Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются рифли.
Известно устройство для формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки (патент РФ №2655555, кл. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), содержащее нижнюю плиту, матрицу вытяжки на рабочей поверхности которой имеются спиральные клиновые выступы, съемник, пружины съемника, крепежные винты, матрицедержатель, пуансон, упорный подшипник, пуансонодержатель, верхнюю плиту, хвостовик, в котором формоизменение оболочки проводят за две последовательные операции вытяжки. На каждой операции цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, протягивают с локальным утонением через матрицу со спиральными клиновыми выступами на рабочей поверхности, имеющими угол подъема спирали не более 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и локальным утонением стенки цилиндрической оболочки в местах контакта со спиральными клиновыми выступами матрицы, при этом на первой и второй операциях вытяжки используют матрицы со спиральными клиновыми выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки с рифлями ромбовидной формы на наружной поверхности напровал.
Недостатком устройства является возможность получения сетки рифлей только ромбовидной формы. В устройстве нельзя получить сетку рифлей произвольной формы. Необходимо производить две операции для получения сетки рифлей.
Известно также устройство изготовления сетки рифлей на внутренней поверхности оболочки (патент РФ №2586173, кл. B21K 21/16; B21J 13/00; B21D 17/02; В21D 37/00; В21С 37/20, опубл. 10.06.2016, бюл. №16), принятое за прототип, включающее полую рабочую оправку, выполненную с продольным разрезом, контейнер, выталкиватели, съемник, основание для базирования рабочей оправки в контейнере, винт, инструментальный стержень. Цилиндрическую оболочку пометают в контейнер, включают пресс, и инструментальный стержень с рабочей оправкой свободно входят в полость заготовки оболочки. При этом основание базируется в полости выталкивателя. В свою очередь, расположенная на основании рабочая оправка ориентируется в полости заготовки с зазором z. Далее инструментальный стержень входит в соприкосновение с рабочей оправкой конусной заходной частью и производит упругую раздачу полой рабочей оправки. При раздаче осуществляется внедрение рифленых выступов полой рабочей оправки в поверхность цилиндрической оболочки. При обратном ходе инструментальный стержень выходит из полой рабочей оправки, которая восстанавливает свою первоначальную форму и выходит из контакта с цилиндрической оболочкой, которая затем удаляется.
Недостатком устройства является возможность получения рифлей только на внутренней поверхности цилиндрической оболочки.
Задачей изобретения является расширение технологических возможностей, за счет возможности нанесения рифлей любой формы на наружной поверхности цилиндрической оболочки.
Для решения поставленной задачи предлагается устройство для получения рифлей на наружной поверхности цилиндрической оболочки, содержащее нижнюю плиту с установленной на ней полой рабочей оправкой с продольным разрезом, выталкиватели, при этом дополнительно введены пуансон, матрица, верхняя плита, толкатели, крышка, стойки, причем на нижней плите закреплена крышка, установлены выталкиватели, толкатели и пуансон, на полой рабочей оправке нанесены на внутренней поверхности выступы и она выполнена с фланцем, контактирующим с крышкой, на верхней плите закреплены стойки, длина которых не менее высоты рабочей части пуансона, на стойках закреплена матрица для обжима.
