Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются ромбовидные рифли.
Для формирования ромбовидных рифлей с крупным шагом и требуемой глубиной известен способ формирования многозаходных рифлей на внутренней поверхности цилиндрической оболочки (патент РФ №2316403, кл. В21С 37/20; B21J 5/12; B21K 21/06, опубл. 10.02.2006, бюл. №4), в котором используется устройство, состоящее из калибровочной матрицы и пуансона со спиральными выступами. При этом используют пуансоны кратно меньшей длины, чем длина заготовки. Трубную заготовку редуцируют за две последовательные операции. На каждой операции производят совместное протягивание через калибровочную матрицу заготовки и пуансона со спиральными выступами. Каждую операцию редуцирования осуществляют, по меньшей мере, за два перехода. Совместное протягивание заготовки с пуансоном на первом переходе каждой операции редуцирования ведут с упором пуансона в дно заготовки. Между переходами на каждой операции редуцирования пуансон вывинчивают из заготовки со сформированными спиральными рифлями до образования между пуансоном и заготовкой пояска взаимосвязи спиральных выступов пуансона и спиральных рифлей заготовки. Указанный поясок используют на следующем переходе редуцирования для упора пуансона и обеспечения направления формируемых на этом переходе спиральных рифлей.
Недостатком устройства является необходимость использования мощного прессового оборудования для редуцирования, особенно крупно габаритных металлических оболочек, трудность вывинчивания пуансона, что ограничивает использование данного способа и значительно повышает трудоемкость изготовления и невозможность получения рифлей на внешней поверхности.
Известно также устройство по способу формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки (патент РФ №2655555, кл. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), принятый за прототип, в котором формоизменение оболочки проводят за две последовательные операции вытяжки. На каждой операции цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, протягивают с локальным утонением через матрицу с многозаходными спиральными выступами на рабочей поверхности, имеющими угол подъема спирали от 10° до 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и локальным утонением стенки цилиндрической оболочки в местах контакта со спиральными выступами матрицы, при этом на первой и второй операциях вытяжки используют матрицы с многозаходными спиральными выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки со спиральными канавками на наружной поверхности напровал. Для осуществления известного способа используется устройство, содержащее нижнюю плиту, матрицу вытяжки на рабочей поверхности которой имеются винтовые выступы, съемник, пружины съемника, крепежные винты, матрицедержатель, пуансон, упорный подшипник, пуансонодержатель, верхнюю плиту, хвостовик.
Недостатком устройства является реализация в нем операции вытяжки с локальным утонением, что создает большие технологические силы деформирования. Это ограничивает его применение для получения рифлей на крупногабаритных оболочках.
Задачей изобретения является расширение технологических возможностей, путем уменьшения технологической силы нанесения рифлей на наружной поверхности крупногабаритных цилиндрических оболочек.
Для решения поставленной задачи предлагается устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки, содержащее нижнюю плиту с установленной на ней матрицей, с заданным числом многозаходных спиральных выступов требуемой высоты с углом подъема от 10° до 45° на рабочей полости, подшипники, хвостовик, при этом матрица выполнена с диаметром заходной части Dм0=Dз0 для обжима и нанесения спиральных рифлей, высота которых на рабочей поверхности равна (0,005…0,025)Dм0, дополнительно введена державка, в которой закреплены крышкой подпружиненные упоры с возможностью радиального перемещения.
На фиг. 1 показано устройство перед началом операции формообразования многозаходных спиральных рифлей на наружной поверхности.
На фиг. 2 матрица для обжима и нанесения рифлей на первой операции.
На фиг. 3 матрица для обжима и нанесения рифлей на второй операции.
На фиг. 4 приведено устройство после окончания первой операции формирования многозаходных спиральных рифлей на наружной поверхности оболочки.
На фиг. 5 показано устройство после окончания процесса формирования рифлей ромбовидной формы на поверхности цилиндрической оболочки на второй операции.
Устройство (фиг. 1) содержит: нижнюю плиту 1, на которой крепежными винтами 3 закреплена матрица 2 для обжима и нанесения рифлей. В верхней части устройства имеется хвостовик 4, в котором на подшипниках 5 и 6 закреплена державка 7, с установленными на ней подвижными упорами 8, пружинами 9 и крышкой 10. Устройство (фиг. 5) содержит матрицу 11.
