ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу получения надувного изделия с присоединяемой вспененной отделкой и к надувному изделию с присоединяемой вспененной отделкой, получаемому указанным способом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Надводные надувные платформы уже стали популярным решением для различных видов деятельности на воде. Например, такие надувные платформы позволяют легко проводить текущий ремонт судна или яхты. Другие примеры их применения включают проведение досуга, такое как принятие солнечных ванн или ныряние с надувных платформ. Они также могут служить легко расширяемым пространством палубы или дополнительным рабочим пространством судна или яхты. Кроме того, устройства для деятельности на воде включают места швартовки оборудования для водных видов спорта, водных лыж, сибобов (подводных буксировщиков), досок для серфинга, одновесельных досок для серфинга с управлением стоя (англ. stand-up paddle board, сокращенно SUP) и т.д. Кроме того, различное оборудование для водных видов спорта, такое как доски для серфинга и SUP, также может выиграть от возможности создания на нем различных типов поверхности.
Во избежание проскальзывания, для создания эстетичного внешнего вида и для защиты надувной платформы от прокола важно, чтобы наружный слой изготовленной надувной платформы был получен из подходящего материала. Поверхности надводных надувных платформ часто изготавливают из нескользких материалов, таких как слои из противоскользящего поливинилхлорида (ПВХ™, англоязычное обозначение - PVC™ non-skid) или Hyapalon™ для платформ и другого оборудования. Последующее приклеивание подходящей нескользкой вспененной поверхности к изделию с образованием долговременного стойкого соединения уже много лет является серьезной проблемой в данной отрасли. До настоящего момента многим производителям не удалось решить проблему образования клеевого соединения с поверхностью надувной платформы. Известно, что схожие проблемы существуют и для изделий меньших размеров, таких как оборудование для водных видов спорта, например, досок для серфинга, SUP, поверхности которых также должны быть нескользкими, в частности, если применяют вспененный полиэтилен (ПЭ).
Для более крупного оборудования на основе надувных платформ, которое имеет большую площадь поверхности и которое должно быть ровным (т.е. не иметь пузырей или вздутий), важно обеспечить долговечное скрепление. Известно, что некоторые производители пытались закреплять на поверхности надводных надувных платформ вспененный этиленвинилацетат (ЭВА), но этот материал оказался ненадежным с точки зрения долговечности скрепления. Некоторого успеха удалось добиться при прикреплении небольших панелей из вспененного ЭВА (т.е. размером много меньше 1 м по меньшей мере в одном из главных направлений (длина и ширина)). Однако такая методика склеивания не работает на более крупных поверхностях (на которых эта отделка отличается недолговечностью и нестойкостью, и/или на ней возникают воздушные пузыри) или на материалах с другими "отделочными эффектами", такими как ПЭ.
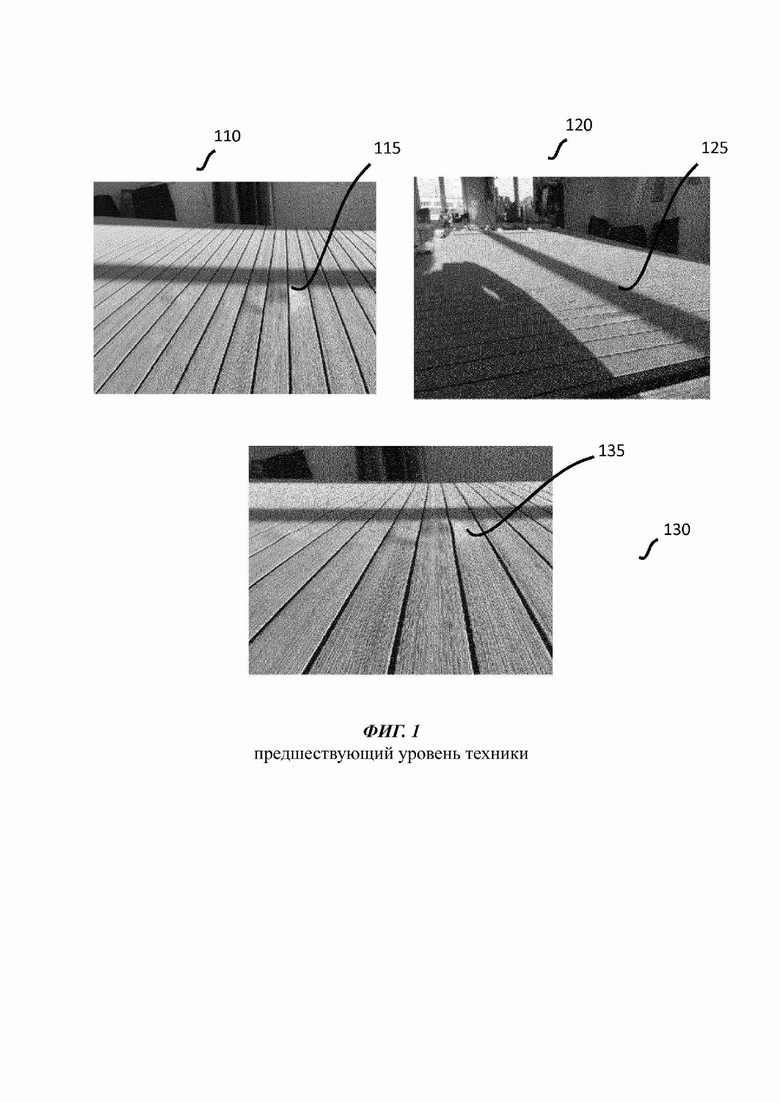
На Фиг. 1 представлены три изображения 110, 120, 130, на которых виден эффект вздутия 115, 125, 135 тиковой поверхности надводной надувной платформы, к которой был присоединен вспененный ПЭ. Вспененный ПЭ хорошо приклеивается к вспененному ПЭ, а также к твердым панелям, таким как панели из стекловолокна. Однако соединение, образующееся при контакте двух поверхностей из вспененного ПЭ и ПВХ или Hypalon™ или неопрена™ (Neoprene™), не является долговечным. Производителям надводных платформ, которые пытаются соединить друг с другом различные поверхности, эта проблема известна уже давно.
Для устранения указанной проблемы некоторые изготовители надувных платформ производят различные поверхности, выглядящие как материал "тик", содержащие мелкие абразивные частицы, создающие эффект шлифовальной бумаги, на поверхности коричневых полос, которые затем закрепляют на черной основе для образования линий герметизации, в результате чего образуется нескользящая поверхность. Однако такая поверхность создает некомфортное ощущение при контакте с подошвами, схожее с ходьбой по шлифовальной бумаге. Таким образом, эти материалы не нашли широкого распространения, и для устранения указанной проблемы требуется другое решение.
Авторы настоящего изобретения признают и понимают необходимость создания усовершенствованного способа образования закрепляемой вспененной отделки, например, вспененной поверхности, присоединяемой к, например, поливинилхлориду (ПВХ™), материалу Hypalon™ или неопрену™ на поверхности надувной надводной платформы, такой как борт бассейна, место швартовки для водных лыж, место швартовки для сибоба, или наземной платформы, такой как гимнастический мат, или изделия для водных видов спорта, такого как одновесельная доска для серфинга с управлением стоя (SUP) или для другого применения, примеры которого приведены ниже.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, задачей изобретения является смягчение, нивелирование или устранение одного или более названных выше недостатков, как таковых или любой их комбинации. Аспекты изобретения относятся к способу получения надувного изделия с присоединяемой вспененной отделкой и к надувному изделию с присоединяемой вспененной отделкой, получаемому способом согласно изобретению.
Эти и другие аспекты изобретения рассмотрены и раскрыты ниже в описании примеров осуществления изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Дополнительные детали, аспекты и примеры осуществления изобретения рассмотрены ниже с помощью иллюстративных примеров, сопровождаемых графическими материалами. В графических материалах подобные числовые обозначения применяют для идентификации подобных или функционально подобных элементов. Для простоты и ясности элементы, изображенные на фигурах, не обязательно приведены в масштабе.
На Фиг. 1 представлены различные виды надводных надувных платформ, на которых возникает известный эффект вздутия из-за нарушения клеевого соединения вспененного ПЭ и платформы из ПВХ.
