Изобретение относится р области нанесения покрытий и пропитки волокнистых материалов и может быть использовано в технологическом оборудовании для нанесения или пропитки рулонных материалов различными жидкими компонентами и расплавами, в частности в линиях для получения синтетического шпона, где производится пропитка текстурной бумаги с облагороженной поверхностью под ценные породы дерева, мрамора специаль ными полимерными смолами.
Известна линия для пропитки волокнистык длинномерных материалов жидкое тью, содержащая размоточное устройство, ванну с пропиточной жидкостью, наносные валки, сервопривод перемещения наносных валков, сушильную камеру, тянущие валки с электродвигателем и преобразователем,задатчик скорости линии с сервоприводом, измеритель скорости линии, задатчики веса и влажности, измерители веса и, влажности и намоточное устройствои
В известной линии раствор подается на поверхность материала наносным валком, частично погруженным в ранну причем величина погружения наносного валка регулируется приспособлением, поднимающим и опускающим ванну. При этом толщина слоя раствора на наносном валке регулируется скребком. Скорость вращения наносного валка выбрана меньше скорости перемещения материала. При этом замеряемое датчиком количество пропиточного раствора на материале регулируется изменением скорости вращения наносного валика. Датчик,, установленньш в линии, замеряет вес и влажность материала перед пропиткой. Связанный с датчиком регулятор изменяет скорость вращениянёйоснога валка,тем .самым меняя количество пропиточного материала, подаваемого на материал. После пропитки материал проходит через сушильную камеру, на выходе которой .замеряется влажность материала и скорость его перемещения.
В известной система регулирования поддерживает постоянный уровень, пропиточного раствора в ванне за счет изменения скорости вращения наносного валка таким образом, что количество нанесенного на материал раствора компенсируется подаваемым в ванну раствором.
Недостатком известной линии является отсутствие автоматического регулирования влажности пропиточного материала (осуществляют только контроль влажности), а также значительные динамические ошибки в непрерывной системе регулирования, слабо учитывающей транспортное запаздывание линии. Кроме того, необходимо с высокой точностью стабилизировать скорость вращения насоса или массу подаваемого в ванну раствора, что вызывает серьезные трудности при реализации линии.
Целью изобретения йвляется повышение качества продукции и экономии исходного сьфья за счет автоматического поддерж-ания заданного веса и влажности пропитанного материала.
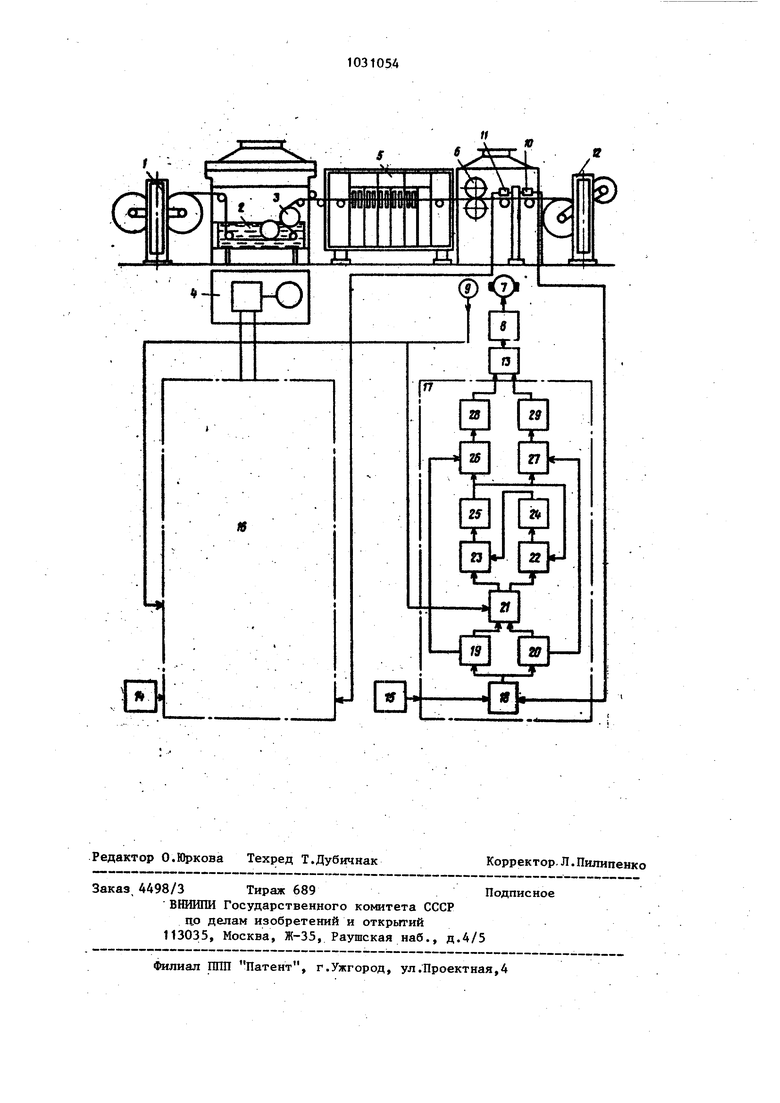
Цель достигается тем, что линия для пропитки волокнистых длинномерных материалов жидкостью, содержащая размточное устройство, ванну с пропиточной жидкостью, наносные валки, сервопривод перемещения наносных валков, сушильную камеру, тянущие валки с .электродвигателем и преобразователем; задатчик скорости линии с сервоприводом, измеритель скорости линии задатчики веса и влажности, измерители веса и влажности и намоточное устройство, снабжена двумя одинаковым-1 устройствами управления, каждое из которых содержит блок сравнения, два селекткБНо-пороговых блока, блок регулирования длительности паузы и кмпульса, блок форгушрования импульса, блок формирования паузы, два компаратора, два блокировочных элемента и два выходных релейных элемента, при этом вьгход блока ср внения подключен к входам первого и второго селективно-порогозых блоков, два выхода каждого из которых соединены с одним из двух входов блока регулирования длительности паузы и импульса и первыми входами двух блокировочных элементов, а их вторые входы-связаны с выходом второго компаратора, выходы блокировочных элементов соединены с входами двух выходных релейных элементов соответственно, выход второго компаратора связан с вторым входом блока формирования импульса, на первьм вход которого подсоединен второй выход блока регулирования длительности паузы и импульса, а выход блока формирования импульса через первый компаратор соединен с вторым входом блока формирования паузы, первый вход последнего связан с пер вым выходом блока формирования длительности паузы и импульса, причем третий вход блока формирования длительности паузы и импульса каждого из устройств управления подключен к измерителю скорости линий, два входа блока сравнения первого устройства управления соединены с задатчиком и измерителем веса, а . выходы релейных элементЬв первого устройства управления подключены к сервоприводу перемещения наносных валков, при этом два входа блока сравнения второго устройства управления соединены с задатчиком и измерителем влажности, а выходы релейных элементов последнего устройства подключены к сервоприводузадатчика скорости линии, выход которого связан с входом преобразователя электродвигателя тянущих вал ков. Сущность изобретения поясняется чертежом. Линия для пропитки волокнистых длинномерных материалов включает размоточное устройство 1, ванну с .пропиточной жидкостью2, наносные валки 3, сервопривод 4 перемещения наносных валков, сушильную камеру 5 тянупще валки 6 с электродвигателем 7 и преобразователем 8, измеритель скорости линии 9, измеритель влажности 10, измеритель веса 11 и намо точное устройство 12. При этом система управления линией включает задатчик скорости линии с сервоприводом 13, задатчик веса 14, задатчик влажности 15, а также два одинаковых устройства управления 16 и Каждое устройство управления 16 и 17 содержит-блок сравнения 18, дв селективно-пороговых блока 19 и 20, блок регулирования длительности пау зы и импульса 21i блок формирования импульса 22 и блок формирования пау зы is, первый 24 ивторой 25 компар торы, два блокировочных элемента 26 И 27 и два выходных релейных элеме та 28 и 29.. В состав блока формирования импульса 22 входит инвертор и интегратор. Блок формирования пау зы 23 включает интегратор с инверто ром, работаюпще на вычитание. Компаратор 24 представляет собой пороговое устройство с релейным выходом, причем выход блока сравнения 18 подключен к входам первого 19 и второго 20 селективно-пороговых бло ков, два выхода каждого из которых соединены с одним из двух входов блока регулирования длительности паузы и импульса 21 и первыми Входами двух блокировочных элементов 26 и 27, а их вторые входы связашл с выходом второго компаратора 2, При этом выходы блокировочных элементов 26 и 27 соединены с входами двух вьЕсодных релейных элементов 28 и 29 соответственно, выход второго компаратора 25 связан с вторым входом блока формирования импульса 22, на первый вход которого подсоединен второй выход блока регулирования длительности паузы и импульса 21j а выход блока формирования импульса 22 через первьй компаратор 24 соединен с вторым входом блокд формирования паузы 23. Кроме того,, первый вход последнего связан с первым выходом блока формирования длительности паузы и импульса 21. Помимо этого, третий вход блока формирования длительности паузы и импульса 21 каждого из устройств управления подключен к измерителю скорости лигага 9; Прйт чем два входа блока сравнения 18 первого устройства управления J6 соединены с задатчиком веса 14 и измерителем веса 11, а выходы релейных элементов 28 и 29 первого устройства управлении 16 подключены к сервоприводу 4 перемещения наносных валков 3.При зтом два входа блока сравнения 18 второго устройства управления 17 соединены с задатчиком влажности 15 и измерителем влажности 1О, а в ходы релейных элеменфов последнего устройства подключены к сервоприводу задатчика скорости линии 13, выход которого связан с входом преобразователя 8 электродвигателя 7 тянущих валков 6.. . -Линия для пропитки волокшстьк длинномерных материалов жидкостью работает следующим образом. Разматываемая оснрва через ряд обводящих роликов поступает в ванну 2 для пропитки и проходит через наносные валки 3, имеющие сервопривод 4.При помощи сервопривода 4 изменяют зазор меж;цу наносными валками 3 и 10 следовательно, вес (толщину) готового изделия. После наносных; валков 3 пропитанный материал поступает в сушильную камеру 5. Далее высушенный материал транспортируется тянущими валками 6. Скорость материала регулируется с помощью электродвигателя 7 с преобразователем 8 и замеряется измерителем скорости линии 9 Влажность и вес пропитанного и высушенного материала контролируются измерителями 1О и 11. Готовая продукция наматывается в рулоны устройством 12 Процесс автоматического регулирования влажности пропитанного и высушенного материала осуществляется сле дующим образом. Влажность регулируется за счет изменения скорости транспортирования в лентопротяжном тракте линии-, в результате чего изменяется время нахождения пропитанной основы в зоне сушильной камеры и соответственно ее влажность. При этом если ошибка регулирования, характеризующая отклонение вели чины фактической влажности от заданной, не превьш1ает выбранной величины например +3%, то схема управления не работает.. При этом сигнал, пропорцио нальньй заданной влажности, подается на первый вход блока сравнения 18, а на второй его вход с измерителя влажности 10 поступает сигнал, соответствующий фактической влажности. В случае, когда ошибка регулирования отличается от выбранной величи ны, при подаче на первьш вход блока сравнения 18 сигнала, пропорционального заданной влажности, а на второй его вход сигнала, соответствующего фактической влажности, на выходе бло ка сравнения 18 формируется разностный сигнал со знаком плюс (увеличение) и подается только на селектив но-пороговьй блок 19, тогда как блок 20 реагирует на знак минус (уменьшение) . С выхода блока 19 сигнал поступает на блок регулирования длительности паузы и импульса 21. Одновременно на блок 21 от измерителя скорости линии 9 поступает сигнал , соответствующий скорости V транспортирования материала в тракте линии.. Сигнал ошибки, -скорректированный по скорости V, подается на блок формирования импульса 22 (длительность импульса определяет время работы сервопривода задатчика скорости линии и тем самым изменение величины скорости линии). Входной сигнал поступает на вход инвертора блока 22, который производит обратное преобразование сигнала, что в конечном счете приводит к увеличению длительности импульса на выходе блока 22 как при увеличении скорости линии, так и при увеличении ошибки рассогласования. С блока 22 сигнал поступает на первый KOMnapgтор 24. Одновременно сигнал по скорости линии поступает на.вход блока формирования паузы 23. Причем чем меньше скорость линии, тем больше время паузы. С блока 23 сигнал подается на второй компаратор 25, имеющий релейньй выход. Таким образом, при появлении ошибки регулирования на выходе блока 21 появляется сигнал и поступает на вход блока 23. Начинается считывание времени паузы. По истечении заданного времени срабатывает релейный элемент на выходе компаратора 25 и через первый блокируюпщй элемент 26 включает выходной релейный элемент 28. Последний включает сервопривод задатчика скорости линии 13, кртррьй начинает поворачивать потенциометр, регулирующий скорость электродвигателя 7 тянущих валков 6 посредством преобразователя 8. Причем при увеличении влажности включаются блоки 26, 28, а при уменьшении блоки 27, 29 и подают питание на сервопривод задатчика скорости 13. Выбор направления вращения сервопривода задатчика скорости линии в зависимости от знака ошибки осуществляют два селективно-пороговых блока 19 и 20. Одновременно при включении исполнительного механизма сигнал с компаратора 25. поступает на блок формирования импульса 22, который и определяет требуемую выдержку времени, причем величина вьщержки определяется как скоростью тянущих валков, так и величиной ошибки регулирования. Система настраивается таким образбм, что от каждого импульса скорость линии увеличивается или уменьшается не более чем на 3-5%. Поэтому время импульса при разных ошибках регулирования и скоростях будет различным.
По окончании импульса первьй компаратор 24 блокирует блок формирования паузы 23. При этом один из блокировочных элементов 26 и один из выходных релейных элементов 28 или 27 и 29 запираются и отключают сервопривод задатчика скорости линии 13. Далее процесс повторяется. Вновь блок 23 начинает считьшание паузы, причем величина паузы зависит только от скорости линии и не зависит от ошибки регулирования.
Паузы и импульсы чередуются до тех пор, пока влажность материала на выходе линии достигнет заданной вели чины. При этом изменение влажности зависит от времени нахождения пропитанного материала в сушильной камере 5, т.е. от скорости линии.
Система в процессе регулирования устанавливает скорость линии такой, при которой влажность пропитанного материала соответствует заданной.
Аналогично работает первое устройство управления 16j регулирующее вес материала. Только импульсы от выходных релейных элементов (не показаны) первого устройства упрарления 16 поступают на сервопривод 4, который увеличивает или уменьшает зазор между наносньми валками 3, тем самым регулируя количество жидкости, оставшейся на материале.
Использование данной линии позволит повысить качество и увеличить выход годной продукции.
Ожидаемый экономический эффект составит 160 тыс.руб. в год;.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления скоростью подачи угледобывающего комбайна | 1986 |
|
SU1518511A1 |
| Устройство для автоматического запуска и регулирования уровня жидкого металла в кристаллизаторе машины непрерывного литья стали | 1978 |
|
SU730460A1 |
| Устройство автоматического управления выемочной машиной | 1982 |
|
SU1078064A1 |
| Устройство для автоматического управления пропиткой кровельного картона | 1980 |
|
SU937590A1 |
| Устройство управления электроприводом обжимного реверсивного прокатного стана | 1976 |
|
SU671890A1 |
| Дискретный авторегулятор для мелиоративных систем | 1981 |
|
SU996992A1 |
| Устройство для автоматического регулирования ширины рукавной пленки из пластмассы | 1977 |
|
SU730589A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРЕПРЕГА | 2008 |
|
RU2392285C1 |
| Релейная система автоматического регулирования | 1980 |
|
SU894668A1 |
| Электропривод тянущей клетки машины непрерывного литья заготовок | 1977 |
|
SU729796A1 |
ЛИНИЯ ДЛЯ ПРОПИТКИ ВОЛОКНИСТЫХ ДПИННОМЕРНЫХ МАТЕРИАЛОВ ЖИДКОСТЬЮ, содержащая размоточное устройство, ванну с пропиточной жидкостью, наносные валки, сервопривод перемещения наносных валков, сушильную камеру, тяну1Щ1е валки с электродвигателем и преобразователем, эадатчик скорости линии с сервоприводом, измеритель скорости линии, задатчики веса и влажности, измерители веса и влажности, намоточное устройство, отличающаяся тем, что, с целью повышения качества продукции и экономии исходного сырья за счет автоматического поддержания заданного веса и влажности пропитанного материала, она снабжена двумя одинаковыми устройствами управления, каждое из которых содержит блок сравнения, два селективнопороговых блока, блок регулирования длительности паузы и импульса, блок формирования импульса, блок форм рования паузы, два компаратора, два блокировочных элемента и дв& выходных релейных элемента, при этом выход блока сравнения подключен к входам первого и второго селективно1./-Д-:-. - и Vi...;-t ;sH ivi3- : пороговых блоков, два выхода каждого из которых соединены с одним из двух входов блока регулирования длительности паузы и импульса и первьв4и входами двух блокирс вочных элементов, а их вторые входы связаны с выходом второго компаратора, выходы блокировочных элементов соединены с входами двзгх выходных релейных элементов соответственно, выход, второго компаратора связан с вторьш входом блока формирования импульса, на первый вход которого подсоединен второй выход блока регуЛирования длительности паузы и импульса, а выход блока формирования импульса через первьй компаратор W соединен с вторым входом блока фор- . мирования паузы, первый вход последнего связан с первым выходом блока форьшрования длительности паузы и импульса, причем третий вход бло-. ка формирования длительности паузы Q и импульса каждого нз устройств DO . управления подключен к измерителю скорости линии, два входа блока сравнения первого устройства управления соединены с задатчиком и изсл мерителем веса, а выходы релейных 4 элементов первого устройства управления подключены к сервоприводу перемещения наносных валков, при этом два. входа блока сравнения второго устройства управления соединены с задатчиком и измерителем влажности, .а выходы релейных элементов последнего устройства подключены к сервоприводу задатчика скорости линии, выход которого связан .с входом преобразователя электродвигателя тянущих валков. 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
