Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа цилиндрических оболочек, на наружной поверхности которых имеются ромбовидные рифли.
Для получения рифленой поверхности на цилиндрических оболочках широко используется способ накатки пластическим деформированием и устройства с накатными роликами (Справочник технолога-машиностроителя. В 2-х т. Т. 2 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. 496 с., см. стр. 414). Накатывание рифлей проводят цилиндрическими роликами, свободно установленными на осях в специальных державках. Обработку выполняют на токарных, револьверных станках и автоматах при скоростях от 10 до 90 м/мин в зависимости от марки металла за большое число проходов.
Недостатком способа является малый шаг и глубина рифления, а также низкая производительность.
Для формирования ромбовидных рифлей с крупным шагом и требуемой глубиной известен способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки (патент РФ №2655555, кл. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), принятый за прототип, включающий формоизменение цилиндрической оболочки за две последовательные операции вытяжки, на каждой из которых цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, проталкивают через матрицу с многозаходными спиральными выступами на рабочей поверхности, имеющими угол подъема спирали от 10° до 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и утонением стенки цилиндрической оболочки в местах контакта со спиральными выступами матрицы. На первой и второй операциях вытяжки используют матрицы с многозаходными спиральными выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки со спиральными канавками на наружной поверхности на провал.
Недостатком способа является большие технологические силы деформирования, что ограничивает его применение для получения рифлей на крупногабаритных оболочках.
