Область техники, к которой относится изобретение
Предлагаемый способ проведения обтяжно-затяжных процессов обуви относится к производству обуви, в которой обеспечиваются заданные характеристики упругой и пластической деформаций.
Уровень техники
В практике проведения обтяжно-затяжных процессов [Фукин В.А., Калита А.Н. Технология изделий из кожи. - М.: 1988 г.] отсутствует объективный контроль за напряженно-деформируемым состоянием заготовки обуви, посаженной на колодку. Уровень напряженно-деформированного состояния заготовки определяется по вторичным факторам, как то степень облегания заготовкой колодки, появлением цветовых оттенков, характеризующих деформацию кожи на участках колодки большой кривизны и другим признакам, что во многом зависит от опыта оператора и его интуиции. Результатом отсутствия объективных показателей оценки напряженно-деформируемого состояния заготовки в процессе проведения обтяжно-затяжных операций часто являются разрывы кожи заготовки, появление складок в области союзки при носке обуви, плохая приформовываемость верха к стопе.
Изготовление обуви с неконтролируемыми показателями напряженно-деформируемого состояния заготовки в процессе проведения обтяжно-затяжных операций является общепринятым. Признать этот способ рациональным не представляется возможным, так как попадание деформационных параметров затянутой заготовки в оптимальный диапазон носит при принятом способе вероятностный характер, не опирающийся на объективные показатели.
Кожа верха является анизотропным материалом со значительной зависимостью деформационных свойств от местоположения выкраиваемой детали и направления приложения нагрузки. Коэффициент поперечного сокращения кожи колеблется в широких пределах от 0.4 до 1.58. Детали верха, вырезанные из одной кожи, существенно отличаются по деформационным показателям друг от друга, также как они будут отличаться от свойств образца, вырезанного из той же кожи, но из стандартного места отбора проб.
Контроль кожи по образцам, вырезанным из места отбора проб, даст лишь приблизительный показатель деформационных свойств заготовки, при этом данный показатель не будет учитывать вносимых изменений за счет швов, подкладочных, межподкладочных материалов и комплектующих элементов. Поэтому контролируемые показатели стандартных образцов на практике не учитываются при обтяжно-затяжных процессах.
Раскрытие изобретения
Известно (по данным Центрального института кожевенно-обувной промышленности), что в затянутой заготовке должны сохраняться следующие деформационные свойства: 5% упругой деформации, которые необходимы для ликвидации складок, возникающих при изгибе обуви при ходьбе; 5% остаточной деформации, которые необходимы для приформовываемости обуви к индивидуальным особенностям стопы носчика. Отклонение от указанных значений деформаций приводит в одних случаях к быстрому растаптыванию обуви и потере внешнего вида, в других - к длительному периоду приформовываемости обуви к стопе, что вызывает неудобство в носке, а зачастую и повреждение стопы.
В дальнейшем приведенные процентные показатели будем называть «заданным потенциалом деформаций».
Требования к предлагаемому способу проведения обтяжно-затяжного процесса обуви, осуществление которых позволит обеспечить в затянутой обуви заданный потенциал упругой и остаточной деформации, что улучшит внешний вид обуви (отсутствие складок), устранит появление разрывов заготовки при обтяжно-затяжных операциях и повысит приформовываемость верха обуви к индивидуальным особенностям стопы:
1. Определить напряженно-деформационные характеристики каждой заготовки обуви и по ним установить необходимые движения рабочих органов обтяжно-затяжного автомата.
2. Снабдить каждую заготовку обуви чипом (микросхемой), в котором записана информация по требуемым движениям рабочих органов обтяжно-затяжного автомата, обеспечивающим заданный потенциал в затянутой заготовке упругих и остаточных деформаций или какой-либо другой заявке потребителя обуви.
3. Дополнить обтяжно-затяжной автомат устройством, считывающим чип и передающим команды на рабочие органы для выполнения операции, обеспечивающей в затянутой заготовке заданный потенциал упругой и остаточной деформаций.
Технический результат
Предлагаемый способ проведения обтяжно-затяжных процессов обуви позволит повысить качество обуви за счет сохранения формоустойчивости, устранения возможности образования постоянных складок, в первую очередь в области союзки, когда в момент изгиба стопы неизбежно появляются складки, которые расправит сохраненный заданный потенциал упругой деформации в затянутой заготовке при завершении фазы изгиба и не позволит складкам перейти в постоянное состояние.
Предлагаемый способ улучшит комфортность носки обуви, так как верх обуви за счет сохраненного в коже заданного потенциала остаточной деформации имеет возможность достаточно быстро приформовываться к отклонениям стопы индивидуального носчика от формы стандартной колодки.
