Область техники, к которой относится изобретение
Настоящее изобретение направлено на биполярную термопластическую пластину, армированную углеродным волокном, предназначенную для использования в качестве электрода в топливном элементе или батарее.
Уровень техники
Хорошо известно использование углеродистого материала для сбора электронов. Функция углерода или графита первоначально состояла в использовании его в качестве коллектора электрического тока (токов). Как правило, в таких вариантах применения использовали пластины, изготовленные из графитовых блоков путем механической обработки. Этот подход является затратным и имеет ограничения по размерам. При его использовании нельзя получить тонкие стенки с достаточной механической прочностью. Коллектор тока, также известный как биполярная пластина, формировали из множества электропроводных материалов с различными размерами и конфигурацией. Вторичная функция биполярной пластины состоит в обеспечении непроницаемого барьера для разделения газов, присутствующих с обеих сторон пластины. На одной или на обеих поверхностях биполярной пластины обычно присутствуют тонкие канавки, предназначенные для подачи и удаления двух видов газов, используемых в устройстве.
С учетом этого топливные элементы и батареи обычно строят путем сборки биполярных пластин или электродов и слоев диффузии газа. Слой диффузии обычно построен с использованием определенной компоновки углеродного волокна (углеродной бумаги или ткани), импрегнированного ионно-обменным полимером, таким как полимеры на основе фтора, и катализаторами. Устройство такого выполнения описано в американском патенте №4830938.
В этом патенте в качестве биполярных материалов используется углеродистый материал. Для изготовления биполярных пластин использовали множество материалов. Они включают твердый или гибкий графит (см. американский патент №5532083), композитные материалы углерод-углерод; термореактивные композитные материалы, армированные углеродом, с использованием, например, армирования углеродным волокном в эпоксидной смоле или феноло-альдегидном полимере; и фторуглеродный графит, армированный углеродным волокном (см. американский патент №4339322).
В других публикациях (американский патент №6248467) предложено использовать электропроводные формующие соединения с использованием смеси смолы на основе винилового эфира, графитового порошка различных сортов и коротких углеродных волокон.
Токопроводящие каналы в таких системах, построенных с использованием различных материалов, являются далеко не оптимальными. В материалах, в которых используют соединения на основе графита-смолы, для получения приемлемой электропроводности требуется использовать высокое содержание графитового порошка. Общая электропроводность материала, в конечном счете, ограничивается зонами, насыщенными пластмассой, присутствующими между графитовыми агрегатами.
Армирование с использованием короткого углеродного волокна используют для повышения электропроводности и улучшения механических свойств биполярных пластин. Такие армированные композитные материалы, хотя и имеют повышенную прочность, обладают определенными недостатками. Например, обычно используют армирование в форме случайно расположенных, коротких углеродных волокон или ориентированных плоских тканей. Такие конструкции материала и подходы при его изготовлении приводят к получению композитных материалов, волокна в которых расположены параллельно плоскости биполярной пластины. В таких материалах с малым содержанием волокна, ориентированного в направлении толщины, углеродное волокно незначительно способствует эффективной электропроводности по толщине. Кроме того, композитные материалы, армированные коротким волокном, и неармированные твердые графитовые материалы проявляют плохие или средние механические свойства. Технологии изготовления, связанные с некоторыми из таких материалов, также трудно использовать для придания требуемой формы мелким деталям, таким как канавки, которые обычно присутствуют на поверхности биполярных пластин. В соответствии с этим используемые в настоящее время биполярные пластины имеют ограничения, связанные с электрическими или тепловыми свойствами, и/или являются дорогостоящими в производстве. При этом в процессе изготовления конечного продукта обычно требуется использовать множество дополнительных этапов обработки. Одну из попыток уменьшения количества этапов в процессе изготовления можно найти, например, в американском патенте №5798188. Описанный здесь подход состоит в исключении механической обработки при формировании каналов для газов в биполярной пластине. В патенте описано использование литья под давлением полимера с низкой вязкостью поверх алюминиевой пластины для формования на месте каналов для газа биполярной пластины. Поверхности, для которых требуется обеспечить электропроводность, затем обрабатывают совместно с металлом. В этой ситуации алюминиевая пластина представляет собой структурный элемент биполярной пластины. Расплавленную смолу используют для получения поверхностных деталей.
Другие подходы к созданию биполярной пластины, предназначенные для улучшения ее рабочих характеристик и процессов обработки, описаны в вышеуказанном американском патенте №5532083. В этом патенте описан гибкий углеродистый компонент, который, благодаря использованию углеродных волокон с низким значением модуля упругости (модуля Юнга), в конечном состоянии волокна в составе гибкой пластины, сохраняет свое свойство низкого модуля упругости. Такая конкретная конструкция с планарной компоновкой непрерывных волокон имеет хорошую электропроводность в плоскости биполярной пластины, но обладает тем же недостатком низкой электропроводности по толщине, что и в предыдущих вариантах.