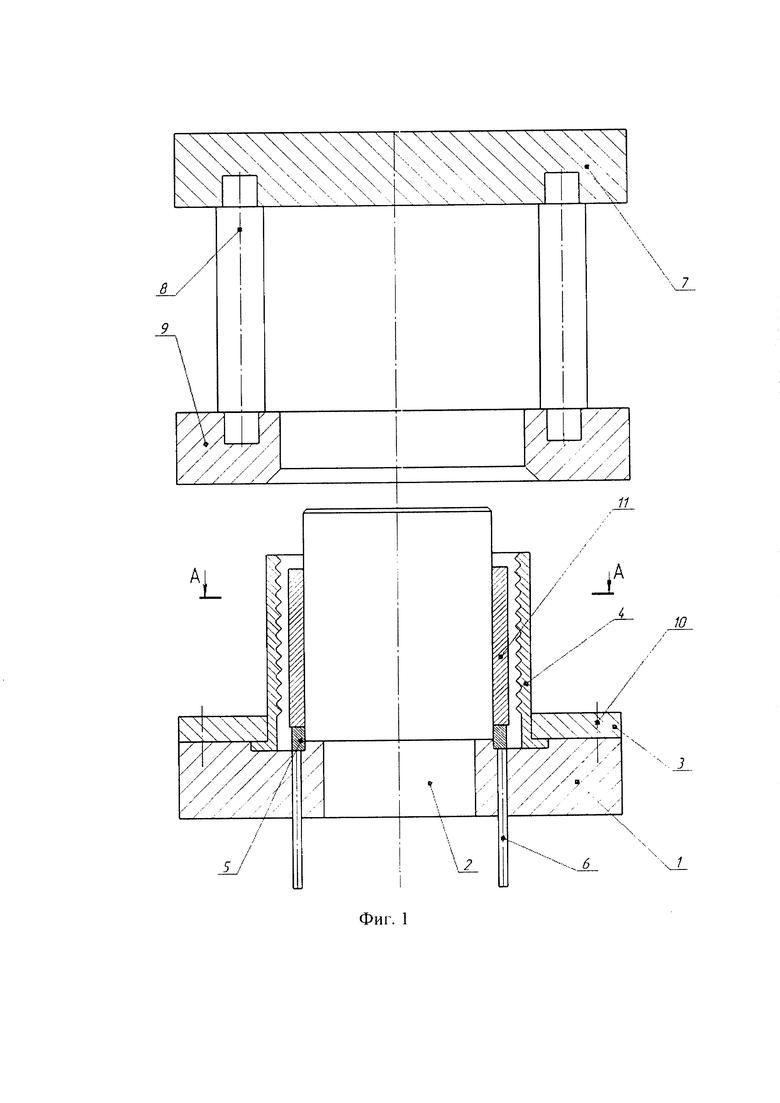
На фиг. 1 показано устройство перед началом операции формообразования рифлей на наружной поверхности.
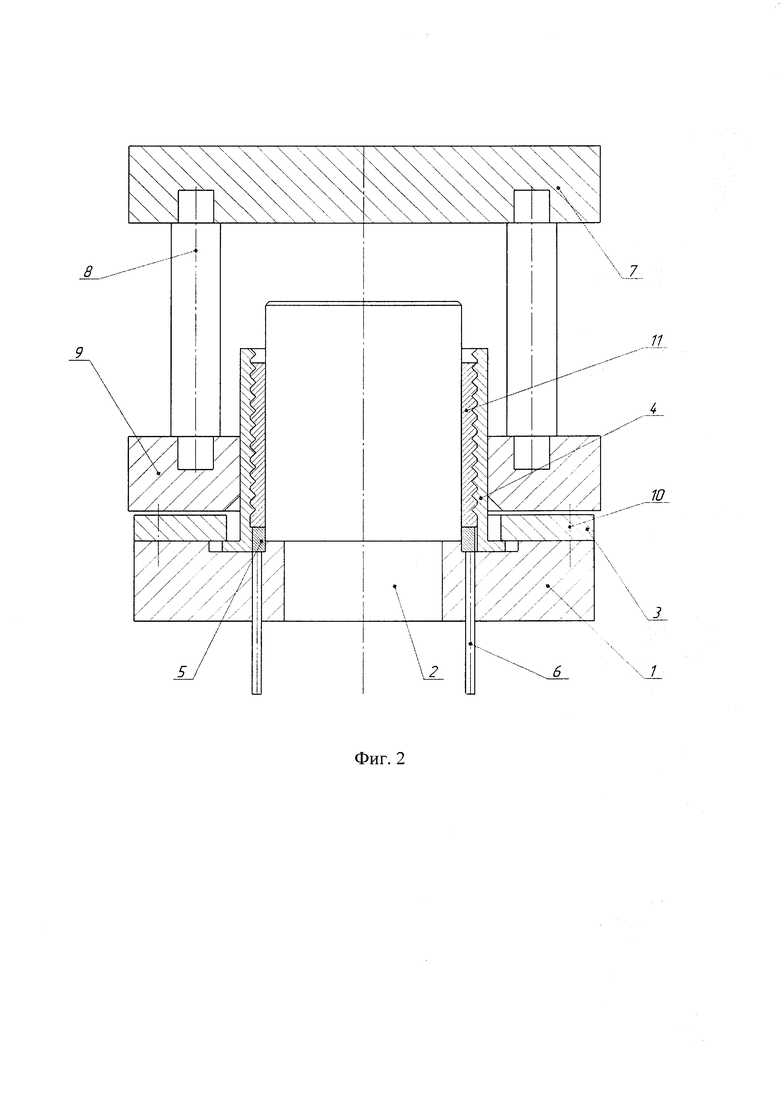
На фиг. 2 показано устройство после окончания рабочего хода.
