Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются рифли.
Известен способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки (патент РФ №2655555, кл. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), в котором формоизменение оболочки проводят за две последовательные операции вытяжки. На каждой операции цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, протягивают с локальным утонением через матрицу со спиральными клиновыми выступами на рабочей поверхности, имеющими угол подъема спирали не более 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и локальным утонением стенки цилиндрической оболочки в местах контакта со спиральными клиновыми выступами матрицы, при этом на первой и второй операциях вытяжки используют матрицы со спиральными клиновыми выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки с рифлями ромбовидной формы на наружной поверхности на провал.
Недостатком способа является возможность получения сетки рифлей только ромбовидной формы. В устройстве нельзя получить сетку рифлей произвольной формы. Необходимо производить две операции для получения сетки рифлей.
Известен также способ изготовления сетки рифлей на внутренней поверхности оболочки (патент РФ №2586173, кл. B21K 21/16; B21J 13/00; B21D 17/02; B21D 37/00; В21С 37/20, опубл. 10.06.2016, бюл. №16), принятое за прототип, включающий внедрение во внутреннюю поверхность оболочки выступов полой рабочей оправки, выполненных на ее наружной поверхности в виде сетки выступов, с формообразованием на внутренней поверхности оболочки сетки углублений, при этом используют полую рабочую оправку выполненную с продольным разрезом, оболочку устанавливают в контейнер, вводят в нее с зазором z упомянутую рабочую оправку и осуществляют внедрение во внутреннюю поверхность оболочки рифленых выступов рабочей оправки путем упругой раздачи последней посредством инструментального стержня диаметром Dcm с формообразованием сетки углублений глубиной h на внутренней поверхности оболочки за исключением участка, прилегающего к продольному разрезу рабочей оправки, при этом раздачу осуществляют с коэффициентом раздачи К раз, который определяют из следующего выражения:  , после чего инструментальный стержень и рабочую оправку извлекают из полости оболочки, осуществляют поворот вокруг оси на угол 90°-180° оболочки или рабочей оправки с обеспечением при последующем повторном введении в полость оболочки рабочей оправки расположения ее выступов в ранее сформированных углублениях оболочки и производят упругую раздачу рабочей оправки инструментальным стержнем с формированием сетки углублений на упомянутом необработанном участке внутренней поверхности оболочки.
, после чего инструментальный стержень и рабочую оправку извлекают из полости оболочки, осуществляют поворот вокруг оси на угол 90°-180° оболочки или рабочей оправки с обеспечением при последующем повторном введении в полость оболочки рабочей оправки расположения ее выступов в ранее сформированных углублениях оболочки и производят упругую раздачу рабочей оправки инструментальным стержнем с формированием сетки углублений на упомянутом необработанном участке внутренней поверхности оболочки.
Недостатком способа является возможности получения рифлей только на внутренней поверхности оболочки.
Задачей изобретения является расширение технологических возможностей, за счет возможности нанесения рифлей любой формы на наружной поверхности оболочки.
Для решения поставленной задачи предлагается способ получения рифлей на наружной поверхности оболочки, в котором производят внедрение выступов полой рабочей оправки, имеющей продольный разрез и последующее удаление готовой оболочки, при этом оболочку помещают в полость между пуансоном и полой рабочей оправкой, которая выполнена с выступами на внутренней поверхности по форме и размерам требуемых рифлей и имеет продольный разрез, равным Zpo=2×π×(Z+H), где Z односторонний зазор, равный Z=0,25…1 мм, Н - высота выступов полой рабочей оправки, осуществляют внедрение выступов полой рабочей оправки на наружную поверхность оболочки путем обжима полой рабочей оправки матрицей с коэффициентом обжима 
 посредством матрицы до исчезновения продольного разреза Zpo, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения.
посредством матрицы до исчезновения продольного разреза Zpo, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения.
