Группа изобретений относится к трубопроводному транспорту и используется при ремонте магистральных газопроводов с наружным диаметром 530-1420 мм. Группа изобретений (далее по тексту, ИЗ) относится к ресурсосберегающим технологиям, обеспечивающим повторное использование труб, в том числе, для последующего монтажа линейной части магистральных газопроводов из труб, демонтированных при проведении капитального ремонта линейной части магистральных газопроводов.
Из уровня техники известна группа изобретений «способ нанесения изоляционного покрытия на наружную поверхность трубопровода и устройства для его осуществления», которая используется в трассовых условиях при прокладке трубопроводов для их защиты от коррозии (см. RU №2443934, 27.02.2012). Наружную поверхность трубопровода очищают, наносят на нее методом безвоздушного распыления полиуретановую двухкомпонентную смесь. Устройства для очистки и нанесения покрытия выполнены в виде разъемных рам с роторами, на которых закреплены соответственно насадки пескоструйного аппарата и пистолеты высокого давления. Рамы опираются на наружную поверхность трубопровода ходовыми колесами и перемещаются вдоль трубопровода. Известное решение эффективно при строительстве, когда имеется многокилометровый трубопровод.
Известен комплекс для изоляции сварных стыков труб, в состав которого входит устройство для очистки наружной поверхности трубопровода с использованием пескоструйной установки (см. RU 2267692, 10.01.2006). Недостатком известного решения является ограниченная область применения, а также низкая производительность из-за отсутствия комплексной механизации и автоматизации процесса нанесения покрытия.
Наиболее близким к заявленной группе изобретений является «способ ремонта трубопровода», в котором на трассе, в базовых условиях, демонтированные трубы очищают от старой изоляции с последующей чистовой обработкой наружной поверхности труб. Наружную поверхность труб осушают и подготавливают, например, дробеметной очисткой под нанесение покрытия. Изолируют наружную поверхность труб путем нанесения полиуретанового защитного покрытия. Каждую трубу базируют на двух тележках, в зависимости от характера технологических операций, каждой трубе придают вращательное движение при ее продольном поступательном движении за счет перемещения тележек по рельсовому пути (см. RU №2462653, 27.09.2012).
Недостатком известного решения является невозможность быстрого демонтажа комплекса оборудования, его оперативное перемещение автотранспортом и установка в условиях быстро монтируемого цеха в местах складирования труб при ремонте магистральных газопроводов.
Задачей заявленной группы изобретений является расширение арсенала технических средств. Заявленная группа изобретений позволяет создать комплекс мобильного технологического оборудования, которое можно перемещать автотранспортом и оперативно устанавливать в условиях быстро монтируемого цеха. Указанное оборудование предназначено для выполнения операций заявленного способа от подготовки, демонтированных при капитальном ремонте линейной части магистральных газопроводов труб большого диаметра, до нанесения на их наружную поверхность покрытия в местах складирования труб при ремонте магистральных газопроводов.
Указанная задача решается способом нанесения покрытия на наружную поверхность труб, в котором в базовых условиях осуществляют предварительную очистку труб, их предварительный нагрев, последующую чистовую обработку наружной поверхности труб дробеметной очисткой, изолируют наружную поверхность труб путем нанесения защитного покрытия методом безвоздушного распыления, при этом чистовую обработку наружной поверхности трубы и нанесение на нее покрытия осуществляют в автоматическом режиме при вращении каждой трубы относительно ее продольной оси и продольном, относительно трубы, поступательном движении по рельсовому пути тележек на которых размещены, соответственно, аппарат дробеметной очистки наружной поверхности трубы и установка для нанесения на нее покрытия или ее распылитель, а нагрев каждой трубы осуществляют подачей теплоносителя внутрь трубы, для чего на ее торцах устанавливают и закрепляют заглушки с технологическими отверстиями для подачи и отвода теплоносителя.
В качестве теплоносителя используют газообразные продукты сжигания топлива, например, дизельного.
Для осуществления заявленного способа используют устройство для нагрева трубы газообразными продуктами сжигания топлива, содержащее установленные и закрепленные на торцах трубы металлические заглушки, каждая из которых содержит охватывающую наружную поверхность трубы обечайку и герметично соединенное с ней днище с технологическими отверстиями, при этом на одной заглушке смонтировано устройство для сжигания топлива с герметично размещенной в технологическом отверстии горелкой для подачи теплоносителя, а на другой заглушке - герметично закрепленный в отверстии для отвода теплоносителя рукав, причем на указанных днищах закреплены элементы фиксации трубы на позиции нагрева.
