Изобретение относится к области деревообрабатывающей промышленности, а именно к производству плитных материалов.
Известно решение RU 53615 U1 «Экологически чистая длинномерная фанера», МПК B27D 1/00 содержащее, продольные форматные листы шпона, которые соединены между собой вдоль продольных волокон древесины торцовыми кромками, при этом зоны соединения смещены друг относительно друга вдоль продольной оси симметрии по толщине длинномерной фанеры, клеевые элементы выполнены в виде гибких плоских и расположенных между торцовыми кромками продольных форматных листов шпона Z образных элементов, причем горизонтальные полки последних соединены с диагонально расположенными верхней и нижней плоскостями продольных форматных листов шпона, а вертикальная стенка - соединена с вертикальными плоскостями торцовых кромок.
Недостатком этого технического решения является сложный технологический процесс изготовления фанеры, наличие выступов на лицевой и обратной ей стороне изделия. (RU 53615 U1, http://new.fips.ru).
Известно решение RU 2034700 С1 „Способ изготовления древесного щита с торцевым и торцово-тангенциальным направлением волокон", МПК В27М 3/08 содержащее, древесный щит, который получают склеиванием отходов деревообработки в виде брусков различного сечения, поперечной распиловкой которого в направлении, перпендикулярном его длине под углом к его длине, получают заготовки, шлифованием рабочих поверхностей.
Недостатком этого технического решения является большая масса готового изделия, отсутствие у изделия физико-механических свойств фанеры, невозможность удовлетворять широким потребностям промышленности и производства. (RU 2034700 С1, http://new.fips.ru).
Известно техническое решение RU 2214328 С1 „Способ изготовления столярной плиты", МПК В27М 1/02, содержащее, щит из калиброванных по толщине реек. Смежные рейки в щите сшивают по верхней и нижней пластам скобами на определенном расстоянии от торца щита. Щит укладывают между двумя слоями листового древесного материала с нанесенным на поверхности, прилегающие к щиту, клеем с последующей выдержкой сформированной плиты в прессе.
Недостатком этого технического решения является большая масса готового изделия, отсутствие у изделия физико-механических свойств фанеры, невозможность удовлетворять широким потребностям промышленности и производства. (RU 2214328 С1, http://new.fips.ru).
Известен аналог DE 102012008771 A1 «Modul aus verleimten MassivholzlamellenstAben zur Herstellung von Einrichtungsgegenst Anden Oder Bauteilen» (Модуль из клееных реек из массива дерева для производства мебели или компонентов.) включающий способ получения изделия состоящего из массива дерева для производства мебели или компонентов являющихся массовым продуктом, который в основном производится на Дальнем Востоке, и включающий слой 3 горизонтально склеенных пластинчатых стержней 1 из массива дерева и, по крайней мере, одного второго слоя 4 из массива дерева. Способ включает в себя следующую последовательность действий: первоначально формируют по меньшей мере два слоя пластинчатых стержней 1 из цельной древесины, склеенных горизонтально. Стержни подбирают по длине, ширине и высоте, т.е. используют полностью одинаковые стержни. Второй слой 4 расположен под первым слоем 3, а именно, если смотреть в продольном направлении стержней 1 из массивной древесины, под углом к первому слою 3. В этом положении два слоя склеиваются. Затем любой третий слой, рассматривается в продольном направлении стержней 1 из цельной древесины, расположенных под углом ко второму слою под ним и приклеенных к нему. Такая же процедура используется для каждого дополнительного слоя.
Недостатками данного решения является использование готовых изделий из массива дерева для производства мебели или компонентов являющихся массовым продуктом, который в основном производится на Дальнем Востоке, т.е. используют готовый продукт из массива дерева, а отходы остаются не утилизированы. Еще одним недостатком является не возможность использовать в одном изделии стержни разных размеров, так как в решении обязательно используются стержни подобранные по длине, ширине и высоте. Еще одним недостатком является то, что готовое изделие обязательно должно содержать два слоя. Еще одним недостатком является использование только массива дерева, что повышает риск разбухания и изменения формы, а так же разрывы в местах клеевого соединения. Еще одним недостатком является то, что все стержни имеют клеевой слой на боковых и верхней/нижней в зависимости от плиты верхняя или нижняя, что утолщает изделие.
Задача, на которую направлено заявленное решение, разработка способа изготовления плитного материала с физико-механическими свойствами фанеры и переработка отходов производства фанеры.
