ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[001] Объект настоящей заявки относится к концевым фрезам с угловым радиусом с выполненными за одно целое зубьями, имеющим передний гребень на пересечении передней углубленной и передней режущей подповерхностей и конструкцию винтовых канавок, в частности, для труднообрабатываемых материалов, таких как сплав Инконель.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
[002] Типы концевых фрез могут рассматриваться в трех основных категориях концевых фрез, а именно сферические, прямоугольные и с угловым радиусом. Объект настоящей заявки относится только к последней категории, концевым фрезам с угловым радиусом.
[003] Угол концевой фрезы с угловым радиусом содержит профиль дуги окружности. Профиль дуги окружности появляется при вращении таких концевых фрез вокруг оси вращения, если смотреть на концевую фрезу в направлении, перпендикулярном оси вращения. Для целей описания и формулы изобретения это будет называться «видом профиля».
[004] Профиль дуги окружности образует участок воображаемой окружности. Окружность определяет опорные местоположения, включающие в себя: центральную точку окружности, осевую и радиальную линии касания, осевую и радиальную точки касания и линию биссектрисы. Осевая линия касания продолжается вперед от центральной точки окружности и в направлении, параллельном оси вращения концевой фрезы. Радиальная линия касания продолжается радиально наружу от центральной точки окружности и в направлении, перпендикулярном оси вращения. Линия биссектрисы продолжается наружу от центральной точки окружности и пересекает окружность в точке биссектрисы, разнесенной на одинаковое расстояние по окружности от осевой и радиальной точек касания. Иначе говоря, первый угол, образованный линией биссектрисы с осевой линией касания, и второй угол, образованный линией биссектрисы с радиальной линией касания, равны. Будет понятно, что опорные параметры, такие как окружность и связанные линии, плоскости и точки касания, упомянутые выше, представляют собой воображаемые и, следовательно, не видимые признаки на концевой фрезе, а точнее получаются посредством их конструкции, как объяснено выше.
[005] Благодаря конкурентоспособному мировому рынку, постоянно растет спрос на обработку с помощью концевых фрез для обеспечения лучшей окончательной обработки и более длительного срока службы инструмента даже при обработке заготовок, изготовленных из труднообрабатываемых материалов, таких как сплав Инконель, которые быстро изнашивают концевую фрезу. Теоретически считается, что такой износ по меньшей мере частично обусловлен передачей тепла от заготовки концевой фрезе, обрабатывающей заготовку.
[006] Считается, что посредством обеспечения переднего гребня на пересечении передней углубленной и передней режущей подповерхностей, передача тепла концевой фрезе может быть уменьшена. Заявка на патент США 2014/0227050, принадлежащая настоящему Заявителю, раскрывает, например, на Фиг. 1B, пример таких передних подповерхностей с таким передним гребнем.
[007] Задачей настоящей заявки является обеспечение новой и улучшенной концевой фрезы с угловым радиусом из твердого сплава.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[008] В соответствии с первым аспектом объекта настоящей заявки обеспечена концевая фреза с угловым радиусом, имеющая зуб, зуб содержит передний гребень, который непрерывно изогнут от линии биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности зуба.
[009] Известные концевые фрезы, относящиеся к рассматриваемому типу, содержат перегиб вдоль переднего гребня в осевом положении, совпадающем с угловой задней поверхностью. Настоящая заявка обеспечивает геометрию, при которой перегиб удален или несущественен, тем самым обеспечивая улучшенную окончательную обработку заготовки и долговечность инструмента в трудных условиях обработки материалов, таких как сплав Инконель.
[0010] В частности, объект настоящей заявки не относится к концевым фрезам с угловым радиусом, изготовленным из материалов, в которых перегиб, показанный на чертежах известного уровня техники, обычно не присутствует. Более точно, Эта заявка относится к концевым фрезам, изготовленным из твердого сплава (в широком смысле этого названия), и не относится к концевым фрезам, изготовленным из керамики, или концевым фрезам, покрытым дорогими сверхтвердыми материалами (например, CBN, алмазом).
[0011] В соответствии с другим аспектом объекта настоящей заявки обеспечена концевая фреза с угловым радиусом, имеющая ось вращения, определяющую направления вперед и назад, и содержащая: передний и задний концы и периферийную поверхность, продолжающуюся между ними; режущую часть, продолжающуюся назад от переднего конца; и хвостовую часть, расположенную позади от режущей части; режущая часть имеет диаметр режущей части на переднем конце и эффективную длину резания и содержит: выполненные за одно целое зубья, продолжающиеся от переднего конца до периферийной поверхности; и винтовую канавку, расположенную между каждой парой смежных зубьев и имеющую угол H наклона винтовой линии, удовлетворяющий условию: 25°≤H≤60°; индексный угол S образован между каждой парой смежных зубьев; каждый зуб содержит: заднюю поверхность; переднюю поверхность; режущую кромку, образованную на пересечении задней и передней поверхностей; и угол, содержащий профиль дуги окружности, образующий окружность, имеющую центральную точку окружности, радиус окружности, осевую и радиальную линии касания и линию биссектрисы; задняя поверхность содержит: осевую заднюю поверхность на переднем конце; радиальную заднюю поверхность на периферийной поверхности; и угловую заднюю поверхность, соединяющую осевую и радиальную задние поверхности; передняя поверхность содержит: переднюю режущую подповерхность, продолжающуюся смежно режущей кромке; переднюю углубленную подповерхность; и передний гребень, образованный на пересечении передней режущей и передней углубленной подповерхностей; режущая кромка содержит: осевую подкромку на переднем конце, продолжающуюся до осевой линии касания; угловую подкромку, продолжающуюся от осевой линии касания до радиальной линии касания; и радиальную подкромку, продолжающуюся назад от радиальной линии касания; между передним гребнем и режущей кромкой: ширина радиальной режущей подповерхности измеряется вдоль радиальной линии касания; ширина режущей подповерхности биссектрисы измеряется вдоль линии биссектрисы; и ширина осевой режущей подповерхности измеряется вдоль осевой линии касания; причем передний гребень одного или более зубьев непрерывно изогнут от линии биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности.
