ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к концевой фрезе, выполненной с возможностью применения для фрезерования уступов и/или пазов и, в частности, содержащей периферийную режущую кромку с изменяющейся угловой конфигурацией.
УРОВЕНЬ ТЕХНИКИ
Изменяющиеся углы вдоль одной режущей кромки известны из многочисленных публикаций, например, из US 6,991,409, и статьи «Вариации на тему (Variations on a theme)» (Журнал «Режущий инструмент» (Cutting tool engineering magazine), октябрь 2004, том 56, номер 10).
В упомянутой выше статье отмечено, что существуют различные использования термина «изменяющийся». В настоящем изобретении такое использование относится к одной периферийной кромке, которая имеет угол, имеющий по меньшей мере одно различное значение в различных осевых местоположениях вдоль нее (т.е. этот угол не сравнивают с углами других режущих кромок, расположенных по окружности вокруг концевой фрезы и разделенных канавками, а с углами вдоль той же кромки). Следует понимать, что такая концевая фреза также может содержать дополнительные режущие кромки на своих других зубцах, имеющих изменяющиеся углы по своим соответствующим осевым длинам, которые также могут отличаться от значений углов другой режущей кромки в том же осевом местоположении.
В упомянутых выше публикациях изменяющиеся углы используют для снижения вибраций, что, в свою очередь, может увеличивать срок службы инструмента. Хотя все признаки концевой фрезы, как правило, связаны с улучшением срока службы инструмента, в настоящем изобретении изменяющиеся углы используются по-другому для улучшения срока службы инструмента.
В частности, в настоящем изобретении считается преимущественным выполнение концевых фрез с возможностью фрезерования с использованием проходящих по периферии режущих кромок (т.е. кромок, проходящих вдоль основного осевого направления концевой фрезы, а не кромок, расположенных на режущей концевой поверхности концевой фрезы). Например, применение для фрезерования уступов использует проходящие по периферии кромки для фрезерования вокруг всей периферии заготовки, как правило, на глубину, равную диаметру («1D») этой концевой фрезы или, часто, на глубину двойного диаметра («2D»), но не ограничено этим. Аналогично, применение для фрезерования пазов и может использовать периферийные кромки этой фрезы для входа в заготовку для того, чтобы создавать паз или подобные формы с аналогичными глубинами. Следует понимать, что не предполагается, что термин "концевая фреза, выполненная с возможностью применения для фрезерования уступов и/или пазов" исключает концевые фрезы, которые также выполнены с возможностью осуществления операций по обработке торца (т.е. фрезерования с использованием осевых кромок на режущей концевой поверхности), но предполагается, что этот термин исключает концевые фрезы, выполненные с возможностью осуществления только операций по обработке торца и не выполненные с возможностью осуществления операций фрезерования уступов и/или пазов (т.е. торцовые фрезы).
Для краткости изложения все углы, обсуждаемые в настоящем документе, следует понимать как относящиеся к проходящей по периферии режущей кромке или зубцу, а не к осевой режущей кромке или зубцу, расположенным на режущей концевой поверхности, или даже к угловой режущей кромке, проходящей между осевым зубцом и периферийным зубцом. Таким образом, вместо «периферийной режущей кромки» ниже может быть использовано сокращенное название «режущая кромка». Соответственно, следует понимать, что термин «передний угол», используемый в настоящем документе, в частности, может быть назван радиальным передним углом. Это не следует понимать таким образом, что данный зуб также не содержит осевую режущую кромку или осевой передний угол.
Вообще говоря, в настоящих описании и формуле изобретения, если не заявлено, что угол является "одинаковым" по заданной подкромке, указанный угол может быть изменяющимся. Например, когда заявлено, что режущая кромка имеет «угол наклона винтовой канавки», это означает, что по подкромке могут быть различные углы наклона винтовой канавки, т.е. диапазон углов.
Задача настоящего изобретения состоит в предложении улучшенной концевой фрезы.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Было замечено, что начальный износ периферийной кромки концевой фрезы во время фрезерования уступов и/или пазов происходит на части эффективной длины резания, расположенной ближе к режущей концевой поверхности, чем к хвостовику. Без привязки к теории считается, что, как правило, наибольший износ происходит на указанной части в силу того факта, что там он возникает в первую очередь (т.е. режущая кромка, расположенная ближе к режущей концевой кромке, раньше осуществляет контакт с заготовкой) и, таким образом, продолжает контактировать с заготовкой в течение наибольшего периода времени по сравнению с остальной частью режущей кромки.
Настоящее изобретение относится к концевой фрезе, содержащей зубец, выполненный с одним или более изменяющимися углами, выполненной с возможностью замедления износа вблизи режущей концевой поверхности и, таким образом, увеличения срока службы этой концевой фрезы.
Следует понимать, что точное положение указанного начального износа различается, т.е. начинается в различных осевых местоположениях, вследствие различных условий машинной обработки (например, глубины резания) или применения (фрезерование пазов или фрезерование уступов, глубина машинной обработки и т.д.). Тем не менее, он обычно возникает в осевом местоположении в пределах 20-75% эффективной режущей длины от режущей концевой поверхности или даже, как правило, в пределах 20-50%.
Согласно первому аспекту настоящего изобретения предложена концевая фреза для применения для фрезерования уступов и/или пазов, в которой по меньшей мере одна режущая кромка имеет изменяющуюся угловую конфигурацию, расположенную на 20-75% эффективной режущей длины от режущей концевой поверхности.
Изменяющийся угол может представлять собой либо передний угол, угол наклона винтовой канавки, либо оба этих угла могут быть изменяющимися.
В дальнейшем вместо более часто используемого термина «изменяющийся угол (конфигурация)» будет использоваться более точное определение, относящееся к «пересечению перехода угла», т.е. к местоположению, где угол изменяется, а также изменяется тип угла.
Соответственно, и более точно, предложена концевая фреза для применения для фрезерования уступов и/или пазов, в которой по меньшей мере одна режущая кромка имеет пересечение перехода угла, расположенное на 20-75% эффективной режущей длины от режущей концевой поверхности, причем местоположение пересечения перехода угла определяется в самом переднем местоположении, возникающем при одном или обоих, если они расположены в одинаковом осевом местоположении, из следующих условий: первое условие, в котором передний угол в пересечении перехода угла больше, чем все передние углы, расположенные ближе к режущей концевой поверхности, или второе условие, в котором угол наклона винтовой канавки в пересечении перехода угла значительно больше, чем угол наклона винтовой канавки, непосредственно смежный к пересечению перехода угла и перед ним.
Для пояснения первого условия, поскольку режущая кромка более подвержена износу при большем переднем угле (вследствие более острой формы кромки, воздействующей на заготовку) благодаря затуплению этой кромки в той части, где, как ожидается, будет начинаться износ, развивающийся здесь износ замедляется.
Следует понимать, что сравнительно более затупленная кромка режет заготовку менее эффективно, чем сравнительно более острая кромка, и, следовательно, также происходит снижение эффективности резания в самой передней части, тем не менее было обнаружено, что увеличенный срок службы инструмента обеспечивает общее преимущество.
Для пояснения второго условия, которое использует различный механизм для продления срока службы инструмента, считается, что благодаря созданию значительного изменения угла наклона винтовой канавки (количественно заданному как резкое изменение по меньшей мере на 5%, как дополнительно описано ниже) происходит резкое ударение образующейся стружки на значительном осевом расстоянии назад от режущей концевой поверхности (в отличие от обычного плавного режущего движения, создаваемого непрерывной или постепенно изогнутой спиральной режущей кромкой). Считается, что такое ударное действие увеличивает начальный износ в том месте, где происходит этот удар, а не в более уязвимой области, расположенной ближе к режущей концевой поверхности. Иначе говоря, такой признак представляет собой намеренную попытку увеличения износа в конкретном положении и, тем самым, управления его продвижением.
