Использование нетканых полотен как полученных методом термоскрепления полипропиленовых нитей типа "спанбонд" марки С так и полотен полученных методом горячего роздува тончайших волокон полипропилена типа "мельтблаун" марки М и их комбинаций типа СС, СМ, CMC, СММС постоянно расширяется.
В зависимости от применения возникает необходимость как производить полотна большой ширины до 12 м и более, так и придавать им различные физико-механические свойства.
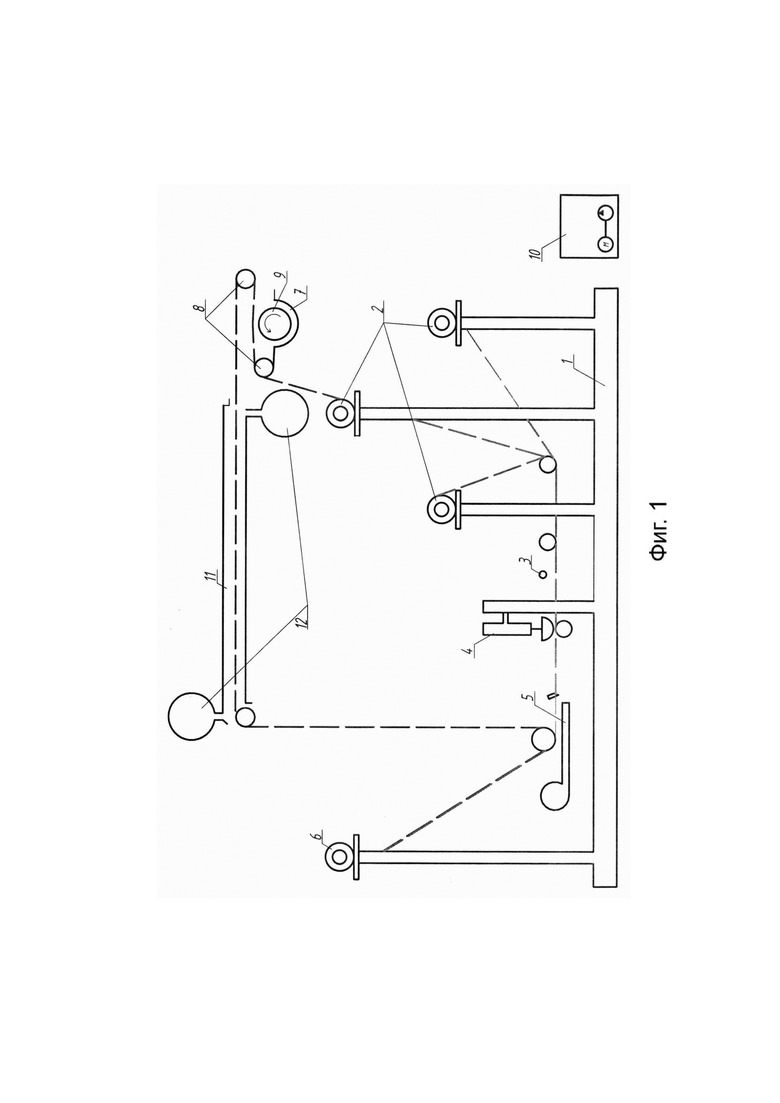
Представленная мной комбинированная машина изготовления широкого материала (до 12,4 м) с пропиточно-сушильным узлом предназначена для этих целей. Далее комбинированная машина (фигура 1).
Основной каркас (1) комбинированной машины представляет собой сварную раму изготовленную из профильной трубы 180×180×4. Крупные габаритные части рамы собираются на фланцевых болтовых соединениях. Такая конструкция позволяет легко производить монтаж-демонтаж и транспортировать всю комбинированную машину. Еще одним существенным преимуществом предложенной рамной конструкции является возможность функционального наращивания. То есть путем монтирования дополнительных узлов можно расширить возможность производимых операций с рулонными материалами.