[0012] Будет понятно, что вышеизложенное представляет собой сущность изобретения, и, что любой из вышеприведенных аспектов может дополнительно содержать любой из признаков, описанных ниже. Конкретно, следующие признаки, либо по отдельности, либо в сочетании, могут быть применены к любому из вышеприведенных аспектов:
A. Концевая фреза может иметь ось вращения, определяющую направления вперед и назад.
B. Концевая фреза может содержать передний и задний концы и периферийную поверхность, продолжающуюся между ними.
C. Концевая фреза может содержать режущую часть, продолжающуюся назад от ее переднего конца.
D. Концевая фреза может содержать хвостовую часть, которая может быть расположена позади от ее режущей части.
E. Режущая часть может иметь диаметр режущей части на ее переднем конце.
F. Режущая часть может иметь эффективную длину резания.
G. Режущая часть может содержать выполненные за одно целое зубья, продолжающиеся от переднего конца до периферийной поверхности концевой фрезы. Предпочтительно, число зубьев представляет собой нечетное число зубьев. Наиболее предпочтительно, число зубьев равно семи или девяти зубьям. Без привязки к теории нечетное число зубьев и конкретно 7 зубьев или 9 зубьев считается более эффективным для обработки труднообрабатываемых материалов, таких как сплав Инконель, за счет уменьшения вибраций и тепла, в то же время обеспечивая достаточный размер канавок для удаления стружки с зубьев.
H. Каждый зуб концевой фрезы может содержать заднюю поверхность, переднюю поверхность, режущую кромку, образованную на пересечении передней поверхности и задней поверхности, и угол.
I. Задняя поверхность может содержать: осевую заднюю поверхность на переднем конце; радиальную заднюю поверхность на периферийной поверхности; и угловую заднюю поверхность, соединяющую осевую и радиальную задние поверхности.
J. Передняя поверхность может содержать: переднюю режущую подповерхность, продолжающуюся смежно режущей кромке; переднюю углубленную подповерхность; и передний гребень, образованный на пересечении передней режущей и передней углубленной подповерхностей.
K. Режущая кромка может содержать осевую подкромку на переднем конце, продолжающуюся до осевой линии касания; угловую подкромку, продолжающуюся от осевой линии касания до радиальной линии касания; и радиальную подкромку, продолжающуюся назад от радиальной линии касания.
L. Каждая осевая подкромка может иметь осевой передний угол Ф.
M. По меньшей мере одна и предпочтительно каждая осевая подкромка может иметь положительный осевой передний угол Ф (т.е. Ф>0). Более предпочтительно, по меньшей мере один или, даже более предпочтительно, каждый зуб имеет осевой передний угол Ф, удовлетворяющий условию: 1°≤Ф≤10°. Без привязки к теории такие значения осевого переднего угла считаются более эффективными для обработки труднообрабатываемых материалов, таких как сплав Инконель.
N. Каждая угловая подкромка может иметь главный передний угол Ɛ в плане.
O. Каждая радиальная подкромка может иметь радиальный передний угол β.
P. Один или более зубьев могут иметь радиальный передний угол β, измеряемый вдоль радиальной линии касания, удовлетворяющий условию: β≥-3°. Предпочтительно, один или более зубьев могут иметь радиальный передний угол β, измеряемый вдоль радиальной линии касания, удовлетворяющий условию: β>0°, предпочтительно β≥2°.
Q. Один или более зубьев могут иметь радиальный передний угол β, измеряемый вдоль радиальной линии касания, удовлетворяющий условию: β>0°, и по меньшей мере один другой зуб может иметь радиальный передний угол β, измеряемый вдоль радиальной линии касания, удовлетворяющий условию: β>0°.
R. Один или более зубьев или предпочтительно каждый зуб может иметь передний угол β, измеряемый вдоль радиальной линии касания, удовлетворяющий условию: -12°≤β≤7°, предпочтительно -5°≤β≤5° и наиболее предпочтительно -3°≤β≤3°.
S. На пересечении радиальной и угловой задней поверхностей радиальная и угловая подкромки могут образовывать внешний задний угол ϴ2, удовлетворяющий условию: 170°≤ϴ≤180°, предпочтительно 178°≤ϴ≤180° и наиболее предпочтительно 179,5°≤ϴ≤180°.
T. Угол может содержать профиль дуги окружности, образующий часть окружности, имеющей центральную точку окружности, радиус окружности, осевую и радиальную линии касания и линию биссектрисы.
U. Канавка и предпочтительно каждая канавка может иметь форму винтовой линии.
V. Винтовая канавка может быть расположена между каждой парой смежных зубьев и может иметь угол H наклона винтовой линии, удовлетворяющий условию: 25°≤H≤60°, предпочтительно 32°≤H≤45°. Для ясности, каждая канавка может иметь переменный угол наклона винтовой линии или различные углы наклона винтовой линии при условии, что значение в каждом осевом положении не выходит за пределы указанных диапазонов.
W. Между передним гребнем и режущей кромкой: ширина радиальной режущей подповерхности измеряется вдоль радиальной линии касания; ширина режущей подповерхности биссектрисы измеряется вдоль линии биссектрисы; и ширина осевой режущей подповерхности измеряется вдоль осевой линии касания. Считается, что за счет обеспечения по существу равномерной ширины режущей подповерхности передний угол зуба может более стабильно контролироваться при изготовлении зуба, что в результате может повышать долговечность инструмента.
X. Ширина R радиальной режущей подповерхности и ширина WB режущей подповерхности биссектрисы могут удовлетворять условию: 0,9WB≤WR≤1,1WB, предпочтительно 0,95WB≤WR≤1,05WB.
Y. Каждая ширина W режущей подповерхности, измеряемая от переднего гребня до режущей кромки и между радиальной линией и линией биссектрисы, может удовлетворять условию: 0,9WB≤W≤1,1WB, предпочтительно 0,95WB≤WR≤1,05WB.