В рабочей полости матрицы 2 для обжима и нанесения рифлей выполнены многозаходные спиральные выступы клиновидной формы, например, с углом при вершине 60° и углом подъема от 10° до 45°. Заходная часть матрицы Dм0 для первой операции равна диаметру заготовки Dз0. Рабочая поверхность матрицы имеет спиральные выступы, высота которых определяется опытным путем и зависит от свойств материала заготовки и геометрических размеров. При этом глубина получаемых рифлей будет меньше высоты спиральных выступов матрицы, которые воздействуя на наружную поверхность заготовки одновременно производят ее обжим и формирование рифлей по форме спирального выступа. В верхней части устройства в державке 7 зафиксированы крышкой 10 упоры 8 с пружинами 9. Державка 7 имеет возможность вращения вокруг оси, а упоры возможность радиального перемещения.
Устройство работает следующим образом.
В исходном положении (фиг. 1) в устройство устанавливают матрицу 2 с заходной частью диаметром Dм0 в рабочей полости которой выполнены спиральные клиновые выступы высотой равной (0,005...0,025)Dм0, для обжима и нанесения рифлей первой операции (фиг. 2). На матрицу 2 укладывают, например, трубную заготовку или цилиндрическую оболочку с дном. Включают пресс и производят перемещение рабочего инструмента, в результате чего державка 7 с упорами 8 соприкасается с торцом оболочки и проталкивает ее в отверстие матрицы 2 для обжима и нанесения рифлей. При этом происходит обжим оболочки с уменьшением диаметра с Dз0 до Dз1=(0,95…0,99)Dз0 и одновременное формирование спиральных рифлей на ее наружной поверхности с поворотом оболочки совместно с державкой 7 и подпружиненными упорами 8 относительно оси матрицы 2 для обжима и нанесения рифлей. Сила обжима значительно меньше, чем сила вытяжки с локальным утонением. После окончания рабочего хода оболочку удаляют напровал (фиг. 4). При обратном ходе верхний инструмент занимает исходное положение, при этом во время прохождения через отверстие матрицы упоры 8 радиально перемещаются.
На второй операции в устройстве устанавливается матрица 11 (фиг. 3) с заходной частью Dз1 (фиг. 5), в рабочей полости которой выполнены спиральные клиновые выступы, высота которых равна (0,005…0,025)Dм1 для обжима и нанесения рифлей. Рабочий диаметр полости Dм1 меньше диаметра Dм0 полости матрицы 2 для обжима и нанесения рифлей, при этом спиральные выступы матрицы 11 для обжима и нанесения рифлей имеют угол подъема с противоположенным направлением от -10° до -45°. Полуфабрикат диаметром Dз1 имеющий рифли на наружной поверхности устанавливают на матрицу 11 для обжима и нанесения рифлей и в процессе рабочего хода осуществляют обжим полуфабриката с диаметра Dз1 до Dз2 и формирование сетки рифлей ромбовидной формы с вращением полуфабриката совместно с державкой 7 и подпружиненными упорами 8 относительно оси матрицы 11. Полученную деталь удаляют напровал (фиг. 5). Далее процесс повторяется. При необходимости полученный полуфабрикат подвергается калибровке по наружному или внутреннему диаметру с сохранением сетки рифлей.
