ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ]
[0001] Настоящее изобретение относится к песку для литейной формы, способу изготовления песчаной литейной формы, и к стержню для литья металла.
[0002] Традиционно к песку для литейной формы добавляют связующие материалы с целью улучшения характеристик сохранения формы, и тому подобного.
Например, в качестве материала для литейной формы была представлена смесь формовочного материала для изготовления литейных форм для металлообработки, которая включает: по меньшей мере один огнеупорный базовый формовочный материал; связующий материал, содержащий растворимое стекло; заданное количество дисперсного оксида металла, выбранного из группы, состоящей из диоксида кремния, оксида алюминия, оксида титана, и оксида цинка; и углевод (например, смотри Национальную Публикацию Японской Патентной Заявки (JP-A) № 2010-506730).
[0003] Безотносительно к связующим материалам, применяемым в смеси с песком, был раскрыт способ литья под давлением, в котором по меньшей мере один материал, выбранный из группы, состоящей из графита, нитрида бора (BN), жидкого стекла, слюды, силикагеля, гидроксида магния и оксида магния, используют в качестве добавки для облегчающего раскрытие формы средства, наносимого на внутреннюю стенку литейной формы (например, смотри Японские Выложенные Патентные Публикации (JP-A) №№ 2001-47213, 2000-343201, и 2000-343199).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] Как правило, в способе формовки с использованием песчаной литейной формы требовалось улучшение удаляемости песчаной литейной формы после получения литого изделия охлаждением и затвердеванием расплавленного металла. Поэтому из соображений простоты удаления песчаной литейной формы необходимо дальнейшее усовершенствование удаляемости. Удаляемость песчаной литейной формы проявляет тенденцию к ухудшению, когда температура заливаемого расплавленного металла низка. В ситуации, в которой температура заливаемого расплавленного металла при разливке является столь низкой, как приблизительно 700°С, такой как при литье алюминия, улучшение удаляемости требуется еще более безотлагательно.
[0005] Патентный документ JP-A № 2010-506730 раскрывает способ, в котором органическое соединение смешивают со связующим материалом, содержащим жидкое стекло, чтобы предотвратить налипание песка на поверхность литого изделия. Однако органическое соединение, будучи нагретым, создает остаток, такой как смола, и поэтому существует проблема в том, что требуется удаление остатка с литого изделия или литейного оборудования.
[0006] Поэтому цель изобретения состоит в создании песка для литейной формы, который обеспечивает возможность простого удаления песчаной литейной формы с поверхности литого изделия. Еще одной целью изобретения является создание способа изготовления песчаной литейной формы, которая используется для изготовления литого изделия, и после этого может быть легко удалена с поверхности литого изделия, и стержня для литья металла, который применяется для изготовления литого изделия, и после этого может быть легко удален с поверхности литого изделия.
РАЗРЕШЕНИЕ ПРОБЛЕМЫ
[0007] Средства разрешения вышеуказанных проблем являются следующими.
[0008] <1> Песок для литейной формы, включающий песок, связующий материал и частицы неорганического соединения, имеющего плохую растворимость в воде и образующего по меньшей мере одно из водяного пара или газообразного диоксида углерода при нагревании расплавленным металлом.
[0009] <2> Песок для литейной формы согласно пункту <1>, дополнительно включающий пену, создаваемую в результате пенообразования и имеющую вязкость от 0,5 Па⋅сек до 10 Па⋅сек.
[0010] <3> Песок для литейной формы согласно пункту <1> или пункту <2>, в котором частицы неорганического соединения включают по меньшей мере одно соединение, выбранное из группы, состоящей из карбоната и гидроксида.
[0011] <4> Песок для литейной формы согласно любому из пунктов <1> - <3>, в котором связующий материал является водорастворимым и имеет способность к пенообразованию.
[0012] <5> Песок для литейной формы согласно пункту <4>, включающий, в качестве связующего средства, по меньшей мере один материал, выбранный из группы, состоящей из анионного поверхностно-активного вещества, неионного поверхностно-активного вещества и амфотерного поверхностно-активного вещества.
[0013] <6> Песок для литейной формы согласно пункту <5>, в котором общее количество добавляемого анионного поверхностно-активного вещества, неионного поверхностно-активного вещества и амфотерного поверхностно-активного вещества составляет от 0,005% по массе до 0,1% по массе относительно песка.
[0014] <7> Песок для литейной формы согласно любому из пунктов <1> - <6>, включающий водорастворимый силикат натрия в качестве связующего материала.
[0015] <8> Песок для литейной формы согласно пункту <7>, в котором количество добавляемого силиката натрия составляет от 0,1% по массе до 20,0% по массе относительно песка.
[0016] <9> Песок для литейной формы согласно любому из пунктов <1> - <8>, включающий, в качестве связующего средства, по меньшей мере один материал, выбранный из группы (А) связующих материалов, состоящей из поливинилового спирта и его производных, сапонина, крахмала и его производных, и других сахаров.
[0017] <10> Песок для литейной формы согласно пункту <9>, в котором общее количество добавляемого связующего материала, содержащегося в группе (А) связующих материалов, составляет от 0,1% по массе до 20,0% по массе относительно песка.
[0018] <11> Песок для литейной формы согласно любому из пунктов <1> - <10>, который используют для литья алюминия или алюминиевого сплава.
[0019] <12> Способ изготовления песчаной литейной формы, причем способ включает:
(а) процесс приготовления вспененной песчаной смеси, в котором получают содержащую пену вспененную песчаную смесь перемешиванием песчаной смеси, включающей песок, водорастворимый связующий материал, частицы неорганического соединения, имеющего плохую растворимость в воде и образующего по меньшей мере одно из водяного пара или газообразного диоксида углерода при нагревании расплавленным металлом, и воду, для создания пены в песчаной смеси;
(b) процесс набивки, в котором вспененной песчаной смесью заполняют полость для изготовления литого изделия в металлической литейной форме;
(с) процесс изготовления песчаной литейной формы, в котором изготавливают песчаную литейную форму испарением воды из заполняющей вспененной песчаной смеси и отверждением вспененной песчаной смеси; и
(d) процесс удаления, в котором удаляют изготовленную песчаную литейную форму из полости для изготовления литейной формы.
[0020] <13> Способ изготовления песчаной литейной формы согласно пункту <12>, в котором, в процессе (b) набивки, набивку вспененной песчаной смеси в полость для изготовления литейной формы выполняют непосредственным созданием давления вдавливанием поршня в цилиндр.
[0021] <14> Способ изготовления песчаной литейной формы согласно пункту <12>, в котором, в процессе (b) набивки, набивку вспененной песчаной смеси в полость для изготовления литейной формы выполняют подачей сжатого воздуха внутрь цилиндра.
[0022] <15> Способ изготовления песчаной литейной формы согласно любому из пунктов <12> - <14>, в котором, в процессе (с) изготовления песчаной литейной формы, испарение воды из вспененной песчаной смеси выполняют с использованием тепла нагретой металлической литейной формы.
[0023] <16> Способ изготовления песчаной литейной формы согласно любому из пунктов <12> - <14>, в котором, в процессе (с) изготовления песчаной литейной формы, испарение воды из вспененной песчаной смеси выполняют потоком нагретого воздуха.
[0024] <17> Способ изготовления песчаной литейной формы согласно любому из пунктов <12> - <14>, в котором, в процессе (с) изготовления песчаной литейной формы, испарение воды из вспененной песчаной смеси выполняют с использованием тепла нагретой металлической литейной формы и потока нагретого воздуха.
