Изобретение относится к термически разделенному профилю, содержащему по меньшей мере один пластмассовый профиль и по меньшей мере два проходящих в продольном направлении пластмассового профиля металлических профиля, при этом металлические профили имеют канавки, в которые по меньшей мере частично входит указанный по меньшей мере один пластмассовый профиль с помощью проходящих в продольном направлении профиля выступов, при этом эти профили стыкованы и соединены друг с другом с образованием термически разделенного профиля, и при этом пластмассовый профиль склеен с металлическими профилями.
Кроме того, изобретение относится к способу изготовления термически разделенного профиля, в котором соединяют друг с другом по меньшей мере один пластмассовый профиль и по меньшей мере два проходящих в продольном направлении пластмассового профиля металлических профиля, отличающемуся тем, что пластмассовый профиль и металлические профили стыкуют и соединяют друг с другом с образованием термически разделенного профиля с помощью расположенных на пластмассовом профиле и проходящих в продольном направлении профиля выступов, которые входят в расположенные на металлических профилях канавки, при этом по меньшей мере один пластмассовый профиль склеивают по меньшей мере с двумя металлическими профилями.
Такие термически раздельные профили из пластмассы, из дерева и из металла известны и могут применяться, например, при изготовлении окон, дверей, разделительных стенок, в строительстве кондиционеров, строительстве зданий, установках для использования солнечной энергии и т.п., при этом, согласно изобретению, рассматривается возможность использования термически разделенного профиля для стеклянных окон или дверей и стеклянных разделительных стенок. Вместо стекла можно использовать также панели.
Недостатком профилей из дерева является то, что дерево является живым материалом, который иногда претерпевает сильные изменения размеров, а также является стойким к погодным условиям лишь после защитной обработки (покраски и т.д.), при этом эту покраску необходимо снова и снова обновлять, и так изготовленные профили имеют ограниченный срок службы.
Пластмассовые профили из-за их в большинстве случаев небольшой прочности и по соображениям внешнего вида часто не находят спроса. Кроме того, пластмассы под нагрузкой проявляют тенденцию к ползучести и претерпевают при колебаниях температуры часто большие изменения размеров.
Такие профили известны из ЕР 2096250 А2, DE 4238750 А1, ЕР 1555376 А1, DE 2412317 А1 и DE 3909193 А1.
В основу изобретения положена задача создания термически разделенного профиля указанного в начале вида, который также пригоден для указанных выше целей применения, имеет благоприятные термические свойства и обеспечивает простоту изготовления и дальнейшей обработки, и в котором компенсированы допуски конструктивных элементов.
Эта задача решена, согласно изобретению, в термически разделенном профиле указанного в начале вида тем, что клей введен под давлением в профиль с продольной стороны профиля.
Эта задача решена в способе указанного в начале вида тем, что клей вводят под давлением в профиль с продольной стороны профиля.
Металлические профили сами по себе являются хорошо пригодными, однако имеют тот недостаток, что хорошо проводят тепло, так что имеют плохие теплоизоляционные свойства. Для устранения этого недостатка часто из, как правило, двух металлических профилей и одного или нескольких пластмассовых профилей создают комбинированный профиль. Однако и эти профили имеют в соответствии с известными способами изготовления некоторые недостатки. В большинстве случаев прочность пластмассовых профилей, соответственно, их соединения с металлическими профилями создает проблемы, однако почти всегда недостатком является выдерживание заданных размеров, т.е. слишком большие допуски на размеры. В обычных способах изготовления металлических профилей обычными являются отклонения размеров в конструктивной глубине ±0,2-0,4 мм, пластмассовые профили можно в большинстве случаев изготавливать с допуском на конструктивную глубину ±0,1-0,3 мм. Это приводит в наиболее неблагоприятном случае к отклонению размеров в направлении конструктивной глубины до ±1,1 мм, что для многих применений слишком много. Возможным подходом к решению этой проблемы могла бы быть сортировка отдельных частичных профилей с последующим подходящим комбинированием их с целью достижения желаемых допусков. Однако такой подход связан с большими расходами на сортировку, хранение и логистику.
Для создания термически разделенного профиля, который также при возможно неточно изготовленных частичных профилях имеет небольшие допуски изготовления при благоприятных термических свойствах и обеспечивает возможность хорошей дальнейшей обработки, в модификации изобретения предлагается, что металлические профили и возможно пластмассовый профиль удерживаются для калибровки с помощью зажимов, в то время как средство для компенсации отклонений размеров металлических профилей и/или пластмассового профиля затвердевает.
Таким образом, согласно изобретению, в термически разделенном профиле предусмотрены средства, которые во время точной калибровки размеров затвердевают и тем самым обеспечивают возможность точного по размерам изготовления профиля из нескольких частичных профилей. Тем самым может быть значительно улучшено выдерживание заданных размеров и возможны допуски ±0,2-0,3 мм для всего профиля. Предпочтительные варианты выполнения изобретения являются предметом зависимых пунктов формулы изобретения.
Поскольку термически разделенный профиль, согласно изобретению, состоит из двух металлических профилей, которые соединены друг с другом через пластмассовый профиль, профиль, согласно изобретению, имеет наряду с благоприятными свойствами, которые имеют металлические профили для указанных выше целей применения, хорошие (тепло) изоляционные свойства, так что профиль, согласно изобретению, можно называть термически разделенным профилем.
Форма и количество пластмассовых профилей и металлических профилей являются произвольными и могут быть согласованы с подлежащей созданию наружной формой конструкции и с целью применения. В рамках изобретения в принципе возможно соединение лишь одного единственного металлического профиля с одним единственным пластмассовым профилем или единственного металлического профиля с несколькими пластмассовыми профилями, или единственного пластмассового профиля с несколькими металлическими профилями, или нескольких металлических профилей с несколькими пластмассовыми профилями.
На основании возможного применения стальных профилей можно применять как открытые металлические профили, так и закрытые металлические профили, при этом металлические профили могут быть изготовлены посредством роликового формирования, кантовки и при необходимости сварки, в виде тянутого профиля или же с помощью непрерывного литья.
Для соединения между пластмассовым профилем и обоими наружными профилями в рамках данного изобретения имеется несколько возможностей.
Одна из возможностей состоит в том, что пластмассовый профиль своими обеими согласованными с обоими металлическими профилями продольными сторонами входит в поднутренные продольные канавки металлических профилей и там фиксируется с геометрическим замыканием поперек продольного направления профилей.
В продольном направлении термически разделенного профиля соединение между металлическими профилями и пластмассовым профилем осуществляется с силовым замыканием, при этом это силовое замыкание может достигаться в зоне обращенных друг к другу поверхностей металлических профилей и пластмассовых профилей, при этом, как правило, достаточно, когда, например, лишь металлические профили имеют в зоне поднутренной канавки шероховатости. Такие шероховатости могут быть образованы с помощью накатных валиков или роликов. Вместо или дополнительно к шероховатости могут быть предусмотрены выполненные уже при изготовлении профиля неровности.
Другой вариант улучшения силового замыкания между металлическим профилем и пластмассовым профилем состоит в косом расположении пластмассового профиля для вдвигания в металлические профили, так что достигается зажим за счет клиновидного действия.
В одном варианте выполнения изобретения предусмотрено, что введенные в поднутренные канавки металлических профилей части пластмассового профиля соединены с помощью сварки со средней частью пластмассового профиля, которая расположена между металлическими профилями. Таким образом, получается термически разделенный профиль, согласно изобретению, в котором металлические профили соединены с пластмассовым профилем (например, состоящим сначала из четырех различных частей или имеющим такие части).
Возможным видом сварки является сварка контактным нагревом, при которой в подлежащие сварке друг с другом части пластмассовых профилей вводят зеркало (покрытое тефлоном) и нагревают, так что обращенные друг к другу зоны частей пластмассового профиля после вынимания зеркала свариваются друг с другом посредством сжимания.
Для обеспечения возможности выполнения при этом калибровки, подлежащие сварке перемычки изготавливаются заранее с припуском, например, 0,5-1,0 мм. Толщиной пластмассового профиля и тем самым всего комбинированного профиля управляют при сварке перемычки через длительность воздействия тепла сварочного устройства при одновременном сжатии и тем самым целенаправленном оплавлении соединительных перемычек.
Кроме того, за счет сжатия во время калибровки пластмассовые и металлические профили одновременно прижимаются друг к другу, за счет чего создается, соответственно, усиливается силовое замыкание между металлическим профилем и пластмассовым профилем.
Другой вид крепления в металлических профилях термически разделенного профиля, согласно изобретению, состоит в введении в зоне размещенных в поднутренных канавках частей пластмассового профиля жгутов из расширяющегося при подводе энергии, например, при воздействии тепла, клея (расширяющейся пластмассы) и вызывания их расширения, например, посредством подвода тепла. Эти жгуты не должны быть выполнены непрерывными, что, однако, является предпочтительным. За счет расширения жгутов из клея достигается достаточное силовое замыкание между пластмассовым профилем и металлическими профилями, которое обеспечивает надежное соединение между частями термически разделенных профилей, согласно изобретению. Этот вариант выполнения может быть еще дополнен тем, что в частях металлических профилей, которые граничат с расширяющимся клеем, предусмотрены отверстия, в которые проникает клей при расширении, и после затвердевания клея дополнительно к силовому замыканию между частями профиля, согласно изобретению, обеспечивается геометрическое замыкание.
В рамках изобретения предпочтительно, когда для склеивания применяется клей, который имеет такие температурные свойства, что термически разделенный профиль в первоначальном виде или после изготовления из него конструктивных элементов (дверей или окон или аналогичных конструкций) можно покрывать лаком или порошковым покрытием при повышенных температурах.
После введения клея профили удерживаются в заданном положении относительно друг друга так долго, пока клей не затвердеет настолько, что больше нет опасности сдвига, соответственно, изменения длины отдельных профилей относительно друг друга. Этот промежуток времени зависит от вида и, возможно, от количества применяемого клея и составляет, например, между 20 и 30 минут.