Для осуществления заявленного способа также используют устройство дробеметной очистки наружной поверхности трубы, которое содержит две неподвижные опоры с роликами и приводом вращения трубы относительно ее продольной оси, торцевой упор для трубы, тележку с колесами, привод ее перемещения по рельсовому пути вдоль обрабатываемой трубы, смонтированный на тележке аппарат дробеметной очистки с кабиной управления, вакуумной системой отсоса и удаления пылевидных отходов и отходов абразива, рабочая головка для очистки наружной поверхности трубы размещена на стреле и снабжена герметизирующей насадкой с возможностью ее прижатия к наружной поверхности обрабатываемой трубы, при этом герметизирующие элементы указанной насадки выполнены в виде щеток из стальных упругих проволок, что исключает попадание продуктов очистки трубы в рабочую зону. Управление и контроль чистовой обработкой наружной поверхности трубы осуществляют из кабины управления. Для исключения осевого перемещения при чистовой обработке трубы, последняя взаимодействует с торцевым упором и базируется на роликах указанных опор с наклоном в сторону торцевого упора под углом 0,3-1 градус, что исключает осевое перемещение трубы при ее чистовой обработке. Положение рабочей головки регулируется, и она устанавливается по центру оси вращения обрабатываемой трубы. Дробеметную очистку трубы осуществляют в автоматическом режиме.
Для осуществления заявленного способа также используют устройство для нанесения покрытия на наружную поверхность трубы, которое содержит неподвижную и подвижную вдоль продольной оси трубы опоры с роликами, приводом вращения трубы относительно ее продольной оси, тележку с ходовыми колесами, привод ее перемещения по рельсовому пути вдоль обрабатываемой трубы и смонтированную на тележке установку для нанесения на нее покрытия или ее распылитель. В качестве установки для нанесения покрытия используют установку высокого давления безвоздушного распыления. Распылитель указанной установки располагается в зоне центра оси вращения обрабатываемой трубы, закреплен на стойке с возможностью перемещения в горизонтальной и вертикальной плоскостях, что позволяет обрабатывать трубы различного диаметра. Одна из опор с роликами выполнена подвижной в направлении продольной оси трубы для компенсации различия в длинах труб повторного применения.
Указанные совокупности признаков обеспечивают высокое качество подготовки поверхности трубы под покрытие, высокую производительность при малой стоимости работ, сокращение разрыва во времени между операциями очистки трубы и нанесения на ее наружную поверхность изоляционного покрытия, поскольку все операции способа выполняются в базовых условиях, где налажено поточное производство работ, что в свою очередь повышает качество изоляционного покрытия.
Отремонтированные и изолированные трубы транспортируют на трассу газопровода, где их монтируют в границах ремонтируемого участка. Оборудование цеха может быть легко демонтировано и быстро смонтировано вновь при необходимости перебазирования оборудования на другой объект капитального ремонта магистрального газопровода.