Задачей изобретения является расширение технологических возможностей, путем уменьшения технологической силы нанесения рифлей на наружной поверхности цилиндрических оболочек.
Для решения поставленной задачи в предлагаемом способе получения рифлей ромбовидной формы на наружной поверхности полой цилиндрической оболочки, включающий формоизменение полой цилиндрической оболочки за 2 последовательные операции, установку полой цилиндрической оболочки на матрицу с заходной частью рабочей полости диаметром Dм0, и имеющей спиральные клиновые выступы с углом подъема от 10° до 45°, расположенные внутри рабочего пояска матрицы, ее проталкивание на провал, при этом, формоизменение полой цилиндрической оболочки осуществляют одновременно с коэффициентом обжима 0,95…0,99 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dм0 расположенными внутри рабочего пояска матрицы, при этом осуществляют поворот полой цилиндрической оболочки или инструмента вокруг оси и получением полуфабриката диаметром Dз1=(0,95…0,99)Dз0, а на второй операции осуществляют обжим с коэффициентом 0,95…0,99 и рифление в матрице с заходной частью рабочей полости, диаметром Dм1=Dз1 и спиральными клиновыми выступами с противоположным углом подъема от -10° до -45° и получением детали диаметром Dз2=(0,95…0,99)Dз1].
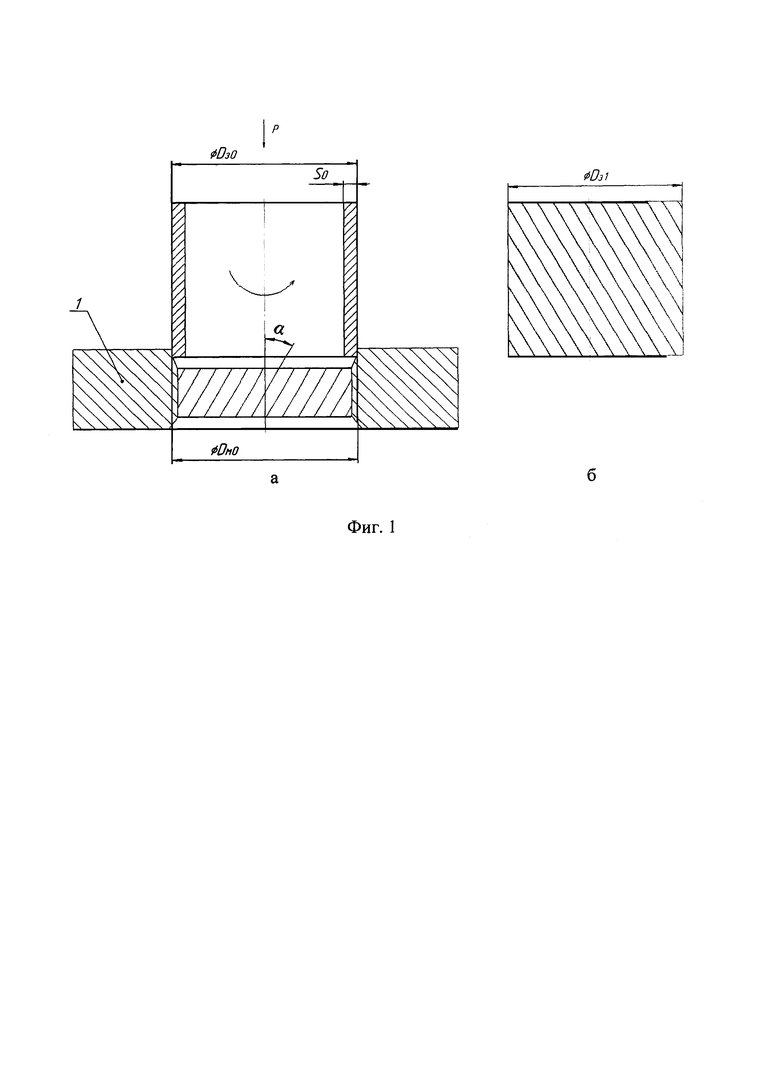
На фиг. 1, а показана схема перед началом операции формообразования рифлей в матрице для обжима и рифления со спиральными клиновыми выступами с углом подъема от 10° до 45°, фиг. 1, б - полуфабрикат, полученный обжимом и рифлением.
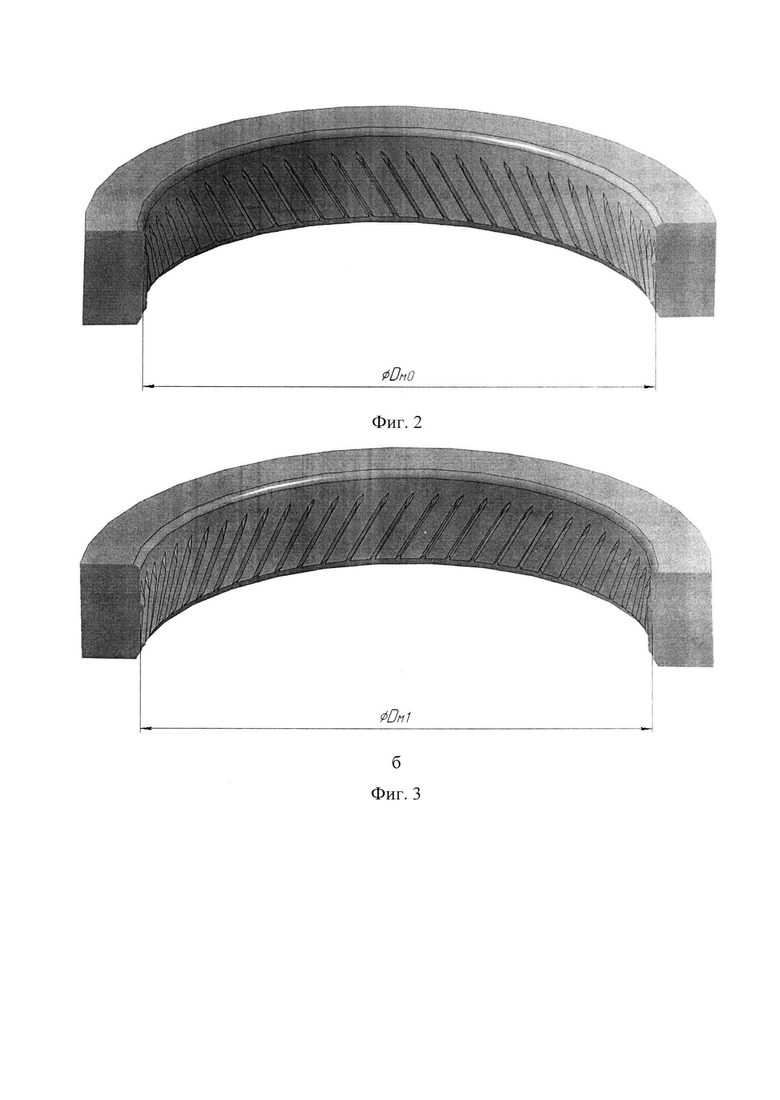
На фиг. 2 приведена матрица в разрезе для обжима и рифления наружной поверхности для первой операции.