[0025] <18> Стержень для литья металла, в котором плотность твердого вещества, содержащегося в его центральной части, является меньшей, чем плотность твердого вещества, содержащегося на его поверхностной части, причем стержень изготавливают способом изготовления песчаной литейной формы согласно любому из пунктов <12> - <17>.
[0026] <19> Стержень для литья металла, в котором содержание водорастворимого связующего материала в расчете на объем в его центральной части является более низким, чем содержание водорастворимого связующего материала в расчете на объем на его поверхностной части, причем стержень изготавливают способом изготовления песчаной литейной формы согласно любому из пунктов <12> - <17>.
Преимущественные результаты изобретения
[0027] Согласно изобретению, может быть создан песок для литейной формы, который позволяет легко удалять песчаную литейную форму с поверхности литого изделия. Кроме того, может быть создан способ изготовления песчаной литейной формы, которая используется для изготовления литого изделия, и после этого может быть легко удалена с поверхности литого изделия, и стержня для литья металла, который используется для изготовления литого изделия, и после этого может быть легко удален с поверхности литого изделия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
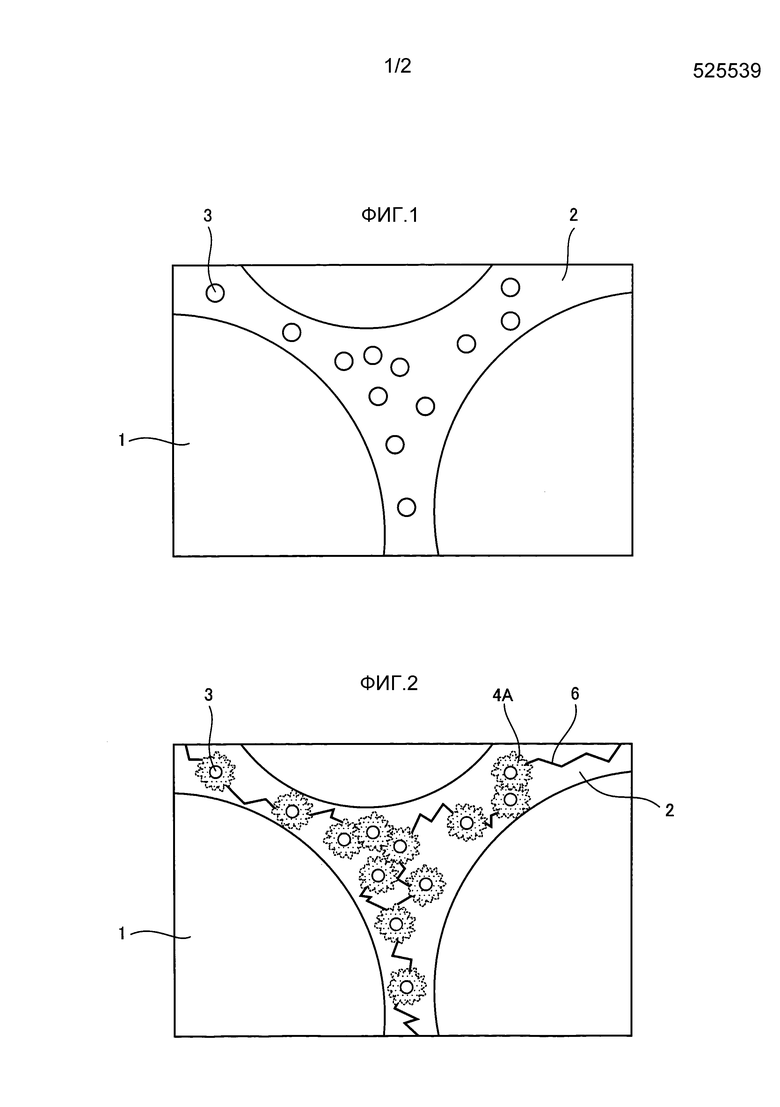
[0028] Фиг. 1 показывает схематическое увеличенное изображение внутренней части песчаной литейной формы перед заливкой расплавленного металла.
Фиг. 2 показывает схематическое увеличенное изображение внутренней части песчаной литейной формы после заливки расплавленного металла.
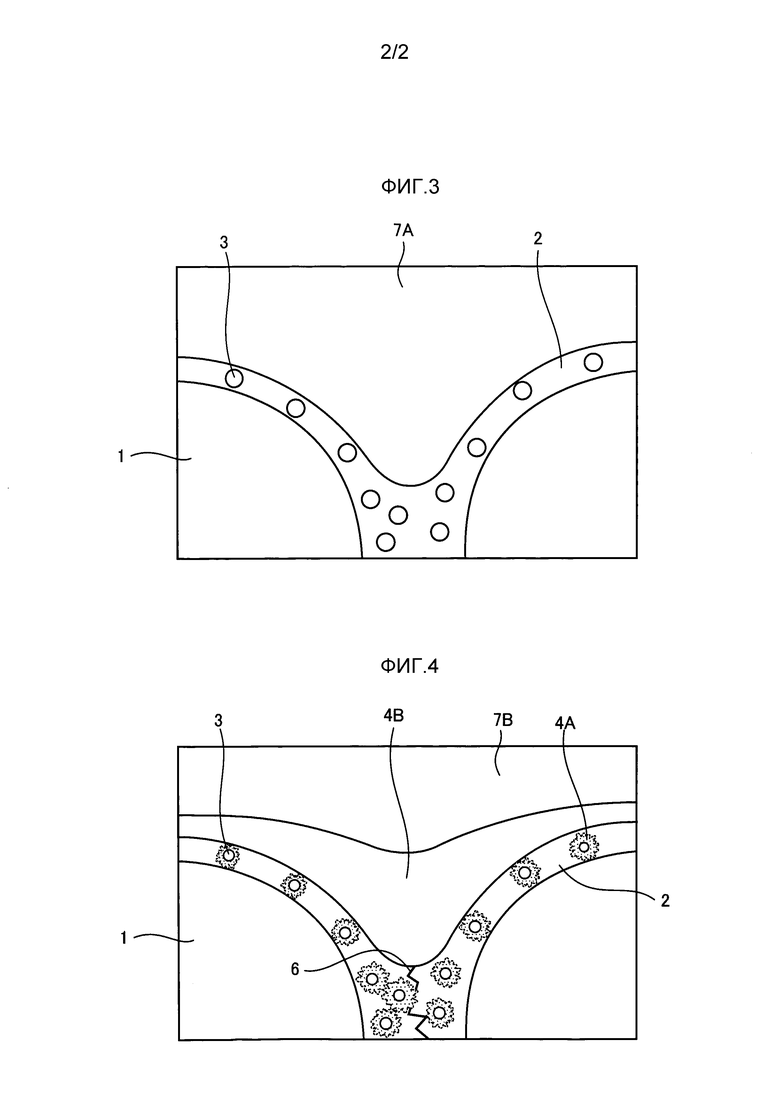
Фиг. 3 показывает схематическое увеличенное изображение поверхности раздела между песчаной литейной формой перед заливкой расплавленного металла и полостью, в которую должен быть залит расплавленный металл.
Фиг. 4 показывает схематическое увеличенное изображение поверхности раздела между песчаной литейной формой после заливки расплавленного металла и литым изделием.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0029] Далее подробно описан один вариант осуществления изобретения,
[0030] Песок для литейной формы согласно изобретению включает песок, связующий материал, и частицы неорганического соединения, имеющего плохую растворимость в воде и образующего по меньшей мере одно из водяного пара или газообразного диоксида углерода в результате нагревания расплавленным металлом.
