Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются рифли.
Известно устройство для формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки (патент РФ №2655555, МПК8. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), содержащее нижнюю плиту, матрицу вытяжки на рабочей поверхности которой имеются спиральные клиновые выступы, съемник, пружины съемника, крепежные винты, матрицедержатель, пуансон, упорный подшипник, пуансонодержатель, верхнюю плиту, хвостовик, в котором формоизменение оболочки проводят за две последовательные операции вытяжки. На каждой операции цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, протягивают с локальным утонением через матрицу со спиральными клиновыми выступами на рабочей поверхности, имеющими угол подъема спирали не более 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и локальным утонением стенки цилиндрической оболочки в местах контакта со спиральными клиновыми выступами матрицы, при этом на первой и второй операциях вытяжки используют матрицы со спиральными клиновыми выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки с рифлями ромбовидной формы на наружной поверхности на провал.
Недостатком устройства является возможность получения сетки рифлей только ромбовидной формы. В устройстве нельзя получить сетку рифлей произвольной формы. Необходимо производить две операции для получения сетки рифлей.
Известно также устройство для получения рифлей на наружной поверхности цилиндрической оболочки (патент РФ №2762688, МПК8. B21K 21/00; B21J 5/12; В21С 37/20; B21D 17/02, опубл. 22.12.2021, бюл. №36), принятое за прототип, содержащее нижнюю плиту, выталкиватели, упругую рабочую оправку с продольным разрезом, при этом верхняя часть устройства имеет верхнюю плиту, на которой закреплены стойки, длина которых не менее высоты рабочей части пуансона, с установленной на них матрицей, на нижней плите установлен пуансон, толкатели, крышка, полая упругая рабочая оправка с фланцем, на внутренней поверхности которой нанесены выступы для нанесения рифлей требуемой формы.
Недостатком устройства является тот, что для получения рифлей требуемой глубины по всему периметру на наружной поверхности цилиндрической оболочки с помощью полой упругой рабочей оправки ее продольный разрез должен быть таким, чтобы при обжиме полой упругой рабочей оправки с помощью матрицы происходило полное смыкание полой упругой рабочей оправки по продольному разрезу в момент формирования рифлей требуемой глубины.
Задачей изобретения является повышение точности получения рифлей по размерам и форме за счет использования полой упругой рабочей оправки с продольным разрезом при обжиме которой матрицей, происходит полное смыкание полой упругой рабочей оправки по продольному разрезу и формирование рифлей заданной глубины и формы.
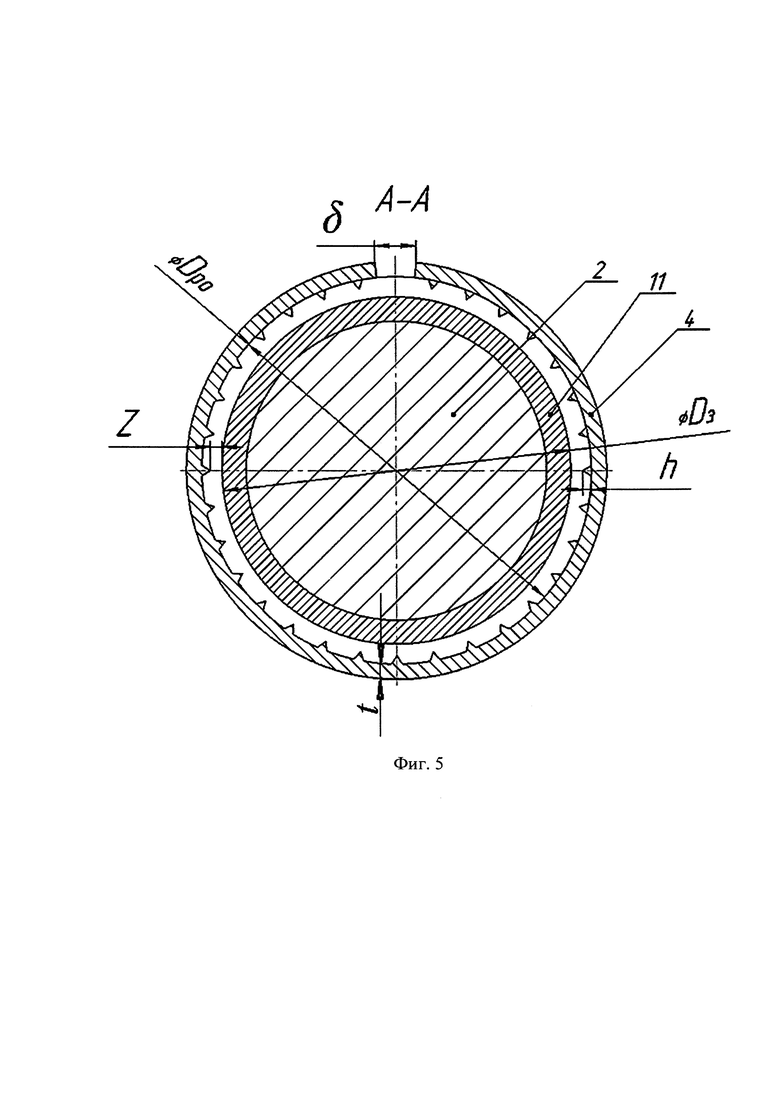