Преимущество концевой фрезы, использующей оба условия, в дополнение к отдельным преимущественным функциям, описанным выше, состоит в следующем: благодаря уменьшению переднего угла в области ожидаемого износа, износ замедляется, но и эффективность резания также снижается; больший и, следовательно, более агрессивный угол наклона винтовой канавки может в результате улучшать эффективность резания и компенсировать сниженную эффективность резания, обусловленную затупленной кромкой. Хотя кажется, что эти два признака противостоят действию друг друга, считается, что относительно острая режущая кромка является большей причиной износа, чем более агрессивная операция резания, вызываемая большим углом наклона винтовой канавки, и, следовательно, считается, что дополняющее действие этих обоих признаков вместе является преимущественным.
Исследование инструментов показало замедление износа в обычной области, расположенной вблизи передней режущей поверхности и начала развития пересечения перехода угла, что приводит к требуемому увеличенному сроку службы инструмента, для чего были разработаны эти признаки. Примечательно и нетипично, что во время проведения исследований наблюдалось, что после развития износа на пересечении перехода угла, он затем увеличивался в направлении назад (т.е. в направлении от режущей концевой поверхности) и только впоследствии увеличивался в направлении вперед от пересечения перехода угла.
Хотя будет легко понятно, что изменяющаяся конфигурация переднего угла, описанная выше, является особенно преимущественной для положительных передних углов, т.е. когда самая передняя часть имеет более маленький, но все еще положительный передний угол (например, 3°), а часть, расположенная сзади нее, имеет больший положительный передний угол (например, 7°), в теории, преимущество этой идеи также может быть применено к изначально отрицательным передним углам (например, начинающимся от -3° и переходящим к 3°). Следует понимать, что примерные значения, указанные в этом абзаце, предоставлены только в целях пояснения.
Аналогично, хотя изменяющиеся конфигурации переднего угла и/или угла наклона винтовой канавки не рассматриваются, как ограничивающие до конкретного применения, их первоначальная концепция состояла в применении для заготовок, выполненных из материалов с высокой теплопередачей, таких как нержавеющая сталь, которые могут быстро разрушить концевую фрезу. Для таких заготовок особенно преимущественным является положительный передний угол (углы) по режущей кромке (кромкам). Также следует отметить, что такие материалы с высокой теплопередачей являются относительно "вязкими" при машинной обработке и, таким образом, согласно обычному здравому смыслу они требуют наличия более острых более положительных передних углов. Тем не менее, результаты испытаний показали, что уменьшение передних углов вблизи режущей концевой поверхности концевой фрезы для таких материалов было бесспорно преимущественным.
Также следует отметить, что некоторые известные концевые фрезы, имеющие волнообразные кромки или повторяющиеся изменения углов, могут случайно удовлетворять по меньшей мере одному из условий, упомянутых выше. Однако не считается, что эти концевые фрезы достигают замедленного износа вблизи режущей концевой поверхности, поскольку, насколько известно, такие изменяющиеся углы также появляются ближе к режущей концевой поверхности (т.е. ближе, чем на 20% эффективной режущей длины к режущей концевой поверхности). Чтобы объяснить подробнее, в настоящем изобретении в первую очередь предложена часть концевой фрезы, содержащая менее агрессивную конфигурацию режущей части, расположенной ближе к режущей концевой поверхности (такой части, которая имеет значительную режущую длину, составляющую по меньшей мере 20% от эффективной режущей длины) после конфигурации, разработанной для относительно более агрессивного резания. Также следует понимать, что для достижения требуемой цели концевая фреза в соответствии с настоящим изобретением предпочтительно, но необязательно, может иметь точно (только) одно пересечение перехода угла, расположенное так, как определено выше. Следует отметить, что осевое местоположение пересечения перехода угла может быть расположено на 75% эффективной режущей длины от режущей концевой поверхности, даже если начальный износ, как правило, возникает в пределах 20-50% эффективной режущей длины от режущей концевой поверхности. В некоторых предпочтительных вариантах осуществления пересечение перехода угла может быть расположено в пределах 25-45% эффективной режущей длины.
Это связано с тем, что менее агрессивный режущий участок, даже проходящий немного за оптимальные 20% длины, все еще считается обеспечивающим преимущественный эффект, с учетом того, что по меньшей мере некоторая последующая режущая длина подвергается относительно более высокому износу (т.е. по меньшей мере самые дальние 25% эффективной режущей длины от режущей концевой поверхности). Следует понимать, что тем не менее при резании затупление режущей кромки менее эффективно, и, следовательно, конечно, все же предпочтительно, чтобы пересечение перехода угла было бы расположено ближе к режущей концевой поверхности. Соответственно, предпочтительные диапазоны с более короткими длинами (т.е. расстояниями от режущей концевой поверхности до пересечения перехода угла) представлены ниже.
Примечательно, что не каждая режущая кромка одной концевой фрезы должна быть снабжена преимущественной конфигурацией, приведенной выше. Следует понимать, что в некоторых концевых фрезах различные кромки могут иметь различные функции. Также следует понимать, что уменьшение износа даже одного зубца может улучшать срок службы концевой фрезы. Тем не менее ясно, что при некоторых применениях для двух или более, или даже для всех режущих кромок одной концевой фрезы может быть преимущественным наличие такой конфигурации (т.е. наличие такого пересечения перехода угла).
Согласно второму аспекту настоящего изобретения предложена концевая фреза, имеющая единую цельную конструкцию и выполненная с возможностью применения для фрезерования уступов и/или пазов и с возможностью вращения вокруг центральной оси (AR) вращения, задающей противоположные по оси направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), причем предшествующее направление (DP) представляет собой направление резания, а концевая фреза содержит: противоположные заднюю и режущую концевые поверхности и проходящую между ними периферийную поверхность; хвостовик, проходящий вперед от задней концевой поверхности; и режущую часть, проходящую вперед от хвостовика к режущей концевой поверхности;
режущая часть содержит: диаметр (DE); эффективную режущую длину (LE); множество выполненных за одно целое зубцов; и множество канавок, чередующихся с указанным множеством зубцов; причем по меньшей мере один зубец из указанного множества зубцов содержит: переднюю поверхность; отводную поверхность, следующую за передней поверхностью и имеющую ширину отводной поверхности, измеряемую в плоскости, перпендикулярной к оси (AR) вращения; и режущую кромку, образованную на пересечении передней и отводной поверхностей; режущая кромка содержит: первую подкромку, проходящую назад от режущей концевой поверхности; вторую подкромку, проходящую назад от первой подкромки; и пересечение перехода угла, определяющее, где заканчивается первая подкромка и начинается вторая подкромка; первая подкромка содержит: первый радиальный передний угол; первый угол наклона винтовой канавки и первый отводной угол; вторая подкромка содержит: второй радиальный передний угол; второй угол наклона винтовой канавки и второй отводной угол; пересечение перехода угла содержит: передний угол пересечения; угол наклона винтовой канавки пересечения; и отводной угол пересечения; причем для режущей кромки: пересечение перехода угла в общем расположено в общем местоположении GL, которое находится на осевом расстоянии от режущей концевой поверхности и задано следующим условием: 0,20LE ≤ GL ≤ 0,75LE; пересечение перехода угла точно расположено в точном местоположении PL, расположенном в пределах общего местоположения GL, при этом точное местоположение PL задано как осевое местоположение, ближайшее к режущей концевой поверхности и расположенное в пределах общего местоположения GL, которое удовлетворяет по меньшей мере одному из следующих условий: первое условие, в котором передний угол пересечения больше всех передних углов, которые расположены ближе к режущей концевой поверхности; и второе условие, в котором угол наклона винтовой канавки пересечения по меньшей мере на 5% больше первого угла наклона винтовой канавки, непосредственно предшествующего углу наклона винтовой канавки пересечения.
Согласно третьему аспекту настоящего изобретения предложена концевая фреза для применения для фрезерования уступов и/или пазов, в которой по меньшей мере одна канавка из множества канавок содержит подканавку, проходящую от режущей концевой поверхности в направлении назад и имеющую границу подканавки; причем подканавка проходит от режущей кромки первого зубца из указанного множества зубцов ко второму зубцу из указанного множества зубцов в предшествующем направлении.
