Изобретение относится к деревообрабатывающей и строительной отраслям промышленности, а именно к способу получения плитных материалов, которые могут найти широкое применение в виде паркетных щитов, для облицовки стен, потолков общественных и жилых зданий и сооружений, для оформления буфетов, баров, столешень, встроенных элементов мебели и др.
Целью изобретения является разработка способа изготовления торцового и торцово-тангенциального щита из отходов деревообработки, сохраняющего в себе преимущества прототипа и лишенного его недостатков в технологии изготовления.
Торцовой щит готовят следующим образом: осуществляют подготовку отходов деревообработки (нарезка из досок прямоугольных или другой формы брусочков, разрезка их на типоразмеры определенной длины); приготовление связующего (в случае необходимости введение в смолу отвердителя, катализатора, активного разбавителя или других компонентов (наполнителя, красителя) до получения клеевого состава требуемой вязкости); набор бруса с использованием специального приспособления, позволяющего в процессе отверждения обеспечивать его всестороннее обжатие; отверждение заготовок бруса; охлаждение заготовок бруса; поперечная распиловка заготовки бруса на заготовки торцового щита требуемой высоты; двухсторонняя чистовая обработка (шлифование) текстурной поверхности торцового щита; обработка поверхности торцового щита красителями для облагораживания текстурной поверхности; сушка; нанесение на текстурные поверхности торцового щита прозрачного бесцветного полимерного покрытия известными методами (кистью, пульверизатором, валиком, наливом и др.); отверждение полимерного покрытия известным методом; контроль качества готового торцового щита, упаковка и отгрузка.
Вначале готовят клеевой состав (смешивая компоненты клеевого состава или смолу с катализатором или инициатором отверждения, с наполнителем и красителем). Смесь гомогенизируют до получения однородного состава, удобного для нанесения кистью.
Количество приготовленного клеевого состава должно быть взято из расчета его за время жизнеспособности клеевой композиции (ориентировочно исходя из часовой потребности).
Затем на рабочем столе для сборки бруса в специальное приспособление вкладываются рядами древесные брусочки, у которых контактирующие между собой боковые поверхности предварительно промазаны клеевым составом. Размер поперечного сечения приспособления обусловлен поперечным сечением склеиваемого бруса. Рекомендуется это сечение выполнять не более 40х40 см, так как в противном случае удлиняется цикл отверждения, обусловленный необходимостью прогрева заготовки бруса на всю толщину заданное время.
Данным способом можно склеивать брус практически любой длины, однако из условий образования в производстве (наиболее часто наблюдаемых) короткомерных отходов, ориентировочно его длина рекомендуется в пределах 0,5-2 м.
Наружные обрамляющие ряды брусочков следует использовать цельными на всю длину. Внутри можно использовать кусковые отходы в виде брусочков различной длины, промазанные клеевым составом и плотно прижатые друг к другу не только боковыми, но и торцовыми плоскостями.
Поперечные обжимающие хомуты приспособления для склеивания следует устраивать не более чем через 0,5 м, что гарантирует исключение коробления заготовки бруса.
Набраная заготовка бруса обжимается со всех сторон в приспособлении и направляется в термокамеру для термообработки, режим которой зависит от природы используемого в клеевом составе связующего. Для систем на основе полиизоцианатов, полиуретанобразующих, полиуретанакрилатобразующих, полиакрилатных, полиэфирных и полиэпоксидных систем отверждение осуществляют при температуре до 100оС в течение 24 ч.
В иллюстрирующих заявляемое техническое решение примерах во всех случаях, за исключением специально оговоренных в таблице, температура отверждения составляла 100оС. Время отверждения во всех случаях 24 ч.
После отверждения заготовку бруса охлаждают в сжатом состоянии до комнатной температуры. Для ускорения процесса охлаждения рекомендуют использовать обдув холодным воздухом.
Полученный брус на ленточной пиле разрезается в поперечном сечении на заготовки торцового щита нужной толщины.
Шлифуют текстурные поверхности для придания товарного вида и отправляют потребителю.
Возможен вариант изготовления торцового щита, когда после операции шлифования щит сначала обрабатывается прозрачными красящими составами для улучшения текстурного и товарного вида или с целью создания рисунка с последующим нанесением и отверждением прозрачного бесцветного органического покрытия на основе любого, разрешенного Минздравом класса полимеров.
Нанесение прозрачного бесцветного органического покрытия преследует следующие цели: защитить текстурный рисунок древесины от загрязнений и гниения при последующей, в процессе эксплуатации, многократной влажной уборки; усилить глубину восприятия текстурного рисунка древесины; защитить от загрязнений рисунок, формируемый с применением прозрачных красителей; повысить поверхностную твердость, прочность и износостойкость торцового щита, особенно в случае использования последнего в качестве паркетного для пола; резко снизить возможную эмиссию продуктов разложения древесины или низкомолекулярных выделений из смол, в частности, формальдегида до количеств, намного ниже допустимых при использовании в качестве основы клея мочевино- или меламиноформальдегидных смол.
П р и м е р. Обрезки дубовых досок (или другой породы, указанной в таблице) толщиной 40 мм (сороковки) предварительно режут на бруски с поперечным сечением 40х40 см на всю длину обрезка доски (≈ 40 см).
В приспособлении для сборки бруса все металлические части, контактирующие с древесиной, оборачивают полиэтиленовой пленкой или смазывают парафином для предотвращения прилипания к ним клеевого состава.
