Известный уровень техники
Настоящее изобретение относится к мишени для распыления и способам ее изготовления.
Известны различные способы распыления для осаждения пленки на поверхность подложки. Осажденные металлические пленки, например металлические пленки на тонкопленочном полупроводниковом устройстве, можно получить с помощью устройства для магнетронного распыления или других методов распыления. Устройство для магнетронного распыления вынуждает ионы в газовой плазме бомбардировать мишень, в результате чего поверхностные частицы материала мишени выбиваются из нее и оседают в виде пленки или слоя на поверхности подложки. В качестве мишени обычно используется источник распыления в форме плоского диска или прямоугольника, и выбитые атомы движутся по траектории прямой видимости и осаждаются сверху подложки, поверхность осаждения которой параллельна поверхности разрушения мишени. В качестве мишени для распыления в магнетроне с полым катодом (МПК) можно использовать мишень в форме перевернутого тигля или чаши. Внутренняя камера или распылительная полость, образованная мишенью, содержит плазму, которая разрушает поверхность стенок мишени, как было описано выше. Отличительной чертой системы распыления, использующей полую катодную мишень, является ее способность осаждать пленку, которая может заполнять глубокие и узкие каналы в подложке. Это достигается за счет того, что атомы мишени, выбитые из ее внутренних стенок, ионизируются при их прохождении через плазму. Затем магнитные поля придают ионам траекторию движения в направлении, перпендикулярном подложке.
При распылении в магнетроне на постоянном токе или при стандартном магнетронном распылении применяются хорошо известные принципы электрического газового разряда "в пересеченном поле" для достижения очень высоких скоростей осаждения, а также других весьма желательных параметров. Высокие скорости осаждения обусловлены просто тем, что усиленные магнитным полем плазменные разряды обеспечивают очень высокую плотность энергии в доступных условиях. Для этого метода типичны высокие скорости осаждения при низких давлениях, а также возможно достижение высокой однородности и ступенчатого покрытия. При магнетронном распылении можно также использовать высокочастотное (ВЧ) напряжение переменного тока вместо напряжения постоянного тока. Однако недостаток этого метода состоит в том, что обеспечиваемая им высокая равномерность осаждения достигается на счет очень неравномерного разрушения мишени. Это уменьшает срок службы мишени.
Примеры устройств и способов распыления описаны в следующих патентах США: 5693197 (Lal et al.), 5997697 (Guenenfelder et al.), 5865961 (Yokoyama et al.), 5855745 (Manley), 6033536 (Ichihara et al.), 5529674 (Hedgcoth), 5656138 (Scobey et al.), 6063245 (Frach et al.), 5437778 (Hedgcoth), 6077407 (Liehr at al.), 5770025 (Kiyota), 5188717 (Broadbent et ai.), 5171415 (Miller at al.), 6083364 (Ikeda et al.), 3884793 (Penfold et al.) и 5393398 (Sugano), включенных в настоящее описание в полном объеме в качестве ссылки.
Мишени для распыления в магнетроне с танталовым полым катодом (МПК) обычно формируют с использованием тиглей, изготовленных методом сварки и/или глубокой вытяжки. Для этих методов свойственно то, что на катоде образуются металлургические неоднородности, которые отрицательно влияют на характеристики распыления. Например, наплавленные валики сварного шва и окружающая зона термического влияния имеют зернистую структуру и текстуру, отличающуюся от текстуры основной массы материала. Такие металлургические неоднородности могут создавать паразитные магнитные поля, препятствующие процессу распыления. Аналогичным образом глубокая вытяжка или выдавливание отожженной или отпущенной пластины может создавать незначительные напряжения, неравномерно распределенные по заготовке, что приводит к различной реакции на отжиг и/или различному разрушению при распылении. Таким образом, один из недостатков мишеней МПК, получаемых известными описанными методами, состоит в том, что они разрушаются неравномерно, а это приводит к уменьшению количества годных подложек, получаемых из каждой танталовой мишени МПК, из-за неравномерного осаждения материала мишени на подложку.
При проектировании мишени и связанного с нею магнитного поля ставятся две основные задачи - обеспечение равномерности разрушения мишени и равномерности осаждения материала мишени на подложку.
В методах распыления, где делается попытка решить указанные выше задачи, либо используется распыление в магнетроне постоянного тока с вращающимся магнитом, либо в устройстве используются дополнительные стационарные компоненты. В первом из упомянутых методов проблема эффективности использования материала решается посредством перемещения конструкции с магнитом над поверхностью мишени, чтобы одновременно обеспечить равномерное использование материала и адекватное ступенчатое покрытие. Примеры первого метода описаны в следующих патентах США: 5770025 (Kiota), 5188717 (Broadbent et al.), 5171415 (Miller et al.), 6083364 (Ikeda et al.), включенных в данное описание в полном объеме в качестве ссылки. Пример второго метода описан в патенте США 5393398 (Sugano), в котором для обеспечения равномерно осажденного слоя на подложке между мишенью и подложкой расположено устройство перехвата частиц. Однако недостатком упомянутых методов является необходимость использования вместе с устройством распыления сложного и/или дорогого оборудования.
Сущность изобретения
Настоящее изобретение относится к мишени для распыления, такой как мишень МПК, которая предпочтительно имеет по существу однородную зернистую структуру и текстуру по меньшей мере на ее боковых стенках. Предпочтительно, чтобы любое напряжение в мишени для распыления было по существу равномерно распределено по меньшей мере по всем ее боковым стенкам. Мишень для распыления предпочтительно разрушается при распылении по существу равномерно.
Настоящее изобретение также относится к способу изготовления мишени для ионного распыления в магнетроне с полым катодом, пригодной для осаждения равномерной пленки распыляемого материала на подложку, а также к мишени для распыления, изготовленной предложенным способом. Настоящее изобретение можно использовать в различных вариантах, пригодных для осаждения тонкой пленки на подложки различной геометрической формы. Предложенная мишень предпочтительно разрушается равномерно в процессе работы и не требует перемещения деталей или наличия дополнительных элементов, что обеспечивает простую, экономичную и надежную систему магнетронного распыления.