Предлагаемый способ позволяет избежать возникновение разрывов заготовки при обтяжно-затяжных операциях, так как на предварительном этапе устанавливаются напряженно-деформационные характеристики каждой заготовки и рассчитываются движения рабочих органов обтяжно-затяжного автомата, обеспечивающие сохранение целостности заготовки и заданного потенциала деформаций в заготовке. Конечной целью продолжительного обтяжно-затяжного процесса является согласно рекомендации Центрального научно-исследовательского института кожевенно-обувной промышленности обеспечение в затянутой заготовке верха потенциала упругой 5% и остаточной 5% деформаций.
Ввиду обострившейся конкуренции на обувном рынке, стремления потребителя носить высококачественную обувь, достаточно высокой стоимости кожаной обуви предлагается не отдельный образец кожи, а всю отшитую заготовку подвергнуть измерению ее напряженных и деформационных характеристик. Для этой цели предлагается сымитировать процесс обтяжно-затяжных операций с постоянным отслеживанием потенциала упругой и остаточной деформаций, сохраняющегося в союзочной части заготовки в процессе движения исполнительных механизмов измерительного устройства. При имитации обтяжно-затяжного процесса крепление заготовки в колодке не производится.
При достижении заданного потенциала упругой и остаточной деформаций зафиксировать соответствующие движения исполнительных механизмов измерительного устройства, которые будут продублированы движениями рабочих органов обтяжно-затяжного автомата.
Базой для имитационно-измерительного устройства может служить модернизированный аппаратно-программный комплекс РЕЛАКС, разработанный проф. Бурмистровым А.Г. в Московском государственном университете дизайна и технологии или аналогичные приборы иностранных фирм. На имитационном измерительном устройстве заданный потенциал упругих и остаточных деформаций, имеющейся в заготовке, возможно определить не только доведя остаточный потенциал деформаций до заданного значения, но и по промежуточному значению, а затем путем экстраполяции, используя программное обеспечение, установить заданные параметры деформаций и по ним рассчитать движение рабочих органов обтяжно-затяжного автомата, которые обеспечат заданный потенциал деформаций в затянутой заготовке.
Программа с записью движения рабочих органов для определенной заготовки переносится на чип (микросхему), который прикрепляется или наносится на заготовку. Ввиду того, что каждая заготовка обладает вариативностью деформационных свойств, к заготовке прикрепляется чип с информацией, отражающей именно ее деформационные свойства. Затем заготовка с чипом передается на обтяжно-затяжный участок.
Измерение напряженных и деформационных характеристик заготовки и трансформация их в движения рабочих органов обтяжно-затяжного автомата - достаточно емкий по времени процесс и требует достаточно сложных измерительных устройств. Поэтому целесообразно предусмотреть выделение их в отдельный подпроцесс, а не включать в операцию обтяжно-затяжного автомата, тем самым удлиняя его цикл и нарушая темп поточного производства.
Обтяжно-затяжной автомат должен быть оснащен считывающим устройством для распознавания информации с чипа, прикрепленного к заготовке, а также передаточным устройством для пересылки информации в блок управления автоматом.
Обтяжно-затяжной автомат в соответствие с программой, полученной с чипа, выполняя требуемые движения своих рабочих органов, осуществляет затяжку заготовки таким образом, чтобы в затянутой заготовке сохранялся заданный потенциал упругой и остаточной деформаций.
Далее следуют операции по выбранной стандартной технологии производства обуви.
В условиях мелкосерийного производства можно информацию по движению рабочих органов обтяжно-затяжного автомата передать непосредственно с информационно-измерительного устройства вместе с заготовкой, подвергнувшейся испытанию. Таким образом, можно избежать операций, связанных с записью информации на чип, прикрепление чипа, считывание информации с чипа и пересылка информации в блок управления обтяжно-затяжного автомата.
Заготовка, установленная в обтяжно-затяжной автомат согласно переданной информации, затягивается на колодке, при этом в ней обеспечивается заданный потенциал деформаций. Далее проводятся операции согласно выбранному технологическому процессу сборки.
Результатом должна быть обувь, сохраняющая форму, приформовывающаяся к стопе, а также ликвидируется возможность разрыва заготовки на обтяжно-затяжных операциях.
Предлагаемым способом можно провести обтяжно-затяжные процессы на всех видах обуви, методах крепления низа и др.
