ТЕХНИЧЕСКАЯ ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Идея изобретения относится к области измельчающих устройств для измельчения различных материалов, таких как отходы.
УРОВЕНЬ ТЕХНИКИ
Измельчающие устройства предшествующего уровня техники, также называемые измельчителями, используются для измельчения (путем разрезания, измельчения и раскалывания) древесины, металлических частей, резиновых и пластмассовых материалов, мусора и других отходов, материала для переработки или материала для топлива. Такая операция может выполняться в связи со сжиганием отходов, с опасными отходами, древесными отходами, бытовыми или промышленными отходами, переработкой отходов в энергию, утилизацией, захоронением отходов и т.д.
Известное измельчающее устройство одного типа содержит один или несколько вращающихся режущих валов с поперечно проходящими режущими ножами. Один или несколько наборов поперечно расположенных неподвижных встречных ножей образуют неподвижный стол для выполнения разрезания (далее, стол), предназначенный для приема подлежащих измельчению материалов. Встречные ножи в каждом наборе взаимно разделены отверстиями, проходящими через стол. Вращающиеся ножи проходят частично вниз в указанные отверстия и взаимодействуют со встречными ножами для измельчения отходов. Измельченные отходы падают через указанные отверстия. Известные измельчающие устройства такого типа раскрыты в международных патентных публикациях WO 97/10057 и WO 2006/137033.
Несмотря на то, что такие известные измельчающие устройства являются преимущественными и эффективными во многих аспектах, все еще существует необходимость в дальнейших усовершенствованиях, особенно в отношении времени и затрат, необходимых для технического обслуживания и замены или смены изнашиваемых частей. Чрезвычайно важно максимально сократить время простоя таких машин, учитывая, что они могут работать почти постоянно, например, в течение 20 часов из 24 часов, и время простоя может повлиять на работу всего завода по переработке отходов. Идея настоящего изобретения направлена на удовлетворение таких потребностей.
В европейском патентном документе ЕР 2394742 раскрыто измельчающее устройство, содержащее опорную конструкцию, в которой установлена кассета с неподвижными режущими ножами. Недостаток этого известного устройства заключается по меньшей мере в недостаточной прочности и устойчивости, чтобы во время работы выдерживать очень большие силы, действующие на машину, особенно на ножи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом изобретения, предложено измельчающее устройство для измельчения отходов, таких как бытовые или промышленные отходы, объемные предметы или тому подобное, причем указанное устройство содержит:
несущую конструкцию,
режущий модуль, расположенный на несущей конструкции,
верхний модуль, образующий корпус для приема отходов, подлежащих измельчению, и с возможностью отсоединения соединенный с режущим модулем по первой поверхности сопряжения, и
приводной модуль, расположенный на несущей конструкции рядом с режущим модулем;
причем указанный режущий модуль содержит:
- неподвижный узел стола для выполнения разрезания, который имеет сторону зацепления, обращенную к приводному модулю, и один или несколько наборов неподвижных встречных ножей, которые образуют стол для выполнения разрезания, формируя дно указанного корпуса, причем встречные ножи в каждом наборе взаимно разделены отверстиями, проходящими через указанный стол, и
- один или несколько вращающихся режущих валов, которые проходят
в аксиальном направлении, причем каждый вал имеет набор вращающихся ножей, которые частично проходят вниз в указанные отверстия через указанный стол и которые во время работы устройства взаимодействуют со встречными ножами для измельчения отходов;
причем указанный приводной модуль содержит:
неподвижный корпус, который имеет сторону зацепления, обращенную к режущему модулю, и соединен с несущей конструкцией, и
- один или несколько приводных узлов, которые поддерживаются корпусом приводного модуля и расположены с возможностью приведения во вращение указанных режущих валов;
при этом сторона зацепления узла стола и сторона зацепления корпуса приводного модуля непосредственно и с возможностью отсоединения соединены по второй поверхности сопряжения, проходящей поперечно аксиальному направлению между режущим модулем и приводным модулем; и
причем режущие валы с возможностью отсоединения соединены с приводными узлами.
В соответствии со вторым аспектом изобретения, предложен способ замены изнашиваемых частей измельчающего устройства, предназначенного для измельчения отходов, таких как бытовые или промышленные отходы, объемные предметы или тому подобное, причем указанный способ выполняют на измельчающем устройстве, которое содержит:
- верхний модуль, образующий корпус для приема и размещения указанных отходов,
- режущий модуль, расположенный под верхним модулем и содержащий один или несколько вращающихся режущих валов с вращающимися ножами, и узел стола для выполнения разрезания с неподвижными встречными ножами, взаимодействующими с указанными вращающимися ножами, и
- приводной модуль, расположенный рядом с режущим модулем и содержащий корпус, который непосредственно и с возможностью отсоединения соединен с узлом стола по поверхности сопряжения между режущим модулем и приводным модулем и проходит поперечно режущему валу, и который поддерживает один или несколько приводных узлов для приведения в действие указанных режущих валов;
при этом указанный способ включает следующие этапы:
- отсоединения и снятия верхнего модуля для получения доступа к
режущему модулю;
- отсоединения режущего модуля от приводного модуля путем отсоединения узла стола от корпуса приводного модуля и отсоединения режущих валов от приводных узлов;
- снятия режущего модуля и
- замены по меньшей мере узла стола сменным узлом стола путем соединения с возможностью отсоединения сменного узла стола с корпусом режущего модуля по указанной поверхности сопряжения.
Предпочтительные варианты выполнения изобретения изложены в зависимых пунктах формулы изобретения.
Заявляемая концепция изобретения имеет как минимум следующие преимущества:
 В соответствии с концепцией изобретения, пользователю не нужно, как в случае известного устройства, заменять весь цельный основной корпус устройства, когда необходимо заменить изнашиваемые детали. В известном устройстве его основной корпус представляет собой большой и тяжелый цельный корпус, который выполнен с возможностью выдерживать большие силы, действующие на машину во время работы, и который для этой цели сварен вместе как цельный корпус. В соответствии с концепцией изобретения, при замене изнашиваемых частей устройства не нужно заменять не изношенные части, что является существенным преимуществом не только с точки зрения затрат, но и с точки зрения времени, необходимого для выполнения замены. Таким образом, время простоя также может быть существенно уменьшено.
В соответствии с концепцией изобретения, пользователю не нужно, как в случае известного устройства, заменять весь цельный основной корпус устройства, когда необходимо заменить изнашиваемые детали. В известном устройстве его основной корпус представляет собой большой и тяжелый цельный корпус, который выполнен с возможностью выдерживать большие силы, действующие на машину во время работы, и который для этой цели сварен вместе как цельный корпус. В соответствии с концепцией изобретения, при замене изнашиваемых частей устройства не нужно заменять не изношенные части, что является существенным преимуществом не только с точки зрения затрат, но и с точки зрения времени, необходимого для выполнения замены. Таким образом, время простоя также может быть существенно уменьшено.
 В соответствии с концепцией изобретения, во время технического обслуживания и замены пользователю не нужно, как в известном устройстве, отсоединять приводные узлы. В устройстве, выполненном в соответствии с изобретением, при замене режущего модуля не нужно отсоединять приводной модуль. Приводной модуль может оставаться соединенным с несущей конструкцией. В предшествующем уровне техники приводные узлы, включая тяжелые подшипники и тяжелые приводные двигатели, установлены в основном цельном корпусе и, следовательно, должны быть отсоединены от основного цельного корпуса, подлежащего замене, причем во время технического обслуживания их опускают на пол или тому подобное, а затем заново присоединяют и выравнивают в новом основном корпусе. В соответствии с концепцией изобретения, этой трудоемкой работы можно полностью избежать.
В соответствии с концепцией изобретения, во время технического обслуживания и замены пользователю не нужно, как в известном устройстве, отсоединять приводные узлы. В устройстве, выполненном в соответствии с изобретением, при замене режущего модуля не нужно отсоединять приводной модуль. Приводной модуль может оставаться соединенным с несущей конструкцией. В предшествующем уровне техники приводные узлы, включая тяжелые подшипники и тяжелые приводные двигатели, установлены в основном цельном корпусе и, следовательно, должны быть отсоединены от основного цельного корпуса, подлежащего замене, причем во время технического обслуживания их опускают на пол или тому подобное, а затем заново присоединяют и выравнивают в новом основном корпусе. В соответствии с концепцией изобретения, этой трудоемкой работы можно полностью избежать.
 Конкретное преимущество, предлагаемое концепцией изобретения в случаях, когда приводные узлы содержат гидравлические двигатели, состоит в том, что во время замены режущего модуля такие гидравлические двигатели могут оставаться подсоединенными через гидравлические шланги к внешнему источнику гидравлической энергии. В предшествующем уровне техники гидравлические двигатели должны были быть отсоединены от гидравлических шлангов и повторно подсоединены к ним во время операции замены, которая является как трудоемкой операцией, так и операцией, связанной с риском загрязнения гидравлической системы.
Конкретное преимущество, предлагаемое концепцией изобретения в случаях, когда приводные узлы содержат гидравлические двигатели, состоит в том, что во время замены режущего модуля такие гидравлические двигатели могут оставаться подсоединенными через гидравлические шланги к внешнему источнику гидравлической энергии. В предшествующем уровне техники гидравлические двигатели должны были быть отсоединены от гидравлических шлангов и повторно подсоединены к ним во время операции замены, которая является как трудоемкой операцией, так и операцией, связанной с риском загрязнения гидравлической системы.
 Поскольку во время операции замены необходимо транспортировать только режущий модуль, либо полностью, либо частично, можно избежать недостатка известного уровня техники, заключающегося в подъеме, транспортировке и перемещении большого цельного основного корпуса. Это может быть существенным преимуществом в некоторых измельчи тельных установках, где трудно перемещать такие большие цельные сменные корпуса в место расположения устройства и из него.
Поскольку во время операции замены необходимо транспортировать только режущий модуль, либо полностью, либо частично, можно избежать недостатка известного уровня техники, заключающегося в подъеме, транспортировке и перемещении большого цельного основного корпуса. Это может быть существенным преимуществом в некоторых измельчи тельных установках, где трудно перемещать такие большие цельные сменные корпуса в место расположения устройства и из него.
 Еще одно преимущество, предлагаемое концепцией изобретения, состоит в том, что при удалении верхнего модуля обслуживающий персонал получает улучшенный доступ к режущему модулю и приводному модулю. Это предполагает, например, легкий доступ к соединительным фланцам, соединяющим режущие валы с приводными узлами. Это также предполагает легкий доступ для технического обслуживания к режущему модулю со стороны устройства, без необходимости работать изнутри области разрезания, как это необходимо в случае известного уровня техники с цельным сварным основным корпусом, когда обслуживающий персонал должен спускаться в машину и выполнять операции технического обслуживания, стоя на столе.
Еще одно преимущество, предлагаемое концепцией изобретения, состоит в том, что при удалении верхнего модуля обслуживающий персонал получает улучшенный доступ к режущему модулю и приводному модулю. Это предполагает, например, легкий доступ к соединительным фланцам, соединяющим режущие валы с приводными узлами. Это также предполагает легкий доступ для технического обслуживания к режущему модулю со стороны устройства, без необходимости работать изнутри области разрезания, как это необходимо в случае известного уровня техники с цельным сварным основным корпусом, когда обслуживающий персонал должен спускаться в машину и выполнять операции технического обслуживания, стоя на столе.
 Другое преимущество, которое может быть предложено в соответствии с концепцией изобретения, относится к удалению режущих валов. Конструкция устройства, выполненного в соответствии с предшествующим уровнем техники, такова, что режущие валы обычно необходимо поднимать на некоторый угол, чтобы их можно было извлечь из устройства. Этого недостатка можно избежать в соответствии с концепцией изобретения, так как удаление верхнего модуля может дать полный доступ к режущим валам, которые можно поднимать вертикально из устройства, без необходимости сначала наклонять валы.
Другое преимущество, которое может быть предложено в соответствии с концепцией изобретения, относится к удалению режущих валов. Конструкция устройства, выполненного в соответствии с предшествующим уровнем техники, такова, что режущие валы обычно необходимо поднимать на некоторый угол, чтобы их можно было извлечь из устройства. Этого недостатка можно избежать в соответствии с концепцией изобретения, так как удаление верхнего модуля может дать полный доступ к режущим валам, которые можно поднимать вертикально из устройства, без необходимости сначала наклонять валы.
 Также можно отметить, что концепция изобретения предлагает преимущества, даже если изнашиваемые детали фактически не изношены. Идея изобретения позволяет пользователю легко заменить имеющийся режущий модуль другим режущим модулем, полностью или частично, например, для обработки отходов другого типа.
Также можно отметить, что концепция изобретения предлагает преимущества, даже если изнашиваемые детали фактически не изношены. Идея изобретения позволяет пользователю легко заменить имеющийся режущий модуль другим режущим модулем, полностью или частично, например, для обработки отходов другого типа.
 Еще одно преимущество концепции изобретения состоит в том, что режущий модуль и приводные модули с возможностью отсоединения соединены между собой, соответственно, на сторонах зацепления узла стола и корпуса приводного модуля. Эти стороны зацепления непосредственно и с возможностью отсоединения соединены друг с другом по второй поверхности сопряжения, проходящей между узлом стола и корпусом приводного модуля. Эта конструкция обеспечивает модульное соединение, которое является достаточно прочным, чтобы выдерживать большие силы, возникающие во время работы устройства.
Еще одно преимущество концепции изобретения состоит в том, что режущий модуль и приводные модули с возможностью отсоединения соединены между собой, соответственно, на сторонах зацепления узла стола и корпуса приводного модуля. Эти стороны зацепления непосредственно и с возможностью отсоединения соединены друг с другом по второй поверхности сопряжения, проходящей между узлом стола и корпусом приводного модуля. Эта конструкция обеспечивает модульное соединение, которое является достаточно прочным, чтобы выдерживать большие силы, возникающие во время работы устройства.
В настоящем описании термин «отходы» может включать по меньшей мере типы материала, упомянутые во вступительном абзаце, например, отходы, материал для переработки и материал для топлива.
В настоящем описании термин «аксиальное направление» относится к продольному направлению вращающихся валов. В аксиальном направлении термины «проксимальный» и «дметальный» относятся к положениям относительно режущего модуля. Термин «поперечное направление» относится к по существу горизонтальному направлению, перпендикулярному аксиальному направлению. Термин «вертикальное направление» относится по существу или в основном к вертикальному направлению, включая также направления, несколько отклоняющиеся от точно вертикального направления.
В настоящем описании термин «замена» по отношению к режущему модулю, полностью или частично, должен толковаться как включающий ситуации, в которых режущий модуль изношен и должен быть заменен новым сменным режущим модулем, а также ситуации, в которых режущий модуль фактически не изношен, но должен быть заменен, полностью или частично, другим режущим модулем, например, для измельчения отходов другого типа. Таким образом, термин «замена» в особенности охватывает эту вторую ситуацию, когда другой режущий модуль заменяет режущий модуль, который используется в настоящее время.
ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
В некоторых вариантах выполнения режущие валы с возможностью отсоединения соединены с приводными узлами, по существу вдоль второй поверхности сопряжения. Таким образом, как непосредственное соединение, так и соединение с возможностью отсоединения между узлом стола и корпусом приводного модуля, с одной стороны, так и соединение с возможностью отсоединения между режущими валами и приводными модулями, с другой стороны, осуществляется по существу по одной поверхности сопряжения. Эта поверхность сопряжения может проходить по существу по вертикальной плоскости сопряжения. Таким образом, снятие и замена режущего модуля может выполняться по одной и той же вертикальной плоскости сопряжения.
В некоторых вариантах выполнения узел стола режущего модуля также соединен с несущей конструкцией с возможностью отсоединения. Приводной модуль может быть также соединен с несущей конструкцией с возможностью отсоединения. Таким образом, модульная конструкция приводных модулей позволяет модифицировать каждое устройство путем выбора подходящего приводного модуля и подходящего режущего модуля для каждого конкретного использования. Такая несущая конструкция может содержать практически горизонтальную опорную область для режущего модуля и приводного модуля. Во время замены новый режущий модуль может быть снят и поставлен на опорную область и после этого сдвинут горизонтально в контакт с приводным модулем. В качестве альтернативы, модули могут быть выполнены таким образом, что режущий модуль можно опускать вертикально непосредственно в его окончательное положение во взаимодействие с приводным модулем.
В некоторых вариантах выполнения узел стола может содержать, в дополнение к встречным ножам, по существу прямоугольную раму, в которой встречные ножи расположены неподвижно. Такая рама может быть образована двумя проходящими в аксиальном направлении боковыми стенками, проходящей в поперечном направлении дистальной торцевой стенкой и проходящей в поперечном направлении проксимальной торцевой стенкой, причем проксимальная торцевая стенка рамы образует сторону зацепления узла стола.
В некоторых вариантах выполнения сторона зацепления узла стола и сторона зацепления корпуса приводного модуля непосредственно и с возможностью отсоединения соединены по второй поверхности сопряжения посредством различных соединителей, которые сконструированы и расположены для передачи сил, действующих в соответствующих разных направлениях. Такие различные соединители могут быть выполнены и расположены во время работы устройства для передачи аксиальных, вертикальных и поперечных сил, действующих на поверхность сопряжения между режущим модулем и приводным модулем. Различные соединители могут содержать по меньшей мере первый соединитель, который сконструирован и выполнен с возможностью передачи в основном указанных аксиальных сил, по меньшей мере второй соединитель, который сконструирован и выполнен с возможностью передачи в основном указанных вертикальных сил, и по меньшей мере третий соединитель, который сконструирован и выполнен с возможностью передачи в основном указанных поперечных сил.