Калибровка осуществляется во время склеивания. За счет клеевого шва и введенного в него клея можно в достаточной мере компенсировать допуски конструктивных элементов в конструктивной глубине. Для этого, естественно, все частичные профили во время фазы затвердевания клея необходимо точно позиционировать относительно друг друга и фиксировать.
В рамках изобретения возможно также, что термически разделенный профиль, согласно изобретению, выполнен в виде упорной планки так, что по меньшей мере на одном металлическом профиле предусмотрен проходящий в продольном направлении упорный фланец.
Кроме того, с термически разделенным профилем, согласно изобретению, могут быть соединены удерживающие стекло планки, уплотнения и т.п., которые являются обычными для рам окон и дверей, для рам стен и для удерживания стекла, соответственно, панелей на профильных планках.
Кроме того, согласно изобретению, могут быть предусмотрены в средней зоне пластмассового профиля центрирующие ребра, Т-образные канавки или направляющие в форме ласточкина хвоста, которые проходят в продольном направлении, которые центрируют подлежащие креплению на профиле части, такие как, например, крышки, замки и т.д., соответственно, обеспечивают возможность их быстрого крепления.
Соединяющий друг с другом оба металлических профиля пластмассовый профиль может состоять из нескольких продольно проходящих частей, которые соединены друг с другом с помощью сварки по всей их длине, так что термически разделенный профиль, согласно изобретению, может быть изготовлен в виде полного профиля.
При этом возможно, что сварка частей пластмассы осуществляется либо непрерывно по всей длине, либо в отдельных местах, например, в одном или нескольких местах сварки.
В рамках изобретения в одном варианте выполнения предусмотрено, что геометрия пластмассового профиля выбрана и выполнена так, что при сварке выступающих частей пластмассового профиля в единый пластмассовый профиль, который соединяет друг с другом металлические профили, происходит заклинивание с металлическими профилями (стальными профилями). Например, это достигается тем, что за счет натяга металлических профилей достигается заклинивание. Таким образом, может достигаться, что за счет натяга предотвращается сдвиг относительно друг друга частей (пластмассовых профилей и металлических профилей) термически разделенного профиля, согласно изобретению.