Сущность изобретения
Заявленная задача решается, за счет соединения полосок отходов производства фанеры в плитный материал с физико-механическими свойствами фанеры.
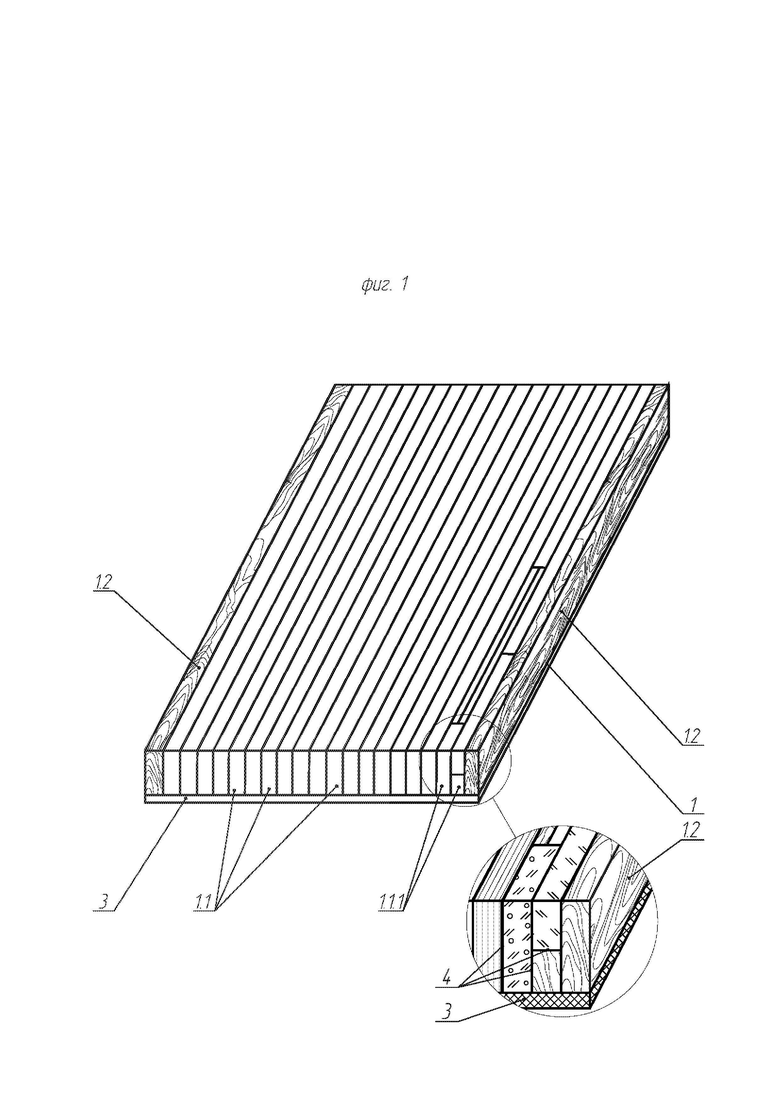
Древесно-плитный материал (1) фиг. 1, 2 состоит из калиброванных по ширине и/или длине и/или высоте, из нескольких, т.е. больше чем одной, древесных полос выполненных на основе прямого параллелепипеда, которые соединены клеевым слоем (4) между собой в единый пласт.
В качестве сырья для древесных полос могут быть использованы: полоски фанеры, полоски массива древесины, полоски различных плитных материалов из древесины, в том числе и комбинации этих материалов.
Во внутренних рядах древесно-плитного материала (1) могут быть использованы кусковые полосы (1.1.1), т.е. состоящие из элементов имеющих различную длину и/или ширину и/или высоту и склеенные между собой до образования необходимой длины и/или ширины и/или высоты.
Использованные для создания полос куски могут быть выполнены из разного древесного материала фиг. 1 (выноска).
Такое исполнение позволяет использовать даже небольшие обрезки и перерабатывать разные как по размеру, так и по материалу обрезки деревообрабатывающей промышленности.
В частном случае исполнения фиг. 1 наружные обрамляющие полосы (1.2) древесно-плитного материала выполнены цельными полосками из древесины на всю длину.
