Настоящее изобретение относится к экструзионному устройству, а также к способу получения армированных углеродным волокном пластмассовых заготовок.
Для улучшения механических свойств пластмассовых заготовок, получаемых по технологии экструзии, используемые композиты часто обогащают углеродными волокнами. Однако на ориентацию введенных волокон в настоящее время влияют исключительно через возникающие при экструзии режимы течения, в результате чего получают недетерминированное распределение волокон. Это приводит к неоднородности механических свойств экструдированных компонентов. Кроме того, нельзя использовать другие потенциальные возможности углеродных волокон, такие как электрическая проводимость и очень высокая теплопроводность.
Экструзионные системы, применяющиеся в настоящее время, задают режимы течения пластифицированного композитного материала, армированного волокнами, посредством введенных дополнительно каналов течения, которые целенаправленно влияют на ориентацию волокон. Однако волокна при этом могут ориентироваться исключительно параллельно плоскости профиля или, при экструзии труб в спиральной конфигурации, параллельно оси трубы. При этом разные скорости течения в краевых зонах и в центре потока пластифицированного композитного материала приводят к неопределенной ориентации волокон, что не позволяет обеспечить постоянное качество компонентов.
В публикации "Method for manufacturing plastic tubes for heat exchangers containing graphite fillers" (Способ изготовления пластиковых труб для теплообменников, содержащих графитовые наполнители) DOI: http://dx.doi.org/10.4421/PAPDEOTT002961) раскрывается получение обладающих высокой теплопроводностью пластмассовых труб путем экструзии, причем ориентация углеродных волокон, перпендикулярная направлению течения, достигается благодаря использованию особых наполнителей и геометрии проточного канала в экструзионном оборудовании.
Таким образом, задачей настоящего изобретения является устранить недостатки уровня техники и предложить устройство, которое позволяет целенаправленно влиять на ориентацию углеродных волокон в пластмассовых заготовках.
Эта задача решена путем разработки экструзионного устройства для получения армированных углеродным волокном пластмассовых заготовок, соответствующего отличительным признакам основного пункта формулы изобретения. Предпочтительные варианты осуществления устройства по изобретению охарактеризованы в зависимых пунктах.
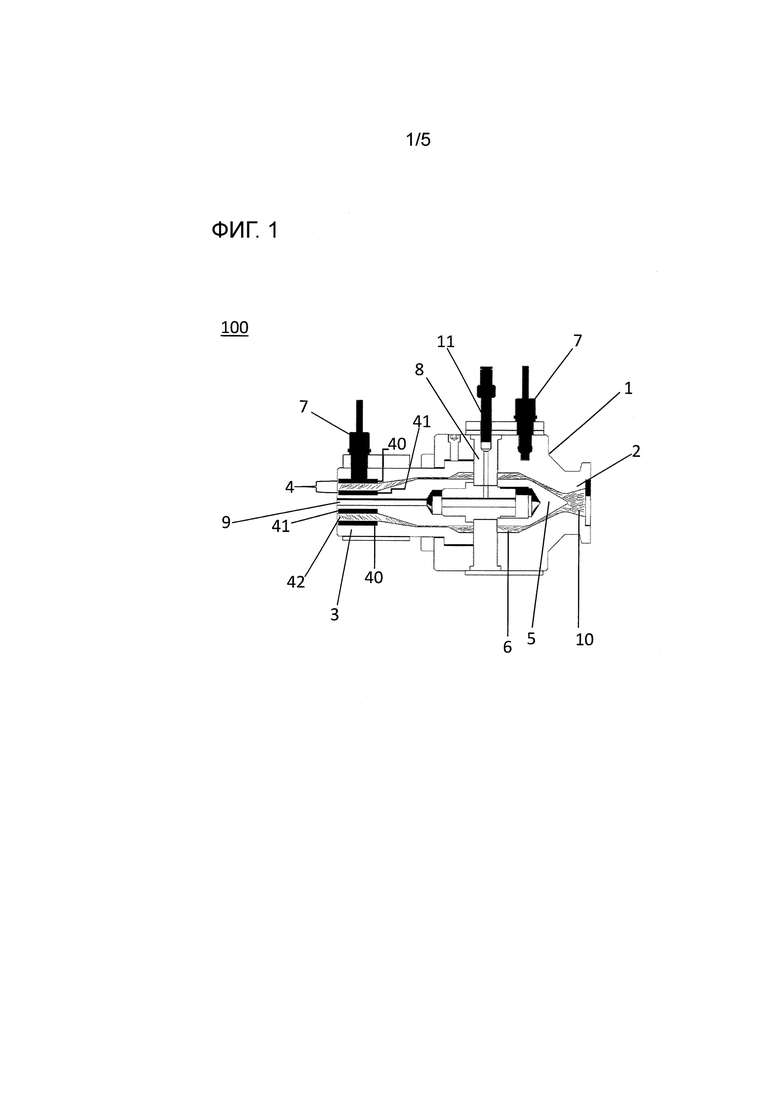
Объектом настоящего изобретения является экструзионное устройство 100 для получения армированных углеродным волокном пластмассовых заготовок, состоящее из корпуса 1, который имеет входную область 2 и выходную область 3, причем в корпусе 1 размещено устройство 4 для создания электрического поля.
Особенно предпочтительным является экструзионное устройство 100 согласно изобретению, в котором армированные углеродным волокном пластмассовые заготовки являются трубчатыми или плоскими.