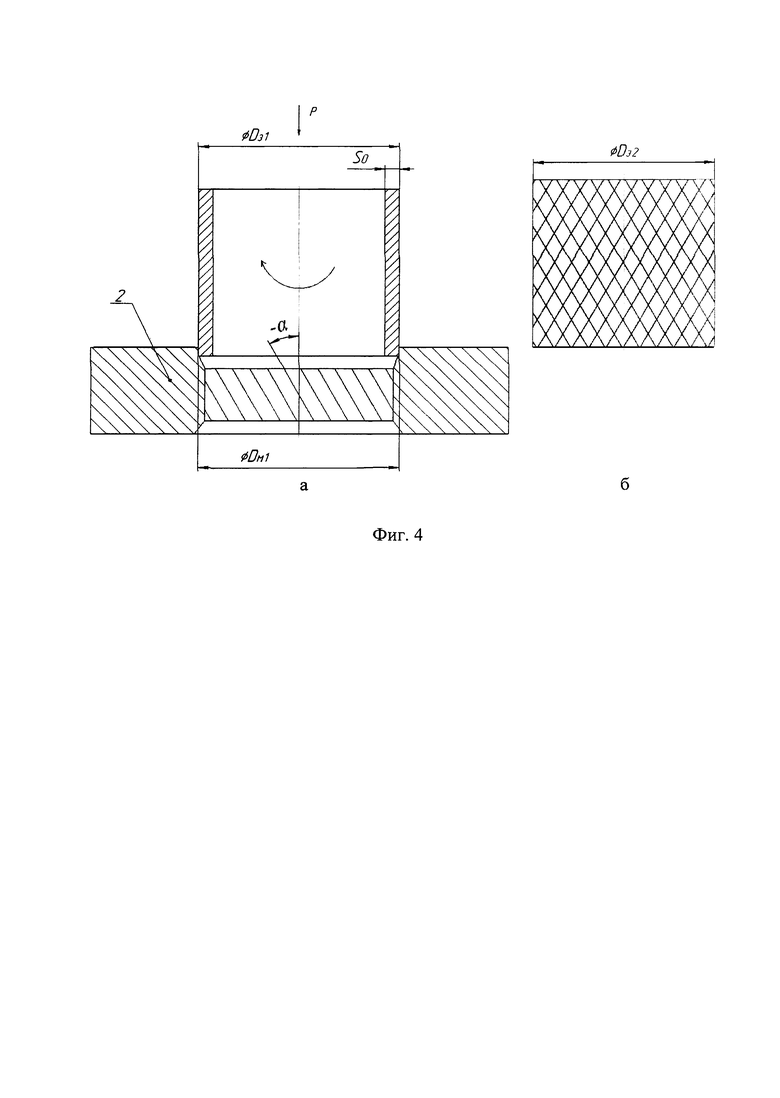
На фиг. 3 приведена матрица в разрезе для обжима и рифления наружной поверхности для второй операции.
На фиг. 4, а показана схема перед началом операции формообразования рифлей в матрице для обжима и рифления со спиральными клиновыми выступами с противоположенным углом подъема от -10° до -45°, фиг. 4, б - полуфабрикат, полученный обжимом и рифлением, с рифлями ромбовидной формы.
Способ осуществляется следующим образом.
Полую оболочку с толщиной стенки S0 и диаметром Dз0 устанавливают в заходную часть матрицы 1 (фиг. 1, а и фиг. 2) диаметром Dм0=Dз0 и проталкивают через матрицу 1 для обжима и рифления напровал силой Р. Оболочку обжимают по выступам матрицы 1 для обжима и рифления до диаметра Dз1=(0,95…0,99)Dз0 (фиг. 1, б) с одновременным формированием рифлей на наружной поверхности с углом подъема от 10° до 45°. При этом опытным путем определяют соотношение глубины рифлей и высоты спиральных выступов матрицы, которые зависят от свойств материала заготовки и ее геометрических размеров. Высота спиральных выступов определяется как (0,005…0,025)Dм0.
