Изобретение относится к области получения рулонных материалов с одно или двухсторонним покрытием и может быть использовано в авиационной, автомобильной, судостроительной и других отраслях машиностроения.
Известен способ нанесения покрытий на полотно эластичного материала, по которому осуществляют нанесение клея частично погруженным в ванну с клеем клеенаносящим валиком на полотно материала при его непрерывном перемещении, прижимом полотна в зоне промазки с обратной его стороны вращающимся по ходу перемещения полотна прижимным роликом с последующим регулированием толщины наносимого слоя калибрирующим ножом [1].
Известный способ имеет ограниченные возможности использования ввиду того, что неприменим для изготовления пленочных клеев и клеевых препрегов с использованием в качестве связующего термореактивных полимерных композиций, поскольку их нагревание выше определенной температуры приводит к отверждению до момента нанесения клея на полотно. Длительное нахождение термореактивного связующего в замкнутом объеме ванны и при температуре нанесения связующего, близкой к температуре его гелеобразования, что необходимо для снижения вязкости, неизбежно приводит к постепенному увеличению вязкости вплоть до полного отверждения связующего. Снижение же температуры связующего приводит к резкому возрастанию вязкости расплава связующего и исключает качественную пропитку наполнителя.
Известно также устройство для нанесения покрытия на рулонный материал, в котором механизм нанесения состава выполнен в виде наносяще-калибрующего валка с раклей и приспособлением, регулирующим ее зазор относительно валка, который установлен на неподвижной оси с дисками внутри него. На дисках закреплены с внутренней поверхности валка инфракрасные излучатели. На неподвижной оси также смонтирован на рычагах ролик, поворотный от привода вокруг наносяще-калибрующего валка, изменяющий при повороте угол охвата валка материалом [2].
Известное устройство имеет ряд ограничений, не позволяющих использовать его для изготовления пленочных клеев и клеевых препрегов с использованием в качестве связующего термореактивных полимерных композиций. Отсутствие блока стабилизации температур валка и ракли не позволяет добиться точного соотношения температур между связующим и наполнителем, что, в свою очередь, не позволяет поддерживать стабильной величину вязкости расплава связующего и равномерно наносить его на наполнитель, регулируя толщину наносимого слоя. Наличие необогреваемого прижимного ролика при сквозной пропитке полотна приводит к фрагментному и неконтролируемому налипанию на ролик наполнителя слоя клея, его быстрому отверждению и изменению равномерности прижима полотна к наносяще-калибрующему валку. Отсутствие узла торможения не позволяет регулировать силу прижатия наполнителя к поверхности наносяще-калибрующего валка за счет изменения величины натяжения наполнителя.
Целью изобретения в части способа и устройства для его реализации является расширение технологических возможностей за счет использования в качестве связующего высоковязких расплавов термореактивных полимерных композиций.
Поставленная цель в части способа решается за счет того, что расплав связующего подается в объем между наносяще-калибрующим валком и раклей при температуре ниже температуры его отверждения на 50-85°С, при этом температура поверхности наносяще-калибрующего валка поддерживается стабильной и равномерной по рабочей длине валка на 30-80°С выше температуры поверхности ракли, но на 10-20°С ниже температуры гелеобразования связующего, а безроликовый прижим полотна материала в зоне пропитки осуществляется заданным натяжением материала полотна смоточным узлом с механизмом торможения и намоточным узлом с муфтой скольжения при регулировании толщины наносимого слоя за счет поддержания заданных соотношений температур расплава и поверхностей наносяще-калибрующего валка с раклей при заданных и стабильных скорости перемещения и степени натяжения полотна материала и величины зазора между наносяще-калибрующим валком и раклей.
Поставленная задача в части устройства решается за счет того, что оно дополнительно снабжено узлами нагрева и принудительного охлаждения ракли, блоком стабилизации заданных интервалов температур расплава связующего и температур поверхностей наносяще-калибрующего валка и ракли, при этом смоточный узел выполнен с механизмом торможения, а намоточный узел выполнен с муфтой скольжения, блок оснащен датчиком температуры расплава и датчиками температур поверхности наносяще-калибрующего валка и ракли в центральной их части и на краевых участках и снабжен коммутационным элементом раздельного включения обогревательных элементов центральной части и краевых участков наносяще-калибрующего валка и ракли и принудительного охлаждения, при этом узел нагрева ракли выполнен термоэлектрическими нагревателями, а узел принудительного охлаждения ракли выполнен в виде герметичных внутренних полостей, соединенных со штуцерами подвода-отвода охлаждающего агента и с редуктором давления.