На раме собрано три размоточных устройства (2), устройства распрямителей кромок (3), узел продольной ультразвуковой сварки (4), устройство отрезания и отсоса кромок (5), намоточное устройство (6), узел системы пропитки-сушки и комплект направляющих валов.
Предложенная комбинированная машина позволяет выполнять два автономных не зависимых друг от друга технологических процесса:
- изготовление нетканого полотна шириной до 12,4 м;
- смачивание с последующей сушкой нетканого полотна шириной до 3,2 м, для придания им различных физико-механических свойств (гидрофильность, гидрофобность, электропроводность и т.д.).
Одновременно на комбинированной машине можно выполнять только один технологический процесс. Далее рассмотрим каждый процесс отдельно.
Изготовление нетканого полотна шириной до 12,4 м путем продольной сварки.
Принцип бесконечной продольной сварки рулонного материала с целью увеличения ширины заключается в следующем:
В зависимости от требуемой ширины нарабатывается рулоны. Например, для выпуска общей ширины 9,32 м изготавливаются заготовки двух рулонов шириной 3,15 м и одного рулона шириной 3,20 м. Рулоны устанавливаются на размоточные устройства (2) и подаются в узел продольной ультразвуковой сварки (4) сложенные встречным конвертом. То есть рулоны шириной 3,15 м накладываются на рулон шириной 3,2 м первый вровень с одного края, второй с другого края. В результате на выходе узла ультразвуковой сварки получается сложенный рулон с общей шириной 9,2 м в виде встречного конверта шириной 3,2 м. Для получения рулонов от 9,2 м до 12,4 м необходимо сваривать полотна в три захода. Например для полотна шириной 12,4 м сначала свариваются два полотна шириной 6,2 м за тем они свариваются вместе и получается рулон с общей шириной 12,4 м сложенный конвертом в 3,2 м. Рассмотрим более подробно по узлам. Размоточные устройства.
На раме собрано три размоточных устройства с пневматическими разжимными валами длиной рабочей части 3400 мм с квадратными хвостовиками 40×40 мм, которые устанавливаются на зажимных опорах вращения. Вал зажимной опоры вращения соединяется с натяжителем. обеспечивающим необходимое натяжение полотна. В качестве натяжителя использовал передний дисковый тормозной суппорт ВАЗ 2101. В рабочие цилиндры которого подается воздух до 3 Бар через редукционный клапан. Регулирование натяжения ручное.
Устройства распрямителей кромок.
С обоих сторон полотна установлены роликовые распрямители кромок, которые обеспечивают выпрямление полотна и распрямление кромок перед подачей на узел продольной сварки. Кронштейны крепления распрямителей кромок закреплены на линейных подшипниках, что позволяет регулировать их установку по ширине.
Узел продольной ультразвуковой сварки полотна.
Продольная сварка осуществляется ультразвуковыми аппаратами мощностью 2000 Вт. В основу аппарата положено свойство ультразвуковых колебаний осуществлять низкотемпературную сварку термопластичных материалов. Аппарат конструктивно состоит из электронного блока и подключаемой к нему с помощью соединительного кабеля ультразвуковой колебательной системы (рабочий инструмент). Электронный блок представляет собой электронный генератор - источник электрических колебаний с рабочей частотой 22+/-2,0 кГц, предназначенный для питания пьезоэлектрического преобразователя, расположенного в колебательной системе и регулятор мощности, обеспечивающий автоматическое поддержание амплитуды механических колебаний на заданном уровне в течение времени сварки и при изменении нагрузки.
К рабочему инструменту ультразвуковой колебательной системы полотно прижимается прижимным роликом с помощью пневматических цилиндров. Прижимные ролики изготовлены из стали 40Х, подвергнуты термообработке. На внешнем диаметре выфрезерованы зубья с рисунком, которые обеспечивают сварной шов в виде пунктирных линий в четыре ряда.
Для получения качественного сварного шва при помощи ультразвуковой сварки необходимо обеспечить прижим с минимально необходимым зазором и перемещение полотна относительно излучающей поверхности колебательной системы ультразвукового аппарата. Полотно заправляется между прижимным роликом и рабочим инструментом колебательной системы ультразвукового аппарата. Предусмотрена возможность регулирования зазора между прижимным роликом и рабочим инструментом и регулировки усилия прижима. Для получения качественного шва необходимо тщательно подбирать эти параметры с учетом толщины свариваемого материала.