Предпочтительным является экструзионное устройство 100 согласно изобретению, в котором устройство 4 для создания электрического поля имеет два электрода 40, 41.
Кроме того, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором электроды 40, 41 имеют кольцевую или плоскую конструкцию.
Особенно предпочтительным является экструзионное устройство 100 согласно изобретению, в котором электроды 40, 41 являются концентрическими или расположены параллельно друг другу и образуют кольцевой или плоский зазор 42 между электродами 40, 41.
Кроме того, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором один электрод является положительным полюсом, а другой электрод отрицательным полюсом.
Далее, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором устройство 4 для создания электрического поля находится в выходной области 3 корпуса 1.
Предпочтительным является экструзионное устройство 100 согласно изобретению, в котором в корпусе 1 находится также вытесняющая оправка 5.
Особенно предпочтительным является экструзионное устройство 100 согласно изобретению, в котором вытесняющая оправка 5 выполнена осесимметричной и находится на таком расстоянии от корпуса 1, чтобы между внутренней частью корпуса и вытесняющей оправкой 5 образовался кольцевой зазор 6.
В частности, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором вытесняющая оправка 5 проходит от входной области 2 до выходной области 3.
Кроме того, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором корпус 1 дополнительно включает инструмент 8 для поддержки оправки, который частично находится внутри вытесняющей оправки 5.
Далее, предпочтительным является экструзионное устройство согласно изобретению, в котором инструмент 8 для поддержки оправки имеет выход 9, находящийся внутри вытесняющей оправки 5 и продолжающийся до выходной области 3 корпуса 1.
Кроме того, предпочтительным является экструзионное устройство 100 согласно изобретению, в котором корпус 1 дополнительно содержит по меньшей мере один датчик 7 температуры.
Следующим объектом настоящего изобретения является также способ получения пластмассовых труб с углеродным волокном, имеющий следующие этапы:
- подготовка экструзионного устройства (100), которое имеет в корпусе (1) устройство (4) для создания электрического поля между двумя кольцевыми и расположенными концентрически электродами (40, 41);
- введение композитного материала (10) при течении через кольцевой зазор в зазор (42) между обоими электродами (40, 41), причем композитный материал (10) содержит политетрафторэтилен (PTFE) в качестве основного материала матрицы и углеродные волокна,
- создание электрического поля и выпуск экструдированных пластмассовых труб через выходную область (3) корпуса (1), причем за счет созданного электрического поля содержащиеся в композитном материале углеродные волокна выстраиваются с высокой нормальной составляющей к оси экструзионного устройства, так что достигается теплопроводность пластмассовых труб в направлении волокон более 750 Вт/м*К.