[0031] При получении песка для литейной формы согласно изобретению связующий материал и частицы неорганического соединения могут быть смешаны заранее и использованы в качестве добавки для песчаной литейной формы, применяемой в смеси с песком.
То есть, добавка для песчаной литейной формы включает связующий материал и частицы неорганического соединения, имеющего плохую растворимость в воде и образующего по меньшей мере одно из водяного пара или газообразного диоксида углерода в результате нагревания расплавленным металлом.
[0032] Применением песка для литейной формы согласно изобретению в песчаной литейной форме для литого изделия песчаная литейная форма может быть легко удалена с литого изделия.
[0033] Ниже разъясняется принцип действия изобретения со ссылкой на фигуры.
Каждая из фигур представляет один из вариантов осуществления изобретения. Фиг. 1 показывает схематическое увеличенное изображение внутренней части песчаной литейной формы перед заливкой расплавленного металла; и Фиг. 2 показывает схематическое увеличенное изображение внутренней части песчаной литейной формы после заливки расплавленного металла. Фиг. 3 показывает схематическое увеличенное изображение поверхности раздела между песчаной литейной формой перед заливкой расплавленного металла и полостью, в которую должен быть залит расплавленный металл; и Фиг. 4 показывает схематическое увеличенное изображение поверхности раздела между песчаной литейной формой после заливки расплавленного металла и литым изделием.
[0034] Как показано в Фиг. 1, во внутренней части песчаной литейной формы с использованием песка для литейной формы согласно изобретению связующий материал 2 находится между песком 1 и другим песком 1, чем обеспечивается возможность сохранения формы песчаной литейной формы, и частицы 3 неорганического соединения диспергированы в связующем материале 2. Как показано в Фиг. 2, когда в песчаную литейную форму заливают расплавленный металл, из частиц 3 неорганического соединения под действием передаваемого от расплавленного металла тепла выделяется газ 4А, такой как водяной пар (Н2О) или газообразный диоксид углерода (СО2). Например, в случае, в котором в качестве частиц 3 неорганического соединения применяют частицы гидроксида магния, частицы нагреваются расплавленным металлом и выделяют водяной пар при температуре приблизительно 400°С согласно реакции «Mg(OH)2 → MgO+H2O». Вероятно, что выделение газа 4А приводит к развитию трещин 6 в связующем материале 2, и предполагается, что песчаная литейная форма легко измельчается вследствие образований трещин 6 и тем самым легко удаляется с литого изделия.
[0035] Как показано в Фиг. 3, песчаная литейная форма с использованием песка для литейной формы согласно изобретению сформирована включающей песок 1 и связующий материал 2, в котором диспергированы песок 1 и частицы 3 неорганического соединения, и песчаная литейная форма открыта в полость 7А, в которую должен быть залит расплавленный металл. Как показано в Фиг. 4, когда в полость 7А заливают расплавленный металл, из частиц 3 неорганического соединения под действием передаваемого от расплавленного металла тепла выделяется газ 4А, такой как водяной пар (Н2О) или газообразный диоксид углерода (СО2), и возможно, что между литым изделием 7В, полученным после охлаждения расплавленного металла, и песчаной литейной формой образуется газовый слой 4В. Предполагается, что благодаря газовому слою 4В уменьшается адгезия песка 1 к поверхности литого изделия 7В, и тем самым песок 1, связующий материал 2 и частицы 3 прореагировавшего или непрореагировавшего неорганического соединения могут быть легко удалены с литого изделия 7В.
[0036] Поскольку песчаная литейная форма с использованием песка для литейной формы согласно изобретению легко удаляется с литого изделия, в стадии удаления песчаной литейной формы песчаная литейная форма может быть легко удалена с использованием недорогого и простого оборудования, такого как создающего вибрацию или поток воздуха. Поэтому можно избежать традиционно используемого сложного способа удаления, такого как измельчительная обработка, термическая обработка, пескоструйная обработка или вымывание, или же может быть сокращена степень применения сложного способа удаления, и в результате чего может быть достигнуто упрощение процесса формования литьем.
[0037] Поскольку образуемый газ 4А представляет собой водяной пар или газообразный диоксид углерода, не возникает остаток (такой как смола), образованный из органического газа, производимого в случае, в котором со связующим материалом смешано органическое соединение. Поэтому проявляется преимущество в том, что не требуется стадия удаления остатка с литого изделия или литейного оборудования.
[0038] Термин «песчаная литейная форма» в описании используется в смысле, который предусматривает песчаный стержень.
[0039] Далее подробно описан состав песка, приготовляемого для песчаной литейной формы согласно изобретению.
[0040] ЧАСТИЦЫ НЕОРГАНИЧЕСКОГО СОЕДИНЕНИЯ
В качестве частиц неорганического соединения в изобретении используют частицы неорганического соединения, имеющего плохую растворимость в воде. Здесь термин «плохая растворимость в воде» определяется как растворимость в количестве 100 мг или менее при растворении в 1 л воды при температуре 25°С.
В случае, в котором используют частицы неорганического соединения, имеющего плохую растворимость в воде, частицы остаются нерастворенными, и их форма сохраняется, даже когда связующий материал содержит воду, и поэтому частицы неорганического соединения в достаточной мере диспергированы в связующем материале.
Степень растворения может быть отрегулирована до вышеуказанного численного диапазона выбором материала, составляющего частицы неорганического соединения.
[0041] Частицы неорганического соединения согласно изобретению представляют собой частицы, которые выделяют по меньшей мере один из водяного пара или газообразного диоксида углерода при нагревании расплавленным металлом. То есть, частицы неорганического соединения конфигурируют так, что они включают неорганическое соединение, который выделяет по меньшей мере один из водяного пара или газообразного диоксида углерода при нагревании расплавленным металлом.
Примеры неорганического соединения, используемого для частиц неорганического соединения, включают карбонат, гидроксид, и тому подобный, и конкретные примеры их включают следующее. Здесь описываемая ниже температура разложения обозначает диапазон температур, в котором выделяется водяной пар или газообразный диоксид углерода.
КАРБОНАТ
Карбонат кальция (температура разложения: от 775°С до 875°С)
Карбонат магния (температура разложения: от 300°С до 400°С)
ГИДРОКСИД
Гидроксид магния (температура разложения: от 350°С до 450°С)
Гидроксид алюминия (температура разложения: от 250°С до 350°С)
[0042] В случае, в котором применяют расплавленный металл, имеющий относительно высокую температуру при заливке, тепло при сравнительно высокой температуре также передается на частицы неорганического соединения, содержащиеся в песчаной литейной форме. Поэтому также предпочтительно применяется неорганическое соединение с относительно высокой температурой разложения.
Среди вышеописанных неорганических соединений предпочтителен гидроксид магния из тех соображений, что он имеет относительно низкую температуру разложения, так что водяной пар и/или газообразный диоксид углерода образуется в достаточной степени, даже когда используют расплавленный металл, имеющий относительно низкую температуру при заливке, такой как алюминий или алюминиевый сплав, и сообразно этому песчаная литейная форма легко удаляется с полученного литого изделия.
[0043] Поскольку гидроксид алюминия и карбонат магния выделяют водяной пар и/или газообразный диоксид углерода при низкой температуре, водяной пар и/или газообразный диоксид углерода также образуются во время формирования литейной формы в ходе сушки при нагревании, и между металлической литейной формой для изготовления литейной формы и литейной формой формируется газовый слой. Поэтому гидроксид алюминия и карбонат магния также содействуют улучшению условий высвобождения между металлической литейной формой и литейной формой.