В рамках изобретения в одном варианте выполнения предусмотрено, что геометрия профилей выбрана так, что при сварке или склеивании ограничиваются допуски, так что сумма отдельных допусков (двух металлических профилей и одного пластмассового профиля) уменьшается в конструктивной глубине. В частности, предпочтительна геометрия, при которой пластмассовые перемычки имеют припуск, для того чтобы при сварке достигать размера, который обеспечивает желаемый допуск (конструктивную глубину). Для склеивания геометрия выбрана так, что клей, соответственно, заполняет свободное пространство и тем самым может поглощать допуск для всего профиля.
Таким образом, можно ограничивать типичные допуски для металлических профилей (±0,2-0,4 мм) и пластмассовых профилей (±0,1-0,3 мм) так, что готовый комбинированный профиль имеет допуски ±0,2-0,3 мм.
Термически разделенный профиль, согласно изобретению, может быть выполнен так, что в пластмассовом профиле и/или в металлических профилях или по меньшей мере в одном из них предусмотрены перфорации, так что, в частности, при применении клея, после стыковки могут передаваться продольные силы, т.е. исключается сдвиг относительно друг друга частей профильной планки, согласно изобретению.
В одном варианте выполнения термически разделенного профиля, согласно изобретению, металлические профили (стальные профили) могут иметь такую геометрию (форму поперечного сечения), что на основании формы металлических профилей возможна сварка с образованием рамы из пластмассового профиля без оказания отрицательного влияния (такого как деформация и/или неприятный запах). Это может достигаться, например, за счет того, что стальные профили имеют закрытую форму, так что электрическая дуга (при сварке) не попадает непосредственно на пластмассовый профиль.
В рамках изобретения пластмассовый профиль термически разделенного профиля, согласно изобретению, может быть выполнен так, что обеспечивается центрирование с приемом комплектующих частей, таких как замки, крышки и т.п. Это достигается, например, за счет того, что пластмассовый профиль имеет в поверхности углубление, которое обеспечивает центрирование.
Кроме того, в рамках изобретения возможно, что составляющие части термически разделенного профиля, согласно изобретению, т.е. пластмассовый профиль и металлические профили, имеют формы поперечного сечения (профили), которые позволяют вводить (с зажиманием или склеиванием) в термически разделенный профиль, согласно изобретению, уплотнения.