Предпочтительным является способ согласно изобретению, в котором композитный материал 10 формуется посредством вытесняющей оправки 5 в потоке через кольцевой зазор.
Особенно предпочтительным является способ согласно изобретению, в котором расплав композитного материала 10 выдерживают при постоянной температуре с помощью по меньшей мере одного температурного датчика 7.
Далее, предпочтительным является способ согласно изобретению, в котором в экструзионное устройство 100 вводится сжатый воздух 11.
Предпочтительными в контексте настоящего изобретения являются трубчатые пластмассовые заготовки для углепластиковых труб.
В контексте настоящего изобретения корпусом называется по меньшей мере частично закрытый резервуар, который оказывает влияние на течение в экструзионном устройстве.
Кроме того, согласно настоящему изобретению, на электроды устройства для создания электрического поля подается напряжение по меньшей мере 50В. Специалисту известно, что напряженность созданного электрического поля зависит от приложенной силы тока. Посредством напряженности поля можно с успехом контролировать ориентацию углеродных волокон внутри экструзионного устройства согласно изобретению. Специалист в данной области может определить подходящее напряжение и напряженность поля с помощью нескольких простых экспериментов, чтобы добиться желаемой ориентации углеродных волокон.
Далее, армированные углеродным волокном пластмассовые заготовки в контексте настоящего изобретения состоят из композитного материала. Композитный материал состоит из высокомодульных углеродных волокон, которые находятся в гранулированном композите зафиксированными в матрице на основе термопластичного полимера. В качестве основного материала матрицы используются, в частности, полимеры на основе политетрафторэтилена (PTFE) из-за их термических и химических свойств.
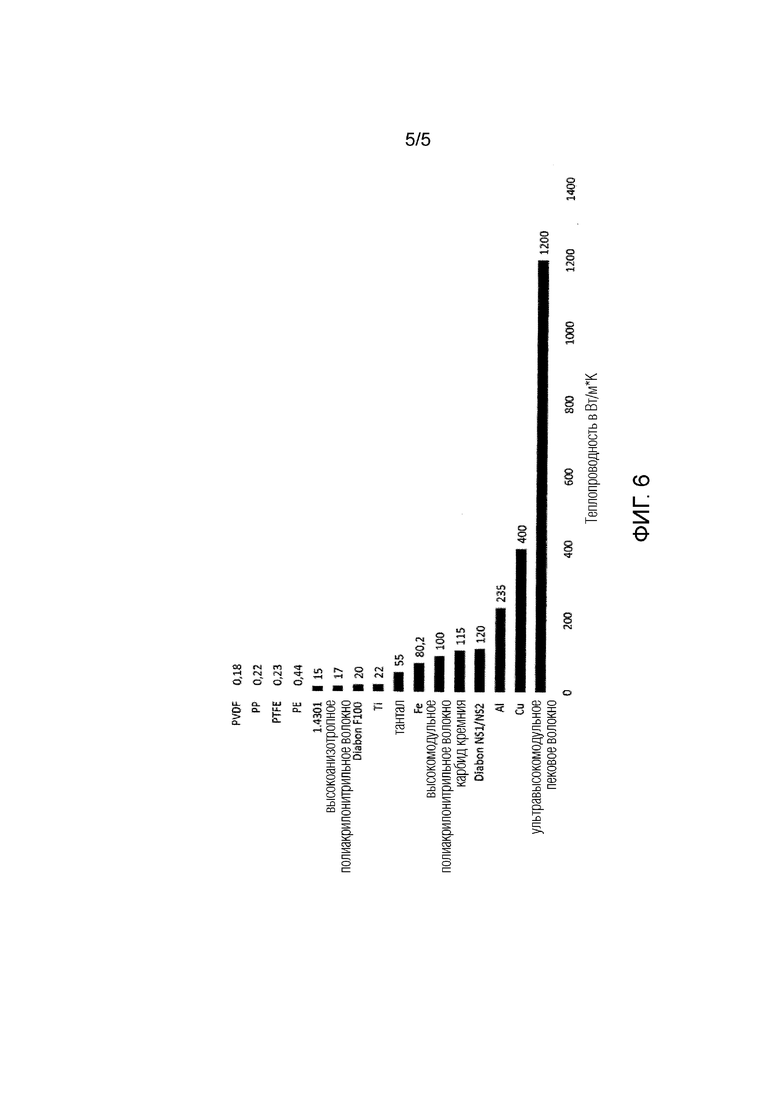
Преимуществом применения высокомодульных углеродных волокон является то, что они, помимо высокой теплопроводности, а также высокой удельной прочности и жесткости, имеют также хорошую электропроводность в направлении волокон и, кроме того, имеют отрицательный коэффициент теплового расширения. Самой высокой теплопроводностью 1200 Вт/м*К обладают так называемые специальные UHM (Ultra-High-Modulus=ультравысокомодульные) углеродные волокна.