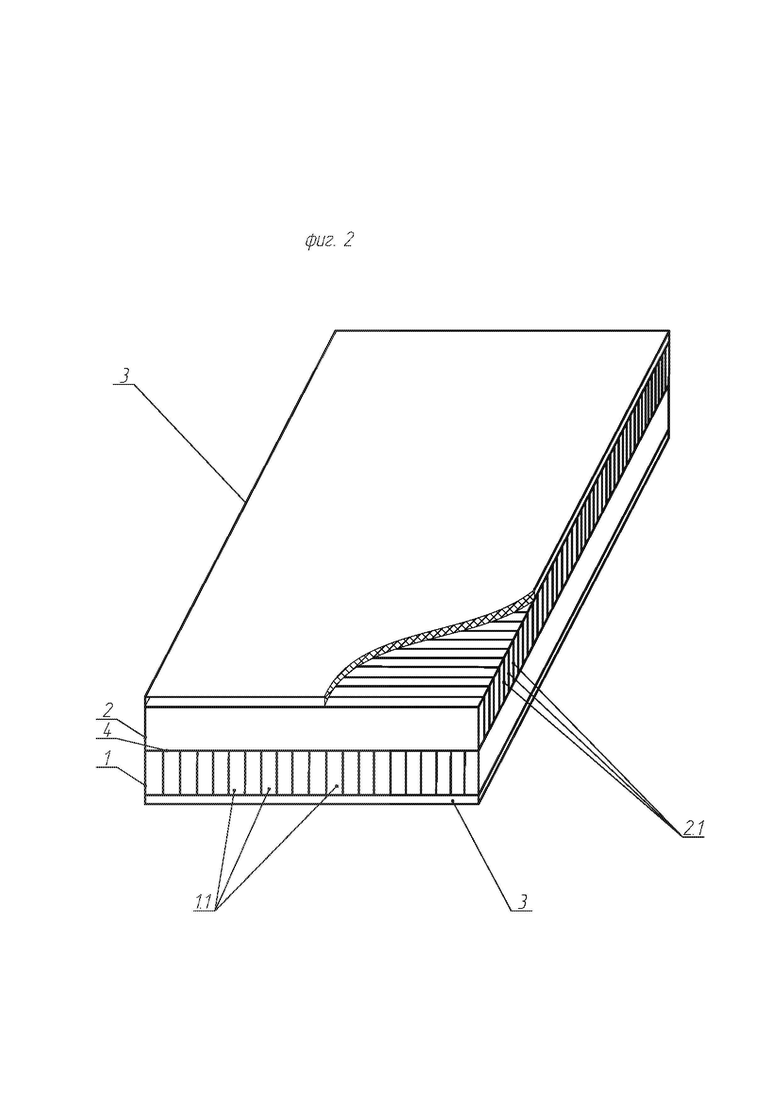
Еще в одном частном случае фиг. 2 исполнения древесно-плитный материал (1) состоит из нескольких пластов состоящих из древесных полос, т.е. больше чем из одного пласта, как минимум двух. Древесные полосы каждого следующего пласта (2) развернуты относительно продольной оси древесных полос (1.1), начального пласта (1) на 90 градусов.
Такое исполнение позволяет получить древесно-плитный материал с большей жесткостью.
В частном случае исполнения древесно-плитный материал (1) дополнительно имеет облицовку (3) фиг. 1, 2, как минимум на одной плоскости. В качестве облицовки (3) может выступать синтетические пленки из поливинилхлорида или сополимера винилхлорида или винилацетата или декоративных пластиков или древесным листовым материалом или шпон. Следует заметить, что любой из этих материалов создает слой на поверхности и позволяет повысить поверхностную твердость, прочность, износостойкость древесно-плитного материала (1) снизить возможную эмиссию продуктов разложения древесины или низкомолекулярных выделений из смол.
Способ изготовления древесно-плитного материала включает следующую последовательность действий.
Выполняют подготовку отходов деревообработки, а именно сортируют на типоразмеры определенной длины и/или ширины. При необходимости отходы деревообработки подгоняют для получения определенной длины и/или ширины и/или высоты. Отходами деревообработки являются: полоски фанеры, полоски массива древесины, полоски различных плитных материалов из древесины, в том числе и комбинации этих материалов. Далее как минимум на одну плоскость наносят клеевой состав на полоски (1.1), (1.2) и/или (1.1.1).
Выкладывают рядами полоски (1.1), (1.2) и/или (1.1.1) фиг. 1, у которых контактирующие между собой поверхности промазаны клеевым составом. Набранный пласт обжимают со всех сторон с последующей выдержкой сформированной плиты (1) в прессе, до полного высыхания клеевого состава.