В соответствии с этим, хотя были достигнуты улучшения в конфигурации и процессах изготовления биполярных пластин, требуются дополнительные улучшения в этом отношении.
Сущность изобретения
Таким образом, основная цель настоящего изобретения состоит в получении биполярной пластины, в которой углеродные волокна, предпочтительно, ориентированы в направлении толщины для формирования непрерывных токопроводящих каналов и обеспечения максимальной электропроводности через набор пластин.
Кроме того, настоящее изобретение направлено на биполярную пластину, которая обладает исключительной прочностью и долговечностью, даже, когда она выполнена относительно тонкой, что позволяет обеспечить установку большего количества пластин в устройстве.
Еще одна цель настоящего изобретения состоит в получении биполярной пластины, которая имеет улучшенную теплопроводность для рассеивания тепла.
Настоящее изобретения также направлено на биполярную пластину, конструктивные характеристики которой могут быть легко изменены для удовлетворения конкретных требований.
Еще одна цель настоящего изобретения состоит в возможности снижения затрат при производстве.
Эти и другие цели и преимущества обеспечиваются с помощью настоящего изобретения. При этом в настоящем изобретении предусматривается использование термопластичной биполярной пластины, армированной углеродным волокном, в которой непрерывное волокно, предпочтительно, ориентировано для использования в топливных элементах или батареях. Начальное армирование волокном может быть выполнено в различных формах, но, по существу, включает использование мата из углеродного волокна, который выполнен тканым, нетканым, трикотажным, сшитым стежками или представляет собой комбинацию тканого, трикотажного, сшитого стежками материала и штапельных волокон. Мат затем прокалывают иглами для ориентации большей части углеродных волокон в направлении толщины, что позволяет обеспечить максимальную электропроводность в направлении, в котором она является наиболее важной. Для биполярной пластины