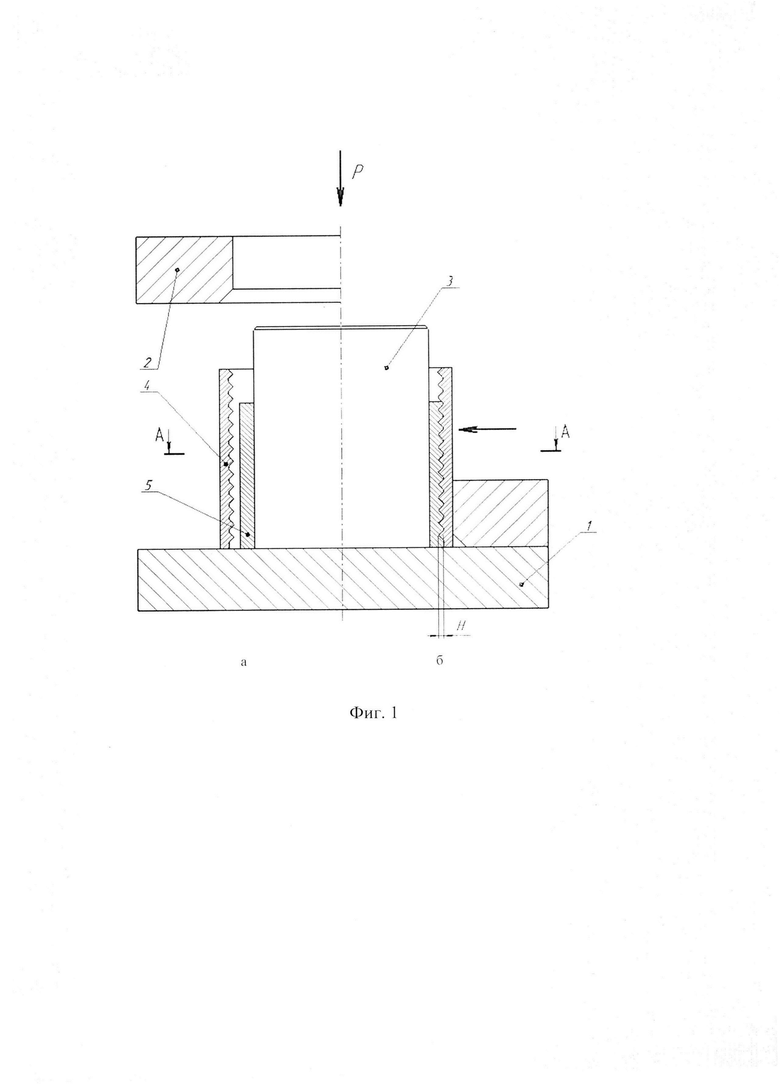
На фиг. 1, а показано исходное положение инструмента и оболочки перед началом нанесения рифлей на наружной поверхности оболочки, а на фиг. 1, б - положение инструмента по окончанию формирования рифлей на наружной поверхности.
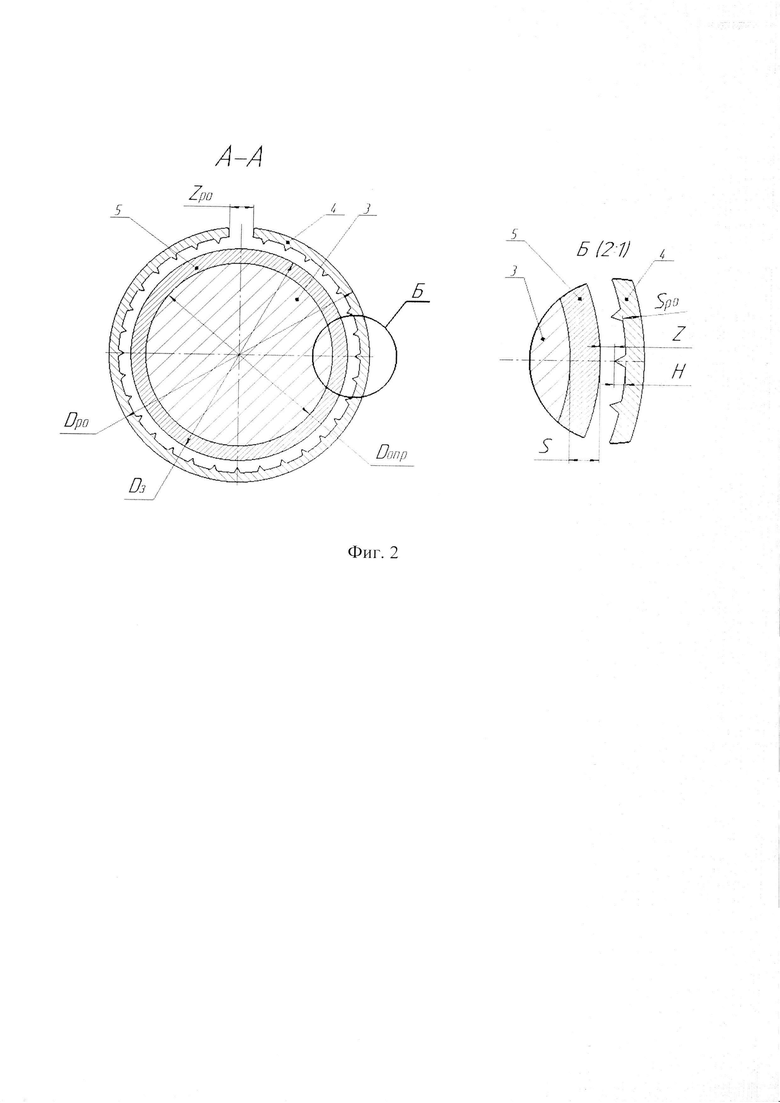
На фиг. 2 приведена схема положения инструмента и оболочки в разрезе.