В некоторых вариантах выполнения верхний модуль может также проходить по меньшей мере над частью приводного модуля. В таких вариантах выполнения верхний модуль и корпус приводного модуля также могут быть соединены с возможностью отсоединения, как вариант, в плоскости, по существу совпадающей с поверхностью сопряжения между верхним модулем и приводным модулем. Соединенные между собой режущий модуль и приводной модуль могут вместе образовывать прямоугольную верхнюю область, горизонтальные размеры которой соответствуют горизонтальным размерам прямоугольной нижней области верхнего модуля.
В некоторых вариантах выполнения каждый режущий вал может быть с возможностью отсоединения соединен с соответствующим приводным узлом посредством соединительных фланцев, которые расположены в аксиальном направлении или рядом с отверстием фланца, образованным совместно узлом стола и верхним модулем. Это отверстие фланца может быть образовано нижним полукруглым отверстием, выполненным в проксимальной торцевой стенке узла стола, и вертикально совмещенным с ним верхним полукруглым отверстием, выполненным в проксимальной торцевой стенке верхнего модуля. В собранном состоянии устройства соединительные фланцы, расположенные в указанном отверстии фланца, могут обеспечивать эффективное уплотнение, предотвращающее попадание отходов в приводной модуль из области разрезания. Во время технического обслуживания, когда верхний модуль удален и, таким образом, удалена верхняя часть отверстия фланца, режущие валы могут свободно подниматься отдельно от узла стола, если это необходимо. Также эта конструкция облегчает операцию отсоединения соединительных фланцев друг от друга.
В некоторых вариантах выполнения загрузочное устройство может поддерживаться верхним модулем и с возможностью отсоединения соединяться с верхним модулем.
В некоторых вариантах выполнения, особенно для крупногабаритных версий устройства, вышеупомянутый приводной модуль составляет первый приводной модуль в паре первого и второго приводных модулей, которые расположены рядом с режущим модулем на его противоположных сторонах, так что каждый режущий вал может приводиться в движение двумя приводными узлами, по одному на каждом конце вала. В таком варианте выполнения верхний модуль может проходить по меньшей мере над частью каждого приводного модуля. В таком варианте выполнения модуля с двумя приводами узел стола может иметь вторую сторону зацепления, обращенную ко второму приводному модулю. Второй приводной модуль может содержать:
- корпус, имеющий сторону зацепления, обращенную к режущему модулю и соединенную с несущей конструкцией, и
- один или несколько приводных узлов, поддерживаемых корпусом второго приводного модуля и выполненных, вместе с приводными узлами первого приводного модуля, с возможностью вращения режущих валов.
Вторая сторона зацепления узла стола и сторона зацепления корпуса второго приводного модуля могут затем быть непосредственно и с возможностью отсоединения соединены между собой по третьей поверхности сопряжения, проходящей между режущим модулем и вторым приводным модулем поперечно аксиальному направлению. Режущие валы могут быть с возможностью отсоединения соединены с приводными узлами второго приводного модуля.
Поскольку узел стола в этом варианте выполнения непосредетвенно и с возможностью отсоединения соединен с двумя противоположными приводными модулями, узел стола может, в некоторых вариантах выполнения, поддерживаться на несущей конструкцией, не будучи непосредственно с ней соединенным.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже, со ссылкой на чертежи, описаны концепция изобретения, неограничивающий вариант выполнения и дополнительные преимущества изобретения.
Фиг. 1 изображает вариант выполнения измельчающего устройства в соответствии с концепцией изобретения.
Фиг. 2а изображает вид в аксонометрии, а Фиг. 2b изображает вид сверху этого устройства.
Фиг. 3 изображает отдельные модули устройства, показанного на Фиг. 1, но при этом режущие валы удалены.
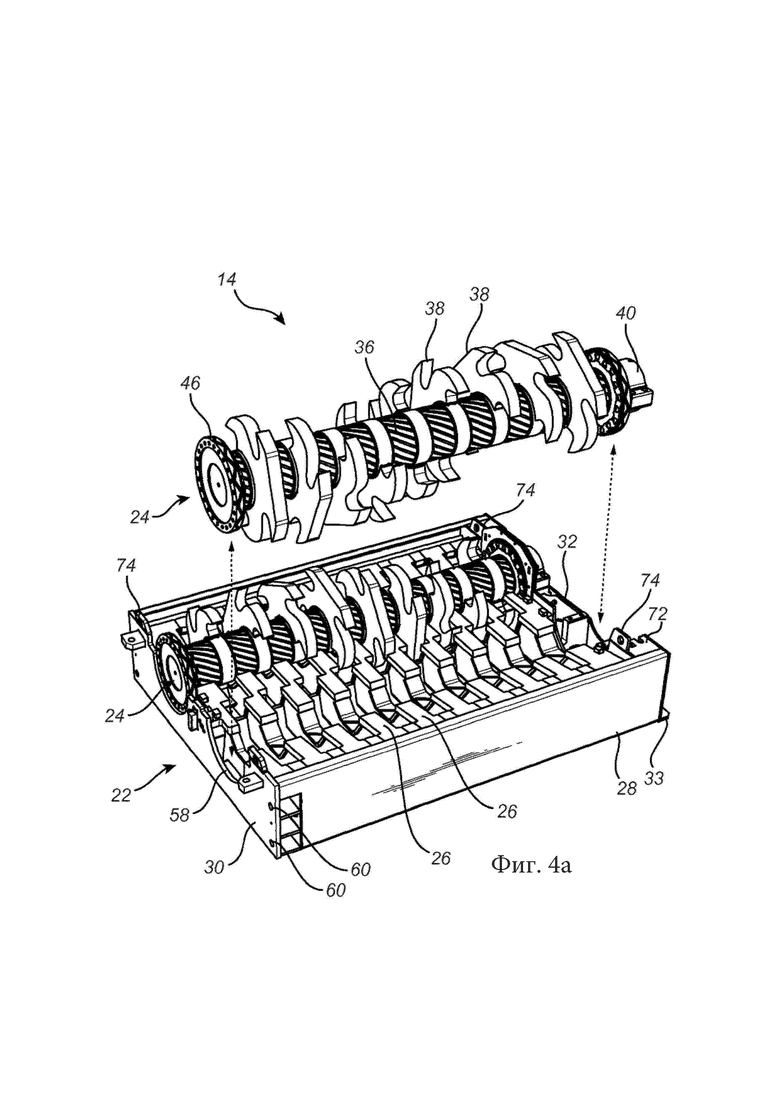
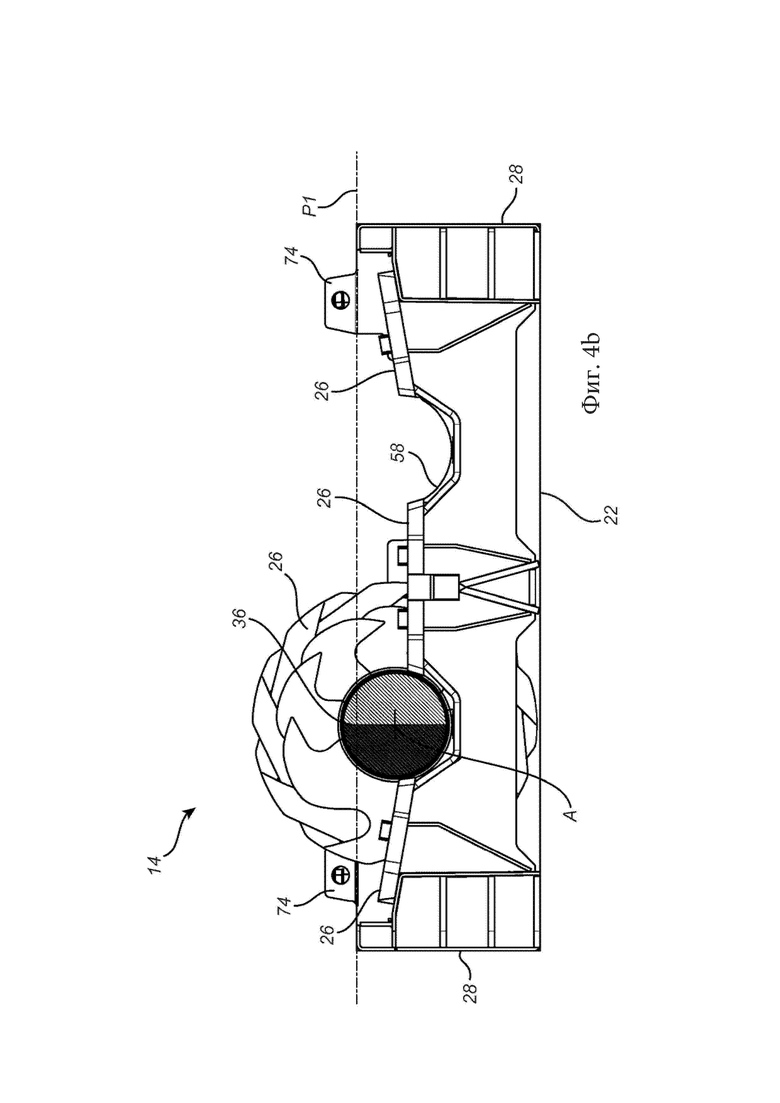
Фиг. 4а и 4b изображают режущий модуль.
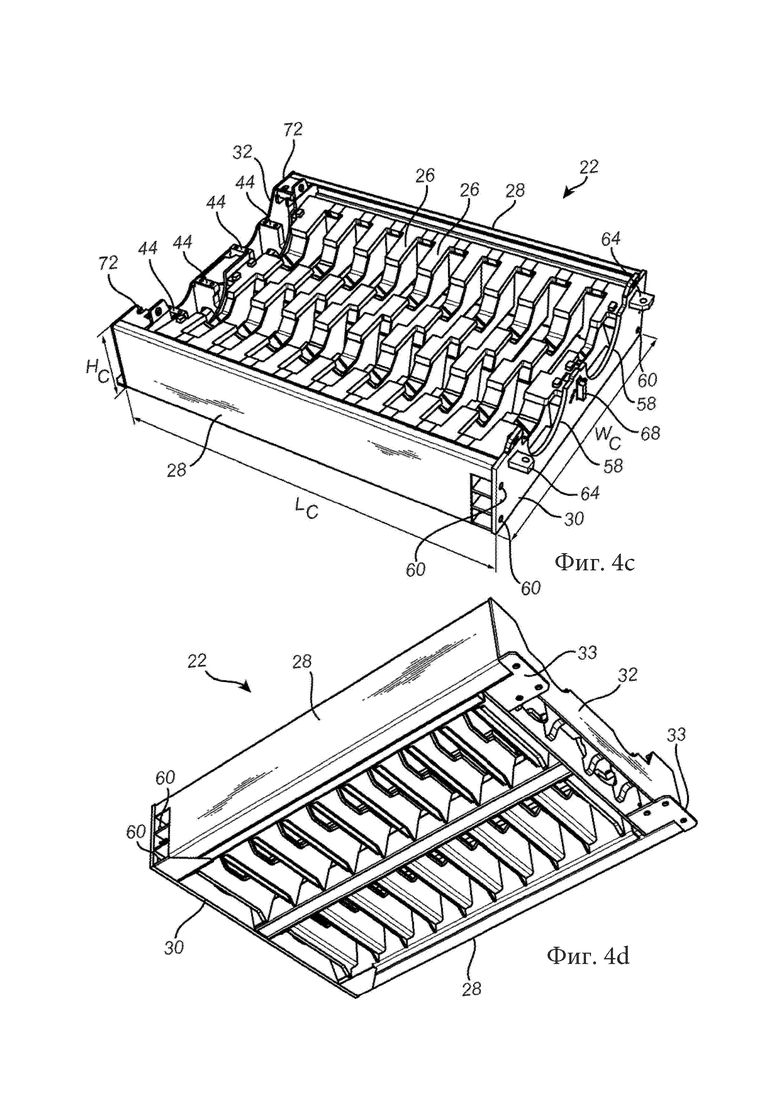
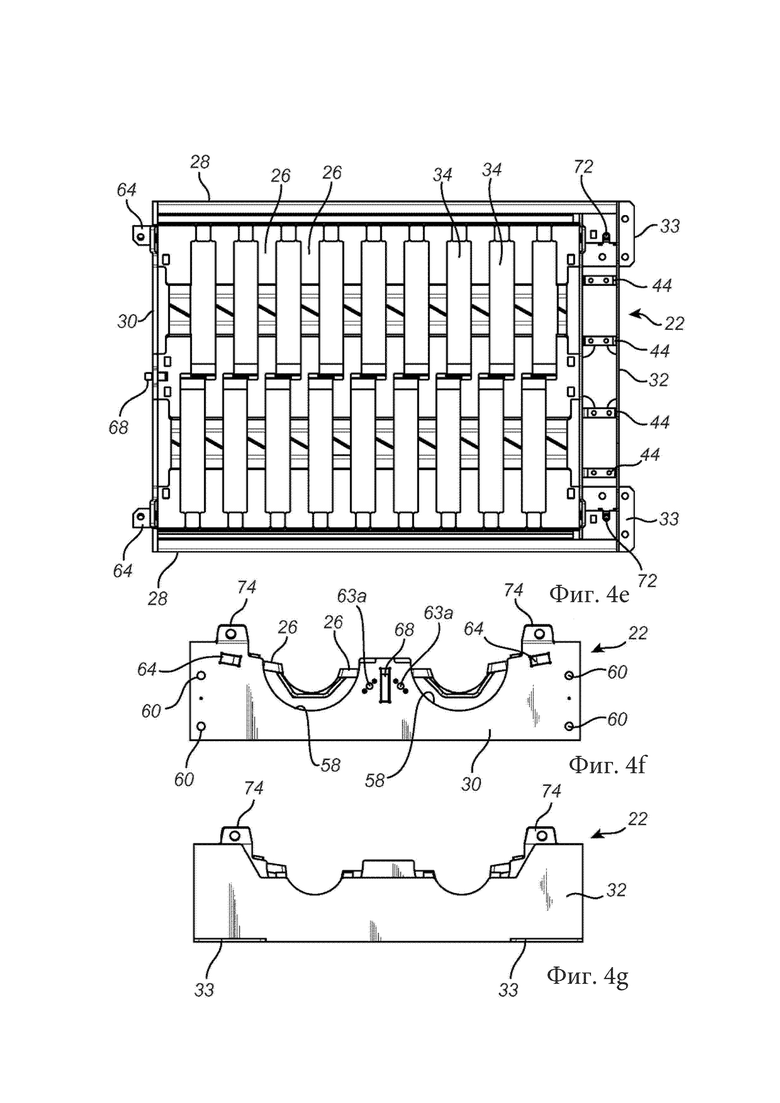
Фиг. 4с-4h изображают узел стола для выполнения разрезания.
Фи г. 5 а изображает приводной модуль.
Фиг. 5b и 5с изображают корпус приводного модуля.
Фиг. 6 изображает осевой разрез приводного устройства.
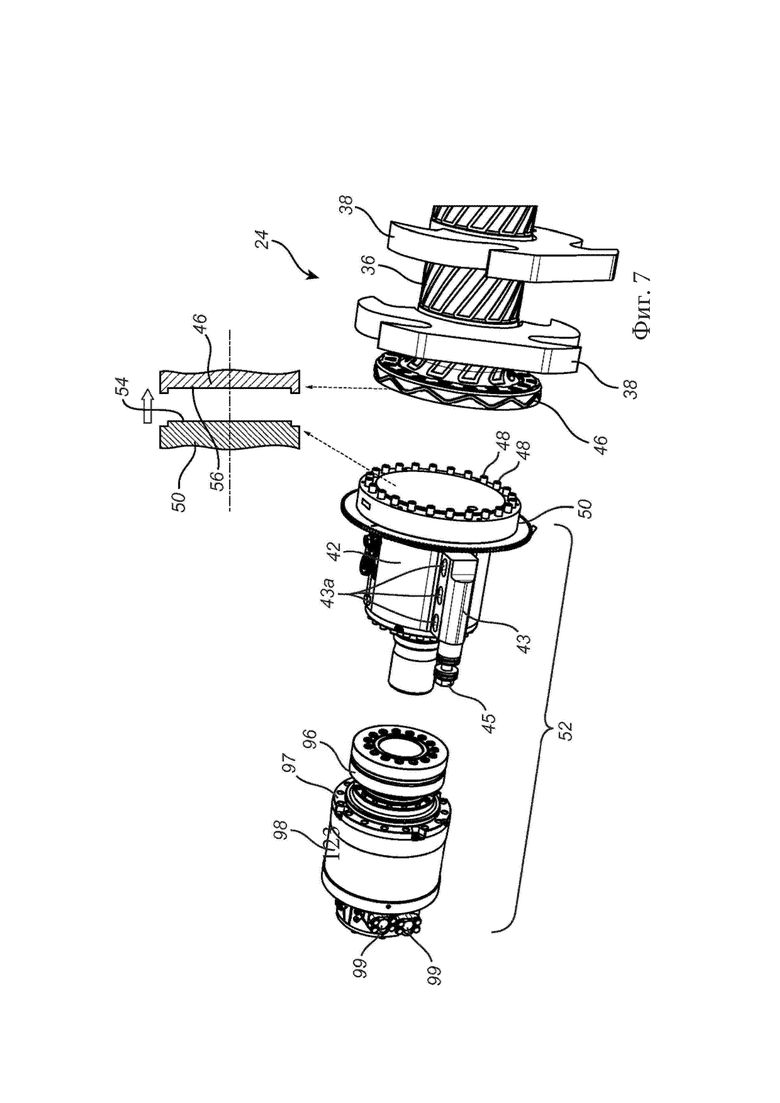
Фиг. 7 изображает приводное устройство в разобранном виде.