Также предложен способ изготовления мишени для распыления, содержащий этапы, на которых обеспечивают заготовку распыляемого металла, выполненную из вентильного металла, осуществляют поперечную холодную прокатку заготовки распыляемого металла, чтобы получить прокатанную заготовку, и подвергают прокатанную заготовку холодной обработке для получения фасонной заготовки. При необходимости данный способ может дополнительно включать в себя этап отжига заготовки распыляемого металла между этапами поперечной холодной прокатки и холодной обработки.
В объем настоящего изобретения также входит сборка мишени для распыления, содержащая описанную выше мишень для распыления и дополнительно включающая в себя по меньшей мере один компонент из верхней части, выполненной из нераспыляемого или устойчивого к распылению материала и присоединенной к боковым стенкам мишени для распыления, и наружной оболочки, которая выполнена из нераспыляемого материала и к которой прикреплена мишень для распыления.
Настоящее изобретение также относится к мишеням, таким как мишени МПК (магнетрон с полым катодом).
Понятно, что предшествующее общее и следующее далее подробное описания изобретения являются только примерными и пояснительными и предназначены для дополнительного разъяснения заявленного изобретения. Прилагаемые чертежи, которые включены в заявку как составляющая часть, иллюстрируют несколько примерных вариантов выполнения изобретения и вместе с описанием служат для пояснения принципов настоящего изобретения.
Краткое описание чертежей
В дальнейшем будут более подробно описаны примерные варианты выполнения настоящего изобретения без ограничения его объема со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает в схематичном виде вариант выполнения устройства для магнетронного распыления с использованием мишени для распыления, полученной предложенным способом;
фиг.2 изображает перспективный вид мишени для распыления по фиг.1;
фиг.3 изображает вид, подобный фиг.2, иллюстрирующий вариант выполнения сборки мишени для распыления, выполненной согласно настоящему изобретению;
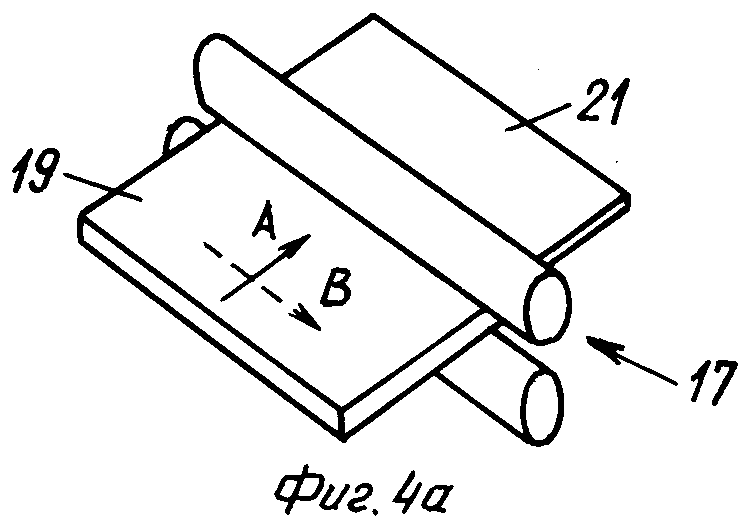
фиг.4а и 4b схематически представляют операцию поперечной холодной прокатки согласно предложенному способу;
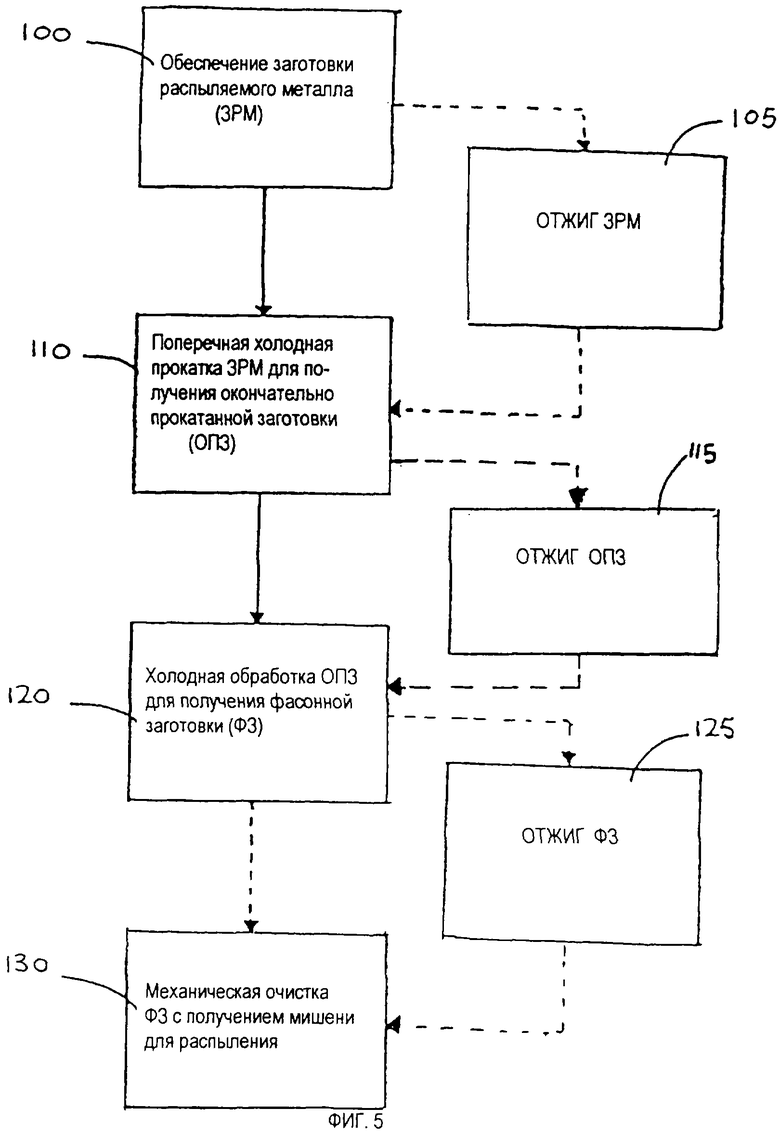
фиг.5 изображает технологическую схему, иллюстрирующую этапы выполнения предложенного способа;
фиг.6-9 изображают графики, иллюстрирующие распределение зерен по размеру в образцах, использованных в примерах.