Указанная подканавка может быть выполнена для уменьшения переднего угла смежной с ней режущей кромки. Хотя такая подканавка обычно считается громоздким способом для обеспечения различного переднего угла по одной режущей кромке, она обеспечивает возможность легкого выполнения пересечения перехода угла.
Следует понимать, что на одной режущей кромке всегда будет участок перехода от одной подкромки к другой. Например, существует участок перехода от осевой режущей кромки, если она существует, к первой подкромке. Аналогично, существует участок перехода от первой подкромки к пересечению перехода угла и т.д. Соответственно, признаки, определяющие угол, имеющий «одинаковое значение» по длине некоторой подкромки, не должны рассматриваться как содержащие эти участки перехода. Например, признак: «каждый первый передний угол первой подкромки может иметь одинаковое значение» следует истолковывать как «каждый первый передний угол первой подкромки за исключением участков перехода» или, альтернативно, как «большинство смежных первых передних углов первой подкромки может иметь одинаковое значение». Такое понимание также применимо ко всем другим углам, заявленным как имеющие «одинаковое значение, в описании и формуле изобретения, а не только в использованном примере».
Также следует понимать, что приведенное выше представляет собой раскрытие сущности изобретения, и что любые из приведенных выше аспектов могут дополнительно содержать любые из признаков, описанные в настоящем документе ниже. В частности, следующие признаки, как поодиночке, так и в комбинации, могут быть применимы к любому из приведенных выше аспектов:
Концевая фреза может быть выполнена с возможностью применения для фрезерования уступов и/или пазов и с возможностью вращения вокруг центральной оси (AR) вращения, задающей противоположные по оси направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), причем предшествующее направление (DP) представляет собой направление резания. Концевая фреза может содержать противоположные заднюю и режущую концевые поверхности и проходящую между ними периферийную поверхность. Концевая фреза может содержать хвостовик, проходящий вперед от задней концевой поверхности, и режущую часть, проходящую вперед от хвостовика к режущей концевой поверхности. Режущая часть может содержать диаметр (DE); эффективную режущую длину (LE); множество выполненных за одно целое зубцов; и множество канавок, чередующихся с указанным множеством зубцов. Каждый зубец из указанного множества зубцов может содержать переднюю поверхность; отводную поверхность, следующую за передней поверхностью; и режущую кромку, образованную на пересечении передней и отводной поверхностей. Каждая отводная поверхность может иметь ширину отводной поверхности, измеряемую в плоскости, перпендикулярной к оси (AR) вращения.
По меньшей мере одна, предпочтительно по меньшей мере две, а наиболее предпочтительно каждая режущая кромка может содержать первую подкромку, проходящую назад от режущей концевой поверхности; вторую подкромку, проходящую назад от первой подкромки; и пересечение перехода угла, определяющее, где заканчивается первая подкромка и начинается вторая подкромка. Каждая первая подкромка может содержать первый радиальный передний угол; первый угол наклона винтовой канавки и первый отводной угол. Каждая вторая подкромка может содержать второй радиальный передний угол; второй угол наклона винтовой канавки и второй отводной угол. Каждое пересечение перехода угла может содержать передний угол пересечения; угол наклона винтовой канавки пересечения; и отводной угол пересечения.
Предпочтительно, концевая фреза может иметь конический сердечник (т.е. сердечник, увеличивающийся с увеличением расстояния от режущей концевой поверхности).
Концевая фреза может содержать по меньшей мере одну канавку, которая, в свою очередь, содержит подканавку, проходящую от режущей концевой поверхности в направлении назад, причем подканавка может содержать границу подканавки. Подканавка может проходить от режущей кромки первого зубца и ко второму зубцу в предшествующем направлении. Граница подканавки может быть расположена на расстоянии от отводной поверхности второго зубца. Благодаря тому, что не допускается, чтобы граница подканавки достигала отводной поверхности второго зубца, не уменьшается ширина его отводной поверхности, что может обеспечивать возможность более легкого управления ее шириной (чем более дешевый один производственный этап) с помощью отдельного производственного этапа.
Пересечение перехода угла в общем может быть расположено в общем местоположении GL, которое находится на осевом расстоянии от режущей концевой поверхности и задано следующим условием: 0,20LE ≤ GL ≤ 0,75LE. Предпочтительно, пересечение перехода угла может быть задано следующим условием: 0,20LE ≤ GL ≤ 0,50LE или, более предпочтительно, 0,25LE ≤ GL ≤ 0,45LE. Пересечение перехода угла может быть точно расположено в точном местоположении PL, расположенном в пределах общего местоположения GL, при этом точное местоположение PL задано как осевое местоположение, ближайшее к режущей концевой поверхности и расположенное в пределах общего местоположения GL, которое удовлетворяет по меньшей мере одному из следующих условий: первое условие, в котором передний угол пересечения больше всех передних углов, которые расположены ближе к режущей концевой поверхности; и второе условие, в котором угол наклона винтовой канавки пересечения по меньшей мере на 5% больше первого угла наклона винтовой канавки, предшествующего углу наклона винтовой канавки пересечения.
Предпочтительно, по заданной режущей кромке находится только одно пересечение перехода, имеющее одно из этих двух условий.
Оба из этих двух условий для задания точного местоположения PL могут находиться в пределах осевого разделяющего расстояния LP, не превышающего 0,15LE. Предпочтительно, осевое разделяющее расстояние LP не больше 0,05LE, наиболее предпочтительно не больше 0,02LE.
Передний угол пересечения может быть по меньшей мере на 20% больше первого переднего угла непосредственно смежного с ним, предпочтительно по меньшей мере на 30% больше.
Каждый первый передний угол по первой подкромке может иметь положительное значение.
Каждый первый передний угол первой подкромки может иметь одинаковое значение. Например, передний угол может составлять 3°, измеряемый в различных точках по первой подкромке.
Угол наклона винтовой канавки пересечения может быть по меньшей мере на 10% больше первого угла наклона винтовой канавки, непосредственно смежного с ним, предпочтительно, по меньшей мере на 14% больше.
В соответствии с одним предпочтительным вариантом осуществления общее местоположение может быть расположено на 20%-40% эффективной режущей длины от режущей концевой поверхности, причем каждый первый угол наклона винтовой канавки по первой подкромке имеет одинаковое значение. Испытания такого варианта осуществления показали, что он является преимущественным для применения для фрезерования пазов. В соответствии со вторым альтернативным предпочтительным вариантом осуществления общее местоположение может быть расположено на 40%-75% эффективной режущей длины от режущей концевой поверхности, причем значение первого угла наклона винтовой канавки по первой подкромке уменьшается с увеличением приближения к пересечению перехода угла. Испытания второго варианта осуществления показали, что он является преимущественным для применения для фрезерования уступов.
Отводной угол пересечения может быть меньше по меньшей мере одного из первых отводных углов, измеряемых по первой подкромке. Особенно преимущественным является, когда передний угол пересечения больше первого переднего угла непосредственно смежного с ним. В таком случае предпочтительно, что отводной угол пересечения меньше первого отводного угла непосредственно смежного с ним.
Первый отводной угол может постепенно увеличиваться в направлении назад от режущей концевой поверхности к пересечению перехода угла.
По первой подкромке может быть образована видимая отводная неоднородность.
Каждый внутренний угол зубца, измеряемый между передней поверхностью и отводной поверхностью в каждом осевом местоположении по первой подкромке, может иметь одинаковое значение.
Каждая отводная поверхность может содержать ширину отводной поверхности, измеряемую в плоскости, перпендикулярной к оси (AR) вращения. Каждая ширина отводной поверхности в каждом осевом местоположении по первой подкромке может увеличиваться от режущей концевой поверхности с увеличением расстояния до нее. Следует понимать, что наличие небольшой ширины отводной поверхности вблизи режущей концевой поверхности может обеспечивать дополнительное пространство для удаления стружки там, где это наиболее необходимо (вблизи режущей концевой поверхности). Ширина отводной поверхности в каждом осевом местоположении по второй подкромке может иметь одинаковое значение. Следует понимать, что на менее критическом участке (дальше от режущей концевой поверхности) предпочтительной является более простая производственная конструкция, т.е. имеющая постоянную ширину отводной поверхности.