Для этого предусмотрены, например, канавки или т.п. В частности, возможно, что уплотнения используются в качестве внутреннего, наружного или среднего уплотнения между рамой двери и створкой. Кроме того, эти канавки можно применять для размещения уплотнений или т.п. для разделения фальца стекла или для отклонения возможно проникающей воды.
Материал, из которого изготовлен термически разделенный профиль, согласно изобретению, может быть выбран так, что он способен принимать винтовые соединения. Примерами предпочтительных материалов являются полиэфиры или армированные стекловолокном полиэфиры или другие пластмассы, такие как полиамиды или полиуретаны.
Форма поперечного сечения (форма профиля) пластмассового профиля выбрана, в частности, так, что обеспечивается небольшая проводимость тепла от металлического профиля к металлическому профилю термически разделенного профиля, согласно изобретению.
Это может, в частности, достигаться тем, что поверхности соприкосновения уменьшены до минимума, и/или соединение осуществляется с помощью вспенивающегося клея или т.п.
На обращенной к соседнему металлическому профилю стенке продольно проходящих выступов пластмассового профиля в одном варианте выполнения могут быть предусмотрены продольно проходящие ребра. Эти ребра прилегают, например, к обращенным к ним частям металлических профилей и передают силы сжатия и тем самым силы на весь термически разделенный профиль, согласно изобретению.
В одном варианте выполнения на пластмассовом профиле, в частности на основном теле, предусмотрены направленные наружу центрирующие ребра, которые служат для центрирования внутренних или наружных конструктивных элементов относительно профиля, согласно изобретению.
Другие подробности и признаки изобретения следуют из приведенного ниже описания предпочтительных примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - вариант выполнения термически разделенного профиля, согласно изобретению, в изометрической проекции;
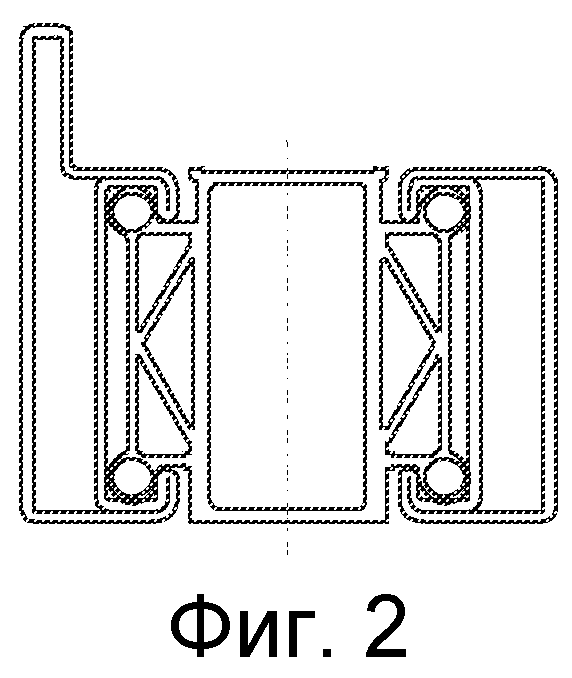
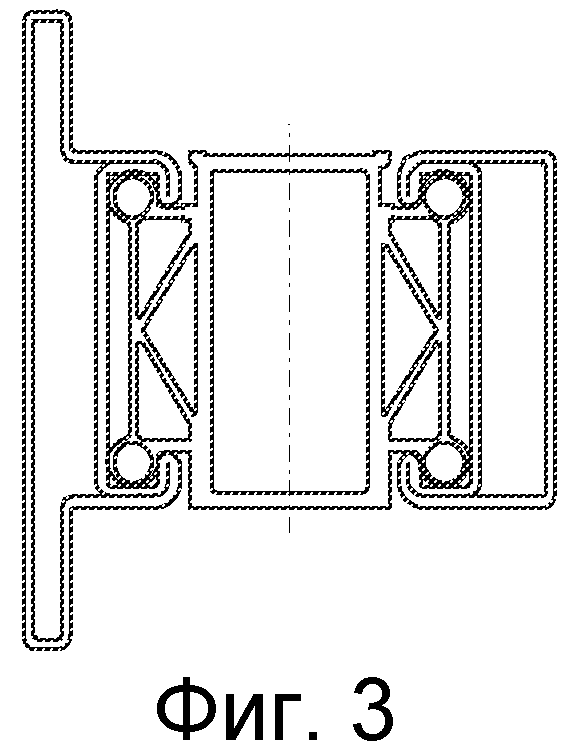
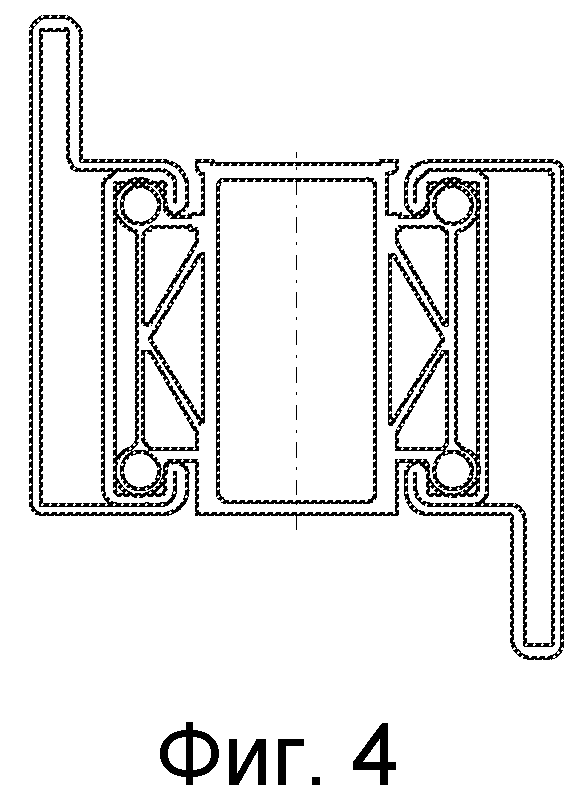
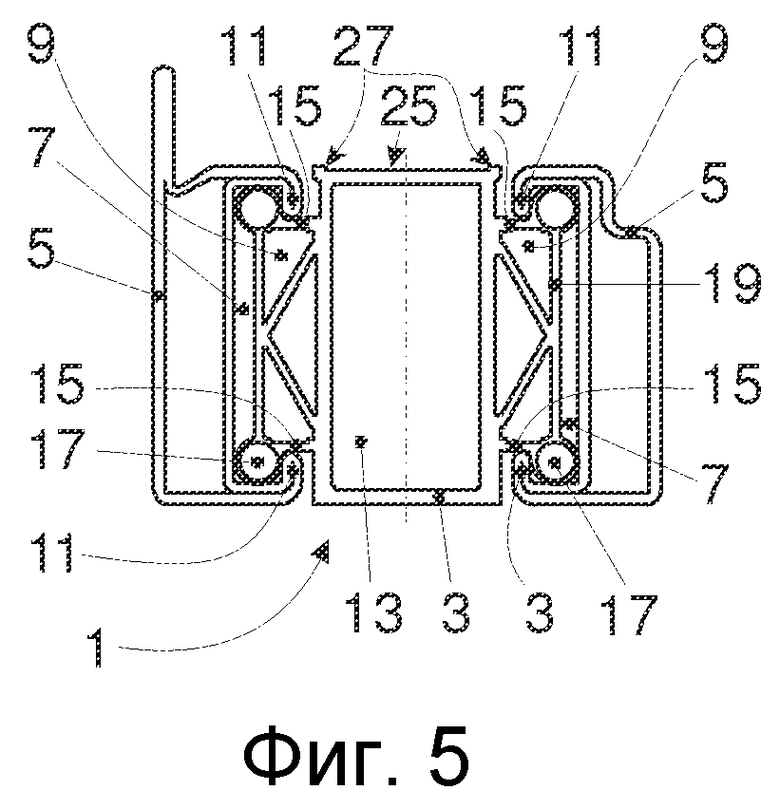
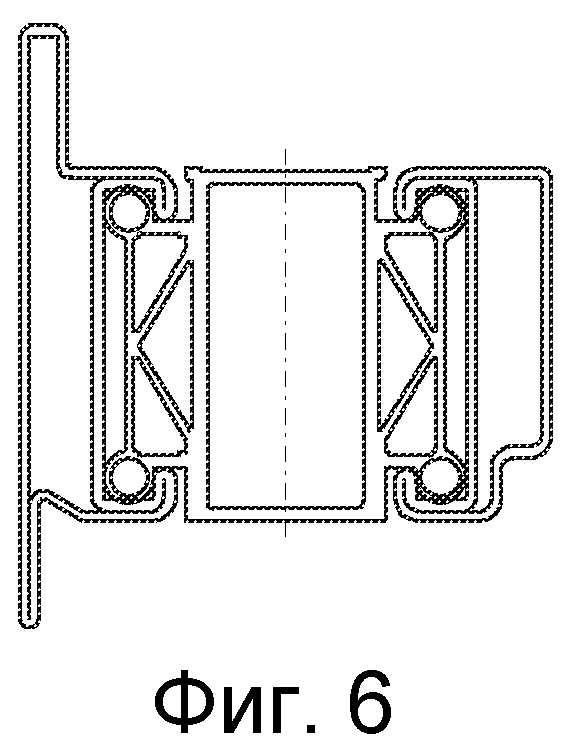
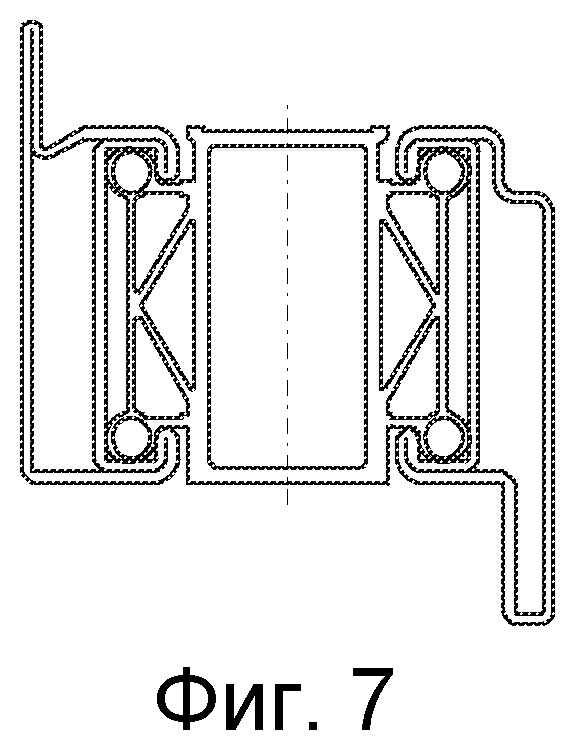
фиг.2-7 - различные варианты выполнения термически разделенного профиля, согласно изобретению, на виде с торца;