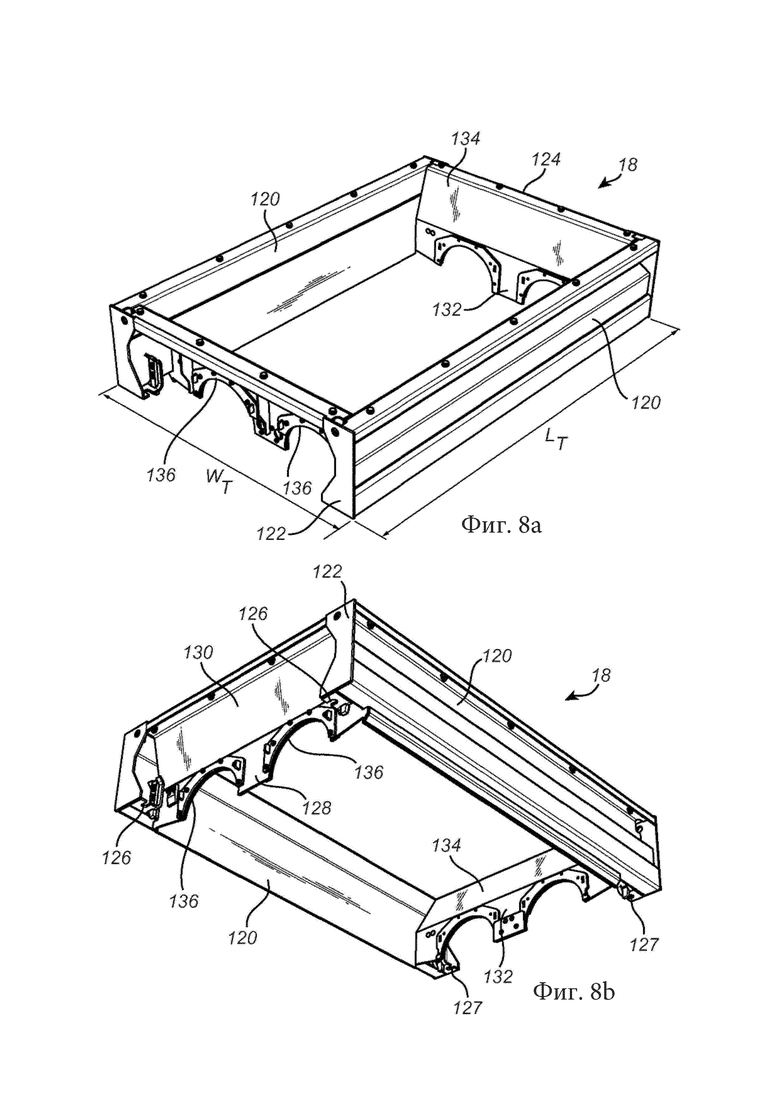
Фиг. 8а и 8b изображают верхний модуль.
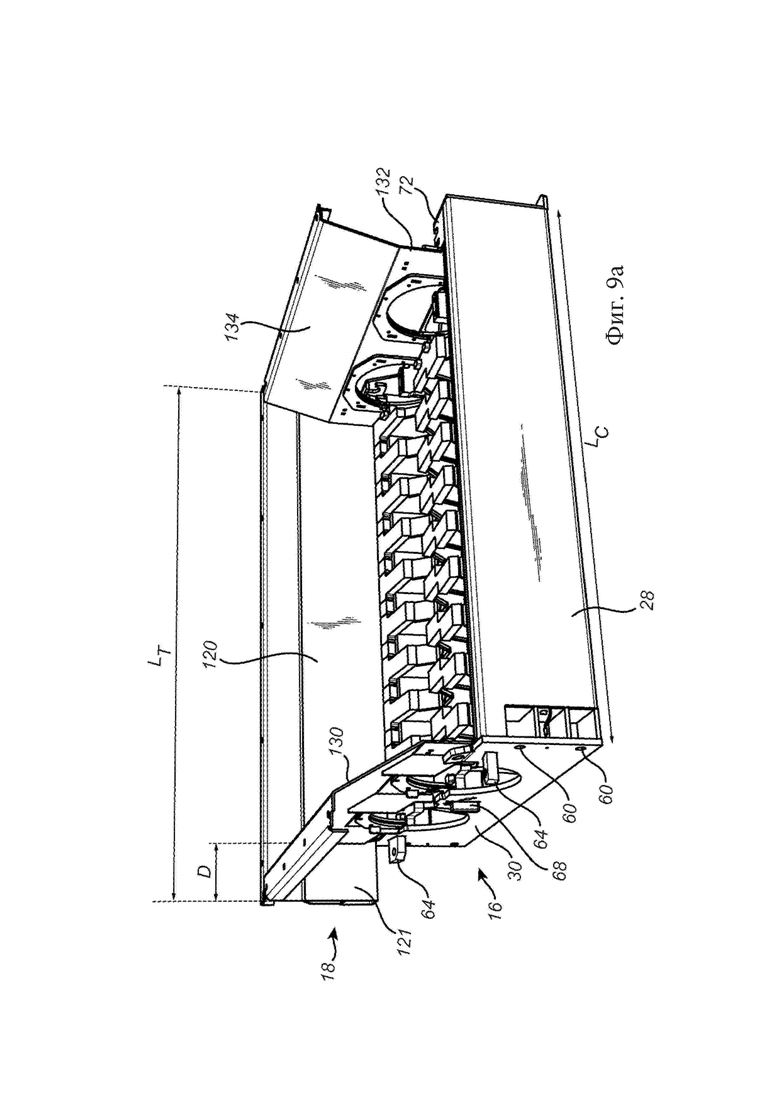
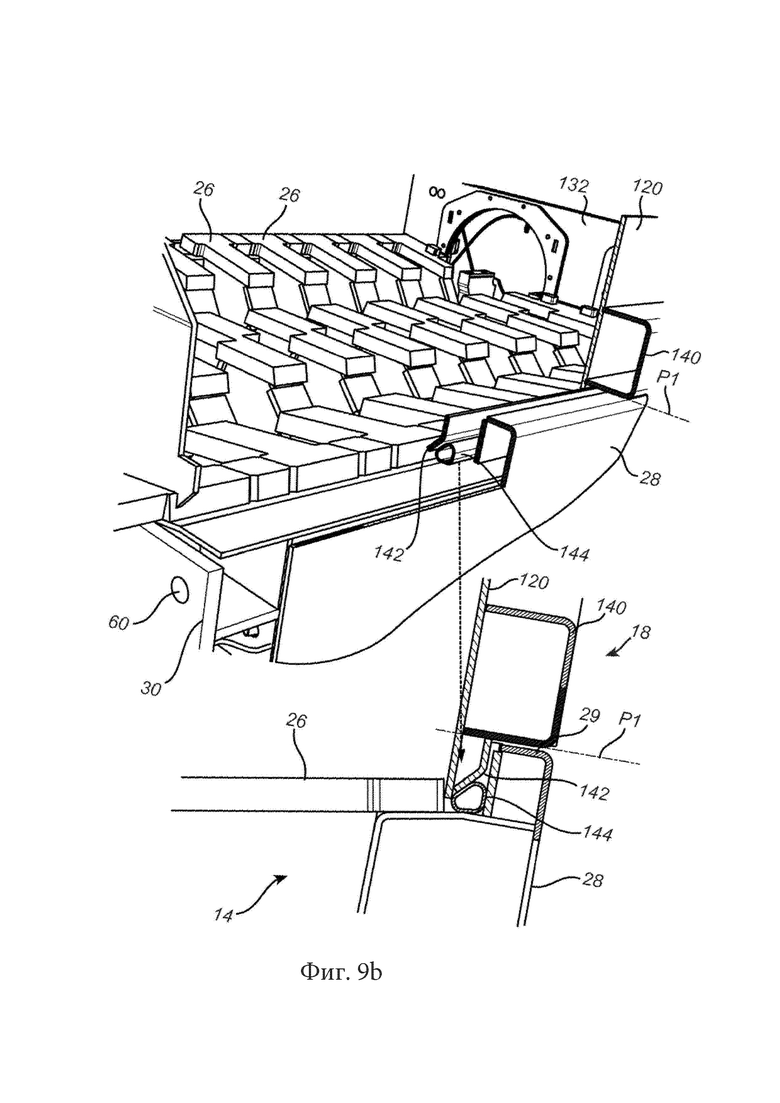
Фиг. 9а и 9b изображают верхний модуль, установленный на узле стола.
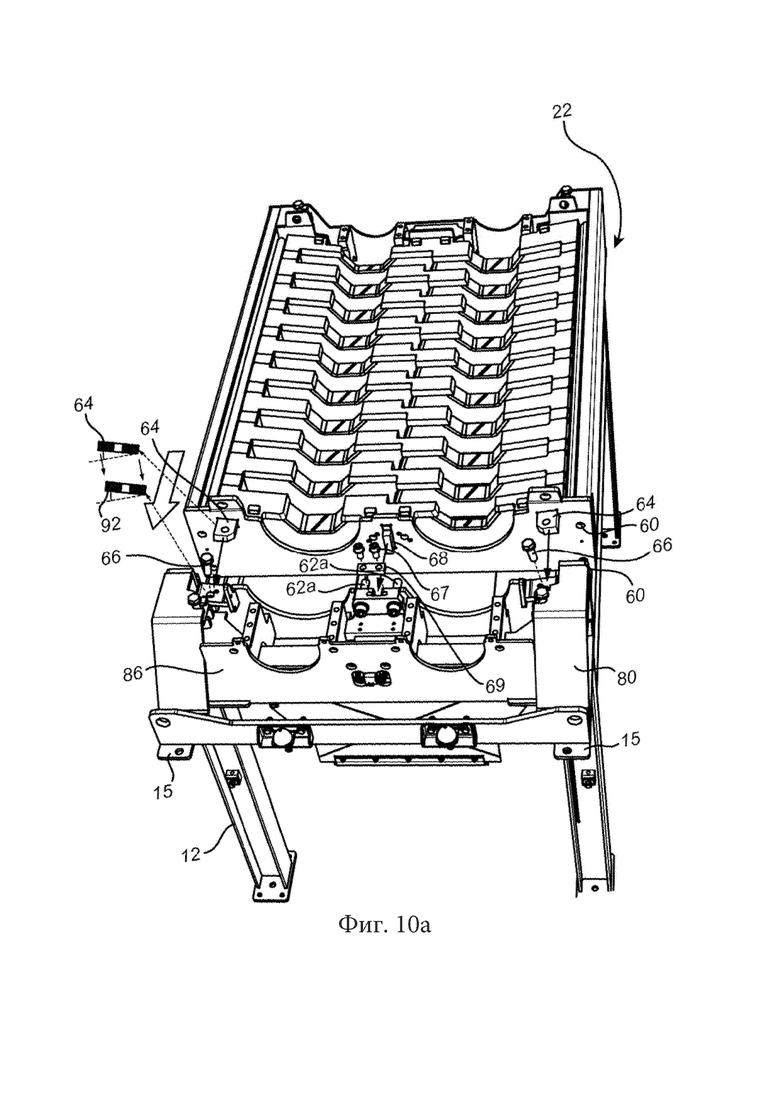
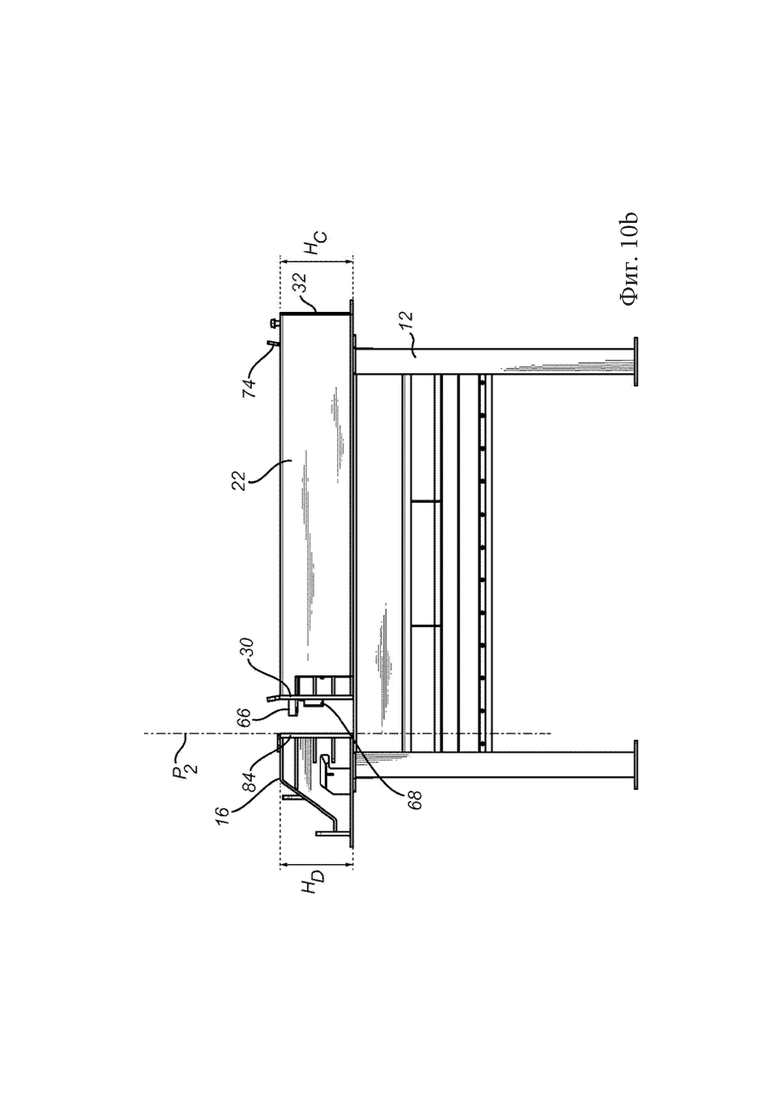
Фиг. 10а и 10b изображают соединение между верхним модулем и узлом стола с возможностью отсоединения.