Значение первого угла наклона винтовой канавки режущей кромки может изменяться с увеличением расстояния от режущей концевой поверхности к пересечению перехода угла, а второй угол наклона винтовой канавки режущей кромки с увеличением расстояния от пересечения перехода угла к концу эффективной режущей длины может иметь одинаковое значение. Изменяющийся угол наклона винтовой канавки может обеспечивать преимущество вблизи более критического участка режущей концевой поверхности, а далее от него предпочтительной является более простая производственная конструкция, т.е. имеющая одинаковый (т.е. постоянный) угол наклона винтовой канавки. Аналогично, дополнительная (вторая) режущая кромка зубца из указанного множества зубцов может иметь первый угол наклона винтовой канавки, значение которого может изменяться с увеличением расстояния от режущей концевой поверхности к пересечению перехода угла, и также может иметь второй угол наклона винтовой канавки, с увеличением расстояния от пересечения перехода угла к концу эффективной режущей длины имеющий одинаковое значение. Предпочтительно, второй угол наклона винтовой канавки дополнительной (второй) режущей кромки различается от второго угла наклона винтовой канавки указанной предварительно заданной режущей кромки. Таким образом, даже если на вторых подкромках используют более простые постоянные углы наклона винтовой канавки, значения каждого, различающиеся друг от друга, все еще обеспечивают преимущественный антивибрационный эффект. Следует понимать, что предпочтительно, что большинство режущих кромок имеет различные значения наклона винтовой канавки.
Эффективная режущая длина (LE) концевой фрезы может быть больше диаметра (1,0D) или даже больше полутора диаметров (1,5D).
Множество зубцов концевой фрезы предпочтительно больше или равно пяти зубцам. Для описанных выше применений большое количество зубцов составляет по меньшей мере пять. Однако увеличение количества зубцов снижает доступность пространства канавки. Соответственно, указанное множество зубцов предпочтительно меньше или равно 11 зубцам. Наиболее предпочтительно, указанное множество зубцов равно 5, 7 или 9 зубцам, причем с учетом пространства канавки наиболее предпочтительным количеством зубцов считается 7. Предпочтительно, для уменьшения вибрации вследствие несимметричности указанное множество зубцов представляет собой нечетное число.
По меньшей мере один или, предпочтительно, каждый зубец режущей части может быть расположен спереди от центра.
В направлении назад от режущей концевой поверхности индексные углы между каждой смежной парой режущих кромок в поперечных сечениях режущей части могут приближаться к равенству и впоследствии отклоняться от него. Предпочтительно, указанные индексные углы могут приближаться к равенству с увеличением приближения к середине эффективной режущей длины.