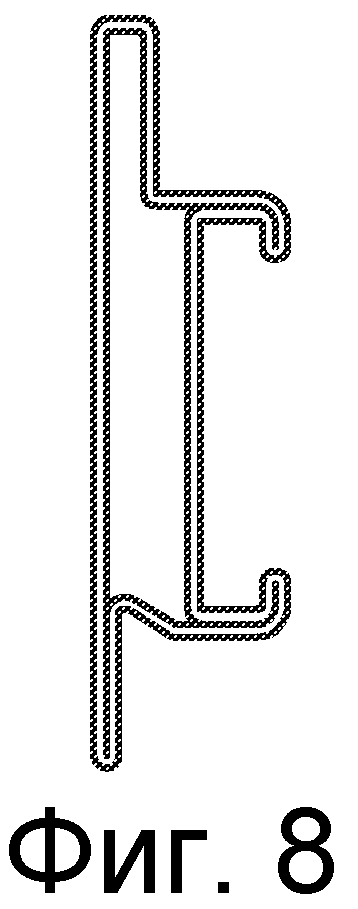
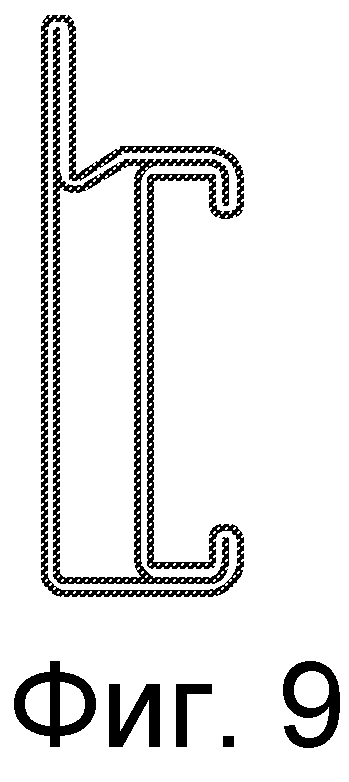
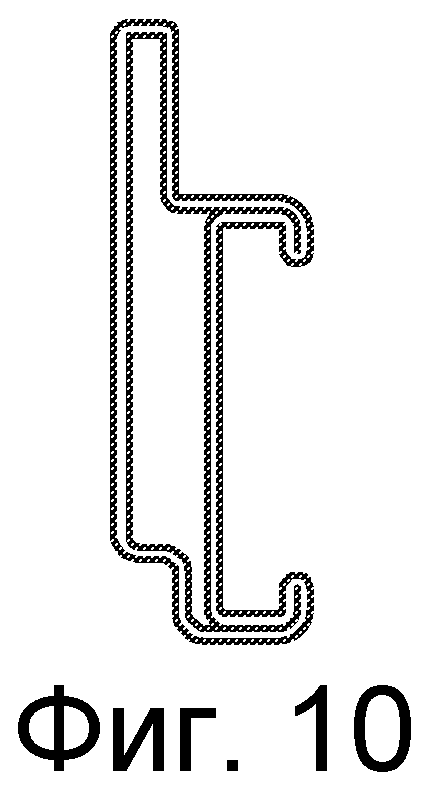
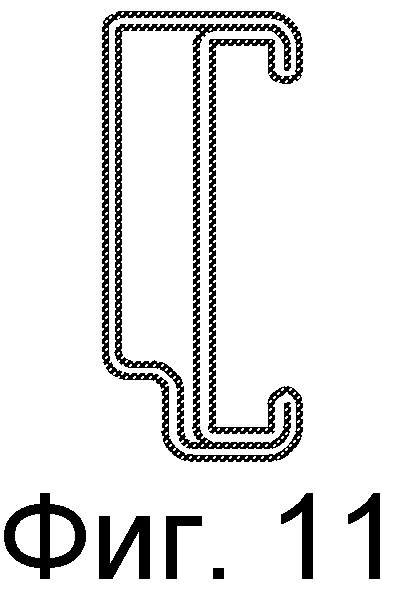
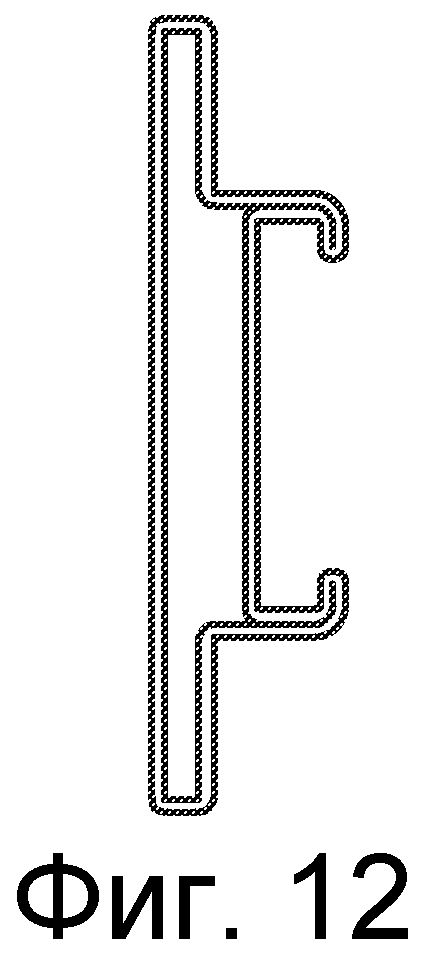
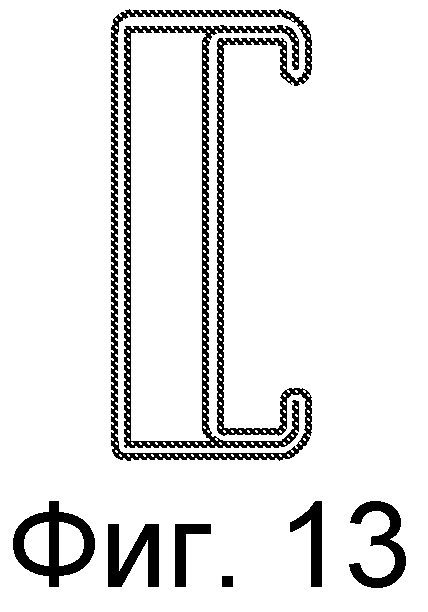
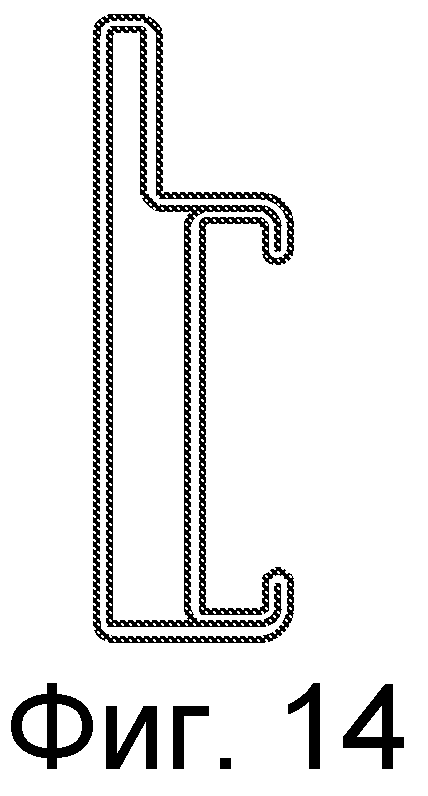
фиг.8-14 - различные варианты выполнения металлических профилей для термически разделенных профилей, согласно изобретению;
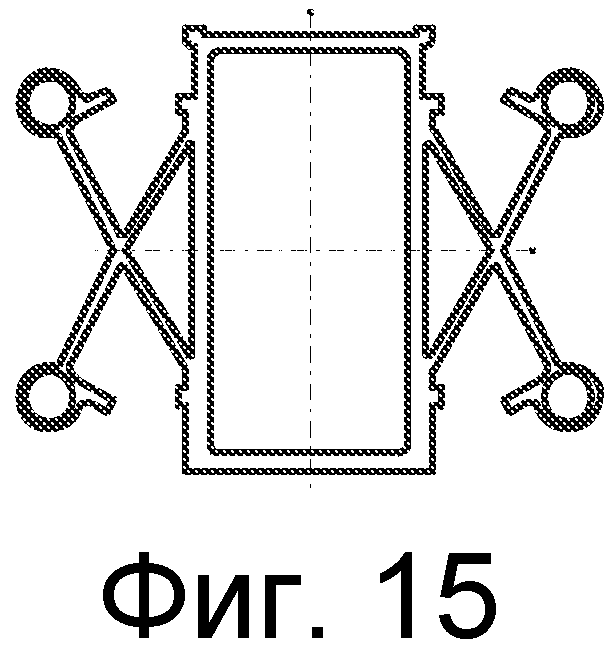
фиг.15 - вариант выполнения пластмассового профиля для термически разделенного профиля, согласно изобретению, на виде с торца;
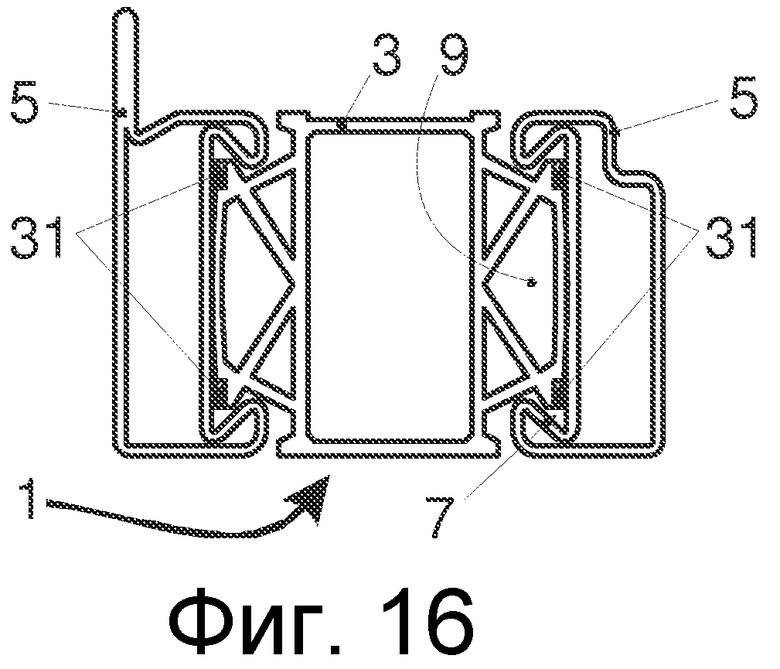
фиг.16 - другой вариант выполнения термически разделенного профиля, согласно изобретению, на виде с торца;
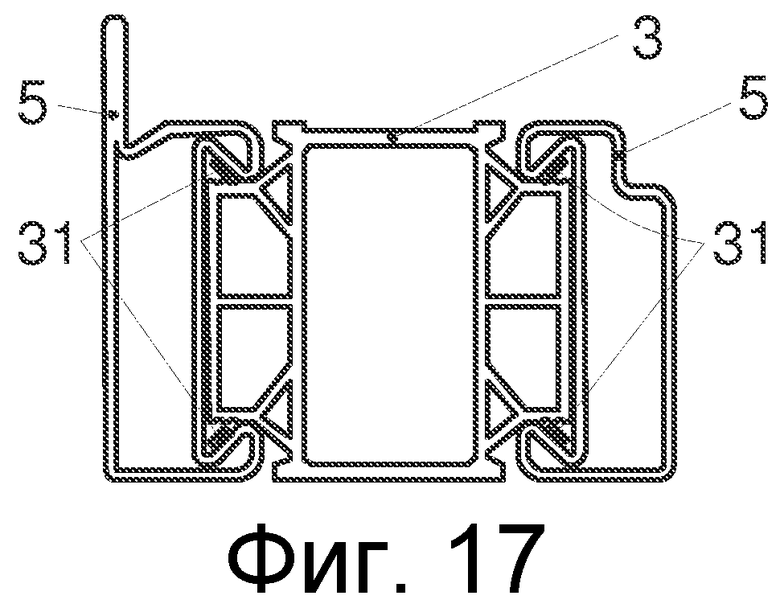
фиг.17 - другой вариант выполнения термически разделенного профиля, согласно изобретению, на виде с торца;
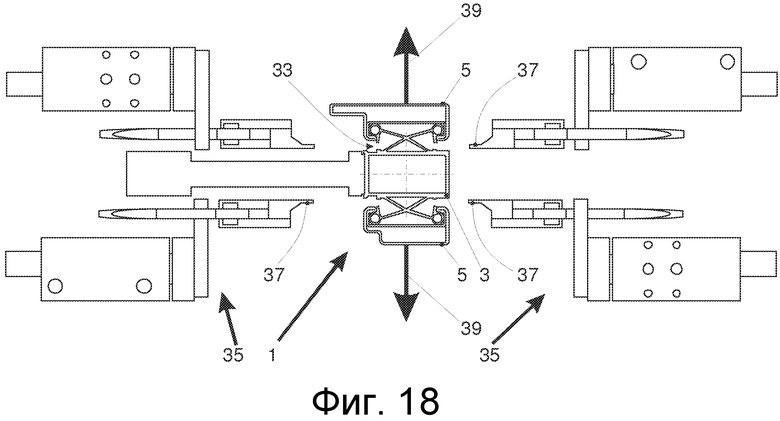
фиг.18 - система для изготовления термически разделенного профиля, согласно изобретению, с помощью сварки контактным нагревом;
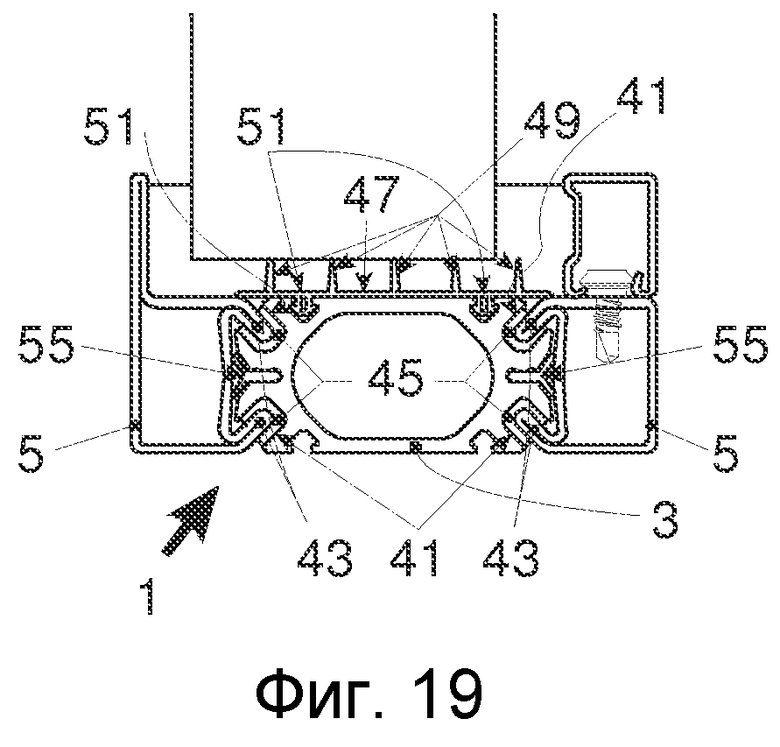
фиг.19 - другой вариант выполнения в виде оконного профиля термически разделенного профиля, согласно изобретению;
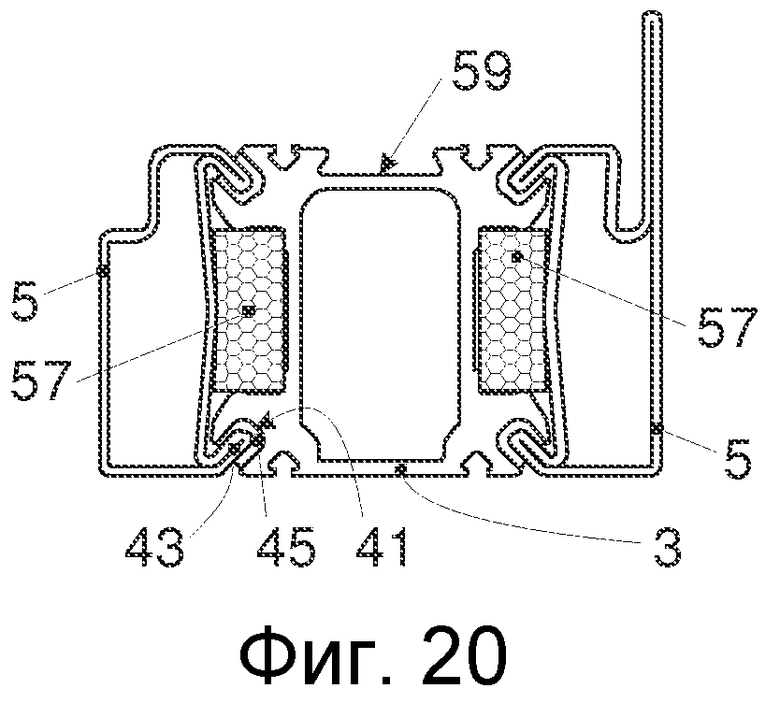
фиг.20 - вариант выполнения с изолирующим элементом между пластмассовым профилем и металлическими профилями;
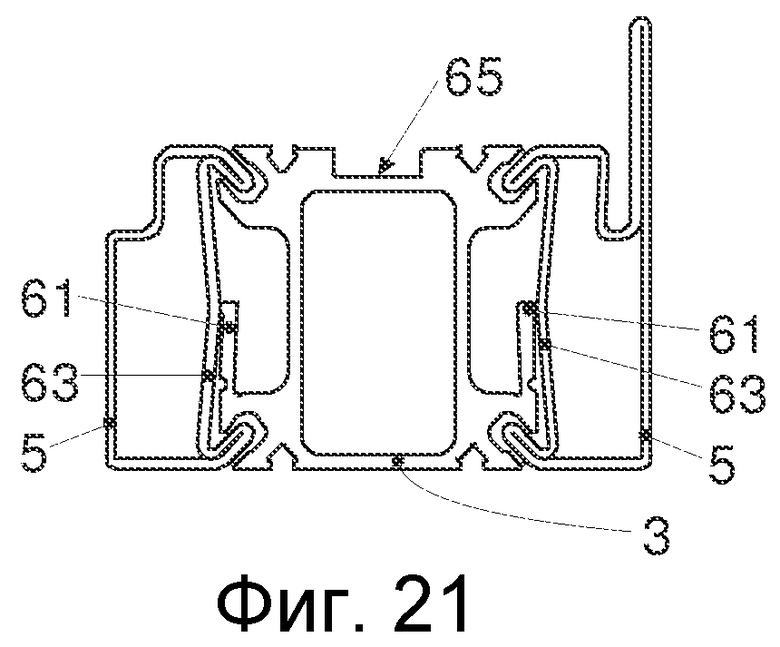
фиг.21 - вариант выполнения с пружинным элементом между пластмассовым профилем и металлическими профилями;
фиг.22 - вариант выполнения пластмассового профиля с другим вариантом выполнения пружинных элементов;
фиг.23 - другой вариант выполнения термически разделенного профиля, согласно изобретению;
фиг.24 - предпочтительный вариант выполнения способа изготовления термически разделенных профилей, согласно изобретению, при применении пружинных или изменяющих форму элементов;
фиг.25 - предпочтительный вариант выполнения способа изготовления термически разделенных профилей, согласно изобретению, без пружинных или изменяющих форму элементов, для профилей с очень узкой геометрией;
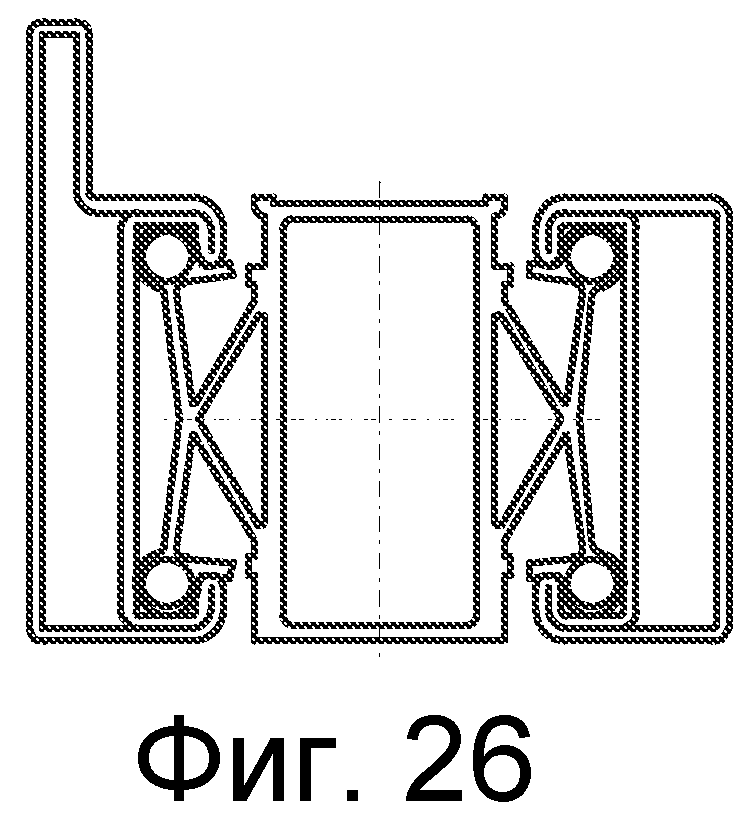
фиг.26 - металлические (стальные) профили с встроенным пластмассовым профилем, на виде с торца;
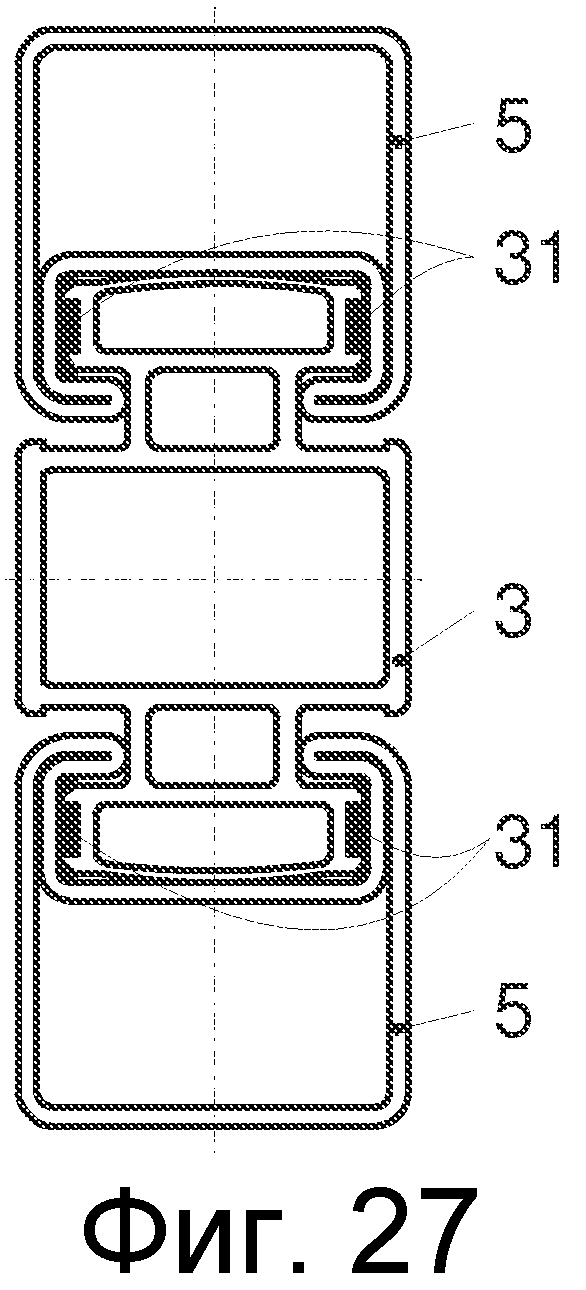
фиг.27 - металлические (стальные) профили с встроенным, уже вклеенным пластмассовым профилем, на виде с торца.