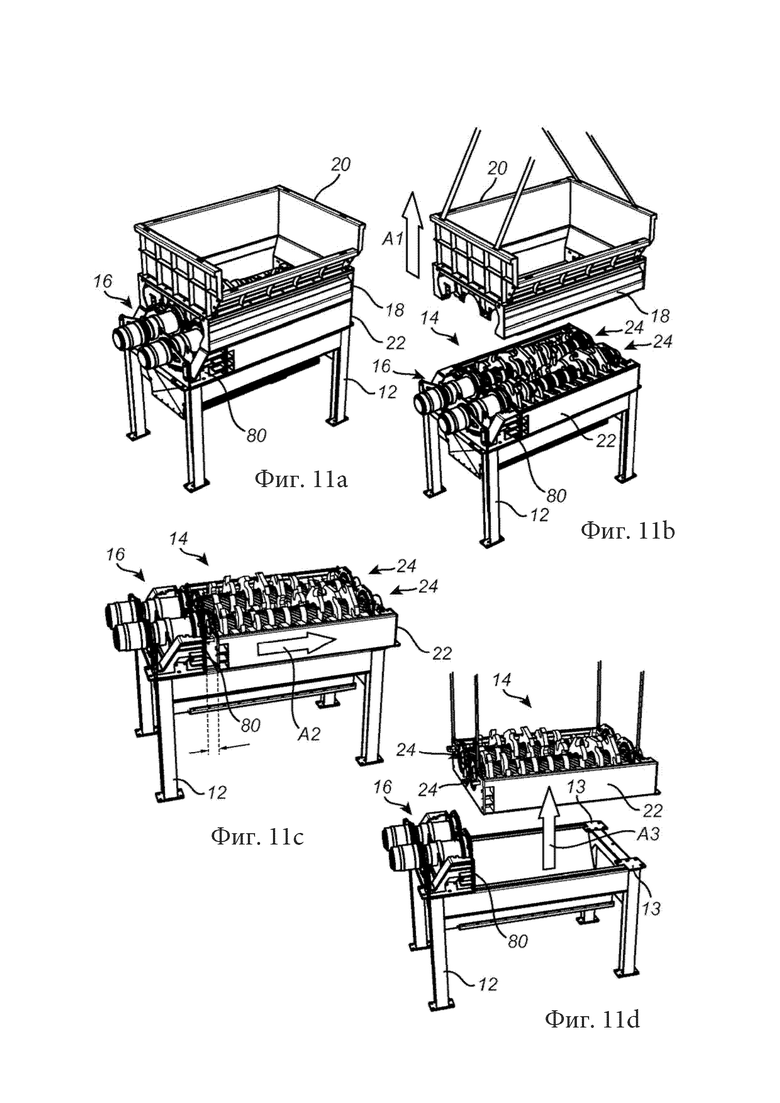
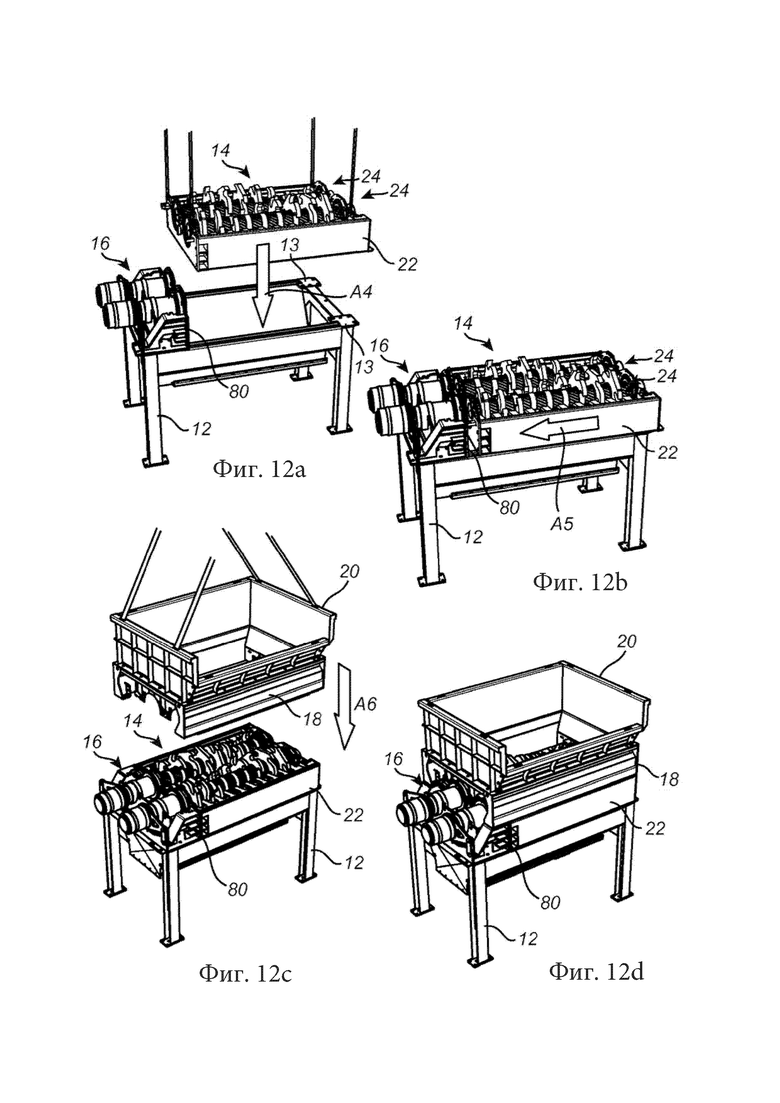
Фиг. 11а-11d и Фиг. 12а-12d иллюстрируют этапы способа замены режущего модуля.
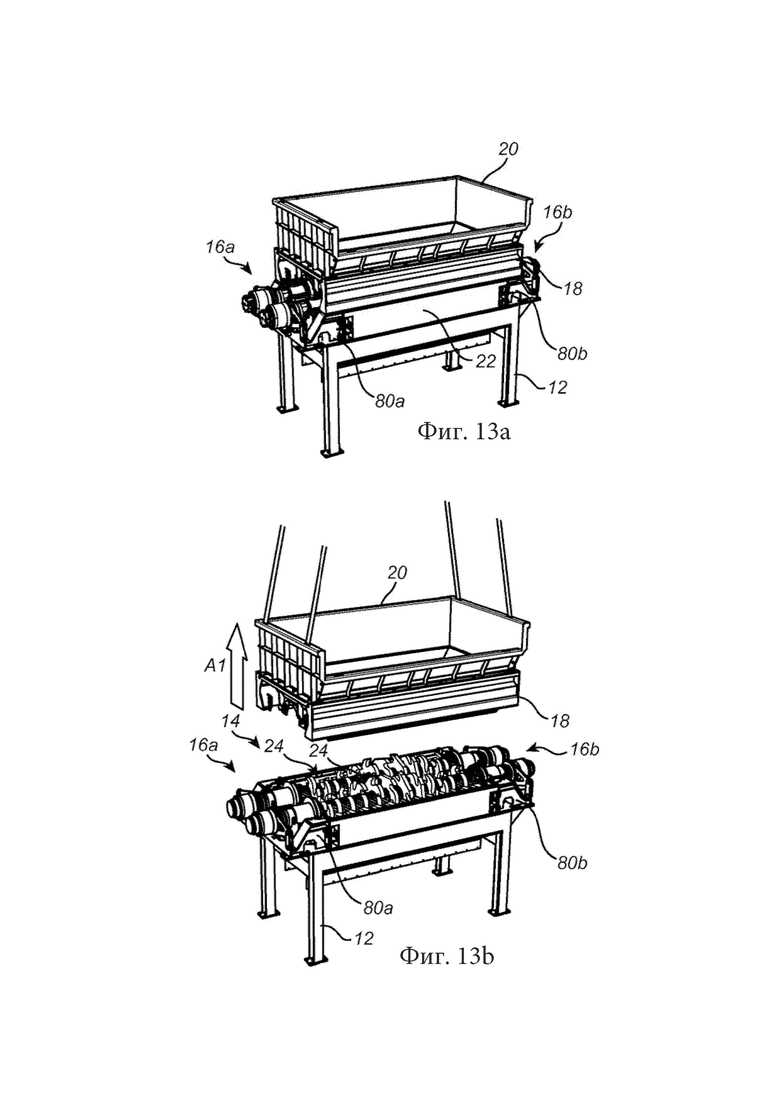
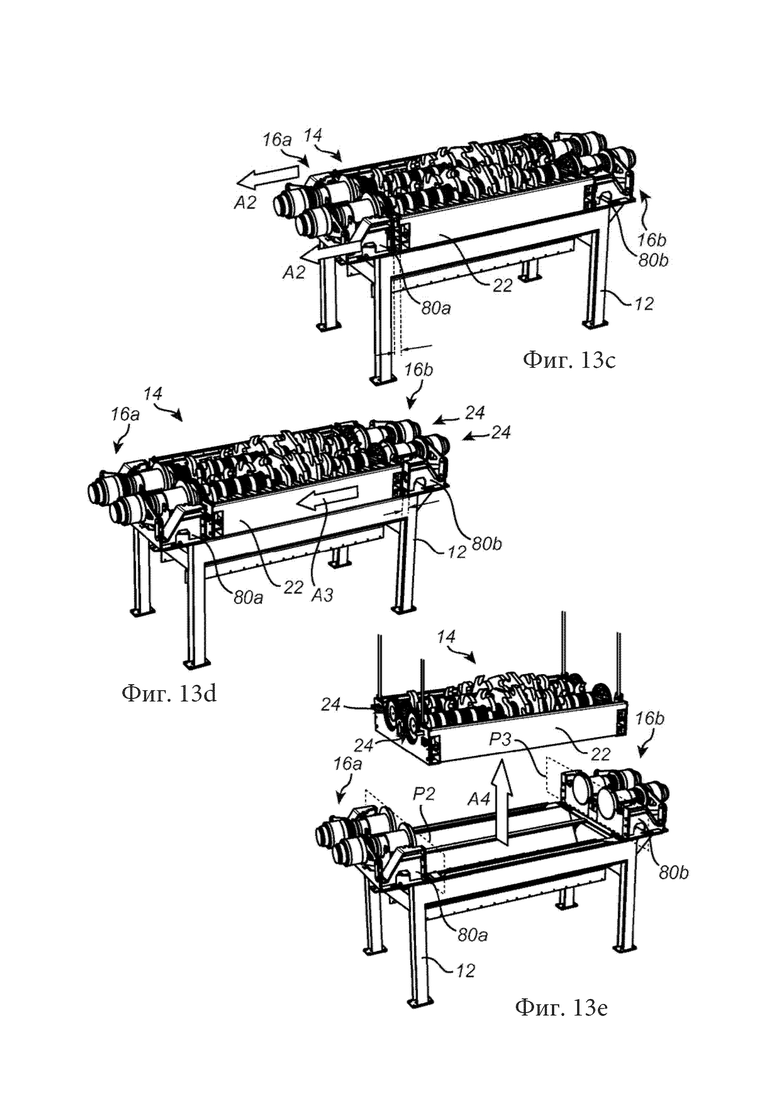
Фиг. 13а-13е и Фиг. 14а-14е иллюстрируют альтернативный вариант выполнения с двумя приводными модулями и этапы способа замены режущего модуля в таком альтернативном варианте выполнения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ВЫПОЛНЕНИЯ
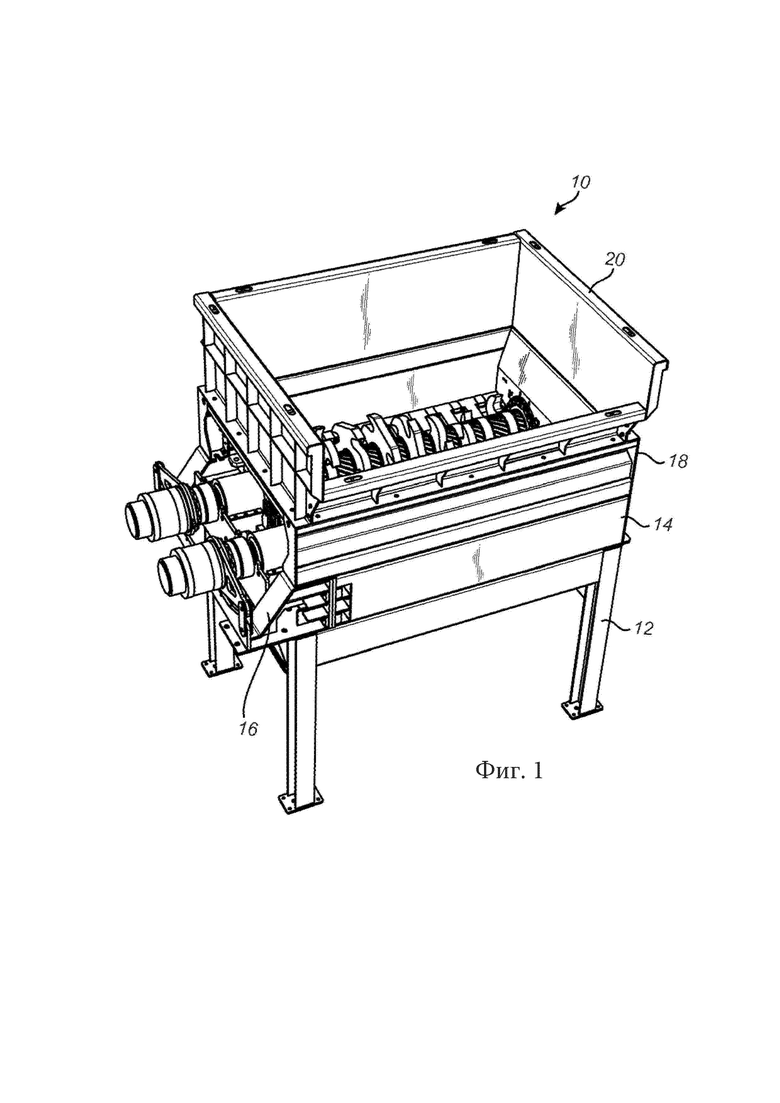
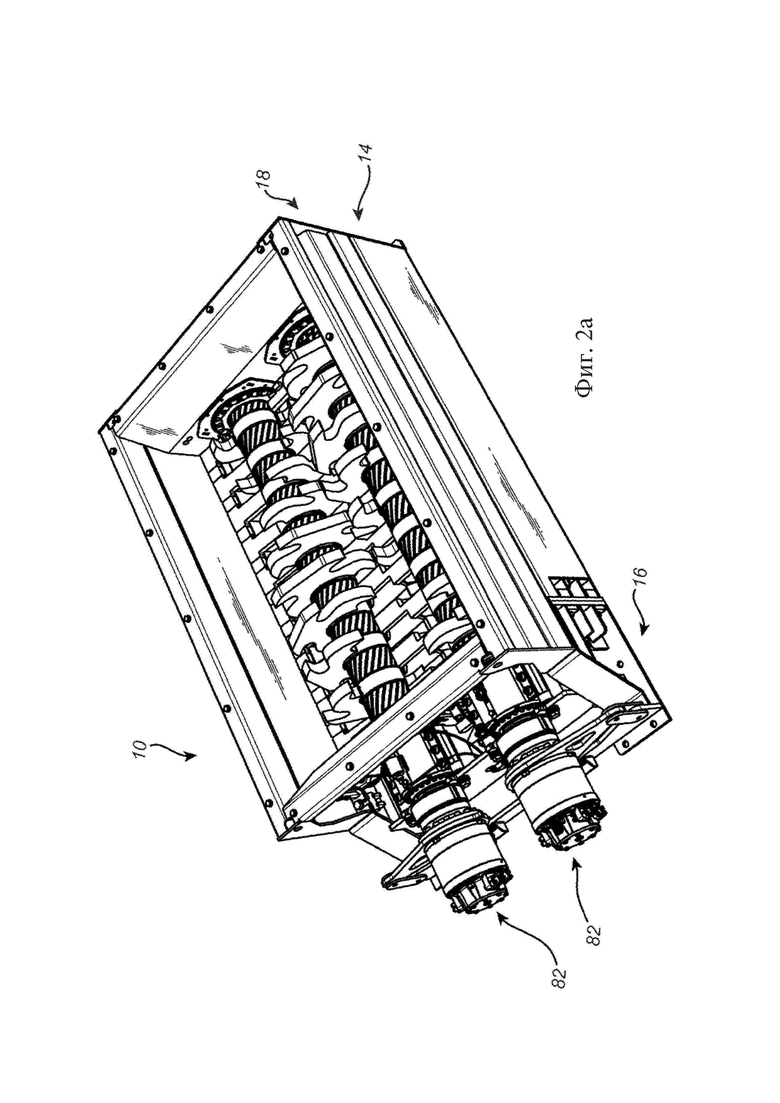
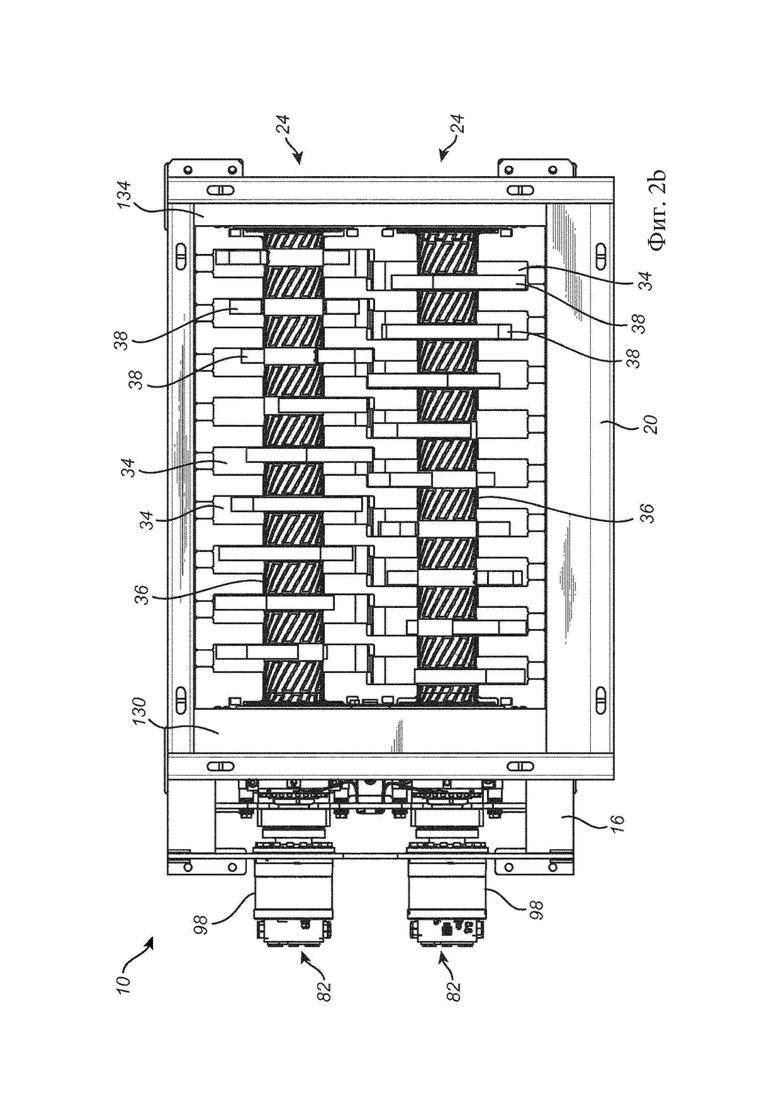
На Фиг. 1, 2а и 2b показан вариант выполнения модульного измельчающего устройства 10, выполненного в соответствии с концепцией изобретения, в собранном состоянии. Устройство 10 предназначено для измельчения отходом (не показаны), таких как бытовые или промышленные отходы, объемные предметы или тому подобное, посредством операции разрезания / измельчения. Производственная мощность измельчения может существенно различаться, и, например, она может составлять от 5 до 200 тонн отходов в час.