предпочтительно располагать токопроводящие каналы параллельно толщине пластины. Такой углеродистый мат может включать термопластичные волокна, которые затем формуют при тепловой обработке с приданием требуемой формы, для создания канавок или других поверхностных свойств, которые до настоящего времени обычно получали путем механической обработки. В качестве альтернативы маты могут быть импрегнированы термопластической смолой (в форме порошка или раствора) и которые затем формуют прессованием, с приданием им требуемой формы, при соответствующей температуре и давлении. Термореактивные смолы, такие как эпоксидные смолы, фенольно-виниловый эфир или другие смолы, пригодные для этой цели, также можно нагнетать в углеродистую преформу и затем подвергать отверждению с приданием требуемой формы. При этом можно легко изготовлять различные виды и формы армирующих наполнителей в зависимости от конкретного варианта применения. Кроме того, при этом устраняется необходимость механической обработки поверхности пластин, и, таким образом, упрощается их сложное и трудоемкое производство. Кроме того, с учетом исключительной прочности, обеспечиваемой при использовании такой конструкции, может быть уменьшена толщина пластины, что позволяет увеличить количество элементов в наборе заданной высоты.
Краткое описание чертежей
Таким образом, с помощью настоящего изобретения реализуются его цели и преимущества, при этом его описание следует рассматривать совместно с чертежами, на которых:
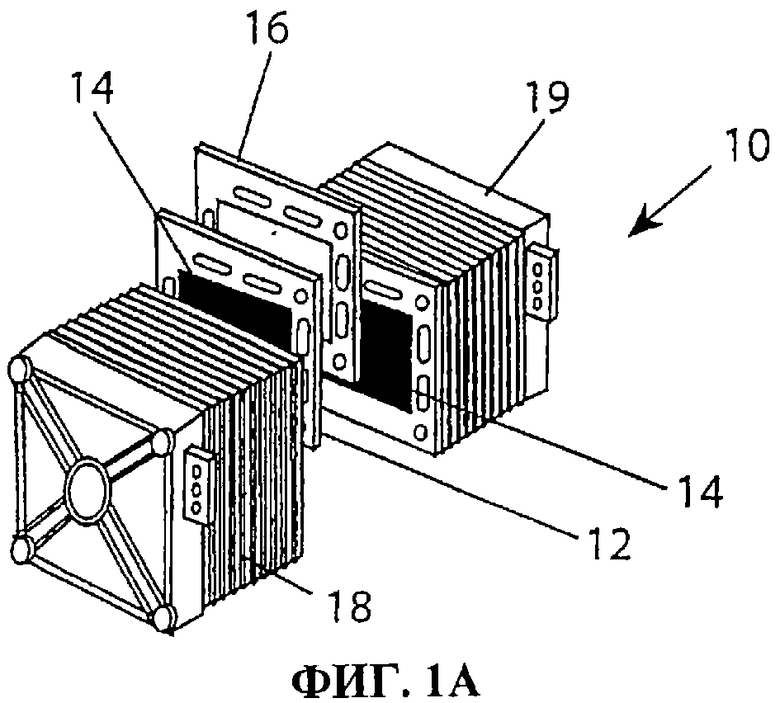
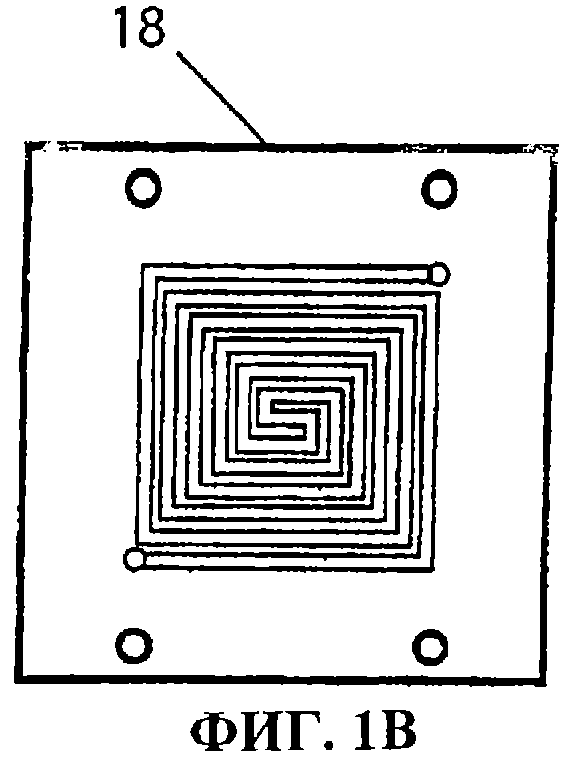
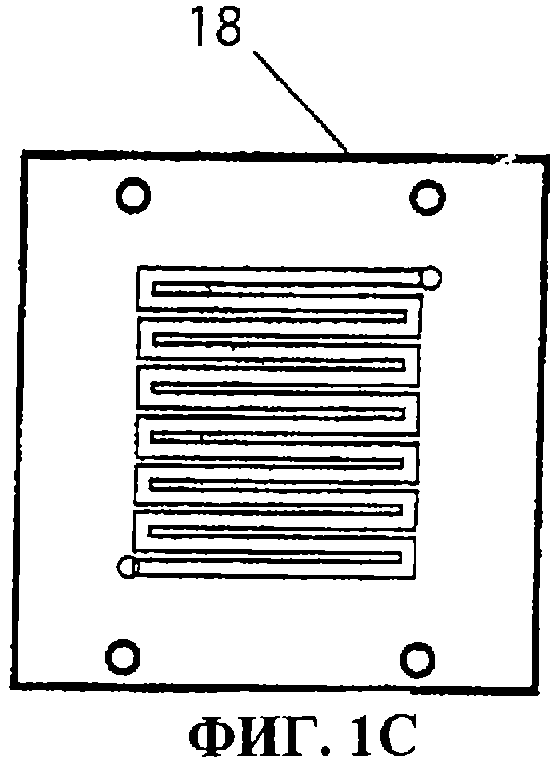
на фиг. 1A-1D показаны набор топливных элементов и примеры конфигурации биполярных пластин;
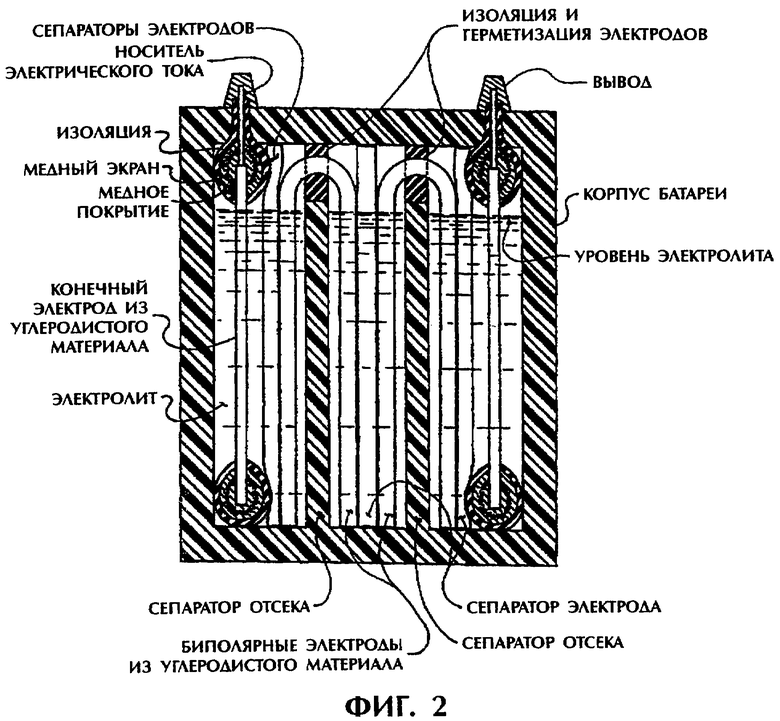
на фиг. 2 показан вид сбоку в разрезе батареи известного уровня техники, который, в общем, иллюстрирует ее конструкцию;
на фиг. 3 показан общий вид в разрезе нетканого армирующего мата, содержащего углеродные волокна перед обработкой иглами, в соответствии с настоящим изобретением;