Привод вращения прижимного ролика осуществляется от специальных приводных роликов. Соединение приводных роликов с прижимными роликам выполнено с помощью эластичных резиновых муфт. Приводные ролики приводятся в вращательное движение за счет линейного движения полотна.
Устройство отрезания и отсоса кромок.
Кромки с обеих сторон отрезаются на устройстве продольной резки, укомплектованный ножами лезвийного типа. Отрезанная кромка убирается из зоны резки устройством отсоса кромки. Конструктивно устройство отсоса кромки состоит из воздуходувки и втягивающей трубки эжекторного типа.
Намоточное устройство.
Привод намоточного устройства осуществляется электродвигателем переменного тока 4 кВт, 1500 об/мин через червячный редуктор с передаточным числом i=100. Электродвигатель управляется частотным преобразователем.
Укомплектован пневматическими разжимными валами длиной рабочей части 3400 мм с квадратными хвостовиками 40×40 мм, установленными на зажимных опорах вращения. Тип и размеры разжимных валов идентичны с установленными на размоточных устройствах. Это создает определенные удобства в эксплуатации, в плане взаимозаменяемости.
Смачивание с последующей сушкой нетканого полотна шириной до 3,2 м, для придания им различных физико-механических свойств.
Для выполнения этого технологического процесса рулон нетканого полотна устанавливается на один из размотчиков, заправляется через пропиточный, сушильный узел и наматывается на намоточном устройстве. Для каждого технологического процесса размоточные и намоточное устройства являются общими.
Опишем узел пропитки-сушки подробно.
Узел включает в себя пропиточное устройство и сушильное устройство.
Устройство пропитки состоит из пропиточной ванны (7), регулирующих валов (8), смачивающего вала (9) и гидравлической станции подачи жидкости (10). Гидравлическая станция поддерживает в пропиточной ванне постоянный требуемый уровень жидкости и обеспечивает циркуляцию. Пропиточная ванна длиной 3400 мм изготовлена из полиэтилена в форме круглого лотка. Внутрь лотка опускается полиэтиленовый смачивающий вал. Глубина опускания регулируемая, смачивающий вал вращается с помощью электропривода с частотным преобразователем. Глубиной опускания и числом оборотов смачивающего вала подбирается смачиваемость полотна. Для более эффективной передачи жидкости в полотно вращение смачивающего вала делается против линейного движения полотна. Пропитанное полотно через направляющие валы уходит в сушильную камеру.
Устройство сушки состоит из сушильной камеры (11), электрических калориферов (12) - 2 комплекта и направляющих валов. Сушильная камера прямоугольной формы шириной 3250 мм, длина 2200 мм, высота 150 мм. В сушильную камеру с двух сторон нагнетается воздух, нагретый электрическими калориферами мощностью 40 кВт. Поток воздуха подается специальными воздуховодами конической формы по всей ширине, с одного калорифера на низ полотна, с другого калорифера на верх полотна. Калориферы расположены на входе и выходе сушильной камеры. Высушенное полотно через направляющие валы на одном из которых вмонтирован счетчик метража уходит на наматывающее устройство.
Комбинированная машина изготовления широкого материала (до 12,4 м) с пропиточно-сушильным узлом, предложенная мной изготовлена, смонтировано и производить продукцию.
Прилагается:
Фото установки (фигура 2), схема установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления композиционных полимерных полотен методом термоскрепления | 2022 |
|
RU2793190C1 |
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| Способ производства нетканого волокнистого материала | 1980 |
|
SU922206A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ ЛЕНТ ДЛЯ ИЗОЛЯЦИИ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2357312C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПРОПИТАННЫХ СМОЛОЙ ПОЛОТЕН МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2090367C1 |
| Способ производства нетканого материала с пониженной горючестью | 2019 |
|
RU2700730C1 |
| Установка для пропитки, сушки и вулканизации ткани | 1949 |
|
SU86595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИТУМСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2118976C1 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| СТОЙКАЯ К ЗАГРЯЗНЕНИЮ СТРУКТУРА ПРЕССОВОЙ ТКАНИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2355838C2 |

Заявлена машина для продольного спаивания нетканых полотен с пропиточно-сушильным узлом, выполнена с возможностью выполнять два автономных не зависимых друг от друга технологических процесса, продольного спаивания нетканых полотен и пропитку нетканого полотна с последующей его сушкой, которая позволяет производить нетканые полотна большой ширины до 12.4 м и придавать им различные физико-механических свойств. 1 з.п. ф-лы, 2 ил.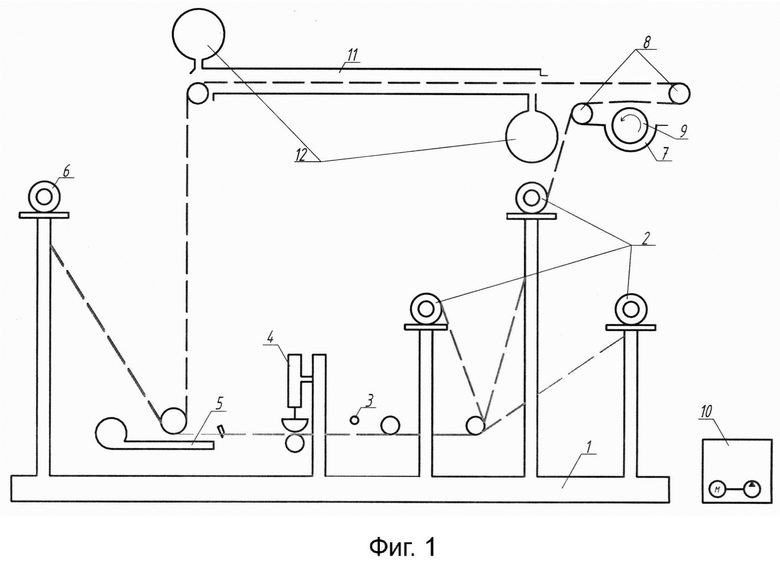
1. Машина для продольного спаивания нетканых полотен с пропиточно-сушильным узлом, выполненная с возможностью выполнять два автономных не зависимых друг от друга технологических процесса, продольного спаивания нетканых полотен и пропитки нетканого полотна с последующей его сушкой, содержащая раму, на которой смонтировано три размоточных устройства с пневматическими разжимными валами с квадратными хвостовиками, которые установлены на зажимных опорах вращения, натяжитель полотна, роликовые устройства распрямителей кромок, узел продольной ультразвуковой сварки, устройство отрезания и отсоса кромок, намоточное устройство, которое снабжено приводом, узел пропитки-сушки, который включает устройство пропитки и устройство сушки, причем устройство пропитки состоит из пропиточной ванны со смачивающим валом, который выполнен с возможностью вращения с помощью электропривода, регулирующих валов и гидравлической станции подачи жидкости, при этом устройство сушки состоит из сушильной камеры, электрических калориферов, расположенных на входе и выходе сушильной камеры, при этом один калорифер выполнен с возможностью подачи воздуха на низ полотна, а другой калорифер на верх полотна и направляющие валы, причем для каждого технологического процесса размоточные и намоточное устройства являются общими.
2. Машина по п. 1, отличающаяся тем, что роликовые устройства распрямителей кромок выполнены регулируемыми по ширине полотна.
| ПРОПИТОЧНАЯ МАШИНА ДЛЯ ПРОПИТКИ ТКАНЫХ НАПОЛНИТЕЛЕЙ РАЗЛИЧНЫХ ШИРИН | 2007 |
|
RU2408437C2 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| EP 3245322 B1, 27.11.2019 | |||
| DE 602006006390 D1, 04.06.2009 | |||
| KR 1020190010621 A, 30.01.2019. | |||