Индексные углы на переднем конце концевой фрезы могут соответствовать индексным углам на заднем конце эффективной режущей длины. Большинство индексных углов на переднем конце концевой фрезы могут быть неравными.
Диаметр DE концевой фрезы может на протяжении эффективной режущей длины иметь постоянное значение. При интерпретации формулы изобретения следует рассматривать диаметр в указанном осевом положении или, если оно не указано, диаметр на концевой режущей поверхности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и также для того, чтобы показать, как указанный предмет может быть выполнен на практике, теперь будет выполнена ссылка на сопутствующие чертежи, на которых:
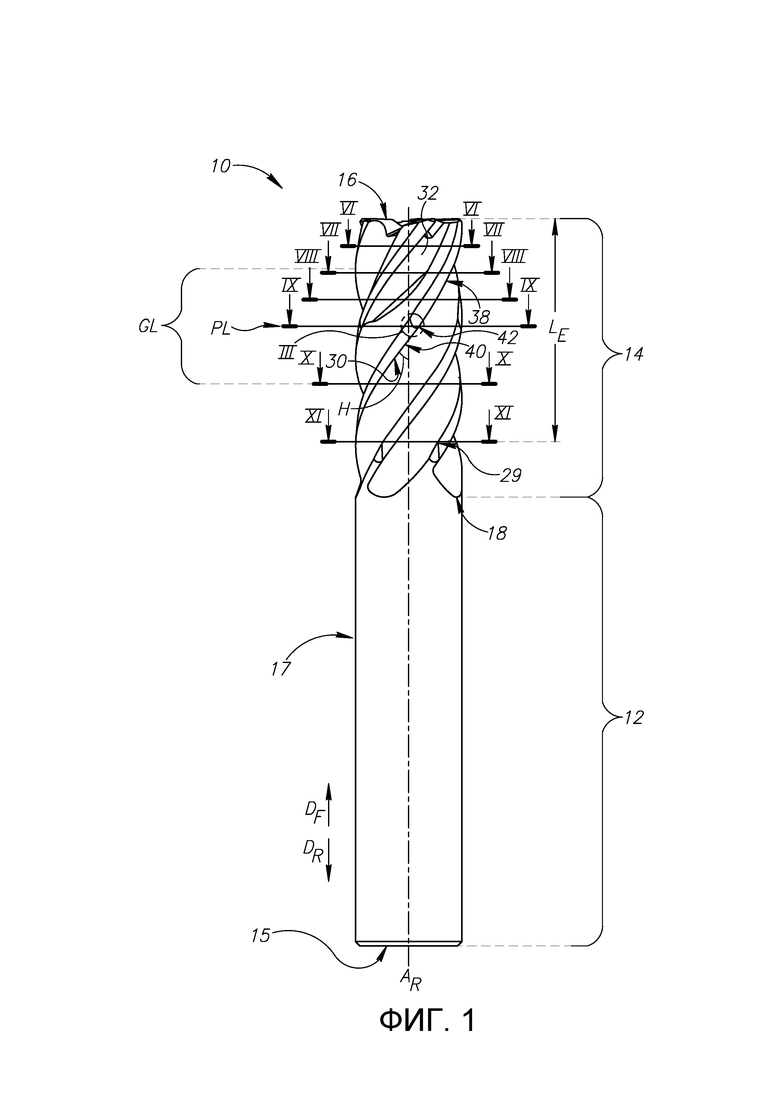
на фиг. 1 показан вид сбоку концевой фрезы в соответствии с примером настоящего изобретения;
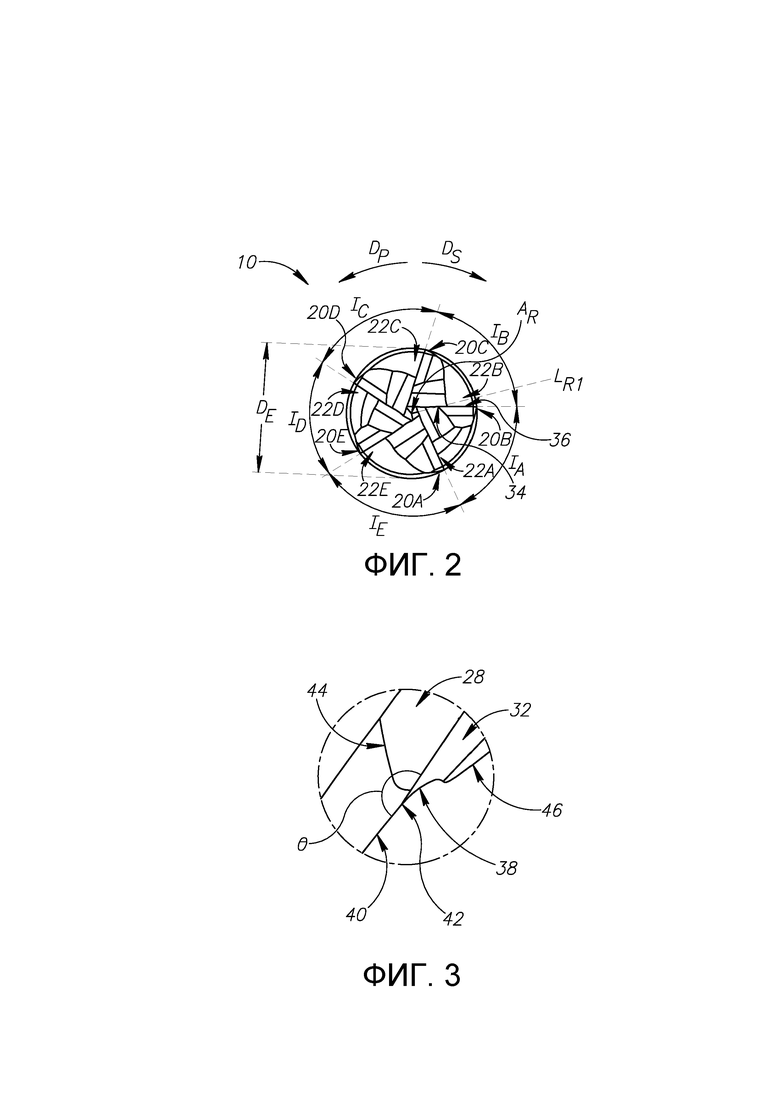
на фиг. 2 показан вид с торца по оси AR вращения режущей концевой поверхности концевой фрезы по фиг.1;
на фиг. 3 показан увеличенный вид обведенной кружком части, обозначенной III на фиг. 1;
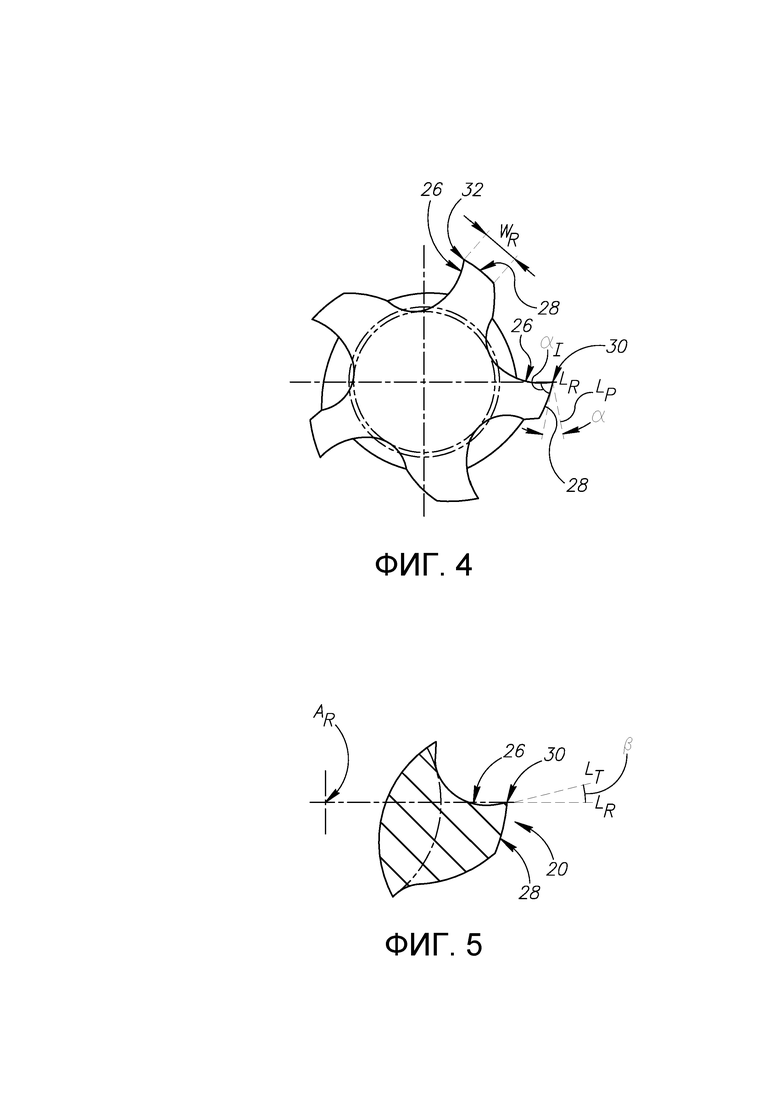
на фиг. 4 показан вид с торца режущей концевой поверхности, аналогичный фиг. 2, за исключением того, что это перед выполнением каких-либо операций по обработке торца;
на фиг. 5 показан схематичный вид в разрезе зубца вдоль оси AR вращения;
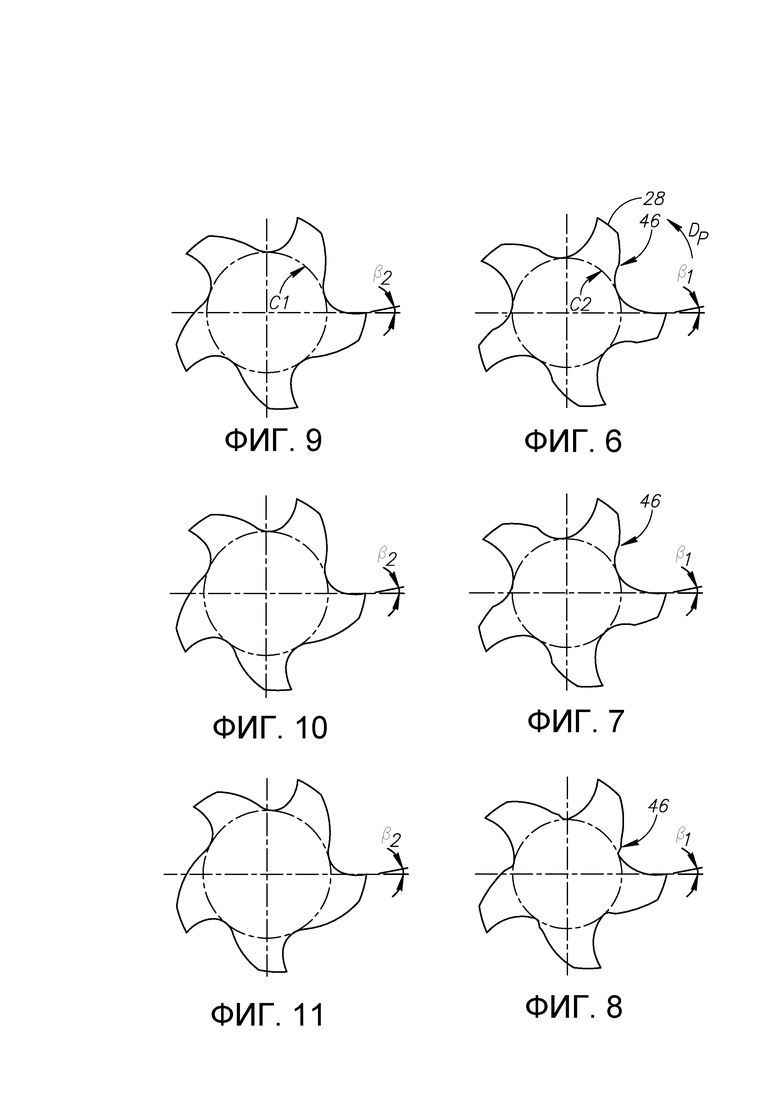
на фиг. 6 показан вид в разрезе, выполненный по линии VI-VI на фиг.1, соответствующий осевому местоположению на 12,5% эффективной режущей длины от режущей концевой поверхности;
на фиг. 7 показан вид в разрезе, выполненный по линии VII-VII на фиг.1, соответствующий осевому местоположению на 25% эффективной режущей длины от режущей концевой поверхности;
на фиг. 8 показан вид в разрезе, выполненный по линии VIII-VIII на фиг.1, соответствующий осевому местоположению на 37,5% эффективной режущей длины от режущей концевой поверхности;
на фиг. 9 показан вид в разрезе, выполненный по линии IX-IX на фиг.1, соответствующий осевому местоположению на 50% эффективной режущей длины от режущей концевой поверхности;
на фиг. 10 показан вид в разрезе, выполненный по линии X-X на фиг.1, соответствующий осевому местоположению на 75% эффективной режущей длины от режущей концевой поверхности; и
на фиг. 11 показан вид в разрезе, выполненный по линии XI-XI на фиг.1, соответствующий осевому местоположению на 100% эффективной режущей длины от режущей концевой поверхности.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 и 2 показана концевая фреза 10, как правило, выполненная из сверхтвердого и изностостойкого материала, такого как спеченый карбид, а также выполненная с возможностью вращения вокруг центральной оси AR вращения, которая проходит в продольном направлении через ее центр. Концевая фреза 10 имеет единую цельную конструкцию (т.е. без сменных режущих вставок).