Способ позволяет получать пленочные клеи и многофункциональные препреги с использованием в качестве связующего высоковязких расплавов термореактивных полимерных композиций при температуре расплава, близкой к температуре гелеобразования композиции. В качестве наполнителя используются тканные или ленточные материалы из органических или неорганических нитей.
Препреги, в свою очередь, могут быть изготовлены с односторонним наносом связующего, с равномерным наносом связующего на обе стороны наполнителя (для последующего формования монолитных изделий, в слоистых конструкциях), с увеличенным наносом связующего на одну из сторон наполнителя (для изготовления сотовых и других трехслойных конструкций); препреги со связующим различного состава на противоположных сторонах наполнителя (для изделий со специфическими свойствами поверхности: с эрозионной стойкостью, защитой от радаров, молниезащитой).
При температуре расплава связующего ниже температуры его отверждения менее чем на 50°С резко вырастает степень неконтролируемого отверждения компонентов на рабочих элементах устройства и в ванне расплава, при более чем на 85°С нарастает вязкость, что кардинально затрудняет подачу расплава и существенно ухудшает пропитку наполнителя.
Поддержание температуры поверхности наносяще-калибрующего валка на 30-80°С выше температуры поверхности ракли позволяет работать с вязкими связующими, не приводя к неконтролируемому отверждению последних, так как время контакта связующего с валком очень мало, а та часть связующего, которая не нанеслась на наполнитель, снова смешивается с порцией связующего и, в конце концов, наносится на наполнитель. Поддержание температуры поверхности наносяще-калибрующего валка на 10-20°С ниже температуры гелеобразования связующего позволяет предельно уменьшить вязкость расплава связующего и обеспечить качественную пропитку наполнителя, при этом выдерживается заданное соотношение между связующим и наполнителем, обеспечивается равномерность нанесения связующего на наполнитель по всей ширине и длине препрега.
Осуществление безроликового прижима полотна в зоне пропитки позволяет избежать неравномерного переноса связующего из-за разницы температур в зоне контакта (нагретого, например, до 140°С наносяще-калибрующего валка и холодного прижимного ролика).
Возможность использования в качестве связующего высоковязких расплавов термореактивных полимерных композиций обеспечивается:
- нагревом и поддержанием температуры расплава связующего на 50-80°С ниже температуры его отверждения;
- нагревом наносяще-калибрующего валка до температуры на 10-20°С ниже температуры гелеобразования термореактивного связующего;
- постоянным перемешиванием расплава связующего в зазоре между ракельным ножом и наносяще-калибрующим валком за счет вращения последнего;
- постоянным уносом заданной части расплава связующего из зазора поверхностью наносяще-калибрующего валка и пропиткой расплавом связующего наполнителя в зоне контакта наполнителя и наносяще-калибрующего валка;
- постоянным пополнением зазора новым объемом расплава связующего;
- заданной разностью температур между расплавом связующего и поверхностью наносяще-калибрующего валка, между поверхностями наносяще-калибрующего валка и ракли.
Снабжения устройства дополнительно узлом нагрева ракли с дискретными нагревателями, датчиками температуры расплава, поверхности наносяще-калибрующего валка и ракли в центральной их части и на краевых участках, а также коммутационным элементом раздельного включения обогревательных элементов позволяет оперативно обеспечивать запуск оборудования и поддержание технологических режимов. Обеспечение заданных соотношений температуры расплава и температуры поверхностей наносяще-калибрующего валка и ракли позволяет поддерживать их стабильными и равномерными по рабочей длине. Это осуществляется блоком стабилизации заданных интервалов температур путем включения узла принудительного охлаждения ракли и выключения узла ее нагрева. Отвод излишнего тепла с поверхности ракли посредством подачи охлаждающего агента в герметичные внутренние полости обеспечивает поддержание температуры ракли на 30°-80°С ниже температуры наносяще-калибрующего валка. При возможном более интенсивном охлаждении краевых участков наносяще-калибрующего валка и ракли включаются соответствующие дискретные обогревательные элементы.
Экспериментально было подтверждено, что при контакте наносяще-калибрующего валка с наполнителем на последний переносится связующее, количество которого строго зависит от его состава и температуры наносяще-калибрующего валка. При заданной и стабильной по длине валка температуре поддерживается точное соотношение между связующим и наполнителем. Это позволяет получать точно предсказуемые свойства конечных изделий, а также обеспечивать стабильность их свойств.
Данное решение позволяет зачастую отказаться от необходимости формирования тонких пленок, что, в свою очередь, значительно снижает требования к связующему по величине нерастворимых примесей. Это важно при применении твердых компонентов в связующем.
Размещение на смоточном узле дополнительного узла торможения, а на намоточном узле муфты скольжения позволяет регулировать силу прижатия наполнителя к поверхности наносяще-калибрующего валка, которая задается исходной величиной натяжения наполнителя.
Клеевой препрег представляет собой слоистый материал, состоящий из стеклоугленаполнителя, у которого с одной либо с обеих сторон нанесен слой высокопрочного термореактивного клея на основе модифицированных эпоксидных смол и антиадгезионного покрытия (например, ламинированная бумага или полиэтиленовая пленка).
В состав препрега в зависимости от назначения может входить от 30 до 65% масс. полимерной композиции и 70-35% волокнистого наполнителя.
Полимерные композиции состоят из эпоксидной смолы (ЭД-8, ЭД-20, ЭД-22, ЭХД, ЭАФ, ...), отвердителя (дициандиамид, замещенные мочевины), полимера-модификатора (полиариаты, полисульфоны, полиэфирсульфоны, каучуки, ...) и специальных добавок (ускорители отверждения, модификаторы тепло и электропроводности, ...).
В качестве волокнистого наполнителя используются стеклоткани марок Т-10, Т-15, Т-25, Т-60 и др., а также углеродные ткани и волокна.
Пример составов полимерной композиции (в весовых частях):

Полимерная композиция (ПК) при комнатной температуре, как правило, твердая. После предварительного разогрева до 80°С она приобретает текучесть и поступает на узел наноса и далее к поверхности наносяще-калибрующего валка, нагретого до 70-140°С. Время контакта варьируется от 0,5 до 4 секунд. Вязкость ПК составляет 200-1200 пуаз. Расход связующего определяется требуемыми свойствами, составом препрега и весом материала и может составить 50-650 г/м2.
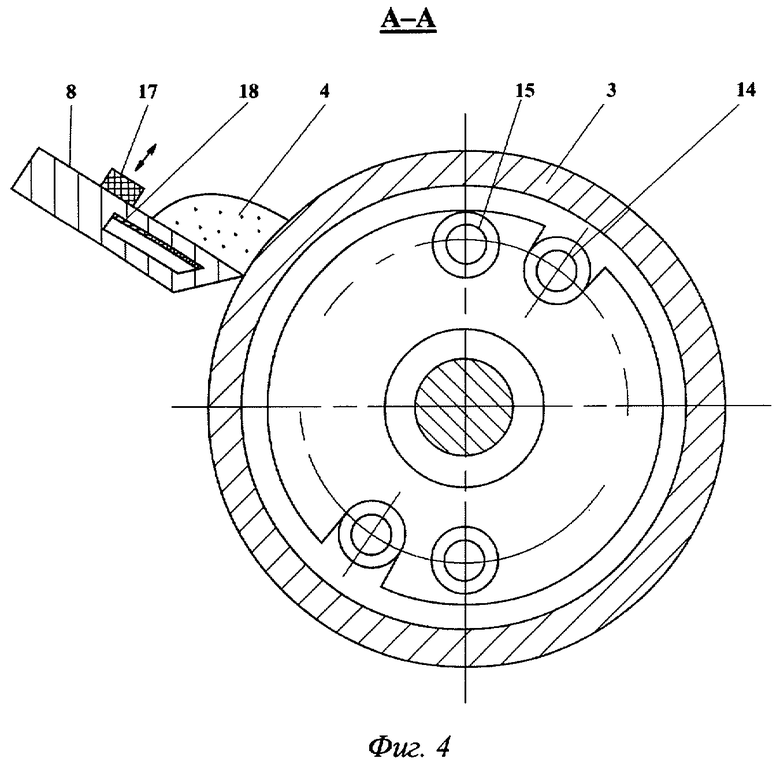
Изобретение поясняется чертежами, где на Фиг.1 приведена схема изготовления пленочного клея, на Фиг.2 приведена схема получения клеевого препрега двухстороннего, на Фиг.3 изображен осевой разрез наносяще-калибрующего валка, на Фиг.4 изображен разрез А-А Фиг.3.