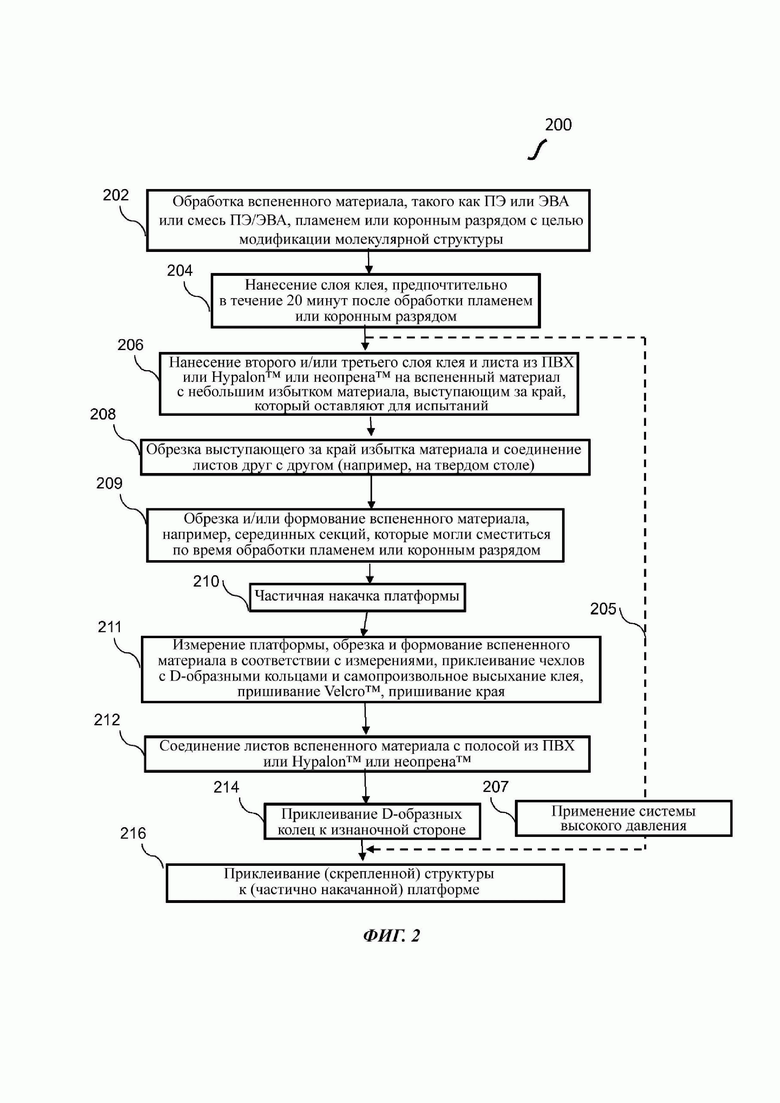
На Фиг. 2 представлен пример блок-схемы способа получения платформы согласно иллюстративным примерам осуществления настоящего изобретения.
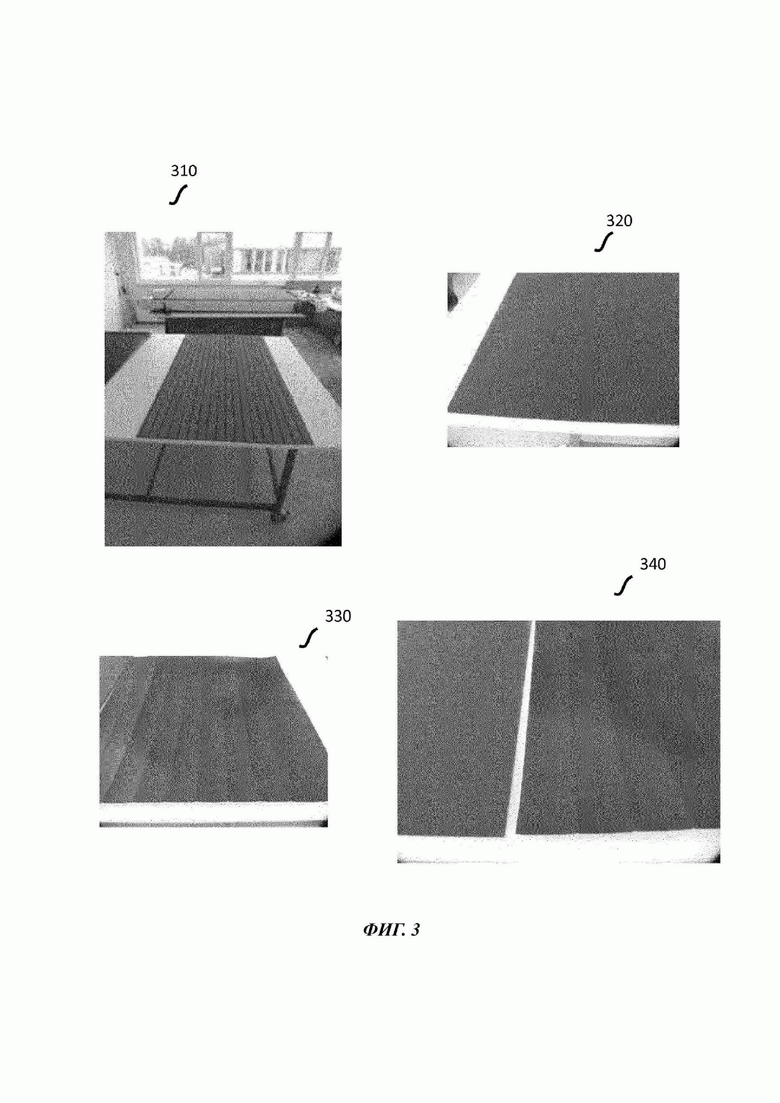
На Фиг. 3 представлены различные виды первого этапа способа получения вспененной поверхности надводной надувной платформы согласно иллюстративным примерам осуществления настоящего изобретения.
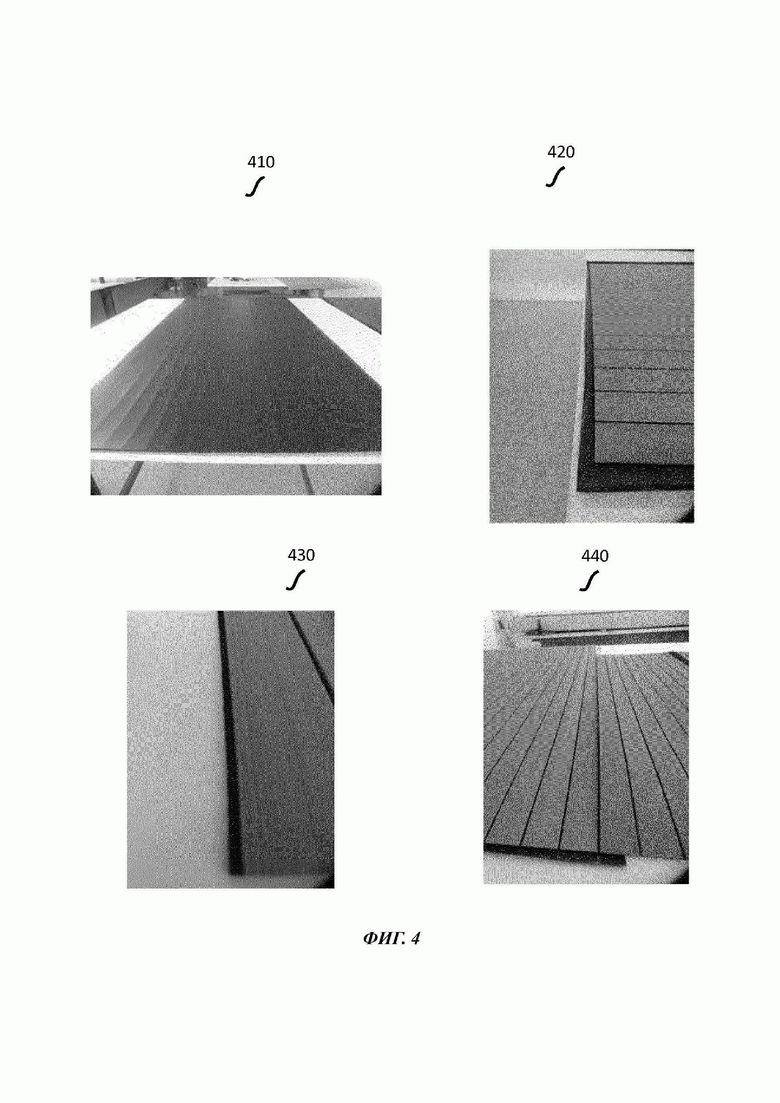
На Фиг. 4 представлены различные виды второго этапа способа получения вспененной поверхности надводной надувной платформы, согласно иллюстративным примерам осуществления настоящего изобретения.
