Изобретение относится к области создания машин и механизмов для производства рулонных материалов на гибкой основе с покрытием из парафина, воска и других аналогичных материалов и может быть использовано при производстве упаковочных материалов, а также для получения полуфабрикатов общепромышленного назначения.
Известно устройство для нанесения покрытия на движущееся полотно из эластичного материала, по которому осуществляют нанесение клея частично погруженным в ванну с клеем наносящим валиком на полотно исходного материала при его непрерывном перемещении за счет прижима полотна в зоне промазки с обратной его стороны вращающимся по ходу перемещения полотна прижимным роликом с последующим регулированием толщины наносимого слоя калибрирующим ножом [1].
Известное устройство имеет ограниченные возможности использования ввиду того, что оно неприменимо для нанесения пленочных клеев и клеевых препрегов с использованием в качестве связующего термореактивных полимерных композиций, поскольку их нагревание выше определенной температуры приводит к отверждению до момента нанесения клея на полотно. Снижение же температуры связующего приводит к резкому возрастанию вязкости расплава связующего и исключает качественную пропитку наполнителя.
Известно устройство - «парафинер», содержащее ванну с расплавленным парафином, опорный и наносящий валы, расположенные в вертикальной плоскости над ванной, скребок с корректировочным винтом для снятия излишков парафина и защитные полосы, причем кромка скребка расположена в горизонтальной плоскости, проходящей через ось опорного вала, и поверхность скребка у его кромки, обращенная навстречу направлению вращения опорного вала, выполнена вогнутой [2].
Известно также устройство для нанесения покрытия на рулонный материал, в котором механизм нанесения состава выполнен в виде наносяще-калибрующего валика со скребком, называемым далее «раклей», и приспособлением, регулирующим ее зазор относительно валка, который установлен на неподвижной оси с дисками внутри него. На дисках закреплены с внутренней поверхности валика инфракрасные излучатели. На неподвижной оси также смонтирован на рычагах ролик, поворотный от привода вокруг наносяще-калибрующего валика, изменяющий при повороте угол охвата валка материалом [3].
Известное устройство имеет ряд ограничений, не позволяющих использовать его для изготовления пленочных клеев и клеевых препрегов с использованием в качестве связующего термореактивных полимерных композиций. В частности, затруднительно применять на этом устройстве различных по консистенции пропиточных составов.
Отсутствие блока стабилизации температур валика и ракли не позволяет добиться точного соотношения температур между связующим и наполнителем, что, в свою очередь, не позволяет поддерживать стабильной величину вязкости расплава связующего и равномерно наносить его на наполнитель, регулируя толщину наносимого слоя. Наличие необогреваемого прижимного ролика при сквозной пропитке полотна приводит к фрагментному и неконтролируемому налипанию на ролик наполнителя слоя клея, его быстрому отверждению и изменению равномерности прижима полотна к наносяще-калибрующему валику. Отсутствие узла торможения не позволяет регулировать силу прижатия наполнителя к поверхности наносяще-калибрующего валика за счет изменения величины натяжения наполнителя.
Известен способ изготовления пленочных клеев и клеевых препрегов с термореактивным полимерным связующим и устройство для его осуществления, в соответствии с которыми что оно дополнительно снабжено узлами нагрева и принудительного охлаждения ракли, блоком стабилизации заданных интервалов температур расплава связующего и температур поверхностей наносяще-калибрующего валика и ракли, при этом смоточный узел выполнен с механизмом торможения, а намоточный узел выполнен с муфтой скольжения, причем нагрев наносящее-калибрующего валика и ракли системой автономного включения краевых участков и центральных частей [4].
Недостатком известного технического решения является излишняя сложность его конструкции.
Наиболее близким по своей технической сути к заявленному техническому решению является пропиточная машина для пропитки тканых наполнителей различной ширины, предназначенная для производства полуфабрикатов, и характеризующаяся тем, что содержит станину, на которой закреплен съемный ролик с пропитываемым рулоном исходного материала с тормозным механизмом, необходимым для натяжки полотна, съемные направляющие ролики, пропиточную ванну, пропитывающие валики, снабженные опорными ребрами, тянущее полотно устройство, ультразвуковые машинки для создания упругих колебаний в пропиточном составе, размещенные между пропитывающими валиками, и устройство переноса пропитанного полотна в сушильную камеру, при этом на станине закреплены опоры, на которых установлены планки для закрепления полотна и его протяжки через пропиточную ванну, планки снабжены эксцентриковыми прижимами или струбцинами для зажима полотна, режущим инструментом для отрезки требуемой длины полотна и узлом транспортировки пропитанного полотна, причем пропиточная ванна, пропитывающие валики с опорными ребрами и промежуточный направляющий ролик выполнены съемными и выбираются по размерам в зависимости от ширины пропитываемого полотна.