В отличие от металлических материалов, у которых теплопроводность является изотропной, теплопроводность углеродных волокон обычно сильно анизотропна и является наибольшей в направлении волокон. UHM-волокна получают, благодаря высокому выходу углерода, на основе полиакрилонитрила 50%) или пека (>80%). При этом большой коэффициент теплопроводности получается в результате особой графитизации в производственных процессах при температурах до 3000°C. Это усиливает предварительную ориентацию плоскостей графита в направлении оси волокна, так что из-за ковалентных связей кристаллической решетки возникает сильно анизотропное поведение материала. В результате теплопроводность, в зависимости от степени анизотропии поперек направления волокна, составляет максимум 17 Вт/м*К. В композите теплопроводность уменьшается в зависимости от содержания волокон. Так, например, при однонаправленной слоистой структуре с объемным содержанием волокон 60% и полимерной матрицы 40% можно достичь теплопроводности в направлении волокон более 750 Вт/м*К.
Преимуществом экструзионного устройства согласно изобретению, а также способа по изобретению, осуществляемого с использованием экструзионного устройства согласно изобретению, является то, что при приложении э.д.с. в экструзионном устройстве индуцируется электрическое поле, на силовых линиях которого углеродные волокна могут выстраиваться определенным образом по пути наименьшего сопротивления. В результате можно целенаправленно использовать особую удельную прочность и жесткость в местах приложения максимальной силы, а также высокую электропроводность в проводящих пластинах и огромную теплопроводность углеродных волокон, достигаемую за счет определенной ориентации с высокой нормальной составляющей к плоскости профиля или к оси трубы.
Далее, выгодно, что при использовании экструзионного устройства согласно изобретению можно легко усовершенствовать экструзионные установки, известные из уровня техники.
Кроме того, выгодно также, что армированные углеродным волокном трубчатые пластмассовые заготовки, полученные с использованием экструзионного устройства согласно изобретению, а также способа согласно изобретению, могут использоваться в широкой области применения. Возможными областями применения являются обрабатывающая промышленность и тяжелая промышленность (например, машиностроение, оборудование электростанций, теплотехника, автомобилестроение, электротехника, химическая продукция). В частности, в области теплотехники целенаправленная ориентация высокотеплопроводных углеродных волокон может использоваться для эффективных систем рекуперации тепла и охлаждения, которые будут очень востребованы в период 2020-2030 г.г. вследствие третьей основной цели стратегии ЕС "Изменение климата и природосберегающая энергетика".
Настоящее изобретение поясняется более подробно на прилагаемых чертежах. На них показано:
фиг. 1: вид в продольном разрезе одного варианта осуществления экструзионного устройства согласно изобретению,
фиг. 2: вид в перспективе частичного сечения варианта осуществления с фиг. 1,
фиг. 3: вид в продольном разрезе экструзионного устройства,
фиг. 4: вид в перспективе частичного разреза углепластиковой трубы,
фиг. 5: вид в перспективе варианта осуществления с фиг. 4, и
фиг. 6: сравнение теплопроводности углеродных волокон, пластмасс, керамики и металлов.