В процессе формообразования рифлей происходит поворот оболочки относительно оси матрицы 1 для обжима и рифления, зависящий от угла подъема спиральных выступов и высоты заготовки. В результате выполнения операции получают полуфабрикат оболочки с наружным диаметром Dз1 и рифленой поверхностью (фиг. 1, б). Для выполнения второй операции используют матрицу 2 для обжима и рифления (фиг. 3 и фиг. 4, а), диаметром заходной части рабочей полости Dм1=Dз1, в которой на рабочей поверхности выполнены многозаходные спиральные выступы, имеющие угол подъема противоположенного направления от -10° до -45° и высоту выступов (0,005…0,025)Dм1. В процессе формоизменения обжимом и рифлением получают на наружной поверхности цилиндрической оболочки диаметром Dз2 рифленую поверхность ромбовидной формы (фиг. 4, б). При необходимости для повышения точности диаметральных размеров осуществляют операцию калибровки цилиндрической оболочки, например, раздачей по оправке требуемого диаметра.
Пример осуществления способа
На наружной поверхности цилиндрической оболочки, изготовленной из стали 10, высотой 100 мм, наружным диаметром 215 мм, толщиной стенки 5 мм необходимо получить рифли ромбовидной формы глубиной 1 мм и углами 60° и 120°. Ромб имеет диагональ в поперечном направлении равный 11 мм. На основании геометрических размеров ромба определен угол подъема спиральных выступов (60°/2=30°). Для получения рифленой поверхности использовались матрицы, на рабочей поверхности которых выполнены многозаходные спиральные выступы клиновой формы, с углом клина 60°. Число и угол подъема спиральных выступов определялось исходя из геометрических размеров рифлей ромбовидной формы. Число спиральных выступов составило 62, при наружном диаметре 215 мм и размере диагонали 11 мм.
Экспериментально установлено, что для получения рифлей требуемой глубины 1 мм необходимо осуществлять обжим оболочки с коэффициентом обжима в интервале от 0,95 до 0,99. Вначале определили диаметр исходной трубной оболочки. При коэффициенте обжима на каждой операции 0,99 суммарный коэффициент обжима равен 0,98. Размеры исходной трубной оболочки составил 215/0,98=219,4 мм. Использовали трубную оболочку с номинальным диаметром 220 мм. Для выполнения первой операции была установлена матрица для обжима с заходной частью рабочей полости равной Dм0=220 мм. На рабочем пояске матрицы выполнены спиральные выступы с углом подъема 30° и высотой (0,005…0,025)Dм0=2 мм. Цилиндрическую оболочку проталкивали силой Р=200 кН через матрицу на провал. После операции обжима и рифления на провал оболочки был получен полуфабрикат с наружным диаметром Dз1=0,99Dз0=217,5 мм. Для выполнения второй операции была установлена матрица для обжима с диаметром заходной части рабочей полости равной Dм1=Dз1=220*0,99=217,5 мм. На рабочем пояске матрицы выполнены спиральные выступы с углом подъема -30° и высотой (0,005…0,025)Dм1=2 мм. Полуфабрикат проталкивали через вторую матрицу на провал. После операции обжима и рифления на провал оболочки была получена деталь с наружным диаметром Dз2=0,99Dз1=215 мм и рифлями ромбовидной формы с заданными размерами.