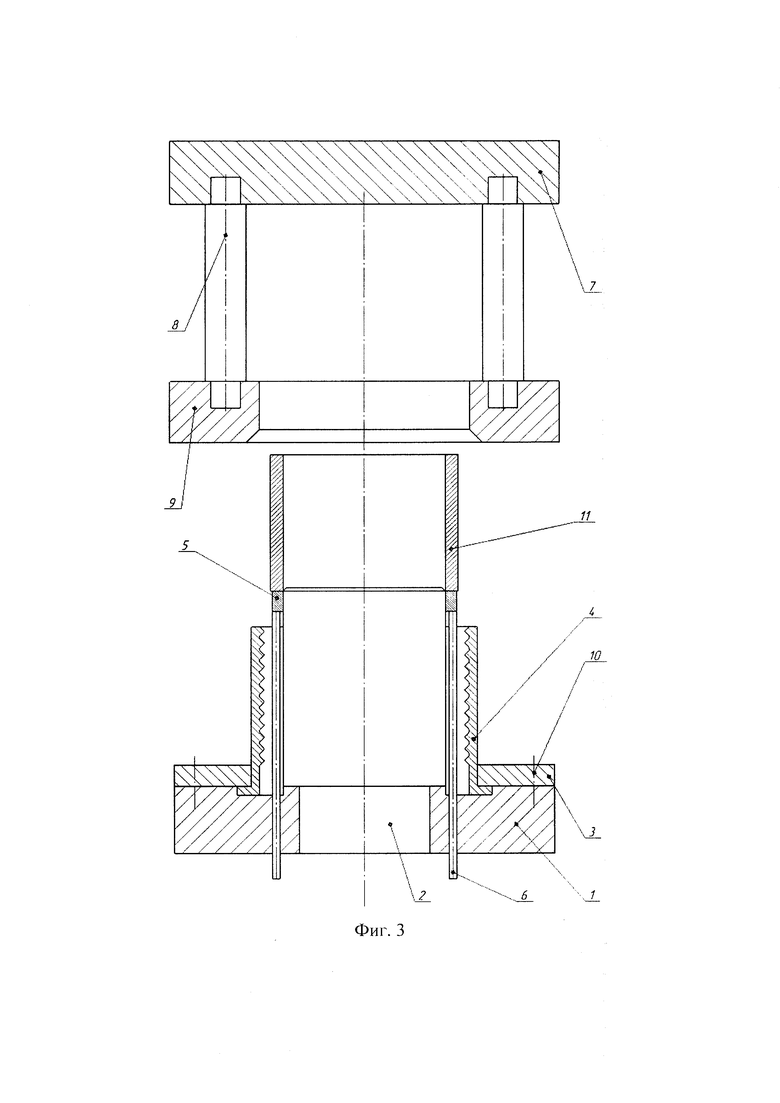
На фиг. 3 показано устройство после формоизменяющей операции.