В показанном на фиг.1 варианте выполнения термически разделенного профиля 1, согласно изобретению, он состоит из пластмассового профиля 3 и двух металлических профилей 5.
Металлические профили 5 состыкованы и соединены друг с другом через пластмассовый профиль 3 с образованием термически разделенного профиля 1.
Следует исходить из того, что термически разделенный профиль 1, согласно изобретению, изготавливают с большой длиной, хотя на фиг.1 показан лишь (короткий) участок термически разделенного профиля 1, согласно изобретению.
Металлические профили 5 могут быть непрерывно отлитыми профилями, например, из бронзы или другого металлического материала. Металлические профили 5 могут быть также сформированы посредством деформации металлических полос (роликового формирования) в металлические профили в показанных на фиг.1 и на фиг.8-14 вариантах выполнения и изготовлены, например, посредством сварки (с помощью продольных сварных швов или с помощью точечной сварки).
Металлические профили 5 имеют на обращенных друг к другу в положении использования в термически разделенных профилях 1 сторонах поднутренные, продольно проходящие канавки 7. В эти продольно проходящие канавки 7 входит пластмассовый профиль 3 своими обоими предусмотренными на обращенных к металлическим профилям сторонах выступами 9.
Продольно проходящие канавки 7 металлических профилей 3 ограничены в направлении пластмассового профиля 3 отогнутыми внутрь продольно проходящими полками 11.
Продольно проходящие выступы 9 имеют в показанном на фиг.1 примере выполнения две исходящие от основного тела 13 пластмассового профиля 3 перемычки 15, которые несут продольно проходящие, например, трубчатые профильные части 17. Профильные части 17 соединены друг с другом стенкой 19. Из стенки 19 в показанном на фиг.1 примере выполнения выступают еще продольно проходящие ребра 21, которые опираются на дно продольно проходящих канавок 7 металлических профилей 5. В ограниченном между перемычками 15 и стенкой 19, а также основным телом 13 полом пространстве с примерно прямоугольным поперечным сечением предусмотрены еще наклонные или перпендикулярные стенке 19 стенки 23 жесткости.
В показанном на фиг.1 варианте выполнения еще предусмотрено, что продольно проходящая поперечная стенка 25 основного тела 13 пластмассового профиля 3 имеет на своих краях продольно проходящие центрирующие ребра 27. Такие центрирующие ребра могут быть также предусмотрены на обеих поперечных стенках основного тела 13 пластмассового профиля 3.
На фиг.2-7 показаны различные варианты выполнения термически разделенных профилей, согласно изобретению, которые отличаются друг от друга различными вариантами выполнения металлических профилей 5, при этом показанный на фиг.5 вариант выполнения по существу соответствует показанному на фиг.1 варианту выполнения. Применяемые в показанных на фиг.1-7 металлические профили показаны отдельно еще раз на фиг.8-14. Можно видеть, что металлические профили в этом варианте выполнения могут быть изготовлены посредством деформации металлических полос (например, стальных полос). В рамках изобретения возможно также изготовление металлических профилей из бронзы или других материалов, например, из непрерывно отливаемой бронзы.
На фиг.15 показан отдельно еще раз на виде с торца пластмассовый профиль 3, при этом в данном случае выбран вариант выполнения, в котором на стенке 19 продольно проходящих выступов 9 пластмассового профиля 3 не предусмотрены продольно проходящие ребра 21.
В показанном на фиг.15 и фиг.26 варианте выполнения перемычки 15 выступов 9 разделены в продольном направлении (таким образом, выступы 9 за счет прерываний 33 являются открытыми). Части перемычек 15 могут быть, например, сварены друг с другом, как это показано в качестве примера на фиг.18, так что получается пластмассовый профиль 3 в варианте выполнения, который показан на фиг.2-7. В этом варианте выполнения можно также выполнять калибровку профиля 1 при соединении (сварке) частей перемычек 15 выступов 9. Можно также отдельные части или участки пластмассового профиля 3, например, перемычки 15 на фиг.1 или 5, размягчать настолько, что они могут пластично деформироваться, а затем снова затвердевать.
В показанном на фиг.1-15 варианте выполнения продольно проходящие выступы 9 пластмассового профиля 3 входят по существу с геометрическим замыканием в продольно проходящие канавки 7 металлических профилей 5, так что удерживается вместе профильная планка 1, согласно изобретению.
Для обеспечения более высокой надежности предотвращения относительных сдвигов составляющих частей (пластмассового профиля 3 и металлических профилей 5) термически разделенного профиля 1, согласно изобретению, могут быть приняты различные меры. Одна такая мера состоит, например, как показано на фиг.16 и 17, во введении клея 31 между продольно проходящими выступами 9 пластмассового профиля 3 и металлическими профилями 5. Такой клей 31 может быть, например, расширяющимся под действием тепла клеем 31, так что можно без проблем, как показано на фиг.16 и 17, вводить полосы такого клея 31 при стыковке составляющих частей 3 и 5 термически разделенного профиля 1, согласно изобретению.
В показанном на фиг.16 и 17 варианте выполнения возможно также, что в обращенных друг к другу зонах металлических профилей 5 и пластмассового профиля 3, например, в дне продольно проходящих канавок 7 и/или в зоне продольно проходящих выступов 9 пластмассового профиля 3 выполнены на расстоянии друг от друга отверстия (перфорации), в которые входит клей 31 при расширении, так что дополнительно к клеевому соединению достигается соединение с геометрическим замыканием между составляющими частями термически разделенных профилей 1, согласно изобретению.
Вариант выполнения, согласно изобретению, термически разделенного профиля 1 позволяет также изготавливать их с небольшими допусками проходящих поперек их продольного направления размеров. Это можно осуществлять, например, тем, что предусмотренные на пластмассовом профиле выступы 9 выполняют сначала еще открытыми, т.е. с продольно проходящими прорезями 33 между частями перемычек 15. С помощью устройств 37 контактно-тепловой сварки, зеркала 37 которого вводятся в продольно проходящие прорези 33 в перемычках 15 выступов 9 пластмассового профиля 3, можно прорези 33 закрывать посредством сварки, при этом одновременно возможна калибровка в обозначенном на фиг.18 с помощью стрелок 39 направлении, так что для размеров термически разделенного профиля 1, согласно изобретению, возможно выполнение с требуемыми небольшими допусками поперек его продольного прохождения (расстояния металлических профилей 3 друг от друга). Тем самым предотвращается, что допуски металлических профилей 5 и допуски пластмассового профиля 3 суммируются, и тем самым термически разделенный профиль 1, согласно изобретению, имеет размер, который превышает или меньше допустимых допусков.
На фиг.19 показан другой вариант выполнения термически разделенного профиля 1, согласно изобретению, в виде оконного профиля, в котором на пластмассовом профиле 3 расположены четыре U-образные канавки 41, которые в разрезе ориентированы V-образно относительно друг друга. В канавки 41 входят с зазором выступы 43 в виде прямых ребер, которые ориентированы относительно друг друга как U-образные канавки 41 и тем самым А-образно на каждом металлическом профиле 5. В зазор между ребрами 43 и канавками 41 вводят клей 45 с целью неподвижного соединения пластмассового профиля 3 с металлическими профилями 5. При этом клей можно вводить сначала лишь на дно канавок 41, который затем при подводе энергии, в частности, под действием тепла, расширяется для заполнения полностью зазора. В качестве альтернативного решения, клей можно также нагнетать с помощью форсунки в зазор между уже стыкованными друг с другом профилями 3, 5.
Между металлическими профилями 5 и пластмассовым профилем 3 установлен соответствующий пружинный элемент 55 в виде Y-образной пружинной скобы, который вызывает натяг между пластмассовым профилем 3 и соответствующим металлическим профилем 5.
Вместо U-образных канавок 41 и плоских выступов 43 можно применять также по-другому профилированные канавки и выступы, в частности, Т-образные канавки и выступы, которые образуют более стабильное соединение с геометрическим замыканием.
На пластмассовом профиле 3 могут быть установлены, например, закреплены с помощью фиксирующего соединения 51, уплотнения 47 для фальца стекла с манжетами 49, с целью разделения фальца стекла между стеклом 53 и профилем 3 на несколько камер. Уплотнение фальца стекла может быть выполнено так, что за счет местной перфорации манжет 49 или разрывных манжет 49 можно отклонять возможно проникающую воду, соответственно, отводить ее наружу.
На фиг.20 показан вариант выполнения термически разделенного профиля 1, который относительно соединения пластмассового профиля 3 с металлическими профилями 5 выполнен как показанный на фиг.19 вариант выполнения, т.е. имеет V-образно расположенные U-образные канавки 41, в которые вклеиваются плоские ребра 43. Между металлическими профилями 5 и пластмассовым профилем 3 расположены изолирующие элементы 57, которые имеют не только изолирующее действие, но также в зависимости от свойств материала могут применяться для вызывания натяга между пластмассовым профилем 3 и соответствующим металлическим профилем 5.
На одной стороне пластмассового профиля 3 в варианте выполнения, согласно фиг.20, расположена канавка 59 в форме ласточкина хвоста с целью крепления там имеющих соответствующую форму конструктивных элементов.
В показанном на фиг.21 варианте выполнения, который относительно соединения пластмассового профиля 3 с металлическими профилями 5 выполнен как на фиг.20, т.е. имеет V-образно расположенные U-образные канавки 41, в которые вклеены плоские ребра 43, в качестве пружинного элемента на пластмассовом профиле 3 сформирован рычаг 61, который пружинно прилегает к внутренней стенке соответствующего металлического профиля 5. Кроме того, вместо канавки в форме ласточкина хвоста, как на фиг.20, предусмотрена U-образная канавка 65.