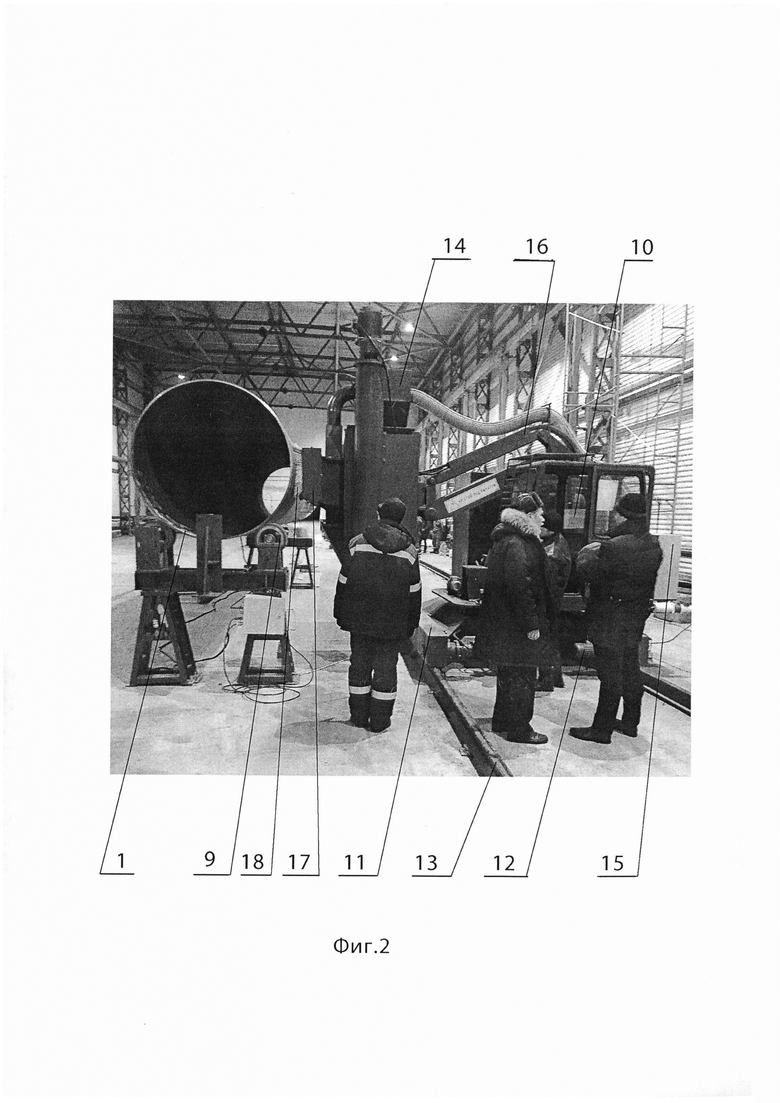
Заявленная группа изобретений иллюстрируется фотографиями, где на фиг. 1 изображено устройство для нагрева труб; на фиг. 2 изображено устройство для очистки наружной поверхности труб. Позициями обозначены следующие элементы:
1 - труба;
2 - заглушка;
3 - заглушка;
4 - обечайка;
5 - днище;
6 - элементы фиксации;
7 - устройство для сжигания топлива;
8 - рукав для отвода теплоносителя;
9 - опоры с роликами для базирования трубы;
10 - кабина управления;
11 - тележка;
12 - привод перемещения тележки;
13 - рельсовый путь;
14 - аппарат дробеметной очистки;
15 - вакуумная система отсоса абразива и удаления пылевидных отходов;
16 - стрела;
17 - герметизирующая насадка;
18 - герметизирующие элементы.
Труба 1 поступает на участок предварительного нагрева, где на ее торцы устанавливают и закрепляют заглушки 2 и 3 (см. фиг. 1). Заглушки 2, 3 содержат охватывающую наружную поверхность трубы 1 обечайку 4 и герметично соединенное с ней днище 5, в котором выполнено технологическое отверстие. Кроме того, на указанном днище закреплены элементы фиксации 6 трубы 1 на позиции ее нагрева.
На заглушке 2 смонтировано устройство для сжигания топлива 7 с горелкой, герметично размещенной в технологическом отверстии для подачи теплоносителя внутрь трубы 1. На заглушке 3 в технологическом отверстии герметично закреплен рукав для отвода теплоносителя 8. В качестве теплоносителя используют газообразные продукты сжигания топлива, например, дизельного. Предварительный нагрев трубы 1 осуществляют с использованием, например, дизельной горелки «Baltur BTL-26» (см. www.baltur.su/prod/disel/btl/BTL26.html).
Температура наружной поверхности трубы при этом составляет 60±10 градусов С.
После предварительного нагрева трубу 1 с помощью кран-балки подают на опоры с роликами 9 до торцевого упора (не показан) и придают трубе вращение вокруг ее продольной оси. Управление и контроль чистовой обработкой наружной поверхности трубы 1 осуществляют из кабины управления 10. На тележке 11 с ходовыми колесами (не показаны) и приводом ее перемещения 12 по рельсовому пути 13 вдоль обрабатываемой трубы 1, смонтирован аппарат дробеметной очистки 14 с кабиной управления 10, вакуумной системой отсоса и удаления пылевидных отходов и отходов абразива 15. Рабочая головка (не показана) для очистки наружной поверхности трубы 1 размещена на стреле 16 и снабжена герметизирующей насадкой 17 с возможностью ее прижатия к наружной поверхности обрабатываемой трубы 1, при этом герметизирующие элементы 18 указанной насадки выполнены в виде щеток из стальных упругих проволок, что исключает попадание продуктов очистки трубы в рабочую зону. Расположение роликов на опорах обеспечивает надежное базирование труб различного диаметра на опорах. Обрабатываемая труба 1 взаимодействует с торцевым упором и базируется на роликах указанных опор с наклоном в сторону торцевого упора под углом 0,3-1 градус, что исключает осевое перемещение трубы при ее чистовой обработке.