Инструмент для фиксации при обжиме пакета устанавливают не более чем через 0,5 м друг от друга, что позволяет исключить коробление полос.
В частном случае исполнения набранный пласт (1) фиг. 1 обжимают со всех сторон инструментом для фиксации и помещают в термокамеру для термообработки, режим которой зависит от природы используемого в клеевом составе связующего.
После термообработки пласт охлаждают в сжатом состоянии до комнатной температуры.
Далее производят механическую обработку пласта шлифованием и обработку его кромок обрезкой.
В частном случае исполнения производят облицовку пласта синтетическими пленками из поливинилхлорида или сополимера винилхлорида или винилацетата или декоративными пластиками или древесным листовым материалом или шпоном.
В случае когда древесно-плитный материал состоит из нескольких пластов состоящих из древесных полос фиг. 2, т.е. больше чем один, как минимум два, то осуществляют следующее:
после набора первого пласта (1) фиг. 2 его поверхность промазывают клеем и набирают второй пласт (2) с древесными полосами (2.1) развернутыми относительно продольной оси древесных полос (1.1) начального пласта (1) на 90 градусов и обжимают оба пласта со всех сторон с последующей выдержкой сформированной плиты в прессе, до полного высыхания клеевого состава,
или сначала полностью изготавливают пласты, например, начальный пласт (1) и последующий пласт (2), с условием того, что древесные полосы (2.1) каждого последующего пласта (2) развернуты относительно продольной оси древесных полос (1.1) предыдущего пласта на 90 градусов, далее промазывают клеевым составом поверхность каждого начального пласта и и соединяют с каждым последующим, далее обжимают «бутерброд» пластов со всех сторон с последующей выдержкой в прессе, до полного высыхания клеевого состава.
В случае если клеевой состав для отверждения требует термообработки, то после обжатия пластов со всех сторон их помещают в термокамеру для термообработки, режим которой зависит от природы используемого в клеевом составе связующего.
Таким образом, используя отходы деревообработки в сочетании с органическими связующими, предлагаемым способом удается получить плитный материал с физико-механическими свойствами фанеры для промышленного и гражданского строительства, мебельной промышленности, обладающим повышенным пределом плотности и упругости и переработать отходы производства.
Краткое описание чертежей:
на фиг. 1 - схематичное изображение древесно-плитного материала в один пласт;
на фиг. 2 - схематичное изображение двухслойного древесно-плитного материала.
Краткое описание конструктивных элементов:
1 - древесно-плитный материал;
1.1 - полосы древесного материала;
1.1.1 - кусковые полосы;
1.2 - наружные обрамляющие полосы;
2 - следующий пласт;
2.1 - древесные полосы следующего слоя;
3 - облицовочный материал;
4 - клеевой слой
Осуществление заявленного решения:
Заявленное решение работает следующим образом.
Выполняют подготовку полос (1.1), (1.2) и/или (1.1.1) из полосок фанеры, полосок массива древесины, полосок различных плитных материалов из древесины, в том числе и комбинации этих материалов из отходов деревообработки. Подготовку осуществляют путем сортировки на типоразмеры определенной длины и/или ширины и/или высоты. При необходимости подгоняют для получения определенной длины и/или ширины и/или высоты.
Затем подготавливают клеевой состав. Например, вводят и размешивают до получения однородного состава смолы, отвердитель или катализатор, наполнитель, краситель. Смесь перемешивают до получения однородного состава, удобного для нанесения кистью или иным инструментом или приспособлением.
Наносят клеевой состав на пласт подготовленных полосок. На наружные обрамляющие полосы наносят на одну плоскость см. фиг. 1, на внутренние полосы (1.1) как минимум на две, в случае если внутренние полосы кусковые (1.1.1), то на три и/или четыре.
Затем на ровной горизонтальной поверхности, например, на рабочем столе прессового оборудования, выкладывают рядами полоски (1.1), (1.2 и/или (1.1.1) в соответствии с их функцией фиг. 1. Предварительно все металлические части, контактирующие с древесиной, оборачивают полиэтиленовой пленкой для предотвращения прилипания к ним клеевого состава.
Набранный пакет будущего пласта (1) обжимают со всех сторон с последующей выдержкой сформированной плиты (1) в прессе для уменьшения толщины клеевого слоя, выдавливания воздушных пузырей и обеспечения непрерывности и полноты наполнения клеевого шва, а также для предотвращения возможного коробления полосок из древесины в процессе отверждения или охлаждения. Выжидают время до полного высыхания клея или получения прочности сцепления конструкции.