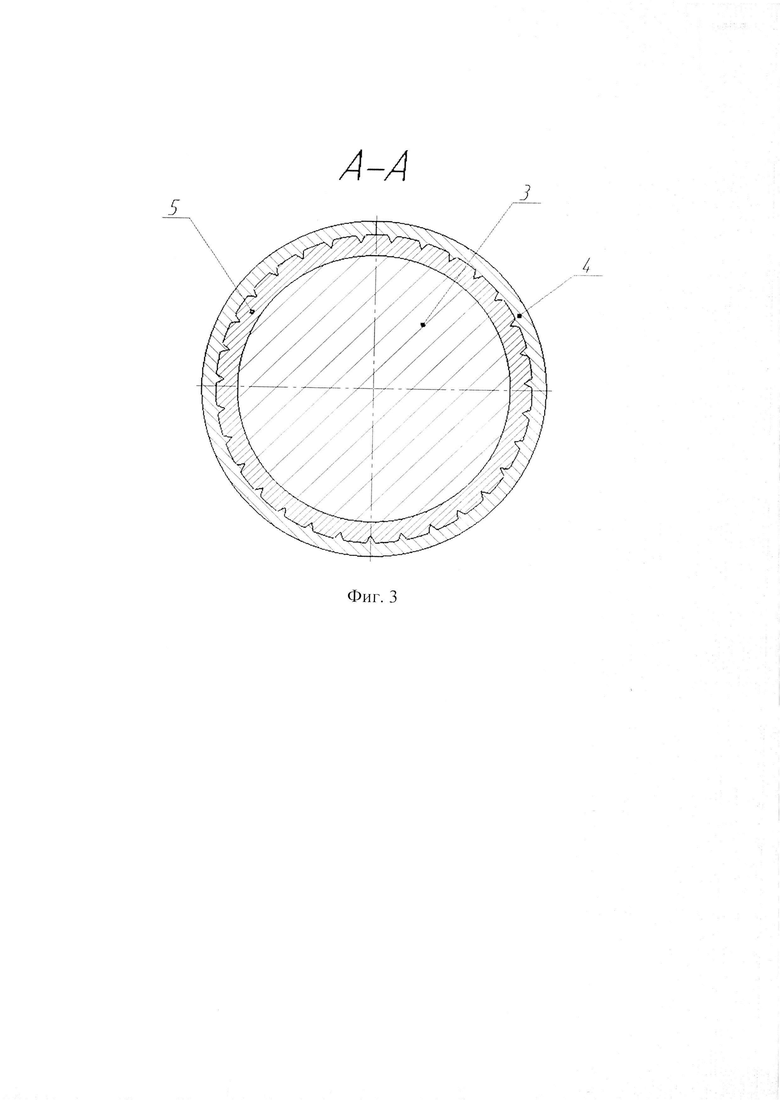
На фиг. 3 показана схема положения инструмента и оболочки по окончанию формирования рифлей на наружной поверхности.