Центральная ось AR вращения задает противоположные по оси направления DF, DR вперед и назад и противоположные вращательные предшествующее и последующее направления DP, DS, причем предшествующее направление DP представляет собой направление резания.
Концевая фреза 10 содержит хвостовик 12 и режущую часть 14, проходящую от нее в направлении DF вперед.
Хвостовик 12 проходит в направлении DF вперед от задней концевой поверхности 15 к самому дальнему концу 18 канавки.
Режущая часть 14 проходит в направлении DR назад от режущей концевой поверхности 16 к самому дальнему концу 18 канавки.
Периферийная поверхность 17 проходит от задней концевой поверхности 15 к режущей концевой поверхности 16.
Режущая часть 14 выполнена за одно целое с первым, вторым, третьим, четвертым и пятым зубцами 20A, 20B, 20C, 20D, 20E (здесь и далее обычно называемыми «зубец/зубцы 20»), чередующимися с первой, второй, третьей, четвертой и пятой канавками 22A, 22B, 22C, 22D, 22E спиральной формы (здесь и далее обычно называемыми «канавкой/канавками 22»).
Для пояснения относительной терминологии, используемой в настоящем документе, первая канавка 22А расположена смежно первому зубцу 20А в предшествующем направлении DP и, следовательно, может быть описана, как канавка, предшествующая первому зубцу 20А.
Эффективная режущая длина LE режущей части 14 проходит от режущей концевой поверхности 16 к тому осевому местоположению, где отводные поверхности зубца больше не являются эффективными и которое в этом примере является видимым в осевом местоположении, обозначенном ссылочным обозначением «29» (в этом примере осевое местоположение конца эффективной режущей длины LE совпадает с разрезом XI-XI).
Наружная кромка режущей части 14 является по существу цилиндрической, а диаметр DE (фиг. 2) концевой фрезы измеряется на ее режущей концевой поверхности 16.
Как видно из непрерывного внешнего вида зубцов 20 на фиг. 1, зубцы 20 не являются рифлеными.
Для понимания, на фиг. 2 показаны примерные первый, второй, третий, четвертый и пятый индексные углы IA, IB, IC, ID, IE, проходящие между режущими кромками зубцов 20.
Со ссылкой на фиг. 1, за исключением режущей концевой поверхности 16 (т.е. переднего осевого положения эффективной режущей длины LE) и осевого положения разреза XI-XI (т.е. заднего осевого положения эффективной режущей длины LE) промежуточные осевые местоположения или разрезы (или виды в плоскости, перпендикулярной центральной оси AR вращения) были выбраны только в целях пояснения.
Базовая геометрия зубцов и определения углов, как показано на фиг. 4 и 5, в общем поясняются ниже.
Каждый зубец 20 содержит переднюю поверхность 26, отводную поверхность 28 и режущую кромку 30 (т.е. радиальную режущую кромку).
Каждая отводная поверхность 28 имеет ширину WR отводной поверхности.
Как видно в разрезе, показанном на фиг. 4, режущая кромка 30 содержит отводной угол α. Отводной угол α измеряется между (а) перпендикулярной линией LP, которая проходит через режущую кромку 30 и перпендикулярна к радиальной линии LR, проходящей от центральной оси AR вращения к режущей кромке 30, и (b) отводной поверхностью 28, связанной с этой режущей кромкой 30.
Режущая кромка 30 также содержит радиальный передний угол β. Примерный радиальный передний угол β показан на фиг. 5 и измеряется между радиальной линией LR, проходящей от центральной оси AR вращения к режущей кромке 24, и касательной линией LT, проходящей по касательной от связанной передней поверхности 26.
Примерный угол Н наклона винтовой канавки показан на фиг. 1 и измеряется относительно центральной оси AR вращения в осевом положении по режущей кромке 30 (в соответствии с некоторой терминологией угол наклона винтовой канавки определяется относительно канавки, однако здесь следует понимать, что тот же физический параметр может быть определен относительно режущей кромки).
Со ссылкой на фиг. 2, как показано, каждый из зубцов 20 расположен спереди от центра. Для подробного объяснения, что означает "спереди от центра", от центральной оси AR вращения к пересечению начальной точки 34 осевой подкромки 36 в этом примере второго зубца 20В начерчена первая радиальная линия LR1. Поскольку каждая точка всей режущей кромки 32 расположена вращательно за радиальной линией LR1 (т.е. в последующем направлении DS), когда обрабатываемый материал (не показан) контактирует с какой-либо частью режущей кромки 20, он выталкивается наружу от концевой фрезы 10.
Со ссылкой на фиг. 1, показан зубец, обозначенный ссылочным обозначением 20. Зубец 20 содержит первую подкромку 38, проходящую назад от режущей концевой поверхности 16, вторую подкромку 40, проходящую назад от первой подкромки 38; и пересечение 42 перехода угла, определяющее, где заканчивается первая подкромка 38, и начинается вторая подкромка 40.
Следует понимать, что первая и вторая подкромки 38, 40 и пересечение 42 перехода угла имеют радиальные передние углы, углы наклона винтовой канавки и отводные углы в каждом осевом местоположении типа, заданного выше.
Как пояснено выше, пересечение 42 перехода угла всегда расположено в общем местоположении GL, которое находится на осевом расстоянии от режущей концевой поверхности 16 и задано следующим условием: 0,20LE ≤ GL ≤ 0,75LE. Поскольку линия VII-VII на фиг. 1 соответствует осевому местоположению на 25% эффективной режущей длины, общее местоположение GL начинается между линией VI-VI и линией VII-VII и заканчивается на линии X-X, расположенной точно в осевом местоположении на 75% эффективной режущей длины от режущей концевой поверхности 16.
Для данного зубца точное местоположение PL пересечения 42 перехода угла, расположенное в пределах общего местоположения GL, представляет собой осевое местоположение, ближайшее к режущей концевой поверхности 16, где (а) передний угол пересечения больше всех других передних углов, расположенных ближе к режущей концевой поверхности 16, и/или (b) угол наклона винтовой канавки пересечения по меньшей мере на 5% больше первого угла наклона винтовой канавки, непосредственно предшествующего углу наклона винтовой канавки пересечения.
В данном примере оба этих условия возникают в одинаковом осевом положении, которое в этом примере находится на 50% эффективной режущей длины от режущей концевой поверхности 16, как показано на фиг. 1 и, более подробно, на фиг. 3 и 9.
В отношении первого условия, передние углы примерного зубца показаны на фиг. 6-11. На фиг. 6-8 передний угол β1 первой подкромки 38 имеет положительное значение, составляющее 8°, и на фиг. 9-11 передний угол β2 того же зубца (на фиг. 9 на пересечении 42 угла и на фиг. 10-11 на второй подкромке 40) имеет положительное значение, составляющее 11°. Здесь происходит резкое увеличение на 38% (11/8 = 1,38 = 38%). Для полноты объяснения, даже несмотря на то, что показанные измерения были выполнены вдоль выбранных осевых положений, следует понимать, что вся первая подкромка 38 имеет один/одинаковый передний угол (т.е. 8°), а вся вторая подкромка 40 имеет один/одинаковый передний угол (т.е. 11°). Для ясности, передний угол β1 первой подкромки составляет 8°, передний угол β2 пересечения перехода угла составляет 11°, а передний угол второй подкромки также составляет 11°. Следует понимать, что это несущественно, чтобы передний угол второй подкромки имел то же значение, что и для пересечения перехода угла, хотя является преимущественным, что он имеет большее значение, чем для первой подкромки (для увеличения эффективности резания).