Положение рабочей головки и герметизирующей насадки регулируется расположением стрелы 16, при этом головку устанавливают по центру оси вращения обрабатываемой трубы 1 не зависимо от ее диаметра. Дробеметную обработку трубы осуществляют в автоматическом режиме от торца, противоположного торцевому упору, чтобы исключить осевое перемещение трубы и возможность ее схода с роликов опор.
В качестве аппарата дробеметной очистки используют, например, аппарат «VB 100 - С» (см. www. blastspray.ru). В устройстве дробеметной очистки используют дробь стальную SR710. Степень очистки наружной поверхности трубы на выходе из указанного устройства соответствует Sa  по ISO 8501-1, шероховатость наружной поверхности трубы Rz 62-89 мкм, при этом норма: Rz 40-100 мкм по ISO 8503-4. Степень запыленности на выходе соответствует третьему классу по ISO 8502-3.
по ISO 8501-1, шероховатость наружной поверхности трубы Rz 62-89 мкм, при этом норма: Rz 40-100 мкм по ISO 8503-4. Степень запыленности на выходе соответствует третьему классу по ISO 8502-3.
После чистовой обработки трубу 1 с помощью кран-балки перемещают на участок нанесения покрытия и подают на опоры с роликами и приводом вращения трубы относительно ее продольной оси, где трубе придают вращение вокруг ее продольной оси. Расположение роликов на опорах обеспечивает надежное базирование труб различного диаметра на опорах. Одна из роликовых опор в направлении продольной оси трубы выполнена подвижной для компенсации различия в длинах труб повторного применения. На тележке с ходовыми колесами и приводом ее перемещения по рельсовому пути вдоль обрабатываемой трубы, смонтирована установка для нанесения на наружную поверхность трубы покрытия. Ее распылитель закреплен на стойке с возможностью перемещения в горизонтальной и вертикальной плоскостях. Распылитель устанавливают в зоне центра оси вращения обрабатываемой трубы не зависимо от ее диаметра, что позволяет обрабатывать трубы различного диаметра: 530-1420 мм. Возможно закрепление на указанной тележке только распылителя установки для нанесения на наружную поверхность трубы покрытия, при этом последняя представляет собой установку высокого давления безвоздушного распыления.
При нанесении покрытия на наружную поверхность трубы указанная тележка движется вдоль обрабатываемой трубы по рельсовому пути. Работы по нанесению наружного защитного покрытия осуществляют в автоматическом режиме на основе, например, полиуретана - материала «РПУ-1021», который является безпраймерной системой, состоящей из двухкомпонентной полиуретановой мастики, наносимой толщиной не менее 1,5 мм. Материал «РПУ-1021» наносится в один слой безвоздушным распылением установкой высокого давления, обеспечивающей дозирование компонентов в заданном соотношении под давлением 80-150 кг/см2. Распыление смеси производиться с использованием оборудования для ее автоматического нанесения при следующих условиях:
- температура окружающего воздуха в цехе 17-18 градусов С;
- температура компонентов при нанесении:
компонента А - 60 градусов С, компонента Б - 30 градусов С;
- температура поверхности трубы перед нанесением на нее покрытия - 25-30 градусов С.
Нанесение покрытия «РПУ-1021» осуществляется с помощью, например, установки Graco Hydro-Cat (см. www/graco.com/ru/products/coatings-and-foam/hydra-cat-fixed-ratio.html).
Отремонтированные и изолированные трубы транспортируют на трассу газопровода, где их монтируют в границах ремонтируемого участка.