Далее изобретение описывается подробно с обращением к прилагаемым фигурам.
На фиг. 1 показан вид в продольном разрезе одного варианта осуществления предлагаемого изобретением экструзионного устройства 100. Экструзионное устройство 100 состоит из корпуса 1, имеющего входную область 2 и выходную область 3. Соответственно, внутреннее пространство корпуса 1 экструзионного устройства 100 по меньшей мере частично изолировано от окружающей среды.
Внутри корпуса 1 находится вытесняющая оправка 5. Вытесняющая оправка 5 проходит от входной области 2 до выходной области 3 корпуса 1. Вместе с внутренним пространством корпуса вытесняющая оправка 5 образует кольцевой зазор 6. Через входную область 2 корпуса 1 в экструзионное устройство 100 вводится композитный материал 10. Композитный материал 10 состоит из высокомодульных углеродных волокон, предпочтительно ультравысокомодульных (UHM) углеродных волокон, которые в гранулированном компаунде находятся зафиксированными в полимерной матрице на основе термопласта. В частности, в качестве основного материала матрицы используются пластмассы на основе политетрафторэтилена (PTFE) из-за их термических и химических свойств.
С помощью вытесняющей оправки 5 введенный композитный материал 10 попадает в кольцевой зазор 6. Таким образом, композитный материал 10 формуется при течении в зазоре и через кольцевой зазор 6 целенаправленно переводится в зазор 42, образованный между двумя электродами 40, 41 устройства 4 для создания электрического поля.
Устройство 4 для создания электрического поля предпочтительно находится в выходной области 3 корпуса 1. Устройство 4 для создания электрического поля содержит два электрода 40, 41, причем один электрод является положительным полюсом, а второй электрод отрицательным полюсом. Приложение электрического напряжения создает электрическое поле, на силовых линиях которого содержащиеся в композитном материале 10 углеродные волокна выстраиваются по пути наименьшего сопротивления с высокой нормальной составляющей к оси экструзионного устройства 100. Предпочтительно, углеродные волокна выстраиваются от положительного полюса к отрицательному полюсу.
Далее, корпус 1 содержит инструмент 8 для поддержки оправки, который по меньшей мере частично находится внутри вытесняющей оправки 5. Инструмент 8 для поддержки оправки имеет выход 9, который находится внутри вытесняющей оправки 5. Выход 9 проходит вплоть до выходной области 3 корпуса 1. Через инструмент 8 для поддержки оправки в экструзионное устройство 100 вводится сжатый воздух 11, который проводится через выход 9 к выходной области 3 корпуса 1. Сжатый воздух служит для стабилизации внутреннего контура армированных углеродным волокном пластмассовых заготовок, получаемых в экструзионном устройстве 100.
Кроме того, в корпусе 1 экструзионного устройства 100 находится по меньшей мере один температурный датчик 7. В варианте осуществления, представленном на фиг. 1, показано два температурных датчика 7, при этом один температурный датчик 7 находится во входной области 2, а другой температурный датчик 7 в выходной области экструзионного устройства 100. Температурные датчики 7 контролируют выдерживание при однородной температуре расплава композитного материала 10.
Фигура 2 показывает вид в перспективе частичного сечения варианта осуществления с фиг. 1. Из этой иллюстрации видно, что корпус 1 экструзионного устройства 100 предпочтительно выполнен в виде трубы. Кроме того, в настоящем варианте осуществления вытесняющая оправка 5 выполнена осесимметричной. Кроме того, показано, что два электрода 40, 41 устройства для создания электрического поля имеют трубчатую конструкцию. Электроды 40, 41 расположены концентрически относительно друг друга, тем самым электроды 40, 41 образуют кольцевой зазор 42. Зазор 42 соединен с кольцевым зазором (не показан) экструзионного устройства, который образован между вытесняющей оправкой 5 и внутренней частью корпуса. На этом виде показано, что внутренний электрод 41 расположен на наружной стороне вытесняющей оправки 5, а наружный электрод 40 на внутренней стороне корпуса 1. Внутренний электрод 41 предпочтительно является положительным полюсом, а наружный электрод 40 отрицательным полюсом. В этом случае, как только прикладывается электрическое напряжение, углеродные волокна выстраиваются от положительного полюса к отрицательному полюсу вдоль силовых линий поля.