Со ссылкой на фиг. 3, хотя на этом виде не могут быть видны изменения переднего угла, изменения отводного угла выполнены таким образом, что совпадают с изменением переднего угла и являются видимыми посредством отводной неоднородности 44. Хотя изменение отводного угла в местоположении изменения переднего угла не является существенным, это представляет собой предпочтительную опцию, поскольку поддерживает постоянный внутренний угол зубца. Чтобы объяснить подробнее, в этом примере отводной угол вдоль первой подкромки равен 12°, а вдоль второй полкромки - 9°, что соответствует изменению в 3° переднего угла. Для ясности, отводной угол первой подкромки составляет 12°, а отводной угол пересечения перехода угла и, необязательно, второй подкромки составляет 9° (следует понимать, что поддержание относительно постоянного внутреннего угла зубца, схематично показанного на фиг. 4 как αI, является преимущественным, в настоящем примере αI =70°, что вычисляется следующим образом: 90° - отводной угол - передний угол; здесь: 90° - 12° - 8° = 70° вдоль первой подкромки и 90° - 9° - 11° = 70° вдоль второй подкромки).
В отношении второго условия, угол Н наклона винтовой канавки режущих кромок на режущей концевой поверхности 16 для режущих кромок первого и третьего зубцов (20А, 20С) составляет 42°, и это значение постепенно уменьшается до 35° в части первой кромки 38, непосредственно смежной с пересечением перехода. Однако в пересечении перехода угол наклона винтовой канавки резко становится равен 40°. Здесь происходит резкое увеличение на 36% (40/35 = 1,14 = 14%). Для ясности, угол наклона винтовой канавки первой подкромки, непосредственно смежной с пересечением перехода угла, составляет 35°, угол наклона винтовой канавки пересечения перехода угла составляет 40°, и угол наклона винтовой канавки второй подкромки остается равным 40°, хотя следует понимать, что не является существенным, чтобы угол наклона винтовой канавки второй подкромки имел то же значение.
Угол Н наклона винтовой канавки для второго, четвертого и пятого зубцов (20B, 20D, 20E) составляет 40°, и это значение постепенно уменьшается до 33° в части первой кромки 38, непосредственно смежной с пересечением перехода. В пересечении перехода угол наклона винтовой канавки резко становится равен 38°. Здесь происходит резкое увеличение на 40% (38/33 = 1,15 = 15%). Для ясности, угол наклона винтовой канавки первой подкромки, непосредственно смежной с пересечением перехода угла, составляет 33°, угол наклона винтовой канавки пересечения перехода угла составляет 38°, и угол наклона винтовой канавки второй подкромки остается равным 38°, хотя следует понимать, что не является существенным, чтобы угол наклона винтовой канавки второй подкромки имел то же значение.
Тем не менее, для снижения вибраций предпочтительно, чтобы значения углов наклона винтовой канавки различных вторых подкромок имели некоторое различие. В настоящем примере некоторые из них составляют 38°, а некоторые - 40°.
Резкое изменение угла наклона винтовой канавки наиболее легко достигается посредством сначала выполнения канавки 22 с углом наклона винтовой канавки, а затем выполнения подканавки 32, смежной с ней. Например, первый и третий зубцы 20А, 20С могут быть отшлифованы с углом наклона винтовой канавки, равным 40°. Затем шлифуют вторую канавку (подканавку) по аналогичному пути (имеющему упомянутый выше угол в 42°, который уменьшается до 35° и заканчивается непосредственно вблизи пересечения перехода. Как лучше всего показано на увеличенном виде на фиг. 3, подканавка 32 проходит от режущей концевой поверхности в направлении назад, причем подканавка 32 содержит границу 46 подканавки.
На фиг. 6 дополнительно показана граница 46 подканавки, заканчивающаяся до достижения отводной поверхности 28 смежного зубца в предшествующем направлении DP. Примечательно, что граница 46 подканавки показана на фиг. 6-8, но не видна на фиг. 9-11, поскольку эта подканавка заканчивается в осевом положении, расположенном ближе к режущей концевой поверхности 16.
Как показано на фиг. 3, изменение углов наклона винтовой канавки от первой подкромки 38 до второй подкромки 40 приводит к тому, что режущая кромка имеет нелинейную форму (т.е. образует внутренний угол θ режущей кромки, который меньше 180°), что в теории обеспечивает ударение со смежной стружкой. В этом примере внутренний угол θ режущей кромки составляет 176°, хотя считается, что даже внутренний угол θ режущей кромки, равный 179°, может обеспечивать требуемое ударение (для того, чтобы инициировать износ в этом осевом местоположении). Однако предпочтительным считается больший угол, такой как угол в приведенном примере, составляющий 176°.
Примечательно, эта приведенная в примере концевая фреза 10 имеет общее местоположение GL, расположенное на 40-75% эффективной режущей длины от режущей концевой поверхности, причем значение первого угла наклона винтовой канавки по первой подкромке уменьшается с увеличением приближения к пересечению перехода угла, что является преимущественным для применения для фрезерования уступов.
Кроме того, как видно при помощи пунктирных линий на фиг. 6-11, сердечник концевой фрезы является коническим (т.е. увеличивается с увеличением расстояния от режущей концевой поверхности). В качестве примера, сердечник, обозначенный С1 на фиг. 9, видимым образом больше сердечника, обозначенного С2 на фиг. 6.
Приведенное выше описание содержит примерный вариант осуществления, который не исключает не приведенные в качестве примера варианты осуществления из объема охвата формулы изобретения в соответствии с настоящим изобретением.
Изобретение относится к области обработки материалов резанием и может быть использовано для фрезерования уступов и/или пазов. Концевая фреза содержит по меньшей мере один зубец, содержащий режущую кромку. Режущая кромка содержит первую подкромку, проходящую назад от режущей концевой поверхности и вторую подкромку, проходящую назад от первой подкромки. Пересечение перехода угла определяет, где заканчивается первая подкромка и начинается вторая подкромка. Приведены конструктивные особенности выполнения каждой режущей кромки. Повышается стойкость фрезы. 18 з.п. ф-лы, 11 ил.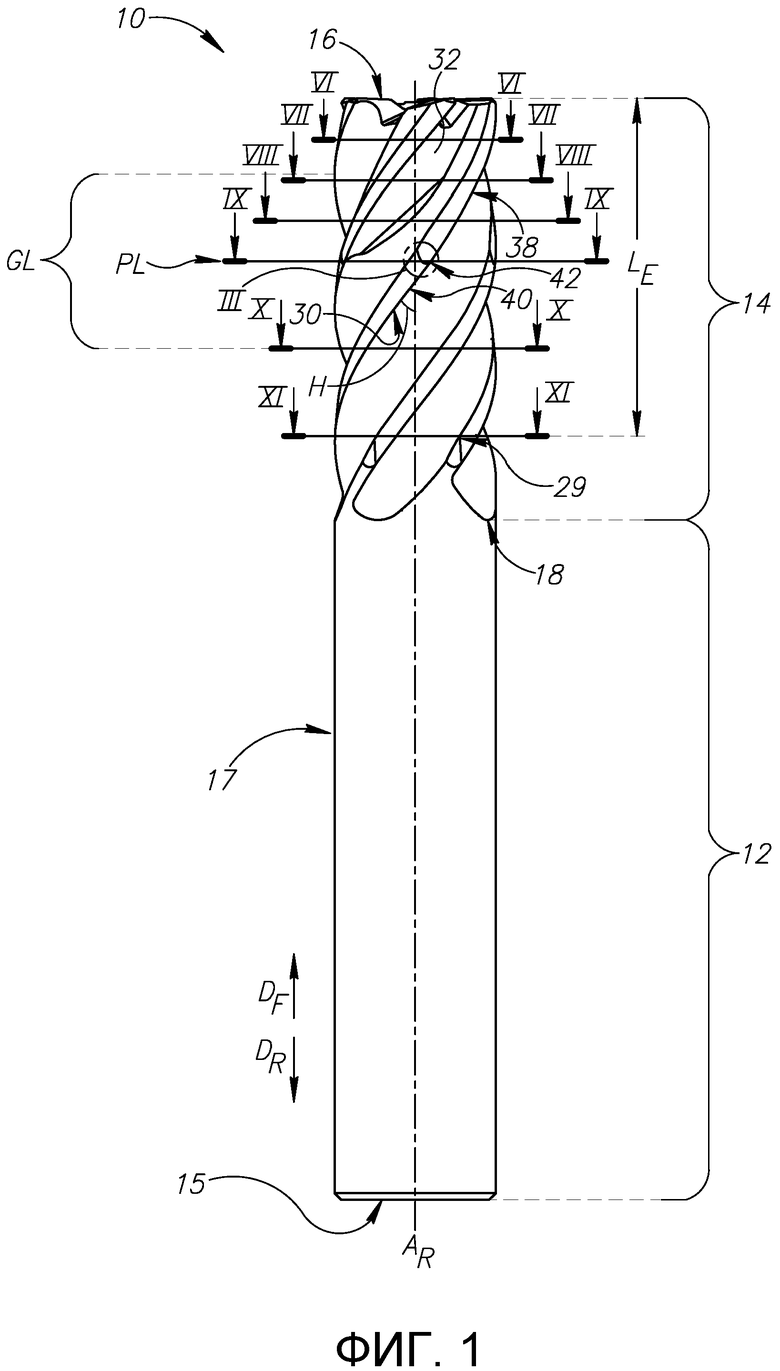
1. Концевая фреза, имеющая единую цельную конструкцию и выполненная с возможностью применения для фрезерования уступов и/или пазов и с возможностью вращения вокруг центральной оси (AR) вращения, задающей противоположные по оси направления (DF, DR) вперед и назад и противоположные вращательные предшествующее и последующее направления (DP, DS), причем предшествующее направление (DP) представляет собой направление резания, а концевая фреза содержит:
противоположные заднюю и режущую концевые поверхности и проходящую между ними периферийную поверхность;
хвостовик, проходящий вперед от задней концевой поверхности; и
режущую часть, проходящую вперед от хвостовика к режущей концевой поверхности;
при этом режущая часть содержит:
диаметр (DE);
эффективную режущую длину (LE);
множество выполненных за одно целое зубцов и
множество канавок, чередующихся с указанным множеством зубцов;
причем по меньшей мере один зубец из указанного множества зубцов содержит:
переднюю поверхность;
отводную поверхность, следующую за передней поверхностью и имеющую ширину отводной поверхности, измеряемую в плоскости перпендикулярной к оси (AR) вращения; и
режущую кромку, образованную на пересечении передней и отводной поверхностей;
при этом режущая кромка содержит:
первую подкромку, проходящую назад от режущей концевой поверхности;
вторую подкромку, проходящую назад от первой подкромки; и
пересечение перехода угла, определяющее, где заканчивается первая подкромка и начинается вторая подкромка;
при этом первая подкромка содержит:
первый радиальный передний угол;
первый угол наклона винтовой канавки и
первый отводной угол;
вторая подкромка содержит: второй радиальный передний угол; второй угол наклона винтовой канавки и второй отводной угол;
пересечение перехода угла содержит: передний угол пересечения; угол наклона винтовой канавки пересечения; и отводной угол пересечения;
причем по меньшей мере одна канавка из указанного множества канавок содержит подканавку, проходящую от режущей концевой поверхности в направлении назад и имеющую границу подканавки; причем подканавка проходит от режущей кромки одного зубца к смежному зубцу в предшествующем направлении;
причем для режущей кромки:
пересечение перехода угла, в общем, расположено в общем местоположении GL, которое находится на осевом расстоянии от режущей концевой поверхности и задано следующим условием: 0,20LE ≤ GL ≤ 0,75LE; и
пересечение перехода угла точно расположено в точном местоположении PL, расположенном в пределах общего местоположения GL, при этом точное местоположение PL задано как осевое местоположение, ближайшее к режущей концевой поверхности и расположенное в пределах общего местоположения GL, которое удовлетворяет по меньшей мере одному из следующих условий: первое условие, в котором передний угол пересечения больше всех передних углов, которые расположены ближе к режущей концевой поверхности; и второе условие, в котором угол наклона винтовой канавки пересечения по меньшей мере на 5% больше первого угла наклона винтовой канавки, непосредственно предшествующего углу наклона винтовой канавки пересечения.
2. Концевая фреза по п. 1, в которой общее местоположение GL удовлетворяет следующему условию: 0,20LE ≤ GL ≤ 0,50LE.
3. Концевая фреза по п. 1 или 2, в которой оба из первого и второго условий удовлетворяются в пределах осевого разделяющего расстояния LP, не превышающего 0,15LE.
4. Концевая фреза по п. 3, в которой осевое разделяющее расстояние LP не больше 0,05LE.
5. Концевая фреза по п. 4, в которой осевое разделяющее расстояние LP не больше 0,02LE.
6. Концевая фреза по любому из пп. 1-5, в которой передний угол пересечения по меньшей мере на 20% больше первого переднего угла непосредственно смежного с ним.
7. Концевая фреза по п. 6, в которой передний угол пересечения по меньшей мере на 30% больше первого переднего угла непосредственно смежного с ним.
8. Концевая фреза по любому из пп. 1-7, в которой каждый первый передний угол по первой подкромке имеет положительное значение.
9. Концевая фреза по любому из пп. 1-8, в которой каждый первый передний угол первой подкромки имеет одинаковое значение.
10. Концевая фреза по любому из пп. 1-9, в которой угол наклона винтовой канавки пересечения по меньшей мере на 10% больше первого угла наклона винтовой канавки непосредственно смежного с ним.
11. Концевая фреза по любому из пп. 1-10, в которой либо общее местоположение расположено на 20-40% эффективной режущей длины от режущей концевой поверхности, а каждый первый угол наклона винтовой канавки по первой подкромке имеет одинаковое значение; либо общее местоположение расположено на 40-75% эффективной режущей длины от режущей концевой поверхности, а значение первого угла наклона винтовой канавки по первой подкромке уменьшается с увеличением приближения к пересечению перехода угла.
12. Концевая фреза по любому из пп. 1-11, в которой передний угол пересечения больше первого переднего угла непосредственно смежного с ним, а отводной угол пересечения меньше первого отводного угла непосредственно смежного с ним.
13. Концевая фреза по любому из пп. 1-12, в которой по первой подкромке образована видимая отводная неоднородность.
14. Концевая фреза по любому из пп. 1-13, в которой первый отводной угол постепенно увеличивается в направлении назад от режущей концевой поверхности к пересечению перехода угла.
15. Концевая фреза по любому из пп. 1-13, в которой каждый внутренний угол зубца, измеряемый между передней поверхностью и отводной поверхностью в каждом осевом местоположении по первой подкромке, имеет одинаковое значение.
16. Концевая фреза по п. 1, в которой граница подканавки расположена на расстоянии от отводной поверхности указанного второго зубца.
17. Концевая фреза по любому из пп. 1-16, в которой значение первого угла наклона винтовой канавки режущей кромки изменяется с увеличением расстояния от режущей концевой поверхности к пересечению перехода угла; а второй угол наклона винтовой канавки режущей кромки с увеличением расстояния от пересечения перехода угла к концу эффективной режущей длины имеет одинаковое значение.
18. Концевая фреза по любому из пп. 1-17, в которой дополнительная режущая кромка зубца из указанного множества зубцов, отличная от ранее заданной режущей кромки, имеет первый угол наклона винтовой канавки, значение которого изменяется с увеличением расстояния от режущей концевой поверхности к пересечению перехода угла, и второй угол наклона винтовой канавки, имеющий одинаковое значение с увеличением расстояния от пересечения перехода угла к концу эффективной режущей длины, причем второй угол наклона винтовой канавки указанной дополнительной режущей кромки различается от второго угла наклона винтовой канавки указанной ранее заданной режущей кромки.
19. Концевая фреза по любому из пп. 1-18, содержащая по меньшей мере пять зубцов, причем два несмежных зубца имеют режущие кромки, идентичные указанной режущей кромке указанного по меньшей мере одного зубца.
| US 6991409 B2, 31.01.2006 | |||
| US 4963059 A1, 16.10.1990 | |||
| Устройство для регистрации уровня жидкости | 1946 |
|
SU74324A1 |
| Концевая фреза | 1977 |
|
SU625848A1 |
| RU 94029349 A1, 27.08.1996. | |||