[0044] Частицы неорганического соединения согласно изобретению предпочтительно содержат такое неорганическое соединение, как одно из перечисленных выше, в количестве 80% по массе или более. Содержание иного неорганического соединения, нежели неизбежные загрязняющие примеси, более предпочтительно является близким к 100% по массе, насколько это возможно.
В случае, в котором содержание является более высоким, чем вышеописанный нижний предел, водяной пар и/или газообразный диоксид углерода выделяются в достаточной степени.
[0045] Частицы неорганического соединения согласно изобретению предпочтительно имеют диаметр частиц, который позволяет полностью диспергировать их в связующем материале. Более конкретно, диаметр частиц предпочтительно является меньшим, чем размер используемого песка, более предпочтительно от 100 нм до 100 мкм, и еще более предпочтительно от 500 нм до 10 мкм.
В ситуации, в которой диаметр частиц является меньшим, чем вышеописанный верхний предел, частицы неорганического соединения могут быть в достаточной степени диспергированы в связующем материале. Между тем, в случае, когда диаметр частиц является бóльшим, чем вышеописанный нижний предел, может надлежащим образом контролироваться количество выделяемого водяного пара и/или газообразного диоксида углерода из частиц неорганического соединения, и песчаная литейная форма может быть эффективно измельчена.
[0046] Описанный выше диаметр частиц означает среднеобъемный диаметр частиц, и здесь представляет диаметр частиц, измеренный следующим методом.
В качестве прибора для измерения диаметра частиц используют лазерный дифракционный анализатор гранулометрического состава SALD 2100, торговая марка, производства фирмы Shimadzu Corporation. Условия измерения являются следующими. Готовят дисперсионную жидкость, в которую в качестве диспергатора добавляют 5% по массе гексаметафосфата натрия (производства фирмы Kishida Chemical Co., Ltd., первосортный). К дисперсионной жидкости добавляют частицы неорганического соединения, и смесь подвергают ультразвуковой обработке в течение 5 минут в ультразвуковой бане (частота колебаний: 38 кГц, 100 Вт), как принадлежности прибора. Размер частиц полученной дисперсии измеряют с использованием лазерного дифракционного анализатора гранулометрического состава SALD 2100 в условиях показателя преломления 1,70-0,20i.
[0047] Согласно изобретению, количество частиц неорганического соединения, добавляемых к песку, предпочтительно варьирует в диапазоне от 0,01% по массе до 10% по массе, и более предпочтительно от 0,1% по массе до 1% по массе.
В случае, в котором добавляемое количество является бóльшим, чем вышеописанный нижний предел, эффективно образуются водяной пар и/или газообразный диоксид углерода, и песчаная литейная форма может быть легче удалена с литого изделия. Между тем, в случае, когда добавляемое количество является меньшим, чем вышеописанный верхний предел, может эффективно проявляться действие связующего материала.
[0048] ПЕСОК
Песок согласно изобретению не является конкретно ограниченным, и может быть использован любой общеизвестный песок. Примеры его включают кварцевый песок, глиноземный песок, оливиновый песок, хромитовый песок, цирконовый песок, муллитовый песок, и тому подобные. В дополнение, может быть применен искусственный песок разнообразных типов (так называемый искусственный агрегат).
Из них является предпочтительным искусственный песок из тех соображений, что может быть легко получена достаточная прочность литейной формы, даже когда снижается добавленное количество связующего материала относительно песка, и что может быть легко достигнута высокая степень повторного использования песка.
[0049] Диаметр частиц песка согласно изобретению предпочтительно составляет от 10 мкм до 1 мм, предпочтительно от 50 мкм до 500 мкм.
В случае, в котором диаметр частиц является меньшим, чем вышеописанный верхний предел, получается превосходная текучесть, и улучшается характеристика набивки при изготовлении песчаной литейной формы. В случае, в котором диаметр частиц песка является бóльшим, чем вышеописанный нижний предел, в достаточной степени поддерживается воздухопроницаемость песчаной литейной формы.
[0050] Диаметр частиц песка может быть измерен методом, по существу подобным вышеописанному методу измерения диаметра частиц неорганического соединения.
[0051] Форма частиц песка в изобретении не является конкретно ограниченной, и может быть любой из круглой формы, скругленной прямоугольной формы, многоугольной формы, кристаллической формы, или тому подобной. Из них предпочтительна круглая форма из тех соображений, что получается превосходная текучесть, что улучшается характеристика набивки при изготовлении песчаной литейной формы, и что в достаточной степени поддерживается воздухопроницаемость песчаной литейной формы.
[0052] СВЯЗУЮЩИЙ МАТЕРИАЛ
По соображениям достаточного сохранения конфигурации песчаной литейной формы при комнатной температуре и в температурном диапазоне заливаемого расплавленного металла, связующий материал вводят в песок с целью придания песку способности к спеканию.
[0053] Связующий материал согласно изобретению не является конкретно ограниченным, и может быть использован любой общеизвестный связующий материал. Примеры его включают жидкое стекло, синтетическую смолу (такую как фенольная смола, фурановая смола, или уретановая смола), цемент (такой как портландцемент), бентонит, глину, крахмал, и тому подобные.
[0054] Среди них, с той точки зрения, чтобы при теплопередаче от расплавленного металла не выделялись запах и дым, предпочтительным является жидкое стекло.
Жидкое стекло предпочтительно представляет собой материал, имеющий молярное отношение (молекулярное соотношение SiO2⋅Na2O) от 1,2 до 3,8, и более предпочтительно материал, имеющий молярное отношение от 2,0 до 3,3. В случае, в котором жидкое стекло имеет большее молярное отношение, чем вышеописанный нижний предел, проявляется преимущество в том отношении, что может быть предотвращено изменение свойств жидкого стекла даже после долговременного хранения при низкой температуре. В случае, в котором жидкое стекло имеет более низкое молярное отношение, чем вышеописанный верхний предел, проявляется преимущество в том отношении, что легко регулируется вязкость связующего материала.
[0055] При изготовлении песчаной литейной формы с использованием песка для литейной формы согласно изобретению, предпочтительным является получение вспененной песчаной смеси с использованием водорастворимого связующего материала, смешиванием его с песком, частицами неорганического соединения, и тому подобными, и созданием пены перемешиванием его, и затем изготовлением песчаной литейной формы.
Здесь термин «водорастворимый» означает растворимый в воде при комнатной температуре (20°С), и более конкретно, означает, что раствор, полученный смешением с равным объемом воды, имеет однородный внешний вид под давлением в 1 атмосферу (0,1 МПа) при температуре 20°С.
[0056] Водорастворимый связующий материал предпочтительно представляет собой связующий материал со способностью к пенообразованию, с позиции эффективного формирования пены в песчаной смеси. Примеры водорастворимого связующего материала со способностью к пенообразованию включают анионное поверхностно-активное вещество, неионное поверхностно-активное вещество, амфотерное поверхностно-активное вещество, силикат натрия содовый, поливиниловый спирт или его производные, сапонин, крахмал или его производные, другие сахара, и тому подобные. Примеры других сахаров включают полисахариды, такие как целлюлоза и фруктоза, тетрасахариды, такие как акарбоза, трисахариды, такие как рафиноза и мальтотриоза, дисахариды, такие как мальтоза, лактоза и трегалоза, моносахариды, такие как глюкоза, фруктовый сахар, другие олигосахариды, и тому подобные.