В случае если используемый клей требует отверждения в термокамере собранный и сжатый в приспособлении пакет направляют на отверждение в термокамеру, где выдерживают требуемое время при температуре соответствующей оптимальному режиму для используемого типа связующего клеевого состава. Например, для систем на основе полиизоцианатов, полиуретанобразующих, полиуретанакрилатобразующих, полиакрилатных, полиэфирных и полиэпоксидных систем, смолы на основе фенола, карбамида, меламина отверждение осуществляют при температуре до 100°С в течение 24 часов, или при температурах свыше 100°С до полного отверждения. После термообработки пласт охлаждают в сжатом состоянии до комнатной температуры.
Еще в одном частном случае прессование ламелей после нанесения клея производится в горячем прессе, имеющем переменное сечение плиты, т.е. движущиеся рейки за счет снижения сечения упираются одна в другую и таким образом прижимаются и образуют пласт, который находится в горячем прессе до момента полного отверждения связующего. В случае исполнения из нескольких пластов, таким способом клеится каждый пласт. Пласты между собой соединяются в горячем прессе под воздействием температуры и давления, при необходимости в таком прессе одновременно можно соединять пласты между собой и облицовочный материал.
Далее сформированный пласт механически обрабатывают шлифованием его кромок.
В случае когда древесно-плитный материал состоит из нескольких пластов состоящих из древесных полос фиг. 2, т.е. больше чем один, как минимум два, то осуществляют следующее:
или после набора первого пласта (1) фиг. 2 его поверхность промазывают клеем и набирают второй пласт (2) с древесными полосами (2.1) развернутыми относительно продольной оси древесных полос (1.1) начального пласта (1) на 90 градусов и обжимают оба пласта со всех сторон с последующей выдержкой сформированной плиты в прессе, до полного высыхания клеевого состава,
или сначала полностью изготавливают пласты, например, начальный пласт (1) и последующий пласт (2), с условием того, что древесные полосы (2.1) каждого последующего пласта (2) развернуты относительно продольной оси древесных полос (1.1) предыдущего пласта на 90 градусов, далее промазывают клеевым составом поверхность каждого начального пласта и соединяют с каждым последующим, далее обжимают «бутерброд» пластов со всех сторон с последующей выдержкой в прессе, до полного высыхания клеевого состава.
В случае если клеевой состав для отверждения требует термообработки, то после обжатия пластов со всех сторон их помещают в термокамеру для термообработки, режим которой зависит от природы используемого в клеевом составе связующего.
В случае выполнения древесно-плитного материала имеющего облицовку, производят его облицовку.
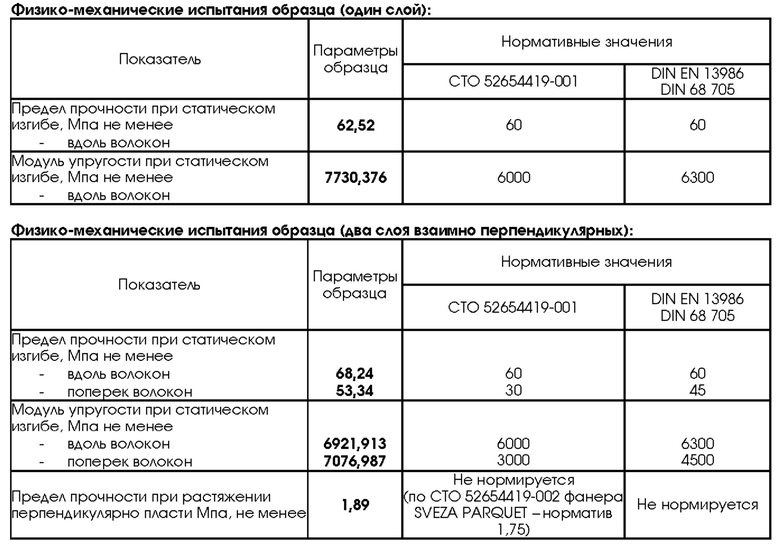
Подтверждение получения заявленного технического результата приводим результаты испытаний образцов:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН | 1991 |
|