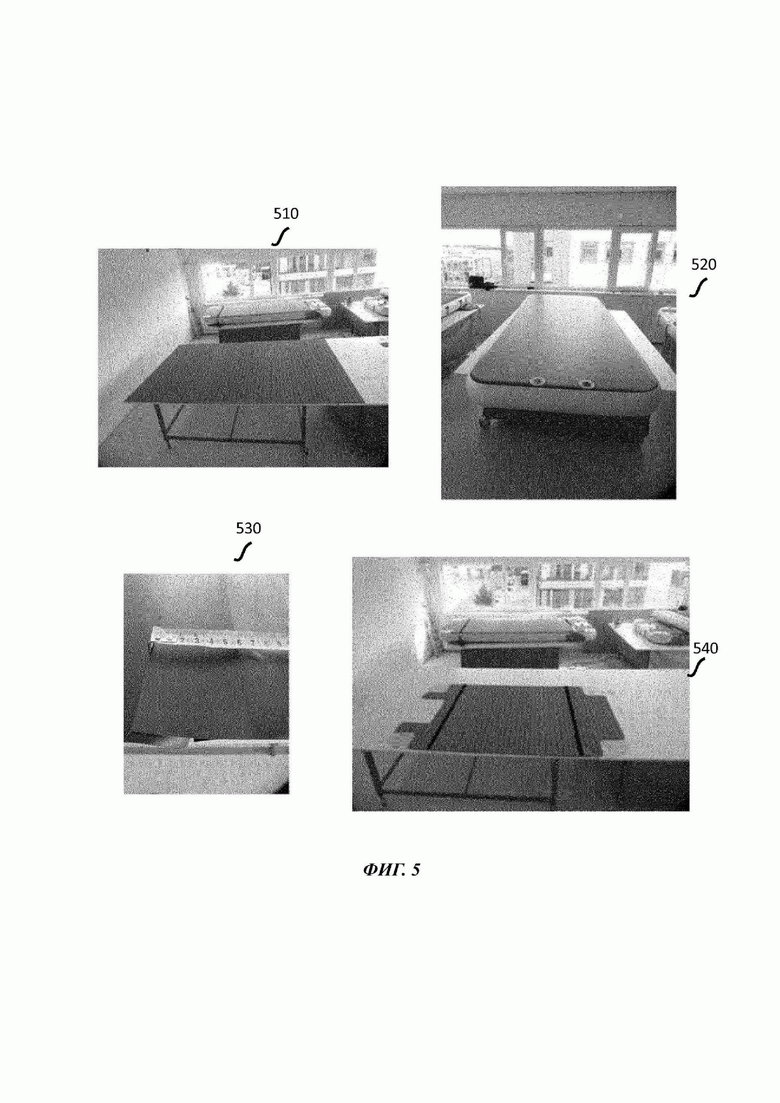
На Фиг. 5 представлены различные виды третьего этапа способа получения вспененной поверхности надводной надувной платформы, согласно иллюстративным примерам осуществления настоящего изобретения.
На Фиг. 6 представлены различные виды четвертого этапа способа получения вспененной поверхности надводной надувной платформы и система высокого давления согласно некоторым иллюстративным примерам осуществления настоящего изобретения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Поскольку в большей части представленных примеров осуществления настоящего изобретения могут быть применены электронные компоненты и цепи, известные специалистам в данной области техники, то рассмотрение таких компонентов будет ограничено тем, что авторы посчитали необходимым для приведенного ниже рассмотрения, достаточного для понимания и осознания основной концепции настоящего изобретения, и для того, чтобы не вводить в заблуждение или отвлекать от задач настоящего изобретения.
В частности, настоящее изобретение относится к способу получения надувного изделия с присоединяемой вспененной отделкой посредством соединения вспененного материала с гибким подходящим для склеивания и/или подходящим для сварки материалом, таким как поливинилхлорид (ПВХ™), Hypalon™ или неопрен™, в результате чего получают подходящую для присоединения поверхность для вспененной отделки, подходящую для присоединения к надувному или накачанному или частично накачанному или сдутому (спущенному) изделию. Кроме того, настоящее изобретение также относится к способу получения надувного изделия с присоединяемой вспененной отделкой посредством модификации молекулярной структуры вспененного материала и прикрепления обработанного вспененного материала непосредственно к изделию, такому как поверхность платформы, например, с помощью системы компрессионных валков (системы валков высокого давления).
Несмотря на то, что в описании примеров осуществления изобретения упоминаются различные размеры и формы надувных платформ, предполагается, что концепция настоящего изобретения применима к надувным изделиям других размеров и форм.
Согласно изобретению, термин "гибкий подходящий для склеивания (приклеивания) и/или подходящий для сварки материал" употребляют для обозначения любого из следующих материалов: ПВХ™, Hypalon™ или неопрен™ (или любого другого материала, который может быть применен в изготовлении надувных изделий, такого как полиуретан), который достаточно гибок для своего предполагаемого применения и подходит для приклеивания и/или сварки с другим объектом, если конкретно не указано иное.
В некоторых примерах надувные изделия могут включать различные виды отделки, соответствующие различным конструкциям поверхности, например, а) отделку из вспененного ПЭ, имитирующую тиковое дерево различных цветов, b) отделку из вспененного ЭВА или смеси ЭВА/ПЭ, имитирующую тиковое дерево различных цветов, с) отделку из вспененного ПЭ другой конструкции и цвета, d) отделку из вспененного ЭВА или смеси ЭВА/ПЭ другой конструкции и цвета. Согласно изобретению, термин "вспененный (или пена)" включает любой тип вспененного материала или вспененной отделки, которая может быть приклеена к гибкому, подходящему для склеивания и/или подходящему для сварки материалу, если конкретно не указано иное. Рассмотренные в настоящем описании аспекты относятся к изготовлению и нанесению отделки, такой как нескользкая отделка надувного изделия, которое может быть накачанным, частично накачанным или сдутым.
Варианты применения включают присоединяемую вспененную отделку для надувной надводной платформы, такой как одно или более следующих изделий: надувная надводная платформа, такая как место швартовки для водных лыж, место швартовки для сибоба, борт надувного плавательного бассейна, надувная платформа типа "посадочной площадки", пристани, изготовленные под заказ, места швартовки других надводных аппаратов, таких как гидросамолеты, плавучие базы и т.д., надувные пляжные клубы, днища надувных лодок, надводный аппарат, надувные надводные сидения или наземные платформы, такие как гимнастические маты или матрасы, надувные наземные сидения, или объекты для водных видов спорта, такие как одновесельная доска для серфинга с управлением стоя (SUP), доски для серфинга. Далее термин "надувное изделие" включает любое и все надувные изделия, включая каждое из изделий, перечисленных выше.
Также предполагается, что некоторые примеры осуществления изобретения равным образом применимы к присоединяемой вспененной отделке покровных полос или частей изделия и не обязательно к целой поверхности.
В результате многомесячных упорных исследований и испытаний авторам настоящего изобретения удалось установить, что на первых этапах изготовления может быть применена обработка пламенем, например, с применением газового баллона, для создания пламени высокой интенсивности для обработки тыльной стороны вспененного ПЭ перед склеиванием. Одной из проблем, создаваемых обработкой пламенем, является то, что при склеивании обработанной пламенем пены с гибким подходящим для склеивания и/или подходящим для сварки материалом поверхности надувного изделия, склеиваемая или свариваемая поверхность должна быть частично накачана, чтобы после полной накачки вспененный материал принимал требуемую форму. По существу это означает, что образование клеевого соединения затруднено, поскольку при прижимании мягкой вспененной поверхности к нижележащей также мягкой поверхности сложно получить хорошее сцепление. Это особенно верно в случае больших площадей, таких как поверхности надувных изделий.
Авторам настоящего изобретения удалось установить, что при использовании обработанной пламенем пены пузыри начинают появляться под вспененным тиковым материалом сразу же после высокоинтенсивной пламенной обработки тыльной стороны вспененного ПЭ в тех местах, где соединение с надувным изделием не образовалось. Предполагается, что тот же результат следует ожидать при использовании вспененного ЭВА. Например, было показано, что на солнце надувное изделие будет нагреваться, что приводит к расширению воздуха в воздушных мешках в неприклеенных частях изделия, в результате чего пена вздувается, и верхняя часть надувного изделия приобретает неряшливый вид.
Авторами настоящего изобретения также впоследствии было установлено, что обработка коронным разрядом оказывает на тыльную поверхность вспененного ПЭ такое же действие, как и высокоинтенсивная пламенная обработка, то есть позволяет скреплять гибкий подходящий для склеивания и/или подходящий для сварки материал с пеной. В этом случае вздутие также возникает в том месте, где не образуется скрепление.
Дополнительно было установлено, что эффект от обработки как пламенем, так и коронным разрядом, не является долговременным. Следует отметить, что авторы настоящего изобретения установили, что такой кратковременный эффект является следствием того, что обработка коронным разрядом или пламенем изменяет молекулярную структуру поверхности пены. В результате лабораторных испытаний обработки только коронным разрядом авторами было установлено, что 100% молекулярное изменение длится всего лишь приблизительно 20 минут. В некоторых примерах было замечено, что спустя 20 минут некоторые молекулярные изменения все еще существуют (например, приблизительно 70%), что все еще позволяет (до некоторой степени, но хуже, чем в идеале) производить соединение со вспененным материалом. Кроме того, при изготовлении надувного изделия с соответствующей отделкой согласно настоящему изобретению не совсем идеальные результаты могут быть достигнуты по прошествии большего периода времени до присоединения поверхности гибкого подходящего для склеивания и/или подходящего для сварки материала к пене, при условии, что идеальное скрепление может быть образовано, например, по истечении времени, составляющего от 30 минут до, скажем, двух часов; однако возможно, что подходящим может также быть гораздо больший период времени (порядка суток или недель), протекающий после обработки, например, коронным разрядом или пламенем. Таким образом, следует отметить, что авторы настоящего изобретения установили, что адгезия не является результатом изменения поверхности пены при обжиге; более важным является изменение молекулярной структуры, существование которого ограничено во времени.