Преимуществом устройства является то, что при замене операции вытяжки с локальным утонением на операцию обжима сила формоизменения значительно уменьшается, при этом сочетание обжима и рифления обеспечивает возможность получения рифлей требуемой глубины. Устройство позволяет получать рифли на наружной поверхности как малогабаритных, так и крупногабаритных оболочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения оболочек с продольными рифлями на наружной поверхности | 2022 |
|
RU2800352C1 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2801517C1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
| Способ изготовления оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2816065C1 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2022 |
|
RU2786562C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек диаметром Dз0, на поверхности которых имеются ромбовидные рифли. Устройство содержит нижнюю плиту с установленной на ней матрицей с заданным числом многозаходных спиральных выступов требуемой высоты с углом подъема от 10 до 45° на рабочей полости, подшипники, хвостовик. Возможность уменьшения технологической силы, требуемой для нанесения рифлей на наружную поверхность крупногабаритных цилиндрических оболочек, обеспечивается за счет того, что матрица выполнена с диаметром заходной части Dм0=Dз0 с возможностью обжима и нанесения спиральных рифлей, высота которых на рабочей поверхности равна (0,005…0,025)Dм0, при этом устройство имеет державку, в которой закреплены крышкой подпружиненные упоры, выполненные с возможностью радиального перемещения. 5 ил.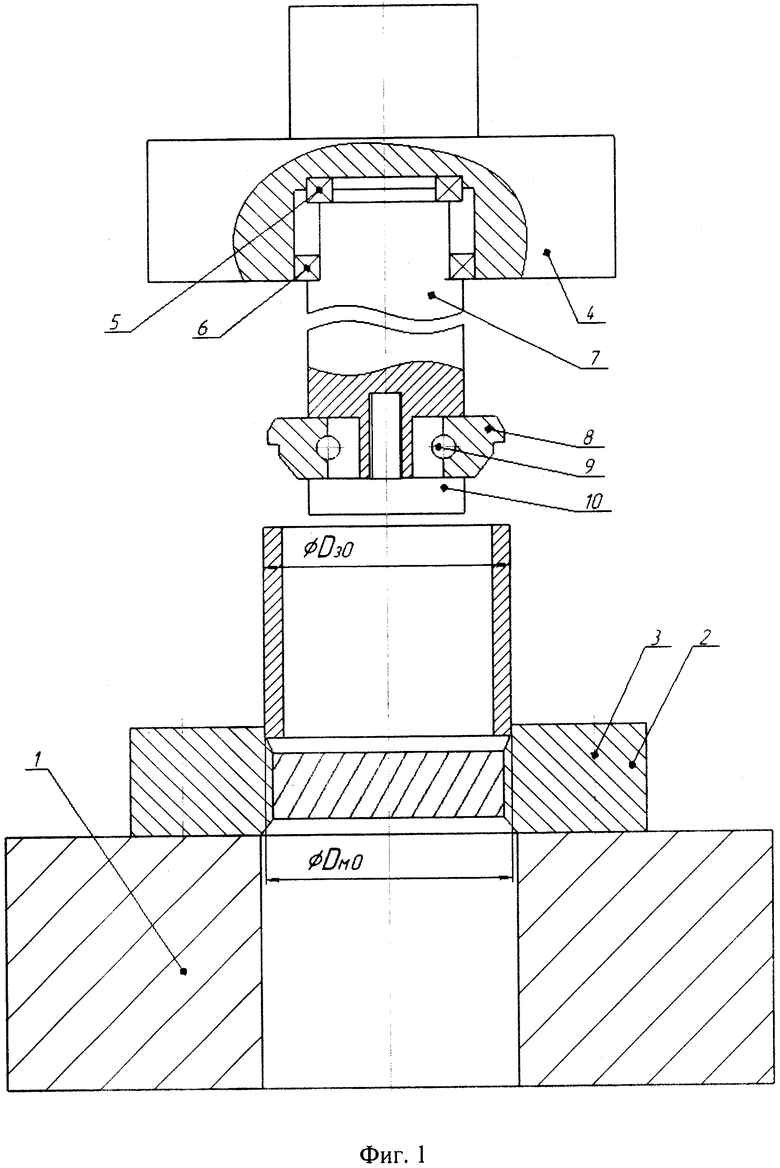
Устройство для формрирования рифлей ромбовидной формы на наружной поверхности оболочки диаметром Dз0, содержащее нижнюю плиту с установленной на ней матрицей с заданным числом многозаходных спиральных выступов требуемой высоты с углом подъема от 10 до 45° на рабочей полости, подшипники и хвостовик, отличающееся тем, что матрица выполнена с диаметром заходной части Dм0=Dз0 и с возможностью обжима и нанесения спиральных рифлей, высота которых на рабочей поверхности равна (0,005…0,025)Dм0, при этом оно содержит державку, в которой закреплены крышкой подпружиненные упоры, выполненные с возможностью радиального перемещения.
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| Машина для очистки щебеночного балласта железнодорожного пути | 1941 |
|
SU75932A1 |
| US 3830087 A, 20.08.1974. | |||