Нанесение на трубы, например, повторного применения, полиуретанового покрытия в цеховых условиях в непосредственной близости от объектов капитального ремонта магистрального газопровода, позволяет значительно увеличить объемы использования труб повторного применения, повысить качество работ в сравнении с трассовой переизоляцией, исключает климатическое влияние на работы по нанесению изоляции и снижает стоимость капитального ремонта в сравнении с использованием новых труб с заводским антикоррозионным покрытием. Оборудование цеха может быть легко демонтировано и смонтировано вновь при необходимости перебазирования оборудования на другой объект капитального ремонта магистрального газопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЕГО УСТРОЙСТВА | 2011 |
|
RU2462653C1 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |
| МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ | 2015 |
|
RU2602941C2 |
| НАРУЖНОЕ ПОЛИУРЕТАНОВОЕ ДВУХКОМПОНЕНТНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ (ВАРИАНТЫ) | 2012 |
|
RU2481367C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443934C1 |
| СПОСОБ ПОДГОТОВКИ ТРУБ ДЛЯ ПОВТОРНОГО ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338946C1 |
| СПОСОБ УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ ТРУБЫ | 2019 |
|
RU2708176C1 |
| УСТРОЙСТВО "ВАГУС" ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ТРУБУ | 2009 |
|
RU2407598C1 |
| Способ ремонта трубопровода | 2016 |
|
RU2640132C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |

Группа изобретений относится к трубопроводному транспорту и используется при ремонте магистральных газопроводов с наружным диаметром 530-1420 мм. Задачей заявленной группы изобретений (ИЗ) является расширение арсенала технических средств. ИЗ позволяет создать комплекс мобильного технологического оборудования, которое можно перемещать автотранспортом и оперативно устанавливать в условиях быстро монтируемого цеха. В базовых условиях осуществляют предварительную очистку труб, их предварительный нагрев, чистовую обработку наружной поверхности труб дробеметной очисткой, изолируют наружную поверхность труб путем нанесения защитного полиуретанового покрытия методом безвоздушного распыления, при этом чистовую обработку наружной поверхности трубы и нанесение на нее покрытия осуществляют при вращении каждой трубы относительно ее продольной оси и продольном, относительно трубы, поступательном движении по рельсовому пути тележек, на которых размещены аппарат дробеметной обработки наружной поверхности трубы и установка для нанесения на нее покрытия или ее распылитель, соответственно, а предварительный нагрев каждой трубы осуществляют подачей теплоносителя внутрь трубы, для чего на ее торцах устанавливают и закрепляют заглушки с технологическими отверстиями для подачи и отвода теплоносителя. При этом в качестве теплоносителя используют газообразные продукты сжигания топлива, например дизельного. Дано описание устройства предварительного нагрева труб, устройства для очистки наружной поверхности труб и устройства для нанесения покрытия на их наружную поверхность. 4 н. и 3 з.п. ф-лы, 2 ил.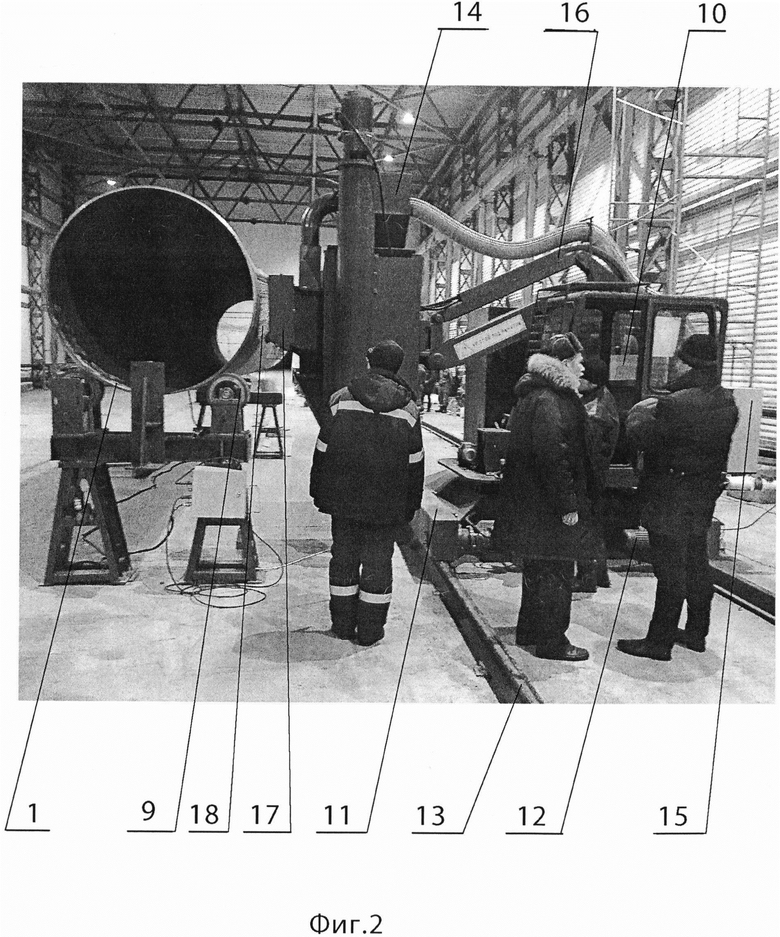