Z. Ширина WR радиальной режущей подповерхности и ширина WA осевой режущей подповерхности могут удовлетворять условию: 0,9WA≤WR≤1,1WA, предпочтительно 0,95WA≤WR≤1,05WA.
AA. Каждая ширина W режущей подповерхности, измеряемая от переднего гребня до режущей кромки и между радиальной линией и линией касания, может удовлетворять условию: 0,9WA≤W≤1,1WA, предпочтительно 0,95WA≤W≤1,05WA.
BB. По меньшей мере одна и предпочтительно каждая ширина W режущей подповерхности, измеряемая от переднего гребня до режущей кромки и расположенная между осевой линией касания и линией биссектрисы, может удовлетворять условию: 0,008DE≤W≤0,02DE. Предпочтительно каждая ширина W режущей подповерхности, измеряемая между осевой и радиальной линиями, удовлетворяет условию: 0,008DE≤W≤0,02DE.
CC. Одна или более, предпочтительно, каждая передняя режущая подповерхность может иметь плоскую форму.
DD. Радиус RC окружности может удовлетворять условию: RC≤0,08DE. В частности, концевая фреза в соответствии с объектом настоящего изобретения осуществима даже для радиуса окружности, который весьма мал и сложен в изготовлении без значительного перегиба.
EE. Индексный угол S может быть образован между каждой парой смежных зубьев. Некоторые или предпочтительно большинство индексных углов S на переднем конце концевой фрезы могут иметь разные значения.
FF. Каждый индексный угол S в середине эффективной длины может иметь значение ближе к значению, равному общему количеству зубьев, деленному на 360, чем к значению того же индексного угла S на переднем конце фрезы.
GG. Концевая фреза может содержать коническую сердцевину, которая увеличивается в направлении назад от переднего конца.
HH. Передний гребень может быть непрерывно изогнут от линии биссектрисы до осевого положения позади от радиальной линии (LR) касания.
II. Каждый зуб концевой фрезы может иметь передний гребень, который непрерывно изгибается от линии биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности. Непрерывный изгиб может продолжаться назад от радиальной линии касания. Каждый зуб из множества зубьев может содержать любой из признаков, указанных выше.
JJ. Концевая фреза или по меньшей мере ее режущая часть может быть изготовлена из твердого сплава.