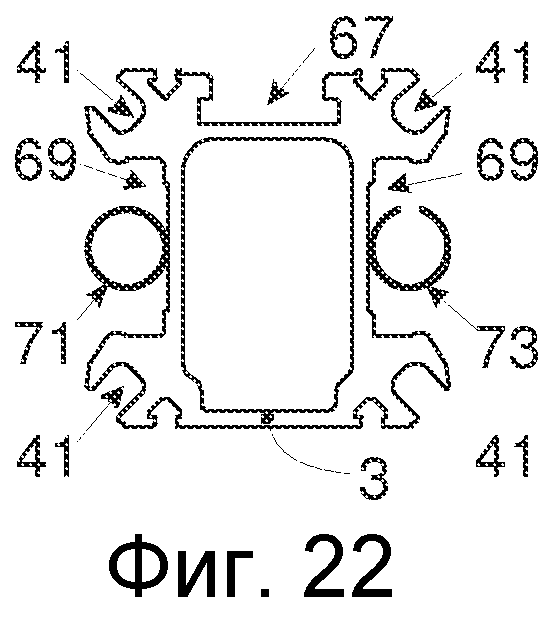
В показанном на фиг.22 варианте выполнения снова предусмотрен пластмассовый профиль 3, который выполнен максимально как на фиг.20, однако имеет Т-образную канавку 67 для крепления в ней имеющих соответствующую форму других конструктивных элементов. Канавки 59, 65, 67 служат для размещения других конструктивных элементов, например привинчиваемых пластин, и предназначены для передачи крепежных сил.
В углублении 69, в которое в показанном на фиг.20 варианте выполнения вложен изолирующий элемент 57, в варианте выполнения, согласно фиг.22, предпочтительно вложена кольцеобразная пружинная скоба 71, 73, которая может быть открытой или замкнутой и снова создает натяг пластмассового профиля 3 с соответствующим (не изображенным) металлическим профилем.
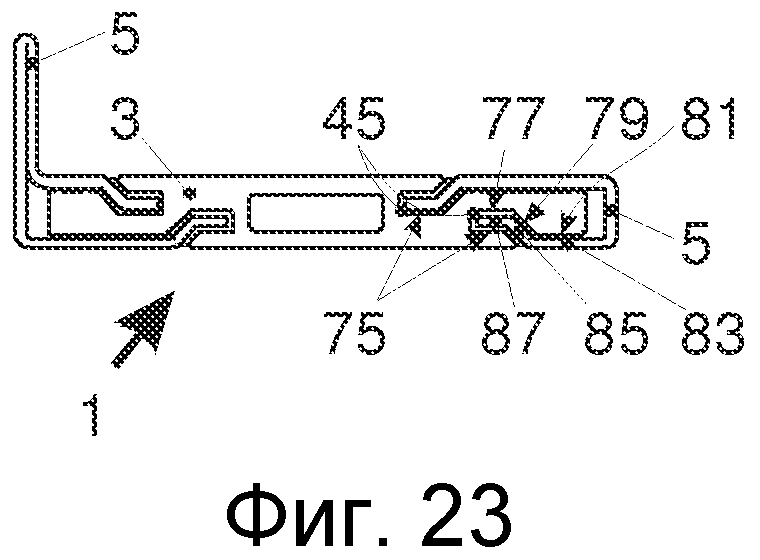
На фиг.23 показан другой вариант выполнения термически разделенного профиля 1, согласно изобретению, который имеет сравнительно плоскую форму поперечного сечения. Поскольку в этом варианте выполнения имеется немного места для V-образного расположения канавок, в которые входят ребра металлических профилей, то канавки 75 расположены примерно в виде растянутой буквы Z, при этом внутренняя полка 77 и средняя перемычка 79 полностью размещены в пластмассовом профиле 3, в то время как наружная полка 81 от Z открыта в сторону, так что соответствующий плечевой участок 83 металлического профиля 5 лежит открыто с одной стороны, в то время как оба других плечевых участка 85, 87 размещены в пластмассовом профиле 3.
Металлические профили 5 в показанном на фиг.23 варианте выполнения являются открытыми, по существу U-образными профилями, которые своими свободными полками 83, 85, 87 образуют выступы или ребра, которые входят в канавки 77, 79, 81 на пластмассовом профиле 3 или могут быть там вклеены.
Для того чтобы термически разделенный профиль 1, согласно изобретению, был пригоден для возможно большей области применения, пластмасса может быть пригодной для наружного применения и/или защиты от пожара. Кроме того, пластмасса может полностью или лишь частично (например, на видимых сторонах) обеспечивать возможность нанесения лака и/или порошкового покрытия.
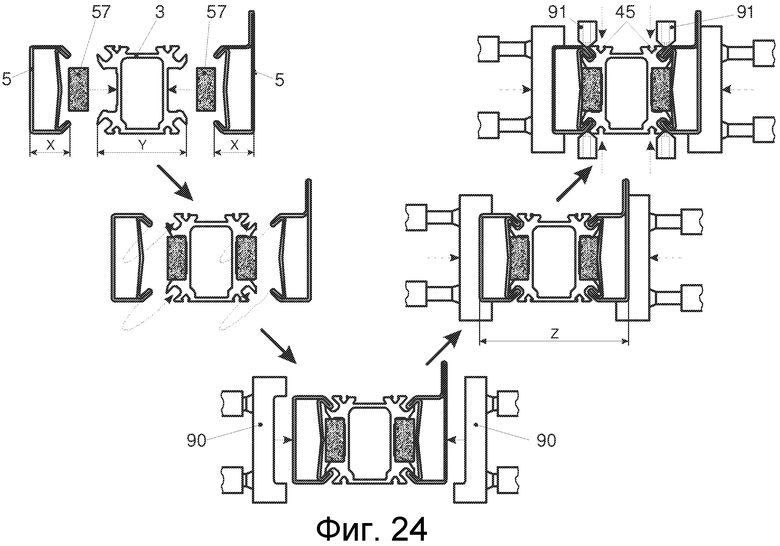
На фиг.24 показаны стадии способа, согласно изобретению, изготовления термически разделенного профиля с применением пружинного или изменяющего форму элемента. Этот пружинный или изменяющий форму элемент вкладывают, как показано на фигуре, в первой стадии или же он в случае сформированного пружинного элемента (62 на фиг.21) имеется заранее. При этом пружинный элемент может быть выполнен в виде открытой (73 на фиг.22) или замкнутой, также металлической пружинной скобы (71 на фиг.22), возможно также, в случае недостатка места, в виде Y-образного пружинного элемента (55 на фиг.19) из усиленного, кондиционированного полиамида или металла. По причинам термического разделения хорошо зарекомендовал себя также вспененный изменяющий форму элемент (57 на фиг.20 и 24).
Во второй стадии металлические профили насаживают на пластмассовый профиль. Затем сначала лишь свободно составленный вместе комбинированный профиль закладывают, соответственно, вдвигают в сжимающее устройство, предпочтительно в пресс или в рольганг, и медленно сжимают в четвертой стадии. При достижении заданного размера, соответственно, размера внутри желаемого допуска, части профиля фиксируют относительно друг друга для склеивания в пятой и последней стадии. Для этого форсунки для клея перемещаются вдоль швов склеивания и выдавливают заполняющий зазор клей вокруг металлических шаблонов. Таким образом, можно точно изготавливать весь комбинированный профиль с шириной Z (например, с допуском ±0,2-0,3 мм), хотя отдельные допуски размера Х, как указывалось выше, при обычных способах изготовления металлических профилей составляют порядка ±0,2-0,4 мм, а допуск размера Y пластмассового профиля составляет порядка ±0,1-0,3 мм.
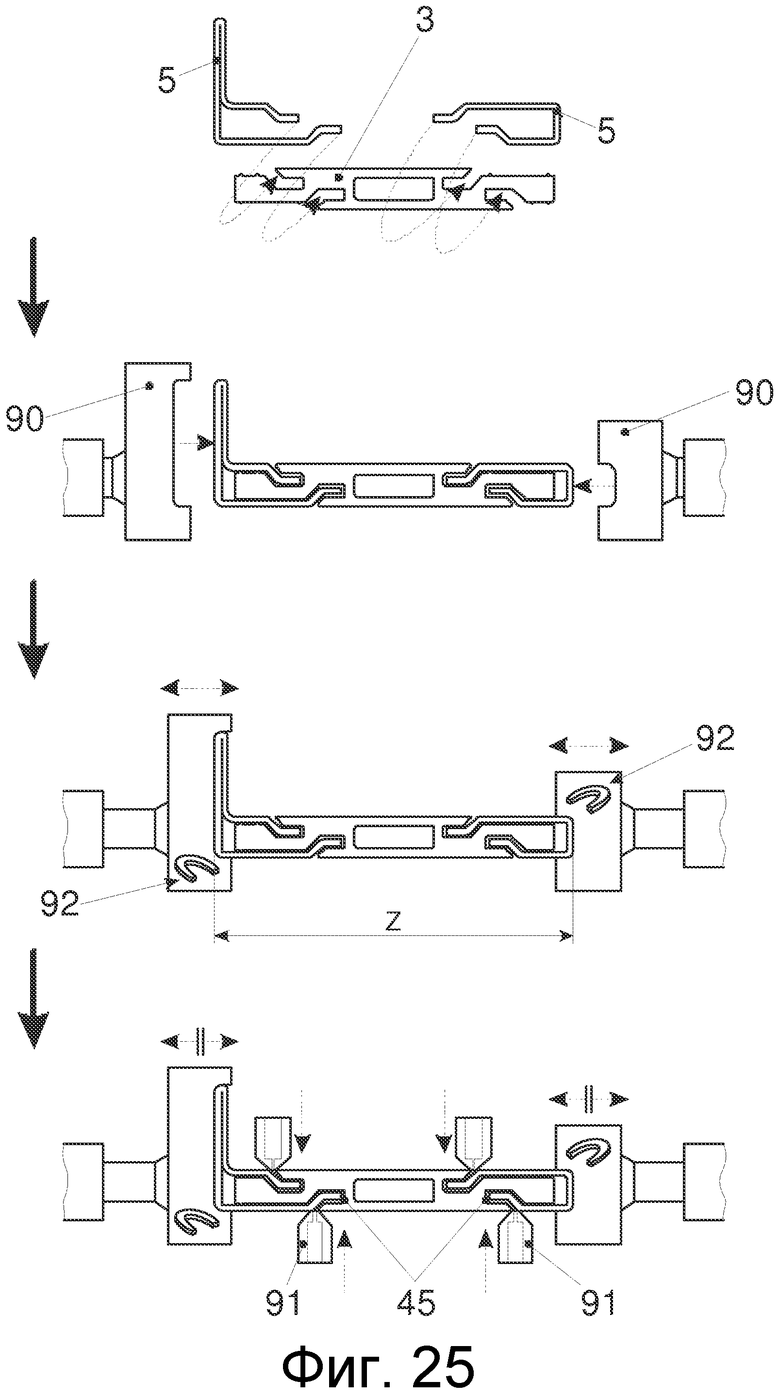
На фиг.25 показаны стадии изготовления термически разделенного профиля, согласно изобретению, без применения пружинного или изменяющего форму элемента. Это необходимо, например, когда профиль должен быть особенно узким и нет места для расположения пружинного элемента. Таким образом, в этом случае в первой стадии металлические профили насаживают на пластмассовый профиль. Затем во второй стадии сначала лишь свободно составленный комбинированный профиль закладывают в пресс 90 с намагничиваемыми щеками 92. В третьей стадии намагничивают щеки 92 для удерживания металлических профилей и сдвигают пресс на желаемый размер. В четвертой и последней стадии форсунки (91) для клея перемещаются вдоль швов 45 склеивания и выдавливают заполняющий зазор клей вокруг металлических полок 87. Таким образом, можно также точно изготавливать весь комбинированный профиль с допуском ±0,2-0,3 мм, даже когда отдельные допуски являются по меньшей мере частично больше.