Затем готовят клеевой состав (вводят и гомогенизируют до получения однородного состава смолу, отвердитель или катализатор, наполнитель, краситель). Наиболее целесообразно готовить клеевые композиции с вязкостью 300-600 с, по ВЗ-4. В качестве связующего используют смолы, приведенные в таблице.
У прямоугольных брусков кистью промазывают контактирующие боковые поверхности клеевым составом и плотно прижимают друг к другу, укладывая в приспособление и формируя тело будущего бруса. После набора бруса защелкивают верхние прижимные планки и поджимными болтами сжимают формируемый брус для уменьшения толщины клеевого слоя, выдавливания воздушных пузырей и обеспечения непрерывности и полноты наполнения клеевого шва, а также для предотвращения возможного коробления бруса в процессе отверждения или охлаждения.
Собраный и сжатый в приспособлении брус направляют на отверждение в термокамеру, где выдерживают требуемое время при определенной температуре (по оптимальному режиму для конкретного типа связующего). Время выдержки в термошкафу в существенной мере зависит от размеров поперечного сечения формируемого бруса (обеспечения гарантии прогрева бруса на всю толщину и полноту процессов отверждения или высыхания клеевого шва). В нашем случае время выдержки заготовки бруса в термошкафу для примеров, приведенных в таблице, составляло 24 ч.
При использовании водных растворов смол и полимеров температура отверждения не должна превышать 95оС во избежание вскипания воды в клеевой прослойке, снижения прочности клеевого соединения. После отверждения брус в приспособлении охлаждают обдувом холодного воздуха до комнатной температуры (10-12 ч в зависимости от размеров поперечного сечения бруса), вынимают и на ленточно-пильном станке разрезают (поперек) на заготовки торцового щита требуемой толщины. Затем заготовки щита шлифуют с обеих сторон и направляют потребителю или на дальнейшую текстурную окраску и нанесения прозрачного бесцветного лакового покрытия.
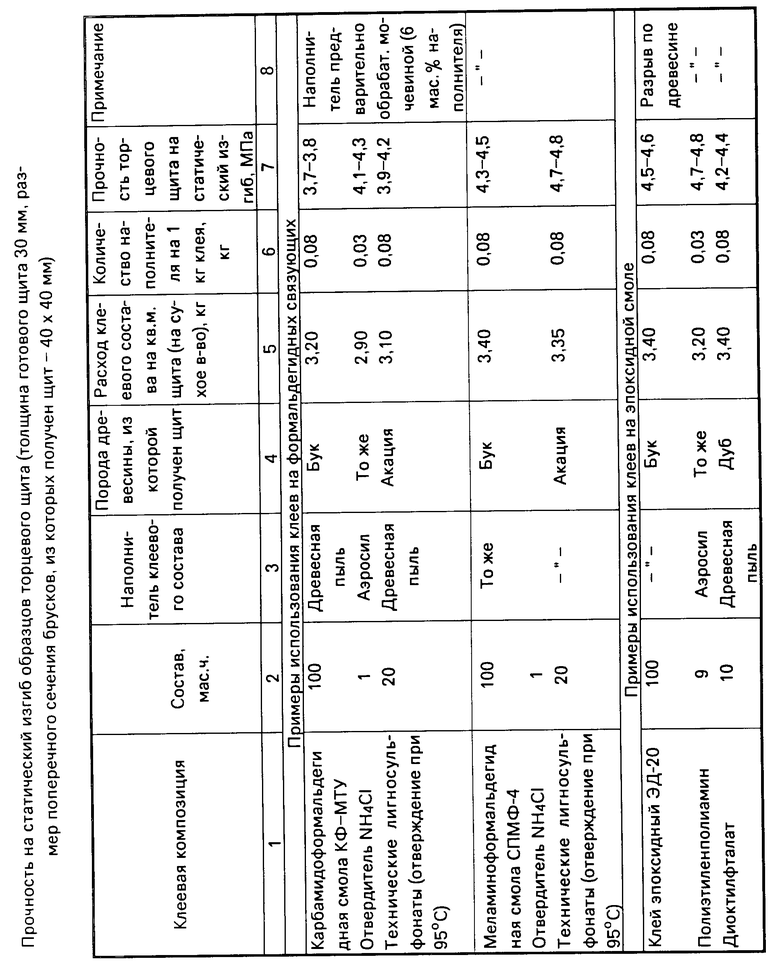
Образец щита на мочевиноформальдегидной смоле КФ-МТУ размером 35х35 см и толщиной 3 см через 24 ч после отверждения при испытании на статический изгиб показал прочность 3,5-4,0 МПа. Разлом наблюдался по клеевому шву.
При использовании брусков из клена или ольхи в большинстве случаев разлом наблюдался по древесине вдоль волокон.
Аналогичным образом осуществляют набор и отверждение заготовки бруса с использованием древесных отходов других пород и типа связующего.