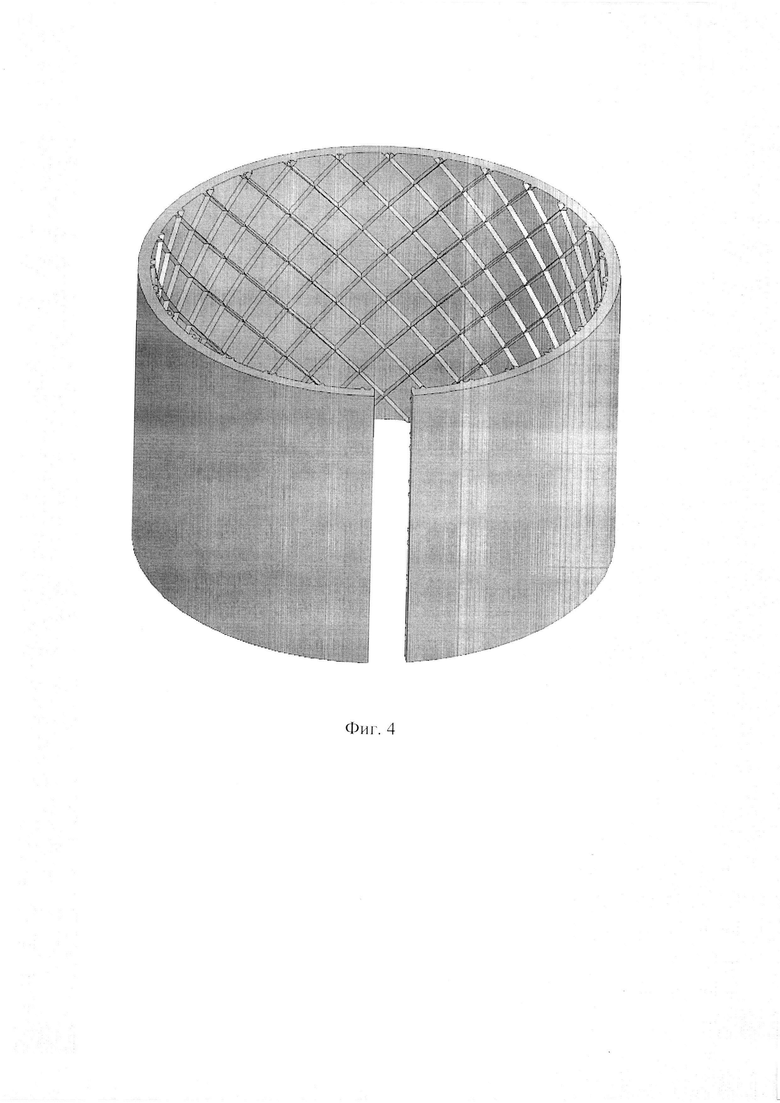
На фиг. 4 показана полой рабочая оправка с выступами на внутренней поверхности.
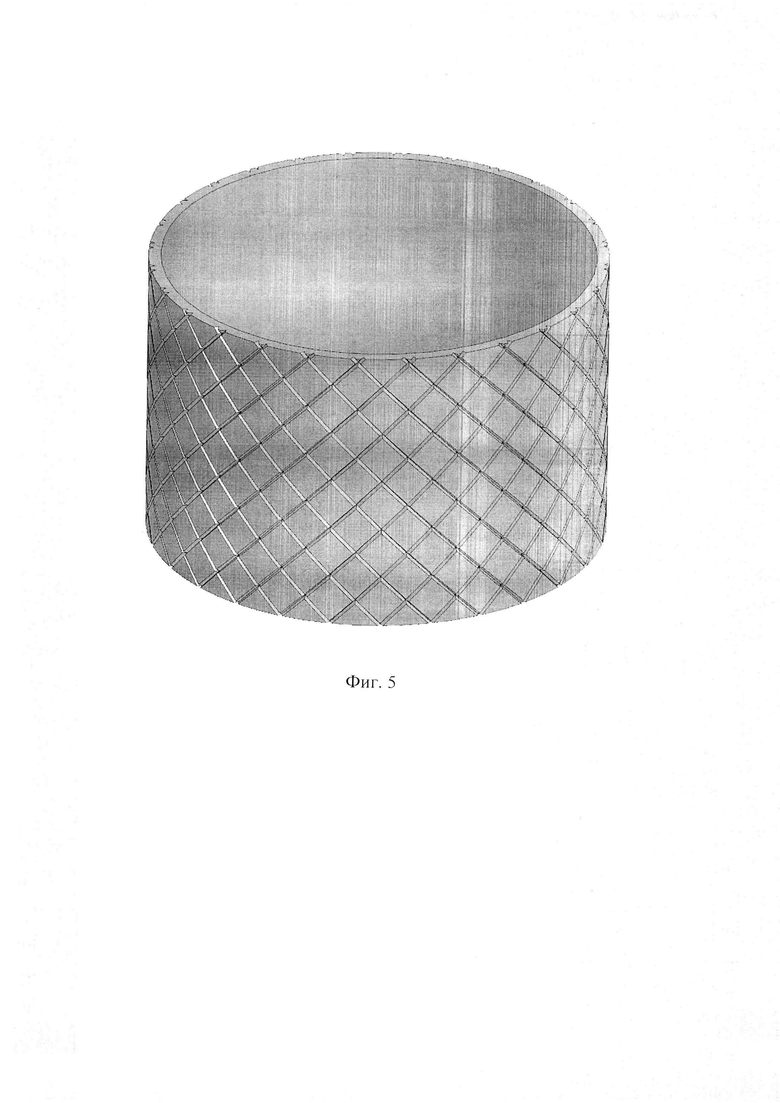
На фиг. 5 показана оболочка с нанесенными рифлями на наружной поверхности.