[0057] Примеры анионного поверхностно-активного вещества включают натриевую соль жирной кислоты, моноалкилсульфат, линейный алкилбензолсульфонат натрия, лаурилсульфат натрия, простой эфирсульфат натрия, и тому подобные. Примеры неионного поверхностно-активного вещества включают полиоксиэтиленалкиловый простой эфир, сложный эфир сорбита и жирной кислоты, алкилполиглюкозид, и тому подобные. Примеры амфотерного поверхностно-активного вещества включают кокамидопропилбетаин, кокамидопропилгидроксисультаин, бетаин лаурилдиметиламиноуксусной кислоты, и тому подобные.
[0058] Связующий материал может быть использован по отдельности из вышеперечисленных материалов, или в комбинации двух или более сортов их. Однако предпочтительным является применение по меньшей мере одного, выбранного из группы, состоящей из жидкого стекла, синтетической смолы, цемента, бентонита, глины, и крахмала, в комбинации по меньшей мере с одним материалом, выбранным из водорастворимого связующего материала со способностью к пенообразованию.
[0059] Содержание связующего материала относительно песка согласно изобретению предпочтительно регулируют в зависимости от типов применяемых связующего материала и песка.
Например, содержание жидкого стекла относительно песка предпочтительно составляет от 0,01% по массе до 20% по массе, и более предпочтительно от 0,1% по массе до 10% по массе.
Содержание фенольной смолы относительно песка предпочтительно составляет от 4% по массе до 7% по массе; содержание фурановой смолы относительно песка предпочтительно составляет от 2% по массе до 3% по массе; содержание уретановой смолы относительно песка предпочтительно составляет от 2% по массе до 3% по массе; и содержание портландцемента относительно песка предпочтительно составляет от 6% по массе до 12% по массе.
[0060] Общее содержание каждого из анионного поверхностно-активного вещества, неионного поверхностно-активного вещества, и амфотерного поверхностно-активного вещества относительно песка предпочтительно составляет от 0,005% по массе до 0,1% по массе, и более предпочтительно от 0,01% по массе до 0,05% по массе.
Содержание силиката натрия содового относительно песка предпочтительно составляет от 0,1% по массе до 20,0% по массе, и более предпочтительно от 0,2% по массе до 5% по массе.
Совокупное содержание поливинилового спирта или его производных, сапонина, крахмала или его производных, и другого сахара (группа (А) связующих материалов) относительно песка предпочтительно составляет от 0,1% по массе до 20,0% по массе, и более предпочтительно от 0,2% по массе до 5% по массе.
[0061] ДРУГОЙ СОСТАВ
К песку для литейной формы согласно изобретению могут быть добавлены иные, нежели вышеуказанные композиции, общеизвестные составы, такие как катализатор, ускоритель окисления, или тому подобные.
[0062] СПОСОБ КОМПАУНДИРОВАНИЯ
Песок для литейной формы согласно изобретению изготавливают способом, в котором добавляют и смешивают вышеописанные разнообразные составы. Порядок добавления и способ компаундирования не являются конкретно ограниченными. Например, способ предпочтительно представляет собой способ, в котором добавку для песчаной литейной формы готовят заблаговременно смешением связующего материала и частиц неорганического соединения, и затем добавку для песчаной литейной формы смешивают с песком.
[0063] Ниже описывается добавка для песчаной литейной формы.
ДОБАВКА ДЛЯ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ
Добавка для песчаной литейной формы включает связующий материал и частицы неорганического соединения, имеющего плохую растворимость в воде и образующего по меньшей мере одно из водяного пара или газообразного диоксида углерода при нагревании расплавленным металлом.
Содержание частиц неорганического соединения относительно связующего материала предпочтительно регулируют так, чтобы содержание частиц неорганического соединения относительно песка находилось в пределах вышеописанного диапазона, когда содержание связующего материала относительно песка отрегулировано на величину в пределах вышеописанного диапазона.
[0064] В качестве диспергирующего устройства, применяемого при добавлении частиц неорганического соединения к связующему материалу и смешении с ним для диспергирования частиц, может быть использовано общеизвестное диспергирующее устройство без какого-то конкретного ограничения. Например, могут быть применены гомогенизатор, ультразвуковое диспергирующее устройство, шаровая мельница, или тому подобные.
[0065] В качестве компаундирующего устройства, используемого при введении в песок добавки для песчаной литейной формы, другого состава, и тому подобного, и смешения с ним для компаундирования может быть применено общеизвестное компаундирующее устройство без какого-либо конкретного ограничения. Например, могут быть использованы планетарный центробежный смеситель, смеситель интенсивного действия «АЙРИХ» (EIRICH), смеситель «Mix Muller» фирмы Sinto Simpson, или тому подобные.
[0066] При приготовлении песка для литейной формы согласно изобретению, добавку для песчаной литейной формы не обязательно нужно готовить заранее смешением связующего материала и частиц неорганического соединения. Например, песок для литейной формы согласно изобретению может быть приготовлен добавлением связующего материала к песку и промешиванием смеси, и затем дополнительным добавлением частиц неорганического соединения к полученной смеси и их компаундированием. В альтернативном варианте, песок для литейной формы согласно изобретению может быть приготовлен добавлением частиц неорганического соединения к песку и промешиванием смеси, и затем дополнительным добавлением связующего материала к полученной смеси и их компаундированием. В качестве смесительного устройства, используемого для этого процесса, также предпочтительно применяют вышеописанное компаундирующее устройство.
[0067] СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ
Изготовление песчаной литейной формы с использованием песка для литейной формы согласно изобретению может представлять собой изготовление с использованием формовочной машины, или может представлять собой верстачную формовку.
В качестве формовочной машины, которая может быть применена, может быть использована общеизвестная формовочная машина без какого-нибудь конкретного ограничения. Примеры ее включают встряхивающую формовочную машину, прессовую формовочную машину, встряхивающую прессовую формовочную машину, формовочную установку высокого давления, установку для пескодувно-прессовой формовки, формовочную машину со строчечной подачей песка, пескодувную формовочную машину, формовочную машину с плунжерной подачей, установку трехмерной формовки, и тому подобные.
[0068] По соображениям эффективности образования водяного пара и/или газообразного диоксида углерода во время изготовления литых изделий в результате добавления частиц неорганического соединения, предпочтительным является приготовление вспененной песчаной смеси, для которого смешивают и перемешивают водорастворимый связующий материал, песок, частицы неорганического соединения, и тому подобные, для получения пены, и затем изготавливают литейную форму нагнетанием вспененной песчаной смеси в нагретую полость для изготовления литейной формы в металлической литейной форме для изготовления литейной формы.
[0069] Более конкретно, предпочтительным является изготовление песчаной литейной формы способом изготовления, включающим следующие стадии от а) до d).
а) Стадия получения вспененной песчаной смеси, в которой формируют вспененную песчаную смесь, содержащую пену, перемешиванием песчаной смеси, включающей песок, водорастворимый связующий материал, частицы неорганического соединения и воду, для создания в ней пены.
b) Стадия набивки, в которой вспененной песчаной смесью заполняют полость для изготовления литейной формы в металлической литейной форме.
с) Стадия изготовления песчаной литейной формы, в которой изготавливают песчаную литейную форму испарением воды из заполняющей вспененной песчаной смеси для отверждения вспененной песчаной смеси.
(d) Стадия удаления, в которой удаляют изготовленную песчаную литейную форму из полости для изготовления литейной формы.