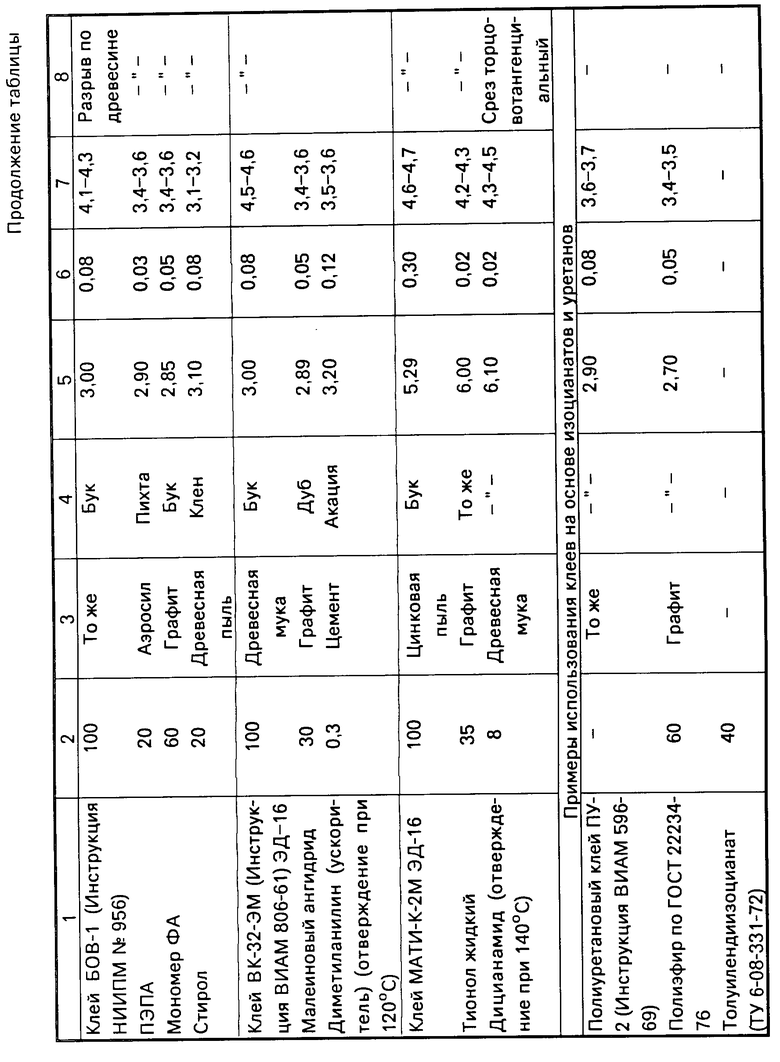
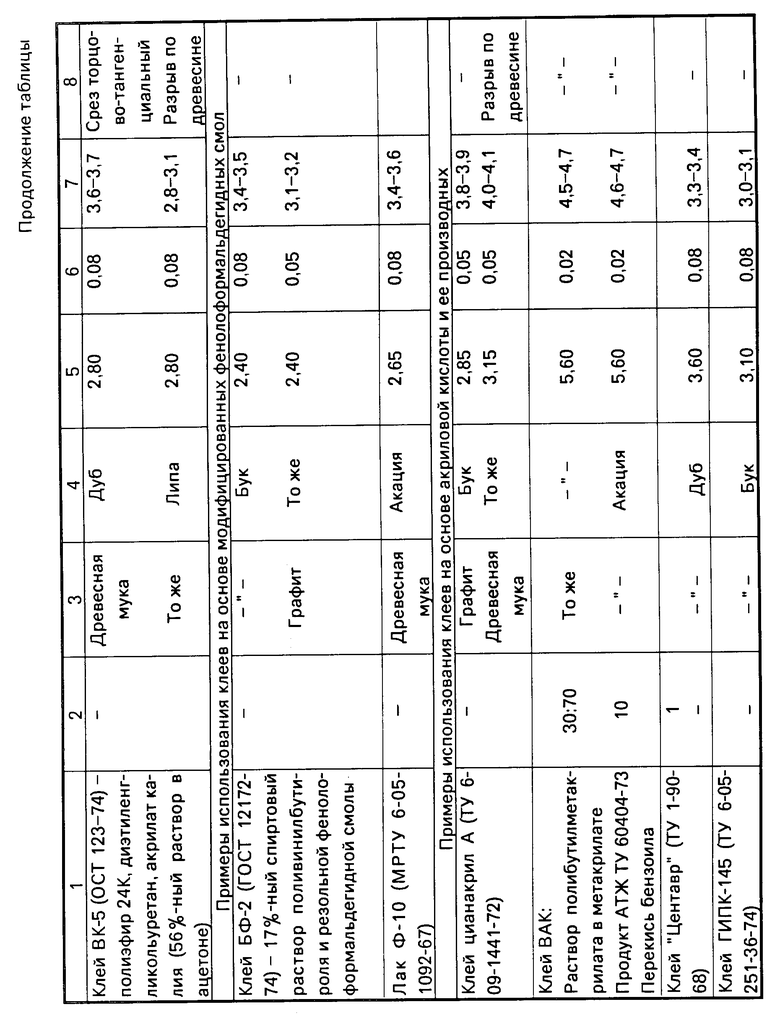
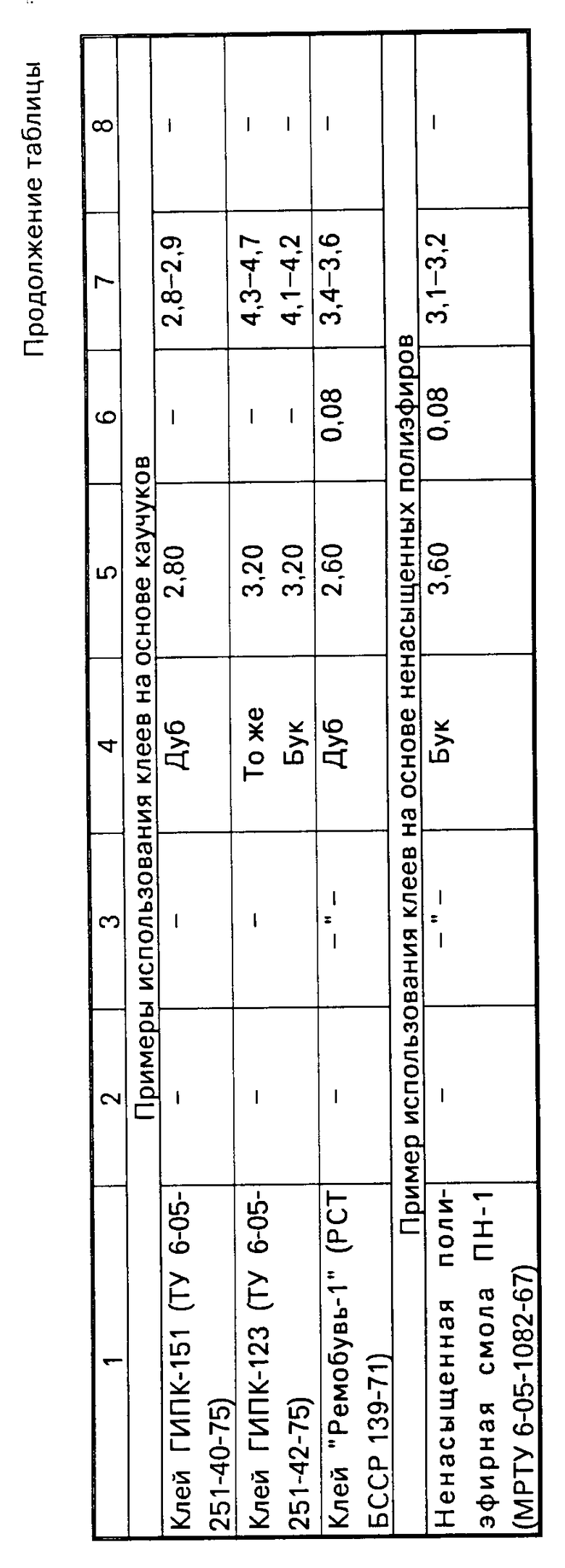
Прочность на статический изгиб торцового щита на примерах некоторых типов связующих органического происхождения и различных пород древесины приведены в таблице.
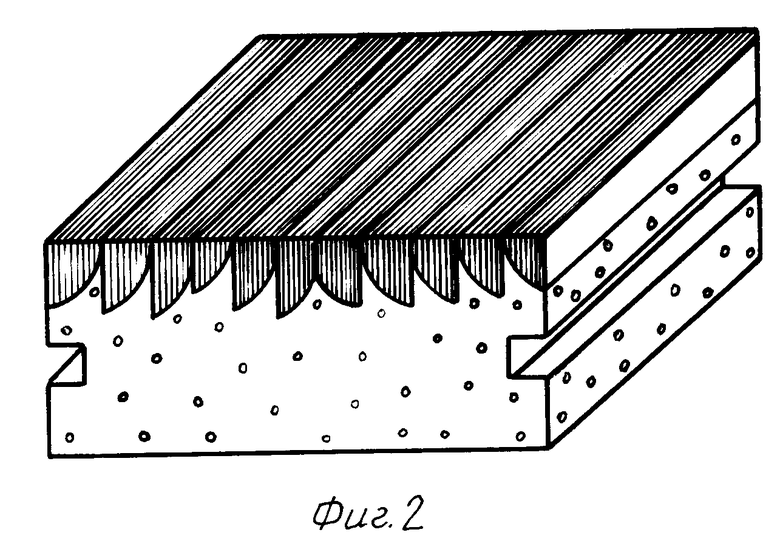
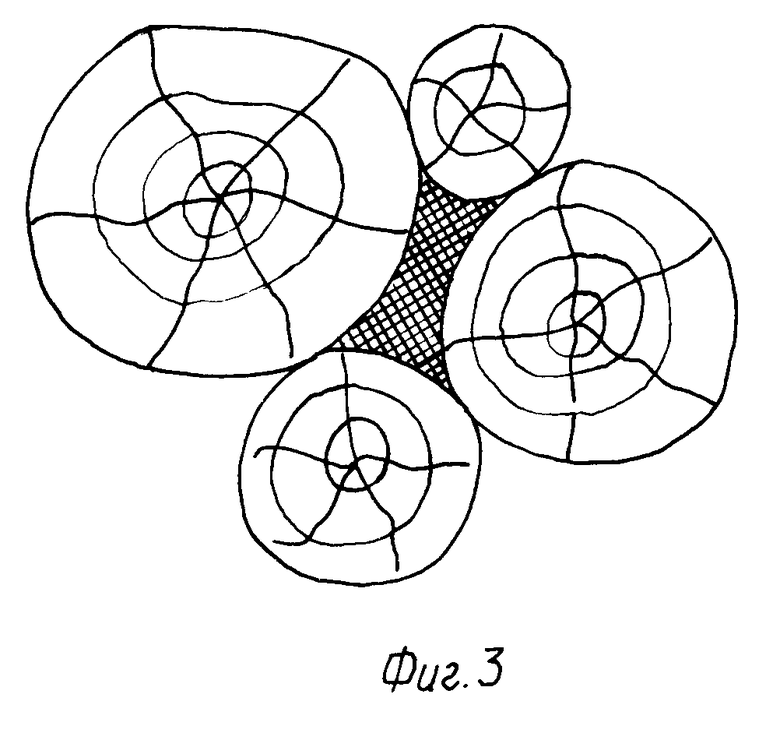
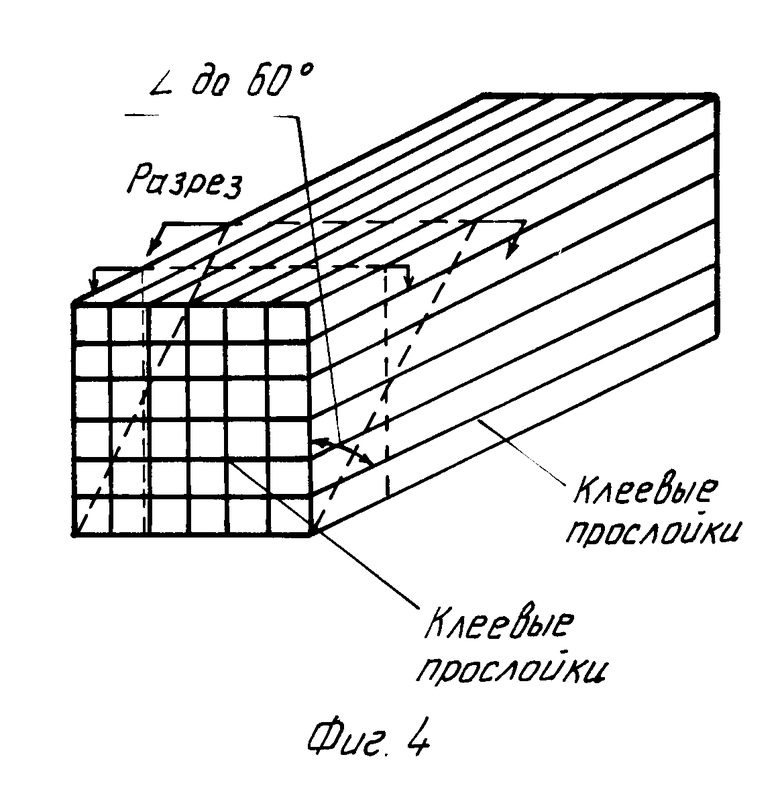
На фиг.1 изображены образцы реек; на фиг.2 строительный элемент; на фиг. 3 зоны утолщения в декоративном щите; на фиг.4 общий вид склеенного бруса перед разрезкой; на заготовки торцового или торцово-тангенциального щита; на фиг.6-13 различные виды древесного щита.
Таким образом, используя отходы лесопиления в сочетании с органическими связующими, предлагаемым способом удается получать новый отделочный материал для промышленного и гражданского строительства, мебельной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБОРНОГО БРУСА ДЛЯ ПОЛУЧЕНИЯ ПЛИТ ТОРЦОВОГО ПАРКЕТА | 1995 |
|
RU2106960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| ДРЕВЕСНО-ПЛИТНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2766898C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041809C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ЩИТОВ | 1994 |
|
RU2074935C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2522727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
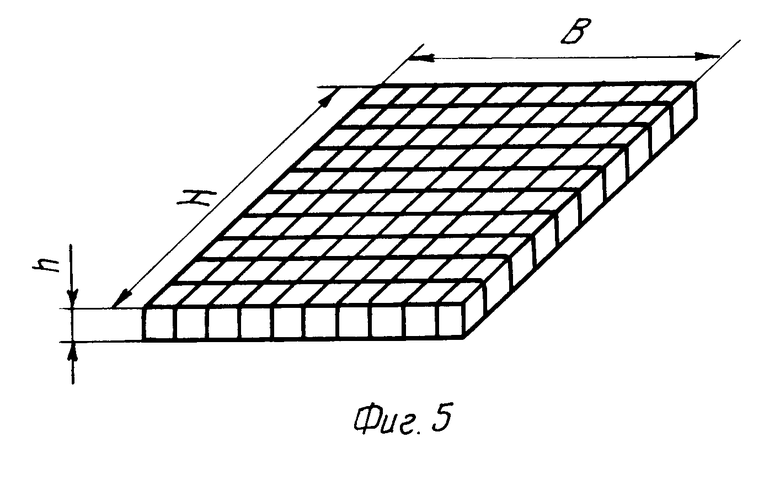
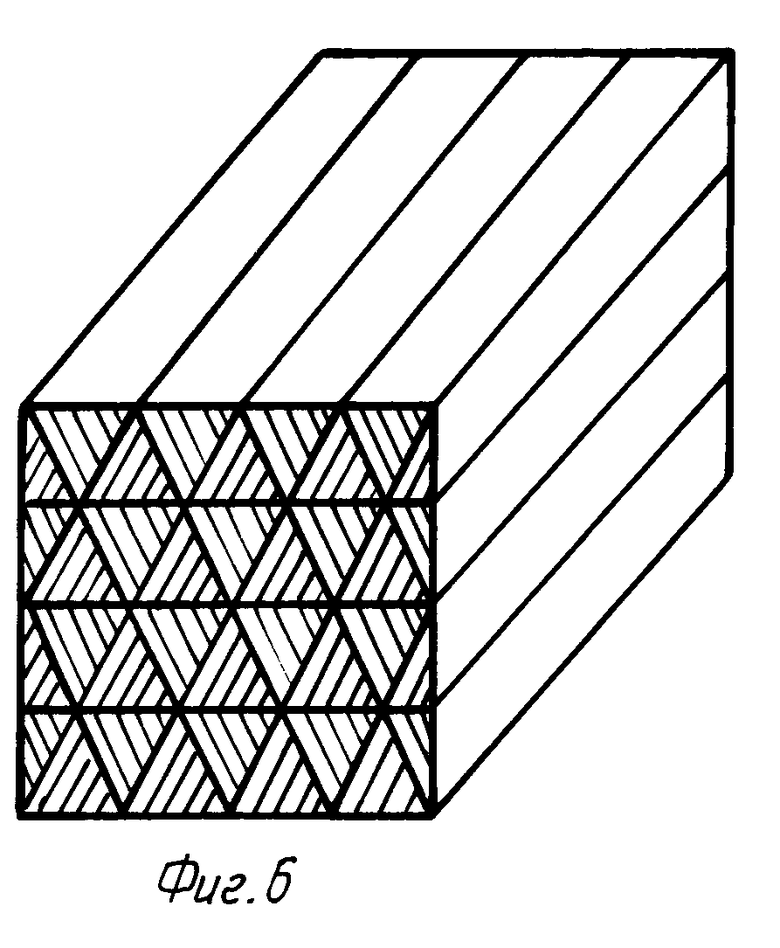
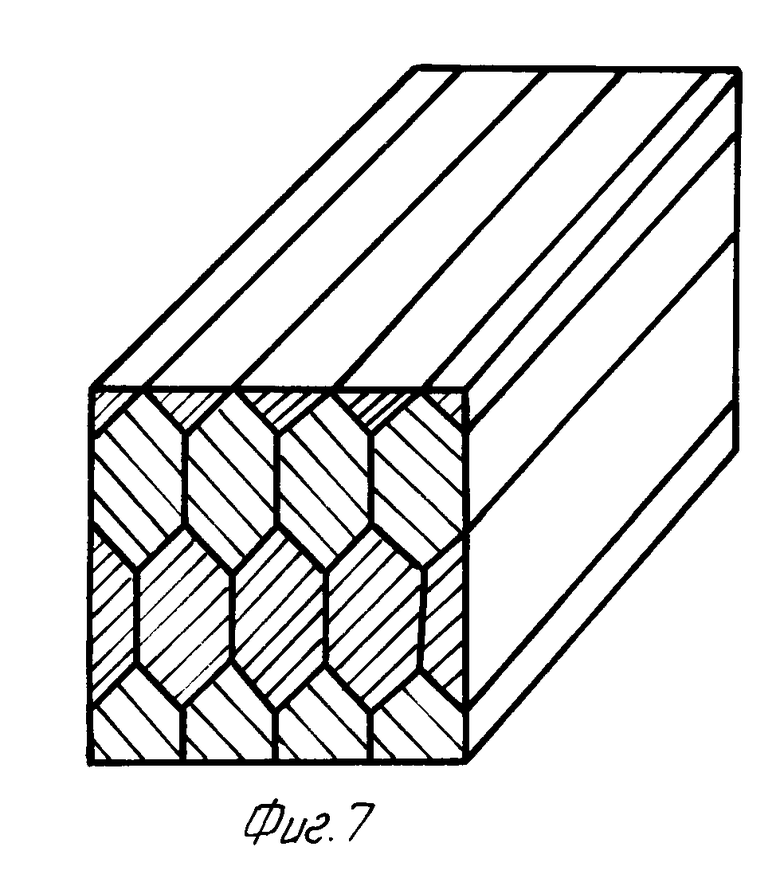