Способ осуществляется следующим образом.
Оболочку 5 устанавливают на пуансон 3 в полость рабочей оправки 4 (фиг. 1, а), таким образом, чтобы имелся зазор Z (фиг. 2) между оболочкой 5 и внутренней поверхностью полой рабочей оправкой 4. Полая рабочая оправка 4 и пуансон 3 базируются на нижней плите 1. Полая рабочая оправка 4 в исходном состоянии имеет продольный разрез Zpo, который определяют по соотношению Zpo=2×π×(Z+Н), где Z - односторонний зазор между наружной поверхностью оболочки 5 и вершинами выступов полой рабочей оправки 4. Величина зазора равна Z=0,25…1 мм; Н - высота выступов полой рабочей оправки 4, которая соответствует глубине рифлей готовой детали. При рабочем ходе матрица 2 входит в контакт с полой рабочей оправкой 4 и производит ее упругий обжим с коэффициентом обжима  где D3 - наружный диаметр оболочки. В процессе обжима полая рабочая оправка 4 соприкасается с наружной поверхностью оболочки 5 с внедрением выступов в ее поверхность, при этом происходит формирование рифлей требуемой формы и размеров. В процессе обжима происходит смыкание по периметру полой рабочей оправки 4 с устранением зазора Zpo, что обеспечивает нанесение рифлей на всей наружной поверхности оболочки 5.
где D3 - наружный диаметр оболочки. В процессе обжима полая рабочая оправка 4 соприкасается с наружной поверхностью оболочки 5 с внедрением выступов в ее поверхность, при этом происходит формирование рифлей требуемой формы и размеров. В процессе обжима происходит смыкание по периметру полой рабочей оправки 4 с устранением зазора Zpo, что обеспечивает нанесение рифлей на всей наружной поверхности оболочки 5.
При обратном ходе матрица 2 выходит из контакта с полой рабочей оправкой 4 и полая рабочая оправка 4, упруго деформируясь занимает исходное положение, и не соприкасается с поверхностью оболочки. Оболочку 5 с нанесенными рифлями удаляют с пуансона 3. Затем; устанавливают новую оболочку и процесс повторяют.
Пример осуществления способа.
На наружной поверхности оболочки 4, изготовленной из стали 10, высотой 100 мм, наружным диаметром 115 мм, толщиной стенки S=4 мм необходимо получить рифли ромбовидной формы глубиной 1,5 мм. Для получения рифлей на наружной поверхности оболочки 5 использовали полую рабочую Оправку 4 на внутренней поверхности которой выполнены выступы, например, клиновые, с углом при вершине 60°, высотой H=1,5 мм. Число выступов определялось по периметру конструктивно и равнялось 56. Размеры стороны полученного равностороннего ромба равны 12 мм.