На основании полученных результатов авторы настоящего изобретения создали способ изготовления вспененной поверхности надводного надувного изделия, который включает нанесение слоя клея на тыльную сторону пены как можно скорее после обработки пены, которая в некоторых примерах представляет собой либо коронный разряд, либо обработку пламенем, предпочтительно в течение 20 минут после обработки пены, с целью консервации изменений молекулярной структуры. В некоторых примерах склеивание включает нанесение двух или трех слоев клея с первоначальным нанесением одного слоя клея на пену и одного слоя клея на поверхность гибкого подходящего для склеивания и/или подходящего для сварки материала.
В некоторых примерах получения первый слой, нанесенный на обе поверхности, должен высохнуть до исчезновения отлипа (т.е. стать сухим на ощупь). После этого в некоторых примерах на обе поверхности наносят второй слой клея, и пока оба слоя клейкие, их соединяют друг с другом, получая прочное скрепление.
В альтернативных примерах, как только первый молекулярный герметизирующий клеевой слой, изолирующий, таким образом, молекулы в пене, нанесен на пену, его оставляют высыхать до исчезновения отлипа. В некоторых примерах первый слой клея также может быть нанесен на гибкий подходящий для склеивания и/или подходящий для сварки материал. В некоторых примерах на обе поверхности затем наносят второй слой клея, который оставляют до полного высыхания, и затем на обе поверхности может быть нанесен третий слой клея, и пока эти поверхности еще липкие, их соединяют друг с другом, получая прочное скрепление.
В некоторых примерах для образования прочного скрепления гибкий подходящий для склеивания и/или подходящий для сварки листовой материал (или другой материал, который может быть применен для получения надувных изделий) может быть помещен на тыльную поверхность вспененного ПЭ и вспененная поверхность размещена на твердой поверхности. Неопрен™ приклеивается к материалу Hypalon™, и, таким образом, в некоторых примерах для приклеивания вспененного материала, тыльная сторона которого состоит из неопрена™, к изделиям из Hypalon™, применяют неопрен™. Преимущество этого способа состоит в том, что работник может видеть и понимать, что клей все еще "свежий", и оценивать, насколько хорошо две поверхности материала соединяются друг с другом. Твердая поверхность стола также позволяет работнику надавливать твердым инструментом и справляться с воздушными пузырями/удалять воздушные пузыри. В следующий этап получения направляют только вспененный материал, успешно закрепленный на гибком подходящем для склеивания и/или подходящем для сварки материале. Это устраняет возможную проблему возникновения впоследствии воздушных пузырей на поверхности изделия, например, при нагревании вспененного материала на солнце.
Кроме того, авторы изобретения отмечают, что склеивание всей вспененной поверхности, имеющей тыльную сторону из гибкого подходящего для склеивания и/или подходящего для сварки материала, с надувным изделием может приводить к большим затратам на клей, а также к серьезным трудозатратам. Таким образом, в некоторых примерах осуществления только некоторые части пены, на тыльной стороне которых зафиксирован гибкий подходящий для склеивания и/или подходящий для сварки материал, склеивают с поверхностью надувного изделия. Например, склеиваемые части могут включать одну или более из следующих локаций: по всему периметру вспененного материала, на стыках (обычно пену присоединяют через каждый 1 м (приблизительно)), например, под полосами Velcro™, к которым могут быть прикреплены вспомогательные детали и там, где важно, чтобы пена не отделялась от основы при натяжении вспомогательных деталей.
Однако уменьшение применяемого количества клея за счет склеивания пены, на тыльной стороне которой зафиксирован гибкий подходящий для склеивания и/или подходящий для сварки материал, не со всей поверхностью надувной платформы приводит к проблемам, а именно, может приводить к образованию небольших воздушных карманов между тыльной стороной вспененного материала, на который нанесен гибкий подходящий для склеивания и/или подходящий для сварки материала, и верхней поверхностью платформы. Было замечено, что при нагревании (например, на солнце), такие небольшие воздушные карманы могут приводить к вздутию пены. Такие воздушные карманы образуются между склеенными участками приблизительно через каждый 1 м или на аналогичном расстоянии по всей ширине надувной платформы (обычно либо 1,5 м, либо 2,0 м). Для устранения этого эффекта в некоторых примерах авторы изобретения предлагают создавать отверстия для выпуска воздуха вдоль краевых участков, в неприклеенной части, например, длиной приблизительно от 1,5 до 3 см. В некоторых примерах отверстия для выпуска нагретого и расширившегося воздуха могут быть расположены на расстоянии приблизительно через каждый 1 метр или на аналогичном расстоянии по обеим сторонам на каждом склеенном участке.
Авторы изобретения установили, что неопрен™ приклеивается к материалу Hypalon™, и, таким образом, в некоторых примерах для склеивания пены с материалом Hypalon™ платформ применяют полосы из неопрена™, например, полосы шириной 6 см, длина которых соответствует длине вспененного материала. Аналогично, вспененные поверхности могут быть соединены с ПВХ платформами (или любыми из вышеуказанных изделий) с помощью полос из ПВХ. В некоторых примерах масса гибкого подходящего для склеивания и/или подходящего для сварки материала, приклеиваемого к тыльной стороне пены, также вносит свой вклад в придавливание пены к основе и снижению вздутия (например, при нагревании на солнце) или уменьшению растяжения пены с образованием пузырей.
В некоторых примерах концепции, изложенные в настоящей работе, могут быть применены при изготовлении наземных платформ, таких как воздушные дрожки для гимнастического оборудования и т.д. В отличие от надводных платформ, для наземных платформ не требуется применение балласта.
В некоторых примерах основные преимущества, раскрытые в настоящей работе, могут быть достигнуты с помощью приложения вакуума для создания давления между соответствующими склеиваемыми слоями, например, для минимизации возникновения воздушных карманов. Согласно изобретению, для склеивания вспененного материала, на тыльную сторону которого нанесен ПВХ (или другой гибкий подходящий для склеивания и/или подходящий для сварки материал), и приклеивания пены ко всей поверхности изделия или к поверхности изделия только по краям и на стыках пены может быть применен способ с приложением вакуума, поскольку вакуум может создать давление, необходимое для уменьшения или удаления воздушных мешков, образующихся между секциями. В альтернативных примерах осуществления изобретения для минимизации объема воздуха под слоем пены и выпуска воздуха из-под слоя пены, для приклеивания листа вспененного материала, на тыльную сторону которого нанесен ПВХ (или другой гибкий подходящий для склеивания и/или подходящий для сварки материал), ко всей поверхности платформы или изделия или только по краям и на стыках также может быть применена система компрессионных валков.
В некоторых примерах осуществления способ получения надувного изделия может включать модификацию молекулярной структуры по меньшей мере одной вспененной поверхности; и приклеивание гибкого подходящего для склеивания и/или подходящего для сварки материала непосредственно к модифицированной по меньшей мере одной вспененной поверхности и одновременное приклеивание модифицированной по меньшей мере одной вспененной поверхности к надувному изделию с помощью, например, системы компрессионных валков или вакуумного давления, что позволяет получать прочное скрепление надувного изделия со вспененным материалом по всей поверхности (или части поверхности, например, по краям и/или стыкам). Согласно изобретению, одновременное приклеивание модифицированной по меньшей мере одной вспененной поверхности к надувному изделию может быть особенно подходящим при изготовлении мелких изделий или изделий, которые не подвергаются действию солнечных лучей, поскольку пена, не содержащая ПВХ и т.д. на тыльной поверхности, может расширяться и вздуваться при нагревании на солнце на всем непроклеенном участке.
Таким образом, можно приклеивать весь лист пены, обработанной коронным разрядом или пламенем, не применяя промежуточного гибкого подходящего для склеивания и/или подходящего для сварки материала. Лист пены должен быть нанесен быстро, пока клей еще клейкий, то есть в течение периода времени, когда клей еще сохраняет клеящую способность. Согласно изобретению, "период времени, пока клей сохраняет клеящую способность" (иногда называемый "временем открытой выдержки клея") также зависит от типа клея, и в некоторых примерах при использовании некоторых клеев "период времени, пока клей сохраняет клеящую способность" может превышать 30 минут или составлять менее 30 минут. В некоторых примерах осуществления изобретения "время открытой выдержки клея" некоторых клеев может быть увеличено за счет нагревания клея пистолетом-распылителем теплого воздуха.