Схема изготовления пленочного клея.
С барабана размотки 1 антиадгезионной бумаги 2 антиадгезионным слоем вверх бумага сматывается и частично охватывает нагретый наносяще-калибрующий валок 3. На бумагу тонким слоем наносится разогретый клей 4, который в расплавленном состоянии прилипает к бумаге и далее с антиадгезионной бумагой наматывается на барабан смотки 5 через слой полиэтилена 6, подаваемого с барабана 7. Толщина клеевой пленки определяется величиной зазора между раклей 8 и натянутой антиадгезионной бумагой 2.
Слой полиэтилена 6 призван исключить возможность прилипания разогретого клея 4 к изнанке бумаги 2. Ролики 9 и вал 10 обеспечивают компенсацию неравномерной вытяжки и перекоса антиадгезионной бумаги 2.
Схема получения клеевого препрега двухстороннего.
С барабана размотки полотна материала 11 полотно материала 12 сматывается и частично охватывает нагретый наносяще-калибрующий валок 3. На полотно материала 12 тонким слоем наносится разогретый клей 4, который в расплавленном состоянии прилипает и пропитывает полотно материала 12, причем на полотно материала 12 прилипает только часть клея, толщина слоя которого зависит от температуры клея 4, температуры наносяще-калибрующего валка 3 и ракли 8, соотношений этих температур и заданного натяжения материала полотна 12 и скорости его перемещения. Выдерживание заданных соотношений температур позволяет более широко раскрывать зазор между раклей 8 и наносяще-калибрующим валком 3 и избегать возможного разрезания полотна материала 12 на полоски или заклинивания его в зазоре. Далее полотно материала 12 с тонким слоем клея 4 на одной стороне подается на второй наносяще-калибрующий валок 3 с пленкой уже отвержденнного слоя клея 4 и частично охватывает нагретый наносяще-калибрующий валок 3. На противоположную строну полотна материала 12 наносится второй слой клея 4. Полотно материала с двухсторонним нанесенным клеем наматывается на барабан смотки 5 через слой полиэтилена 6, подаваемого с барабана 7.
Осевой разрез наносяще-калибрующего валка.
Привод наносяще-калибрующего валка 3 осуществляется цепной передачей через звездочку 13. Использование цепной передачи обеспечивает стабильность вращения валка 3. Инфракрасные излучатели 14 и 15 смонтированы со смещением относительно друг друга и сгруппированы в обогревательные элементы центральной части и краевых участков наносяще-калибрующего валка 3, при этом каждый обогревательный элемент индивидуально коммутационно соединен с элементом раздельного включения-выключения блока стабилизации заданного интервала температур (условно не показаны). Ракля 8 устанавливается с регулируемой величиной зазора по всей ширине валка 3. Датчики температуры 16 и 17 выполнены в виде термоэлектрических преобразователей и скоммутированы с блоком стабилизации заданного интервала температур. Нагревательные элементы ракли 8 выполнены в виде термоэлектрических нагревателей 18 (плазменнонапыленного покрытия на основе окиси железа), которые также коммутационно соединены с блоком стабилизации.
Устройство по схеме получения клеевого препрега двухстороннего работает следующим образом.