По пути движения полотна между двумя пропитывающими валиками в середине пропиточной ванны установлен промежуточный направляющий ролик, причем оба пропитывающих валика и промежуточный ролик расположены в глубине ванны и полностью покрыты пропитывающим раствором, но промежуточный ролик расположен выше уровня пропитывающих валиков. Пропитываемое полотно сначала пропускается под низ первого пропитывающего валика, затем через верхнюю поверхность промежуточного ролика, и затем через нижнюю поверхность второго пропитывающего валика. Это обеспечивает прямой и обратный изгибы полотна и его дополнительную деформацию. Такая операция способствует повышению глубины пропитки полотна за счет проникновения пропиточного состава в межнитевое и межволоконное пространство [5, прототип].
Недостатком известного технического решения является необходимость размещения пропитывающих и промежуточного роликов в глубине пропитывающей жидкости, поскольку по окончании работы и слива излишка пропитывающей жидкости неизбежно застывают подшипники вращающихся деталей машины, что ведет к их скорой поломке при повторных пусках машины. Применение ультразвуковых устройств с целью создания продольных колебаний в пропиточной жидкости не эффективно при нанесении покрытий из парафина и воска. Кроме того, очевидна излишняя сложность всей конструкции.
Задачей является создание простой и эффективной пропиточной машины, способной наносить покрытия наподобие воска или парафина различной толщины на гибкую рулонную основу.
Задача решается заявленной пропиточной машиной для нанесения покрытий на гибкую рулонную основу, включающей станину, на которой закреплен съемный ролик с тормозным механизмом с размещенной на ролике исходной гибкой основой в рулоне, съемные направляющие ролики, съемную обогреваемую пропиточную ванну с установленными устройствами для создания продольных колебаний в пропиточной жидкости, съемный пропитывающий валик на неподвижной оси и транспортирующее гибкую основу устройство, отличающейся тем, что рядом с пропитывающим валиком параллельно ему на подвижной по горизонтали оси расположен съемный прижимной валик с диаметром не более диаметра пропитывающего валика, причем оси обоих валиков лежат в одной горизонтальной плоскости, и прижимной валик имеет возможность перемещаться по направлению к пропитывающему валику и назад под воздействием закрепленного на станине регулируемого прижимного устройства, на станине установлен второй съемный ролик с тормозным механизмом, на котором размещен защитный рулонный материал, транспортирующее устройство представляет собой конечный съемный ролик для намотки готового пропитанного рулонного материала вместе с защитным материалом, который установлен на станине и приводится в движение приводом с регулируемой скоростью вращения, съемная обогреваемая пропиточная ванна снабжена рубашкой для обогрева с входом и выходом для нагревающего ванну теплоносителя, установленным в дне ванны штуцером для подачи пропитывающий жидкости, установленными в дне ванны регулируемыми по высоте переливами для слива излишней пропиточной жидкости, верхний обрез которых по горизонтали находится на высоте h от нижней точки пропитывающего валика, равной величине от 0,01D до 0,30D, где D -диаметр пропитывающего валика, а установленные на пропиточной ванне устройства для создания продольных колебаний в пропиточной жидкости располагаются с внешней стороны ванны и представляют собой виброприводы-активаторы с регулируемой частотой в пределах от 10 до 1000 герц.
Скорость намотки конечного ролика, которая определяет скорость движения полотна исходного материала через пропиточную ванну и полотна защитного материала, регулируют приводом ролика, например, но без ограничения возможности заявленной пропиточной машины, за счет работы частотного регулятора скорости вращения, за счет использования редуктора с несколькими передачами, с применением муфты скольжения и конусной передачи с ременным приводом, а также другими понятными специалисту способами. Таким образом, транспортирующее устройство обеспечивает тяговые усилия, прилагаемые к пропитываемому полотну и к защитному материалу, за счет чего происходит прохождение этих двух полотнищ через конструкцию пропиточной машины.