Для решения поставленной задачи предлагается устройство для получения рифлей на наружной поверхности цилиндрической оболочки, содержащее верхнюю плиту с закрепленными стойками, длина которых не менее высоты рабочей части пуансона, с установленной на стойках матрицей для обжима, нижнюю плиту, на которой закреплены пуансон, толкатели, полая упругая рабочая оправка с продольным разрезом и фланцем, на внутренней поверхности которой выполнены выступы высотой h требуемой формы и размерами, крышка, выталкиватель, при этом полая упругая рабочая оправка выполнена с толщиной стенки t=(2÷4)h, внутренняя полость диаметром Dpo=Dз+2(Z+h), где Dз - наружный диаметр цилиндрической оболочки, Z - зазор между вершиной выступа полой упругой рабочей оправки и цилиндрической оболочки, с шириной продольного разреза δ=2π(Z+h), а в матрице выполнено рабочее отверстие для обжима полой упругой рабочей оправки диаметром Dм=Dз+2t с диаметром заходной части не менее Dpo.
На фиг. 1 показана верхняя часть устройства перед началом операции формообразования рифлей на наружной поверхности.
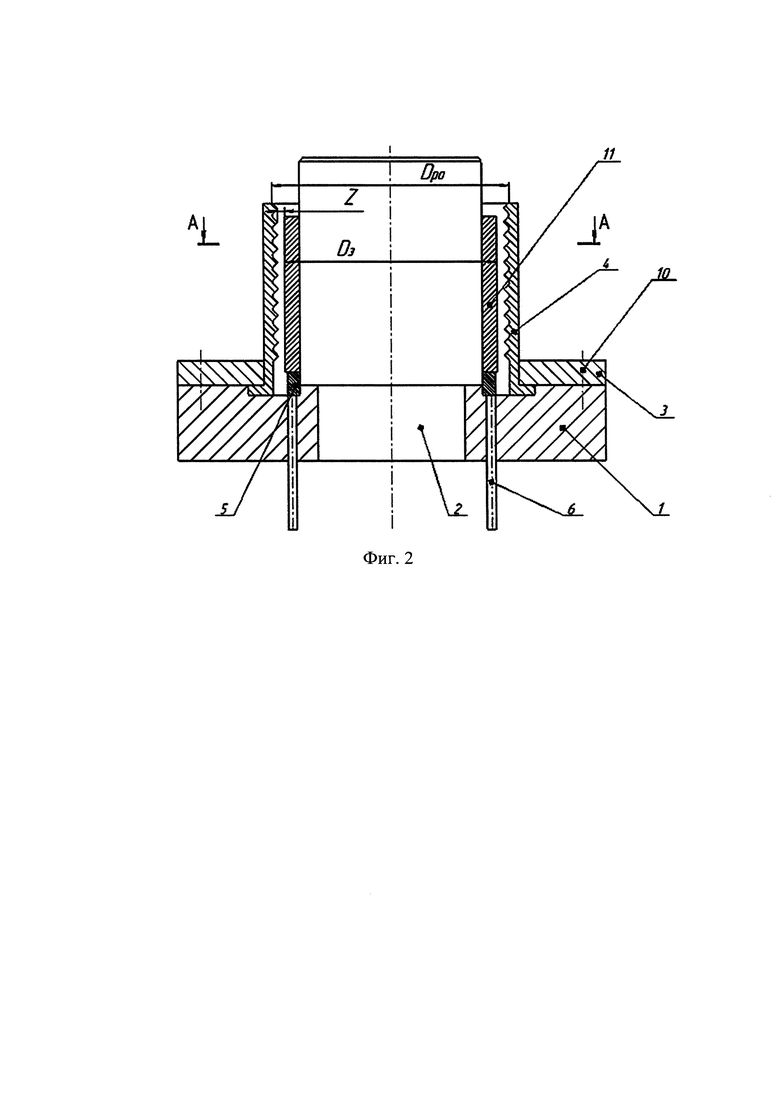
На фиг. 2 нижняя часть устройства перед началом операции.
На фиг. 3 показано устройство после окончания рабочего хода и формирования рифлей на наружной поверхности.
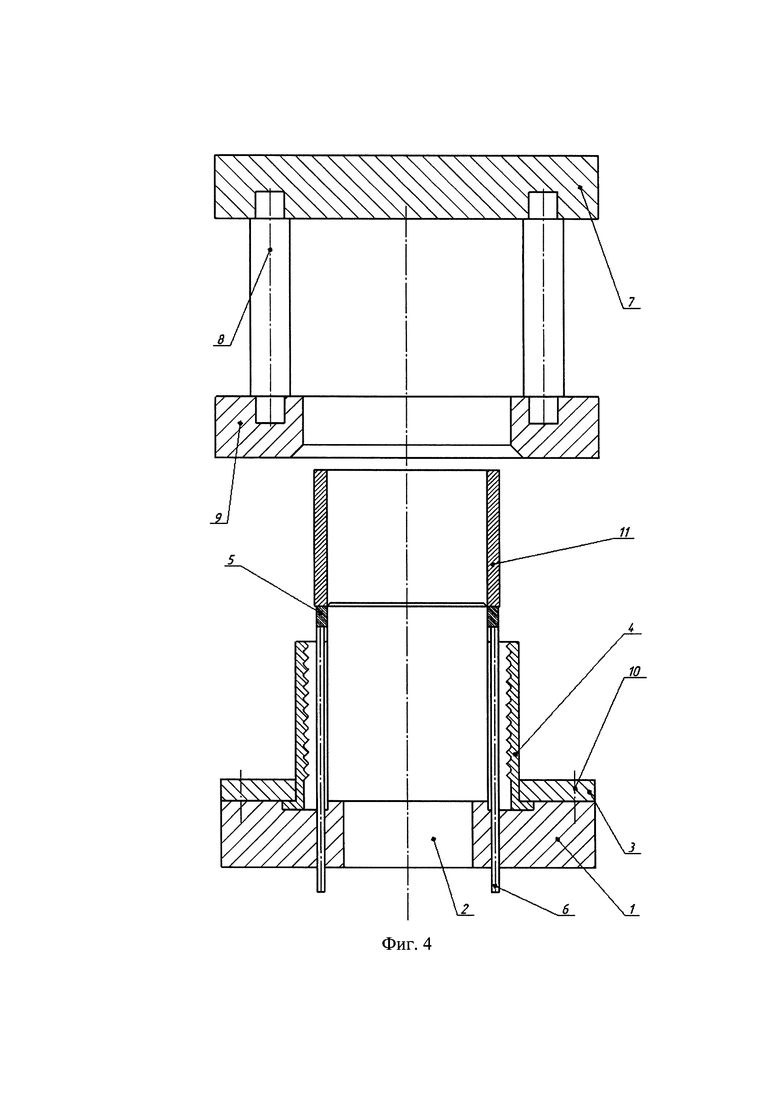
На фиг. 4 показано устройство в момент удаления готовой цилиндрической детали.