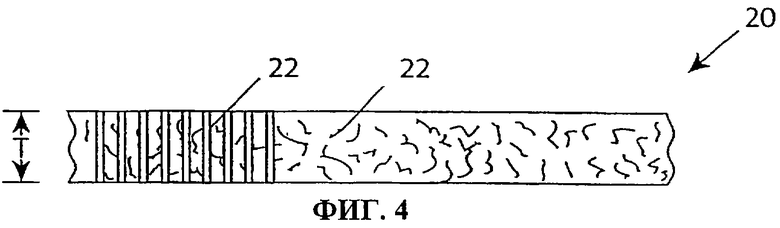
на фиг. 4 показан вид сбоку в разрезе мата по фиг. 2 после обработки иглами в соответствии с настоящим изобретением;
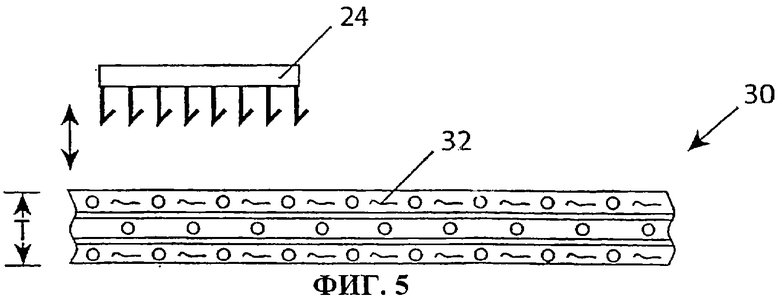
на фиг. 5 показан вид сбоку в разрезе тканого мата, включающего тканые углеродные волокна и штапельные волокна, перед обработкой иглами в соответствии с настоящим изобретением;
на фиг. 6 показан вид сбоку в разрезе мата по фиг. 4 после обработки иглами в соответствии с настоящим изобретением.
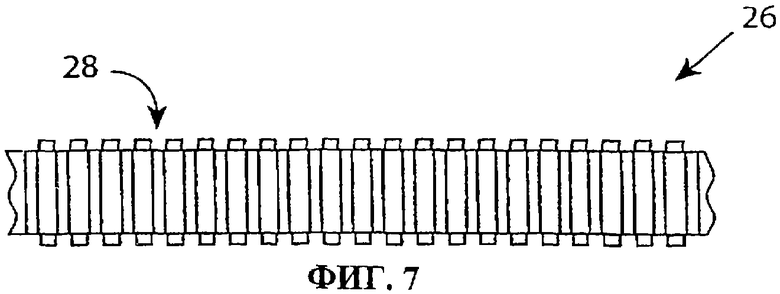
На фиг. 7 показан вид сбоку в разрезе биполярной пластины, армированной углеродом, после формования композитного материала, с использованием термопластичных волокон или смолы для получения требуемой формы в соответствии с настоящим изобретением.
Подробное описание изобретения
Рассмотрим теперь более конкретно чертежи. На фиг. 1А-1D и 2 показаны соответствующие представления топливного элемента и батареи в соответствии с известным уровнем техники. На фигурах 1A-1D представлен типичный набор 10 топливных элементов, в котором блок топливного элемента составлен из мембраны 12, двух слоев 14 диффузии катализируемого газа и двух биполярных пластин 16, анода 18 и катода 19. Водород подают через канавки анодной биполярной пластины, при этом происходит его диффузия в порах СДГ (GDL) (слой диффузии газа), газообразный водород разделяется на протоны (ионы водорода) и электроны. Мембрана 12 электролита, находящаяся в центре, пропускает на сторону катода 19 топливного элемента только протоны. Поскольку кислород протекает внутри канавок катодной биполярной пластины, платиновое покрытие СДГ обеспечивает соединение протонов, кислорода и электронов, в результате чего получаются вода и тепло. Электроны, высвобождаемые на стороне анода 18, не могут пройти через мембрану 12, они протекают через стенку биполярной пластины анода в следующую ячейку. Равномерность потока газа в СДГ обеспечивается, благодаря использованию канавок различной конструкции на поверхности биполярных пластин.