Использовали полую рабочую оправку 4 высотой 120 мм, толщиной 6 мм, с наружным диаметром 128 мм и внутренним диаметром по вершинам выступов 116 мм, которая базируется на нижней плите 1. Высота выступов Н=1,5 мм, а односторонний зазор Z между выступами полой рабочей оправки 4 и наружной поверхностью оболочки 5 составил 0,5 мм. При этом в полой рабочей оправке 4 выполнен продольный разрез шириной Zpo=2×π×(Z+Н)=2×π×(0,5+1,5)=12,6 мм. Коэффициент обжима полой рабочей оправки 4 равен 
 Применяли матрицу 2 с диаметром рабочей поверхности равным 125,5 мм.
Применяли матрицу 2 с диаметром рабочей поверхности равным 125,5 мм.
Оболочку 5 поместили на пуансон 3 по скользящей посадке. При рабочем ходе матрица 2 вошла в контакт с полой рабочей оправкой 4 выполнила ее обжим. В процессе обжима полая рабочая оправка 4 уменьшилась по диаметру и произвела внедрение выступов в наружную поверхность оболочки, произошло формирование рифлей требуемой формы и размеров. При этом произошло смыкание по периметру полой рабочей оправки с устранением зазора Кро, а сила формоизменения равнялась примерно 0,9 МП.
При обратном ходе матрица 2 вышла из контакта с полой рабочей оправкой 4 и полая рабочая оправка 4, упруго деформируясь, заняла исходное положение с образованием зазора Zpo, оболочку 5 с нанесенными рифлями удаляли с пуансона 3.
Преимуществом способа является возможность нанесения рифлей любой формы и размером на наружной поверхностях оболочки за одну операцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2020 |
|
RU2762688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586173C1 |
| Устройство для получения рифлей на наружной поверхности цилиндрической оболочки | 2022 |
|
RU2786562C1 |
| Способ получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2755137C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2020 |
|
RU2758351C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ РИФЛЕЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБОЛОЧКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2591904C2 |
| Устройство для получения рифлей ромбовидной формы на наружной и внутренней поверхностях цилиндрической оболочки | 2020 |
|
RU2753075C1 |
| Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2839226C1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению деталей типа оболочек, на наружной поверхности которых имеются рифли. Способ получения рифлей на наружной поверхности оболочки, в котором производят внедрение выступов полой рабочей оправки, имеющей продольный разрез, и последующее удаление готовой оболочки, при этом оболочку с наружным диаметром Dз помещают в полость между пуансоном и полой рабочей оправкой, выполненной с выступами на внутренней поверхности по форме и размерам требуемых рифлей, и имеет продольный разрез, равный Zpо=2×π×(Z+H), где Z - односторонний зазор, равный Z=0,25…1 мм, Н - высота выступов полой рабочей оправки, осуществляют внедрение выступов полой рабочей оправки на наружную поверхность оболочки путем обжима полой рабочей оправки матрицей с коэффициентом обжима  посредством матрицы до исчезновения продольного разреза Zpо, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения. Изобретение позволяет наносить рифли любой формы и размером на наружной поверхности оболочки за одну операцию. 5 ил.
посредством матрицы до исчезновения продольного разреза Zpо, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения. Изобретение позволяет наносить рифли любой формы и размером на наружной поверхности оболочки за одну операцию. 5 ил.
Способ получения рифлей на наружной поверхности оболочки, в котором производят внедрение выступов полой рабочей оправки с продольным разрезом и последующее удаление готовой оболочки, отличающийся тем, что оболочку с наружным диаметром Dз помещают в полость между пуансоном и полой рабочей оправкой, выполненной с выступами на внутренней поверхности по форме и размерам требуемых рифлей, и имеет продольный разрез, равный Zpo=2×π×(Z+H), где Z - односторонний зазор, равный Z=0,25…1 мм, Н - высота выступов полой рабочей оправки, осуществляют внедрение выступов полой рабочей оправки на наружную поверхность оболочки путем обжима полой рабочей оправки матрицей с коэффициентом обжима  посредством матрицы до исчезновения продольного разреза Zpо, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения.
посредством матрицы до исчезновения продольного разреза Zpо, после чего матрицу извлекают из полой рабочей оправки с ее упругой раздачей до исходного положения.
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 0 |
|
SU380380A1 |
| US 4937927 A1, 03.07.1990 | |||
| СПОСОБ ДИАГНОСТИКИ БОЛЕЗНИ РЕЙТЕРА У ДЕТЕЙ | 2000 |
|
RU2180964C2 |
| JP 2013018042 A, 31.01.2013. | |||