KK. Передняя режущая подповерхность угла может содержать три отдельных подучастка (возникающие в результате различных этапов изготовления для каждого подучастка, что очевидно при рассмотрении). А именно, радиальный подучасток, смежный периферийной поверхности концевой фрезы, осевой подучасток, смежный переднему концу концевой фрезы, и угловой подучасток, соединяющий радиальный подучасток и осевой подучасток. Хотя изготовление режущей подповерхности в подучастках (т.е. несколько производственных этапов) является более дорогостоящим, чем одноэтапное производство, считается, что преимущество, обеспечиваемое такой конструкцией, перевешивает известные недостатки. Например, только три подучастка режущей подповерхности обеспечивают эффективно контролируемое получение значений непрерывных передних углов.
[0013] Считается, что каждый признак, указанный выше, по отдельности и тем более в сочетании, может способствовать лучшей окончательной обработке заготовки и/или долговечности инструмента, в частности, при обработке труднообрабатываемых материалов, таких как сплав Инконель.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Для лучшего понимания объекта настоящей заявки, и, чтобы показать, как он может быть выполнен на практике, ниже выполнена ссылка на сопровождающие чертежи, на которых:
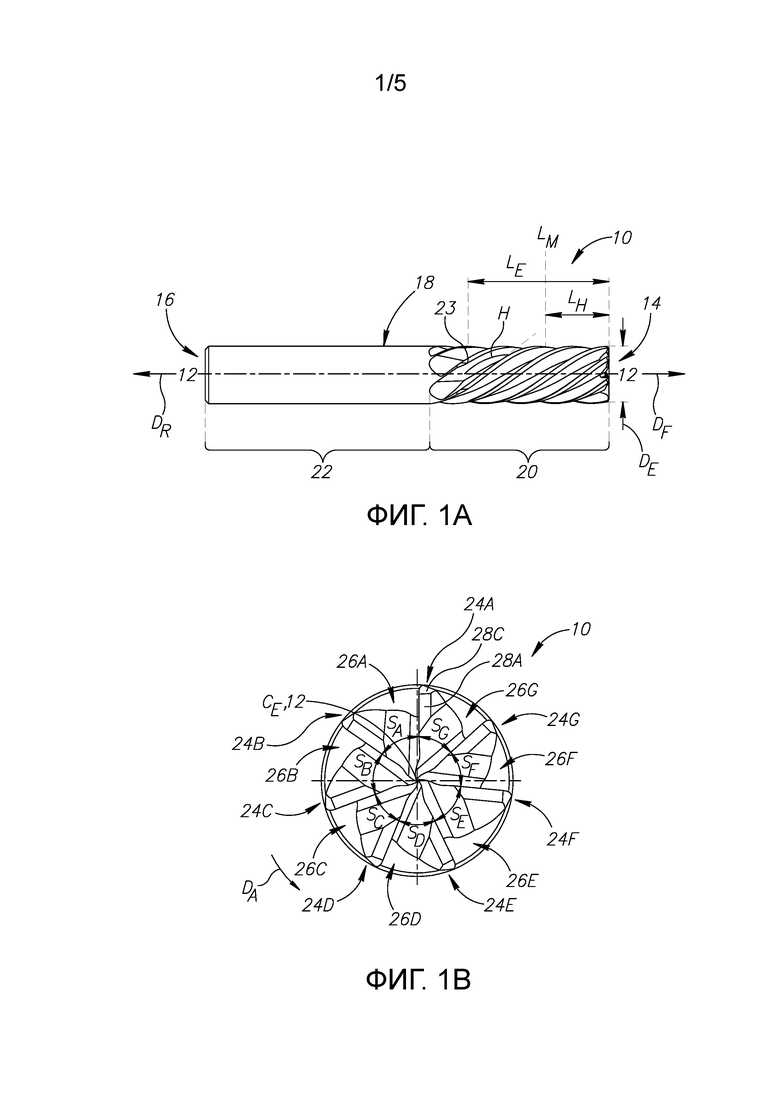
Фиг. 1А представляет собой вид сбоку концевой фрезы в соответствии с объектом настоящей заявки;
Фиг. 1B представляет собой вид спереди концевой фрезы, показанной на Фиг. 1А;
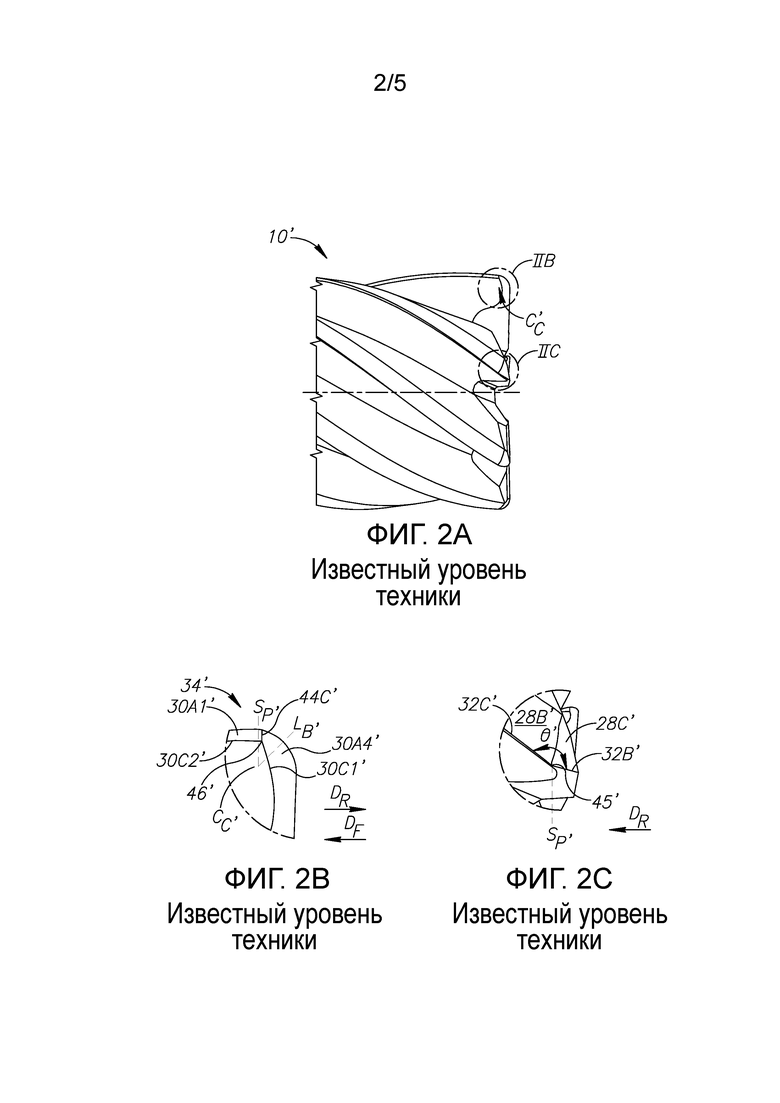
Фиг. 2А представляет собой вид сбоку части режущей части концевой фрезы известного уровня техники;
Фиг. 2B представляет собой увеличенный вид профиля угла, обозначенного IIB на Фиг. 2А;
Фиг. 2C представляет собой увеличенный вид участка, обозначенного IIC на Фиг. 2А;
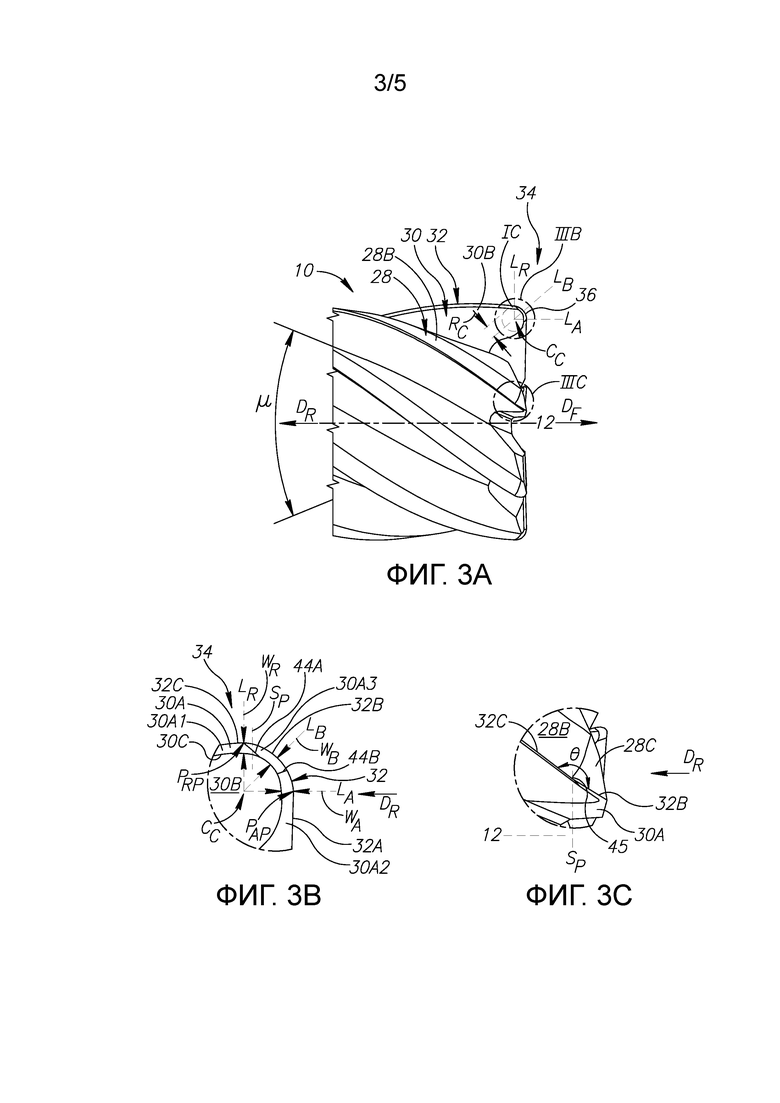
Фиг. 3A представляет собой вид сбоку части режущей части концевой фрезы, показанной на Фиг. 1А и 1B, показанный в соответствии с видом на Фиг. 2А;
Фиг. 3B представляет собой увеличенный вид профиля угла, обозначенного IIIB на Фиг. 3А;
Фиг. 3C представляет собой увеличенный вид участка, обозначенного IIIC на Фиг. 3А; и
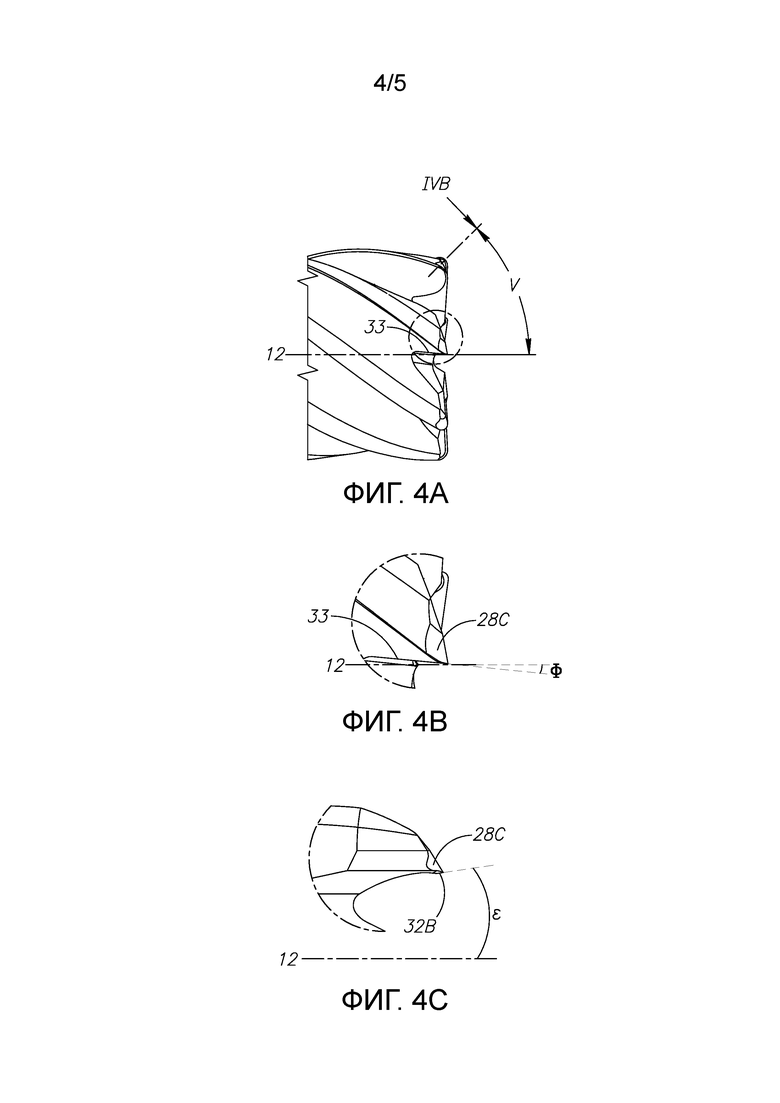
Фиг. 4А представляет собой слегка повернутый вид концевой фрезы, показанной на Фиг. 3А;
Фиг. 4B представляет собой увеличенный вид угла, обозначенного IVB на Фиг. 4А;
Фиг. 4C представляет собой еще один увеличенный вид угла концевой фрезы, показанной на Фиг. 4А, в соответствии со стрелкой IVB, которая находится под углом 45° (показанном как угол «V») к оси вращения; и