1. Способ нанесения покрытия на наружную поверхность труб, в котором в базовых условиях осуществляют предварительную очистку труб, их предварительный нагрев, последующую чистовую обработку наружной поверхности труб дробеметной очисткой, изолируют наружную поверхность труб путем нанесения защитного покрытия методом безвоздушного распыления, при этом чистовую обработку наружной поверхности трубы и нанесение на нее покрытия осуществляют в автоматическом режиме при вращении каждой трубы относительно ее продольной оси и продольном, относительно трубы, поступательном движении по рельсовому пути тележек, на которых размещены, соответственно, аппарат дробеметной очистки наружной поверхности трубы и установка для нанесения на нее покрытия или ее распылитель, а нагрев каждой трубы осуществляют подачей теплоносителя внутрь трубы, для чего на ее торцах устанавливают и закрепляют заглушки с технологическими отверстиями для подачи и отвода теплоносителя.
2. Способ по п. 1, в котором в качестве теплоносителя используют газообразные продукты сжигания топлива, например дизельного.
3. Устройство для нагрева трубы газообразными продуктами сжигания топлива, которое содержит установленные и закрепленные на торцах трубы металлические заглушки, каждая из которых содержит охватывающую наружную поверхность трубы обечайку и герметично соединенное с ней днище с технологическими отверстиями, при этом на одной заглушке смонтировано устройство для сжигания топлива с герметично размещенной в технологическом отверстии горелкой для подачи теплоносителя, а на другой заглушке - герметично закрепленный в отверстии для отвода теплоносителя рукав, причем на указанных днищах закреплены элементы фиксации трубы на позиции нагрева.
4. Устройство дробеметной очистки наружной поверхности трубы, которое содержит две неподвижные опоры с роликами, привод вращения трубы относительно ее продольной оси, торцевой упор, тележку с колесами, привод ее перемещения по рельсовому пути вдоль обрабатываемой трубы, смонтированный на тележке аппарат дробеметной очистки с кабиной управления, вакуумной системой отсоса и удаления пылевидных отходов и отходов абразива, рабочая головка для очистки наружной поверхности трубы размещена на стреле и снабжена герметизирующей насадкой с возможностью ее прижатия к наружной поверхности обрабатываемой трубы, при этом герметизирующие элементы указанной насадки выполнены в виде щеток из стальных упругих проволок.
5. Устройство по п. 4, в котором, для исключения осевого перемещения при чистовой обработке трубы, последняя взаимодействует с торцевым упором и базируется на роликах указанных опор с наклоном в сторону торцевого упора под углом 0,3-1 градус.
6. Устройство для нанесения покрытия на наружную поверхность трубы, которое содержит неподвижную и подвижную вдоль продольной оси трубы роликовые опоры с приводом вращения трубы относительно ее продольной оси, тележку с ходовыми колесами, привод ее перемещения по рельсовому пути вдоль обрабатываемой трубы и смонтированную на тележке установку высокого давления безвоздушного распыления для нанесения на нее покрытия или ее распылитель.
7. Устройство по п. 6, в котором распылитель установки для нанесения покрытия на наружную поверхность трубы закреплен на стойке с возможностью перемещения в горизонтальной и вертикальной плоскостях.
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА, КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЕГО УСТРОЙСТВА | 2011 |
|
RU2462653C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443934C1 |
| МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ | 2015 |
|
RU2602941C2 |
| КОМПЛЕКС ДЛЯ ИЗОЛЯЦИИ СВАРНЫХ СТЫКОВ ТРУБ | 2004 |
|
RU2267692C1 |