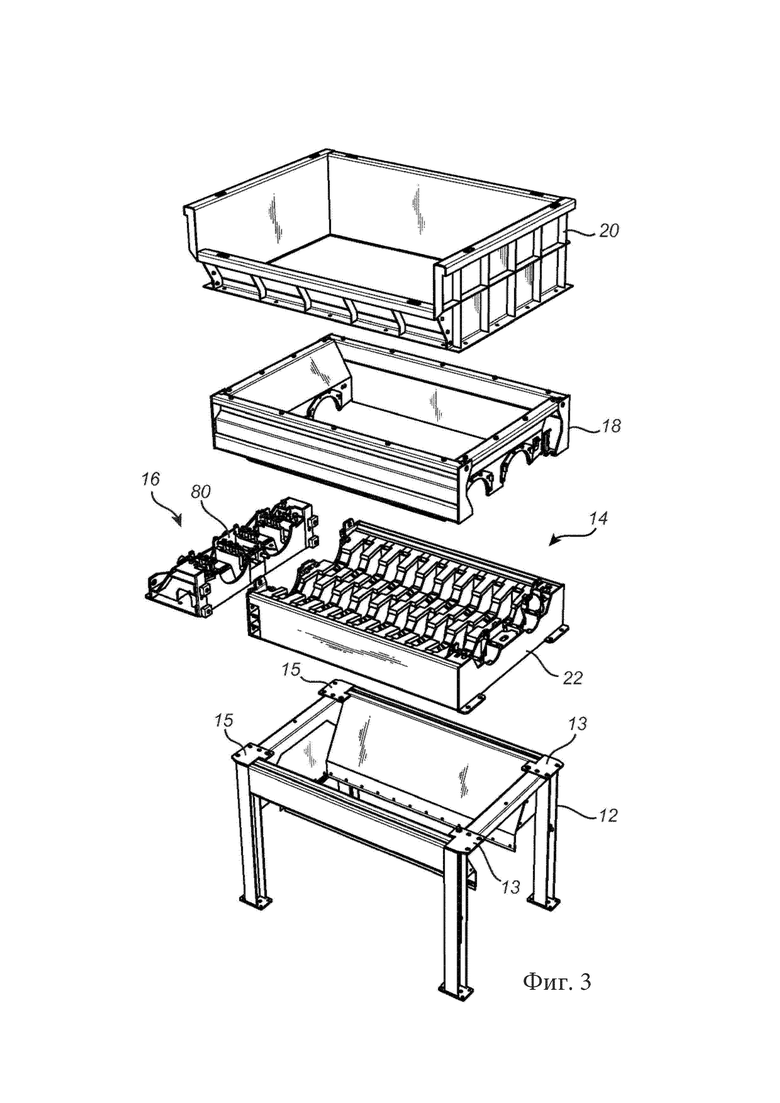
Проиллюстрированное устройство 10 предназначено для использования в стационарных условиях и установлено на неподвижных опорах 12. Другие варианты выполнения могут быть мобильными, и в них опоры 12 могут быть заменены какой-либо другой несущей конструкцией. Устройство 10 содержит режущий модуль 14, который расположен на опорах 12 и поддерживается ими, приводной модуль 16, который расположен на опорах 12 рядом с режущим модулем 14 и поддерживается ими, и верхний модуль 18, который расположен сверху режущего модуля 14. Верхний модуль 18 может, как вариант, проходить горизонтально над приводным модулем 16, как в показанном варианте выполнения. Режущий модуль 14 с возможностью отсоединения соединен с опорами 12 (номера позиций 13 и 33 на Фиг. 3 и 4d). Приводной модуль 16 предпочтительно также с возможностью отсоединения соединен с опорами 12 (номера позиций 15 и 89 на Фиг. 3 и 5а). Верхний модуль 18 с возможностью отсоединения соединен с режущим модулем 14 (номера позиций 72 и 127 на Фиг. 4с и 8b) и с приводным модулем 16 (номера позиций 91 и 126 на Фиг. 5b и 8b).
Устройство 10 также может содержать загрузочное устройство 20, установленное на верхнем модуле 18. В более простых вариантах выполнения загрузочное устройство 20 может быть выполнено за одно целое с верхним модулем 18, но преимущественно выполнено в виде отдельного присоединенного с возможностью отсоединения узла, который может быть подобран для каждого пользователя и адаптирован к типу отходов и т.д.
Как показано на Фиг. 3, режущий модуль 14 (показанный без режущих валов), приводной модуль 16 и верхний модуль 18 выполнены и сконструированы как модульные узлы, которые могут быть надежно соединены друг с другом и отсоединены друг от друга как модули или узлы во время сборки, разборки и технического обслуживания. Верхний модуль 18 с возможностью отсоединения соединен с режущим модулем 14 по существу по горизонтальной поверхности сопряжения (по плоскости Р1 сопряжения, изображенной на Фиг. 4b и 9b) и предпочтительно также с приводным модулем 16, так что для доступа к режущему модулю 14 и приводному модулю 16 верхний модуль 18 может быть удален из устройства как отдельный узел. Доступ к режущему модулю 14 и/или к приводному модулю 16 может потребоваться для замены режущего модуля 14, полностью или частично, но также и для выполнения технического обслуживания режущего модуля 14 и/или приводного модуля. В последнем случае режущий модуль 14 и приводной модуль 16 могут оставаться прикрепленными к опорам 12. Когда режущий модуль 14 подлежит замене, полностью или частично, режущий модуль 14 может быть отсоединен от устройства и заменен новым режущим модулем.
Режущий модуль 14 находится в непосредственном контакте с приводным модулем 16 и с возможностью отсоединения соединен с ним по существу по вертикальной поверхности сопряжения (по плоскости Р2 сопряжения, изображенной на Фиг. 10b), так что изношенный режущий модуль 14 может быть удален и заменен полностью или частично без необходимости отсоединения или замены верхнего модуля 18 или приводного модуля 16 и, в частности, без необходимости снятия приводного модуля 16 с опор 12 и без отсоединения приводных узлов приводного модуля 16 от внешнего источника питания.
Модульность в первую очередь относится к описанной выше возможности удаления и замены отдельных частей устройства 10. Другой аспект модульности относится к преимуществу использования одинаковых или разных модулей для разных комплектаций устройства. Например, конструкция первого приводного модуля может использоваться для разных конструкций устройства, имеющих разные конструкции режущего модуля.
Далее каждый модуль из режущего модуля 14, приводного модуля 16 и верхнего модуля 18 будет описан более подробно.
На Фиг. 4а и 4b показан вариант выполнения режущего модуля 14, содержащего неподвижный узел 22 стола для выполнения разрезания и два вращающихся режущих вала 24, проходящих параллельно в аксиальном направлении на верхней стороне узла 22 стола. Таким образом, термин «режущий модуль» включает неподвижный стол 22, а также вращающиеся режущие валы 24. Режущий модуль 14 также может иметь другое количество режущих валов, например, один режущий вал и только один набор встречных ножей или три режущих вала и три набора встречных ножей.
Режущий модуль 14 представляет собой основную изнашиваемую часть устройства 10. Срок службы режущего модуля 14, в качестве не ограничивающего примера, может составлять около 10000 часов. Когда режущий модуль 14 изношен, весь режущий модуль 14 или его части должны быть заменены. В качестве первого примера, изношены как узел 22 стола, так и режущие валы 24, и их заменяют во время одного мероприятия по техническому обслуживанию. В качестве второго примера, только узел 22 стола изношен и заменяется. В качестве третьего примера, только один или несколько режущих валов изношены и заменяются. Следовательно, режущий модуль 14 выполнен таким образом, что режущие валы 24 могут быть удалены из узла 22 стола. На Фи г. 4а показано, как режущие валы 24 могут быть по отдельности удалены и размещены на узле 22 стола. В особенности, это можно выполнить путем только вертикального подъемного перемещения без необходимости наклона режущего вала 24, как это имеет место в предшествующем уровне техники.
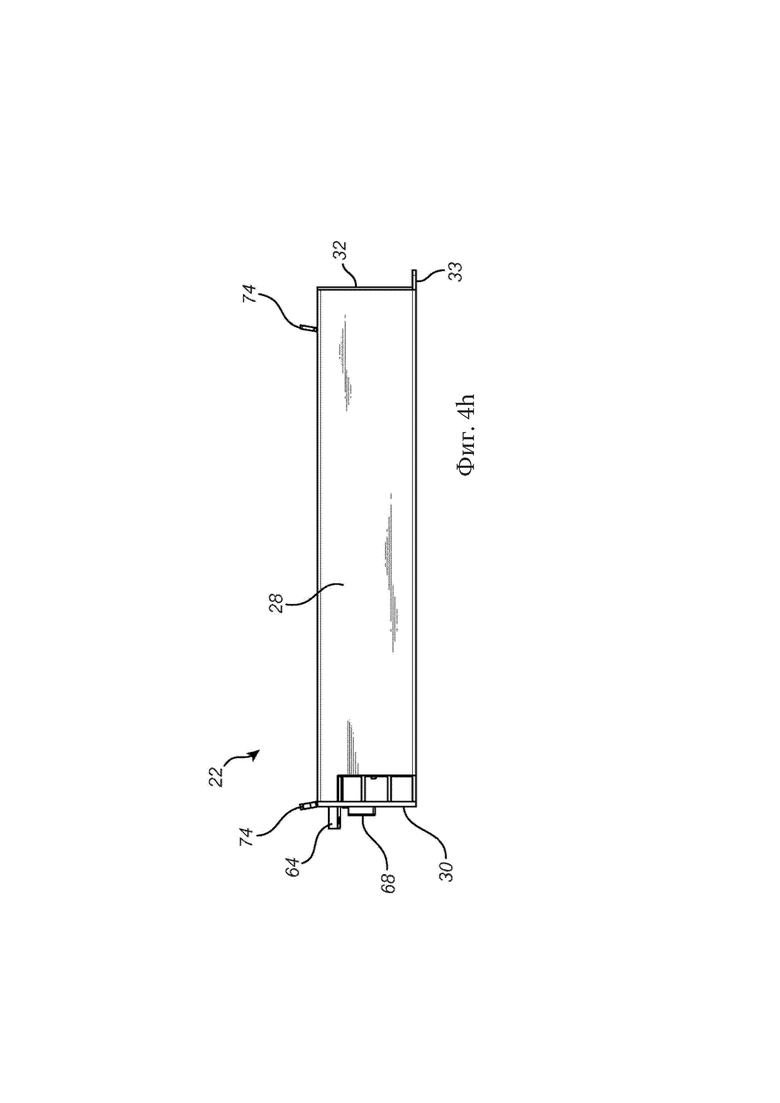
На Фиг. 4с-4h проиллюстрирован вариант выполнения неподвижного узла 22 стола, который вместе с вращающимися режущими валами 24 образует соединенный с возможностью отсоединения режущий модуль 14. Неподвижный узел 22 стола содержит прямоугольную раму и два набора неподвижных встречных ножей 26, которые соединены как одно целое (например, посредством сварки) с рамой. Встречные ножи 26 вместе образуют стол для приема измельчаемого материала. Размеры стола могут существенно различаться. Большие столы могут иметь размер порядка 2*4 м, тогда как меньшие столы могут иметь размер порядка 1*1,5 м. Рама режущего модуля 14 образована двумя противоположными боковыми стенками 28, проксимальной торцевой стенкой 30, обращенной к приводному модулю 16, и противоположной дистальной торцевой стенкой 32. Проксимальная торцевая стенка 30 образует сторону зацепления узла 22 стола для взаимодействия с приводным модулем 16. Наружные размеры рамы режущего модуля определяются наружной аксиальной длиной LQ, наружной шириной WQ и наружной высотой HQ. В качестве не ограничивающего примера, наружная аксиальная длина LQ может иметь значение в диапазоне от 1500 до 4000 мм, наружная ширина WQ - в диапазоне от 1500 до 2500 мм, а наружная высота HQ - в диапазоне от 400 до 600 мм.
Каждый набор встречных ножей 26 содержит множество встречных ножей 26, которые проходят крест-накрест относительно режущих валов 24 между боковыми стенками 28 и разделены отверстиями 34, проходящими через стол. В проиллюстрированном варианте выполнения верхняя поверхность стола слегка наклонена вверх вдоль противоположных боковых стенок 28, как это лучше всего видно на Фиг. 4а, чтобы направлять отходы на стол.
Как показано на Фиг. 4а, каждый вращающийся режущий вал 24 содержит вращающийся вал 36 и набор дисковых вращающихся ножей 38, которые установлены на валу 36 отстоящими друг от друга на некоторое расстояние в аксиальном направлении. В собранном устройстве 10 вращающиеся ножи 38 проходят частично в отверстия 34, проходящие через стол. Во время работы вращающиеся ножи 38 совместно с неподвижными встречными ножами 26 измельчают отходы на столе. Измельченный материал (не показан) падает через отверстия 34 в столе вниз на конвейер (не показан) для удаления измельченного материала из устройства. В международной публикации WO 97/10057 раскрыты дополнительные необязательные подробности, касающиеся операции разрезания. Во время работы режущие валы 24 вращаются в противоположном направлении, навстречу друг другу, друг от друга или в их комбинации перечисленного.
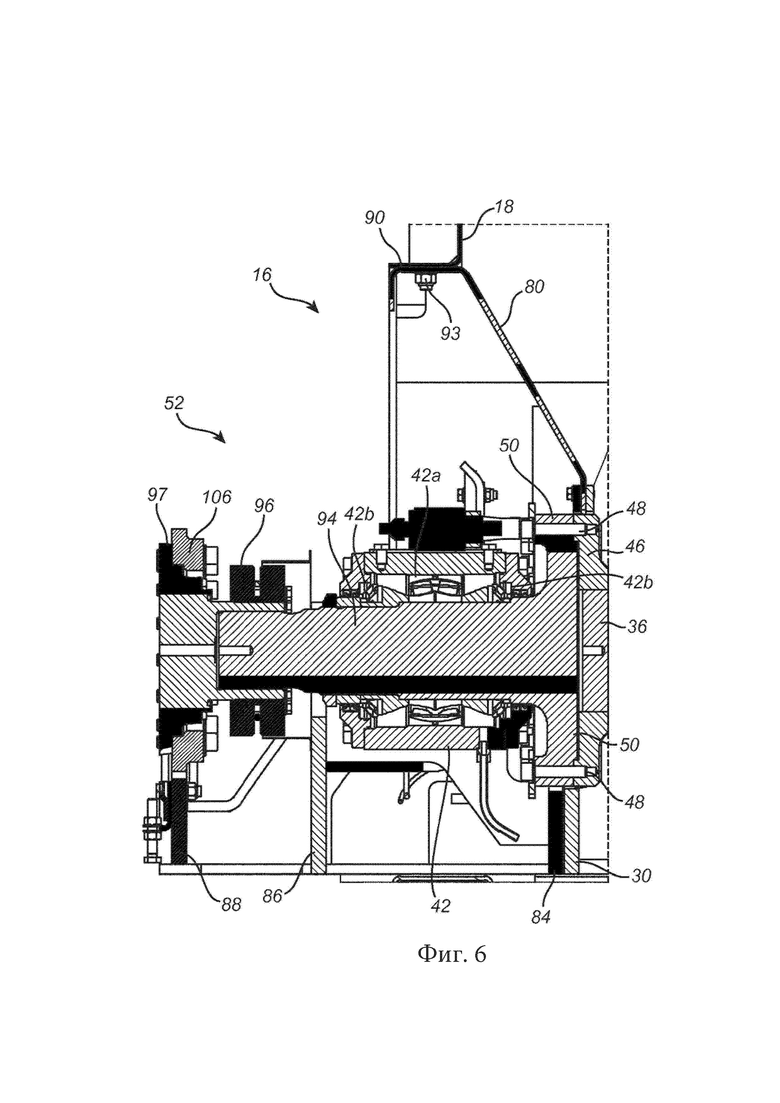
Каждый режущий вал 36 поддерживается с возможностью вращения дистальным подшипником 40, установленном в режущем модуле 14 (см. Фиг. 4а), и проксимальным подшипником 42, установленном в приводном модуле 16 (см. Фиг. 5а). На Фиг. 2 а и 2b видно, что эти подшипники 40 и 42 расположены вне области разрезания или манипуляции с отходами. В частности, д и стальные подшипники 40 покрыты верхним модулем 18. Номер позиции 44 на Фиг. 4с и 4е обозначает монтажные опоры для д и стальных подшипников 40.
Как лучше всего показано на Фиг. 7, для передачи движущей силы на режущие валы 24 от приводного модуля 16 и для обеспечения соединения всего режущего модуля 14 с приводным модулем 16 с возможностью отсоединения, каждый вал 36 имеет соединительный фланец 46, который с возможностью отсоединения соединен болтами 48 с соответствующим соединительным фланцем 50 приводного узла 52, расположенного в приводном модуле 16. Как показано на Фиг. 7, каждая пара соединительных фланцев 46, 50 может, как вариант, быть выполнена с центрально расположенной охватывающей / охватываемой конструкцией 54, 56 для центрирования соединительных фланцев 46, 50.