На фиг. 3 показан продольный разрез экструзионного устройства, использующегося в процессе экструзии. Перед экструзионным устройством 100 согласно изобретению находится экструдер 101 со сдвоенным шнеком 1001. Экструдер 101 имеет множество нагревательных элементов 1003, а также воронку 1002, через которую углеродные волокна 1004 вводятся в экструдер 101. В сдвоенном шнеке 1001 углеродные волокна 1004 соединяются с присутствующим матричным материалом с образованием композитного материала 10. Затем, как описано выше, полученный в экструдере композитный материал 10 подается в экструзионное устройство 100 согласно изобретению, чтобы выровнять углеродные волокна в электрическом поле. Затем вязкотекучая пластмассовая заготовка выводится через выходную область корпуса из экструзионного устройства 101 в блок 102 калибровки. В калибровочном блоке 102 задается наружный диаметр пластмассовой заготовки. Таким образом, посредством совместного анализа электрического поля потока в динамическом режиме течения (вычислительная гидродинамика) и термоэлектрических свойств определяются свойства пластифицированного композитного материала 10 в процессе экструзии и рассчитываются размеры экструзионного устройства. Чтобы можно было получать особо высококачественные пластмассовые заготовки, экструзионное устройство 100 согласно изобретению способно осуществлять мониторинг процесса (давление в экструзионной головке, температура, напряжение), обеспечивает однородное распределение тепла (размещение нагревательных элементов), а также соответствующее регулирование для надежного управления процессом и регулирования термостатирования и напряжения.
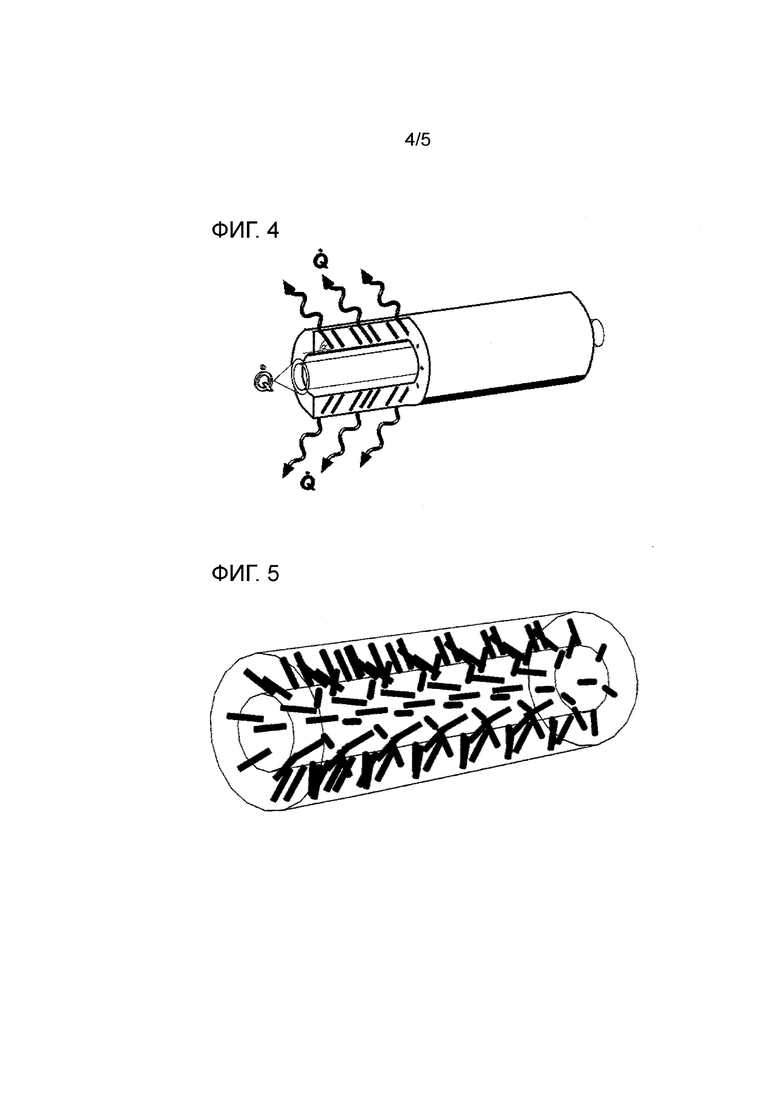
На фиг. 4 схематически показан вид в частичном разрезе углепластиковой трубы, которая может быть получена посредством экструзионного устройства согласно изобретению, а также способом согласно изобретению. С помощью экструзионного устройства согласно изобретению можно ориентировать высокотеплопроводящие углеродные волокна внутри композитного материала (не показан) вдоль оси трубы с высокой нормальной составляющей. Таким образом, можно получать тонкостенные (t=1,5 мм) углепластиковые трубы, которые можно использовать в высокоэффективных теплопередающих трубчатых системах.