На фиг. 2 показана батарея, описанная в американском патенте №4,830,938. Для общей иллюстрации ниже приведено краткое ее описание.
В батарее обычно используют кожух или корпус, не проницаемые для газа, включая, в частности, пары воды. Корпус имеет два внутренних сепаратора элементов, образующих последовательность из трех элементов. Внутри элементов расположена пара электродов, изготовленных из углеродистого материала, в качестве которого можно использовать материал описанного ниже типа. Электроды имеют такой размер, что их можно устанавливать в соседних элементах в тех частях расположенных рядом друг с другом элементов, которые имеют противоположную полярность. На чертеже показаны электроды, изготовленные в виде единой детали, изогнутой для установки в соседние элементы. При этом также можно использовать два электрода, соединенных так, чтобы обеспечить передачу тока так же, как в единой детали. Разделение двух электродов в ячейке, обеспечивающее отсутствие электрического контакта между ними, выполнено с помощью пористого элемента, который, по меньшей мере, пропускает ионы в качестве мембраны можно использовать различные материалы, например мат из стекловолокна, полипропиленовую ширму или пленку, ионоисключающие мембраны и т.п.
Предпочтительный электролит для такой вторичной ячейки обычно представляет собой смесь ионизируемой соли, растворенной в неводной неэлектропроводной жидкости или пасте. В качестве альтернативы электролит может быть ионизируемым до определенной степени, а также может представлять собой любое неэлектропроводное твердое вещество, через которое ионы проходят под действием электрического заряда и разряда.
Настоящее изобретение относится к использованию специально разработанных преформ из углеродного волокна, которые при комбинировании их с термопластичным полимером или термореактивной смолой можно использовать для изготовления пластмассовой биполярной пластины, армированной волокном, имеющей низкую стоимость, и с использованием одноэтапного процесса. Термопластичные полимеры являются предпочтительными, поскольку они обеспечивают быстрое формование армированных пластмасс и не выделяют ядовитые соединения на этапе обработки смолы, как некоторые термореактивные материалы. Такие пластины можно использовать в топливных элементах и батареях такого типа, как, например, показан на фиг. 1A-1D и 2. Используемый подход ориентирования электропроводных волокон в наиболее соответствующем направлении позволяет получить биполярные пластины, имеющие лучшие электрические характеристики, чем в применяемых в настоящее время пластинах.
Ориентация электропроводных углеродных волокон в направлении, параллельном толщине пластины, обеспечивает улучшенную электро- и теплопроводность через биполярную пластину и благодаря получению мелких поверхностных деталей "сразу после формования" устраняет необходимость использования этапов механической обработки после формования и обеспечивает два важных свойства : оптимизацию рабочих характеристик и затрат на производство топливного элемента. Это обеспечивается путем термоформования трехмерного мата из обработанного иглами углеродного волокна, содержащего термопластичные элементы, в виде пластины из композитного материала. Присутствующее углеродное волокно, расположенное по толщине пластины, также обеспечивает механическое армирование конструкции биполярной пластины, благодаря его высокому модулю упругости и позволяет изготовлять более тонкие биполярные пластины, которые можно использовать в конструкции более компактных топливных элементов.
Наряду с предпочтительной ориентацией углеродных волокон выбор термопластичной матрицы, имеющей аналогичные физические свойства, в качестве материала мембраны должен улучшить рабочие характеристики топливного элемента. Он должен обеспечить лучшую поверхность контакта благодаря аналогичным свойствам теплового расширения, что позволяет получить лучшую электропроводность и хорошую химическую/физическую совместимость. Например, возможное использование пористых мембран на основе полиэфирэфиркетона (ПЭЭК, PEEK) в промышленности хорошо согласуется с производством биполярных пластин из углерода/ПЭЭК.
В настоящем изобретении используется трехмерная форма углеродного текстильного материала, например, в виде мата, пробитого иглами, для получения предпочтительной ориентации электропроводных волокон вдоль направления, обеспечивающего максимальную электронную проводимость. В случае биполярной пластины предпочтительный путь электронов проходит через толщину пластины. Пробивка иглами волокон короткой длины и/или непрерывных волокон обеспечивает ориентацию существенного количества волокон в направлении, параллельном толщине преформ. Кроме того, при использовании предварительно окисленного углеродного волокна, прошедшего тепловую обработку, волокна из термореактивной смолы, прошедшего тепловую обработку, углеродного ПАН (PAN - полиакрилонитрилового) волокна или углеродного волокна из смолы, проходящего через толщину биполярной пластины, оптимизируются электро- и теплопроводность.