[0070] Во вспененной песчаной смеси, введенной и набитой в металлическую литейную форму, образующую границы полости для изготовления литейной формы и нагретую до высокой температуры, создаются условия для такого явления, как сосредоточение пены, которая была диспергирована во вспененной песчаной смеси при перемешивании, и водяного пара, образованного из воды во вспененной песчаной смеси в результате теплопередачи от нагретой металлической литейной формы, в центральной части песчаной литейной формы. В результате этого песчаная литейная форма имеет низкую плотность набивки песком, связующим материалом и частицами неорганического соединения (то есть, плотность содержащегося твердого вещества) в центральной части, тогда как песчаная литейная форма имеет высокую плотность набивки песком, связующим материалом и частицами неорганического соединения (плотность содержащегося твердого вещества) на поверхностной части.
Поскольку тепло расплавленного металла во время изготовления литого изделия наиболее эффективно передается к поверхности песчаной литейной формы, предпочтительно, чтобы частицы неорганического соединения находились главным образом в поверхностной части песчаной литейной формы. Поскольку плотность частиц неорганического соединения является высокой в поверхностной части песчаной литейной формы, изготовленной нагнетанием вспененной песчаной смеси в нагретую полость для изготовления литейной формы, вполне эффективно сокращается количество добавляемых частиц неорганического соединения.
[0071] Что касается песчаной литейной формы, то является ли плотность содержащегося твердого вещества в центральной части более низкой или нет, чем плотность содержащегося твердого вещества в поверхностной части, может быть определено визуальным обследованием степени набивки содержащимся твердым веществом (песком, связующим материалом и частицами неорганического соединения) по поперечному сечению центральной части и поверхности песчаной литейной формы.
[0072] В песчаной литейной форме относительное содержание водорастворимого связующего материала в расчете на объем в центральной части является более низким, чем относительное содержание водорастворимого связующего материала в расчете на объем в поверхностной части. В результате этого прочность литейной формы резко снижается вследствие простого ослабления степени спекания связующего материала в поверхностной части от тепла расплавленного металла во время литья, и поэтому дополнительно облегчается удаление песчаной литейной формы с литого изделия.
В отношении песчаной литейной формы, является ли относительное содержание водорастворимого связующего материала в расчете на объем в центральной части более низким или нет, чем относительное содержание водорастворимого связующего материала в расчете на объем в поверхностной части, может быть подтверждено отбором образцов из центральной части и поверхностной части песчаной литейной формы и анализом путем измерения тепловых потерь или измерением вымывания содержащейся щелочи.
[0073] Для улучшения характеристик набивки в отношении полости для изготовления литейной формы и для достижения вышеописанной плотности набивки предпочтительно вспенивать песчаную смесь, пока она не примет консистенцию взбитых сливок. Более конкретно, вязкость вспененной песчаной смеси (то есть, песка для литья в форме) предпочтительно составляет от 0,5 Па⋅сек до 10 Па⋅сек, и более предпочтительно от 1,0 Па⋅сек до 8 Па⋅сек.
Измерение вязкости вспененной песчаной смеси (то есть, песка для литья в форме) выполняют, как описано ниже.
МЕТОД ИЗМЕРЕНИЯ
Вспененную песчаную смесь загружают в цилиндрический контейнер, имеющий внутренний диаметр 42 мм, и отверстие с диаметром 6 мм в днище. Вспененную песчаную смесь выводят из отверстия под давлением, создаваемым собственным весом ее цилиндрической набивки, имеющей вес 1 кг и диаметр 40 мм. В это время измеряют длительность времени, пока набивка не переместится на 50 мм, и вязкость определяют по следующему уравнению.
Уравнение: μ=πD4Ppt/128L1L2S
μ: вязкость [Па⋅сек]
D: диаметр отверстия в днище [м]
Pp: давление набивки [Па]
t: длительность времени до перемещения набивки на 50 мм [сек]
L1: дистанция перемещения набивки (=50 мм)
L2: толщина отверстия в днище [м]
S: среднее значение площади днища цилиндрической набивки и площади поперечного сечения пустотелого участка (то есть, участка отверстия) внутри цилиндрического контейнера [м2]
[0074] Примеры способа набивки вспененной песчаной смеси в полость для изготовления литейной формы включают непосредственное создание давления вдавливанием поршня в цилиндр, заполнение подачей сжатого воздуха внутрь цилиндра, напорное заполнение с использованием шнека, или тому подобные, и заливку раствора. Из соображений скорости заполнения и стабильности заполнения с равномерным приложением давления к вспененной песчаной смеси, предпочтительны непосредственное вдавливание поршнем и заполнение подачей сжатого воздуха.
[0075] Испарение воды из вспененной песчаной смеси, набитой в полость для изготовления литейной формы, выполняют, например, теплом от нагретой металлической литейной формы, подачей потока нагретого воздуха в полость для изготовления литейной формы, или их комбинацией.
[0076] ИЗГОТОВЛЕНИЕ ЛИТОГО ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ
Песчаную литейную форму, в которой используют песок для литейной формы согласно изобретению, применяют для литья разнообразных металлов или сплавов. Примеры используемого для литья материала расплавленного металла включают следующие. Здесь описываемая ниже температура при заливке обозначает температуру, при которой материал расплавляется до степени, пригодной для заливки.
Алюминий или алюминиевый сплав (температура при заливке: от 670°С до 700°С)
Железо или сплав железа (температура при заливке: от 1300°С до 1400°С)
Бронза (температура при заливке: от 1100°С до 1250°С)
Латунь (температура при заливке: от 950°С до 1100°С)
[0077] Литье проводят заливкой расплавленного металла из вышеуказанного материала в полости в песчаной литейной форме и металлической литейной форме, и затем охлаждением их для удаления песчаной литейной формы.
В изобретении, поскольку для песчаной литейной формы используют песок для песчаной литейной формы согласно изобретению, песчаная литейная форма может быть легко удалена с литого изделия. Поэтому удаление песчаной литейной формы может быть выполнено с малыми затратами и с простым оборудованием, таким как создающим вибрацию или поток воздуха. Даже когда песчаная литейная форма не может быть полностью удалена только с использованием простого оборудования, такого как создающего вибрацию или поток воздуха, может быть снижена степень применения сложного способа удаления, такого как традиционно используемые измельчительная обработка, термическая обработка, пескоструйная обработка или вымывание. В результате могут быть достигнуты экономия энергии и снижение расходов на процесс формования литьем.
[0078] Как правило, удаляемость песчаной литейной формы проявляет тенденцию к ухудшению, когда температура заливаемого расплавленного металла низка. Например, в случае алюминиевого литья с использованием алюминия или алюминиевого сплава температура при заливке является относительно низкой, и поэтому проявляется склонность удаляемости к ухудшению. С другой стороны, в изобретении песчаная литейная форма может быть легко удалена с литого изделия, поскольку используется посок по настоящему изобретению, даже в случае литья алюминия или алюминиевого сплава.
[0079] Содержание Японской Патентной Заявки № 2012-253658 включено здесь ссылкой во всей своей полноте.
Все публикации, патентные заявки и технические стандарты, упомянутые в этом описании, включены здесь ссылкой в такой же мере, как если бы каждая индивидуальная публикация, патентная заявка или технический стандарт были конкретно и индивидуально указаны как включенные ссылкой.
ПРИМЕРЫ
[0080] Далее настоящее изобретение подробно описывается со ссылкой на Примеры, но настоящее изобретение не ограничивается этими примерами. Здесь «часть(-и)» представляет «часть(-и) по массе», если не оговорено иное.
[0081] ПРИМЕР 1
ПОЛУЧЕНИЕ ДОБАВКИ ДЛЯ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ
Смешали нижеуказанные композиции, и смесь подвергли обработке для диспергирования с использованием диспергирующего устройства (гомогенизатора T-25, торговая марка, производства фирмы IKA), с получением тем самым добавки 1 для песчаной литейной формы.