Таким образом, предлагается:
- Способ проведения обтяжно-затяжных процессов обуви, характеризуемый применением имитационного измерительного устройства, состоящего из исполнительных механизмов, аналогичных рабочим органам обтяжно-затяжного автомата, измерительной системы, способной определять тренд потенциала упругой и остаточной деформаций в заготовке обуви в процессе движения исполнительных механизмов, блока записи движения исполнительных механизмов с фиксацией их ходов при достижении заданных значений потенциала упругой и остаточной деформаций в заготовке, блока перенесения полученной информации на чип, а также применением обтяжно-затяжного автомата, снабженного блоком считывания информации по движению рабочих органов, блоком передачи информации с чипа на управляющий центр обтяжно-затяжного автомата для посылки команд движения рабочих органов обтяжно-затяжного автомата, обеспечивающих в затянутой заготовке заданный потенциал упругой и остаточной деформаций, при этом способ включает осуществление на имитационном измерительном устройстве подобного проведения обтяжно-затяжного процесса с одновременным измерением потенциала упругой и остаточной деформаций в заготовке, фиксации заданного потенциала упругой и остаточной деформаций и установление соответствующих движений исполнительных механизмов имитационного измерительного устройства, проведение электронной записи установленных движений на чип и прикрепление чипа к заготовке, установку заготовки с чипом на обтяжно-затяжной автомат, где производится считывание с чипа информации и пересылка последней в блок управления автомата, откуда выполняется пересылка команд на движение рабочих органов автомата, осуществляющих затяжку заготовки с обеспечением заданного потенциала деформаций в ней, далее производится проведение стандартных технологических процессов сборки обуви.
- Способ (для условий мелкосерийного производства), включающий непосредственную пересылку информации о движении рабочих органов с имитационного измерительного устройства в управляющий блок обтяжно-затяжного автомата передающий соответствующие команды на рабочие органы с одновременной установкой соответствующей заготовки на обтяжно-затяжной автомат.
Краткое описание чертежей
На чертеже изображена блок-схема способа проведения обтяжно-затяжного процесса, обеспечивающего заданный потенциал параметров упругой и остаточной деформаций в затянутой заготовке верха обуви.
Осуществление изобретения
Для реализации предлагаемого способа необходимо создать имитационное измерительное устройство, которое, по сути, объединяет рабочие органы обтяжно-затяжного автомата и аппаратно-программный комплекс РЕЛАКС. Все перечисленные составляющие существуют на практике и их синтез не вызывает принципиальных затруднений. Обтяжно-затяжной автомат должен быть дополнительно оснащен типовыми блоками - считывания и пересылки информации, что тоже является тривиальной задачей. Таким образом, создание комплекса - имитационное измерительное устройство и модернизированный обтяжно-затяжной автомат - вполне реальная задача для современного машиностроительного предприятия. Способ проведения обтяжно-затяжных процессов обуви представлен на чертеже в виде блок-схемы.
Заготовка верха обуви поступает на имитационное измерительное устройство, в котором исполнительные механизмы, аналогичные рабочим органам обтяжно-затяжного автомата, создают контролируемое напряженно-деформируемое состояние заготовки, имитируя процесс затяжки. Контроль над состоянием заготовки осуществляет блок анализатора деформаций, который устанавливает остаточный потенциал деформаций в заготовке в зависимости от движений исполнительных механизмов (операция 1 на чертеже).
Когда за счет движения исполнительных механизмов в заготовке останется заданный потенциал деформаций, блок контроля фиксирует это состояние и отмечает соответствующие движения исполнительных механизмов (операция 2).
Затем осуществляется электронная запись этих движений исполнительных механизмов имитационного измерительного устройства, которые будут идентичны для обеспечения заданного потенциала деформаций заготовки необходимым движениям рабочих органов обтяжно-затяжного автомата, на чип и производится прикрепление чипа к заготовке (операция 3).