Применение комбинации углеродного волокна и термопластичной смолы или волокон для изготовления с использованием одного этапа структурной электропроводной пластины обеспечивает возможность изготовления биполярной пластины с тонкой стенкой для оптимизации размера пакетов топливных элементов. Термопластичные волокна или смола используются в качестве средства формирования непроницаемой стенки между подаваемыми газами. Комбинация углеродных волокон с полимерной матрицей позволяет получить композитный материал, обеспечивающий исключительную прочность и стойкость к повреждениям. Такой полимер можно выбирать для конкретного варианта использования, чтобы он противостоял условиям среды внутри топливного элемента, то есть был теплостойким и химически стойким.
Например, полимер, используемый с армированием углеродным волокном, может представлять собой любой из следующих полимеров: полипропилен, полиамид, полиэфир, фторополимеры, полифениленсульфид (ПФС, PPS), полиэфиримид (ПЭИ, PEI), полиэфирэфиркетон (ПЭЭК), полиэфиркетонкетон (ПЭКК, ПЭКК) и любые другие термопластичные полимеры и термореактивные смолы, такие, как виниловый эфир, эпоксидные смолы, фенолы и т.д., пригодные для экструдирования их в форме волокна, могут представлять собой смолу, переведенную в раствор, или которые можно использовать в форме порошка.
Преформы из волоконного углерода могут быть приготовлены в виде волокна с короткой длиной: бумаги, однонаправленной ленты, тканого и нетканого материала, включая трикотажный материал, материал, сшитый стежками, с множеством осей, 2- и 3-мерные тканые переплетения. Для снижения стоимости в мате, обработанном иглами, можно комбинировать волокна с низкой стоимостью, такие как стекловолокно или другие наполнители (углеродистые электропроводные и неэлектропроводные волокна) с углеродными волокнами. Обработку конечного продукта выполняют с использованием множества процессов термоформования (обработка при повышенной температуре и давлении): формованием диафрагмой, формованием прессованием, формованием прессованием в вакууме, формованием с переносом смолы, ламинированием или штамповкой для отверждения термопластичной матрицы.
Для получения требуемой ориентации волокон углеродный мат обрабатывают с использованием пробивки иглами. Пробивку иглами углеродных волокон используют в настоящее время для изготовления толстых заготовок для тормозных дисков самолетов или элементов силовых установок. Такие преформы из углеродного волокона обычно приготовляют из предварительно окисленных волокон из вещества-предшественника ПАН и впоследствии их подвергают тепловой обработке при высокой температуре для преобразования волокон с низким содержанием - углерода в углеродные волокна. Температура карбонизации или графитизации определяет содержание углерода в волокнах. В ходе обработки иглами (или механического перепутывания волокон) определенный процент волокон ориентируется в направлении, параллельном толщине преформы. Количество волокон, направленных по толщине, зависит от типа используемых игл и интенсивности обработки иглами. Углеродистые, обработанные иглами преформы, также могут быть непосредственно изготовлены из волокон ПАН и волокон из карбонизированной смолы.
В настоящем изобретении предусматривается изготовление тонких, обработанных иглами матов либо из предварительно окисленных волокон ПАН, термореактивных волокон из смолы, или непосредственно из графитизированных волокон ПАН и/или карбонизированных волокон из смолы. Исходные волокна можно использовать в двух обычных формах. Одна из них представляет собой предварительно окисленные волокна или термореактивные волокна, в которых волокна только частично подвергают тепловой обработке. Иногда их называют зелеными волокнами. Предварительно окисленные волокна требуют полной тепловой обработки (карбонизации и графитизации) перед вводом термопластика. Вторая форма волокон представляет собой форму, прошедшую полную тепловую обработку при высокой температуре, что позволяет вводить термопластик на более раннем этапе. В зависимости от состояния углеродного волокна компонент пластмассы биполярной пластины вводят на определенных этапах изготовления.
В этом отношении тип, длина и конфигурация предварительно окисленных или термореактивных волокон, параметры обработки иглами и тип игл выбирают для изготовления обработанных иглами преформ, имеющих определенное количество проходящих по толщине волокон и объем волокон. После тепловой обработки при выбранных температурах предварительно окисленного ПАН или мата, обработанного иглами из вещества-предшественника смолы, волокнистый мат, обработанный иглами, может быть импрегнирован с использованием определенного количества термопластичных полимеров. Это достигается при использовании процессов покрытия раствором и покрытия порошком. На этом этапе также можно вводить неорганические порошки с высокой теплопроводностью в поры углеродной преформы. Предварительно пропитанный мат готов для формования при термообработке с приданием конечной формы биполярной пластины, с использованием множества процессов формирования при обработке теплом: формование диафрагмой, формование прессованием, формование прессованием в вакууме, формование с переносом смолы или любого другого процесса формования, пригодного для этой цели. Предварительно пропитанный, обработанный иглами мат также можно предварительно формовать с получением предварительно консолидированной пластины, называемой ламинатом, и затем формовать с приданием конечной формы, с использованием, например, штамповки.