Авторами изобретения было установлено, что внешний вид, подобный тику, а также поверхность со сниженным проскальзыванием создают три типа вспененных материалов, а именно, вспененные материалы с закрытыми порами, такие как этиленвинилацетат (ЭВА) и вспененный полиэтилен с закрытыми порами, также называемый вспененным ПЭ, и вспененная смесь ПЭ/ЭВА. В альтернативных примерах могут быть применены другие вспененные материалы, не имеющие внешнего вида, подобного тику. Все типы вспененных материалов плохо скрепляются с ПВХ или Hypalon™ или неопреном™. Hypalon™ представляет собой синтетический каучук на основе хлорсульфированного полиэтилена (англоязычное обозначение - CSM, от chlorosulfonated polyethylene (сокращенно CSPE) synthetic rubber), имеющий высокое сопротивление к воздействию химических средств, высоких температур и ультрафиолетовому излучению. Поливинилхлорид (ПВХ) представляет собой обычный термопластический полимер, применяемый в строительстве, который доступен в двух формах, жесткой и гибкой, и общеизвестен своей твердостью. Неопреновый™ каучук представляет собой высокостойкий синтетический материал, который применяют в различных областях на открытом воздухе и на море. Он также известен как полихлоропрен, который был изобретен DuPont в 1931 году и производится полимеризацией хлоропрена. Неопреновый™ каучук более устойчив к разложению, чем натуральный или синтетический каучук.
Авторами изобретения было установлено, что ПЭ не приклеивается к гибкому подходящему для склеивания и/или подходящему для сварки материалу, поскольку он имеет слегка блестящую тыльную поверхность и молекулярную структуру, которая не позволяет образовывать связи и просто отслаивается. Скрепление ЭВА изначально функционирует лучше, но постепенно сходит на нет. Скрепления на основе гибкого вспененного материала, подходящего для склеивания и/или подходящего для сварки, также применяют, например, в досках для серфинга из ПВХ с управлением одним веслом стоя. Оно представляет собой небольшой участок, который может быть заменен. В примерах надувной платформы обычная толщина слоя пены составляет порядка 6 мм, например, представляет собой слой толщиной 3 мм из коричневой пены и слой толщиной 3 мм из черной пены, уложенные друг на друга, например, имеющие резные линии, создающие подходящий визуальный эффект. Напротив, в SUP из ПВХ может быть применен слой пены толщиной приблизительно 3 мм.
Согласно изобретению, при изготовлении (или ремонте) SUP или досок для серфинга панель, размещаемую на SUP или доске для серфинга, сначала обрабатывают пламенем или коронным разрядом, после чего молекулярное изменение фиксируют клеем. Во время приклеивания панели к доске, доска SUP или доска для серфинга может быть частично накачана. В альтернативном варианте согласно изобретению, панель сначала может быть установлена на накачанную SUP или доску для серфинга, после чего доска может быть сдута, что позволяет прижимать панель, например, к твердой поверхности стола для создания прочного скрепления. После этого доска может быть немедленно накачана для распределения клея по требуемому участку. В некоторых альтернативных примерах осуществления изобретения SUP могут быть накачаны до достижения давления, составляющего, например, 1378 миллибар (или 20 фунтов на квадратный дюйм, что приблизительно составляет 1,38⋅105 Па), что обеспечивает создание очень жесткой и твердой поверхности, позволяющей накладывать на нее пену и придавливать слой пены, т.е. располагать после полной накачки. В некоторых примерах нанесение листа пены на доску SUP или доску для серфинга также может быть автоматизированным, например, с помощью системы компрессионных валков.
Несмотря на то, что примеры осуществления изобретения были описаны на примере способа получения надувных изделий с визуальным эффектом тика, изобретение может включать другие примеры получения с другим видом вспененной поверхности (например, отличающимся от тиковой).
На Фиг. 2 представлен пример блок-схемы 200 способа получения надувного изделия согласно иллюстративным примерам осуществления настоящего изобретения. В отличие от известных подходов к соединению листов пены, то есть приклеиванию непосредственно к поверхности платформы, что, как было показано, является ненадежным и недолговечным скреплением, в примерах осуществления изобретения сначала применяют обработку 202 изнаночных поверхностей пены пламенем или коронным разрядом, и после соединения поверхности нарезают до нужной формы. Обработка пламенем или коронным разрядом с целью модификации молекулярной структуры способствует созданию связей с гибким подходящим для склеивания и/или подходящим для сварки материалом.
Однако, как было установлено авторами изобретения, именно соединение вспененного материала с частично накачанной платформой создает дополнительные проблемы, которые необходимо решать. Коротко говоря, оператор, изготавливающий надувные изделия известными способами, не может приложить усилие, достаточное для создания достаточно высокого сцепления при прижимании мягкой пены к мягкой поверхности частично накачанной платформы. Даже если изделие (или в некоторых примерах платформа) полностью накачано, например, до давления, составляющего 5,5 фунтов на квадратный дюйм (или 379 миллибар (что составляет 37921 Па), все еще будет достаточно сложно прижать мягкую поверхность пены и создать прочное скрепление. Безотносительно к величине давления, соединение требует сначала надавливания на мягкую пену, то есть при нанесении вручную сложно добиться достаточно прочного соединения. Кроме того, следует отметить, что обычно оператору сложно увидеть область скрепления, поскольку оператор обрабатывает пену сверху вниз, что затрудняет или делает невозможным оценку того, вся ли поверхность пены прикреплена.
Таким образом, согласно примерам осуществления изобретения, авторы изобретения установили, что на этапе 204 слой клея должен быть нанесен на тыльную сторону вспененной поверхности (которая в некоторых примерах может иметь форму листа пены), обработанную пламенем или коронным разрядом, для фиксации изменения молекулярной структуры, созданного обработкой пламенем или коронным разрядом. В некоторых примерах на этапе 204 слой клея может быть нанесен на обработанную пламенем или коронным разрядом вспененную поверхность в пределах относительно небольшого периода времени, например, в течение 20 минут (тем не менее этот временной диапазон может зависеть от типа нанесения и используемых материалов). В некоторых примерах во время склеивания оператор может приклеивать всю вспененную поверхность или ее часть, например, наносить клей через каждый 1 м. В некоторых необязательных примерах на этом этапе первый слой клея также может быть нанесен на гибкий подходящий для склеивания и/или подходящий для сварки материал (такой как ПВХ), например, в то же время, когда клей наносят на обработанную пламенем или коронным разрядом пену. Дополнительно, клей оставляют высыхать до исчезновения отлипа. На обработанные пламенем или коронным разрядом вспененные поверхности должен быть достаточно быстро нанесен, например, клей, герметизирующий молекулярное изменение пены. В идеале, обработанных пламенем или коронным разрядом вспененных поверхностей не касаются или касаются по минимуму, поскольку физические касания могут помешать фиксации молекулярного изменения.
В соответствии с примерами осуществления изобретения авторами изобретения было установлено, что на этапе 206 второе (и необязательно третье) клеевое покрытие может быть нанесено и на тыльную сторону гибкого подходящего для склеивания и/или подходящего для сварки листового материала (например, листа из ПВХ или Hypalon или неопрена™), и на обработанную пламенем или коронным разрядом пену, и они могут быть соединены друг с другом с небольшим избытком материала ПВХ, Hypalon™ или неопрена™, выступающим за край основы, который оставляют для испытаний. Второй слой клея наносят на обе поверхности и соединяют, пока они сохраняют клейкость. Если наносят третий слой клея, то перед нанесением третьего слоя второй слой оставляют высыхать до исчезновения отлипа, и обе поверхности соединяют, пока они сохраняют клейкость. Соединение поверхностей в этот момент под давлением позволяет образовывать надежное и долговечное скрепление и предотвращает образование крупных воздушных пузырей. Следует отметить, что важно прикладывать давление для выдавливания воздушных пузырей. Во время приклеивания оператор может замечать воздушные пузыри и прикладывать давление к подходящим участкам. В некоторых примерах для изменения продолжительности сушки клея и для повторного придания ему клейкости может быть применен тепловой фен. Также, согласно изобретению, в некоторых примерах на клей, находящийся на пене, может быть направлен пистолет-распылитель теплого воздуха. В некоторых примерах согласно изобретению для быстрого образования эффективного скрепления, способ изготовления может быть полностью автоматизирован.
На этапе 208 выступающий за край избыток материала может быть обрезан, и вспененные поверхности, на тыльной стороне которых находится ПВХ, Hypalon™ или неопрен™ (например, в виде листов), соединены друг с другом (например, на твердом столе). Перед обрезкой выступающего за край избытка материала скрепление нужно проверить. Перед проведением испытания клей должен быть высушен. Таким образом, в некоторых примерах осуществления, в зависимости от типа применяемого клея, время задержки может составлять минимум одни сутки. Авторы настоящего изобретения установили, что для высушивания типичного клея требуется приблизительно 3 суток, но испытание скрепления может быть проведено спустя 1 сутки. Выступающий за край избыток материала оттягивают от листа пены по всему периметру. Особенно важно провести испытания на тех сторонах пены, которые будут соединены. Если скрепление не удовлетворительно, например, из-за неудовлетворительной обработки краев пламенем или коронным разрядом, то пена может быть срезана, и испытание вновь проведено перед окончательным соединением. Это испытание подходит для определения успешности проведения обработки коронным разрядом или пламенной обработки.