На фиг. 5 показан вид в перспективе углепластиковой трубы с фиг. 4. Из этой иллюстрации можно еще раз видеть, как экструзионное устройство согласно изобретению позволяет выстроить углеродные волокна (тонкие черные палочки) вдоль оси трубы с ориентацией, имеющей высокую нормальную составляющую.
Фигура 6 показывает в сравнении теплопроводность (Вт/м*К) углеродных волокон, пластмасс, керамики и металлов. Из этого сравнения видно, что такие пластмассы, как PVDF или PP, практически не могут проводить тепло, тогда как металлы, такие как алюминий и медь, хорошо проводят тепло. Алюминий имеет теплопроводность 235 Вт/м*К, а теплопроводность меди почти вдвое выше, чем у алюминия. Однако самой высокой теплопроводностью, 1200 Вт/м*К, обладают особые ультравысокомодульные углеродные волокна, теплопроводность которых в три раза выше, чем у чистой меди, и в 2700 раз выше, чем у PP и PTFE.
Таким образом, экструзионное устройство согласно изобретению или способ согласно изобретению позволяют получать высокоэффективные и химически стойкие трубчатые теплообменные системы из тонкостенных (t=<1,5 мм) высокотеплопроводящих углепластиковых труб благодаря целенаправленному использованию высокой анизотропной теплопроводности ультравысокомодульных углеродных волокон (ρ=2,2 г/см3; λ=1200 Вт/м*К). Благодаря особой ориентации волокон с высокой нормальной составляющей к оси трубы достигается огромная теплопроводность усиленных углеродным волокном пластмасс (ρ=2,0 g/cm3, λ=750 Вт/м*К) в направлении волокон и достигается высокая прочность, а также жесткость труб. В результате можно уменьшить площадь теплопереноса. Это приводит к значительному сокращению производственного цикла и затрат на изготовление. Кроме того, использование ультравысокомодульных волокон из-за их отрицательного коэффициента теплового расширения (<-0,1*10-6/K) позволяет минимизировать тепловое расширение трубы, благодаря чему можно заменить дорогостоящие системы компенсации теплового расширения и значительно снизить риск прогиба труб в продольном направлении и утечки. Кроме того, использование термопластичной матрицы приводит к значительному снижению веса системы, а также к значительной химической стойкости и стойкости к средним нагрузкам. Для этой цели в качестве базового материала матрицы рассматриваются пластмассы на основе политетрафторэтилена (PFTE), которые с учетом их термических и химических свойств уже нескольких лет используются в производстве трубчатых теплообменников.