Прижимным устройством, закрепленным на станине и служащим для контролируемого перемещения прижимного ролика к пропитывающему, может быть, но без ограничения возможностей заявленной машины, пневмо- или гидроцилиндры, болты, вкручиваемые через резьбовое отверстие в тело станины и упирающиеся в ось прижимного ролика, а также любые другие устройства, известные специалисту.
Тормозные механизмы, затрудняющие вращение исходных роликов с рулонными материалами и определяющие силу натяжения исходного материала и защитного материала в заявленной машине, могут быть любой понятной специалисту конструкции. Например, но без ограничения возможностей заявленной машины, это могут быть гидро- или пневмоцилиндры, прижимные гайки с пружиной и шайбой, которые затрудняют вращение роликов за счет трения об их торцевые поверхности по оси их вращения, или это могут, быть шкивы, закрепленные неподвижно на осях роликов, через которые перекинуты тормозящие шкивы ремни с оттягивающими их грузами - меняя вес груза можно усиливать или ослаблять торможение, а также другие известные специалисту устройства.
Пропиточная ванна снабжается растопленным составом (расплавом) для пропитки гибкого рулонного материала, который, но без ограничения возможностей пропиточной машины, подается насосом из котла с исходным расплавом при определенной температуре через штуцер в дне пропиточной ванны, либо циркуляционным термостатом который одновременно выполнят роль и котла, и подающего насоса, либо каким-либо иным понятным специалисту способом.
Обогревается пропиточная ванна теплоносителем с заранее заданной температурой (вода, антифриз, масло, глицерин и пр.), который подается в рубашку ванны от циркуляционного термостата, либо специальным насосом от термостатированной емкости с теплоносителем. Горячий теплоноситель в рубашке ванны поддерживает нужную температуру в пропиточной жидкости, не дает ей застыть в ванне и снимает необходимость делать специальный обогрев для пропитывающего и прижимного валиков.
Виброприводы-активаторы, устанавливаемые с внешней стороны на пропиточную ванну, могут быть произвольной конструкции, например, но без ограничения возможностей заявленной машины, может использоваться электромагнитный випропривод силосный серии «ЦЗ», вибратор площадный марки «ИВ 99 Б У2», а также другие модели, запитанные, например, через частотный преобразователь. Применение переменной частоты вибрирования виброприводов-активаторов позволяет оптимизировать условия пропитки исходного материала в зависимости от его свойств и толщины и позволяет полнее и глубже пропитывать исходную гибкую основу, поскольку при вибрации из основы удаляются пузырьки воздуха.
Расположение виброприводов-активаторов с внешней стороны ванны позволяет передавать колебания пропитывающей жидкости как через дополнительный слой теплоносителя в рубашке, если располагать эти устройства на рубашке, что максимально равномерно передает колебания в пропитывающую жидкость, но также и делать эти колебания более интенсивными, если эти устройства располагать под днищем ванны, а также есть возможность совмещать оба этих метода. В совокупности с другими конструктивными особенностями, это позволяет быть пропитывающей машине максимально универсальной.
Высота h переливов излишней пропитывающей жидкости из пропиточной ванны может регулироваться любым доступным для специалиста способом, например, но без ограничения возможностей заявленной пропиточной машины, путем накручивания или откручивания по резьбе втулок на верхних концах трубчатых переливов, причем накрученные втулки могут быть зафиксированы снизу контргайками, либо за счет установки сверху над основной трубкой перелива дополнительных трубок различных размеров и соединенных муфтой с основной трубкой, а также другими известными способами. Установка переливов на заявленную высоту, считая от самой нижней точки пропитывающего валика, обеспечивает погружение в пропитывающую жидкость пропитывающего валика на глубину от 0,01 до 0,30 от их диаметра. Этого достаточно для эффективного смачивания поверхности пропитываемого полотна, причем оси вращения пропитывающего и прижимного валиков остаются над поверхностью пропитывающей жидкости, стало быть, всегда можно так подобрать размеры подшипников скольжения или качения, на которых вращаются оба валика на своих осях, чтобы они оставались бы вне доступа пропитывающей жидкости в ванне.
Толщина нанесения покрытия определяется свойствами исходной гибкой основы и свойствами пропитывающего состава. Кроме того, значение имеет толщина исходного рулонного материала, температура разогрева исходного наносимого на материал состава (расплава), скорость движения материала через пропитывающую ванну, амплитуда и мощность вибрационных устройств, сила прижима прижимного валика к пропитывающему валику, сила натяжения полотна в пропитывающей ванне, а также глубина погружения пропитывающего ролика в пропитывающую жидкость (расплав). Все эти параметры в данном техническом решении являются регулируемыми.