Затем, на этапе 209 может быть выполнена обрезка и/или формование вспененных поверхностей (например, листов пены), например, проводимая в средних частях соответствующих листов, которые могут смещаться относительно друг друга во время проведения обработки пламенем или коронным разрядом. Таким образом, вспененные поверхности (например, листы пены) соединяют друг с другом, создавая видимость одного большого куска пены, имитирующего внешний вид тика. В других примерах вспененные поверхности (например, листы пены) могут быть обрезаны и/или сформованы в любой момент после проведения этапа 202. Авторами изобретения также было установлено, что, в отличие от обработки пламенем, обработка коронным разрядом не влияет на форму пены, и, таким образом, в некоторых примерах согласно изобретению, пена может быть обрезана и сформована до обработки коронным разрядом.
На этом этапе, в некоторых примерах и на этапе 210 надувное изделие может быть частично накачано (или в некоторых примерах полностью накачано). Согласно изобретению, в примере надувной платформы в некоторых случаях надувная платформа должна быть полностью (или почти полностью) накачана для того, чтобы пена была отмерена и отрезана с образованием нужной формы. В некоторых примерах при нанесении клея по некоторым краевым участкам или по всему краю на этапе 216 изделие частично накачивают и затем наносят покрытие из вспененного материала, на тыльную сторону которого нанесен ПВХ, Hypalon™ или неопрен™. После того, как изделие полностью накачано, оно растягивает лист пены точно по поверхности, что приводит к исчезновению морщинок с поверхности пены.
Согласно изобретению, производитель может найти нужный баланс между необходимостью приклеивать весь лист пены с тыльной стороной из ПВХ, Hypalon™ или неопрена™, к поверхности платформы и степенью частичной накачки. Авторами изобретения было установлено, что для плотного натяжения пены с тыльной стороной из ПВХ на накачанном надувном изделии и в то же время без образования формы банана, количество клея и уровень частичной накачки могут зависеть от размера надувного изделия и степени покрытия пеной. Баланс между приклеиванием, частичной (или полной) накачкой и отсутствием формы банана может быть достигнут при частичном (или полном) приклеивании листа пены только по краю пены и вдоль каждого соединения.
Затем, при выполнении этапа 211, измеряют каждую отдельную платформу, и вспененную поверхность (например, листы пены), нарезают и формуют в соответствии с конкретными размерами платформы. Дополнительно, в некоторых примерах платформ к тыльной стороне вспененной поверхности (например, листам вспененного материала) могут быть приклеены накладки с D-образными кольцами, которые оставляют для высыхания, к верхней части могут быть пришиты секции Velcro™, и вспененный материал пришит по краю. Согласно изобретению, в других примерах может быть установлен другой порядок выполнения некоторых этапов изготовления, например, сначала вспененный материал может быть пришит по краю, а затем приклеены накладки с D-образными кольцами. В альтернативном варианте, например, другой порядок может включать склеивание листов друг с другом и последующую обрезку и формование.
Затем, при выполнении этапа 212, все листы (например, 1 м × 2 м) пены, имеющие на тыльной стороне соответствующий материал, соединяют друг с другом с помощью гибкого подходящего для склеивания и/или подходящего для сварки материала (например, ПВХ, Hypalon или неопрена), например, находящегося в виде соединительных полос материала шириной 6 см и длиной, равной длине вспененной поверхности или соединяемых листов. Соединяющий материал в виде полос должен соответствовать материалу на тыльной стороне листа пены, например, ПВХ с ПВХ, хотя Hypalon™ может быть соединен с неопреном™, и листы, на тыльной стороне которых находится Hypalon™ или неопрен™ могут быть соединены с любым из этих двух материалов.
В других примерах согласно изобретению пена может быть соединена этими соединительными полосами после обработки пламенем и коронным разрядом без необходимости предварительного нанесения ПВХ, Hypalon™ или неопрена™ на тыльную сторону пены. Таким образом, на оставшуюся незакрытую часть пены затем может быть нанесен ПВХ, Hypalon™ или неопрен™, или, если оставшаяся незакрытая часть имеет малую площадь поверхности (например, "участок"), или если применяют систему нанесения под высоким давлением и т.д., то на оставшуюся часть не наносят ПВХ, Hypalon™ или неопрен™.
Затем, при выполнении этапа 214, в примерах платформ на изнаночную сторону накладок для D-образных колец клеят D-образные кольца. Однако в других примерах изобретения D-образные кольца могут быть наклеены на изнаночную сторону на любом этапе способа.
Наконец, на этапе 216 в некоторых примерах скрепленную структуру затем приклеивают к частично накачанной платформе с помощью клея, наносимого по всему краю с отверстиями для выпуска воздуха, полностью под D-образными кольцевыми деталями (что очень важно для обеспечения прочного соединения), под стыками вспененного материала, под Velcro™ и т.д. В некоторых примерах при склеивании целого листа пены с поверхностью частично накачанной платформы отверстия для выпуска воздуха могут быть расположены приблизительно каждые 2 см вдоль любого края каждой секции, что позволяет выпускать воздух. Как было отмечено, при выполнении окончательного склеивания изделие или в этом конкретном примере платформа может быть полностью накачана или в других примерах сдута. Также, как было отмечено в других примерах, окончательное склеивание может быть выполнено по краям изделия, или в конкретном примере платформы, но не под каждым соединением или не под каждой полосой Velcro и т.д. Таким образом, согласно изобретению, готовая скрепленная структура может быть получена различными вариантами склеивания, как частично, так и полностью.
Таким образом, комбинация подходов, принятая для выполнения этапа 202, на этапе 206 позволяет решать проблемы известных способов и позволяет прикреплять надежную и долговечную поверхность к накачанному или частично накачанному (или даже сдутому) изделию.
В альтернативных примерах изобретения после этапа обработки пены пламенем или коронным разрядом с целью модификации молекулярной структуры и облечения соединения с гибким подходящим для склеивания и/или подходящим для сварки материалом может быть применена система высокого давления. В этом примере на этапе 204 слой клея наносят на тыльную сторону обработанной пламенем или коронным разрядом поверхности пены (которая в некоторых примерах может представлять собой лист пены) для фиксации изменений молекулярной структуры, вызываемых обработкой пламенем или коронным разрядом. Для проведения последующих операций на верхнюю поверхность платформы необходимо нанести первый слой клея, после чего второй и третий слои наносят и на поверхность пены, и на поверхность платформы, которые затем соединяют друг с другом для создания прочного скрепления, пока клей еще сохраняет клеящую способность. На этом этапе особенно важным фактором способа получения является "время открытой выдержки клея", то есть важным условием является быстрое (или автоматизированное) нанесение клея на обе поверхности. Например, для создания скрепления "время открытой выдержки клея" на обеих поверхностях может составлять от 15 до 30 минут, и затем может быть применена система высокого давления (например, в автоматизированном способе). Затем после этапа 205 может быть применен другой путь, и далее в способе согласно изобретению система высокого давления 207 может быть применена на этапе 216 для приклеивания обработанной пламенем или коронным разрядом пены, в которой молекулярные изменения зафиксированы с помощью клея, непосредственно к изделию, например, платформе, которая может быть сдутой, частично накачанной или накачанной. В некоторых примерах система высокого давления может представлять собой систему, снабженную валками, в которой валок сконструирован с возможностью оказывать давление на изделие и обработанную пламенем или коронным разрядом пену, пока клей сохраняет достаточную клеящую способность. Аналогично, в некоторых примерах система высокого давления может представлять собой систему с приложением вакуума, в которой в герметичном пространстве создается вакуум, оказывающий давление на изделие и обработанную пламенем или коронным разрядом пену, пока клей сохраняет достаточную клеящую способность. В этих примерах промежуточную скрепляющую структуру не применяют.
Также в этом примере системы высокого давления предполагается, что примеры могут включать один или более промежуточных этапов, относящихся к конструированию изделия или вспененного материала в виде подходящей формы, например, могут включать коррекцию и соединение одного или более листов на этапе 208 или обрезку или формование 209 вспененного материала, или применение частично накачанного, сдутого или накачанного изделия при выполнении этапа 210 или, например, нанесение на изделие других элементов, таких как D-образные кольца, пришив Velcro или сшивание при выполнении этапа 211.
На Фиг. 3 представлены различные виды первого этапа способа получения вспененной поверхности надводной надувной платформы согласно иллюстративным примерам осуществления настоящего изобретения. На первом наглядном изображении 310 представлен лист из вспененного ПЭ. В этом примере лист из вспененного ПЭ имеет следующие размеры: ширина - 102 см, длина - 203 см. Однако в других примерах осуществления изобретения могут быть применены листы больших или меньших размеров, например, шириной 1,5 м и меньшей длины, составляющей 1,5 м, или для применения в изготовлении выполняемых по заказу мест швартовки или очень длинных надувных платформ могут быть применены листы шириной 102 см и длиной 10 м. На втором изображении 320 представлен вспененный материал, тыльная сторона которого имеет слегка блестящую поверхность. На третьем изображении 330 представлен вспененный материал после высокоинтенсивной обработки пламенем. На четвертом изображении 340 представлено сравнение вспененных материалов до и после высокоинтенсивной обработки пены. В некоторых примерах согласно изобретению обработке пламенем также может быть подвергнут вспененный ЭВА или вспененная смесь ПЭ/ЭВА.