Описание предпочтительных вариантов выполнения изобретения
В настоящем изобретении предложен способ изготовления мишени для распыления. Способ включает в себя обеспечение заготовки распыляемого металла (ЗРМ), выполненной из вентильного металла, предпочтительно из тантала или ниобия, или их сплавов. Затем заготовку распыляемого металла подвергают поперечной холодной прокатке для получения прокатанной заготовки. Прокатанную заготовку затем подвергают холодной обработке для получения фасонной заготовки. Согласно настоящему изобретению заготовку распыляемого металла можно, при необходимости, подвергнуть отжигу между этапами поперечной холодной прокатки и холодной обработки. В некоторых вариантах выполнения такой необязательный этап отжига отсутствует.
Настоящее изобретение также охватывает мишень для распыления. Мишень для распыления предпочтительно имеет по существу одинаковую или однородную зернистую структуру и/или текстуру по меньшей мере на ее боковых стенках. Предпочтительно, любое напряжение в мишени для распыления по существу равномерно распределено по меньшей мере по боковым стенкам мишени. Предпочтительно мишень для распыления по существу равномерно разрушается при распылении.
В качестве варианта в объем настоящего изобретения также входит сборка мишени для распыления, содержащая описанную выше мишень для распыления и дополнительно включающая в себя по меньшей мере один компонент из верхней части, выполненной из нераспыляемого материала и присоединенной к боковым стенкам мишени для распыления, и наружной оболочки, выполненной из нераспыляемого материала. При этом мишень для распыления прикреплена к наружной оболочке.
На фиг.1 изображен в схематичном виде вариант выполнения устройства для магнетронного распыления с использованием мишени для распыления согласно изобретению. Как видно на фиг.1, устройство 1 для магнетронного распыления содержит мишень 3 для распыления а форме тигля, т.е. продолговатого полого чашеобразного элемента, показанного в перспективном виде на фиг.2. Мишень 3 для распыления имеет внутренние стенки 9, внешние стенки 11 и верхнюю часть 15. На фиг.1 мишень 3 для распыления помещена в наружную оболочку или облицовку 20 с образованием изображенной на чертеже сборки 4 для распыления. Устройство 1 также содержит подложку 5, расположенную на держателе 6 подложки, находящуюся рядом с полостью 7 распыления, образованной внутренними стенками 9 мишени 3 для распыления. Рядом с внешними стенками 11 мишени 3 расположены такие средства 13, как постоянные магниты или электромагниты, предназначенные для обеспечения линий магнитной индукции (ЛМИ), практически параллельных продольной оси L мишени для распыления и непрерывных внутри нее внутренних стенок 9. Линии магнитной индукции (ЛМИ) создают физическую ловушку для электронов тлеющего электрического разряда из мишени 3 для распыления, как будет понятно специалистам в данной области техники. Средство 13 может быть выполнено в любой конструктивной форме, например в виде множества стержневых магнитов, множества тороидальных магнитов, или любого другого средства для создания линий магнитной индукции, показанных на фиг.1. Принцип работы такого устройства, как на фиг.1, известен специалистам в данной области техники. Процесс распыления, осуществляемый устройством по фиг.1 в вакуумной камере в присутствии инертного газа, такого как аргон (Ar), включает в себя ионизацию молекул инертного газа в полости 7. Эту ионизацию вызывает электрическое поле, возникающее в результате приложения напряжения между мишенью 3 и держателем 6 подложки, в результате чего происходит генерирование плазмы или ионизированных молекул инертного газа. Затем ионы в плазме ударяются о внутренние стенки 9 мишени 3 для распыления и выбивают атомы из внутренней поверхности мишени. Выбитые атомы мишени затем проходят через плазму, во время чего значительная часть самих выбитых из мишени атомов ионизируется плазмой. После ионизации анионы мишени под действием внешнего магнитного поля направляются по траектории движения, перпендикулярной поверхности подложки 5, после чего они оседают на подложку, формируя на ней осажденный слой. Согласно настоящему изобретению мишень 3 для распыления выполнена таким образом, что она обеспечивает высокую равномерность осаждения относительно подложки, и ее разрушение происходит равномерно без необходимости использования в устройстве для распыления движущихся частей, таких как вращающиеся магниты или подложки, а также не требуются дополнительные компоненты в составе устройства для распыления. Хотя в них и нет необходимости, эти методы можно, при желании, использовать в настоящем изобретении.
Настоящее изобретение предпочтительно предусматривает мишень для распыления, пригодную для сборки МПК, которая имеет по существу однородную микроструктуру по меньшей мере на ее внутренних боковых стенках, т.е. по существу одинаковую зернистую структуру и текстуру по меньшей мере на ее внутренних стенках. В изобретении предложен способ изготовления описанной выше мишени для распыления.
Вариант выполнения предложенного способа проиллюстрирован в виде технологической схемы на фиг.5, где некоторые необязательные этапы показаны прерывистыми линиями со стрелками. Согласно изобретению, как видно на фиг.5, на этапе 100 обеспечивают заготовку распыляемого металла, выполненную из вентильного металла, такого как ниобий (Nb), тантал (Та), алюминии (Al), титан (Ti), ванадий (V), цирконий (Zr) или их сплавы (далее именуемые как "распыляемый металл"). Для целей настоящего изобретения в качестве вентильного металла может использоваться медь (Cu). Перед этапом 100 можно выполнить любые обычные стандартные этапы, такие как плавка и плоская штамповка и т.п. Для обеспечения заготовки распыляемого металла слиток вентильного металла сначала предпочтительно подвергают плоской штамповке, режут на плоские заготовки и подвергают механической очистке. Этапы плоской штамповки распыляемого металла, резки его на плоские заготовки и механической очистки для получения заготовки распыляемого металла известны, например, из работ C.Pokross, Controlling the Texture of Tantalum Plate (Регулирование текстуры танталовой пластины), Journal of Metals, October 1989, pp.46-49, J.В.Clark, R.K.Garret, Jr., T.L.Jungling, R.I.Asfahani, Influence of Transverse Rolling on the Microstructural and Textural Development in Pure Tantalum (Влияние поперечной прокатки на развитие микроструктуры и текстуры в чистом тантале), Metallurgical Transactions A, 23А, pp.2183-2191, и др., включенных в данное описание в полном объеме в качестве ссылки.
Затем заготовку распыляемого металла используют как "прокатываемую заготовку" и подвергают поперечной холодной прокатке на этапе 110 до предварительно заданной толщины после холодной прокатки, в результате чего получают прокатанную заготовку. Предпочтительно предварительно заданная толщина после холодной прокатки составляет от около 1/4 дюйма до около 1 дюйма или более, хотя можно легко использовать другую толщину. Под "прокатываемой заготовкой" в контексте настоящего изобретения подразумевается заготовка в процессе последовательных стадий поперечной холодной прокатки, от первой стадии прокатки, когда используется заготовка распыляемого металла до тех пор, пока не будет получена прокатанная заготовка с предварительно заданной толщиной после холодной прокатки. На этапе поперечной холодной прокатки, как видно на фиг.4а и 4b, прокатываемая заготовка 19 прокатывается обычным устройством 17 для холодной прокатки в направлении, перпендикулярном оси (центральной линии) слитка и обозначенном как "А", для формирования другой, более тонкой прокатываемой заготовки 21. После этого каждая последующая прокатываемая заготовка 21 поворачивается на 90°, затем подвергается холодной прокатке в направлении, параллельном центральной линии слитка до тех пор, пока она не достигнет заданной толщины. Предпочтительно, чтобы холодная прокатка сначала осуществлялась в первом направлении "А" некоторое, количество раз, а затем продолжалась во втором направлении "В", перпендикулярном направлению "А", некоторое количество раз до тех пор, пока прокатываемая заготовка не достигнет предварительной заданной толщины после холодной прокатки и не будет получена прокатанная заготовка 23, как видно на фиг.4b. Предпочтительно, чтобы холодная прокатка в направлении "А" обеспечивала истинную деформацию около -1,3, а холодная прокатка в направлении "В" обеспечивала истинную деформацию около -1,4. Поперечная холодная прокатка прокатываемой заготовки равномерно упрочняет заготовку и обеспечивает благоприятную реакцию на отжиг. Можно использовать методы, описанные в работах J. В. Clark, R.K.Garrett, Jr., T.L.Jungling, R.I.Asfahani. Influence of Transverse Rolling on the Microstructural and Textural Development in Pure Tantalum (Влияние поперечной прокатки на развитие микроструктуры и текстуры в чистом тантале), Metallurgical Transactions труды А, 23А, pp.2183-2191, и J.В.Clark, R.К.Garret, Jr., T.L.Jungling, R.A.Vandermeer, С.L.Vold, Effect of Processing Variables on the Texture and Texture Gradients in Tantalum (Влияние технологических переменных на текстуру и градиенты текстуры в тантале), Metallurgical Transactions A, 22A, pp.2039-2048, которые включены в настоящее описание в полном объеме в качестве ссылки.
Предпочтительно, заготовку распыляемого металла отжигают на этапе 105, как показано прерывистыми линиями со стрелками, перед описанным выше этапом поперечной холодной прокатки. Отжиг предпочтительно осуществляют в вакууме 5×10-4 торр или выше при достаточной температуре и в течение достаточного времени, чтобы обеспечить от частичной до полной рекристаллизации плоскоштампованной прокатываемой плоской заготовки. Температура отжига предпочтительно составляет от около 950°С до около 1300°С, а время отжига - предпочтительно в течение около двух часов, хотя можно использовать другие температуры отжига и/или интервалы времени. Этап отжига позволяет рекристаллизовать или восстановить любые сильно нагартованные зерна, что, в свою очередь, позволяет более эффективно распределять деформации, создаваемые последующей сильной холодной прокаткой готовой плиты, а также повышает однородность микроструктуры и текстуры в холоднокатаной и отожженной плите. Методы промежуточного отжига, используемые во время обработки тантала, которые можно использовать в данном изобретение, описаны в работах J.В.Clark, R.K.Garrett, Jr., T.L.Jungling, R.I.Asfahani, Influence of Transverse Rolling on the Microstructural and Textural Development in Pure Tantalum (Влияние поперечной прокатки на развитие микроструктуры и текстуры в чистом тантале), Metallurgical Transactions A, 23A, pp.2183-2191, и C.A.Michaluk, Factors Affecting the Mechanical Properties and Texture of Tantalum, Tantalum (Факторы, влияющие на механические свойства и текстуру тантала. Тантал), E.Chen, A.Crowson, E.Lavernia, W.Ebinara, P.Kumar (eds). The Minerals, Metals, and Materials Society, Warrendale, PA, 1996, pp.206-217; C.A.Michaluk, D.B.Smathers, D.P.Field, Affect of Localized Texture on the Sputter Performance of Tantalum (Влияние локализованной текстуры на напыление тантала), Proceedings of the the Twelfth International Conference on Textures of Materials, J.A.Szpunar (ed.), NRC Research Press, Ottawa, 1999, pp.1357-1362, включенных в данное описание в полном объеме в качестве ссылки.
В одном варианте выполнения изобретения после этапа 110 поперечной холодной прокатки окончательно прокатанную заготовку (ОПЗ) можно подвергнуть отжигу или отпуску на этапе 115 для смягчения ОПЗ и улучшения ее способности к формоизменению. Отпуск или отжиг предпочтительно выполняются в вакууме 5×10-4 торр или выше и при достаточной температуре в течение достаточного времени, чтобы обеспечить возврат или полную рекристаллизацию ОПЗ. Предпочтительно, температура отпуска составляет от 600 до 850°С, а температура отжига составляет от около 950 до около 1300°С, хотя можно использовать и другие температуры. Время отпуска и отжига предпочтительно составляет около 2 часов, хотя можно использовать и другое время. Другое преимущество отжига прокатанной заготовки между этапами поперечной холодной прокатки и холодной обработки состоит в том, что благодаря снижению напряжения пластического течения фасонная заготовка имеет поверхность лучшего конечного качества в основном за счет того, что она формуется гораздо легче, чем заготовка, соответствующая данной фасонной заготовке, но не подвергавшаяся отжигу на этапе 115. Таким образом, благодаря отжигу на этапе 115 уменьшается необходимость в этапе механической очистки фасонной заготовки на этапе 130, так как фасонная заготовка может уже иметь приемлемую поверхность, соответствующую требованиям изготовителя комплектного оборудования с (ИКО).
Во втором варианте выполнения настоящего изобретения прокатанная заготовка не подвергается отжигу после этапа поперечной холодной прокатки и перед этапом холодной обработки для получения мишени заданной формы. Такое исключение этапа отжига препятствует снятию большой степени нагартовки, возникшей в результате поперечной прокатки пластины перед формовкой. Так как ОПЗ сохраняет нагартовку, полученную при поперечной прокатке, средняя величина истинной деформации, приданной заготовке посредством формовки, будет предпочтительно меньше, чем -0,2. Поэтому общая деформация по длине заготовки не будет колебаться настолько, чтобы повлиять на реакцию фасонной заготовки на отжиг, и отжиг фасонной заготовки придаст ей мелкозернистую структуру.
После этапа поперечной холодной прокатки и необязательного отпуска или отжига (115) заготовку используют в качестве болванки и на этапе 120 придают ей форму мишени для распыления. Этот этап холодной обработки предпочтительно включает в себя глубокую вытяжку и/или может включать в себя выдавливание (например, пластическую формовку) прокатанной заготовки в фасонную заготовку, так что боковой стенке фасонной заготовки (ФЗ) придается минимальная степень деформации (например, минимальная деформация заготовки около -2,5) после формовки. За счет ограничения деформации, придаваемой боковой стенке во время операции 120, степень неравномерной деформации и градиентов деформации будет минимальной и будет меньше влиять на металлургические свойства готовой мишени для распыления. Предпочтительно, предварительно заданная форма мишени соответствует чашеобразной или цилиндрической форме, как показано на фиг.2 и 3. На фиг.3 изображены обычные положения основы (35), закругления (33), средней стенки (31) и верхней стенки (29) мишени. Форма мишени для распыления согласно изобретению не обязательно должна быть цилиндрической или чашеобразной, а поперечное сечение мишени для распыления в направлении, перпендикулярном продольной оси L, не обязательно должно быть круглым.
Холодная обработка, используемая в предложенных процессах, предпочтительно выполняется в нескольких направлениях, что обеспечивает целый ряд преимуществ, таких как мелкий и/или равномерный размер зерна и/или хорошая текстура. Такая холодная обработка в нескольких направлениях предпочтительно выполняется методом пластической формовки, как было описано выше.
В более предпочтительном варианте выполнения после поперечной холодной прокатки (предпочтительно из материала, подвергнутого холодной прокатке, вырезают материал в форме диска или прямоугольника, который затем используется для формовки пресс-формы, т.е. заготовки предварительной формы), холодная обработка прокатанной заготовки для получения фасонной заготовки предпочтительно осуществляется методом глубокой вытяжки прокатанной заготовки для получения пресс-формы, имеющей чашеобразную форму. После этого предварительно отформованный материал предпочтительно подвергают пластической формовке на оправке, чтобы получить окончательную фасонную заготовку, обычно в форме чаши, как показано на фиг.3. Такая многонаправленная холодная обработка заготовки методом пластической формовки обеспечивает ряд преимуществ, включая, без ограничения перечисленными, введение большой степени деформации сдвига в фасонную заготовку, что позволяет получить более мелкое и однородное по размеру зерно в фасонной заготовке после отжига.
Предпочтительно, мишень предварительно заданной формы дополнительно подвергается отпуску или отжигу после этапа 120 холодной обработки на этапе 125, как показано прерывистой линией со стрелкой, предпочтительно при температурах от около 600°С до около 850°С для отпуска и от около 950°С до около 1300°С для отжига, хотя можно использовать и другие температуры. Операция 125 отпуска или отжига проводится в вакууме или инертной атмосфере в течение предпочтительного периода времени от около 15 минут до около 2 часов. Однородность деформации фасонной заготовки (ФЗ) обеспечивает то, что распыляемый металл одинаково реагирует на отжиг, тем самым гарантируя практически одинаковую зернистую структуру и/или текстуры по меньшей мере по всем областям внутренних боковых стенок готовой мишени для распыления. Фасонная заготовка может быть подвергнута механической очистке на этапе 130, чтобы получить мишень для распыления, соответствующую размерным требованиям, заданным ИКО. Как отмечалось выше, мишень для распыления можно получить без этапа механической очистки, если фасонная заготовка удовлетворяет требованиям, предъявляемым ИКО к качеству поверхности. В предпочтительном варианте мишень для распыления имеет чашеобразную или цилиндрическую форму и высоту около 10,5 дюймов, внутренний диаметр около 9,25 дюйма, внешний диаметр около 9,50 дюймов и толщину боковых стенок около 0,25 дюйма.
Мишень для распыления согласно изобретению предпочтительно имеет фланцы, которые являются ее частью. Иными словами, фланцы составляют единое целое или часть одной и той же целой детали, что и мишень для распыления, так что исключается необходимость сварки отдельных фланцев с мишенью для распыления. Фланцы можно сформировать посредством прокатки кромок мишени для распыления до заданной длины фланца. Эту прокатку можно осуществлять с использованием избытка толстого материала в устье данной части или "держателей", полученных при глубокой вытяжке. Кромка мишени, например, показана позицией 27 на фиг.1.
Осуществление этапов предложенного способа изготовления мишени для распыления позволяет получить мишень, которая разрушается во время распыления практически равномерно и обеспечивает по существу равномерное осаждение материала мишени на подложку, и в то же время исключает необходимость в сложных и дорогих компонентах, таких как подвижные элементы и/или дополнительные компоненты в устройстве для распыления, предназначенных для достижения перечисленных преимуществ. Мишень для распыления, изготовленная путем выполнения этапов предложенного способа, имеет по существу одинаковую однородную зернистую структуру и/или текстуру, по меньшей мере, во всех областях ее внутренних боковых стенок. Любая деформация в мишени для распыления по существу равномерно распределена, по меньшей мере, по ее боковым стенкам, обеспечивая тем самым одинаковую реакцию на отжиг и разрушение при распылении.
В одном варианте выполнения изобретения мишень, выполненная по меньшей мере из одного вентильного материала, предпочтительно имеет мелкий и/или однородный размер зерна. Кроме того, мишень предпочтительно имеет однородную текстуру. В частности, мишень, содержащая по меньшей мере один вентильный металл, имеет размер зерна 5 ASTM или выше (т.е. мельче), более предпочтительно от около 5 ASTM до 13 ASTM, еще более предпочтительно от около 5 ASTM до около 10 ASTM и наиболее предпочтительно от около 7 ASTM до около 9 ASTM. Дополнительно или альтернативно мишень имеет однородный размер зерна, например, при котором различие зерен по размерам по всей мишени составляет ±2 ASTM, или ±1 ASTM, или меньше. Дополнительно или альтернативно мишень может иметь прекрасную текстуру, например смешанную (111)-(100) глобальную текстуру, которая предпочтительно свободна от резких локализованных полос сильной (100) текстуры. Иными словами, в этой текстуре зерна, имеющие перпендикулярное направление ориентации (100) к поверхности распыления, рассеиваются так, что не удается обнаружить локализованных группировок (100) текстуры. Предпочтительно мишень согласно изобретению по меньшей мере частично рекристаллизована, так что по меньшей мере 75% мишени рекристаллизозано, а более предпочтительно рекристаллизовано по меньшей мере 95% мишени и еще более предпочтительно рекристаллизовано по меньшей мере 98% мишени. Более предпочтительно мишень рекристаллизована полностью (т.е. рекристаллизовано 100%). Предпочтительно мишень имеет одно, несколько или все вышеперечисленные свойства, касающиеся текстуры и размера зерна. Мишень предпочтительно имеет конструкцию МПК, описанную выше, и имеет одно, несколько или все перечисленные свойства.
В предпочтительном варианте выполнения предложенного способа зерна мишени ориентируются таким образом, что паразитные магнитные поля по существу отсутствуют или полностью исключаются. Паразитные магнитные поля исключаются в результате минимизации дислоцированных зерен. Иными словами, в предпочтительном варианте выполнения изобретения обеспечивается такое выравнивание магнитного поля, что его ориентация одинакова или по существу одинакова. Это позволяет получить параллельную ориентацию магнитного поля относительно потока распыленного материала и тем самым исключить конкурирующие или интерферирующие магнитные поля. При этом повышается качество и/или эффективность напыления, что является весьма желательным для конечных пользователей.
Предпочтительно предложенную мишень для распыления, изготовленную согласно описанному выше, помещают в такую наружную оболочку или облицовку, как наружная оболочка 20 на фиг.1. Наружная оболочка выполнена из более легкого и дешевого материала, чем вентильный металл мишени для распыления, что исключает излишнее увеличение массы мишени для распыления и облегчает установку мишени для распыления, а также сборки для распыления с наружной оболочкой в вакуумной камере для распыления, и в то же время обеспечивает экономию средств. Также предпочтительно, чтобы наружная оболочка была выполнена из негидрируемого материала, например негидрируемого металла. Примерами негидрируемых металлов могут быть, без ограничения перечисленными, алюминий или медь.
Металлическая рубашка или опорная пластина может быть предпочтительно выполнена как часть мишени для распыления за счет присоединения металлической опорной пластины, такой как медная пластина, сверху пластины из вентильного металла перед холодной обработкой материала. Например, металлическую опорную пластину можно присоединить такими методами, как взрывное соединение, механическое соединение, соединение прокаткой и т.п. После присоединения металлической опорной пластины сверху пластины из вентильного металла, объединенную с опорной пластиной, можно подвергнуть обработке согласно предложенному способу, описанному выше. Данный конкретный способ присоединения металлической опорной пластины или рубашки сверху мишени из вентильного металла исключает дополнительные операции, применяемые конечными пользователями, когда они обычно получают мишень, например, из тантала, а затем должны скользяще установить медную металлическую рубашку на уже сформованную мишень для распыления (например, мишень в форме банки), что требует дополнительных трудозатрат и времени. Выполнение опорной пластины как части пластины из вентильного металла перед формированием мишени для распыления позволяет значительно снизить расходы и сократить время производства.
Функция наружной оболочки заключается в том, чтобы придать структурную целостность мишени для распыления. Таким образом, наличие наружной оболочки позволяет практически полностью расходовать материал мишени для распыления со всей внутренней стенки МПК, например до толщины облицовки менее чем 0,1". Без наружной оболочки мишень для распыления не может разрушиться до минимальной требуемой толщины без потери ее структурной целостности.
Когда наружная оболочка выполнена из негидрируемого материала, это позволяет извлекать вентильный металл из отработавшей мишени для распыления. При воздействии на составную мишень МПК положительным давлением атмосферы водорода при температуре выше около 450°С внутренняя облицовка из металлического тантала будет поглощать водород и станет хрупкой, в то время как негидрируемый материал остается вязким и пластичным. Гидрированные вентильные металлы можно снять с составной мишени МПК механическими средствами, например вибрацией или соскабливанием. Поэтому наружную оболочку можно использовать повторно, а неиспользованные части распыляемого материала могут быть извлечены и возвращены в оборот.
Согласно другому аспекту настоящего изобретения, проиллюстрированному на фиг.3, верхняя часть 15′ может быть выполнена отдельной от мишени 3′ для распыления из устойчивого к распылению материала. Верхняя часть предпочтительно приварена или иным образом прикреплена к боковым стенкам цилиндрической мишени 3′ для распыления, чтобы получить готовую сборку 4′ мишени для распыления. Предпочтительно верхняя часть выполнена из материала на основе вентильного металла, имеющего большой размер зерна и сильную (100) текстуру. Скорость распыления может зависеть от текстуры. Так как танталовые мишени, имеющие полосы (100) текстуры, имеют высокое сопротивление распылению согласно предпочтительному варианту, верхняя часть может быть выполнена из материала на основе Та или на основе Nb, имеющего сильную (100) текстуру. Материал на основе вентильного металла может быть коммерчески чистым вентильным металлом, таким как тантал или ниобий, но специально обработанным, чтобы обеспечить сильную (100) текстуру, или он может быть сплавом вентильного металла, например сплавом тантал-вольфрам и т.п., который типично имеет сильную (100) текстуру, как описано в работах C.A.Michaluk, Masters Thesis, Drexel University, 1993; G.Т.Gray III, S.R.Bingert, S.I.Wright, S.R.Chen, Influence of Tungsten Alloying Additions on the Mechanical Properties and Texture of Tantalum (Влияние легирующих добавок вольфрама на механические свойства и текстуру тантала), Material Research Society Symposium Proceedings, Volume 322, Materials Research Society, 1994, pp.407-412; S.I.Wright, S.R.Bingert, M.D.Johnson, Effect of Annealing Temperature on the Texture of Rolled Tantalum and Tantalum 10 wt. % Tungsten (Воздействие температуры на текстуру прокатанного тантала и тантала с 10 мас.% вольфрама), Utungsten and Refractory Metals 2, A.Bose and R.J Dowding (eds.), Metal Powder Industries Federation, Princeton, 1995, pp.501-508, которые включены в настоящее описание в полном объеме в качестве ссылки. Верхнюю часть можно также выполнить из другого стойкого к распылению материала, известного специалистам в данной области техники. Согласно другому аспекту верхняя часть выполнена из стойкого к распылению, негидрируемого материала, известного специалистам, что позволяет извлекать вентильный металл из отработавшей мишени для распыления, как было описано выше. Наличие нераспыляемой верхней части в мишени для распыления ограничивает разрушение боковых стенок мишени для распыления и замедляет распыление (уменьшает скорость распыления) с ее верхней внутренней поверхности. Отмеченное выше преимущество желательно для обеспечения осаждения равномерного слоя на подложку, потому что атомы, выбитые из верхней внутренней поверхности мишени, могут проходить через плазму, не ионизируясь при этом, и продолжать движение к подложке по неперпендикулярной траектории. Эти атомы будут ударять по подложке под некоторым углом (т.е. под непрямым углом), скапливаться на стенках ее каналов и образовывать незаполненные (закрытые) пустоты на дне этих каналов. С другой стороны, если выбитый из боковой стенки атом не ионизируется, он просто осаждается на противоположной внутренней боковой стенке мишени. По этой причине выполнение верхней внутренней поверхности мишени из нераспыляемого материала по существу исключает ударение неионизированных атомов по подложке под углом и неравномерное осаждение материала на ней.
Согласно одному аспекту изобретения отработавшую мишень после распыления обрабатывают, чтобы можно было извлечь оставшийся вентильный металл. Предпочтительно отработавшую мишень после распыления сначала подвергают гидрированию, во время которого вентильный металл гидрируется и образуется очень хрупкий материал; гидрированный вентильный металл отделяется от негидрированной оболочки обычными методами снятия или отделения. После этого гидрированный вентильный металл измельчают для получения порошка гидридного вентильного металла, затем порошок гидридного вентильного металла предпочтительно дегазируют путем нагрева в вакууме до температуры выше около 450°С для удаления водорода, в результате чего получается порошок вентильного металла. Порошок можно затем дополнительно обработать согласно предложенным способам, чтобы получить мишень для распыления.
В дальнейшем настоящее изобретение будет проиллюстрировано на следующих примерах.
Пример
В примерах использовались две ниобиевые пластины и две танталовые пластины, поставляемые фирмой Cabot Corporation. Каждую из ниобиевой и танталовой пластин подвергали перекрестной прокатке несколько раз, как описано в настоящей заявке. Пластины исходно имели толщину 3,5 дюйма и после процесса перекрестной прокатки получали толщину 0,5 дюйма. Перекрестная холодная прокатка включала в себя прокатку одинаковое количество раз в первом направлении и во втором направлении, перпендикулярном первому направлению. Из каждой пластины вырезали диск толщиной 0,5′′ и диаметром 18,0′′. При изготовлении преформы каждый диск вытягивали в преформу, которая имела форму чаши, с помощью 1000-тонного пресса. Чашеобразная преформа имела следующие размеры после обработки под 1000-тонным прессом: высота около 6,6′′ и толщина около 0,5′′, при этом стенка имела кромку, скошенную под углом 1. Внутренний диаметр чаши был около 9,3′′. Радиус внутреннего закругления чаши составлял около 1,2′′ в нижних углах, а радиус наружного закругления составлял около 1/6′′ на наружных углах.
Для получения готового продукта предварительно сформированную чашу затем помещали на оправку. Оправка была подвергнута механической обработке для получения конечного продукта требуемого диаметра и качества поверхности. Предварительно сформированную чашу затем подвергали пластической формовке до требуемой толщины стенки и длины, как было описано выше. Операцию пластической формовки осуществляли на Dynamic Machine Works. После обработки пластической формовкой готовую деталь механически обрабатывали до заданных готовых размеров.
Размеры готовой детали были таковы:
Высота около 9,9′′, толщина стенки около 0,225′′ с кромкой, скошенной под углом около 1°, внутренний диаметр около 9,49′′ с радиусом закругления около 1,2′′ в нижних внутренних углах и радиусом закругления около 1,36′′ на нижних наружных углах. Один ниобиевый образец и один танталовый образец подвергали отжигу между этапами перекрестной или поперечной холодной прокатки и формирования преформы, а другие образцы из ниобия и тантала не подвергали операции отжига между этапами поперечной холодной прокатки и формирования преформы холодной обработкой. Отжиг тантала выполняли при температуре 1050°С с выдержкой в течение 2 часов. Отжиг ниобиевого продукта осуществляли при 1150° с выдержкой в течение 2 часов.
Для каждого образца готовый сформированный продукт подвергали окончательному отжигу, при этом отжиг ниобия, полученного из неотожженной пластины, осуществляли при 1100°С с выдержкой в течение 2 часов; окончательный отжиг ниобия, сформированного из отожженной пластины, осуществляли при 1250°С с выдержкой в течение 2 часов; окончательный отжиг тантала, сформированного из неотожженной пластины, осуществляли при 1100°С с выдержкой 2 часа, и окончательный отжиг тантала, сформированного из отожженной пластины, осуществляли при 1050°С с выдержкой 2 часа.
Для каждого образца однородность микроструктуры определяли с помощью процедуры исследования, описанной в заявке на патент США 09/665845, включенной в полном объеме в настоящее описание и составляющей часть настоящей заявки. Для обеспечения возможности соответствующего сравнения данных текстуры при сборе данных дифракции отраженных электронов (EBSD, от англ. electron back scattered diffraction) использовалось шаговое расстояние, составляющее 1/5 среднего размера зерна, определенного в направлениях Х и У. В приведенной ниже таблице показаны процент рекристаллизации и размер зерна.
Металлографические результаты
Танталовый тигель (Полая катодная мишень) - Отожженая окончательно прокатанная заготовка (ОПЗ)
Результаты анализа текстуры
(Образцы, взятые из середины стенки, оптимальная температура отжига)
Анализ текстуры показал улучшение однородности текстуры, особенно у образцов, изготовление которых начиналось с отожженной пластины. В частности, отожженные мишени для распыления, выполненные из неотожженной ОПЗ, имеют более тяжелый градиент текстуры, о чем свидетельствуют более высокое значение лямбда, и больше текстурных полос, о которых свидетельствует более высокое значение омега. Сообщалось, что изменения текстуры коррелируют с изменениями характеристик распыления тантала (работа C.A.Michaluk, D.B.Smarthers and D.P.Field, Affect of Localized Texture on the Sputter Performance of Tantalum, Proceedings of the Twelfth International Conference on Texture of Materials, J.A.Szpunar (ed.), NRC Research Press, Ottawa, 1999, pp.1357-1362, включенная в полном объеме в качестве ссылки). Также, как видно из представленных выше результатов, выгода от использования неотожженной пластины в процессе формовки состоит в том, что готовый отожженный тигель имеет более мелкий размер зерна. Выгода от процесса, начинающего с отожженной пластины, состоит в повышении однородности текстуры в готовом тигле, а также легкости формовки детали. Более того, использование отожженной ОПЗ дает более однородную зернистую структуру, о чем свидетельствуют графики распределения зерен по размеру, показанные на фиг.6-9, измеренные с помощью TSL методами анализа дифракции отраженных электронов (EBSD), описанного в заявке на патент США №09/665845. Таким образом, каждый способ имеет свои преимущества в зависимости от потребностей конечного пользователя, и настоящее изобретение предполагает различные варианты удовлетворения требований конечного пользователя.
Специалистам будет понятно, что возможны различные модификации и изменения описанных вариантов выполнения изобретения, не выходящие за рамки объема притязаний. Следовательно, настоящее изобретение охватывает другие модификации и варианты изобретения в рамках объема прилагаемой формулы изобретения и его эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОЧИСТЫЙ ТАНТАЛ И СОДЕРЖАЩИЕ ЕГО ИЗДЕЛИЯ, ПОДОБНЫЕ МИШЕНЯМ ДЛЯ РАСПЫЛЕНИЯ | 1999 |
|
RU2233899C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА ПЕРЕРАБОТКИ, ВКЛЮЧАЮЩЕГО СОДЕРЖАЩИЙ КРЕМНИЙ СПЛАВ НИОБИЯ И ТАНТАЛА (ВАРИАНТЫ), ЛУНКИ ГЛУБОКОЙ ВЫТЯЖКИ И МИШЕНИ ИОННОГО РАСПЫЛЕНИЯ, ПОЛУЧЕННЫЕ ИЗ НЕГО | 2005 |
|
RU2416656C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДОВ ДЛЯ УСТАНОВОК МАГНЕТРОННОГО РАСПЫЛЕНИЯ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2021 |
|
RU2763719C1 |
| КАТОДНАЯ МИШЕНЬ ДЛЯ РАСПЫЛЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2405062C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗОЛОТОЙ ПЛЕНКИ С ИСПОЛЬЗОВАНИЕМ ЗОЛОТОЙ РАСПЫЛЯЕМОЙ МИШЕНИ | 2018 |
|
RU2784174C2 |
| ЗОЛОТАЯ РАСПЫЛЯЕМАЯ МИШЕНЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2018 |
|
RU2785507C2 |
| ЗОЛОТАЯ РАСПЫЛЯЕМАЯ МИШЕНЬ | 2017 |
|
RU2785130C2 |
| ОЧИЩЕННЫЙ ЛАЗЕРНОЙ ОБРАБОТКОЙ И ПЛАВЛЕНИЕМ ТУГОПЛАВКИЙ МЕТАЛЛ И ЕГО СПЛАВ | 2003 |
|
RU2333086C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С КОНТРОЛИРУЕМЫМ ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 2002 |
|
RU2290448C2 |
| ИЗДЕЛИЕ ИЗ СПЛАВА НА ОСНОВЕ ТУГОПЛАВКОГО МЕТАЛЛА И ПРОВОЛОКА ИЗ СПЛАВА НА ОСНОВЕ ТАНТАЛА | 1992 |
|
RU2100467C1 |







Изобретение относится к мишени для распыления и способам ее изготовления. Предложенный способ изготовления мишени включает получение заготовки распыляемого металла, содержащей тантал, ниобий или их сплав, осуществление поперечной холодной прокатки заготовки распыляемого металла и проведение холодной обработки прокатанной заготовки для получения фасонной заготовки. Предложенная мишень изготовлена вышеописанным способом и содержит по меньшей мере один вентильный металл. Мишень предназначена для магнетрона с полым катодом и имеет: а) размер зерна по ASTM 5 или мельче; b) смешанную (111)-(100) текстуру; с) однородный размер зерна, варьирующийся в интервале по ASTM ±2, или их комбинацию. Предложенная сборка мишени для распыления содержит мишень, а также верхнюю часть, выполненную из нераспыляемого материала и прикрепленную к боковым стенкам мишени для распыления, и/или наружную оболочку, выполненную из нераспыляемого материала и прикрепленную к мишени. Заявленный способ извлечения вентильного металла из отработавшей сборки мишени для распыления включает этап гидрирования вентильного металла для получения гидрированного вентильного металла. Техническим результатом изобретения является обеспечение равномерности разрушения мишени и равномерности осаждения материала мишени на подложку. 5 н. и 52 з.п. ф-лы, 9 ил., 2 табл.
| US 5993621 А, 30.11.1999 | |||
| Способ изготовления тарельчатых пружин из титановых сплавов | 1973 |
|
SU621795A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОВ ВОССТАНОВЛЕНИЕМ ИХ ВЫСШИХ ГАЛОГЕНИДОВ | 0 |
|
SU384913A1 |
| ИСТОЧНИК ИОНОВ МЕТАЛЛОВ | 1986 |
|
SU1371434A1 |
| Направленная антенна для коротких волн | 1931 |
|
SU31310A1 |
| US 6113761 A, 05.09.2000 | |||
| dark, J.B | |||
| et | |||
| al | |||
| Influence of transverse rolling on the microstructural and texture development in pure tantalum, Physical Metallurgy and Materials Science, 23A(8), 1992 | |||
| Прибор для определения содержания углекислоты в топочных газах | 1924 |
|
SU2183A1 |