В качестве исходного гибкого рулонного материала для пропитки и нанесения покрытия можно использовать различной толщины тканые и нетканые материалы из растительного или искусственного сырья, пористую или плотную бумагу и другие подобные материалы.
В качестве защитного рулонного материала, который предохраняет готовый рулон с пропитанным материалом от слипания, поскольку образует вместе с готовым пропитанным полотном второй слой, можно использовать, но без ограничения возможности заявленной пропиточной машины, бумагу, полиэтиленовую пленку и т.п.
В качестве исходного материала для пропитки и нанесения на исходную гибкую рулонную основу, можно брать, например, но без ограничения возможностей заявленной машины, парафины, воски, шеллаки, клеи, природные и искусственные смолы, их смеси, а также другие легкоплавкие материалы, которые переходят в текучее состояние при относительно малых температурах до 150-200 градусов.
Ширина применяемого в качестве исходного гибкого рулонного материала, также как и в прототипе, не является ограничением данного технического решения, поскольку и пропиточная ванна, и пропитывающий и прижимной валики, и направляющие и исходные ролики выполнены съемными и выбираются по размерам в зависимости от ширины пропитываемого полотна.
Размеры пропиточной ванны, пропиточных и прижимных валиков и всех роликов выбираются в зависимости от пропитываемой ширины полотна. При незначительных монтажных работах можно быстро их поменять. При этом ширина полотна может быть любой в пределах поперечных размеров станины.
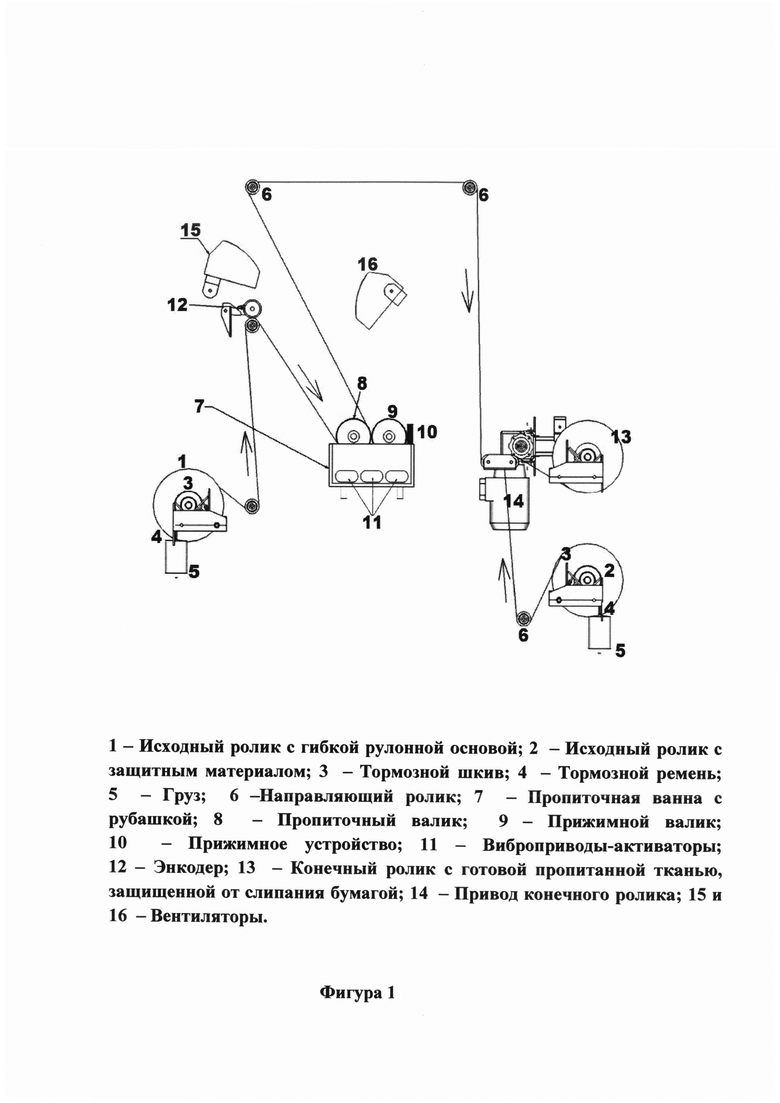
На Фигуре 1 изображена кинематическая схема работы варианта заявленной пропиточной машины, в котором виброприводы-активаторы расположены сбоку обогреваемой ванны, диаметр прижимного валика совпадает с диаметром пропитывающего валика. Высота переливов регулируется накручивающимися на трубки переливов втулками с контргайками, а торможение исходных роликов с пропитываемым и защитным материалами осуществляется тормозными ремнями с грузами о шкивам. Как следует из схемы, на исходном ролике 1 размещена в рулоне исходная гибкая основа (материя), предназначенная для пропитки. На исходном ролике 2 размещен в рулоне защитный материал - бумага. Оба ролика снабжены тормозным устройствам в виде шкивов 3 на общей оси с роликом и перекинутым через шкив тормозным ремнем 4, который одним концом прикреплен к станине (не показано), а другой конец оттягивается вниз грузом 5, причем вес груза определяет силу натяжения материи. С исходного ролика пропитываемая материя в виде непрерывного полотна через