На Фиг. 4 представлены различные виды второго этапа способа получения вспененной поверхности надводной надувной платформы согласно иллюстративным примерам осуществления настоящего изобретения. Второй этап следует за первым этапом, то есть за обработкой пламенем или коронным разрядом, и включает нанесение клея и гибкого подходящего для склеивания и/или подходящего для сварки листового материала.
На первом наглядном изображении 410 представлен лист пены, на тыльной стороне которого размещен черный ПВХ, который служит гибким подходящим для склеивания и/или подходящим для сварки материалом. В некоторых примерах в качестве гибкого подходящего для склеивания и/или подходящего для сварки материала может быть применен черный вариант ПВХ, поскольку линии на пене, имитирующей тик, имеют черный цвет, и цвет материала ПВХ выбирают соответствующим. Пену соединяют вдоль линий, и если цвет ПВХ совпадает с цветом линий, то места соединений могут быть незаметными. В других примерах на пену могут быть нанесены линии других цветов, и в таких ситуациях может быть выбран ПВХ другого цвета, совпадающего с цветом линий. На втором изображении 420 представлен выступающий за край избыток листа из материала ПВХ, который оттягивают для проверки клеевого соединения либо частично, либо по всему периметру. При частичном приклеивании, например, по трем сторонам, первый край может быть выровнен так, чтобы не было выступающего за край избытка материала, и выступающий за край избыток материала достаточен лишь для того, чтобы ПВХ покрывал лист, и его не нужно было дополнительно выравнивать при склеивании. На третьем изображении 430 представлена пена, отрезанная по черным линиям для скрепления. На четвертом изображении 440 представлены секции пены, состыкованные друг с другом для соединения вдоль черных линий. На этом этапе пену обрезают до нужной формы, чтобы соединения были бесшовными и невидимыми. Например, в некоторых вариантах применения пена может подвергаться усадке или терять форму при обработке пламенем.
На Фиг. 5 представлены различные виды третьего этапа способа получения вспененной поверхности из ПЭ, имитирующей тик, для надводной надувной платформы согласно иллюстративным примерам осуществления настоящего изобретения.
На первом наглядном изображении 510 представлены листы пены, состыкованные друг с другом вдоль соединений после нарезки и формования. На этом этапе склеивание еще не выполнено, поскольку листы пены только соединены друг с другом для наружного формования и обрезки. На втором наглядном изображении 520 представлена накачанная или частично накачанная платформа, с которой могут быть сняты измерения для расположения вспененного материала. Платформа может быть накачана в любой момент выполнения способа.
На третьем наглядном изображении 560 представлены два листа пены из ПЭ, имитирующей тик, на тыльной стороне которой имеется лист из черного ПВХ, присоединенный к изнаночной стороне полосой из черного ПВХ. В примерах осуществления изобретения скрепление ПВХ с ПВХ очень прочное. Таким образом, ПВХ на тыльной стороне пены очень хорошо присоединяется к полосе из черного ПВХ. В других примерах два листа пены, имитирующей тик, на тыльной стороне каждого из которых имеется лист из неопрена™, могут быть соединены полосой из черного неопрена™. В других примерах лист пены с материалом Hypalon™ на тыльной стороне может быть соединен либо полосой из неопрена™, либо полосой из Hypalon™. Hypalon™ и неопрен™ хорошо соединяются друг с другом, но плохо соединяются с ПВХ из-за пластификационной миграции, то есть перехода полимеров из ПВХ, которое с течением времени распространяется на Hypalon™ и разрушает его.
На четвертом изображении 570 представлена форма соединенных листов пены после склеивания и после обрезки соединенной пены до требуемой формы, приклеивания покрытий D-образных колец, пришивания Velcro™ к пене и пришивания пены к краю.
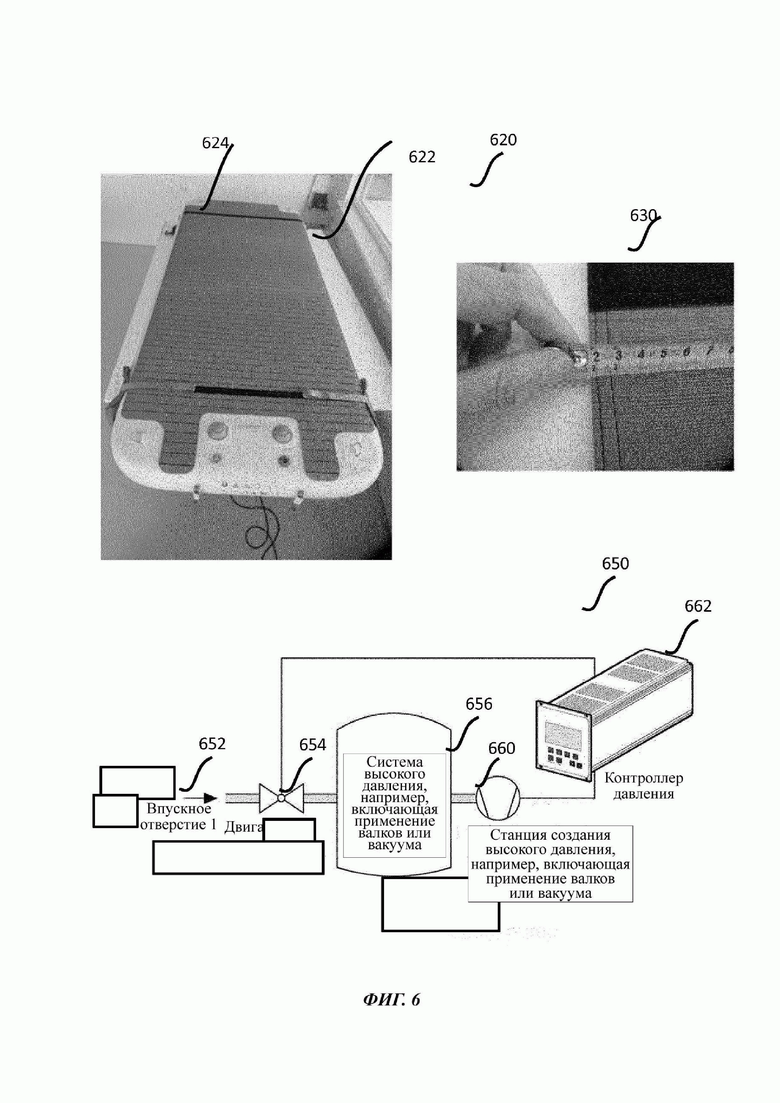
На Фиг. 6 представлено изображение надводной надувной платформы, полученной в результате осуществления способа получения, рассмотренного в настоящей работе, согласно иллюстративным примерам осуществления настоящего изобретения. На виде 620 представлена пена 622, приклеенная к надувной платформе, по всему краю 624, под полосами Velcro™, под каждым соединением (приблизительно каждый 1 м) и полностью под D-образными кольцами, как показано. Проблемой известных листов пены является возможное отслоение края. Таким образом, согласно примерам осуществления изобретения, на четвертом этапе 630 выполняют пришивание (прострачивание) через пену с ПВХ по тыльной стороне, что предотвращает разлохмачивание и износ пены по краям, например, в результате многократных столкновений, например, имеющих место при эксплуатации водных лыж и т.д.
В некоторых примерах надувные изделия могут включать конечную отделку поверхности различных конструкций, например, а) отделку из вспененного ПЭ, имитирующую тик различных цветов, b) отделку из вспененного ЭВА или вспененной смеси ЭВА/ПЭ, имитирующую тик различных цветов, с) вспененный ПЭ для отделки другой конструкции и другого цвета, d) ЭВА или смесь ЭВА/ПЭ для отделки другой конструкции и другого цвета.
На Фиг. 6 также представлен один из примеров системы 650 высокого давления, которая может быть применена согласно некоторым примерам осуществления изобретения. Система 650 высокого давления включает впускное отверстие 652, соединенное с двигателем 654, который приводит в действие систему высокого давления, такую как вакуумная система 656. Двигатель также может приводить в действие контроллер 662 давления, который регулирует величину создаваемого давления при склеивании надувного изделия с присоединяемой вспененной отделкой, например, с помощью станции 660 создания высокого вакуума.
В приведенном выше описании изобретение было раскрыто с помощью конкретных представленных примеров осуществления. Однако очевидно, что в примеры осуществления изобретения могут быть внесены различные изменения и модификации, не выходящие за пределы объема изобретения.