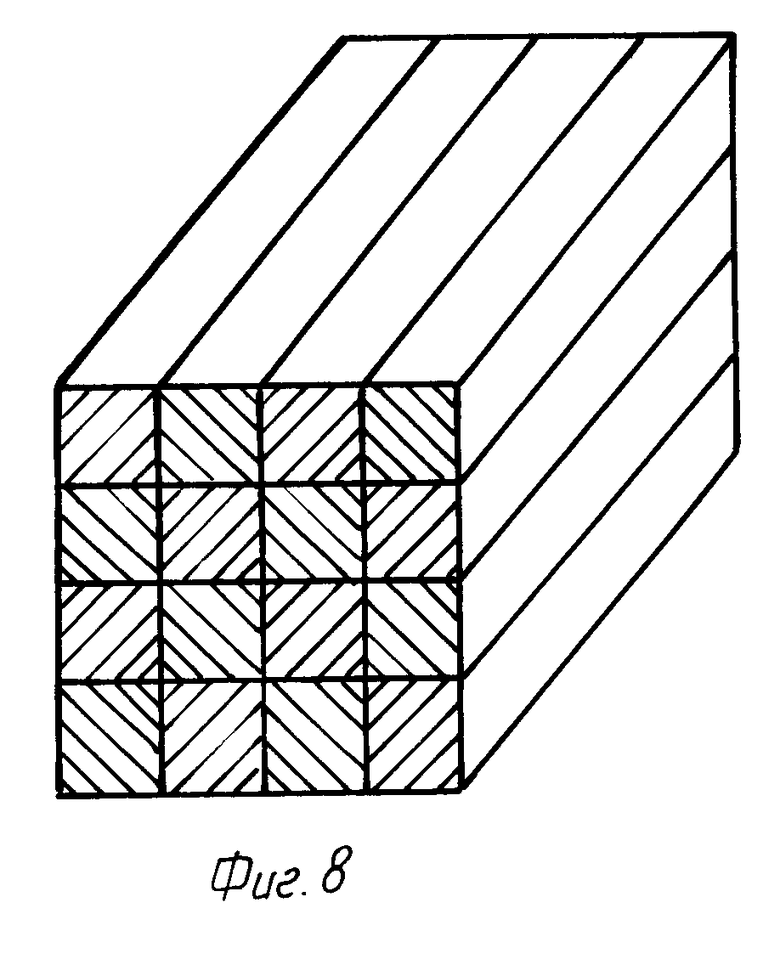
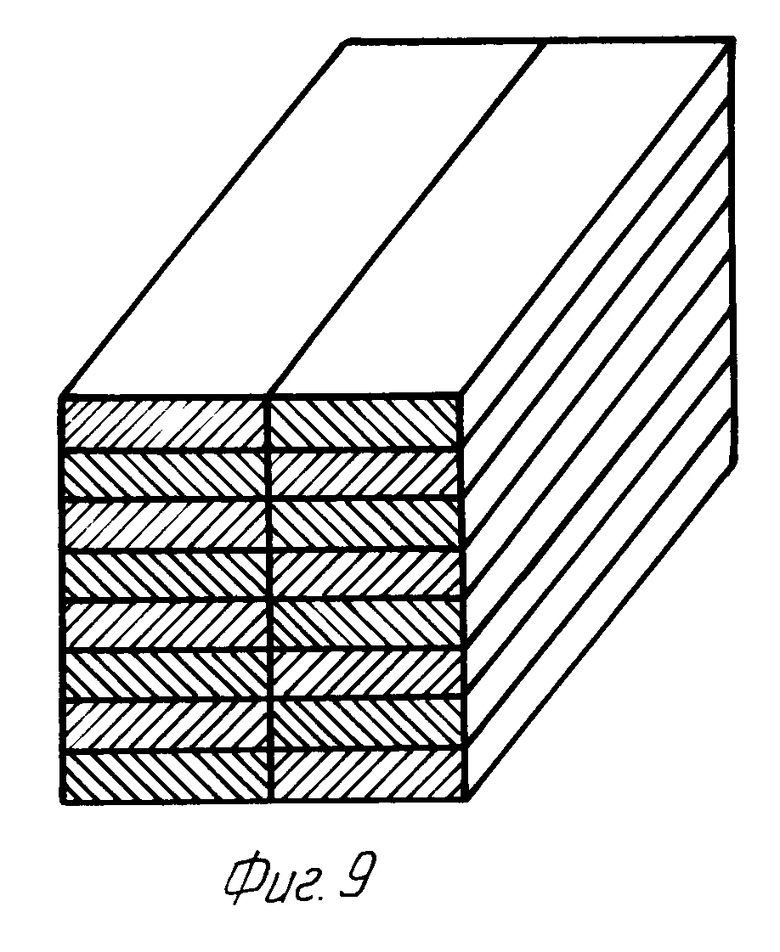
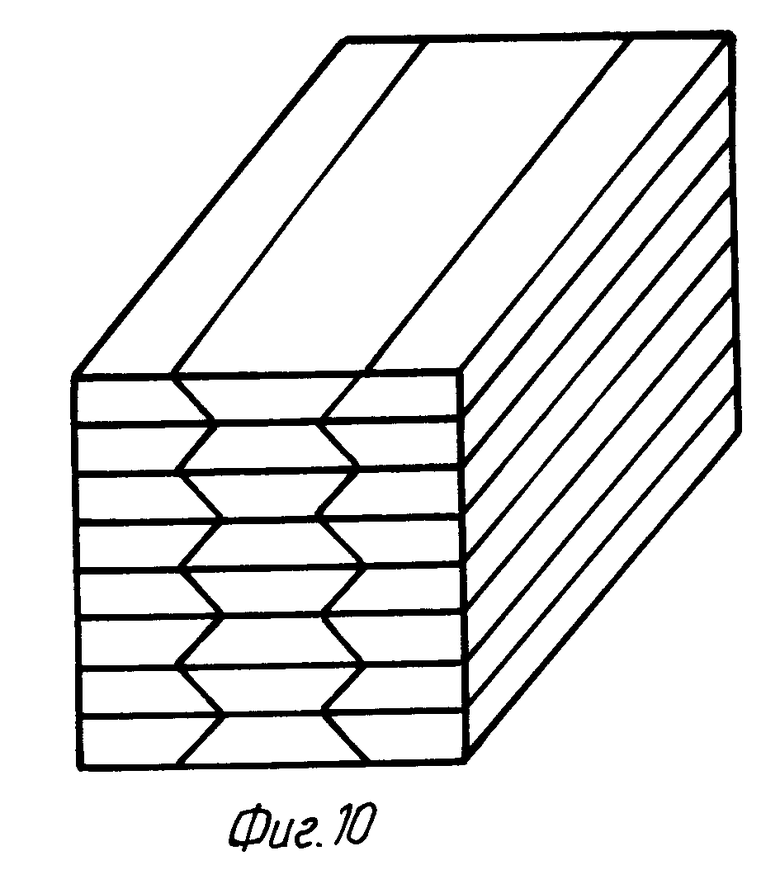
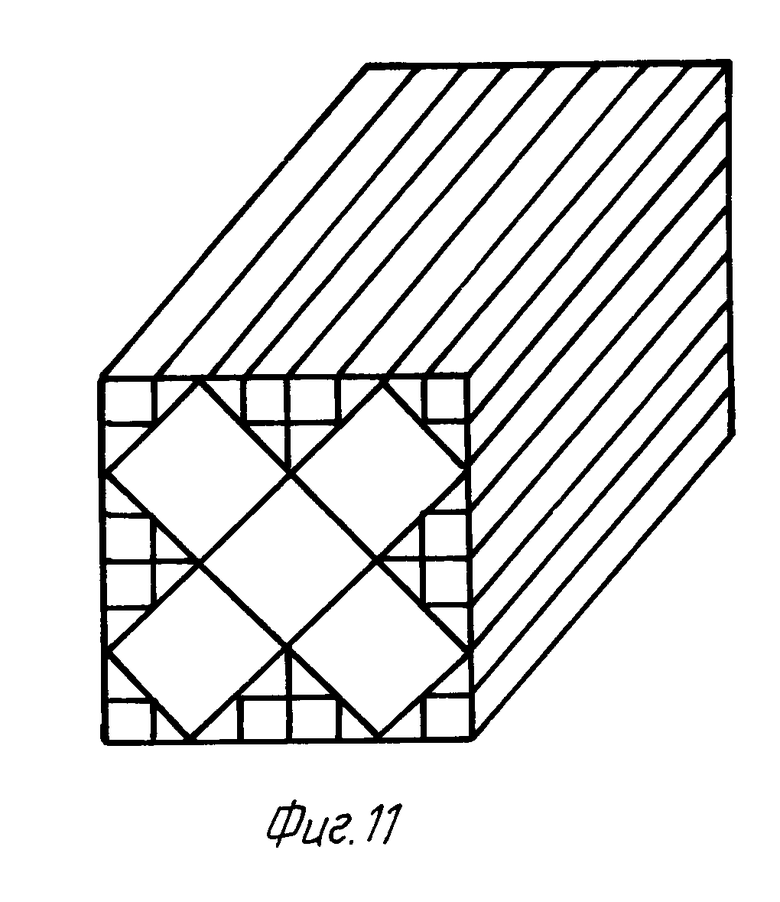
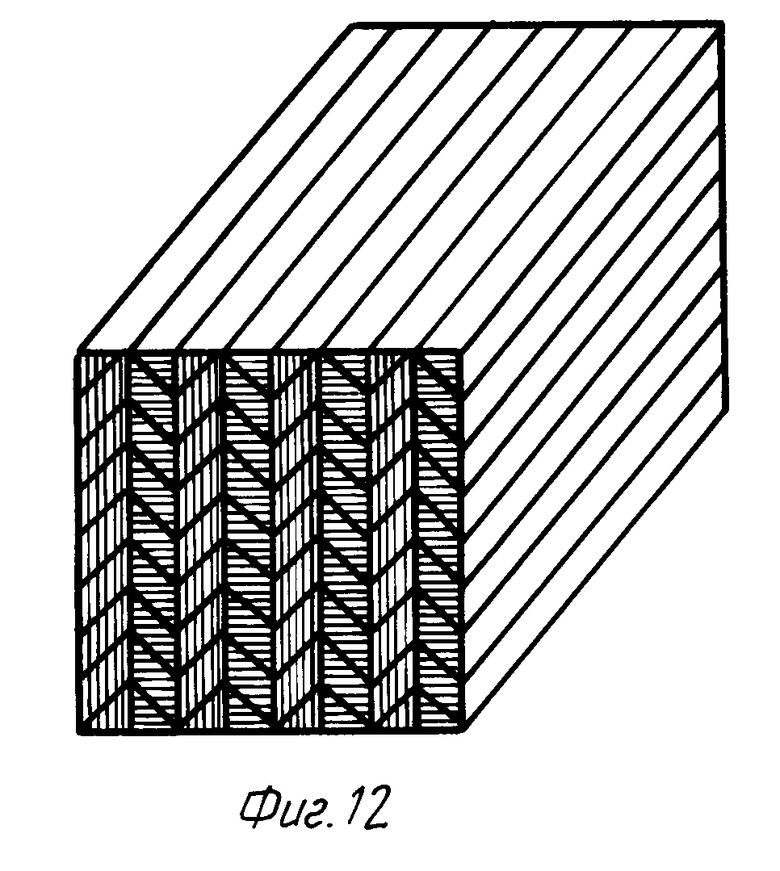
Использование: в деревообрабатывающей и строительных отраслях промышленности, а именно к способу получения плитных материалов, которые могут найти широкое применение в виде паркетных щитов, для облицовки стен, потолков, общественных и жилых зданий и сооружений, для оформления столешень, буфетов, встроенных элементов мебели и др. Сущность изобретения: древесные щиты получают склеиванием отходов деревообработки в виде брусков различного сечения, поперечной распиловкой которого в направлении, перпендикулярном его длине под углом к его длине, получают заготовки, шлифованием рабочих поверхностей которых им товарный вид. 13 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН, включающий нарезку древесных элементов и их склеивание синтетическими клеями в щит с последующей обработкой его лицевой поверхности, отличающийся тем, что, с целью упрощения процесса и снижения расхода связующего, нарезку древесных элементов осуществляют поперек волокон отходов деревообработки, склеивание выполняют по боковым поверхностям древесных элементов в заготовку бруса, которую распиливают на древесные щиты перпендикулярно длине бруса или под углом к его длине, а обработку лицевой поверхности щита выполняют шлифованием.
| 0 |
|
SU279023A1 | |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