направляющие ролики 6 подается на пропитку в пропиточную ванну 7, проходя снизу пропиточного валика 8 в ванне. Далее она проходит между пропиточным валиком 8 и прижимным валиком 9, где с нее отжимают излишне захваченную пропиточную жидкость (расплав), которая стекает обратно в пропиточную ванну. Конструкция машины снимает необходимость делать дополнительный обогрев для пропитывающего и прижимного валиков, поскольку температура пропитывающей жидкости в обогреваемой теплоносителем через рубашку ванне выбирается такой, чтобы при работе валиков пропитывающий исходную основу расплав не застывал бы на поверхности валиков, но успевал бы стекать обратно в ванну. Оба валика в данном варианте машины имеют одинаковый диаметр, расположены рядом параллельно друг другу поперечно ванны по одной горизонтали, причем ось прижимного валика имеет возможность перемещаться по горизонтали, а ось пропиточного валика закреплена неподвижно на станине. Прижим двух валиков друг к другу осуществляется прижимным устройством 10, которое представляет собой болты с двух сторон станины, вкручивающийся через резьбовые отверстия в теле станины и упирающиеся в ось прижимного ролика. На ванне установлены виброприводы-активаторы 11, включаемые при начале работы машины. Частота работы вибраторов выбирается в зависимости от свойств наносимого материала в пределах от 10 до 1000 герц. Количество пропущенного через ванну пропитываемого материала контролируется энкодером 12, который соединен с контроллером процесса движения ткани. В данном варианте заявленной машины он является датчиком, отслеживающим длину пропитанного рулона ткани. На контроллере задается планируемая длина ткани для пропитки, которая регистрируется энкодером. После промотки заданной длины основы контроллер останавливает процесс подачи ткани.
Температура пропитывающей жидкости в пропиточной ванне подбирается такой, чтобы жидкость оставалась в текучем состоянии, но затвердевала на ткани к концу ее протяжки через машину перед намоткой на конечный ролик 13. Ролик вращается за счет привода конечного ролика 14 с регулируемой скоростью за счет работы частотного регулятора.
Для дополнительного регулирования скорости отверждения расплава на пропитанном материале по ходу движения полотна могут устанавливаться охлаждающие полотно вентиляторы 15 и 16.
Для защиты готового и уже пропитанного материала от слипания со второго исходного ролика 2 с тормозным устройством сматывается бумажное полотно, которое вместе с готовым материалом поступает на конечный ролик и формирует второй слой, предохраняющий материал от слипания в готовом рулоне.