Связующий материал: 0,5 части
(жидкое стекло, молярное отношение: 2,0. производства фирмы Fuji Kagaku Corp. № 1)
Частицы неорганического соединения: 1,0 часть
(частицы гидроксида магния, чистота: 95% по массе, температура разложения: от 350°С до 450°С, степень растворимости в отношении 1 л воды: 12 мг, диаметр частиц: 3,5 мкм, производства фирмы Kishida Chemical Co., Ltd., гидроксид магния)
Водорастворимый связующий материал со способностью к пенообразованию (анионное поверхностно-активное вещество): 0,030 части
(натриевая соль простого эфирсульфата, производства фирмы ADEKA Corporation)
[0082] ИЗГОТОВЛЕНИЕ ПЕСКА ДЛЯ ЛИТЕЙНОЙ ФОРМЫ
Смешали следующие композиции, и смесь подвергли компаундированию и вспениванию с использованием компаундирующего устройства (типа 5DM-r, торговая марка, производства фирмы DALTON Co. Ltd.) до состояния взбитых сливок, с получением тем самым песка 1 для литейной формы. Вязкость песка была измерена вышеописанным методом, и найдена составляющей 2,3 Па⋅сек.
Песок (кварцевый песок, диаметр частиц: 200 мкм): 100 частей
Добавка 1 для песчаной литейной формы: 1,5 части
[0083] ИЗГОТОВЛЕНИЕ ПЕСЧАНОЙ ЛИТЕЙНОЙ ФОРМЫ
С использованием формовочной машины (LYTE-1, торговая марка, производства фирмы Sintokogyo Ltd.) и металлической литейной формы для стержневой литейной формы для заглушки (песчаной литейной формы), и настройкой условий формовочной машины на давление плунжерного нагнетания 3000 Н, скорости нагнетания 50 мм/сек, температуры металлической литейной формы 220°С, и продолжительности нагревания 60 сек, песок 1 для литейной формы нагнетали в металлическую литейную форму, и затем испаряли воду в песке для отверждения песка, с получением в результате этого песчаной литейной формы 1.
При обследовании полученной песчаной литейной формы в соответствии с вышеописанным методом, было найдено, что плотность содержащегося твердого вещества (песка, связующего материала, и частиц неорганического соединения) в центральной части является более низкой, чем плотность содержащегося твердого вещества в поверхностной части, и что относительное содержание водорастворимого связующего материала в расчете на объем в центральной части является более низкой, чем относительное содержание водорастворимого связующего материала в расчете на объем в поверхностной части.
[0084] ИЗГОТОВЛЕНИЕ ЛИТОГО ИЗДЕЛИЯ
Приготовили расплавленный металл из алюминиевого сплава (состав/AC4C (Японский промышленный стандарт JIS H 5202: 1999), температура при заливке: 680°С). Песчаную литейную форму разместили в металлической литейной форме в качестве стержневой литейной формы для заглушки, и расплавленный металл залили в металлическую литейную форму. Затем расплавленный металл затвердел при охлаждении. После охлаждения визуально обследовали песчаную литейную форму 1, и подтвердили образование трещин.
Для удаления песчаной литейной формы 1 с затвердевшего литого изделия использовали вибрационную установку (HM 0810, торговая марка, производства фирмы Makita Corporation), с получением тем самым заглушки, и вибрационную обработку проводили через литник в течение 30 секунд в условиях числа ударов 2900 раз/мин. Песчаная литейная форма 1 разрушилась при воздействии вибрации и была удалена с литого изделия. В результате визуального обследования поверхности литого изделия прилипший песок и тому подобный не был обнаружен, и было подтверждено достаточное удаление песчаной литейной формы.
[0085] ПРИМЕРЫ 2-4
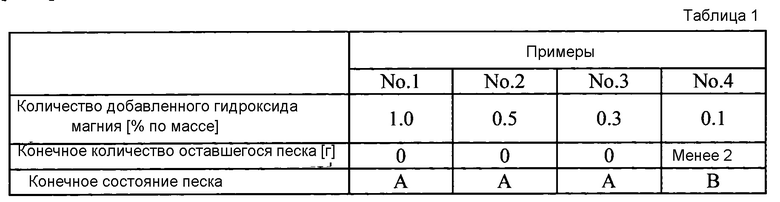
Каждую из песчаных литейных форм изготовили способом, по существу подобным описанному в Примере 1 способу, за исключением того, что количество добавляемых частиц неорганического соединения (частиц гидроксида магния) в составе добавки для песчаной литейной формы изменяли от 1 части до 0,5 части, 0,3 части, или 0,1 части, тем самым изменяя количество добавляемых частиц неорганического соединения относительно песка до значения, показанного в нижеследующей Таблице 1, и изготовили и оценили литые изделия.
[0086] ОЦЕНКА
В отношении Примеров 1-4, измеряли остаточное количество песка, оставшегося на литом изделии или прилипшего к нему. Здесь исходная масса песчаной литейной формы составляла 65 г.
[0087] Конечное состояние песка внутри и на поверхности литого изделия оценивали в соответствии со следующими критериями оценки.
С: песок оставался внутри литого изделия и налипал на поверхность литого изделия
В: песок слегка налипал на поверхность литого изделия
А: песок не оставался
Результаты оценки показаны в нижеследующей Таблице 1.
[0088] Таблица 1
[0089] ПРИМЕРЫ 5-7
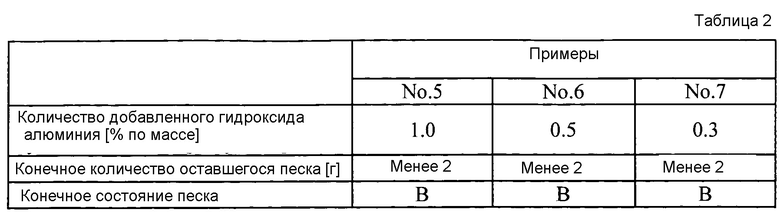
Каждую из песчаных литейных форм изготовили способом, по существу подобным описанному в Примерах 1-3 способу, за исключением того, что частицы неорганического соединения, использованные для приготовления добавки для песчаной литейной формы, изменили от частиц гидроксида магния на частицы гидроксида алюминия (чистота: 99% по массе, температура разложения: от 250°С до 350°С, степень растворимости в отношении 1 л воды: 1 мг, диаметр частиц: 50 мкм, производства фирмы Kishida Chemical Co., Ltd., гидроксид алюминия), и изготовили и оценили литые изделия. Результаты оценки показаны в нижеследующей Таблице 2.
[0090] Таблица 2
[0091] СРАВНИТЕЛЬНЫЙ ПРИМЕР 1
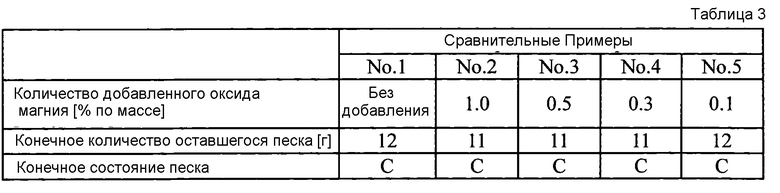
Песчаную литейную форму изготовили способом, по существу подобным описанному в Примере 1 способу, за исключением того, что при приготовлении добавки для песчаной литейной формы не добавляли частицы неорганического соединения, и изготовили и оценили литые изделия. Результаты оценки показаны в нижеследующей Таблице 3.
