущего слоя, минимизируя время контакта не разравненного формовочного материала с предыдущим слоем, воздействуя на него на него только перед устройством разравнивания, также постепенная подача (равномерная или дискретная) снижает воздействие на предыдущий слой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ПЕСЧАНО-ПОЛИМЕРНЫМ ВЫЖИГАЕМЫМ МОДЕЛЯМ, ПОЛУЧЕННЫМ МЕТОДОМ 3D ПЕЧАТИ | 2024 |
|
RU2829906C1 |
| Способ изготовления литейных форм сложной геометрии из песчано-полимерных систем | 2018 |
|
RU2707372C1 |
| Способ аддитивного производства металлических, керамических или композитных изделий | 2022 |
|
RU2802607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ СЛОЖНОЙ ФОРМЫ ИЗ ПЕСЧАНО-ПОЛИМЕРНЫХ СИСТЕМ | 2015 |
|
RU2680168C2 |
| Способ изготовления изделий сложной формы из песчано-полимерных систем | 2016 |
|
RU2695084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПЕСЧАНО-ПОЛИМЕРНЫХ СМЕСЕЙ | 2020 |
|
RU2742095C1 |
| Способ изготовления керамических форм сложной геометрии из порошковых систем | 2018 |
|
RU2711324C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Способ изготовления отливок | 1979 |
|
SU821030A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ МНОГОСЛОЙНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2761836C2 |
Изобретение относится к области металлургии и может быть использовано при изготовлении литейных форм. Способ аддитивного изготовления изделий сложной формы включает смешивание огнеупорного формовочного материала с катализатором, послойное нанесение полученной смеси на рабочую поверхность, внесение связующего материала в нанесенный слой через многосопловые пьезоэлектрические печатающие головки, опускание рабочей платформы на величину слоя и повторение процесса до образования заданной формы. Смесь для нанесения нового слоя подают в зону перед устройством разравнивания, в процессе нанесения каждого слоя производят виброожижение смеси на глубину слоя в месте разравнивания смеси и виброуплотнение смеси. Виброожижение смеси на глубину слоя и его виброуплотнение обеспечивают снижение силы внутреннего трения в наносимом материале и трения устройства разравнивания об него, что приводит к повышению плотности упаковки частиц материала смеси и более качественному нанесению слоя материала. Обеспечивается снижение брака при заливке литейных форм и увеличение скорости нанесения формовочного материала. 10 з.п. ф-лы, 1 ил.
1. Способ аддитивного изготовления изделий сложной формы, включающий смешивание по меньшей мере одного огнеупорного формовочного материала с по меньшей мере одним катализатором с получением пропитанной катализатором смеси на основе формовочного материала, послойное нанесение указанной смеси на рабочую поверхность, внесение связующего материала в участки нанесенного слоя смеси, опускание рабочей платформы на величину слоя и повторение процесса до образования заданной формы изделия, отличающийся тем, что подачу смеси для нанесения нового слоя осуществляют в зону перед устройством разравнивания, при этом в процессе нанесения каждого слоя осуществляют виброожижение смеси наносимого слоя на глубину наносимого слоя в месте разравнивания смеси и виброуплотнение смеси наносимого слоя, а связующий материал подают через многосопловые пьезоэлектрические печатающие головки.
2. Способ по п. 1, отличающийся тем, что огнеупорный формовочный материал выбирают из группы, содержащей кварцевый песок, циркониевый песок, хромитовый песок, оливин, вермикулит, боксит, шамот, стеклянные шарики, гранулированное стекло, полые микросферы из силиката алюминия и их смеси.
3. Способ по п. 1, отличающийся тем, что средний диаметр частиц огнеупорного формовочного материала, определенный при помощи ситового анализа, составляет от 50 до 600 мкм, предпочтительно от 100 до 300 мкм.
4. Способ по п. 1, отличающийся тем, что катализатор выбирают из группы, содержащей кислотные катализаторы, щелочные катализаторы.
5. Способ по п. 1, отличающийся тем, что связующее выбирают из группы, содержащей органические связующие, такие как фурановые, фенольные, карбомидо-формальдегидные или неорганические связующие.
6. Способ по п. 1, отличающийся тем, что содержание связующего составляет от 0,5 до 10% массы песка.
7. Способ по п. 1, отличающийся тем, что содержание катализатора составляет от 10 до 60% массы связующего.
8. Способ по п. 1, отличающийся тем, что многосопловые пьезоэлектрические печатающие головки для нанесения связующего материала располагают на расстоянии не более 3 мм от обрабатываемого слоя.
9. Способ по п. 1, отличающийся тем, что виброожижение и виброуплотнение осуществляют от вибрации механизма подачи и/или разравнивания смеси.
10. Способ по п. 1, отличающийся тем, что вибрационное воздействие осуществляют вибратором, расположенным на устройстве разравнивания.
11. Способ по п. 1, отличающийся тем, что размер капли связующего компонента, подаваемого через многосопловые пьезоэлектрические печатающие головки, составляет от 5 до 200 пл, при этом плотность распределения капель находится в диапазоне 100-900 точек на дюйм.
| Способ изготовления изделий сложной формы из песчано-полимерных систем | 2016 |
|
RU2695084C2 |
| CN 108907095 B, 07.07.2020 | |||
| CN 108687304 B, 26.06.2020 | |||
| Устройство для прокалки оболочковых форм в слое дисперсного подвижного материала | 1986 |
|
SU1344501A1 |
| Способ изготовления формованных изделий | 1985 |
|
SU1757447A3 |