Заготовка с прикрепленным чипом устанавливается на обтяжно-затяжной автомат, где блок считывания информации принимает ее и пересылает в блок управления автомата (операция 4). Блок управления автомата согласно принятой информации посылает команды на привод рабочих органов обтяжно-затяжного автомата, производится затяжка заготовки на колодку, при этом обеспечивается заданный потенциал деформаций в затянутой заготовке (операция 5). Затем выполняется цикл сборочных операций согласно выбранного технологического процесса, результатом которого должна быть обувь с верхом, способным ликвидировать складки, возникающие в области изгиба обуви, и приформовываться к индивидуальным особенностям стопы (операция 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ВЕРХА ОБУВИ ИЗ НАТУРАЛЬНОЙ КОЖИ ПОСЛЕ ОБТЯЖНО-ЗАТЯЖНЫХ ОПЕРАЦИЙ | 2006 |
|
RU2356482C2 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| Способ влажно-тепловой обработки обуви | 1975 |
|
SU528085A1 |
| СПОСОБ СОЗДАНИЯ ЦИФРОВОЙ МОДЕЛИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ В ОБЛАСТИ БОКОВЫХ СТОРОН | 2021 |
|
RU2765771C1 |
| Способ формования заготовки верха обуви из полимерных материалов | 1988 |
|
SU1699407A1 |
| УСТРОЙСТВО ДЛЯ РАЗРАБОТКИ ОБУВНОЙ КОЛОДКИ, ОБЕСПЕЧИВАЮЩЕЙ ПОВЫШЕННУЮ ВПОРНОСТЬ ОБУВИ | 2021 |
|
RU2771510C1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ДАВЛЕНИЯ НА ПОВЕРХНОСТИ СЛЕДА ЗАТЯНУТОЙ ОБУВИ | 1969 |
|
SU242478A1 |
| Машина для затяжки заготовки обуви на колодку | 1987 |
|
SU1412719A1 |
| Способ управления процессом формования и затяжки заготовки верха обуви | 1986 |
|
SU1544354A1 |
Изобретение относится к способу проведения обтяжно-затяжных процессов обуви, который включает осуществление на имитационном измерительном устройстве проведения обтяжно-затяжного процесса с одновременным измерением потенциала упругой и остаточной деформаций в заготовке, фиксации заданного потенциала упругой и остаточной деформаций и установление соответствующих движений исполнительных механизмов имитационного измерительного устройства, проведение электронной записи установленных движений на чип и прикрепление чипа к заготовке, установку заготовки с чипом на обтяжно-затяжной автомат, где производится считывание с чипа информации и пересылка последней в блок управления автомата, откуда выполняется пересылка команд на движение рабочих органов автомата, осуществляющих затяжку заготовки с обеспечением заданного потенциала деформаций в ней, далее производится проведение стандартных технологических процессов сборки обуви. 1 з.п. ф-лы, 1 ил.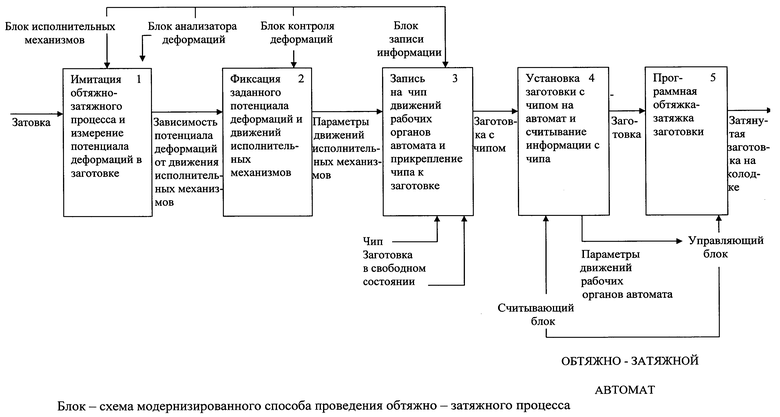
1. Способ проведения обтяжно-затяжных процессов обуви включает осуществление на имитационном измерительном устройстве проведения обтяжно-затяжного процесса с одновременным измерением потенциала упругой и остаточной деформаций в заготовке, фиксации заданного потенциала упругой и остаточной деформаций и установление соответствующих движений исполнительных механизмов имитационного измерительного устройства, проведение электронной записи установленных движений на чип и прикрепление чипа к заготовке, установку заготовки с чипом на обтяжно-затяжной автомат, где производится считывание с чипа информации и пересылка последней в блок управления автомата, откуда выполняется пересылка команд на движение рабочих органов автомата, осуществляющих затяжку заготовки с обеспечением заданного потенциала деформаций в ней, далее производится проведение стандартных технологических процессов сборки обуви.
2. Способ по п.1, отличающийся тем, что осуществляется непосредственная пересылка информации о движении рабочих органов с имитационного измерительного устройства в управляющий блок обтяжно-затяжного автомата, передающий команды на рабочие органы обтяжно-затяжного автомата, с одновременной установкой соответствующей заготовки на обтяжно-затяжной автомат.
| Машина для затяжки пяточной части текстильной обуви | 1984 |
|
SU1227162A1 |
| Устройство для обтяжки носочно-пучковой части заготовки верха обуви, расположенной на колодке, и затяжки затяжной кромки обтянутой обувной заготовки на стельку, закрепленную на следе колодки | 1980 |
|
SU1087050A3 |
| Машина для затяжки заготовки верха обуви | 1983 |
|
SU1369662A3 |
| Датчик контроля движения тран-СпОРТНОгО СРЕдСТВА | 1979 |
|
SU797938A1 |