Фиг. 5А и 5B представляют собой увеличенные виды, иллюстрирующие углубленные прямые подповерхности.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0015] Фиг. 1А и 1B иллюстрируют концевую фрезу 10 с угловым радиусом, изготовленную из твердого сплава и, в частности, выполненную с возможностью обработки труднообрабатываемых материалов, таких как сплав Инконель.
[0016] Концевая фреза 10 выполнена с возможностью вращения вокруг оси 12 вращения, которая может проходить продольно через ее центр и совпадает с центральной точкой CE концевой фрезы. В этом примере направление DA вращения концевой фрезы направлено против часовой стрелки на виде спереди, показанном на Фиг. 1B. Ось 12 вращения может определять противоположные направления DF, DR вперед и назад (следует отметить, что, хотя эти направления параллельны оси 12 вращения, они не обязательно должны быть соосны с ней).
[0017] Концевая фреза 10 может содержать противоположные передний и задний концы 14, 16 и периферийную поверхность 18, проходящую между передним и задним концами 14, 16.
[0018] Концевая фреза 10 может содержать режущую часть 20 и хвостовую часть 22, расположенную позади от режущей части 20.
[0019] Режущая часть 20 может содержать диаметр DE режущей части, измеряемый на переднем конце 14, и эффективную длину LE резания. Эффективная длина LE резания продолжается от переднего конца 14 до осевого положения, где задние поверхности зубьев уже не являются эффективными, что видно в этом примере в осевом положении, обозначенном ссылочной позицией «23». Также проиллюстрирована передняя половина эффективной длины резания, обозначенная LH, которая продолжается от переднего конца 14 до осевого положения LM в середине эффективной длины LE.
[0020] Режущая часть 20 содержит выполненные за одно целое зубья 24 (например, первый, второй, третий, четвертый, пятый, шестой и седьмой зубья 24А, 24B, 24C, 24D, 24E, 24F, 24G).
[0021] Индексный угол S (например, первый, второй, третий, четвертый, пятый, шестой и седьмой индексные углы SA, SB, SC, SD, SE, SF, SG) образован между каждой парой смежных зубьев. В показанном примере все индексные углы имеют разные значения на переднем конце 14. Тем не менее, индексные углы сходятся к равенству (которое для концевой фрезы с семью зубьями составляет 360°/7=51,4°) по мере приближения к осевому положению в середине эффективной длины LM, а затем в этом примере отходят от него.