Соединительные фланцы 46, 50 предпочтительно могут быть расположены в аксиальном направлении по существу на проксимальной торцевой стенке 30 узла 22 стола. Тем самым, соединительная поверхность сопряжения между узлом 22 стола и приводным модулем 16, с одной стороны, и соединительная поверхность сопряжения между режущими валами 24 и приводным модулем 16, с другой стороны, будет по существу совпадать в общей вертикальной плоскости Р2 (см. Фиг. 10b), определяющей поверхность сопряжения между режущим модулем 14 и приводным модулем 16. С этой целью проксимальная торцевая стенка 30 узла 22 стола имеет два полукруглых отверстия 58 для приема нижней части соединительных фланцев 46, 50.
Ось А вращения каждого режущего вала 24 в вертикальном направлении может быть расположена по существу на уровне с верхней частью узла 22 стола. Как упомянуто выше, конструкция такова, что валы 24 могут быть подняты и сняты с узла 22 стола. В проиллюстрированном варианте выполнения (и как лучше всего показано на Фиг. 4b) ось А вращения расположена немного ниже горизонтальной плоскости Р1 сопряжения между режущим модулем 14 и верхним модулем 18.
В соответствии с концепцией изобретения, режущий модуль 14 целиком с возможностью отсоединения соединен с приводным модулем 16. Как описано выше, режущие валы 24 с возможностью отсоединения соединены с приводным модулем 15 посредством соединительных фланцев 46, 50 и болтов 48. Как будет подробно описано ниже, неподвижный стол 22 также с возможностью отсоединения соединен с приводным модулем 16.
Во время работы на поверхность Р2 сопряжения между узлом 22 стола и приводным модулем 16 действуют очень большие силы, приложенные в разных направлениях. Следовательно, поверхность сопряжения между приводным модулем 16 и режущим модулем 14 подвергается воздействию существенно больших сил, чем поверхность сопряжения с верхним модулем. В частности, такие силы включают аксиальные силы, радиальные силы (по существу, вертикальные силы) и поперечные силы, которые стремятся сместить режущий модуль 14 и приводной модуль 16 друг от друга, соответственно, в аксиальном направлении, в вертикальном направлении и в поперечном направлении. В проиллюстрированном варианте выполнения соединение, непосредственное и с возможностью отсоединения, между сторонами зацепления узла 22 стола и приводным модулем 16 сконструировано и выполнено с возможностью выдерживать и передавать такие большие силы, что из-за модульной конструкции устройства работа устройства 10 не ухудшается. Для этой цели неподвижный стол 22 может иметь специально разработанные и специально расположенные соединительные части.
В предпочтительном варианте выполнения соединение, непосредственное и с возможностью отсоединения, между узлом 22 стола и приводным модулем 16 предпочтительно выполнено так, что:
• соединение не повреждается отходами или ударными силами;
• соединение не мешает области отходов;
• соединение способно передавать вышеупомянутые различные силы, по существу, независимо друг от друга; и
• соединение может быть легко доступным во время технического обслуживания.
В проиллюстрированном варианте выполнения для легкого доступа во время технического обслуживания специально предназначенные соединительные части узла 22 стола расположены на проксимальной торцевой стенке 30.
Во-первых, проксимальная торцевая стенка 30 имеет две пары аксиальных отверстий 60 под болты, которые выполнены рядом с боковыми стенками 28 и которые выполнены с возможностью приема аксиальных болтов 62 для передачи в основном аксиальных сил. Во-вторых, проксимальная торцевая стенка 30 имеет два соединительных выступа 64, которые проходят в направлении приводного модуля 16 и которые имеют отверстия под болты, выполненные с возможностью приема по существу вертикальных болтов 66 (Фиг. 5а) для передачи в основном радиальных / вертикальных сил. В поперечном направлении эти. соединительные выступы 64 предпочтительно расположены близко к валам 36. В проиллюстрированном варианте выполнения соединительные выступы 64 расположены под небольшим углом. В-третьих, проксимальная торцевая стенка 30 имеет центрально расположенный соединительный выступ 68, который проходит в направлении приводного модуля 16 и выполнен с возможностью размещения в соответствующей вертикальной канавке 70 (Фиг. 5b) приводного модуля 16 для предотвращения поперечного смещения между режущим модулем 14 и приводным модулем 16. Таким образом, разнонаправленные силы, действующие на поверхности Р2 сопряжения, могут выдерживаться / передаваться в соответствующих различных соединителях / положениях. Таким образом, можно избежать дополнительных допусков, при этом каждое соединение может быть оптимизировано для соответствующего направления силы.
В проиллюстрированном варианте выполнения для обеспечения дополнительной прочности в центральной области в аксиальном направлении и в вертикальном направлении поверхность Р2 сопряжения имеет дополнительные соединители. Два дополнительных аксиальных соединительных болта 62а, по одному на каждой стороне вертикальной канавки 70, расположены так, чтобы их можно было разместить в соответствующих отверстиях 63а под болты в узле 22 стола для повышения прочность поверхности Р2 сопряжения в аксиальном направлении посредством зацепляющих гаек в режущем модуле (не показан). Кроме того, высота центрального соединительного выступа 68 соответствует высоте вертикальной канавки 70, так что вертикальное положение центрального соединительного выступа 68 в канавке 70 может быть зафиксировано с помощью кронштейна 69 и двух вертикальных болтов 67, как показано на Фиг. 5b, увеличивая, тем самым, прочность поверхности Р2 сопряжения также и в вертикальном направлении.
В альтернативных вариантах выполнения можно обойтись и без соединительных болтов 62. Центральное соединение 68/70 может быть выполнено с возможностью воспринимать только поперечные силы. В таких вариантах выполнения оба вертикальных конца углубления 70 могут быть открытыми. В некоторых вариантах выполнения углубление 70 может иметь открытую верхнюю часть, но закрытую нижнюю часть, воспринимающую силы, направленные вниз от режущего модуля, но не силы, направленные вверх.
На своей стенке 32 дистального конца узел 22 стола имеет два монтажных фланца 33, предназначенных для соединения с возможностью отсоединения дистального конца стола 22 с опорами 12 в положении номера позиции 13, показанного на Фиг. З, с помощью болтов (не показаны). Номер позиции 72 обозначает области для соединения с возможностью отсоединения д и стального конца узла 22 стола с верхним модулем 18 с помощью болтов (не показаны). Номером позиции 74 обозначены подъемные выступы для подъема режущего модуля 14 во время сборки и разборки. В проиллюстрированном варианте выполнения подъемные выступы 74 также могут содействовать, во время сборки, направлению верхнего модуля 18 в правильное положение относительно режущего модуля 14. Для этого подъемные выступы 74 могут быть расположены под углом.
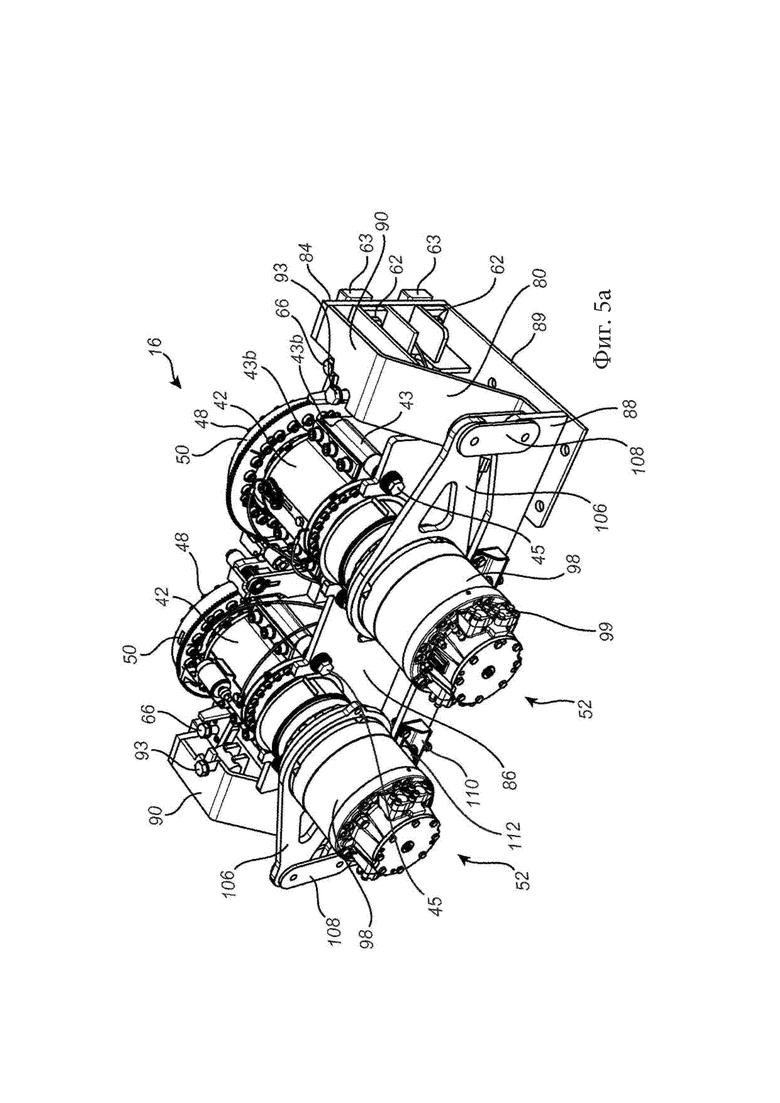
На Фиг. 5а-5 с приводной модуль 16 показан более подробно. В собранном устройстве приводной модуль 16 с возможностью отсоединения соединен с опорами 12 в положении номера позиции 15, показанного на Фиг. 3, с помощью болтов (не показаны). Приводной модуль 16 содержит корпус 80 и два приводных узла 52 для режущих валов 24. В вариантах выполнения с одним валом приводной модуль 16 содержит только один приводной узел 52.
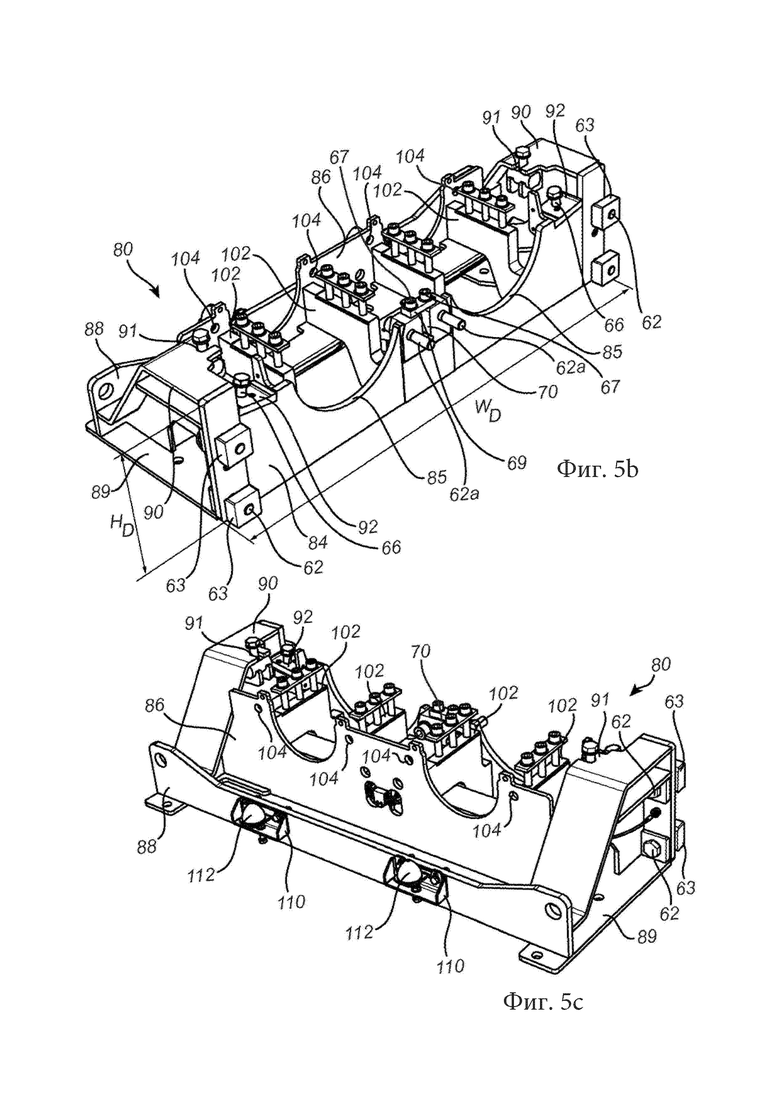
Корпус 80 приводного модуля имеет своей целью поддерживать приводные узлы 52 и соединять приводной модуль 16 непосредственно и с возможностью отсоединения с узлом 22 стола по поверхности Р2 сопряжения так, чтобы выдерживать вышеупомянутые большие силы. Корпус 80 содержит первую вертикальную стенку 84, называемую стенкой зацепления или стороной зацепления, для зацепления с проксимальной торцевой стенкой 30 режущего модуля 14, вторую вертикальную стенку 86, называемую промежуточной стенкой, и третью вертикальную стенку 88, называемую задней стенкой. Стенки 84, 86, 88 соединены с парой нижних пластин 89 корпуса 80. В собранном устройстве 10 стенка 84 зацепления корпуса 80 непосредственно и с возможностью отсоединения соединена с проксимальной торцевой стенкой 30 узла 22 стола с помощью вышеупомянутых соединительных частей.
Во-первых, стенка 84 зацепления корпуса 80 приводного модуля имеет две пары аксиальных отверстий под болты, которые совмещены с отверстиями 60 под болты в узле 22 стола. Таким образом, режущий модуль 14 и приводной модуль 16 могут быть надежно соединены в аксиальном направлении, но все же с возможностью отсоединения, аксиальными болтами 62 и соответствующими гайками 63 (Фиг. 5а). Это соединение, непосредственное и с возможностью отсоединения, выполнено с возможностью воспринимать главным образом аксиальные силы.
Во-вторых, стенка 84 зацепления корпуса 80 имеет два соединительных выступа 92 (Фиг. 5b), которые проходят назад от стенки 84 зацепления в положениях, соответствующих соединительным выступам 64 узла 22 стола, так что соединительные выступы 64 могут проходить над соединительными выступами 92 и быть с ними совмещены. Таким образом, режущий модуль 14 и приводной модуль 16 могут быть надежно соединены, но все же с возможностью отсоединения, в вертикальном направлении с помощью по существу вертикальных болтов 66 (Фиг. 5а) и соответствующих гаек. Это соединение, непосредственное и с возможностью отсоединения, выполнено с возможностью воспринимать главным образом радиальные / вертикальные силы.
В-третьих, стенка 84 зацепления имеет вышеупомянутую вертикальную центральную канавку 70, которая выполнена с возможностью приема центрального соединительного выступа 68 узла 22 стола. Боковое зацепление между центральным соединительным выступом 68 и вертикальной канавкой 70 обеспечивает надежное соединение режущего модуля 14 и приводного модуля 16, но все же с возможностью отсоединения в поперечном направлении. Это соединение с возможностью отсоединения выполнено с возможностью воспринимать главным образом поперечные силы.
Корпус 80 приводного модуля 16 также содержит горизонтальные верхние стенки 90 с отверстиями 91 под болты для поддержки верхнего модуля 18 и для соединения с возможностью отсоединения приводного модуля 16 с верхним модулем 18 с помощью болтов 93.
Далее более подробно со ссылкой на Фиг. 5а-5с, 6 и 7 описаны приводные узлы 52 приводного модуля 18 и их соединения с корпусом 80 приводного модуля и режущими валами 24. Как лучше всего показано на Фиг. 7, каждый приводной узел 52 содержит, справа налево на чертеже, соединительный фланец 50 для соединения с возможностью отсоединения с фланцем 46 вала, приводной вал 94, выполненный за одно целое с соединительным фланцем 50, проксимальный подшипник 42, включающий радиальный подшипник 42а и аксиальные подшипники 42 (см. Фиг. 6), усадочный диск 96, соединительный фланец 97 и гидравлический двигатель 98, соединенный с соединительным фланцем 97. Каждый гидравлический двигатель 98 соединен в гидравлической арматуре 99 с гидравлическими шлангами (не показаны) для получения рабочей гидравлической энергии от внешнего источника питания (не показан). Другие варианты выполнения могут содержать электродвигатели.
Приводные узлы 52 надежно соединены с корпусом 80, чтобы гарантировать, что можно справляться с упомянутыми выше большими силами также и внутри приводного модуля 18. С аксиальными силами и радиальными силами можно справляться с помощью различных соединений в разных положениях, по существу в соответствии с тем же принципом, который используется в поверхности Р2 сопряжения между режущим модулем 14 и приводным модулем 16.
Как лучше всего видно на Фиг. 5а и 7, каждый проксимальный подшипник 42 имеет пару горизонтально проходящих монтажных частей 43. Каждая монтажная часть 43 имеет несколько вертикальных отверстий 43а под болты для приема вертикальных болтов 43b и заднее аксиальное отверстие под болты для приема аксиального болта 45. Каждая монтажная часть 43 расположена и поддерживается на соответствующей монтажной опоре 102, выполненной за одно целое с корпусом 80 (Фиг. 5b). Вертикальные болты 43b входят в зацепление с монтажными опорами 102, чтобы надежно соединять приводные узлы 52 с корпусом 80 для восприятия в основном радиальных / вертикальных силы. Аксиальные болты 45 проходят через отверстия 104 в промежуточной стенке 86, чтобы надежно соединять приводные узлы 52 с корпусом 80 в аксиальном направлении для восприятия в основном аксиальных сил.