В ситуации, когда волокна ПАН или карбонизированные волокна из смолы используют для мата, который имеет высокий модуль упругости, обработка иглами выполняется более сложно, но может быть проведена с использованием соответствующих технологий и сырья. Для ввода полимерного компонента в преформу можно использовать два подхода. В случаях, когда волокна не требуют обработки при высокой температуре, волокна углерода можно непосредственно смешивать с термопластичными волокнами перед изготовлением обработанной иглами предварительной преформы. Термопластичные волокна могут содержать любые из следующих полимеров: полипропилен, полиамид, полиэфир, полифениленсульфид (ПФС), полиэфирэфиркетон (ПЭЭК), полиэфиркетонкетон (ПЭКК) или волокно с любым другим составом, пригодное для этой цели. Волокна могут быть предварительно смешаны с углеродными волокнами (смешанная пряжа, смешанная однонаправленная лента, смешанная ткань и т.д.) или могут быть смешаны с углеродной пряжей и поданы в механизм обработки иглами. Термопластичное волокно при обработке давлением инкапсулирует углеродные волокна и позволяет получить очень мелкие поверхностные детали при формовании. Термопластичные волокна образуют матрицу в композитной биполярной пластине.
Другой подход состоит в обработке иглами углеродного волокна ПАН с последующим импрегнированием пор предварительно окисленных, обработанных иглами матов углеродной преформы выбранным термопластичным полимером вышеуказанного типа. Такую обработку проводят путем покрытия раствором и покрытия порошком. Предварительно пропитанный мат может быть сформирован при тепловой обработке с приданием конечной конфигурации биполярной пластины также с использованием таких процессов формования, как формование диафрагмой, формование под давлением, формование с переносом смолы или формование под давлением в условиях вакуума. Кроме того, мат предварительно пропитанной преформы может быть сформирован в виде предварительно отвержденной пластины, такой как ламинат, конечную форму которой придают путем штамповки.
Обработанный иглами мат из углеродного волокна ПАН также может включать некоторый наполнитель, такой как стекловолокно, для снижения стоимости преформы.
Как указано выше, биполярные пластины могут быть изготовлены на основе других видов преформ из углеродного волокна. Например, можно также использовать рубленное углеродное волокно, смешанное с термопластической смолой; однонаправленные ленты, 2-мерные ткани, ткани с 3-мерным переплетением волна, непосредственно собранные в виде организованного гибридного текстильного материала, включающего термопластичные волокна, или с последующим импрегнированием термопластичной смолой, для изготовления армированных термопластичных биполярных пластин с мелкими деталями.
При использовании углеродного волокна, проявляющего в конечной форме высокий модуль упругости (то есть больше 33 миллионов фунтов на квадратный дюйм (227 ГПа)), процесс начинают с волокон с низким модулем упругости для получения обработанной иглами преформы с наибольшим возможным количеством волокон, проходящих по толщине, поскольку зубья игл проявляют тенденцию разрезания волокон с высоким модулем упругости и при этом обеспечивается плохая эффективность переноса.
В соответствии с этим пробивку иглами углеродных волокон в преформе, предпочтительно, выполняют с использованием волокна с низким модулем упругости. Предварительно окисленные ПАН волокна, термореактивные волокна из смолы или волокна из смолы с низкой температурой карбонизации представляют собой предпочтительные волокна с низким модулем упругости, с использования которых начинают процесс изготовления для оптимизации переноса волокон по толщине. Также можно использовать некоторые конкретные ПАН волокна с более высоким модулем упругости, однако, при этом достигается более низкая эффективность. В зависимости от исходных волокон преформы могут быть подвергнуты дальнейшей тепловой обработке для повышения содержания углерода в волокне.
Электропроводность углеродного волокна связана как с природой источника углерода, так и с уровнем графитизации волокна при обработке. Волокно на основе смолы является, например, лучшим проводником, чем волокно на основе ПАН, и тепловая обработка преформы приводит к двойному преимуществу: повышению электропроводности, а также повышению модуля упругости. При использовании в топливных элементах волокно с получаемым, в конечном счете, более высоким модулем упругости является более предпочтительным для повышения жесткости биполярных пластин.