[0022] Режущая часть 20 содержит винтовую канавку 26 (например, первую, вторую, третью, четвертую, пятую, шестую и седьмую канавки 26A, 26B, 26C, 26D, 26E, 26F, 26G), т.е. по меньшей мере проходящую по винтовой линии смежно переднему концу 14, расположенную по окружности между каждой парой смежных зубьев 24.
[0023] Каждая канавка 26 может иметь угол H наклона винтовой линии, образованный с осью 12 вращения.
[0024] Также со ссылкой на Фиг. 3А следует отметить, что по меньшей мере смежно переднему концу 14 концевая фреза 10 может содержать коническую сердцевину, схематически показанную углом μ сужения.
[0025] Каждый зуб 24 может содержать следующие в целом обозначенные позициями части: заднюю поверхность 28, переднюю поверхность 30, режущую кромку 32, образованную на пересечении задней поверхности 28 и передней поверхности 30, и угол 34. Следует отметить, что задняя поверхность 28, обозначенная на Фиг. 3A, представляет собой заднюю поверхность зуба 24, не являющегося зубом, показанным с числовыми обозначениями других элементов, это происходит только потому, что задняя поверхность самого верхнего зуба на Фиг. 3A не видна на показанном виде профиля.
[0026] На виде профиля, показанном на Фиг. 3А, при вращении концевой фрезы 10 вокруг оси 12 вращения угол 34 представляет собой профиль дуги окружности, образующий часть 36 воображаемой окружности IC.
[0027] Также со ссылкой на Фиг. 3В следует отметить, окружность IC имеет: центральную точку CC окружности; осевую и радиальную линии LA, LR касания; осевую и радиальную точки PAP, PRP касания, расположенные на пересечениях осевой и радиальной линий LA, LR касания и режущей кромки 32; линию LB биссектрисы, разнесенную на одинаковое угловое расстояние от осевой и радиальной линий LA, LR касания.
[0028] Задняя поверхность 28 содержит различные участки, а именно осевую заднюю поверхность 28A (Фиг. 1B) на переднем конце 14, радиальную заднюю поверхность 28B (Фиг. 3A) на периферийной поверхности 18 и угловую заднюю поверхность 28C (Фиг. 3C), соединяющую осевую и радиальную задние поверхности 28A, 28B.
[0029] Фиг. 3B показывает переднюю поверхность 30, содержащую различные участки, а именно переднюю режущую подповерхность 30A, продолжающуюся смежно режущей кромке 32, переднюю углубленную подповерхность 30B и передний гребень 30C, образованный на пересечении передней режущей и передней углубленной подповерхностей 30A, 30B.
[0030] Режущая кромка 32 содержит различные участки, а именно осевую подкромку 32A на переднем конце 14, продолжающуюся до осевой линии LA касания, угловую подкромку 32B, продолжающуюся от осевой линии LA касания до радиальной линии LR касания, и радиальную подкромку 32C, продолжающуюся назад от радиальной линии LR касания.
[0031] Как показано на Фиг. 4A и 4B, осевой передний угол Ф образован между линией 33 поверхности подточки и осью 12 вращения. Показанный примерный осевой передний угол Ф является положительным углом.
[0032] Подобным образом, как показано на Фиг. 4C, главный передний угол Ɛ в плане образован между угловой подкромкой 32B и осью 12 вращения.
[0033] На Фиг. 5A и 5B показаны примерные передние режущие подповерхности 30A, передние углубленные подповерхности 30B, и передние гребни 30C. В частности, каждый передний гребень 3°C имеет форму гребня, т.е. в показанном виде вершину, спускающуюся к передней режущей и передней углубленной подповерхностям 30A, 30B. Это форма получается независимо от того, расположен ли передний гребень 3°C ниже радиальной линии 42, продолжающейся от оси 12 вращения до радиальной подкромки 32C, например, как показано на Фиг. 5А (следовательно, иллюстрирующей положительный радиальный передний угол, т.е. βA>0°), или выше радиальной линии 42, как проиллюстрировано на Фиг. 5B (показывающей отрицательный радиальный передний угол, т.е. βB<0°).
[0034] Каждая передняя режущая подповерхность 30A имеет фактический внутренний угол ϒ резания, имеющий большее значение, чем воображаемый внутренний угол λ резания, связанный с передней углубленной подповерхностью 30B. Более точно, со ссылкой на Фиг. 5B в качестве примера воображаемая передняя линия 38 удлинения, продолжающая переднюю углубленную подповерхность 30B от переднего гребня 30C, пересекает воображаемую заднюю линию 40 удлинения, которая продолжает радиальную заднюю поверхность 28B.
[0035] Передние режущие подповерхности 30A могут иметь плоскую форму (как следует из прямой линии, видимой на видах сбоку на Фиг. 5A и 5B).
[0036] Передние углубленные подповерхности 30B каждого зуба могут иметь одинаковую форму, которая может представлять собой вогнутую форму, как показано на Фиг. 5A и 5B. В частности, форма углубляется от соответствующей передней режущей подповерхности 30A так, что стружка, которая получается из заготовки (не показана), может предпочтительно проходить над передней углубленной подповерхностью 30B без контакта, особенно в точках, непосредственно смежных переднему гребню 30C, тем самым уменьшая передачу тепла концевой фрезе.
[0037] Со ссылкой на Фиг. 3B размеры W ширины режущих подповерхностей (например, WR, WB, WA) измеряются между ближайшими точками переднего гребня 3°C и режущей кромки 32. Ширина WR радиальной режущей подповерхности измеряется вдоль радиальной линии LR касания, ширина WB режущей подповерхности биссектрисы измеряется вдоль линии LB2 биссектрисы, и ширина WA осевой режущей подповерхности измеряется вдоль осевой линии LA касания.