RU2034700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2522727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СЛОИСТОГО МАТЕРИАЛА ИЗ ШПОНА | 2006 |
|
RU2319608C1 |
| Устройство для изготовления столярных плит | 1980 |
|
SU1002150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2013 |
|
RU2541323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТА НА ОСНОВЕ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2228837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОЛЯРНОЙ ПЛИТЫ | 2002 |
|
RU2214328C1 |
| НАЛИЧНИК ДВЕРНОЙ КОРОБКИ, СПОСОБ ИЗГОТОВЛЕНИЯ НАЛИЧНИКА ДВЕРНОЙ КОРОБКИ, ЗАГОТОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2749947C1 |
Изобретение относится к области деревообрабатывающей промышленности и касается древесно-плитных материалов и способа их получения. Материал по первому варианту представляет собой плиту в виде пласта из больше чем одной калиброванных по ширине или длине, или высоте, или по ширине и длине, или по ширине и высоте, или по длине и высоте древесных полос, выполненных на основе прямого параллелепипеда, древесные полосы между собой соединены клеевым слоем боковыми поверхностями. По второму варианту материал представляет собой плиту, состоящую из больше чем одного пласта калиброванных по ширине, или длине, или высоте, или по ширине и длине, или по ширине и высоте, или по длине и высоте древесных полос, выполненных на основе прямого параллелепипеда, соединенных между собой клеевым слоем, и имеет больше чем один пласт древесных полос, древесные полосы каждого следующего пласта развернуты относительно продольной оси древесных полос предыдущего пласта на 90 градусов, пласты соединены клеевым слоем. Способ включает следующую последовательность действий: подготовку отходов деревообработки, нанесение клея у внутренних полос как минимум на две плоскости, формирование как минимум одного пласта из полос, а именно выкладывание рядами полос, обжим пласта со всех сторон и выдержку в прессе до полного высыхания клеевого состава, на наружные обрамляющие полосы клеевой состав наносят на одну плоскость, в случае если внутренние полосы кусковые, то клеевой состав наносят на три и/или четыре, при обжиме набранного пласта инструмент для фиксации устанавливают не более чем через 0,5 м друг от друга. Изобретение обеспечивает использование отходов деревообработки и получение плитного материала, обладающего повышенным пределом плотности и упругости. 3 н. и 9 з.п. ф-лы, 2 ил., 1 табл.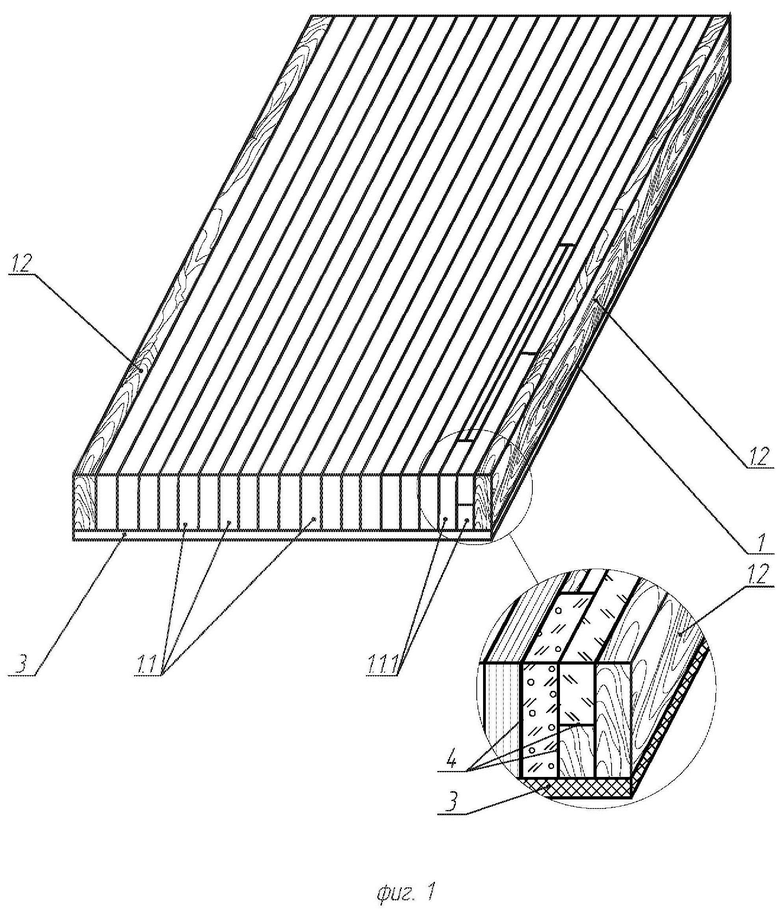
1. Древесно-плитный материал, представляющий собой готовое изделие – плиту в виде пласта из больше чем одной калиброванных древесных полос, выполненных на основе прямого параллелепипеда и соединенных между собой клеевым слоем, отличающийся тем, что древесные полосы калиброваны по ширине, или длине, или высоте, или по ширине и длине, или по ширине и высоте, или по длине и высоте, древесные полосы между собой соединены клеевым слоем только боковыми поверхностями.
2. Древесно-плитный материал по п. 1, отличающийся тем, что пласт состоит из полос фанеры и/или полос различных плитных материалов из древесины, или из полос массива древесины и полос плитных материалов из древесины, или из полос фанеры и массива древесины и полос плитных материалов из древесины;
3. Древесно-плитный материал по п. 1, отличающийся тем, что наружные обрамляющие полосы пласта выполнены цельными полосками из древесины на всю длину.
4. Древесно-плитный материал по п. 1, отличающийся тем, что во внутренних рядах пласт имеет кусковые полосы, состоящие из элементов, имеющих различную ширину, или длину, или высоту, или ширину и длину, или ширину и высоту, или длину и высоту, и склеенные между собой до образования необходимой длины, и/или ширины, и/или высоты полосы.
5. Древесно-плитный материал по п. 4, отличающийся тем, что элементы кусковых полос выполнены из разного древесного материала.
6. Древесно-плитный материал, представляющий собой готовое изделие – плиту, состоящую больше чем из одного пласта из калиброванных древесных полос, выполненных на основе прямого параллелепипеда, соединенных между собой клеевым слоем, древесные полосы каждого следующего пласта развернуты относительно продольной оси древесных полос предыдущего пласта на 90 градусов, пласты соединены клеевым слоем, отличающийся тем, что древесные полосы калиброваны по ширине, или длине, или высоте, или по ширине и длине, или по ширине и высоте, или по длине и высоте.
7. Древесно-плитный материал по п. 6, отличающийся тем, что пласт состоит из полос фанеры и/или полос различных плитных материалов из древесины, или из полос массива древесины и полос плитных материалов из древесины, или из полос фанеры и массива древесины и полос плитных материалов из древесины;
8. Древесно-плитный материал по п. 6, отличающийся тем, что наружные обрамляющие полосы пласта выполнены цельными полосками из древесины на всю длину.
9. Древесно-плитный материал по п. 6, отличающийся тем, что во внутренних рядах пласт имеет кусковые полосы, состоящие из элементов, имеющих различную ширину, или длину, или высоту, или ширину и длину, или ширину и высоту, или длину и высоту, и склеенные между собой до образования необходимой длины, и/или ширины, и/или высоты полосы.
10. Древесно-плитный материал по п. 9, отличающийся тем, что элементы кусковых полос выполнены из разного древесного материала.
11. Способ получения древесно-плитного материала по п. 1 или 6, включающий следующую последовательность действий: подготовку отходов деревообработки, нанесение клея у внутренних полос как минимум на две плоскости, формирование как минимум одного пласта из полос, а именно выкладывание рядами полос, обжим пласта со всех сторон и выдержку в прессе до полного высыхания клеевого состава, отличающийся тем, что на наружные обрамляющие полосы клеевой состав наносят на одну плоскость, в случае если внутренние полосы кусковые, то клеевой состав наносят на три и/или четыре, при обжиме набранного пласта инструмент для фиксации устанавливают не более чем через 0,5 м друг от друга.
12. Способ по п. 11, отличающийся тем, что после набора первого пласта его поверхность промазывают клеем и набирают второй пласт с древесными полосами, развернутыми относительно продольной оси древесных полос начального пласта на 90 градусов, и обжимают оба пласта со всех сторон с последующей выдержкой сформированной плиты в прессе до полного высыхания клеевого состава.
| DE 102012008771 A1, 07.11.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН | 1991 |
|
RU2034700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОЛЯРНОЙ ПЛИТЫ | 2002 |
|
RU2214328C1 |
| US 2007102108 A1, 10.05.2007 | |||
| US 2010119857 A1, 13.05.2010 | |||
| US 5881786 A, 16.03.1999 | |||
| WO 2018011270, 18.01.2018 | |||
| US 5050653 A, 24.09.1991. | |||