На фиг. 5 приведено в разрезе относительное положение цилиндрической оболочки и полой рабочей оправки до начала формообразования рифлей.
На фиг. 6 показано в разрезе относительное положение цилиндрической оболочки и полой рабочей оправки в момент формообразования рифлей.
Устройство (фиг. 1) содержит: нижнюю плиту 1, на которой крепежными винтами 10 закреплена крышка 3, удерживающая полую упругую рабочую оправку 4 с продольным разрезом δ=2π(Z+h), и нанесенными на внутренней поверхности выступами высотой h. На нижней плите 1 установлены толкатели 6 с выталкивателем 5 и пуансон 2, на котором базируется цилиндрическая оболочка 11. На верхней плите 7 на стойках 8 установлена матрица 9 для обжима полой упругой рабочий оправки 4.
Устройство работает следующим образом. При сборке нижней части устройства проверяют крепление полой упругой рабочей оправки 4. Ее фланец должен располагаться между нижней плитой 1 и крышкой 3, закрепленной к нижней плите 1 крепежными винтами 10. При этом фланцевый участок не должен быть жестко защемлен и имел возможность перемещаться в радиальном направлении. При сборке верхней части устройства (фиг. 1) на верхней плите 7 установлены стойки 8 и матрица 9. Длина стоек 8 должна быть не менее высоты рабочей части пуансона 2. Верхнюю часть устройства закрепляют на ползуне пресса, а нижнюю часть (фиг. 2) на столе пресса (не показан). При закреплении производят ориентацию верхней части устройства относительно нижней части с обеспечением соосности рабочего инструмента: матрицы 9, пуансона 2 и полой упругой рабочей оправки 4. Цилиндрическую оболочку 11 устанавливают на пуансон 2 до контакта с выталкивателем 5 (фиг. 2). Между поверхностью цилиндрической оболочки 11 и полой упругой рабочей оправкой 4 выполнен зазор Z. Внутренняя полость полой упругой рабочей оправки 4 выполнена диаметром Dpo=Dз+2(Z+h), где Dз - наружный диаметр цилиндрической оболочки 11. При этом в полой упругой рабочей оправке выполнен продольный разрез шириной δ=2π(Z+h). Включают пресс и при рабочем ходе верхняя плита 7 и матрица 9, имеющая рабочую полость диаметром Dм=Dз+2t и заходную поверхность диаметром Dpo входят в контакт с полой упругой рабочей оправкой 4, совершая ее упругий обжим с коэффициентом обжима  (фиг. 3). Происходит формирование рифлей требуемой глубины и формы на наружной поверхности цилиндрической оболочки 11 в результате воздействия на нее полой упругой рабочей оправки 4. Благодаря наличию зазора между крышкой 3 и фланцевым участком полой упругой рабочей оправки 4 происходит ее радиальное перемещение и обеспечивается контакт по всей высоте и периметру наружной поверхности цилиндрической оболочкой 11 за один рабочий ход.
(фиг. 3). Происходит формирование рифлей требуемой глубины и формы на наружной поверхности цилиндрической оболочки 11 в результате воздействия на нее полой упругой рабочей оправки 4. Благодаря наличию зазора между крышкой 3 и фланцевым участком полой упругой рабочей оправки 4 происходит ее радиальное перемещение и обеспечивается контакт по всей высоте и периметру наружной поверхности цилиндрической оболочкой 11 за один рабочий ход.