Список позиций


Изобретение относится к способу получения армированных углеродным волокном пластмассовых труб. Способ получения пластмассовых труб с углеродным волокном имеет следующие этапы: подготовки экструзионного устройства (100), которое имеет в корпусе (1) устройство (4) для создания электрического поля между двумя кольцевыми и расположенными концентрически электродами (40, 41); введения композитного материала (10) при течении через кольцевой зазор в зазор (42) между обоими электродами (40, 41), причем композитный материал (10) содержит политетрафторэтилен (PTFE) в качестве основного материала матрицы и углеродные волокна, создания электрического поля и выпуск экструдированных пластмассовых труб через выходную область (3) корпуса (1), причем за счет созданного электрического поля содержащиеся в композитном материале углеродные волокна выстраиваются с высокой нормальной составляющей к оси экструзионного устройства, так что достигается теплопроводность пластмассовых труб в направлении волокон более 750 Вт/м*К. Технический результат – обеспечение получения высокоэффективных и химически стойких трубчатых теплообменных систем из тонкостенных (t=<1,5 мм) высокотеплопроводящих углепластиковых труб благодаря целенаправленному использованию высокой анизотропной теплопроводности ультравысокомодульным углеродным волокнам (ρ=2,2 г/см3; λ=1200 Вт/м*К). Благодаря особой ориентации волокон с высокой нормальной составляющей к оси трубы достигается высокая теплопроводность усиленных углеродным волокном пластмасс в направлении волокон и высокая прочность, а также жесткость труб. Вследствие использования ультравысокомодульных волокон из-за их отрицательного коэффициента теплового расширения (<-0,1*10-6/K) минимизировано тепловое расширение трубы, что позволяет значительно снизить риск прогиба труб в продольном направлении и утечки. Кроме того, использование термопластичной матрицы политетрафторэтилена приводит к значительному снижению веса системы, а также к значительной химической стойкости и стойкости к средним нагрузкам. 3 з.п. ф-лы, 6 ил.
1. Способ получения пластмассовых труб с углеродным волокном, имеющий следующие этапы:
- подготовка экструзионного устройства (100), которое имеет в корпусе (1) устройство (4) для создания электрического поля между двумя кольцевыми и расположенными концентрически электродами (40, 41);
- введение композитного материала (10) при течении через кольцевой зазор в зазор (42) между обоими электродами (40, 41), причем композитный материал (10) содержит политетрафторэтилен (PTFE) в качестве основного материала матрицы и углеродные волокна,
- создание электрического поля и выпуск экструдированных пластмассовых труб через выходную область (3) корпуса (1), причем за счет созданного электрического поля содержащиеся в композитном материале углеродные волокна выстраиваются с высокой нормальной составляющей к оси экструзионного устройства, так что достигается теплопроводность пластмассовых труб в направлении волокон более 750 Вт/м*К.
2. Способ по п. 1, отличающийся тем, что подаваемый композитный материал (10) формуется посредством вытесняющей оправки (5) в потоке через кольцевой зазор.
3. Способ по п. 1 или 2, отличающийся тем, что с помощью температурного датчика (7) во входной области (2) экструзионного устройства (100) и температурного датчика (7) в выходной области (3) экструзионного устройства (100) достигается выдерживание расплава композитного материала (10) при однородной температуре.
4. Способ по одному из пп. 1-3, отличающийся тем, что в экструзионное устройство (100) вводится сжатый воздух (11), и посредством сжатого воздуха (11) стабилизируют внутренний контур полученных в экструзионном устройстве (100) армированных углеродным волокном пластмассовых труб.
| DE 60109425 T2, 13.04.2006 | |||
| US 5145694 A, 08.09.1992 | |||
| JP 2006142990 A, 08.06.2006 | |||
| JP H06270233 A, 27.09.1994 | |||
| CN 106584884 A, 26.04.2017 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2448832C2 |