[0038] Передняя режущая подповерхность 30A может содержать три отдельных подучастка. А именно радиальный подучасток 30A1, осевой подучасток 30A2 и угловой подучасток 30A3. Первая и вторая линии 44A, 44B изгиба могут быть видны, чтобы показать пределы подучастков.
[0039] Со ссылкой на Фиг. 3C перпендикулярная плоскость SP, продолжающаяся перпендикулярно оси 12 вращения, может быть образована в самой задней точке 45 угловой задней поверхности 28C. Перпендикулярная плоскость SP определяет осевое положение вдоль оси 12 вращения. Затем концевую фрезу 10 можно вращать вокруг оси 12 вращения до тех пор, пока не будет виден вид профиля, показанный на Фиг. 3B. Как показано, перпендикулярная плоскость SP также получается на Фиг. 3B, хотя угловая задняя поверхность 28C не видна, поскольку отмечено осевое положение. Будет понятно, что точное осевое положение перпендикулярной плоскости SP на Фиг. 3B добавлено схематически только для пояснительных целей.
[0040] Фиг. 3B показывает, что передний гребень 3°C непрерывно изогнут от линии LB биссектрисы до по меньшей мере осевого положения, показанного перпендикулярной плоскостью SP, позади от угловой задней поверхности 28C. Более того, передний гребень 3°C непрерывного изогнут во всем виде, показанном на Фиг. 3B. В этом контексте «непрерывно изогнут» означает, что передний гребень 3°C не содержит перегиба.
[0041] Для сравнения, концевая фреза 10' известного уровня техники показана на Фиг. 2А-2C в основном с соответствующими элементами, имеющими те же ссылочные позиции, снабженные апострофом ('). Следует отметить, что вместо трех отдельных подучастков 30 угол 34' имеет два подучастка, а именно радиальный подучасток 30A1' и один угловой осевой подучасток 30A4', который, как показано, соответствует радиальному подучастку 30A1' на одной линии 44C' изгиба. Угловой осевой участок 30C1' переднего гребня, продолжающийся вдоль одного углового осевого подучастка 30A4', не является непрерывно изогнутым до соединенного радиального участка 30C2' переднего гребня, как показано перегибом 46'. В частности, перпендикулярная плоскость SP', которая определяет осевое положение самой задней точки 45' угловой задней поверхности 28C' (Фиг. 2C), расположена позади от перегиба 46'.
[0042] Также следует понимать, что внешний задний угол ϴ (Фиг. 3C), измеренный между угловой и радиальной подкромками 32B, 32C, может быть предпочтительно ближе к 180°, чем сравнительно меньший внешний задний угол ϴ' (Фиг. 2C) инструмента 10' известного уровня техники.
[0043] Вышеприведенное описание включает в себя примерный вариант осуществления и детали и не исключает не служащих примером вариантов осуществления и деталей из объема охраны формулы изобретения настоящей заявки.

Изобретение относится к обработке материалов резанием и может быть использовано при обработке заготовок, изготовленных из труднообрабатываемых материалов. Концевая фреза с угловым радиусом включает в себя зуб, смежный продолжающейся по винтовой линии канавке. Зуб включает в себя осевую и радиальную задние поверхности, соединяемые угловой задней поверхностью, а также переднюю поверхность, имеющую передний гребень. Передний гребень непрерывно изогнут от линии биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности. Полученная геометрия фрезы обеспечивает улучшенную окончательную обработку заготовки и долговечность инструмента в трудных условиях обработки материалов, в частности при обработке сплава Инконель. 19 з.п. ф-лы, 5 ил.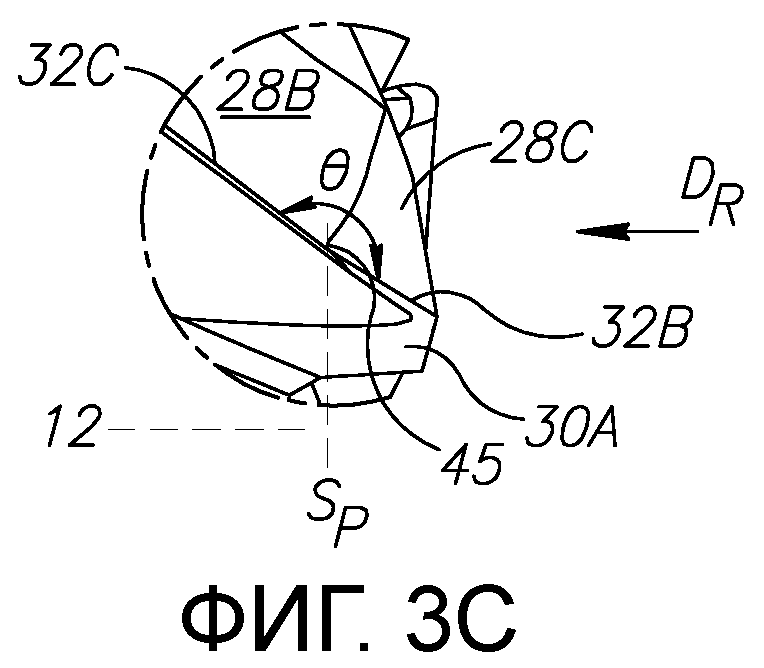
1. Концевая фреза (10) с угловым радиусом из твердого сплава, имеющая ось (12) вращения, определяющую направления (DF, DR) вперед и назад, и содержащая:
передний и задний концы (14, 16) и периферийную поверхность (18), продолжающуюся между ними;
режущую часть (20), продолжающуюся назад от переднего конца (14), и
хвостовую часть (22), расположенную позади от режущей части (20), при этом
режущая часть (20) имеет диаметр (DE) режущей части на переднем конце (14) и эффективную длину LE резания и содержит
выполненные за одно целое зубья (24), продолжающиеся от переднего конца (14) до периферийной поверхности (18),
винтовую канавку (26), расположенную между каждой парой смежных зубьев (24) и имеющую угол H наклона винтовой линии, выбранный из условия: 25°≤H≤60°, и
индексный угол S, образованный между каждой парой смежных зубьев (24), причем
каждый зуб (24) содержит:
заднюю поверхность (28),
переднюю поверхность (30),
режущую кромку (32), образованную на пересечении задней и передней поверхностей (28, 30), и
угол (34), имеющий профиль дуги окружности, образующий часть (36) окружности (IC), имеющей центральную точку (CC) окружности, радиус (RC) окружности, осевую и радиальную линии (LA, LR) касания и линию (LB) биссектрисы;
задняя поверхность (28) содержит:
осевую заднюю поверхность (28A) на переднем конце (14),
радиальную заднюю поверхность (28B) на периферийной поверхности (18) и
угловую заднюю поверхность (28C), соединяющую осевую и радиальную задние поверхности (28A, 28B);
передняя поверхность (30) содержит:
переднюю режущую подповерхность (30A), продолжающуюся смежно режущей кромке (32);
переднюю углубленную подповерхность (30B) и передний гребень (30C), образованный на пересечении передней режущей и передней углубленной подповерхностей (30A, 30B);
режущая кромка (32) содержит:
осевую подкромку (32A) на переднем конце (14), продолжающуюся до осевой линии (LA) касания,
угловую подкромку (32B), продолжающуюся от осевой линии (LA) касания до радиальной линии (LR) касания, и
радиальную подкромку (32C), продолжающуюся назад от радиальной линии (LR) касания, при этом
между передним гребнем (30C) и режущей кромкой (32)
ширина (WR) радиальной режущей подповерхности измерена вдоль радиальной линии (LR) касания,
ширина (WB) режущей подповерхности биссектрисы измерена вдоль линии (LB) биссектрисы и
ширина (WA) осевой режущей подповерхности измерена вдоль осевой линии (LA) касания, причем передний гребень (30C) одного или более зубьев (34) непрерывно изогнут от линии (LB) биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности (28C).