Термически разделенный профиль (1) имеет по меньшей мере один пластмассовый профиль (3) и по меньшей мере два проходящих в продольном направлении пластмассового профиля (3) металлических профиля (5). Металлические профили (5) через пластмассовый профиль (3) состыкованы и соединены друг с другом с образованием термически разделенного профиля (1) так, что общую ширину профиля можно изготавливать независимо от допусков изготовления отдельных профилей. Для этого пластмассовый профиль (3) имеет продольно проходящие выступы (9, 43, 83, 85, 87), которые входят с геометрическим замыканием в продольно проходящие канавки (7, 41, 77, 79, 81) металлических профилей (5), при этом соединение с помощью сварки или клея может компенсировать допуски конструктивных элементов. 2 н. и 13 з.п. ф-лы, 27 ил.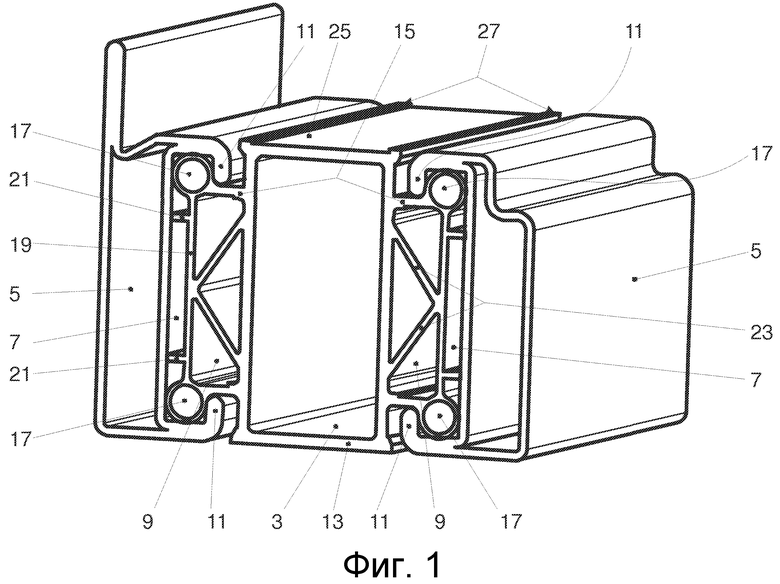
1. Термически разделенный профиль (1), содержащий по меньшей мере один пластмассовый профиль (3) и по меньшей мере два проходящих в продольном направлении пластмассового профиля (3) металлических профиля (5),
при этом металлические профили (5) имеют канавки (7), в которые по меньшей мере частично входит указанный по меньшей мере один пластмассовый профиль (3) с помощью проходящих в продольном направлении профиля выступов (9),
при этом эти профили (3, 5) состыкованы и соединены друг с другом с образованием термически разделенного профиля (1), и
при этом пластмассовый профиль (3) склеен с металлическими профилями (5),
отличающийся тем, что клей введен под давлением в профиль (1) с продольной стороны профиля.
2. Термически разделенный профиль по п. 1, отличающийся тем, что в пластмассовом профиле выполнены канавки (41; 77, 79, 81), в которые входят расположенные на металлических профилях выступы (43; 83, 85, 87).
3. Термически разделенный профиль по любому из пп. 1 или 2, отличающийся тем, что в пластмассовом профиле (3) для каждого металлического профиля (5) выполнены две канавки (41), которые в разрезе ориентированы V-образно относительно друг друга.
4. Термически разделенный профиль по п. 2, отличающийся тем, что зазор между выступами (43, 83, 85, 87) металлических профилей (5) и канавками (41, 77, 79, 81), в которых размещены выступы (43, 83, 85, 87), по меньшей мере частично заполнен клеем (45), причем, в частности, клей (31) заполняет весь зазор.
5. Термически разделенный профиль по п. 4, отличающийся тем, что клей (31, 45) является клеем, расширяющимся при подводе энергии, в частности под действием тепла, и, в частности, после затвердевания выдерживает повышенные температуры, с целью обеспечения, например, возможности нанесения порошкового покрытия на профиль.
6. Термически разделенный профиль по п. 1, отличающийся тем, что клей (31, 45) расположен между дном канавок (7) металлических профилей (5) и обращенными к металлическим профилям (5) концевыми поверхностями проходящих в продольном направлении профиля выступов (9) пластмассового профиля (3).
7. Термически разделенный профиль по п. 1, отличающийся тем, что предусмотрен по меньшей мере один жгут, предпочтительно два жгута из клея (31, 45).
8. Термически разделенный профиль по п. 1, отличающийся тем, что в обращенных друг к другу частях пластмассового профиля (3) и/или металлических профилей (5) предусмотрены отверстия и/или углубления для вхождения клея (31, 45).
9. Термически разделенный профиль по п. 1, отличающийся тем, что клей (31) предусмотрен по всей длине термически разделенного профиля (1).
10. Способ изготовления термически разделенного профиля (1), в котором соединяют друг с другом по меньшей мере один пластмассовый профиль (3) и по меньшей мере два проходящих в продольном направлении пластмассового профиля (3) металлических профиля (5) за счет того, что пластмассовый профиль (3) и металлические профили (5) стыкуют и соединяют друг с другом с образованием термически разделенного профиля (1) с помощью расположенных на пластмассовом профиле (3) и проходящих в продольном направлении профиля выступов (9), которые входят в расположенные на металлических профилях (5) канавки (7),
при этом по меньшей мере один пластмассовый профиль (3) склеивают по меньшей мере с двумя металлическими профилями (5),
отличающийся тем, что клей вводят под давлением в профиль (1) с продольной стороны профиля.
11. Способ по п. 10, отличающийся тем, что металлические профили (5) и при необходимости пластмассовый профиль (3) удерживают для калибровки с помощью зажимного устройства, предпочтительно пресса или рольганга (92), во время затвердевания средства для компенсации отклонений размеров металлических профилей (5) и/или пластмассового профиля (3).
12. Способ по п. 11, отличающийся тем, что средство является клеем (31, 45), предпочтительно клеем, расширяющимся при подводе энергии, в частности под действием тепла, который по меньшей мере частично заполняет зазор между выступами (43, 83, 85, 87) металлических профилей (5) и канавками (41, 77, 79, 81), в которых размещены выступы (43, 83, 85, 87).
13. Способ по любому из пп. 11 или 12, отличающийся тем, что клей (31, 45), предпочтительно тиксотропный клей, после стыковки пластмассового профиля (3) и металлических профилей (5) вводят с помощью форсунки в зазор между выступами (43, 83, 85, 87) металлических профилей (5) и канавками (41, 77, 79, 81), в которых размещены выступы (43, 83, 85, 87).
14. Способ по п. 13, отличающийся тем, что форсунки (91) для клея перемещают вдоль швов склеивания и вводят заполняющий зазор клей вокруг металлических полок (87).
15. Способ по п. 10, отличающийся тем, что в обращенных друг к другу частях пластмассового профиля (3) и/или металлических профилей (5) предусмотрены отверстия и/или углубления для вхождения клея (31, 45), в которые проникает клей при расширении.
| Способ выделения сигналов на фоне внешних шумов, а также флюктуационных шумов приемного или усилительного устройства | 1954 |
|
SU100991A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭПЮРАЦИОННОЙ КОЛОННОЙ БРАГОРЕКТИФИКАЦИОННОЙ УСТАНОВКИ | 2013 |
|
RU2534818C1 |
| Механизм для передачи вращающего момента от полого вала тягового электродвигателя на ось электровоза | 1957 |
|
SU117867A1 |
| Способ термической обработки деталей из углеродистой стали | 1988 |
|
SU1555376A1 |
| БОРДЮРНАЯ ДОСКА ДЛЯ ЛЕСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ БОРДЮРНОЙ ДОСКИ | 2008 |
|
RU2412317C1 |
| DE 3909193A1, 27.09.1990. | |||