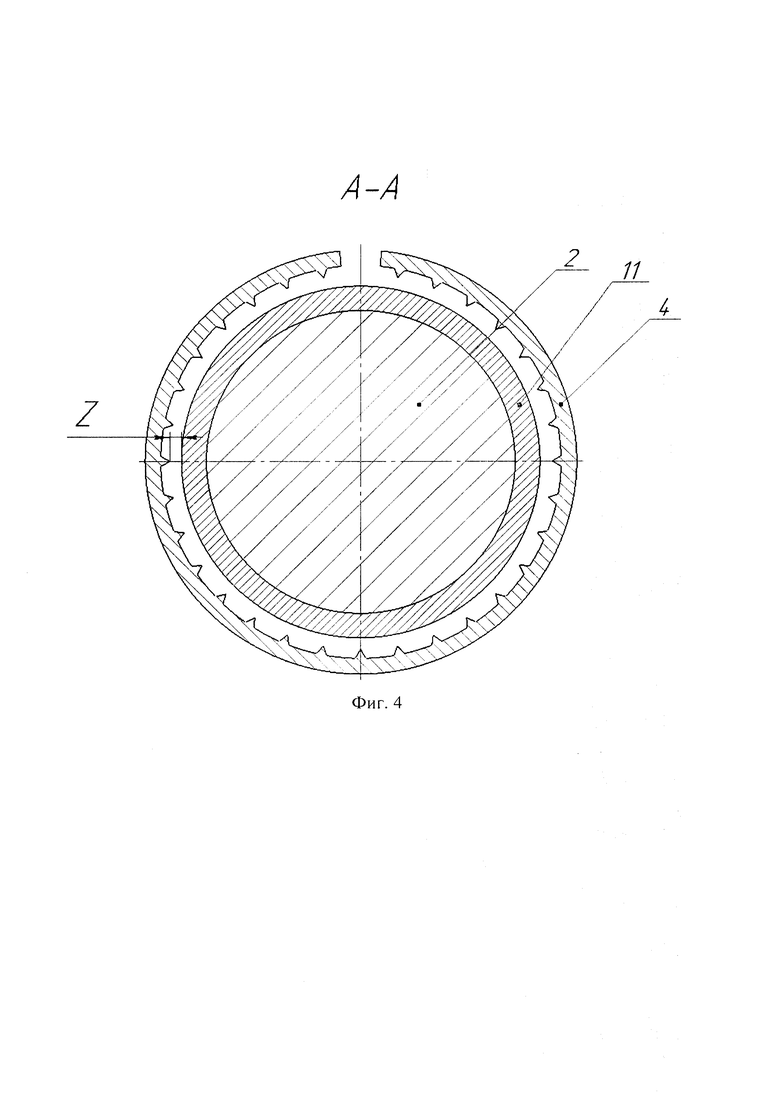
На фиг. 4 приведено в разрезе относительное положение цилиндрической оболочки и полая рабочей оправки до начала формообразования рифлей.
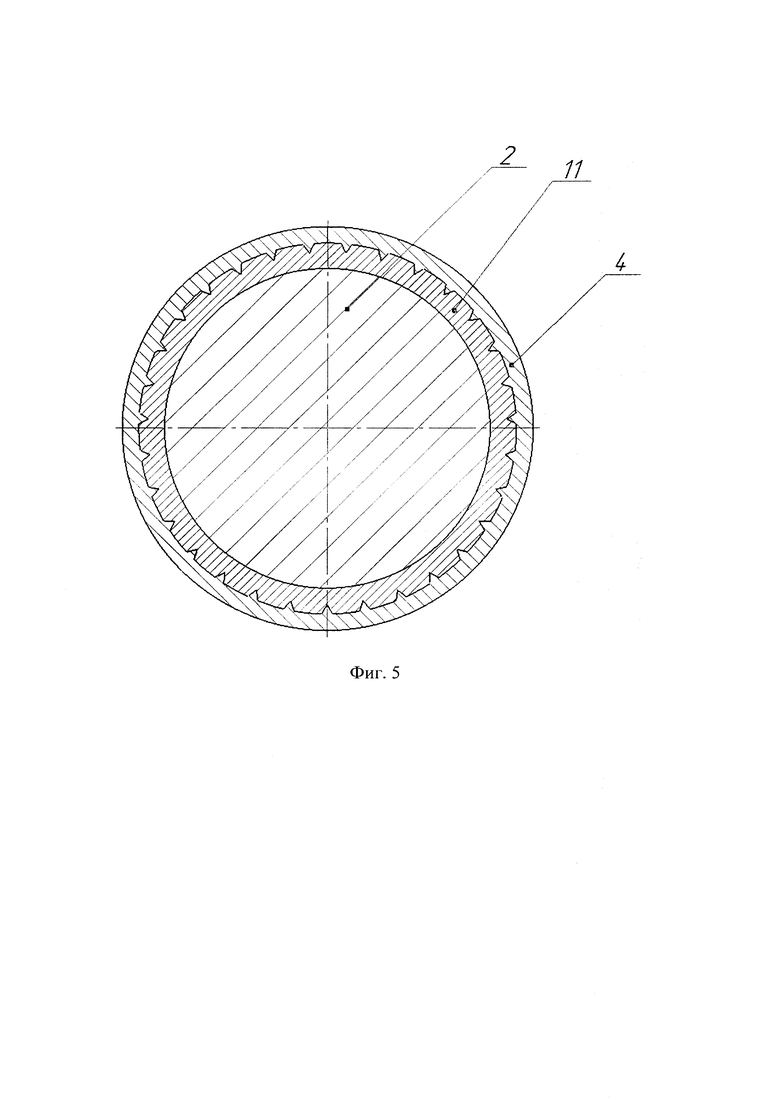
На фиг. 5 приведено в разрезе относительное положение цилиндрической оболочки и полой рабочей оправки в момент формообразования рифлей.
Устройство (фиг. 1) содержит: нижнюю плиту 1, на которой крепежными винтами 10 закреплена крышка 3, удерживающая полую рабочую оправку 4 с продольным разрезом и нанесенными на внутренней поверхности выступами. На нижней плите 1 установлены толкатели 6 с выталкивателем 5 и пуансон 2, на котором базируется цилиндрическая оболочка 11. На верхней плите 7 на стойках 8 установлена матрица 9 для обжима полой рабочий оправки 4.
Устройство работает следующим образом.
При сборке нижней части устройства проверяют крепление полой рабочей оправки 4. Ее фланец должен располагаться между нижней плитой 1 и крышкой 3, закрепленной к нижней плите 1 крепежными винтами 10. При этом фланцевый участок не должен быть жестко защемлен и имел возможность перемещаться в радиальном направлении. При сборке верхней части устройства на верхней плите 7 установлены стойки 8 и матрица 9. Длина стоек 8 должна быть не менее высоты рабочей части пуансона 2. Верхнюю часть устройства закрепляют на ползуне пресса, а нижнюю часть на столе пресса (не показаны). При закреплении производят ориентацию верхней части устройства относительно нижней части с обеспечением