При этом технологическая сила не превысила 200 кН, тогда как в известном способе технологическая сила в 4 раза больше. Таким образом благодаря совмещению операций обжима и рифления технологическая сила уменьшилась в 4 раза. Это позволяет увеличить технологические возможности получения рифлей ромбовидной формы на наружной поверхности оболочек любой номенклатуры размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715512C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2020 |
|
RU2758351C1 |
| Способ получения оболочек с продольными рифлями на наружной поверхности | 2022 |
|
RU2800352C1 |
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Способ получения рифлей на наружной поверхности оболочки | 2020 |
|
RU2753073C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2022 |
|
RU2786562C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа цилиндрических оболочек, на поверхности которых имеются ромбовидные рифли. Способ включает формоизменение полой цилиндрической оболочки за 2 последовательные операции с установкой полой цилиндрической оболочки на матрицу с заходной частью рабочей полости диаметром Dм0, имеющей спиральные клиновые выступы с углом подъема от 10° до 45°, расположенные внутри рабочего пояска матрицы, и ее проталкиванием на провал. Возможность уменьшения технологической силы нанесения рифлей на наружной поверхности цилиндрических оболочек обеспечивается за счет того, что на первой операции формоизменение осуществляют одновременно с коэффициентом обжима 0,95…0,99 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dм0, расположенными внутри рабочего пояска матрицы, при этом осуществляют поворот полой цилиндрической оболочки или инструмента вокруг оси, и получением полуфабриката диаметром Dз1=(0,95…0,99)Dз0, а на второй операции осуществляют обжим с коэффициентом 0,95…0,99 и рифление в матрице с заходной частью рабочей полости, диаметром Dм1=Dз1 и спиральными клиновыми выступами с противоположным углом подъема от -10° до -45° и получением детали диаметром Dз2=(0,95…0,99)Dз1. 4 ил.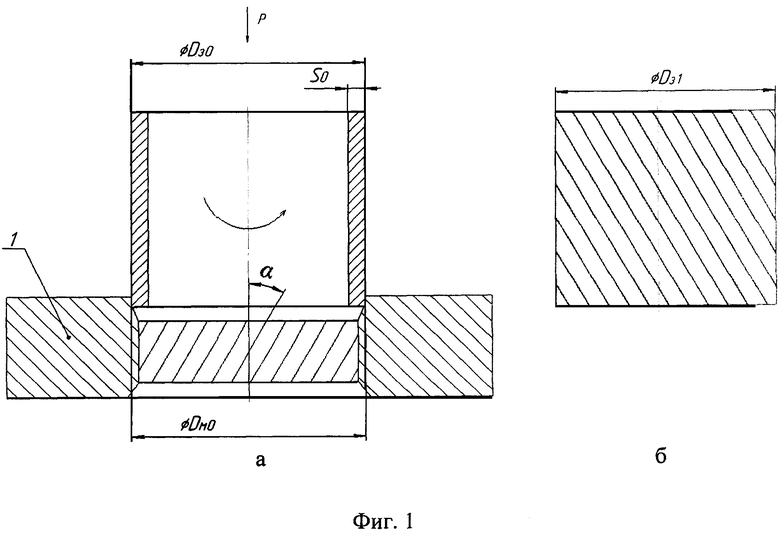
Способ формирования рифлей ромбовидной формы на наружной поверхности полой цилиндрической оболочки диаметром Dз0, включающий формоизменение полой цилиндрической оболочки за две последовательные операции с установкой полой цилиндрической оболочки на матрицу с заходной частью рабочей полости диаметром Dм0, имеющую спиральные клиновые выступы с углом подъема от 10° до 45°, расположенные внутри рабочего пояска матрицы, и проталкиванием оболочки на провал, отличающийся тем, что в процессе первой операции формоизменение осуществляют с коэффициентом обжима 0,95…0,99 и рифлением спиральными клиновыми выступами высотой (0,005…0,025)Dм0, расположенными внутри рабочего пояска матрицы, при этом осуществляют поворот полой цилиндрической оболочки или инструмента вокруг оси, с получением полуфабриката диаметром Dз1=(0,95…0,99)Dз0, а в процессе второй операции формоизменение осуществляют с коэффициентом обжима 0,95…0,99 и рифлением спиральными клиновыми выступами с противоположным углом подъема от -10° до -45°, расположенными в матрице с заходной частью рабочей полости диаметром Dм1=Dз1, с получением детали диаметром Dз2=(0,95…0,99)Dз1.
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| Машина для очистки щебеночного балласта железнодорожного пути | 1941 |
|
SU75932A1 |
| US 3830087 A, 20.08.1974. | |||