2. Концевая фреза (10) по п. 1, в которой на пересечении радиальной и угловой задней поверхностей (28B, 28C) радиальная и угловая подкромки (32B, 32C) образуют внешний задний угол ϴ, выбранный из условия: 170°≤ϴ≤180°.
3. Концевая фреза (10) по п. 2, в которой внешний задний угол ϴ удовлетворяет условию: 178°≤θ≤180°.
4. Концевая фреза по п. 1, в которой ширина WR радиальной режущей подповерхности и ширина WB режущей подповерхности биссектрисы выбраны из условия: 0,9WB≤WR≤1,1WB.
5. Концевая фреза (10) по п. 1, в которой каждая ширина W режущей подповерхности, измеренная между передним гребнем и режущей кромкой и получаемая между радиальной линией касания и линией биссектрисы, удовлетворяет условию: 0,9WB≤W≤1,1WB.
6. Концевая фреза (10) по п. 1, в которой ширина WR радиальной режущей подповерхности и ширина WA осевой режущей подповерхности выбраны из условия: 0,9WA≤WR≤1,1WA.
7. Концевая фреза (10) по п. 1, в которой каждая ширина W режущей подповерхности, измеренная между передним гребнем и режущей кромкой и получаемая между радиальной линией касания и осевой линией касания, удовлетворяет условию: 0,9WA≤W≤1,1WA.
8. Концевая фреза (10) по п. 1, в которой по меньшей мере одна ширина W режущей подповерхности, измеренная между передним гребнем и режущей кромкой и получаемая между осевой линией касания и линией биссектрисы, удовлетворяет условию: 0,008DE≤W≤0,02DE.
9. Концевая фреза (10) по п. 8, в которой каждая ширина W режущей подповерхности между осевой линией касания и линией биссектрисы выбрана из условия: 0,008DE≤W≤0,02DE.
10. Концевая фреза по п. 9, в которой каждая ширина W режущей подповерхности, измеряемая между осевой линией касания и радиальной линией касания, выбрана из условия: 0,008DE≤W≤0,02DE.
11. Концевая фреза (10) по п. 1, в которой каждая передняя режущая подповерхность (30A) имеет плоскую форму.
12. Концевая фреза (10) по п. 1, в которой радиус RC окружности выбран из условия: RC≤0,08DE.
13. Концевая фреза (10) по п. 1, в которой режущая часть (20) содержит семь зубьев (24) или девять зубьев (24).
14. Концевая фреза (10) по п. 1, в которой один или более зубьев (24) имеют передний угол β, измеренный вдоль радиальной линии (LR) касания и выбранный из условия: -12°≤β≤7°.
15. Концевая фреза (10) по п. 14, в которой каждый зуб (24) имеет радиальный передний угол β, измеренный вдоль радиальной линии (LR) касания и выбранный из условия: -5°≤β≤5°.
16. Концевая фреза (10) по п. 1, в которой один или более зубьев (24) имеют радиальный передний угол β, измеренный вдоль радиальной линии (LR) касания и выбранный из условия: β>0°.
17. Концевая фреза (10) по п. 16, в которой один или более зубьев (24) имеют радиальный передний угол β, измеренный вдоль радиальной линии (LR) касания и выбранный из условия: β<0°.
18. Концевая фреза (10) по п. 1, в которой на переднем конце (14) большинство индексных углов S имеют разные значения.
19. Концевая фреза (10) по п. 18, в которой каждый индексный угол S в середине эффективной длины (LM) имеет значение, более близкое к значению, равному общему количеству зубьев (24), деленному на 360, чем значение того же индексного угла S на переднем конце (14).
20. Концевая фреза (10) по любому из пп. 1-19, в которой каждый зуб (24) имеет передний гребень (30C), который непрерывно изгибается от линии (LB) биссектрисы до по меньшей мере осевого положения позади от угловой задней поверхности (28C).
| US 6846135 B2, 25.01.2005 | |||
| US 2014227050 А1, 14.08.2014 | |||
| Концевая фреза | 1975 |
|
SU631271A1 |
| SU 1757792 A2, 30.08.1992 | |||
| RU 94029349 A1, 27.08.1996 | |||
| КОНЦЕВАЯ ФРЕЗА | 2007 |
|
RU2424090C2 |