соосности рабочего инструмента: матрицы 9, пуансона 2 и полой рабочей оправки 4. Цилиндрическую оболочку 11 устанавливают на пуансон 2 до контакта с выталкивателем 5 (фиг. 1, фиг. 4). Между поверхностью цилиндрической оболочки 11 и полой рабочей оправкой 4 имеется зазор Z. Включают пресс и при рабочем ходе верхняя плита 7 и матрица 9 входят в контакт с полой рабочей оправкой 4, совершая ее упругий обжим (фиг. 5). Происходит формирование рифлей на наружной поверхности цилиндрической оболочки 11 в результате воздействия на нее полой рабочей оправки 4.
Благодаря наличию зазора между крышкой 3 и фланцевым участком полой рабочей оправки 4 происходит радиальное перемещение полой рабочей оправки 4 и обеспечивается ее контакт с цилиндрической оболочкой 11 по всей высоте за один рабочий ход.
При обратном ходе (фиг. 3) матрица 9 с верхней плитой 7 выходит из контакта с полой рабочей оправкой 4, которая упруго раздастся до первоначального положения. Для предотвращения перемещения полой рабочей оправки 4 вместе с матрицей 9 в полой рабочей оправке 4 выполнен фланец, контактирующий с крышкой 3. Благодаря этому ограничивается перемещение полой рабочей оправки 4 в осевом направлении, но имеется возможность перемещения в радиальном направлении. После срабатывания толкателей 6, воздействующих на выталкиватель 5, цилиндрическая оболочка 11 поднимается над пуансоном 2 и удаляется из устройства. Затем в устройство устанавливают новую цилиндрическую оболочку и повторяют процесс.