При обратном ходе (фиг. 3) матрица 9 с верхней плитой 7 выходит из контакта с полой упругой рабочей оправкой 4, которая упруго раздается до первоначального размера. Для предотвращения перемещения полой упругой рабочей оправки 4 вместе с матрицей 9 в полой упругой рабочей оправке 4 выполнен фланец, контактирующий с крышкой 3. Благодаря этому ограничивают перемещение полой упругой рабочей оправки 4 в осевом направлении и возможностью перемещения в радиальном направлении. После срабатывания толкателей 6, воздействующих на выталкиватель 5, цилиндрическую оболочку 11 поднимают над пуансоном 2 и удаляют из устройства (фиг. 4). Затем в устройство устанавливают новую цилиндрическую оболочку и повторяют процесс.
Преимуществом устройства является повышение точности обработки путем получения рифлей требуемых размеров и формы на наружной поверхности по всему периметру и высоте цилиндрической оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| Устройство для получения сетки рифлей на внутренней поверхности оболочки | 2022 |
|
RU2789639C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2787911C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Способ изготовления оболочек с продольными гофрами | 2024 |
|
RU2836373C1 |



Изобретение относится к устройству для получения рифлей на наружной поверхности цилиндрической оболочки. Устройство содержит нижнюю плиту, выталкиватели, верхнюю плиту с установленной на них матрицей и полую упругую рабочую оправку с продольным разрезом и фланцем, на внутренней поверхности которой выполнены выступы высотой h для нанесения рифлей. Матрица имеет рабочее отверстие для обеспечения обжима рабочей оправки. На нижней плите установлены пуансон, толкатели и крышка. Внутренняя полость полой упругой рабочей оправки выполнена с диаметром Dpo=Dз+2(Z+h), где Dз - наружный диаметр цилиндрической оболочки, Z - зазор между вершиной выступа полой упругой рабочей оправки и цилиндрической оболочкой. Продольный разрез рабочей оправки имеет ширину δ=2π(Z+h). Рабочее отверстие матрицы имеет диаметр Dм=Dз+2t, где t - толщина стенки рабочей оправки. Диаметр заходной части рабочего отверстия матрицы не менее диаметра внутренней полости рабочей оправки Dpo. В результате повышается точность получения рифлей. 6 ил.
Устройство для получения рифлей на наружной поверхности цилиндрической оболочки, содержащее нижнюю плиту, выталкиватели, полую упругую рабочую оправку с продольным разрезом и фланцем, на внутренней поверхности которой выполнены выступы высотой h требуемой формы для нанесения рифлей, верхнюю плиту, на которой закреплены стойки, длина которых не менее высоты рабочей части пуансона, с установленной на них матрицей, имеющей рабочее отверстие для обеспечения обжима рабочей оправки, при этом на нижней плите установлены пуансон, толкатели и крышка, отличающееся тем, что внутренняя полость полой упругой рабочей оправки выполнена с диаметром Dpo=Dз+2(Z+h), где Dз - наружный диаметр цилиндрической оболочки, Z - зазор между вершиной выступа рабочей оправки и цилиндрической оболочкой, при этом продольный разрез рабочей оправки имеет ширину δ=2π(Z+h), а рабочее отверстие матрицы для обеспечения обжима рабочей оправки имеет диаметр Dм=Dз+2t, где t - толщина стенки рабочей оправки, причем диаметр заходной части рабочего отверстия матрицы не менее диаметра внутренней полости рабочей оправки Dpo.
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |
| Устройство для изготовления ребристых изделий | 1970 |
|
SU458364A1 |
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| Винтовая пара с трением качения | 1974 |
|
SU497438A2 |