Чтобы во время работы предотвратить вращение приводных узлов 52 относительно корпуса 80, каждый двигатель 98 может быть зафиксирован от вращения с помощью моментного рычага 106 (Фиг. 5а), который через соединитель 108 надежно прикреплен к задней стенке 88 корпуса 80.
Как показано на Фиг. 5с, на задней стенке 88 корпуса 80 могут быть расположены два кронштейна 110. Опорный резиновый элемент 112 прикреплен к каждому кронштейну 110 и может быть отрегулирован в вертикальном направлении. Резиновые элементы 112 расположены с возможностью вертикальной поддержки двигателей 98. В частности, они предотвращают отклонение двигателей от оси, когда соединительные фланцы 46, 50 отсоединены друг от друга. Без поддержки от элементов 112 радиальный подшипник 42а может дать двигателям 98 возможность отклонения вниз из их правильного аксиального положения. Необязательные поддерживающие элементы 112 могут, таким образом, упрощать операцию замены режущего модуля 14, поскольку приводной модуль 16 и его приводные узлы 52 не будут затронуты удалением режущего модуля 14. В других вариантах выполнения можно обойтись без кронштейнов 110 и без резиновых элементов 112.
Конструкция проиллюстрированного варианта выполнения имеет то преимущество, что по существу все большие силы, действующие во время операции разрезания, воспринимаются на одном уровне с режущим модулем 14 и приводным модулем 16. По существу ни одна из очень больших сил не будет действовать на поверхность Р1 сопряжения с верхним модулем 18. Кроме того, моментные рычаги 106 полностью расположены на одном уровне с приводным модулем 16. Такая конструкция позволяет легко отсоединять верхний модуль 18 и позволяет снизить требуемую прочность верхнего модуля и его соединений с режущим модулем 14 и приводным модулем 16.
Конструкция проиллюстрированного варианта выполнения также имеет то преимущество, что по существу все большие силы, которые во время работы должны быть переданы между режущим модулем и приводным модулем, передаются по поверхности Р2 сопряжения между модулями благодаря соединению, непосредственному и с возможностью отсоединения, сторон зацепления режущего модуля и приводного модуля.
Верхний модуль 18, показанный на Фиг. 8а и 8b, выполнен в виде прямоугольной рамы, содержащей пару по существу вертикальных боковых стенок 120, проксимальный конец 122 и дистальный конец 124. Внутренняя часть рамы образует область разрезания над столом режущего модуля 14. Наружные горизонтальные размеры верхнего модуля 18 определяются наружной длиной LT и наружной шириной WT. В собранном устройстве верхний модуль 18 находится в непосредственном взаимодействии с нижней частью загрузочного устройства 20, имеющего соответствующие горизонтальные размеры, и предпочтительно с возможностью отсоединения соединен с ней болтами.
Как показано на Фиг. 9а, наружная длина LT верхнего модуля 18 больше, чем наружная длина Lc режущего модуля 14, так что боковые стенки 120 верхнего модуля 18 имеют горизонтальную выступающую часть 121, проходящую на расстояние D над приводным модулем 16 (Фиг. 2а). Выступающая часть 121 имеет соединительные области 126 (Фиг. 8b) для соединения с возможностью отсоединения проксимального конца 122 верхнего модуля 18 с приводным модулем 16 в положении, обозначенном на Фиг. 5с номером позиции 91. Дистальный конец 124 верхнего модуля 18 имеет соответствующие соединительные области 127 для соединения с возможностью отсоединения дистального конца 124 верхнего модуля 18 с режущим модулем 14 в положении, обозначенном на Фиг. 4с и 9а номером позиции 72. В проиллюстрированном варианте выполнения между верхним модулем 18, с одной стороны, и режущим модулем 14 и приводным модулем, с другой стороны, отсутствуют дополнительные вертикальные соединения.
Проксимальный конец 122 верхнего модуля 118 образован по существу вертикальной нижней торцевой стенкой 128 и наружной наклонной верхней торцевой стенкой 130. Дистальный конец 124 верхнего модуля 118 образован по существу вертикальной нижней торцевой стенкой 132 и наружной наклонной верхней торцевой стенкой 134. Аксиальное расстояние между нижними торцевыми стенками 128, 132 верхнего модуля 18 меньше, чем наружная аксиальная длина LT верхнего модуля 18, так что внутренние горизонтальные размеры верхнего модуля 18 соответствуют горизонтальным размерам стола режущего модуля 14, как показано на виде сверху на Фиг. 2b и на виде в аксонометрии на Фиг. 9а.
Проксимальная нижняя торцевая стенка 128 верхнего модуля 18 содержит пару полукруглых отверстий 136, которые в собранном устройстве 10 расположены выше соответствующих полукруглых отверстий 58 в режущем модуле 14 и совмещены с ними. Отверстия 58 и 136 вместе образуют отверстия фланцев для приема соединительных фланцев 46, 50. Благодаря расположению соединительных фланцев 46, 50 на поверхности Р2 сопряжения между режущим модулем 14 и приводным модулем 16 в аксиальном направлении, достигается преимущество, заключающееся в том, что удаление режущего модуля 18 облегчается, поскольку соединительные фланцы 46, 50 легко доступны. Кроме того, эта конструкция обеспечивает «уплотнение», которое эффективно предотвращает попадание в приводной модуль 16 отходов, находящихся в области разрезания. Любые отходы должны «перелезать» через соединительные фланцы 46, 50 у указанных отверстий фланца.
На Фиг. 9b более подробно показана поверхность сопряжения в плоскости Р1 сопряжения между верхним модулем 18 и режущим модулем 16 вдоль боковых стенок 28, 120. Боковые стенки 120 верхнего модуля 18 имеют проходящие в аксиальном направлении наружные опорные профили 140, которые, как показано на Фиг. 9b, поддерживаются вертикально изогнутыми во внутрь опорными фланцами 29 боковых стенок 28 режущего модуля 14. Боковая стенка 120 проходит вертикально за опорный профиль 140 и за плоскость Р1 сопряжения, до места, находящегося рядом с неподвижными встречными ножами 26. Угловой профиль 142 и уплотнительный профиль 144, как показано на Фиг. 9b, вместе с нижним продолжением боковой стенки 120 образуют лабиринтное уплотнение, предотвращающее попадание отходов на поверхность сопряжения между верхним модулем 18 и режущим модулем 16. Угловой профиль 142 также помогает расположить верхний модуль 18 относительно режущего модуля 16 во время сборки. В собранном состоянии это соединение также гарантирует, что верхний модуль 18 удерживается в правильном положении по отношению к режущему модулю 14 в поперечном направлении.
Обратимся к Фиг. 11а-11d и Фиг. 12а-12d, которые иллюстрируют этапы способа, включенные в один вариант выполнения способа, в соответствии с концепцией изобретения, для смены / замены изнашиваемых частей устройства 10 описанного выше типа.
На Фиг. 11 изображено устройство в сборе. В проиллюстрированном случае можно предположить, что как неподвижные встречные ножи 36 узла 22 стола, так и вращающиеся ножи 38 режущих валов 24 изношены и должны быть заменены. В такой ситуации режущий модуль 16 будет полностью заменен новым режущим модулем.
На Фиг. 11b проиллюстрирован первый этап, на котором верхний модуль 18 уже был отсоединен от режущего модуля 16 на его дистальном конце и отсоединен от приводного модуля на его проксимальном конце, а затем его поднимают вверх (стрелка А1) из режущего модуля 14 и приводного модуля 16 вместе с загрузочным устройством 20. Верхний модуль 18 и загрузочное устройство 20 могут быть временно размещены на полу рядом с устройством. Очевидно, что загрузочное устройство 20 также может быть отдельно поднято и отставлено в сторону от устройства. Режущий модуль 14 и приводной модуль 16 теперь полностью доступны.
На Фиг. 11с показан второй этап, на котором режущий модуль 16 отсоединяют от приводного модуля 16. Приводной модуль 16 может преимущественно оставаться подсоединенным к опорам 12, а приводные узлы 52 могут преимущественно оставаться подсоединенными к гидравлическим шлангам. Также можно отметить, что моментные рычаги 106 не нужно отсоединять, поскольку их дистальные концы соединены внутри приводного модуля 16.
Отсоединение приводного модуля 16 включает отсоединение соединительных фланцев 46, 50 друг от друга и отсоединение узла 22 стола от корпуса 80 приводного модуля 16. Все соединения расположены на приводной стороне устройства, которая является областью, где во время технического обслуживания персонал чаще всего имеет лучший доступ к устройству.
В настоящем варианте выполнения режущий модуль 14 первоначально перемещают горизонтально от приводного модуля 16 с помощью скользящего движения (стрелка А2) вдоль верхней части опор 12. Это может потребоваться, если соединение на вертикальной поверхности Р2 сопряжения требует такого начального горизонтального перемещения, например, из-за охватывающей / охватываемой конструкции 54, 56, показанной на Фиг. 7, или из-за особой конструкции разъемов на поверхности Р2 сопряжения. В других вариантах выполнения такое первоначальное горизонтальное перемещение может быть исключено.
На Фиг. 11d проиллюстрирован следующий этап, на котором весь режущий модуль 16 может быть поднят вверх (стрелка A3) и удален с опор 12 с помощью подъемных строп и т.п., соединенных с подъемными выступами 74 узла 22 стола.
На Фиг. 12а-12d показаны обратные этапы, обозначенные стрелками А4-А6. На Фиг. 12а новый собранный режущий модуль 16 может заменить изношенный режущий модуль 16, снятый на Фиг. 11a-11d. В качестве альтернативы, изношен и заменяется только узел 22 стола. В качестве другой альтернативы, заменяется только один или оба режущих вала 24. На Фиг. 12 с при опускании верхнего модуля 18 на режущий модуль 16 наклонные профили 142 способствуют направлению верхнего модуля 18 в правильное поперечное положение.
Фиг. 13а иллюстрирует альтернативный вариант выполнения устройства, выполненного в соответствии с изобретением. Этот вариант выполнения содержит два приводных модуля 16а и 16b той же конструкции, что и приводной модуль 16, по одному приводному модулю на каждом конце одного режущего модуля 14. Такой альтернативный вариант выполнения может быть предпочтительным в крупногабаритных версиях устройства, выполненного в соответствии с изобретением. Каждый приводной модуль 16а и 16b с возможностью отсоединения соединен с одним режущим модулем 14 с помощью разъемов того же типа, что были описаны выше, на поверхности Р2 сопряжения. Поэтому подробное описание этих разъемов не требуется. Соответственно, один режущий модуль 14 имеет такую же конструкцию, что и в первом варианте выполнения, но имеет противоположные торцевые стенки, выполненные в виде проксимальной торцевой стенки 30 в первом варианте выполнения, с соответствующими соединителями. Каждый режущий вал 36 имеет два соединительных фланца 46, с возможностью отсоединения соединенных с приводными узлами на двух приводных модулях 16а, 16b, так что каждый вал приводится в движение двумя приводными узлами. В некоторых вариантах выполнения узел 22 стола не обязательно должен быть соединен непосредственно с несущей конструкцией 22, так как он на обоих концах надежно соединен с двумя приводными узлами 16а, 16b.
Теперь обратимся к Фиг. 13b-13е и Фиг. 14а-14е, иллюстрирующим этапы способа смены / замены изнашиваемых деталей устройства такого типа, который показан на Фиг. 13а.
Фиг. 13b иллюстрирует первый этап, на котором верхний модуль 18, который проходит над обоими режущими модулями 16 а, 16b, уже был отсоединен от режущих модулей 16а, 16b и после этого его поднимают (стрелка А1) вверх от режущего модуля 14 и приводных модулей 16а, 16b вместе с загрузочным устройством 20. Верхний модуль 18 и загрузочное устройство 20 могут быть временно расположены на полу рядом с устройством. Очевидно, что загрузочное устройство 20 также может быть отдельно поднято и отставлено в сторону от устройства. Режущий модуль 14 и приводные модули 16а, 16b теперь полностью доступны.
На Фиг. 13 с показан второй этап, на котором режущий модуль 14 отсоединяют от обоих приводных модулей 16а, 16b. Каждый приводной модуль 16а, 16b может преимущественно оставаться соединенным с опорами 12. Приводные узлы каждого приводного модуля 16а, 16b могут преимущественно оставаться соединенными с гидравлическими шлангами. Отсоединение приводных модулей 16а, 16b включает отсоединение соединительных фланцев друг от друга в четырех местах и отсоединение узла 22 стола от корпуса 80а, 80b каждого приводного модуля 16а, 16b. Левый приводной модуль 16а был отсоединен от опор 12, так что он может быть немного смещен от режущего модуля 14, как показано стрелками А2.
Фиг. 13d иллюстрирует третий этап, на котором режущий модуль 14 перемещают горизонтально от правого приводного модуля 16b скользящим движением (стрелка A3) вдоль верхней части опор 12. Это может быть необходимо, если в случае соединения по вертикальным поверхностям Р2 сопряжения потребуется такое начальное горизонтальное перемещение, например, из-за наличия охватывающей / охватываемой конструкции 54, 56, показанной на Фиг. 7, или из-за особой конструкции разъемов на поверхностях Р2 сопряжения. В других вариантах выполнения такое первоначальное горизонтальное перемещение может быть исключено.
Фиг. 13e иллюстрирует следующий этап, на котором весь режущий модуль 16 теперь свободен и может быть поднят (стрелка А4) и удален с опор 12 с помощью подъемных строп и т.п., соединенных с подъемными выступами 74 узла 22 стола. Можно отметить, что режущий модуль 16 в этом варианте выполнения после отсоединения правой и левой поверхностей Р2 сопряжения может быть полностью свободен для подъема.