Преимуществом устройства является возможность получения рифлей любой формы на наружной поверхности цилиндрической оболочки по всему ее периметру без возникновения потери устойчивости цилиндрической оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2022 |
|
RU2786562C1 |
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| Устройство для получения сетки рифлей на внутренней поверхности оболочки | 2022 |
|
RU2789639C1 |
| Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715512C1 |
| Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2796090C1 |
| Способ получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2755137C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются рифли. Устройство для получения рифлей на наружной поверхности цилиндрической оболочки содержит нижнюю плиту, выталкиватели, полую рабочую оправку с продольным разрезом. При этом верхняя часть устройства имеет верхнюю плиту, на которой закреплены стойки, длина которых не менее высоты рабочей части пуансона, с установленной на них матрицей. На нижней плите установлен пуансон, толкатели, крышка, полая рабочая оправка с фланцем, на внутренней поверхности которой нанесены выступы для нанесения рифлей требуемой формы. Устройство позволяет получить рифли любой формы на наружной поверхности цилиндрической оболочки по всему ее периметру без потери устойчивости цилиндрической оболочки. Технический результат заключается в расширении технологических возможностей за счет возможности нанесения рифлей любой формы на наружной поверхности цилиндрической оболочки. 5 ил. 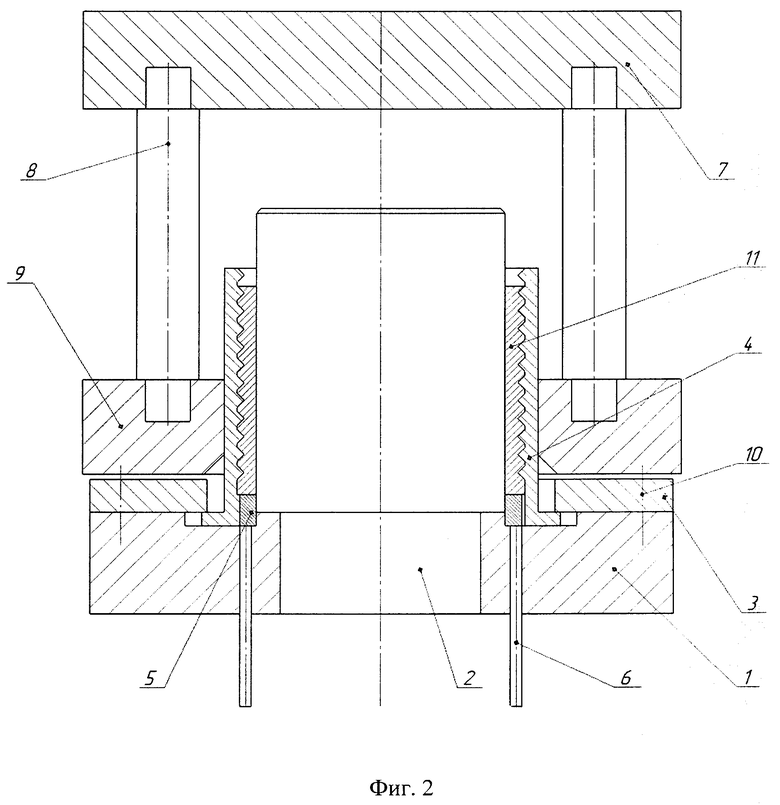
Устройство для получения рифлей на наружной поверхности цилиндрической оболочки, содержащее нижнюю плиту с установленной на ней полой рабочей оправкой с продольным разрезом, выталкиватели, отличающееся тем, что дополнительно введены пуансон, матрица, верхняя плита, толкатели, крышка, стойки, причем на нижней плите закреплена крышка, установлены выталкиватели, толкатели и пуансон, на полой рабочей оправке нанесены на внутренней поверхности выступы и она выполнена с фланцем, контактирующим с крышкой, на верхней плите закреплены стойки, длина которых не менее высоты рабочей части пуансона, на стойках закреплена матрица для обжима.
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| JP 60009540 A, 18.01.1985 | |||
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| CN 104785628 A, 22.07.2015. | |||