[0092] СРАВНИТЕЛЬНЫЕ ПРИМЕРЫ 2-5
Каждую из песчаных литейных форм изготовили способом, по существу подобным описанному в Примерах 1-4 способу, за исключением того, что частицы неорганического соединения, использованные для приготовления добавки для песчаной литейной формы, изменили от частиц гидроксида магния на частицы оксида магния (чистота: 90% по массе, степень растворимости в отношении 1 л воды: 86 мг, диаметр частиц: 3,5 мкм, производства фирмы Kishida Chemical Co., Ltd., оксид магния), который не образует газ при нагревании расплавленным металлом, и изготовили и оценили литые изделия. Результаты оценки показаны в нижеследующей Таблице 3.
[0093] Таблица 3
РАЗЪЯСНЕНИЕ ОБОЗНАЧЕНИЙ НА ФИГУРАХ
[0094]
1 Песок
2 Связующий материал
3 Частица неорганического соединения
4А Газ
4В Газовый слой
6 Трещина
7А Полость
7В Литое изделие
Изобретение относится к литейному производству, а именно к вспененной песчаной смеси, используемой для изготовления литейных песчаных стержней и литейных песчаных форм для литья алюминия или алюминиевых сплавов. Смесь содержит песок, водорастворимый связующий материал, частицы неорганического соединения и образованную при перемешивании указанных компонентов с водой пену. Частицы неорганического соединения выполнены с возможностью выделения при нагреве расплавленным металлом по меньшей мере одного из водяного пара или газообразного диоксида углерода. Растворимость частиц неорганического соединения в воде составляет 100 мг или менее в 1 л воды при 25°С, а вязкость смеси составляет от 0,5 до 10 Па⋅с. Использование вспененной песчаной смеси позволит упростить удаление изготовленных из нее литейных форм и стержней с поверхности литого изделия. 5 н. и 18 з.п. ф-лы, 4 ил., 3 табл., 7 пр.
1. Вспененная песчаная смесь, пригодная для изготовления песчаного литейного стержня или песчаной литейной формы, содержащая песок, водорастворимый связующий материал, частицы неорганического соединения и образованную при перемешивании указанных материалов с водой пену, при этом частицы неорганического соединения выполнены с возможностью выделения при нагреве расплавленным металлом по меньшей мере одного из водяного пара или газообразного диоксида углерода, их растворимость в воде составляет 100 мг или менее в 1 л воды при 25°С, а вязкость смеси составляет от 0,5 Па⋅сек до 10 Па⋅сек.
2. Смесь по п. 1, в которой частицы неорганического соединения содержат по меньшей мере одно соединение, выбранное из группы, состоящей из карбоната и гидроксида.
3. Смесь по п. 1, которая в качестве водорастворимого связующего материала содержит по меньшей мере один материал, выбранный из группы, состоящей из анионного поверхностно-активного вещества, неионного поверхностно-активного вещества и амфотерного поверхностно-активного вещества.
4. Смесь по п. 3, в которой общее количество анионного поверхностно-активного вещества, неионного поверхностно-активного вещества и амфотерного поверхностно-активного вещества составляет от 0,005 до 0,1% по массе относительно песка.
5. Смесь по п. 1, которая в качестве водорастворимого связующего материала содержит водорастворимый силикат натрия.
6. Смесь по п. 5, в которой количество водорастворимого силиката натрия составляет от 0,1 до 20,0% по массе относительно песка.
7. Смесь по п. 1, которая в качестве водорастворимого связующего материала содержит по меньшей мере один материал, выбранный из группы, состоящей из поливинилового спирта и его производных, сапонина, крахмала и его производных.
8. Смесь по п. 7, в которой общее количество водорастворимого связующего материала составляет от 0,1 до 20,0% по массе относительно песка.
9. Смесь по любому из пп. 1-8, которая предназначена для изготовления песчаного литейного стержня или песчаной литейной формы для литья алюминия или алюминиевого сплава.
10. Способ изготовления песчаного литейного стержня, включающий
приготовление вспененной песчаной смеси по любому из пп. 1-9 путем перемешивания песчаной смеси, содержащей песок, водорастворимый связующий материал и частицы неорганического соединения, с водой для создания пены,
набивку вспененной песчаной смесью полости в металлической литейной форме,
изготовление песчаного литейного стержня путем испарения воды из вспененной песчаной смеси и ее отверждения с последующим удалением песчаного литейного стержня из полости металлической литейной формы.
11. Способ по п. 10, в котором набивку вспененной песчаной смесью полости в металлической литейной форме осуществляют непосредственным созданием давления путем вдавливания поршня в цилиндр.
12. Способ по п. 10, в котором набивку вспененной песчаной смесью полости в металлической литейной форме осуществляют путем подачи сжатого воздуха внутрь цилиндра.
13. Способ по любому из пп. 10-12, в котором испарение воды из вспененной песчаной смеси осуществляют за счет тепла от нагретой металлической литейной формы.
14. Способ по любому из пп. 10-12, в котором испарение воды из вспененной песчаной смеси осуществляют путем подачи потока нагретого воздуха в полость металлической литейной формы.
15. Способ по любому из пп. 10-12, в котором испарение воды из вспененной песчаной смеси осуществляют за счет тепла от нагретой металлической литейной формы и подачи потока нагретого воздуха в полость металлической литейной формы.
16. Песчаный литейный стержень для литья металла, изготовленный способом по любому из пп. 10-12, в котором плотность материала центральной части меньше плотности материала его поверхностной части.
17. Песчаный литейный стержень для литья металла, изготовленный способом по любому из пп. 10-12, в котором содержание водорастворимого связующего материала в расчете на объем в его центральной части меньше содержания водорастворимого связующего материала в расчете на объем в его поверхностной части.
18. Способ изготовления песчаной литейной формы, включающий
приготовление вспененной песчаной смеси по любому из пп. 1-9 путем перемешивания песчаной смеси, содержащей песок, водорастворимый связующий материал и частицы неорганического соединения, с водой для создания пены,
набивку вспененной песчаной смесью полости в металлической литейной форме,
изготовление песчаной литейной формы путем испарения воды из вспененной песчаной смеси и ее отверждения с последующим удалением песчаной литейной формы из полости металлической литейной формы.
19. Способ по п. 18, в котором набивку вспененной песчаной смесью полости в металлической литейной форме осуществляют непосредственным созданием давления путем вдавливания поршня в цилиндр.
20. Способ по п. 18, в котором набивку вспененной песчаной смесью полости в металлической литейной форме осуществляют путем подачи сжатого воздуха внутрь цилиндра.
21. Способ по любому из пп. 18-20, в котором испарение воды из вспененной песчаной смеси осуществляют за счет тепла от нагретой металлической литейной формы.
22. Способ по любому из пп. 18-20, в котором испарение воды из вспененной песчаной смеси осуществляют путем подачи потока нагретого воздуха в полость металлической литейной формы.
23. Способ по любому из пп. 18-20, в котором испарение воды из вспененной песчаной смеси осуществляют за счет тепла от нагретой металлической литейной формы и подачи потока нагретого воздуха в полость металлической литейной формы.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| ЖИДКАЯ САМОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2004 |
|
RU2262409C1 |
| СПОСОБ ФОРМОВАНИЯ ПРЕСС-ФОРМЫ | 2003 |
|
RU2307721C2 |
| Жидкая самотвердеющая смесь для изготовления литейных форм и стержней | 1979 |
|
SU772674A1 |
| Жидкоподвижная смесь для изготовления литейных форм и стержней | 1991 |
|
SU1836174A3 |