Материал 12 в рулоне с заправочным концом устанавливается на барабане размотки полотна материала 11. Пропускают заправочный конец через ролики 9, вал 10, наносяще-калибрующие валки 3 к барабану смотки 5. Туда же подается полиэтилен 6 с барабана 7. Они фиксируются. Включаются обогрев наносяще-калибрующих валков 3 и раклей 8, привод вращения валков 3. Разогретый клей 4 в расплавленном состоянии равномерно подается на ракли 8 и заполняет объем между наносяще-калибрующим валком и раклей. Блок стабилизации заданного интервала температур, снабженный коммутационным элементом раздельного включения-выключения, одновременно с подачей расплава клея 4 выключает узел нагрева ракли и включает узел ее принудительного охлаждения. Сушка и охлаждение термореактивного полимерного связующего происходят в процессе перемотки полотна материала 12, которое затем с двухсторонним покрытием через слой полиэтилена 6 наматывается на барабан смотки 5. Интервалы температур наносяще-калибрующих валков 3 80-90°С и раклей 8 50-60°C обеспечиваются блоком стабилизации заданного интервала температур. Предварительный до момента подачи расплава клея 4 нагрев наносяще-калибрующих валков 3 и раклей 8 до заданных температур гарантирует быстрый выход на технологические режимы, существенно сокращая долю брака дорогостоящего готового препрега при запуске оборудования.
Источники информации
1. Авторское свидетельство СССР №804507, кл. В 29 В 15/12, В 05 С 1/08, 1981.
2. Патент РФ №2105615, кл. 6 В 05 С 1/08, 1995.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛЕНОЧНЫХ КЛЕЕВ И КЛЕЕВЫХ ПРЕПРЕГОВ КОНСТРУКЦИОННОГО НАЗНАЧЕНИЯ | 2004 |
|
RU2262394C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2105615C1 |
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ ПЛЕНОЧНОГО СВЯЗУЮЩЕГО НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ | 2017 |
|
RU2655341C1 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| АНТЕННЫЙ ОБТЕКАТЕЛЬ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ АНТЕННОГО ОБТЕКАТЕЛЯ | 2001 |
|
RU2186444C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |


Изобретение относится к области получения рулонных материалов с одно или двусторонним покрытием и может быть использовано в авиационной, автомобильной, судостроительной и других отраслях машиностроения. Согласно способу расплав связующего подается в объем между наносяще-калибрующим валком и раклей при температуре ниже его температуры отверждения на 50-85°С. Температура поверхности наносяще-калибрующего валка поддерживается стабильной и равномерной по рабочей длине валка на 30-80°С выше температуры поверхности ракли, но на 10-20°С ниже температуры гелеобразования связующего. Безроликовый прижим полотна материала в зоне пропитки осуществляется заданным натяжением полотна материала смоточным узлом с механизмом торможения и намоточным узлом с муфтой скольжения при регулировании толщины наносимого слоя расплава за счет выдержки заданных соотношений температур расплава и поверхностей наносяще-калибрующего валка с раклей при заданных и стабильных скорости перемещения и степени натяжения полотна материала и величины зазора между поверхностями наносяще-калибрирующего валка и ракли. Устройство, реализующее способ изготовления, дополнительно снабжено узлами нагрева и принудительного охлаждения ракли, блоком стабилизации заданного интервала температур расплава связующего и температур поверхностей наносяще-калибрующего валка и ракли. Смоточный узел выполнен с механизмом торможения, а намоточный узел выполнен с муфтой скольжения. Блок стабилизации заданного интервала температур оснащен датчиком температуры расплава и размещенными в центральной части и на краевых участках датчиками температур поверхностей наносяще-калибрующего валка и ракли и коммутационным элементом раздельного включения-выключения обогревательных элементов центральной части и краевых участков наносяще-калибрующего валка и ракли и узла принудительного охлаждения. Узел нагрева ракли выполнен термоэлектрическими нагревателями, при этом узел принудительного охлаждения ракли выполнен в виде герметичных внутренних полостей, соединенных со штуцерами подвода-отвода охлаждающего агента и с регулятором давления. Изобретение обеспечивает расширение технологических возможностей при производстве пленочных клеев и клеевых препрегов с термореактивным полимерным связующим. 2 н.п. и 3 з.п. ф-лы, 4 ил.
| Устройство для нанесения покрытийНА дВижущийСя лЕНТОчНый МАТЕРиАл | 1979 |
|
SU804507A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2105615C1 |
| Устройство для нанесения покрытия на рулонный материал | 1987 |
|
SU1524945A1 |
| ЛАЗЕРНЫЙ ДАТЧИК ДЛЯ ОБНАРУЖЕНИЯ НЕСКОЛЬКИХ ПАРАМЕТРОВ | 2016 |
|
RU2717751C2 |
| СОСТАВ МУЛЬЧИРУЮЩЕГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2012 |
|
RU2508351C1 |