Учитывая вышеприведенное, на фиг. 3-7 представлен углеродный мат 20 в соответствии с настоящим изобретением. На фиг. 3 показан нетканый мат, изготовленный из углеродных волокон 22. Углеродные волокна 22 имеют случайную ориентацию. В мат могут быть включены, как указано выше, термопластичные волокна или волокна наполнителя. Таким образом, для правильной ориентации волокон, в частности углеродных волокон 22, мат 20 обрабатывают пробивкой иглами с использованием хорошо известного в данной области техники устройства 24 обработки иглами, которое представлено в общих чертах. На фиг. 4, в общем, показана ориентация волокон после обработки иглами участка мата 20. При этом волокна, в частности углеродные волокна 22, ориентируются параллельно толщине Т мата 20. Количество ориентированных таким образом волокон зависит от степени обработки иглами. Очевидно, что максимально возможное количество углеродных волокон, имеющих такую ориентацию, является наиболее предпочтительным, при этом весь мат 22 подвергают обработке иглами. Если мат 20 содержит волокна, для которых требуется дополнительная карбонизация, его затем можно обработать соответствующим образом для обеспечения требуемых технологических условий. После окончания этой обработки мат 20 обрабатывают, если он содержит термопластичные волокна, для придания формы путем термоформования или других средств, пригодных для этой цели с получением композитного материала.
Если для создания матрицы композитного материала не используют термопластичные волокна, в качестве альтернативы мат 20 может быть импрегнирован соответствующим термопластичным полимером, который затем обрабатывают, как указано выше, с получением композитного материала. Из композитного материала формируют биполярную пластину 26, в общем, показанную на фиг. 7. При этом пластина 26 может быть получена в результате выполнения части процесса формования (например, термоформования или отверждения смолы) с требуемой конфигурацией 28 поверхности. Получаемый в результате продукт представляет собой биполярную пластину 26, которая содержит ориентированные углеродные волокна в матрице, имеющую требуемую конфигурацию поверхности. Пластина 22 является механически жесткой, непроницаемой, в высокой степени электропроводной и имеет требуемую форму, для которой совершенно не требуется дополнительная механическая обработка.
Рассмотрим теперь фиг. 5 и 6, на которых представлен мат 30, выполненный из тканого материала, трикотажного материала или материала, имеющего другую конструкцию, с использованием пряжи из соответствующего материала (например, углерода и т.д.). При этом можно использовать любую соответствующую для этой цели структуру тканого переплетения. Мат 30 включает штапельные волокна, изготовленные из углерода 32 и/или другого вышеуказанного материала. Мат 30 обрабатывают иглами с помощью устройства 24 обработки иглами, которое используют для ориентации волокон в требуемом направлении (то есть параллельно толщине Т мата). Полученный в результате мат 30 показан на фиг. 6. Мат 30 затем обрабатывают, как указано выше, в отношении мата 20.
Таким образом, можно видеть, что может быть изготовлена биполярная пластина, имеющая исключительную структуру и характеристики, и для которой не требуется механическая обработка поверхности. Кроме того, благодаря механической прочности такой армированной композитной структуры она может быть выполнена относительно тонкой, что обеспечивает компактную сборку пакета и позволяет уменьшить размер топливного элемента. Кроме того, поскольку биполярную пластину получают с использованием процесса формования, кроме возможности формования требуемой конфигурации поверхности может быть получена различная форма самой пластины для обеспечения возможности различного ее применения, что повышает гибкость применения конструкции.
Таким образом, с помощью настоящего изобретения были реализованы его цели и преимущества, и хотя здесь описаны и раскрыты предпочтительные варианты его выполнения, объем настоящего изобретения не ограничивается ими; скорее, его объем определяется прилагаемой формулой изобретения.


Изобретение относится к области электротехники, а именно к биполярным пластинам для топливных элементов. Техническим результатом изобретения является снижение стоимости производства и повышение теплопроводности пластины. Биполярная пластина выполнена в виде композитной структуры, содержащей пластмассовую матрицу, которая включает электропроводные углеродные волокна, ориентированные перпендикулярно к плоскости матрицы, чем обеспечивается оптимальная электропроводность. 2 н. и 25 з.п. ф-лы, 10 ил.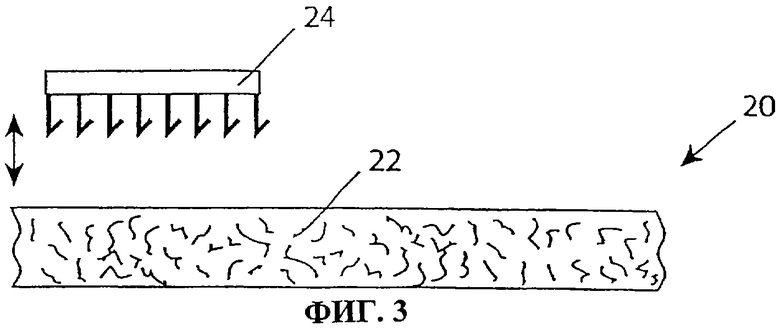
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Чертежная головка | 1982 |
|
SU1050915A1 |
| Устройство для механизированной настройки гармонных язычков и камертонов | 1955 |
|
SU104980A1 |
| RU 99127456 A, 27.11.2001. | |||