Размеры и расположение конкретных компонентов не обязательно должны соответствовать указанным, поскольку после рассмотрения графических материалов и прочтения описания специалисты в данной области техники могут воспроизвести концепции, раскрытые в настоящем описании.
Любое сочетание компонентов, с помощью которых можно достичь такой же функциональности, как требуемая функциональность, означает, что компоненты находятся "в эффективном взаимодействии". Кроме того, согласно изобретению, порядок операций, представленный на Фиг. 2, может быть изменен, например, в зависимости от условий способа, применяемых материалов и типа получаемого изделия. Таким образом, любые два компонента, рассмотренные в настоящей работе, скомбинированные для достижения определенной функциональности, могут находиться "в эффективном взаимодействии" друг с другом, позволяющем достичь требуемой функциональности, независимо от архитектуры или промежуточных компонентов. Аналогично, два компонента, связанные таким образом, также могут рассматриваться как "функционально связанные" или "функционально соединенные" друг с другом для достижения требуемой функциональности.
Несмотря на то, что настоящее изобретение было раскрыто с помощью некоторых примеров осуществления, оно не ограничено конкретными рассмотренными формами. Напротив, объем настоящего изобретения ограничен объемом, определяемым пунктами формулы изобретения. Кроме того, несмотря на то, что некоторый элемент может быть рассмотрен в связи с конкретными примерами осуществления, специалисту в данной области техники должно быть понятно, что различные элементы раскрытых примеров осуществления могут быть скомбинированы согласно изобретению.
Таким образом, рассмотрено улучшенное решение для способа получения надувного изделия с присоединяемой вспененной отделкой. Рассмотренная в настоящей работе система обеспечивает надежный механизм соединения слоя гибкого подходящего для склеивания и/или подходящего для сварки материала со вспененным ПЭ, смесью ПЭ/ЭВА или ЭВА, предпочтительно для прикрепления вспененного материала к изделиям, эксплуатируемым в воде или на суше или в любых других указанных выше областях. Таким образом, авторы настоящего изобретения рассмотрели ряд проблем, связанных с существующими конструкциями, которые были по существу устранены посредством настоящего изобретения.
Группа изобретений относится к надувным изделиям, применяемым в различных видах деятельности на воде. Способ получения надувного изделия для использования в качестве устройства для деятельности на воде, имеющего присоединяемую наружную вспененную отделку, включает обеспечение поверхности надувного изделия, модификацию молекулярной структуры по меньшей мере одного листа вспененного материала. Модификация включает одну из следующих обработок: обработка пламенем или обработка коронным разрядом по меньшей мере одного листа вспененного материала. Затем осуществляют приклеивание гибкого подходящего для склеивания или подходящего для сварки материала к модифицированному по листу вспененного материала с образованием скрепленной структуры. После этого приклеивают нижнюю часть скрепленной структуры к поверхности надувного изделия таким образом, чтобы лист вспененного материала находился на внешней поверхности надувного изделия для обеспечения нескользкой поверхности. Техническим результатом является обеспечение нескользкой внешней поверхности изделия и защиты ее от прокола. 2 н. и 9 з.п. ф-лы, 6 ил.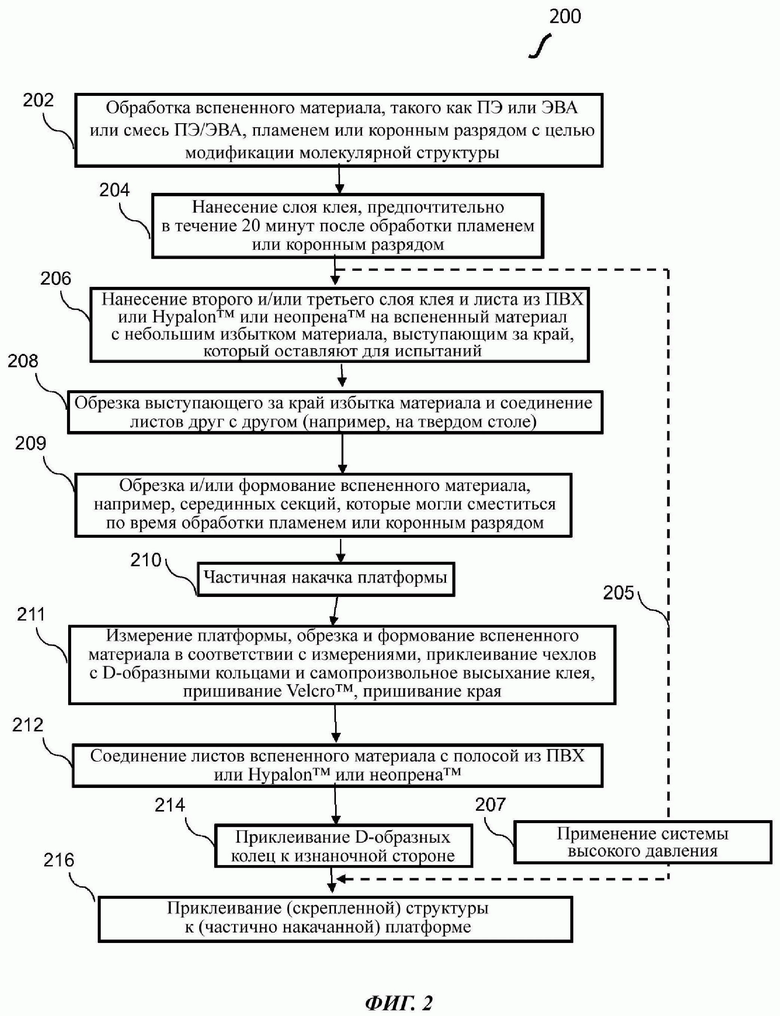
1. Способ (200) получения надувного изделия для использования в качестве устройства для деятельности на воде, имеющего присоединяемую наружную вспененную отделку, включающий:
обеспечение поверхности надувного изделия;
модификацию (202) молекулярной структуры по меньшей мере одного листа вспененного материала, включающую одну из следующих обработок: обработка пламенем по меньшей мере одного листа вспененного материала, обработка коронным разрядом по меньшей мере одного листа вспененного материала;
приклеивание (206) гибкого подходящего для склеивания или подходящего для сварки материала к модифицированному по меньшей мере одному листу вспененного материала с образованием скрепленной структуры; и
приклеивание (216) нижней части скрепленной структуры к поверхности надувного изделия таким образом, чтобы лист вспененного материала находился на внешней поверхности надувного изделия для обеспечения нескользкой поверхности.
2. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по п.1, в котором гибкий подходящий для склеивания или подходящий для сварки материал включает по меньшей мере один материал из группы, состоящей из: ПВХ или Hypalon™ или Neoprene™, полиуретана.
3. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по любому из предшествующих пунктов, в котором модификация (202) молекулярной структуры по меньшей мере одного листа вспененного материала включает модификацию (202) молекулярной структуры до нанесения клея в течение ограниченного периода времени, где нанесение клея по существу фиксирует модифицированную молекулярную структуру.
4. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по п.3, в котором ограниченный период времени, в течение которого модифицированная молекулярная структура по существу зафиксирована, составляет менее шести месяцев.
5. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по п.4, в котором ограниченный период времени, в течение которого модифицированная молекулярная структура по существу зафиксирована, составляет менее тридцати минут.
6. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по любому из предшествующих пунктов, дополнительно включающий первоначально частичную накачку надувного изделия таким образом, что приклеиваемый или привариваемый гибкий подходящий для склеивания или подходящий для сварки материал после полной накачки принимает требуемую форму.
7. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по любому из предшествующих пунктов, дополнительно включающий приклеивание (206) гибкого подходящего для склеивания или подходящего для сварки материала непосредственно на модифицированный по меньшей мере один лист вспененного материала и приклеивание (216) модифицированного по меньшей мере одного листа вспененного материала к надувному изделию с помощью системы высокого давления.
8. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по любому из предшествующих пунктов, в котором по меньшей мере один лист вспененного материала включает по меньшей мере один из следующих материалов: вспененный полиэтилен, ПЭ, вспененный этиленвинилацетат, ЭВА, вспененную смесь ПЭ/ЭВА.
9. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по любому из предшествующих пунктов, в котором приклеивание (216) скрепленной структуры к надувному изделию включает нанесение клея на по меньшей мере один или более участков по меньшей мере одного листа вспененного материала.
10. Способ (200) получения надувного изделия с присоединяемой наружной вспененной отделкой по п.9, в котором приклеивание (216) скрепленной структуры к надувному изделию включает создание отверстий для выпуска воздуха вдоль краевых участков между скрепленной структурой и надувным изделием.
11. Надувное изделие с присоединяемой наружной вспененной отделкой, получаемое способом по любому из предшествующих пунктов.
| US 3798690 A, 26.03.1974 | |||
| JP 2000006284 A, 11.01.2000 | |||
| DE 102012212883 A1, 15.05.2014 | |||
| US 5360504 A, 01.11.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |