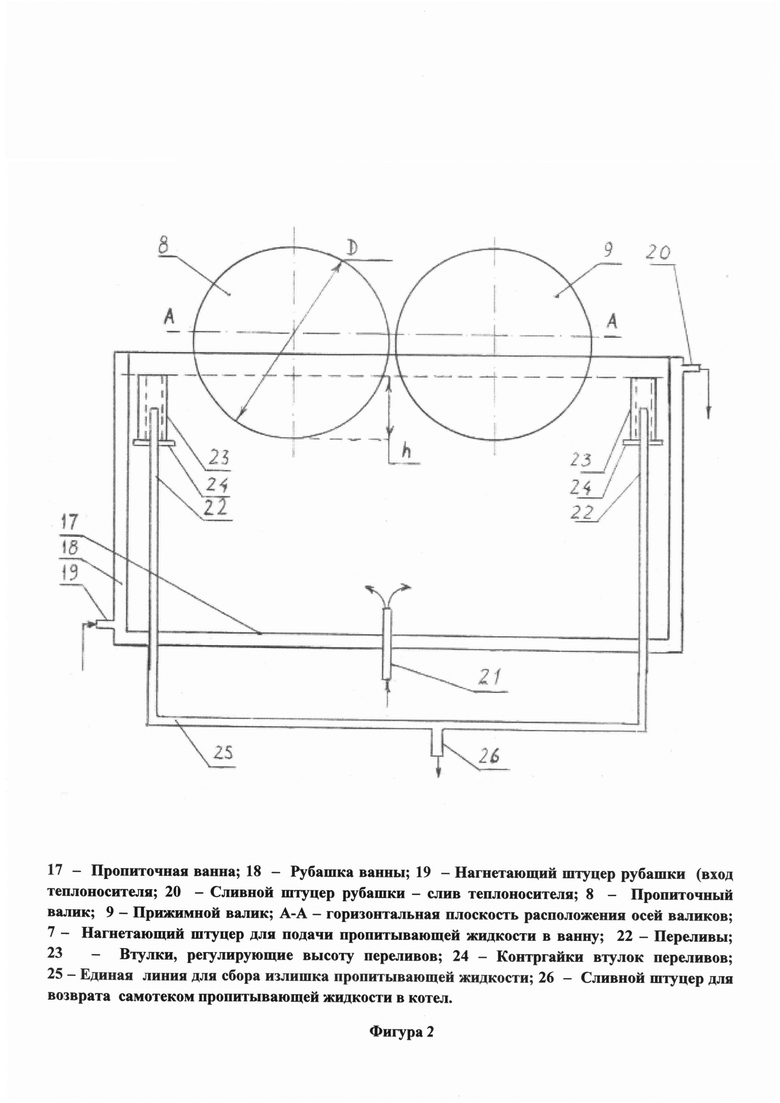
Схема работы пропиточной ванны представлена на Фигуре 2 (для более ясного понимания ванна изображена без вибраторов-активаторов). Ванна представляет собой открытую сверху емкость 17 с рубашкой 18, снабженной входом 19 и выходом 20 для подачи в рубашку теплоносителя. Над ванной на станине (не показано) установлен пропитывающий валик 8 и параллельно ему прижимной валик 9 (в варианте, когда размер диаметра D пропитывающего ролика 8 совпадает с размером диаметра прижимного валика 9). Оси вращения обоих валиков находятся в одной горизонтали А-А над ванной. Подача расплава в ванну осуществляется снизу через штуцер 21 в нижнюю часть ванны. Слив излишков расплава из ванны осуществляется через переливы 22 (на схеме представлен вариант регулирования высоты расплава в ванне за счет втулок 23 с контргайками 24, которые накручены на верхний конец переливов 22). Регулируемые переливы обеспечивают глубину погружения пропитывающего валика 8 в расплав на глубину h, равную от 0,01 до 0,30 размера диаметра D пропитывающего валика. Излишний расплав пропитывающей жидкости собирается в единой линии 25 и самотеком через сливной штуцер 26 возвращается в исходный котел с подпитывающей емкостью. Температура расплава в котле поддерживается за счет работы циркуляционного термостата.
Заявленная пропиточная машина обладает широкими возможностями как по выбору исходных гибких рулонных основ и их длинам, ширин и толщин, так и по наносимым материалам. Конструкция машины достаточно проста и обеспечивает более полную пропитку исходной гибкой основы за счет вибрации в заявленном диапазоне частот.
Дополнительным преимуществом заявленной машины является то, что ее эксплуатация является весьма простой, а конечный материал обеспечивается дополнительной защитой в виде второго слоя малоценного защитного материала, наподобие бумаги, который не дает слипаться основному пропитанному слою, если в силу небольших нарушений технологии нанесенный основной слой не успеет достаточно застыть.
Источники информации, принятые во внимание:
1. Авторское свидетельство СССР №804507, МКП В29В 15/12, В05С 1/08, опубл. 15.02.1981 г.
2. Авторское свидетельство СССР №1115811, МКП В05С11/02, опубл. 30.09.1984 г.
3. Патент РФ №2105615, МКП В05С 1/08, опубл. 27.02.1995.
4. Патент РФ №2254172, МКП В05С 1/08, опубл. 20.06.2005 г.
5. Патент РФ №2408437, МКП В05С 1/08, опубл. 10.01.2011 г. (прототип).
Изобретение относится к пропиточной машине для нанесения покрытий на гибкую рулонную основу. Техническим результатом является расширение возможностей выбора исходных гибких рулонных основ, их длин, ширин и толщин, и наносимых материалов, упрощение конструкции и применения и улучшение полноты пропитки. Технический результат достигается пропиточной машиной, которая включает станину, на которой закреплен съемный ролик с тормозным механизмом с размещенной на ролике исходной гибкой основой в рулоне, съемные направляющие ролики, съемную обогреваемую пропиточную ванну с установленными на ванне устройствами для создания продольных колебаний в пропиточной жидкости, съемный пропитывающий валик на неподвижной оси и транспортирующее гибкую основу устройство. При этом рядом с пропитывающим валиком параллельно ему на подвижной по горизонтали оси расположен съемный прижимной валик с диаметром не более диаметра пропитывающего валика. Причем оси обоих валиков лежат в одной горизонтальной плоскости, и прижимной валик имеет возможность перемещаться по направлению к пропитывающему валику и назад под воздействием закрепленного на станине регулируемого прижимного устройства. На станине установлен второй съемный ролик с тормозным механизмом, на котором размещен защитный рулонный материал. Транспортирующее устройство представляет собой конечный съемный ролик для намотки готового пропитанного рулонного материала вместе с защитным материалом, который установлен на станине и приводится в движение приводом с регулируемой скоростью вращения. Съемная обогреваемая пропиточная ванна снабжена рубашкой для обогрева с входом и выходом для нагревающего ванну теплоносителя, установленным в дне ванны штуцером для подачи пропитывающий жидкости, установленными в дне ванны регулируемыми по высоте переливами для слива излишней пропиточной жидкости, верхний обрез которых по горизонтали находится на высоте h от нижней точки пропитывающего валика, равной величине от 0,01 до 0,30D, где D - диаметр пропитывающего валика. При этом установленные на пропиточной ванне устройства для создания продольных колебаний в пропиточной жидкости располагаются с внешней стороны ванны и представляют собой виброприводы-активаторы с регулируемой частотой в пределах от 10 до 1000 герц. 2 ил.
Пропиточная машина для нанесения покрытий на гибкую рулонную основу, включающая станину, на которой закреплен съемный ролик с тормозным механизмом с размещенной на ролике исходной гибкой основой в рулоне, съемные направляющие ролики, съемную обогреваемую пропиточную ванну с установленными на ванне устройствами для создания продольных колебаний в пропиточной жидкости, съемный пропитывающий валик на неподвижной оси и транспортирующее гибкую основу устройство, отличающаяся тем, что рядом с пропитывающим валиком параллельно ему на подвижной по горизонтали оси расположен съемный прижимной валик с диаметром не более диаметра пропитывающего валика, причем оси обоих валиков лежат в одной горизонтальной плоскости, и прижимной валик имеет возможность перемещаться по направлению к пропитывающему валику и назад под воздействием закрепленного на станине регулируемого прижимного устройства, на станине установлен второй съемный ролик с тормозным механизмом, на котором размещен защитный рулонный материал, транспортирующее устройство представляет собой конечный съемный ролик для намотки готового пропитанного рулонного материала вместе с защитным материалом, который установлен на станине и приводится в движение приводом с регулируемой скоростью вращения, съемная обогреваемая пропиточная ванна снабжена рубашкой для обогрева с входом и выходом для нагревающего ванну теплоносителя, установленным в дне ванны штуцером для подачи пропитывающий жидкости, установленными в дне ванны регулируемыми по высоте переливами для слива излишней пропиточной жидкости, верхний обрез которых по горизонтали находится на высоте h от нижней точки пропитывающего валика, равной величине от 0,01D до 0,30D, где D - диаметр пропитывающего валика, а установленные на пропиточной ванне устройства для создания продольных колебаний в пропиточной жидкости располагаются с внешней стороны ванны и представляют собой виброприводы-активаторы с регулируемой частотой в пределах от 10 до 1000 герц.
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| CN 105350202 A, 24.02.2016 | |||
| 1972 |
|
SU410146A1 | |
| Способ экстракции 1-нафтиламина | 1949 |
|
SU87656A1 |
| Линия для пропитки волокнистых длинномерных материалов жидкостью | 1981 |
|
SU1031054A1 |
| CN 211645657 U, 09.10.2020. | |||