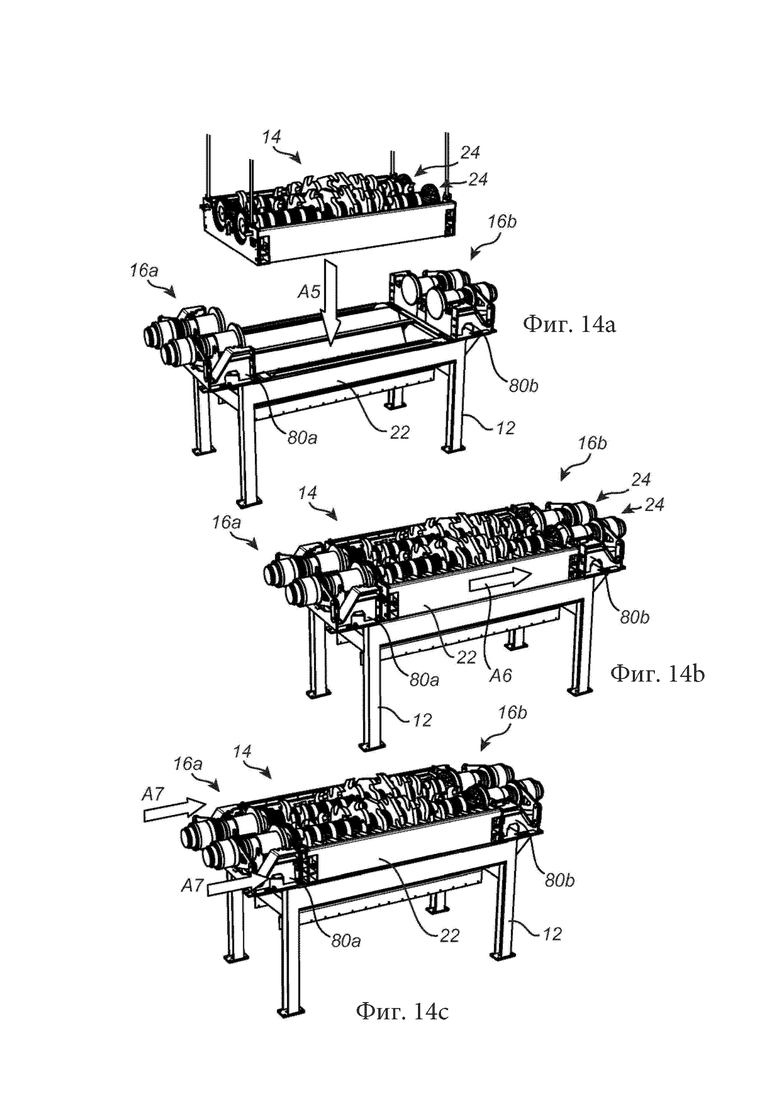
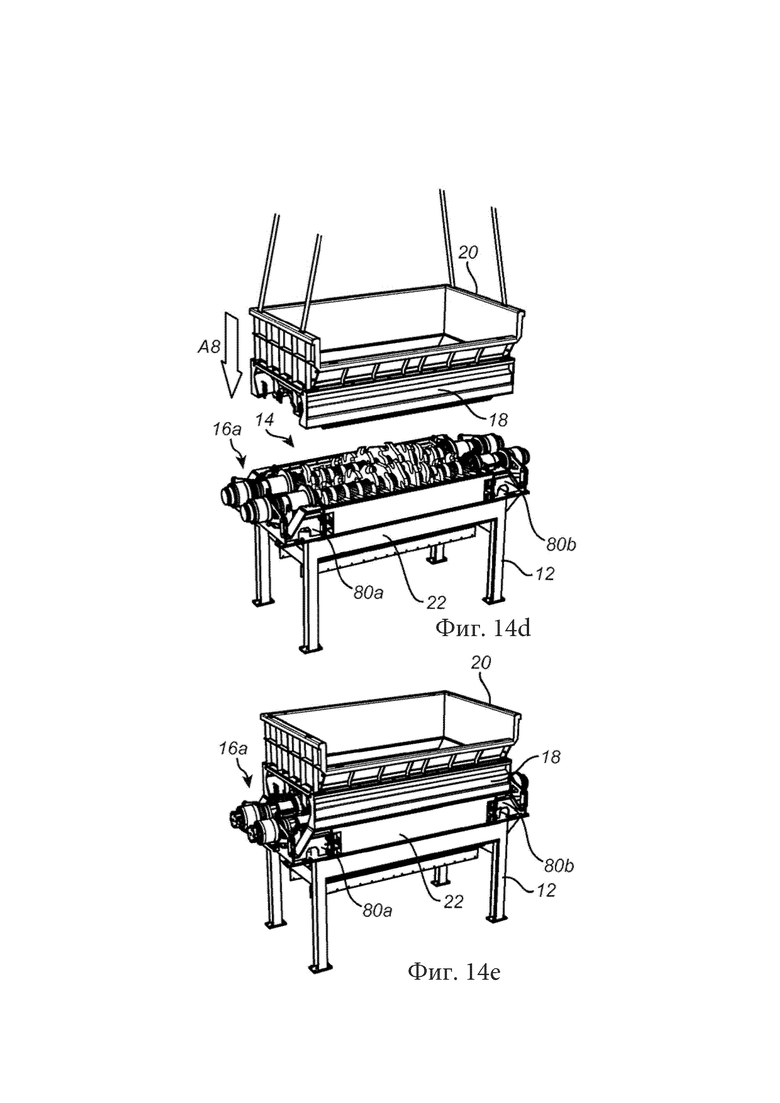
На Фиг. 14а-14е показаны обратные этапы, обозначенные стрелками А5-А8. На Фиг. 14а новый собранный режущий модуль 16 может заменить изношенный режущий модуль 16, снятый на Фиг. 11b-11е. В качестве альтернативы, изношен и заменяется только узел 22 стола. В качестве другой альтернативы, заменяется только один или оба режущих вала 24.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОРАЗОВЫЙ ЗАГРУЗОЧНЫЙ МОДУЛЬ С ПРИВОДОМ ОТ ЭЛЕКТРОДВИГАТЕЛЯ ДЛЯ ПРИМЕНЕНИЯ С ХИРУРГИЧЕСКИМ ОТРЕЗНЫМ И СШИВАЮЩИМ СКОБКАМИ АППАРАТОМ | 2009 |
|
RU2506909C2 |
| ОДНОРАЗОВЫЙ ЗАГРУЗОЧНЫЙ МОДУЛЬ ДЛЯ ХИРУРГИЧЕСКОГО СШИВАЮЩЕГО СКОБКАМИ АППАРАТА | 2009 |
|
RU2492819C2 |
| ОДНОРАЗОВЫЕ ЗАГРУЗОЧНЫЕ МОДУЛИ ДЛЯ ХИРУРГИЧЕСКОГО РЕЖУЩЕГО И СКРЕПЛЯЮЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2492818C2 |
| УСТРОЙСТВО ДЛЯ ШВЕЙНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ РАЗРЕЗАНИЯ СШИВАЕМОГО МАТЕРИАЛА | 2011 |
|
RU2536190C1 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С ОТВОДНЫМ ВЫСТРЕЛИВАНИЕМ | 2009 |
|
RU2493789C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С БЛОКИРУЕМОЙ СИСТЕМОЙ ВЫСТРЕЛИВАНИЯ | 2009 |
|
RU2492820C2 |
| РАБОЧИЕ ОРГАНЫ ДЛЯ ХИРУРГИЧЕСКОГО РЕЖУЩЕГО И СКРЕПЛЯЮЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2497464C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С ЭЛЕМЕНТАМИ УПРАВЛЕНИЯ, ПРИГОДНЫМИ ДЛЯ РАБОТЫ ОДНОЙ РУКОЙ | 2009 |
|
RU2489099C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2488358C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2016 |
|
RU2650056C1 |
Группа изобретений относится к измельчающему устройству, способу замены изнашиваемых деталей в этом устройстве и узлу стола для резания, используемому в этом устройстве. Измельчающее устройство содержит несущую конструкцию, режущий модуль, верхний модуль, образующий корпус для приема отходов, подлежащих измельчению, и соединенный с возможностью отсоединения с режущим модулем, и приводной модуль, расположенный на несущей конструкции рядом с режущим модулем. Режущий модуль содержит неподвижный узел стола для выполнения разрезания, имеющий сторону зацепления, обращенную к приводному модулю, и один или несколько наборов неподвижных встречных ножей, которые образуют стол для выполнения разрезания, формируя дно указанного корпуса, причем встречные ножи в каждом наборе взаимно разделены отверстиями, проходящими через указанный стол. При этом каждый режущий вал имеет набор вращающихся ножей, которые частично проходят вниз в указанные отверстия через стол и которые во время работы устройства взаимодействуют со встречными ножами для измельчения отходов. Приводной модуль содержит неподвижный корпус, соединенный с несущей конструкцией, и один или несколько приводных узлов, которые поддерживаются корпусом приводного модуля и выполнены с возможностью приведения во вращение указанных режущих валов. Причем режущие валы соединены с приводными узлами с возможностью отсоединения. Способ замены изнашиваемых частей измельчающего устройства сдержит этапы отсоединения и снятия верхнего модуля для получения доступа к режущему модулю, этапы отсоединения режущего модуля от приводного модуля путем отсоединения узла стола от корпуса режущего модуля и отсоединения режущих валов от приводных узлов, а также этапы снятия режущего модуля и замены по меньшей мере узла стола сменным узлом стола путем соединения с возможностью отсоединения сменного узла стола с корпусом. Используемый в измельчающем устройстве узел стола для выполнения разрезания содержит один или несколько наборов встречных ножей, раму, в которой встречные ножи неподвижно прикреплены для формирования стола. При этом рама имеет проксимальный конец с соединительными частями, которые выполнены и расположены с возможностью соединения узла стола с приводным модулем измельчающего устройства с возможностью отсоединения. Причем указанные соединительные части выполнены и расположены с возможностью передачи аксиальных, вертикальных и поперечных сил, действующих на поверхности сопряжения между узлом стола и приводным модулем во время работы устройства. Измельчающее устройство и узел стола характеризуются высокой технологичностью. 3 н. и 16 з.п. ф-лы, 14 ил.
1. Измельчающее устройство (10) для измельчения отходов, таких как бытовые или промышленные отходы, объемные предметы или тому подобное, содержащее:
несущую конструкцию (12),
режущий модуль (14), расположенный на несущей конструкции (12),
верхний модуль (18), образующий корпус для приема отходов, подлежащих измельчению, и соединенный с возможностью отсоединения с режущим модулем (14) по первой поверхности (Р1) сопряжения, и
приводной модуль (16), расположенный на несущей конструкции (12) рядом с режущим модулем (14);
при этом режущий модуль (14) содержит:
- неподвижный узел (22) стола для выполнения разрезания, имеющий сторону (30) зацепления, обращенную к приводному модулю (16), и один или несколько наборов неподвижных встречных ножей (26), которые образуют стол для выполнения разрезания, формируя дно указанного корпуса, причем встречные ножи (26) в каждом наборе взаимно разделены отверстиями (34), проходящими через указанный стол, и
- один или несколько вращающихся режущих валов (24), которые проходят в аксиальном направлении (А), причем каждый вал (24) имеет набор вращающихся ножей (38), которые частично проходят вниз в указанные отверстия (34) через стол и которые во время работы устройства (10) взаимодействуют со встречными ножами (26) для измельчения отходов,
при этом приводной модуль (16) содержит:
- неподвижный корпус (80), который имеет сторону (84) зацепления, обращенную к режущему модулю (14) и который соединен с несущей конструкцией (12), и
- один или несколько приводных узлов (52), которые поддерживаются корпусом (80) приводного модуля и выполнены с возможностью приведения во вращение указанных режущих валов (24),
причем сторона (30) зацепления узла (22) стола и сторона (84) зацепления корпуса (80) приводного модуля непосредственно и с возможностью отсоединения соединены по второй поверхности (Р2) сопряжения, проходящей поперечно аксиальному направлению (А) между режущим модулем (14) и приводным модулем (16), и
при этом режущие валы (24) с возможностью отсоединения соединены (46, 50) с приводными узлами (52).
2. Устройство по п. 1, в котором режущие валы (24) с возможностью отсоединения соединены (46, 50) с приводными узлами (52) по существу вдоль второй поверхности (Р2) сопряжения.
3. Устройство по п. 1, в котором узел (22) стола режущего модуля (14) с возможностью отсоединения соединен с несущей конструкцией (12).
4. Устройство по п. 1 или 2, в котором несущая конструкция (12) имеет по существу горизонтальную опорную область, на которой расположены как режущий модуль (14), так и приводной модуль (16).
5. Устройство по любому из предшествующих пунктов, в котором узел (22) стола содержит, в дополнение к встречным ножам (26), по существу прямоугольную раму, в которой неподвижно расположены встречные ножи (26), при этом рама образована двумя проходящими в аксиальном направлении боковыми стенками (28), проходящей в поперечном направлении дистальной торцевой стенкой (32) и проходящей в поперечном направлении проксимальной торцевой стенкой (30), при этом указанная проксимальная торцевая стенка (30) образует сторону зацепления узла (22) стола.
6. Устройство по любому из предшествующих пунктов, в котором стороны зацепления узла (22) стола и корпуса (80) приводного модуля непосредственно и с возможностью отсоединения соединены между собой по второй поверхности (Р2) сопряжения с помощью различных соединений, выполненных и расположенных с возможностью передачи сил, действующих в соответствующих разных направлениях.
7. Устройство по п. 6, в котором указанные различные соединения выполнены и расположены во время работы устройства (10) с возможностью передачи аксиальных, вертикальных и поперечных сил, действующих на второй поверхности (Р2) сопряжения между узлом (22) стола и приводным модулем (16), причем указанные различные соединения содержат по меньшей мере первое соединение (60, 62, 63), которое выполнено и расположено с возможностью передачи в основном указанных аксиальных сил, по меньшей мере второе соединение (64, 66, 92), которое выполнено и расположено с возможностью передачи в основном указанных вертикальных сил, и по меньшей мере третье соединение (68, 70), которое выполнено и расположено с возможностью передачи в основном указанных поперечных сил.
8. Устройство по любому из предшествующих пунктов, в котором вторая поверхность сопряжения проходит вдоль по существу вертикальной плоскости (Р2).
9. Устройство по любому из предшествующих пунктов, в котором верхний модуль (18) проходит над по меньшей мере частью приводного модуля (16).
10. Устройство по п. 9, в котором верхний модуль (18) и корпус (80) приводного модуля с возможностью отсоединения соединены по плоскости, по существу совпадающей с первой поверхностью (Р1) сопряжения.
11. Устройство по любому из предшествующих пунктов, в котором первая поверхность (Р1) сопряжения между верхним модулем (18) и режущим модулем (14) проходит по существу в горизонтальной плоскости, пересекающей режущие валы (24).
12. Устройство по любому из предшествующих пунктов, в котором каждый режущий вал (24) соединен с возможностью отсоединения со своим соответствующим приводным узлом (52) посредством соединительных фланцев (46, 50), которые в аксиальном направлении расположены в отверстии фланца или рядом с ним, при этом указанное отверстие фланца образовано совместно узлом (22) стола и верхним модулем (18).
13. Устройство по любому из предшествующих пунктов, также содержащее загрузочное устройство (20), которое поддерживается верхним модулем (18) и соединено с ним возможностью отсоединения.
14. Устройство по любому из предшествующих пунктов, в котором приводной модуль (16) представляет собой первый приводной модуль (16а) в паре первого и второго приводных модулей (16а, 16b), расположенных на несущей конструкции (12) рядом с режущим модулем (14) на его противоположных сторонах,
причем узел (22) стола имеет вторую сторону зацепления, обращенную ко второму приводному модулю (16b),
при этом второй приводной модуль (16b) содержит:
- корпус (80b), имеющий сторону зацепления, обращенную к режущему модулю (14) и соединенную с несущей конструкцией (12), и
- один или несколько приводных узлов (52), поддерживаемых корпусом (80b) второго приводного модуля и выполненных с возможностью, вместе с приводными узлами (52) первого приводного модуля (16а), приведения во вращение режущих валов (24),
при этом вторая сторона зацепления узла (22) стола и сторона зацепления корпуса (80) второго приводного модуля непосредственно и с возможностью отсоединения соединены между собой по третьей поверхности (Р3) сопряжения, проходящей между режущим модулем (14) и вторым приводным модулем (16b) поперечно аксиальному направлению (А),
причем режущие валы (24) соединены с возможностью отсоединения (46, 50) с приводными узлами (52) второго приводного модуля (16b).
15. Устройство по любому из предшествующих пунктов, которое представляет собой мобильное устройство.
16. Способ замены изнашиваемых частей измельчающего устройства, выполненного с возможностью измельчения отходов, таких как бытовые или промышленные отходы, объемные предметы или тому подобное,
причем указанный способ выполняют в измельчающем устройстве (10), которое содержит:
- верхний модуль (18), образующий корпус для приема и размещения указанных отходов,
- режущий модуль (14), расположенный под верхним модулем (18) и содержащий один или несколько вращающихся режущих валов (24) с вращающимися ножами (38), и узел (22) стола для выполнения разрезания с неподвижными встречными ножами (26), взаимодействующими с указанными вращающимися ножами (38), и
- приводной модуль (16), расположенный рядом с режущим модулем (14) и содержащий корпус (80), который непосредственно и с возможностью отсоединения соединен с узлом (22) стола по поверхности (Р2) сопряжения, расположенной между режущим модулем (14) и приводным модулем (16) и проходящей поперечно режущим валам (24), и который поддерживает один или несколько приводных узлов (52) для приведения в действие указанных режущих валов (24),
причем указанный способ включает следующие этапы:
- отсоединение и снятие верхнего модуля (18) для получения доступа к режущему модулю (14),
- отсоединение режущего модуля (18) от приводного модуля (16) путем отсоединения узла (22) стола от корпуса (80) режущего модуля по указанной поверхности (Р2) сопряжения и отсоединения режущих валов (24) от приводных узлов (52),
- снятие режущего модуля (14) и
- замену по меньшей мере узла (22) стола сменным узлом (22) стола путем соединения с возможностью отсоединения сменного узла (22) стола с корпусом (80) приводного модуля по указанной поверхности (Р2) сопряжения.
17. Способ по п. 16, который выполняют с устройством (10), в котором режущий модуль (14) поддерживается несущей конструкцией (12) и с возможностью отсоединения соединен с ней и в котором корпус (80) приводного модуля поддерживается несущей конструкцией (12) и соединен с ней рядом с режущим модулем (14), при этом этапы снятия и замены режущего модуля (14) выполняют без отсоединения корпуса (80) приводного модуля от несущей конструкции (12).
18. Способ по п. 16 или 17, который выполняют с устройством (10), в котором каждый приводной узел (52) содержит гидравлический двигатель (98), соединенный с внешним источником гидравлической мощности через гидравлические шланги, при этом этапы снятия и замены режущего модуля (14) выполняют без отсоединения приводного модуля (16) от гидравлических шлангов.
19. Узел (22) стола для выполнения разрезания для использования в измельчающем устройстве (10), выполненном по любому из пп. 1-14,
содержащий:
один или несколько наборов встречных ножей (26), которые проходят в поперечном направлении относительно аксиального направления одного или нескольких режущих валов (24) измельчающего устройства (10), и
раму, в которой встречные ножи (26) неподвижно прикреплены для формирования стола для выполнения разрезания для отходов,
причем указанная рама имеет проксимальный конец (30) с соединительными частями, которые выполнены и расположены с возможностью соединения узла (22) стола с приводным модулем (16) устройства (10) с возможностью отсоединения,
причем указанные соединительные части выполнены и расположены с возможностью передачи аксиальных, вертикальных и поперечных сил, действующих на поверхности сопряжения между узлом (22) стола и приводным модулем (16) во время работы устройства (10),
причем указанные соединительные части содержат по меньшей мере первую соединительную часть (60), выполненную и расположенную с возможностью передачи в основном указанных аксиальных сил, по меньшей мере вторую соединительную часть (64), выполненную и расположенную с возможностью передачи в основном указанных вертикальных сил, и по меньшей мере третью соединительную часть (68), выполненную и расположенную с возможностью передачи в основном указанных поперечных сил.
| DE 102010031685 A1, 26.01.2012 | |||
| РОТОРНЫЕ НОЖНИЦЫ ДЛЯ ИЗМЕЛЬЧЕНИЯ ОСОБО ГРОМОЗДКИХ ОТХОДОВ | 1995 |
|
RU2140822C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТХОДОВ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2172244C1 |
| НАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2009 |
|
RU2394742C1 |

